
Disposal Options of Bamboo Fabric-Reinforced Poly(Lactic) Acid Composites for Sustainable Packaging: Biodegradability and Recyclability



 ,
, 

Abstract
:
1. Introduction
2. Experimental Section
2.1. BF-PLA Composite Fabrication
2.2. Determination of the Recyclability of BF-PLA Composite
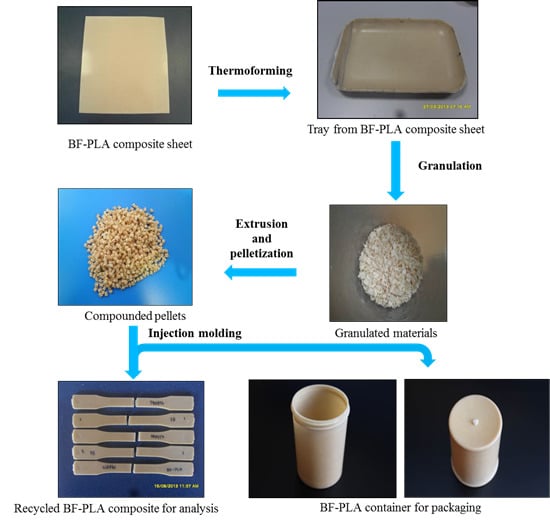
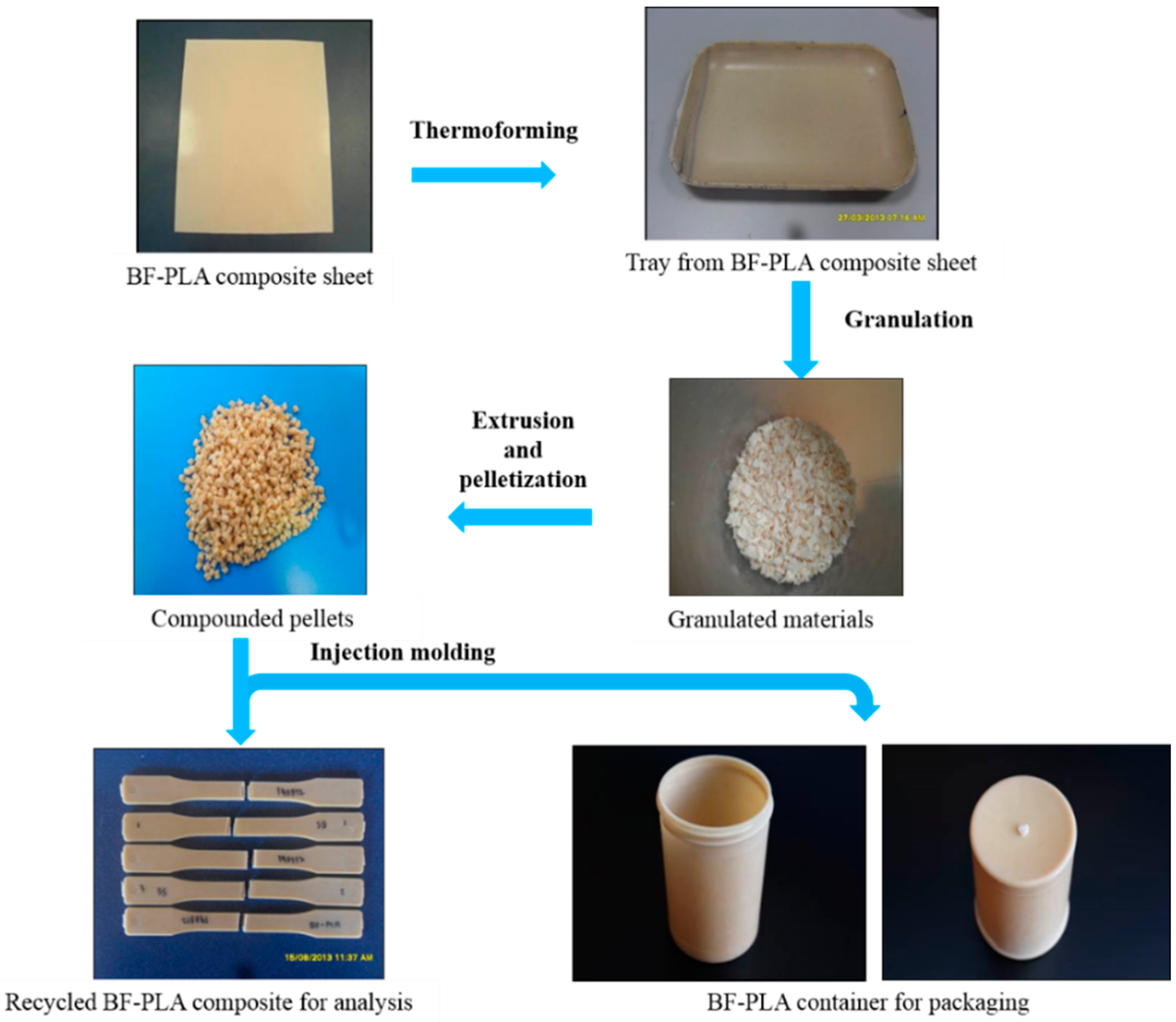
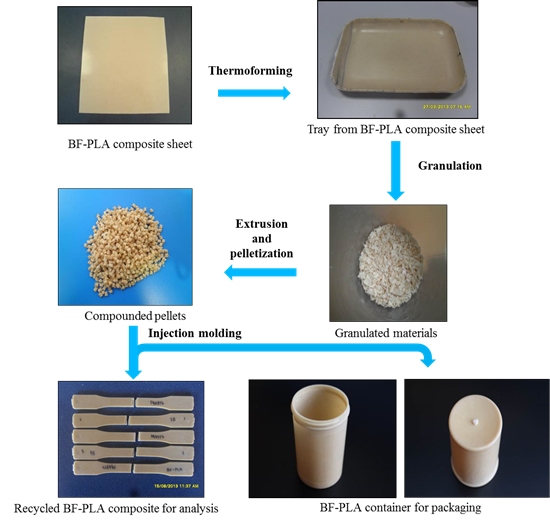
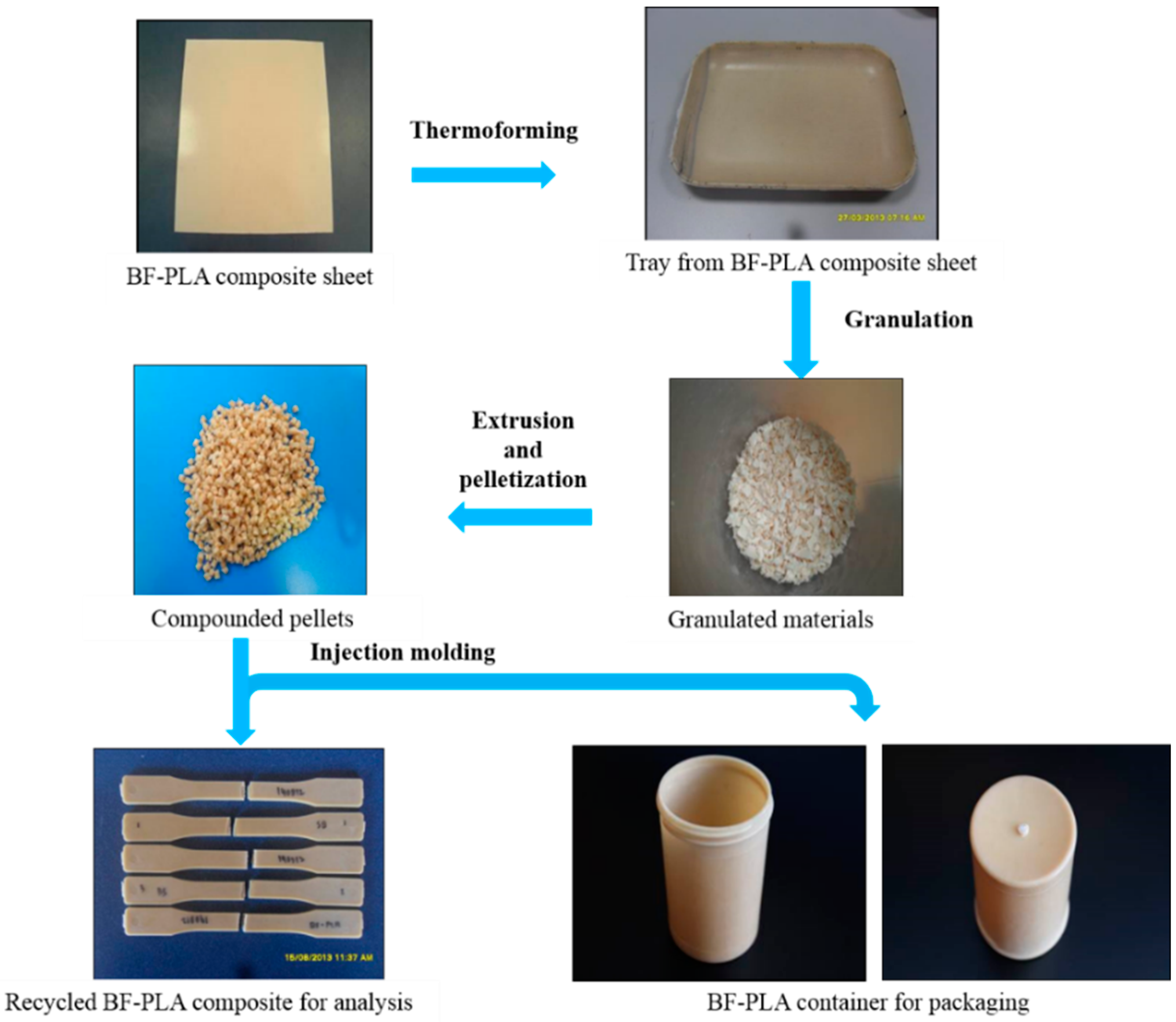
2.2.1. Recycling Process of BF-PLA Composite
2.2.2. Characterization of Recycled BF-PLA Composite
2.2.3. Yarn Length Measurement
2.3. Determination of Biodegradability of BF-PLA Composite
2.3.1. Specimen Preparation
2.3.2. Biodegradability of Composites in Controlled Composting Conditions
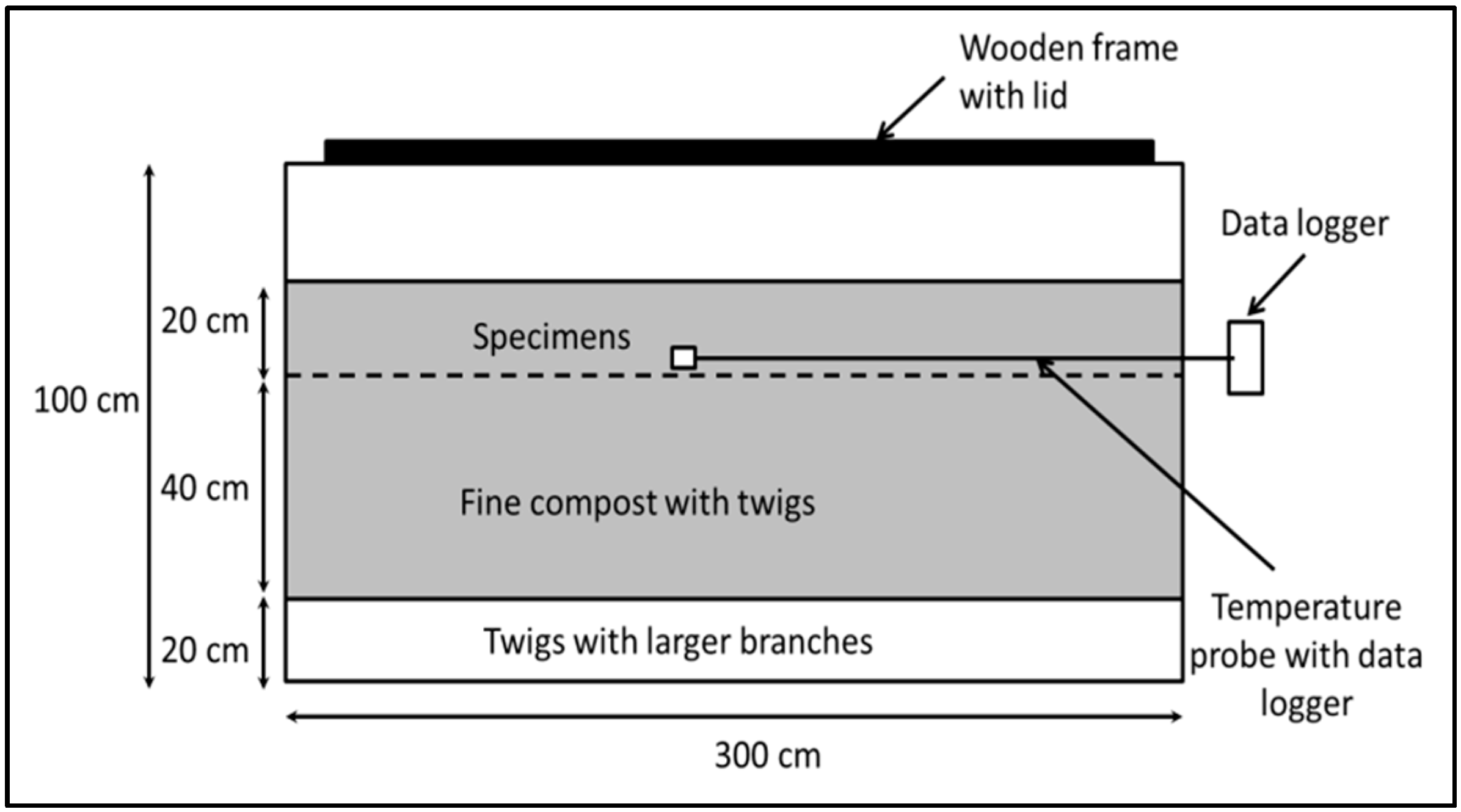
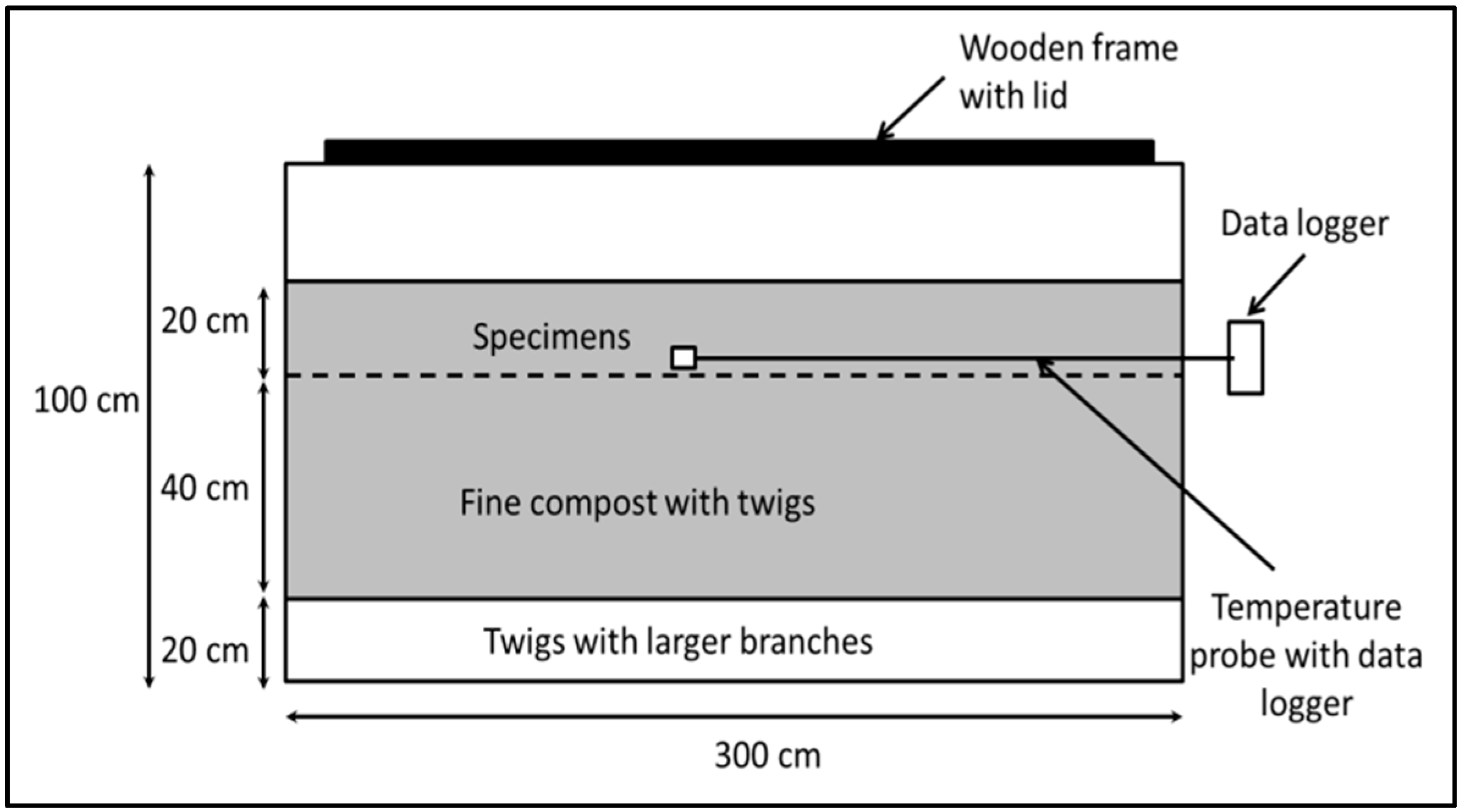
2.3.3. Biodegradability Composites in Real Composting Conditions
2.3.4. Weight Loss Determination
2.3.5. Characterization of BF-PLA Composite
3. Results and Discussion
3.1. Mechanical Properties of Recycled BF-PLA Composite

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimens | Tensile Properties | Flexural Properties | Elongation at Break (%) | Impact Strength (J/m) | ||
|---|---|---|---|---|---|---|
| Strength, MPa | Modulus, GPa | Strength, MPa | Modulus, GPa | |||
| * Virgin PLA | 61.85 ± 2.22 | 3.38 ± 0.08 | 105 ± 5.35 | 3.72 ± 0.05 | 2.30 ± 0.72 | 37.51 ± 5.35 |
| * BF-PLA | 80.64 ± 1.80 | 5.92 ± 0.26 | 143 ± 1.59 | 4.50 ± 0.70 | 6.68 ± 0.10 | 103 ± 6.68 |
| Recycled BF-PLA | 74.64 ± 2.64 | 4.90 ± 0.58 | 156 ± 2.80 | 5.81 ± 2.56 | 4.28 ± 0.22 | 71.81 ± 1.05 |
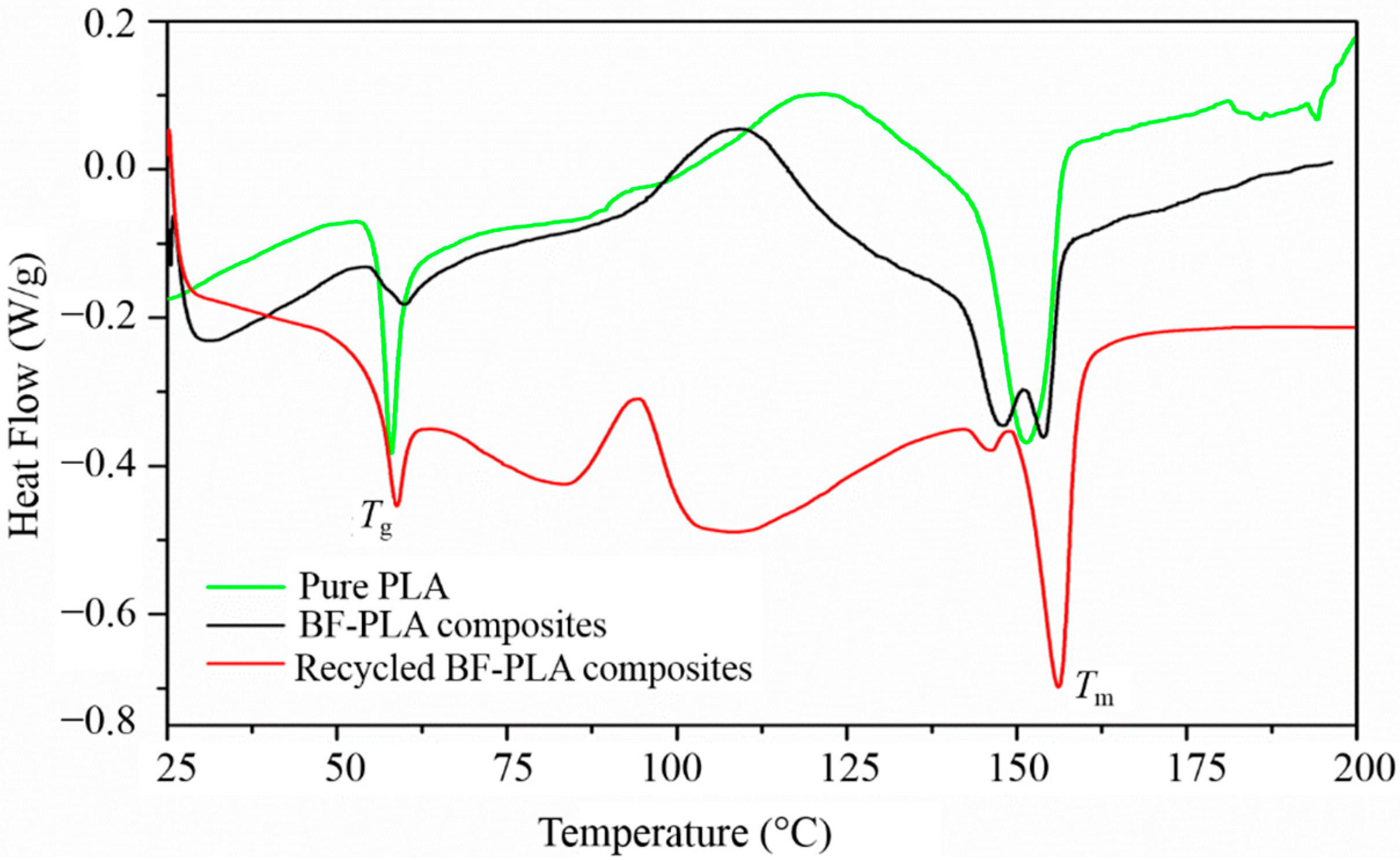
3.2. Thermal Properties of Recycled BF-PLA Composites
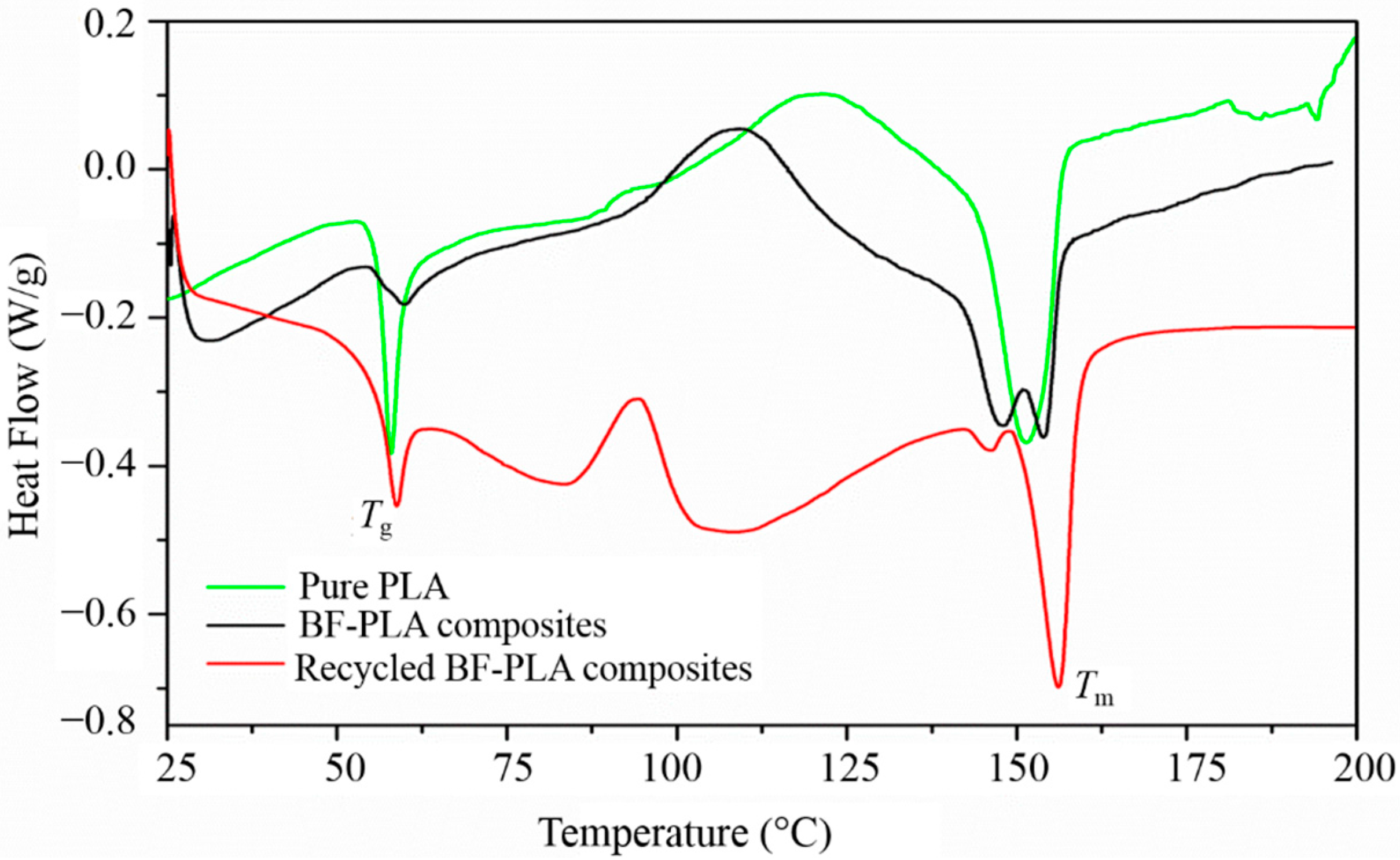
| Samples | Tm (°C) | Tg (°C) | Xc (%) |
|---|---|---|---|
| Pure PLA | 151.70 | 58 | 13.14 |
| BF-PLA composites | 154.42 | 58.23 | 11.28 |
| Recycled BF-PLA composites | 155.56 | 58.65 | 4.43 |
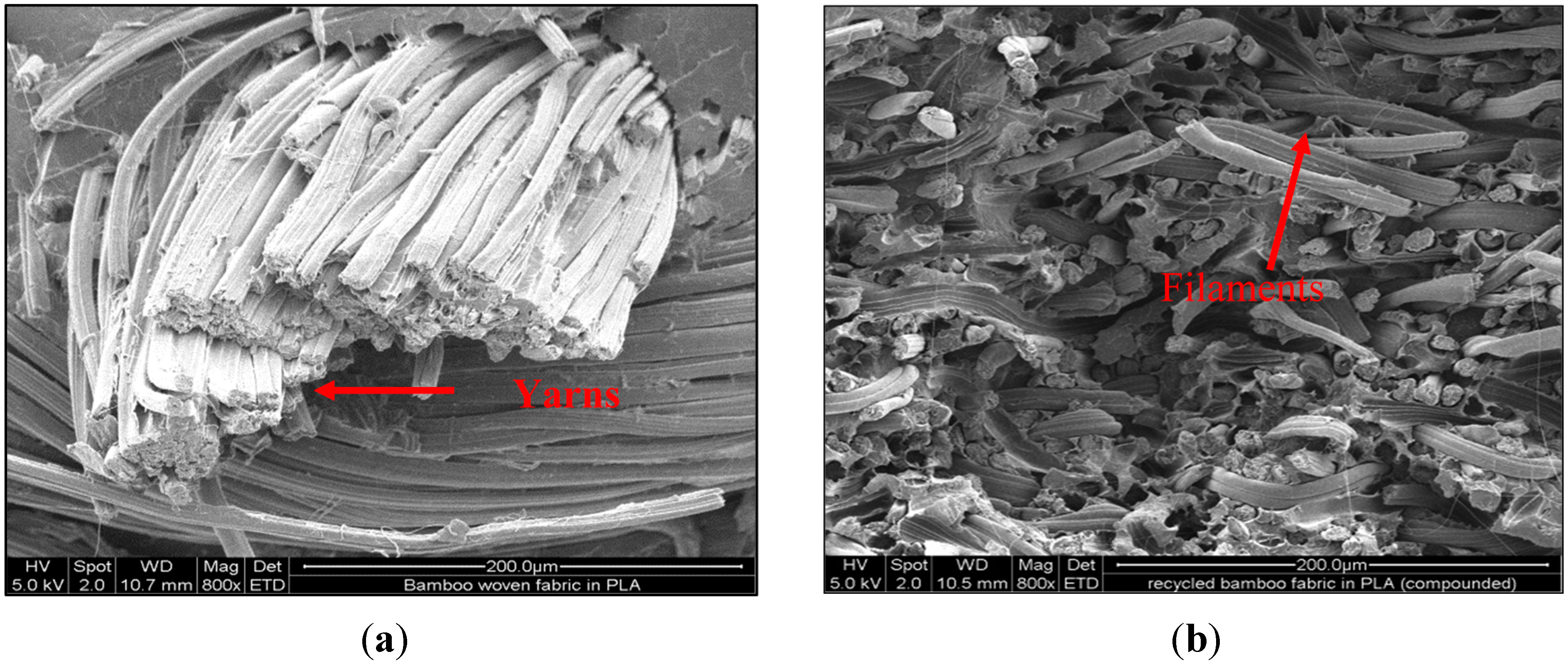
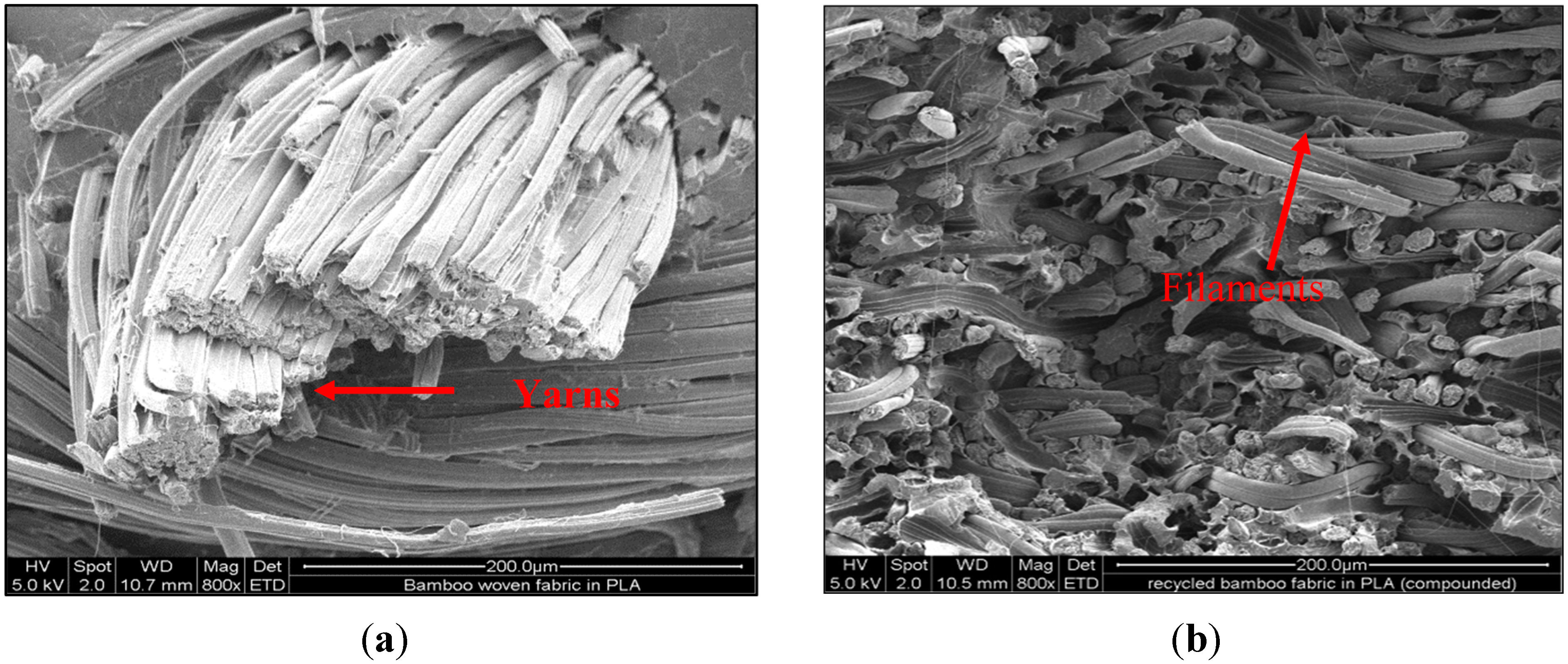
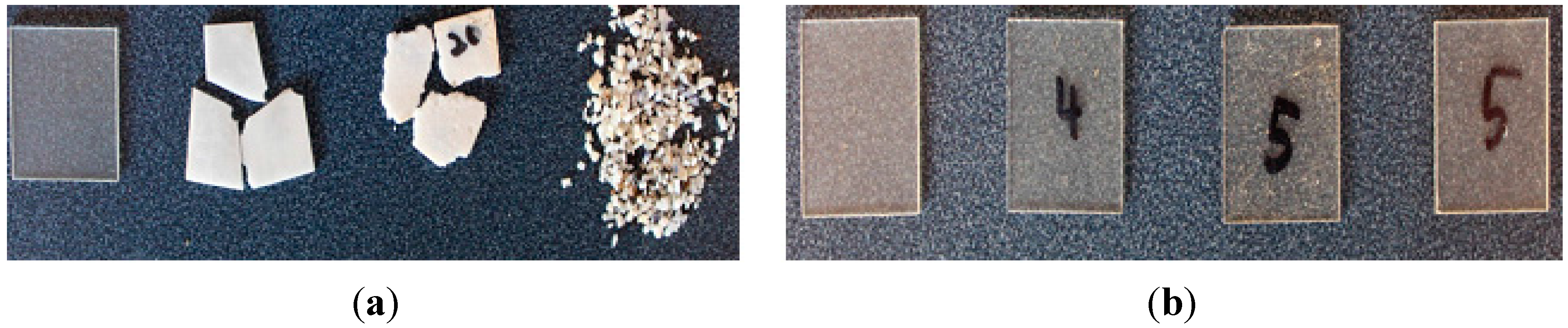
3.3. Morphological Appearance of Recycled BF-PLA Composites
3.4. Yarn Length of Recycled BF-PLA Composite
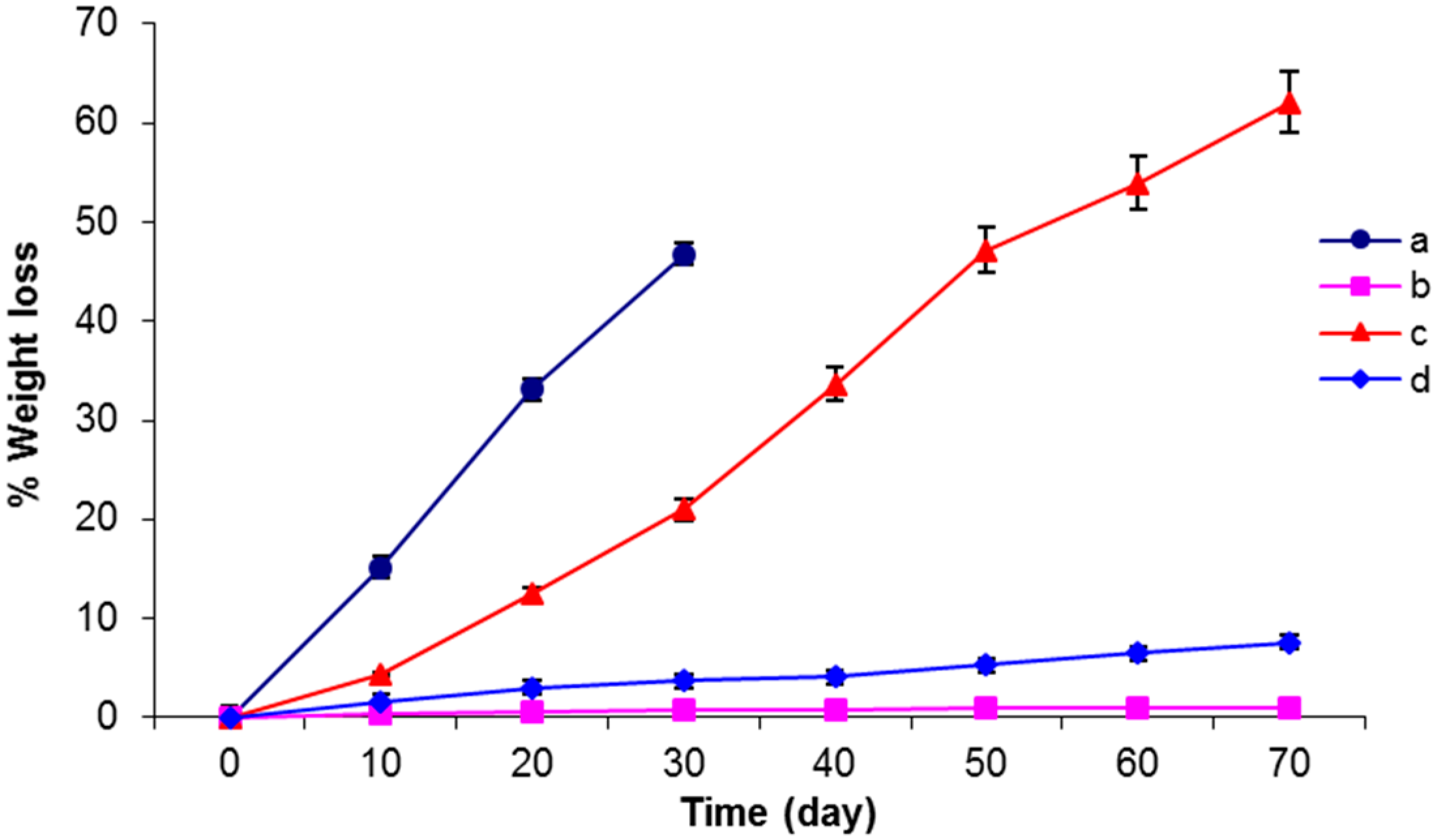
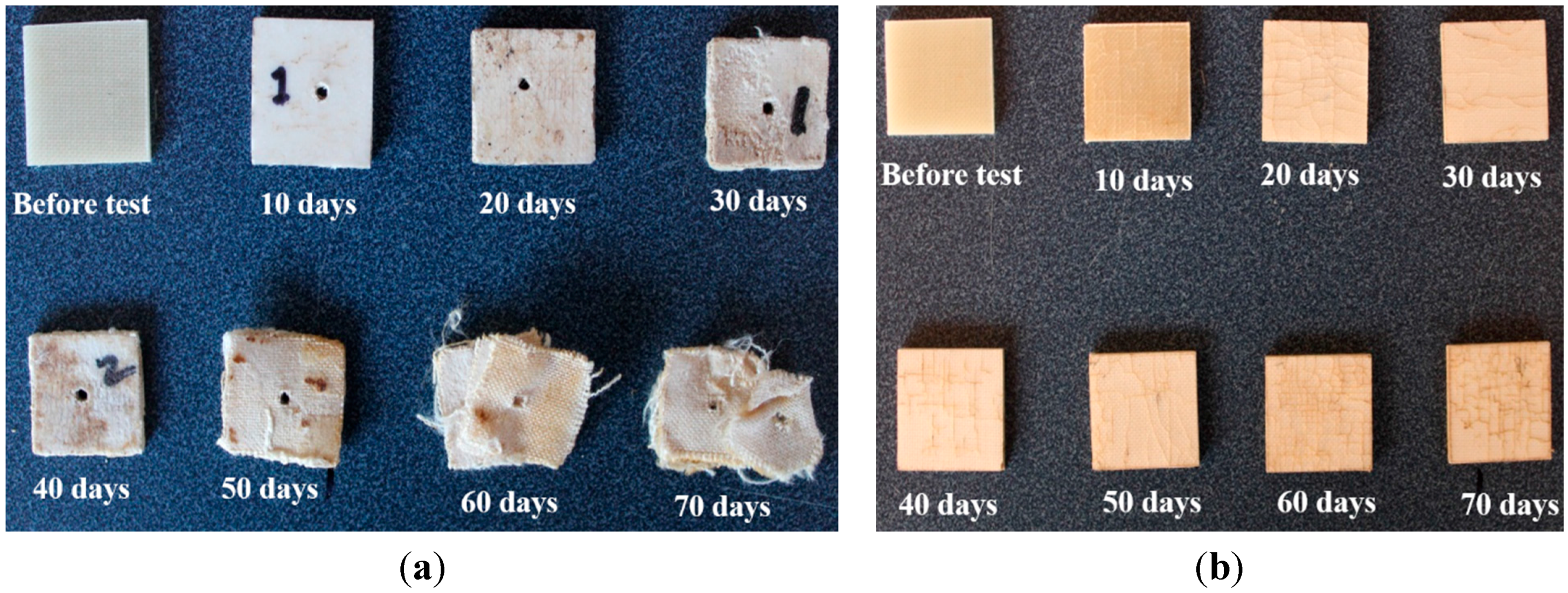
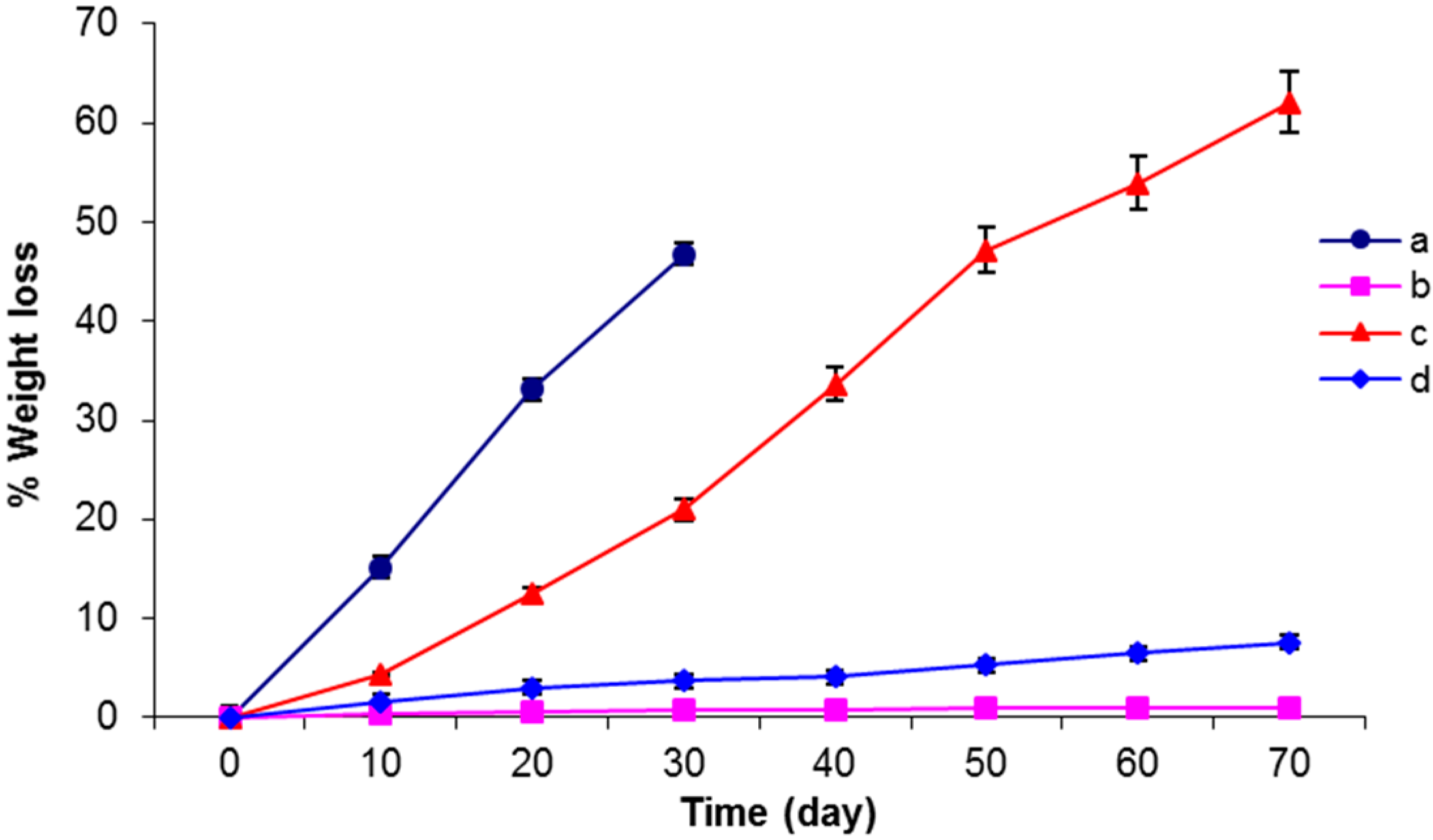
3.5. Weight Loss Determination of BF-PLA Composites
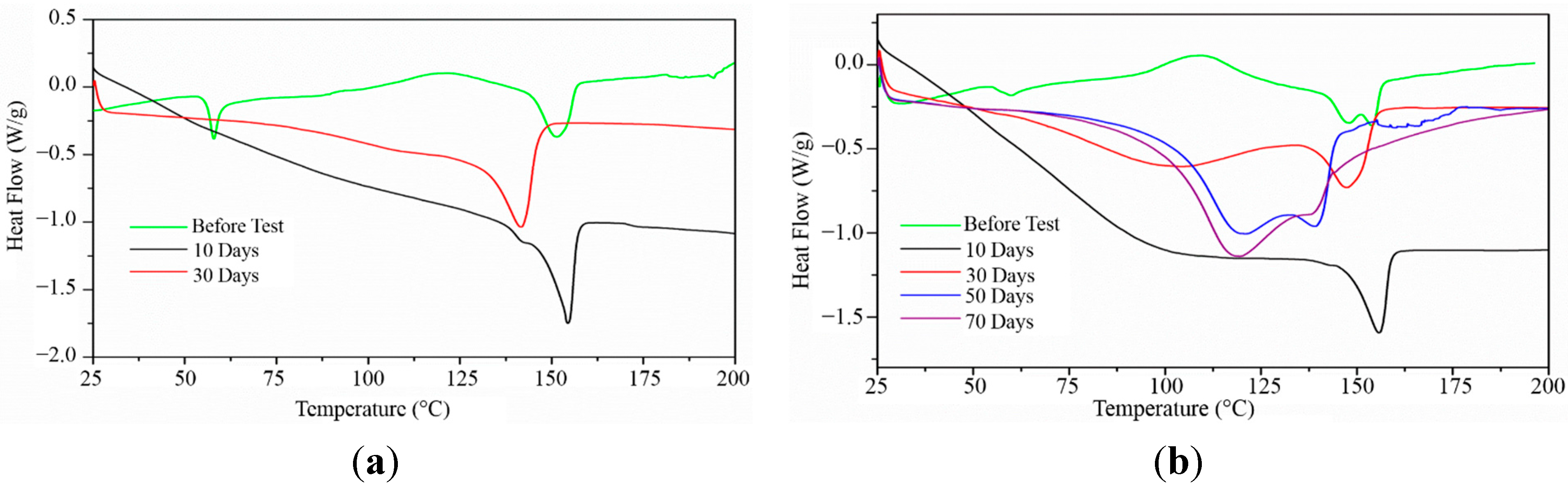
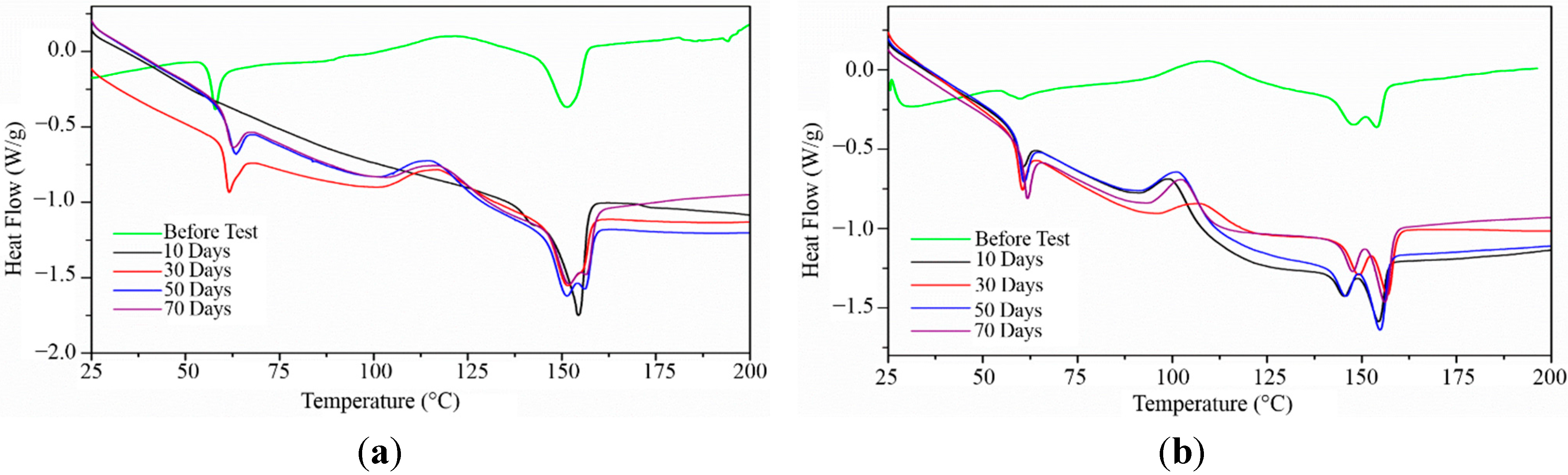
3.6. Thermal Properties of Virgin PLA and BF-PLA
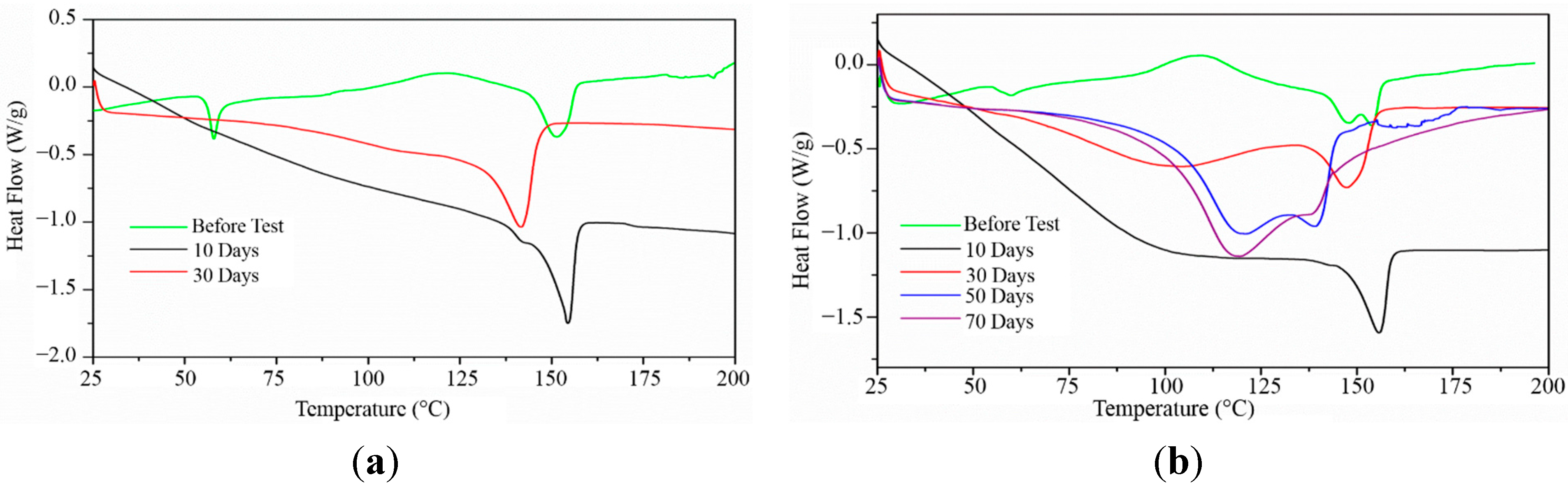
| Samples | Tm (°C) | Tg (°C) | ∆Hm (J/g) | ∆Hcc (J/g) | Xc (%) |
|---|---|---|---|---|---|
| Pure PLA | |||||
| Before test | 151.70 | 58 | 30.49 | 18.27 | 13.14 |
| After 10 days | 154 | – | – | – | 35.55 |
| After 30 days | 142 | – | – | – | 43.75 |
| BF-PLA Composites | |||||
| Before test | 154.42 | 58.23 | 17.23 | 10.41 | 11.28 |
| After 10 days | 155.93 | – | 21.20 | 14.19 | 11.60 |
| After 30 days | 148.45 | – | 21.58 | – | 35.70 |
| After 50 days | 141.11 | – | 54.76 | – | 90.59 |
| After 70 days | 116.03 | – | 52.50 | – | 86.85 |
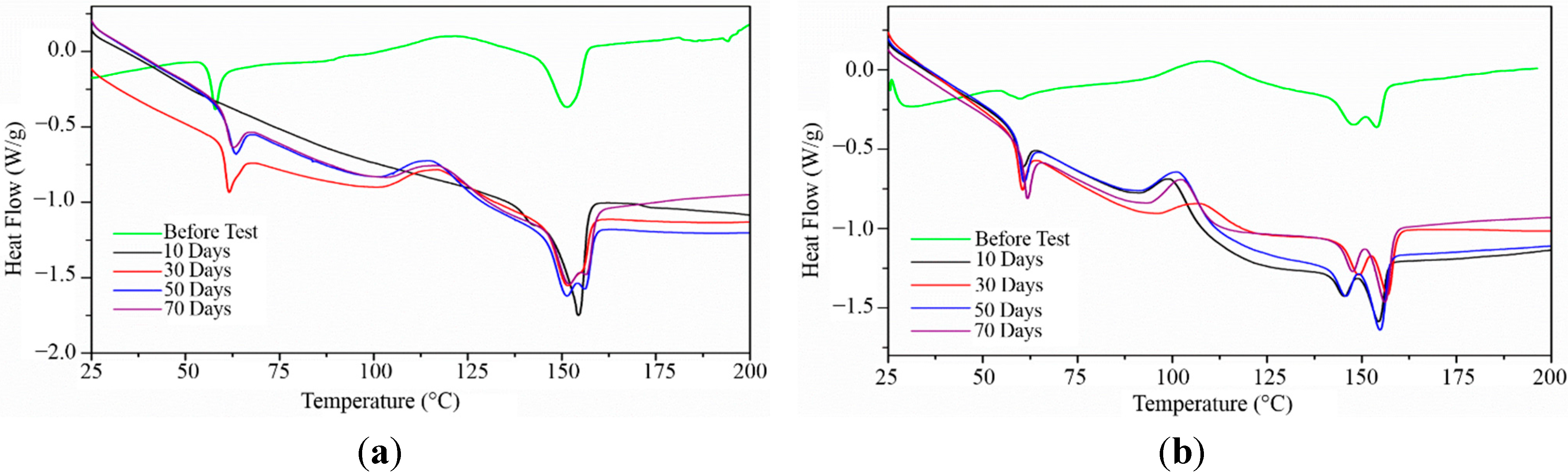
| Samples | Tm (°C) | Tg (°C) | ∆Hm (J/g) | ∆Hcc (J/g) | Xc (%) |
|---|---|---|---|---|---|
| Pure PLA | |||||
| Before test | 151.70 | 58 | 30.49 | 18.27 | 13.14 |
| After 10 days | 155.05 | 61.94 | 29.71 | 16.37 | 14.34 |
| After 30 days | 151.51 | 61.47 | 26.97 | 12.81 | 28.16 |
| BF-PLA Composites | |||||
| Before test | 154.42 | 58.23 | 17.23 | 10.41 | 11.28 |
| After 10 days | 154.46 | 60.24 | 14.18 | 6.66 | 12.44 |
| After 30 days | 156.86 | 60.28 | 18.44 | 9.45 | 14.87 |
| After 50 days | 154.92 | 60.61 | 17.70 | 11.27 | 10.64 |
| After 70 days | 156.9 | 61.71 | 18.51 | 12.46 | 10.01 |
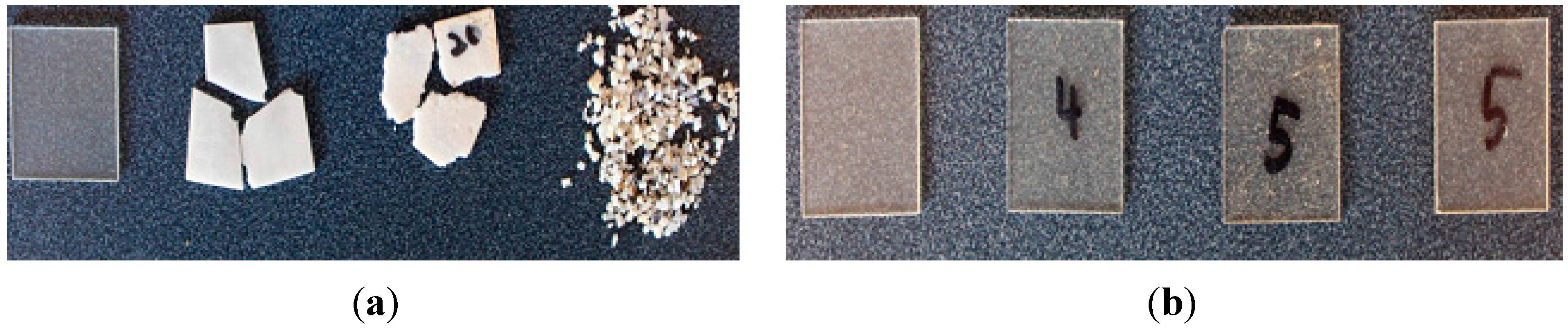
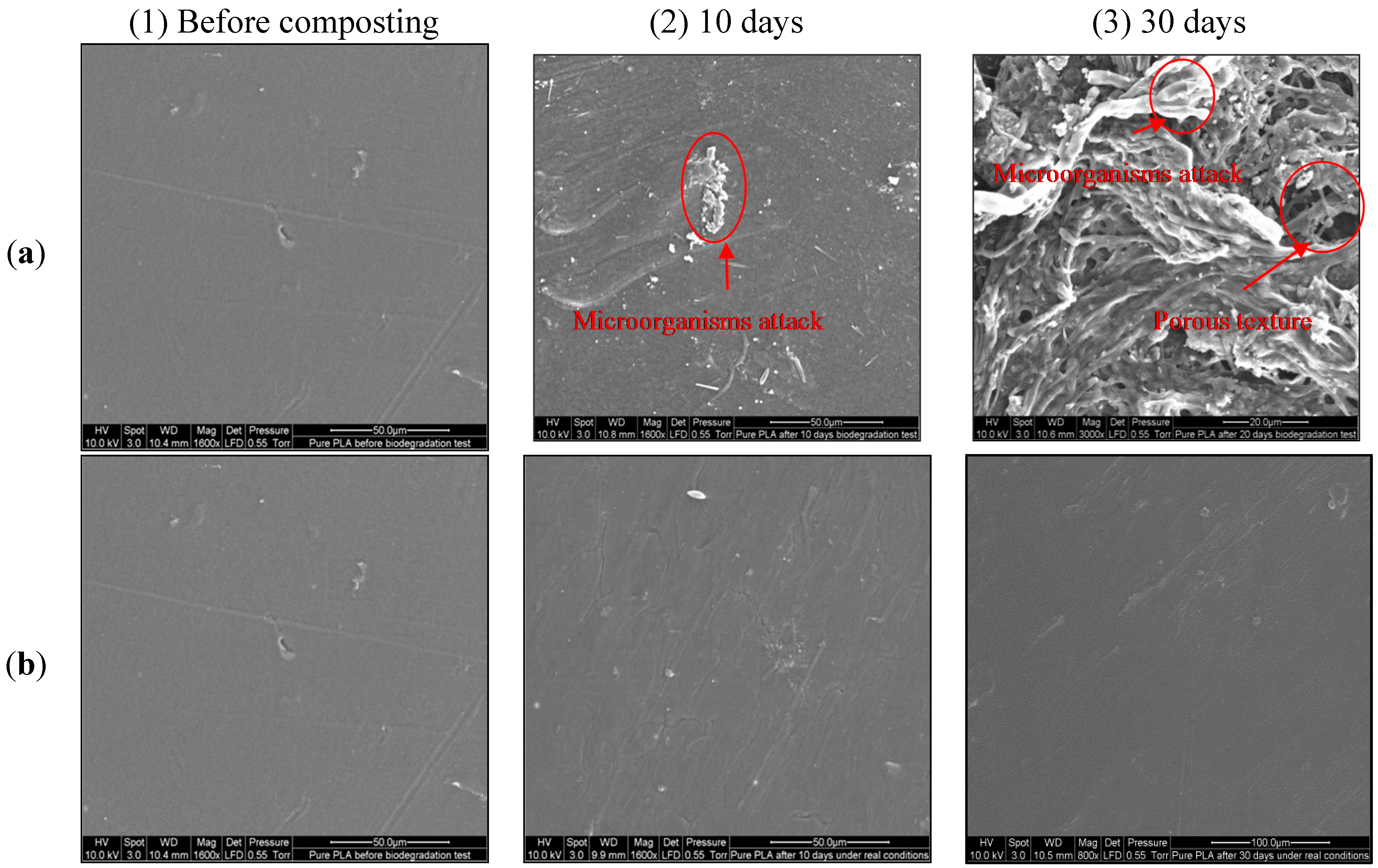
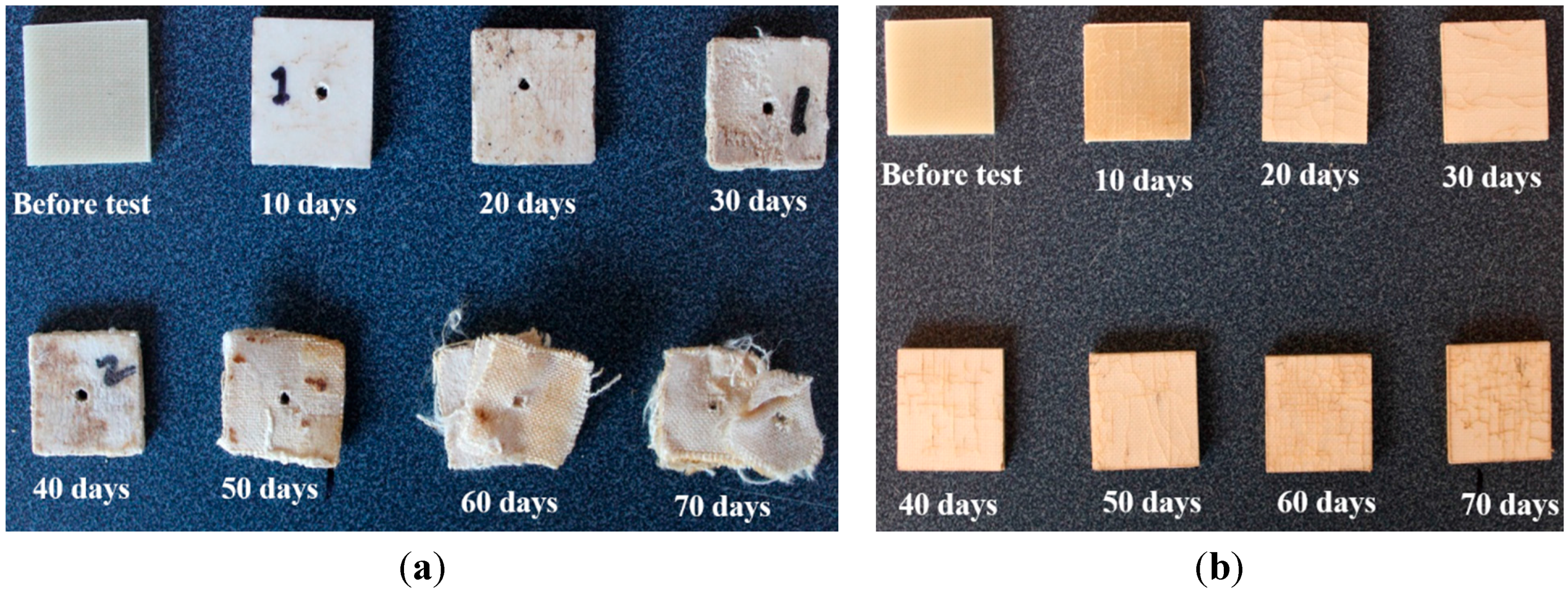
3.7. Morphological Alteration of Virgin PLA and BF-PLA Composites
3.7.1. Morphological Alteration of Virgin PLA

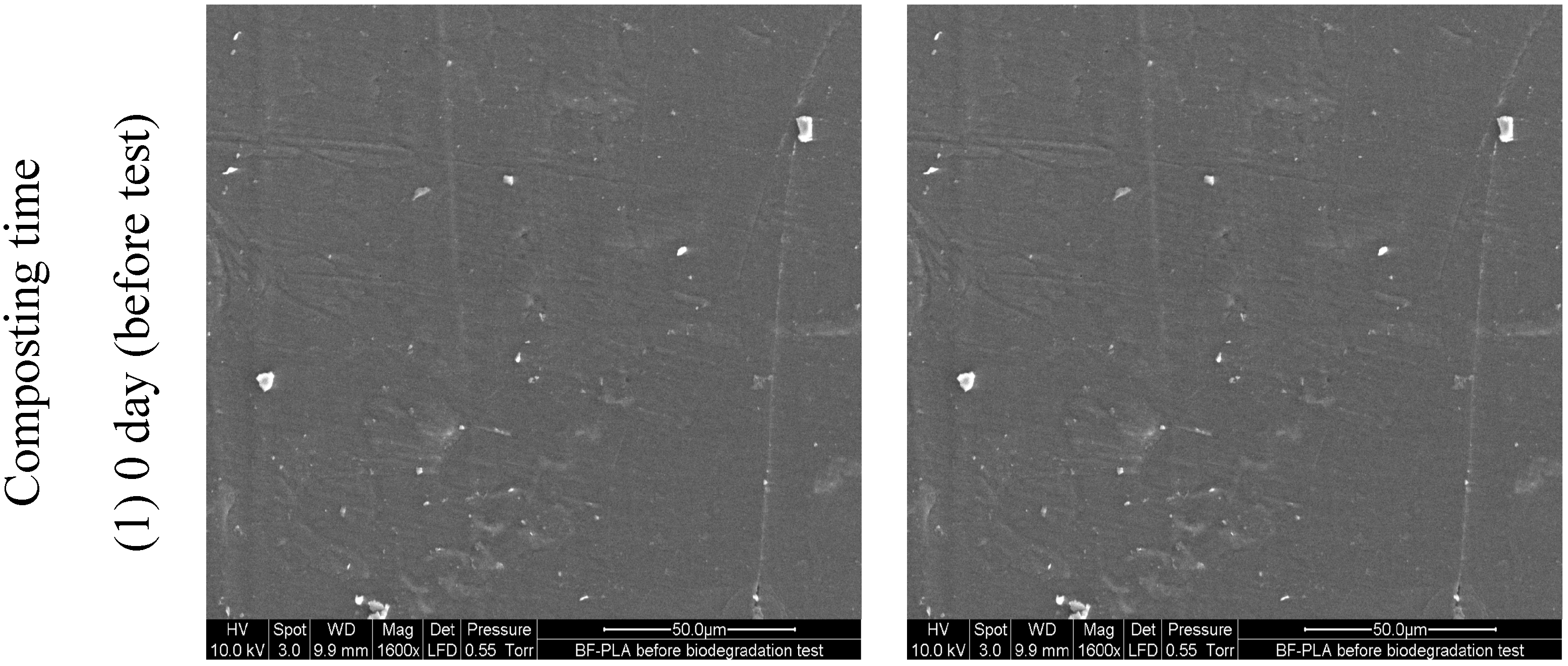
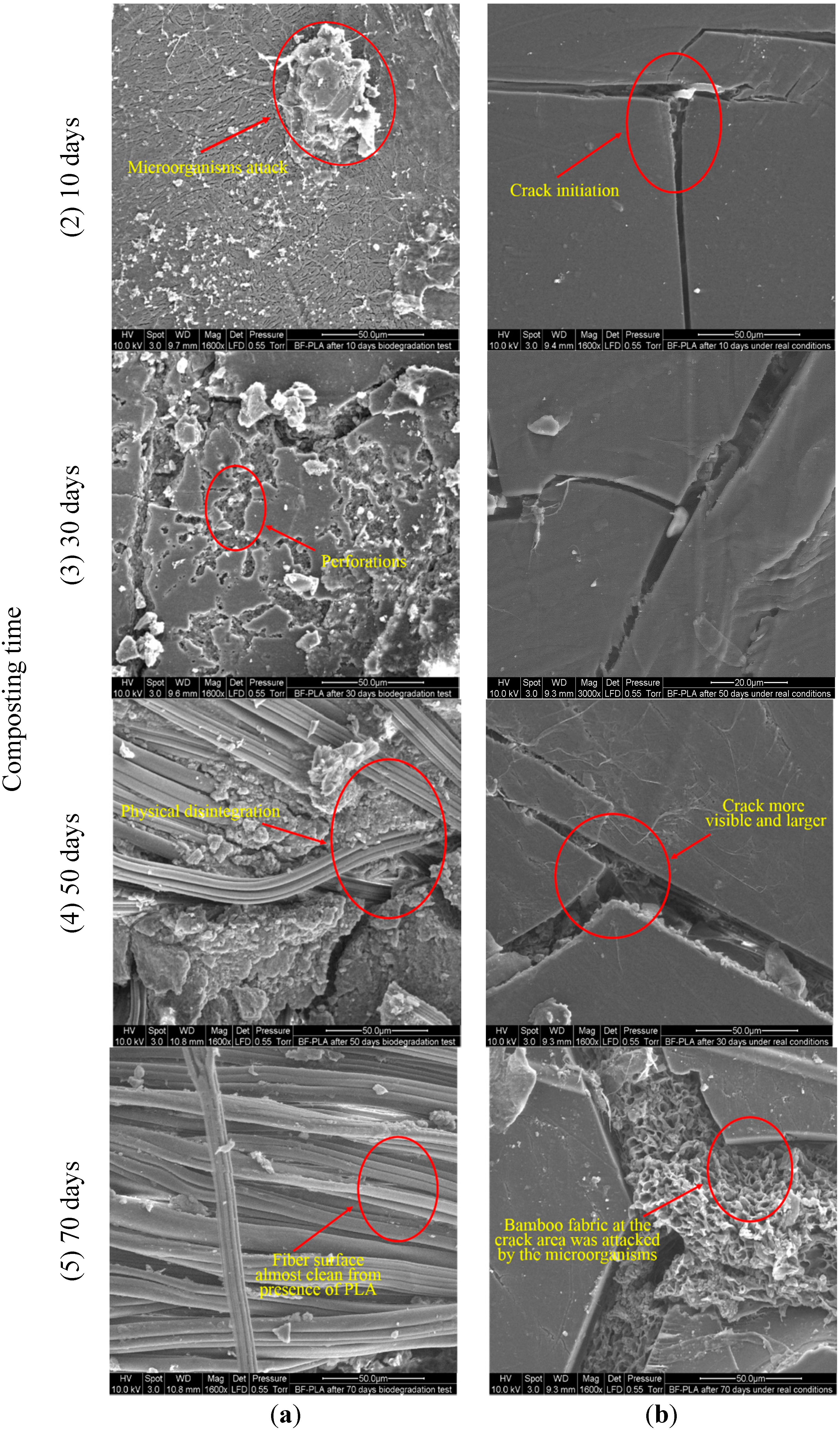
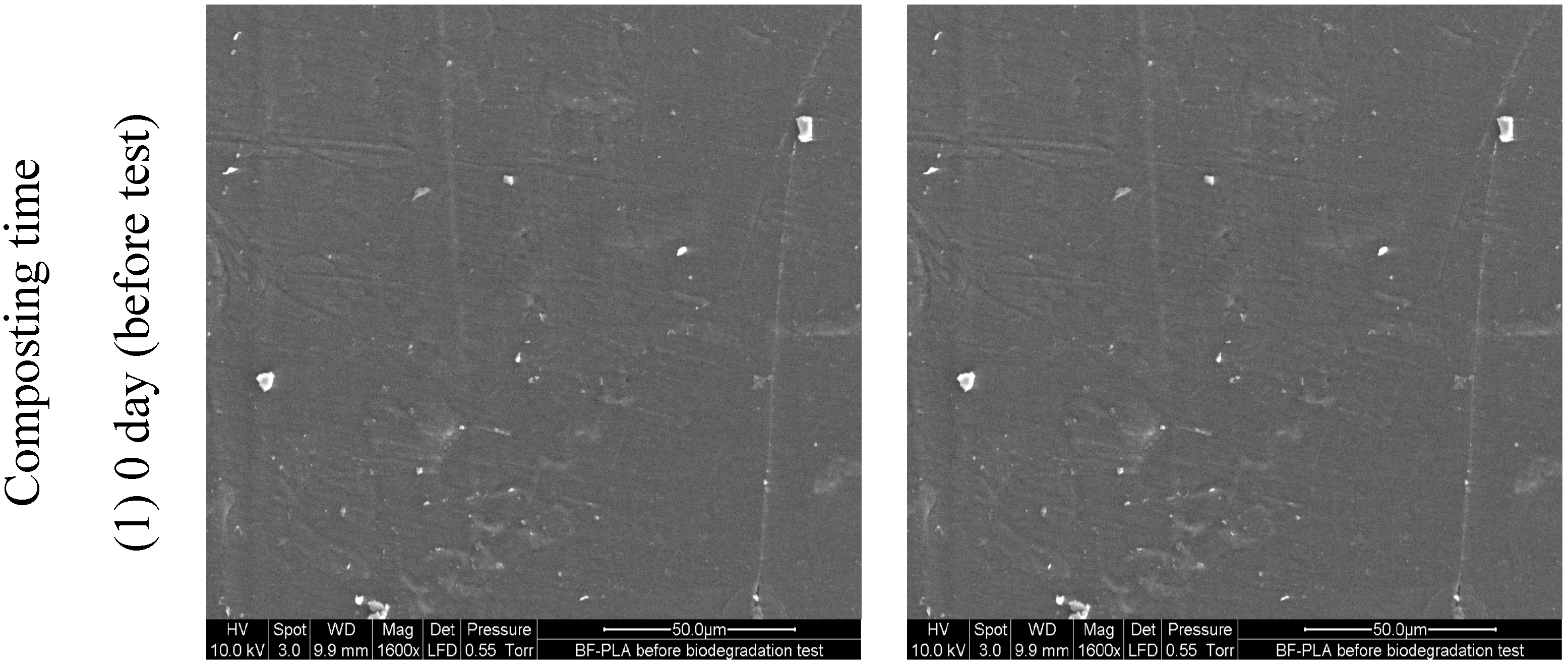
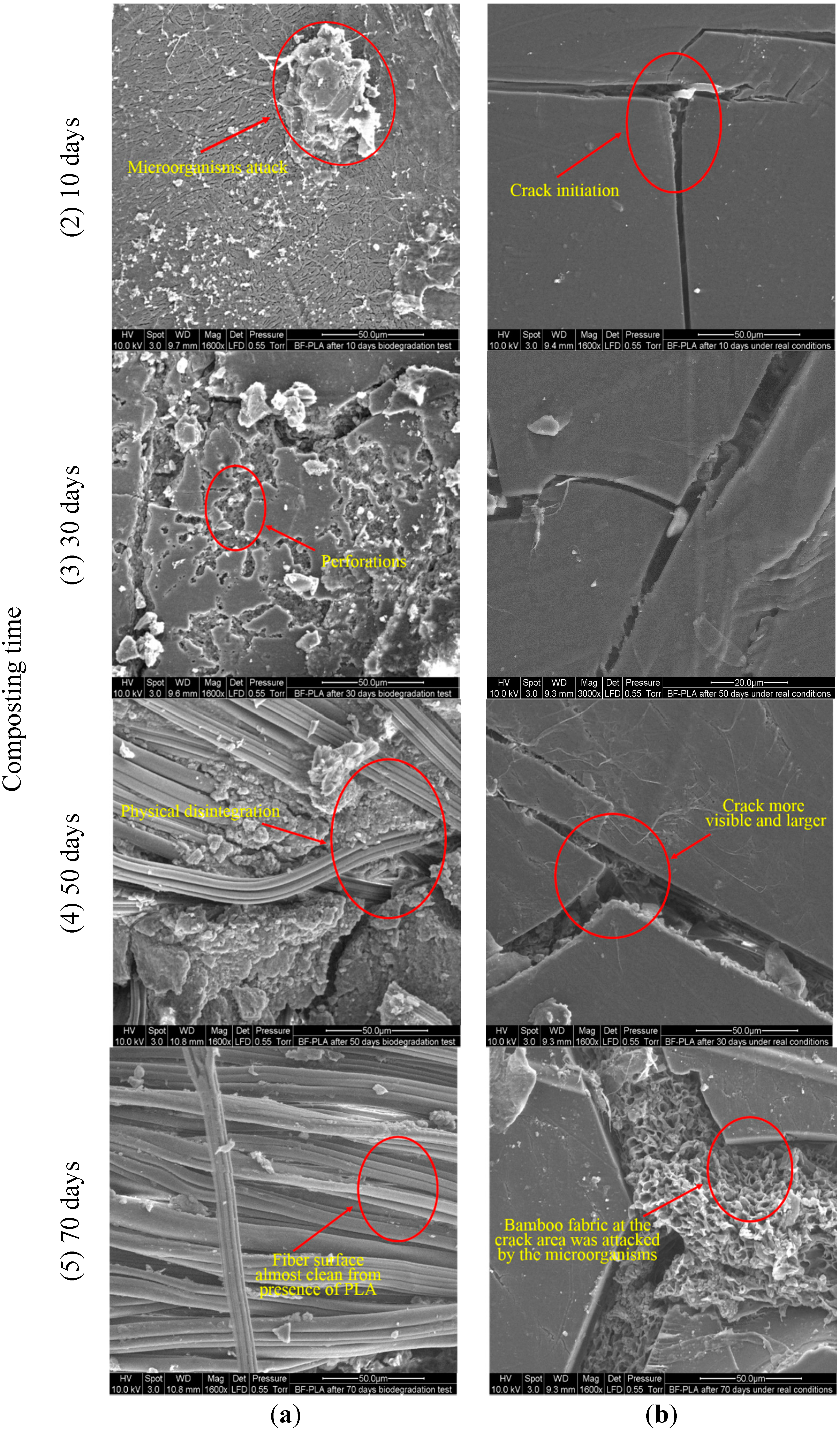
3.7.2. Morphological Alteration of BF-PLA Composites
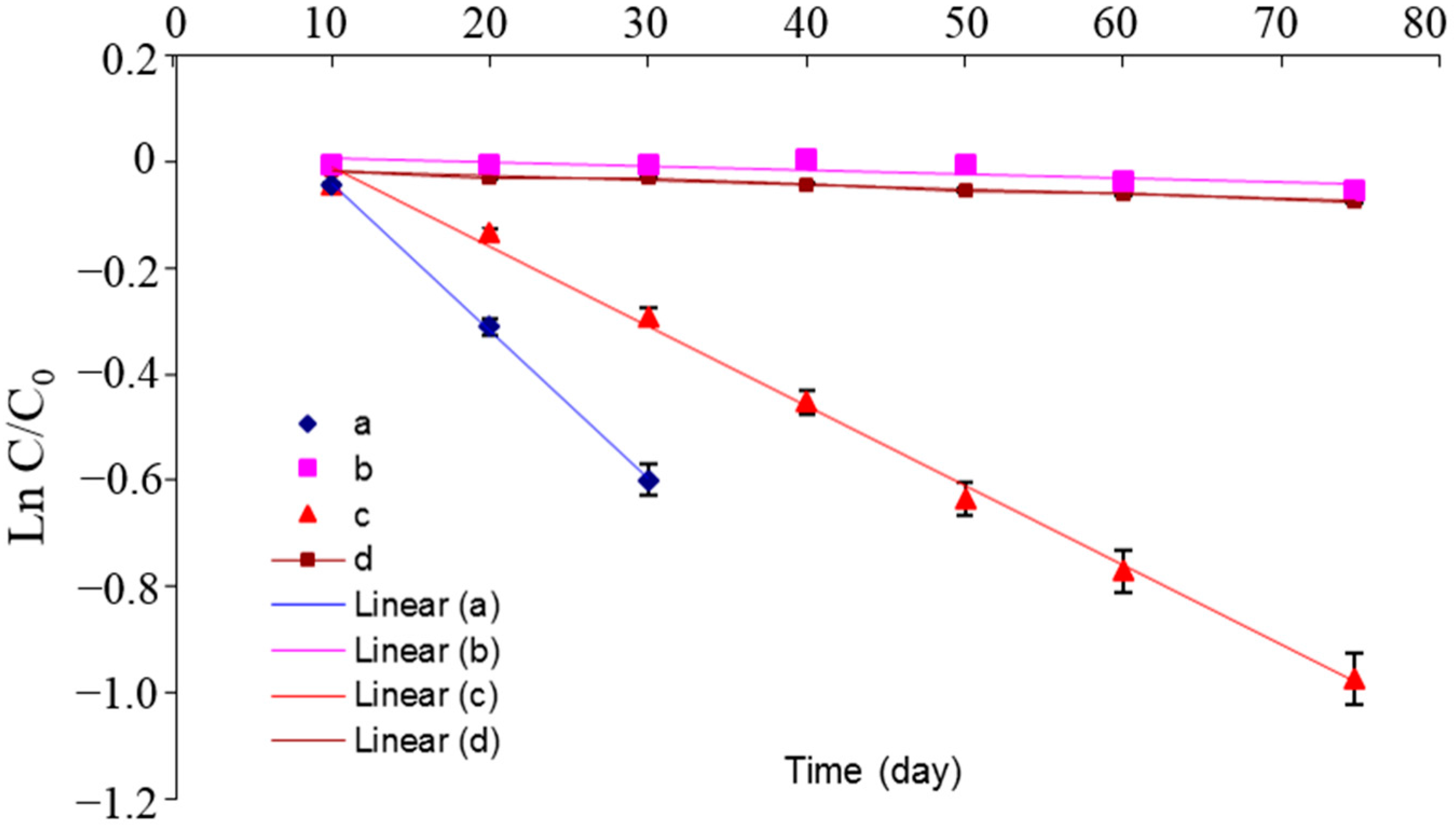
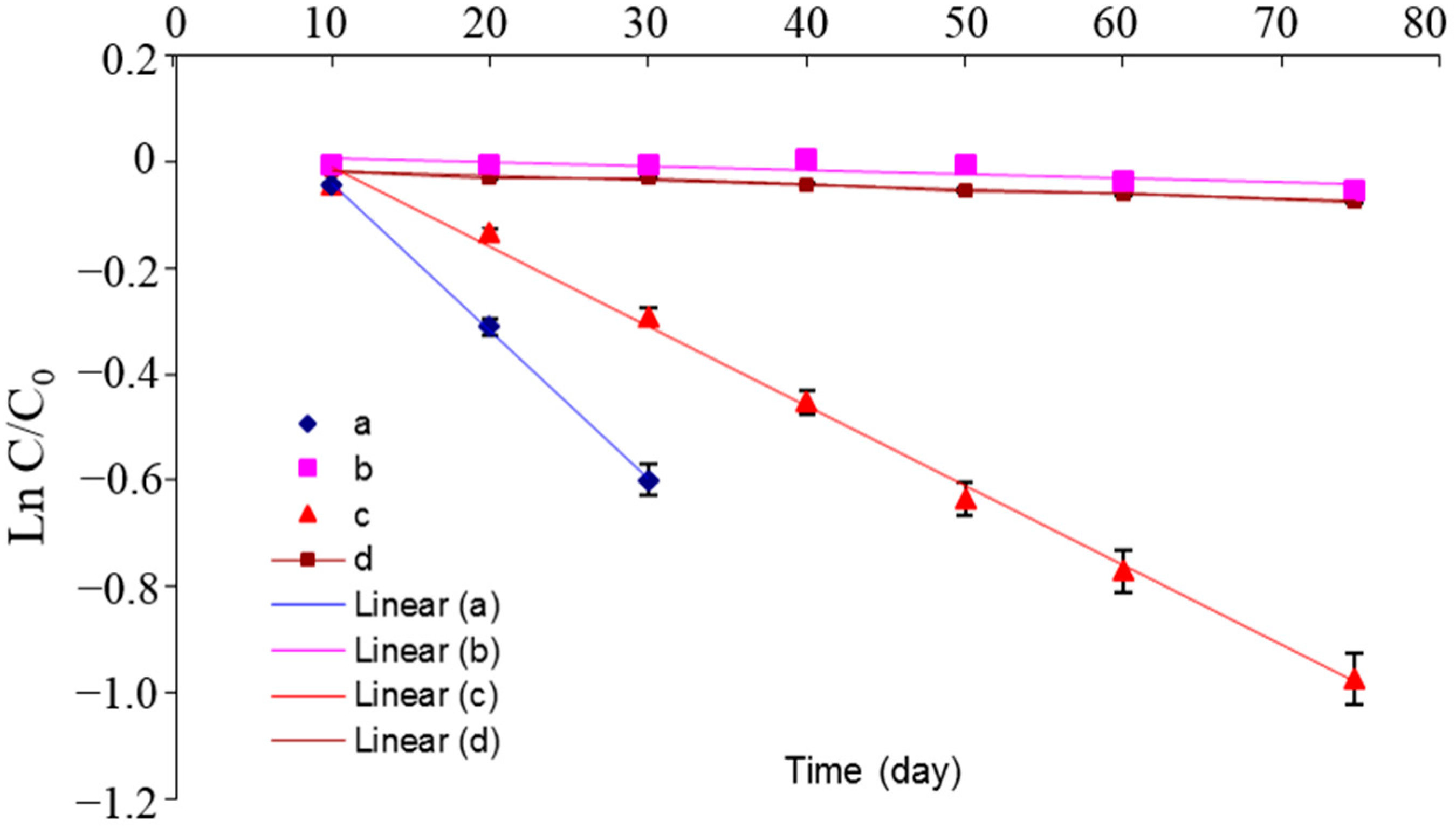
3.8. Determination of the Half-Life of Virgin PLA and BF-PLA Composites
| Composting Conditions | Samples | Decay Rate, K (day−1) | Half-life, t1/2 (day) | R2 |
|---|---|---|---|---|
| Controlled | Virgin PLA | 0.0278 | 25 | 0.99 |
| BF-PLA composite | 0.0151 | 46 | 0.98 | |
| Real | Virgin PLA | 0.0008 | 866 | 0.96 |
| BF-PLA composite | 0.0009 | 770 | 0.95 |
4. Conclusion
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Kale, G.; Kijchavengkul, T.; Auras, R.; Rubino, M.; Selke, S.E.; Singh, S.P. Compostability of bioplastic packaging materials: An overview. Macromol. Biosci. 2007, 7, 255–277. [Google Scholar] [CrossRef] [PubMed]
- Davis, G.; Song, J.H. Biodegradable packaging based on raw materials from crops and their impact on waste management. Ind. Crops Prod. 2006, 23, 147–161. [Google Scholar] [CrossRef]
- Williams, H.; Wikström, F.; Löfgren, M. A life cycle perspective on environmental effects of customer focused packaging development. J. Clean. Prod. 2008, 16, 853–859. [Google Scholar] [CrossRef]
- Yu, T.; Li, Y.; Ren, J. Preparation and properties of short natural fiber reinforced poly(lactic acid) composites. Trans. Nonferrous Metals Soc. China 2009, 19, s651–s655. [Google Scholar] [CrossRef]
- Haafiz, M.K.M.; Hassan, A.; Zakaria, Z.; Inuwa, I.M.; Islam, M.S.; Jawaid, M. Properties of polylactic acid composites reinforced with oil palm biomass microcrystalline cellulose. Carbohydr. Polym. 2013, 98, 139–145. [Google Scholar] [CrossRef] [PubMed]
- Iovino, R.; Zujjo, R.; Rao, M.A.; Cassar, L.; Gianfreda, L. Biodegradation of poly(lactic acid)/starch/coir biocomposites under controlled composting conditions. Polym. Degrad. Stab. 2008, 93, 147–157. [Google Scholar] [CrossRef]
- Chen, R.; Misra, M.; Mohanty, A.K. Injection-moulded biocomposites from polylactic acid (PLA) and recycled carbon fibre: Evaluation of mechanical and thermal properties. J. Thermoplast. Compos. Mater. 2014, 27, 1286–1300. [Google Scholar] [CrossRef]
- Scaffaro, R.; Botta, L.; Passaglia, E.; Oberhauser, W.; Frediani, M.; di Landro, L. Comparison of different processing methods to prepare poly(lactid acid)-hydrotalcite composites. Polym. Eng. Sci. 2014, 54, 1804–1810. [Google Scholar] [CrossRef]
- Huda, M.S.; Drzal, L.T.; Mohanty, A.K.; Misra, M. Chopped glass and recycled newspaper as reinforcement fibers in injection molded poly(lactic acid) (PLA) composites: A comparative study. Compos. Sci. Technol. 2006, 66, 1813–1824. [Google Scholar] [CrossRef]
- Botta, L.; Mistretta, M.C.; Palermo, S.; Fragalà, M.; Pappalardo, F. Characterization and processability of blends of polylactide acid with a new biodegradable medium-chain-length polyhydroxyalkanoate. J. Polym. Environ. 2015. [Google Scholar] [CrossRef]
- Nagarajan, V.; Zhang, K.; Misra, M.; Mohanty, A.K. Overcoming the fundamental challenges in improving the impact strength and crystallinity of PLA biocomposites: Influence of nucleating agent and mold temperature. ACS Appl. Mater. Interfaces 2015, 7, 11203–11214. [Google Scholar] [CrossRef] [PubMed]
- Koutsomitopoulou, A.F.; Bénézet, J.C.; Bergeret, A.; Papanicolaou, G.C. Preparation and characterization of olive pit powder as a filler to PLA-matrix bio-composites. Powder Technol. 2014, 255, 10–16. [Google Scholar] [CrossRef]
- Oksman, K.; Skrifvars, M.; Selin, J.F. Natural fibres as reinforcement in polylactic acid (PLA) composites. Compos. Sci. Technol. 2003, 63, 1317–1324. [Google Scholar] [CrossRef]
- Ochi, S. Mechanical properties of kenaf fibers and kenaf/PLA composites. Mech. Mater. 2008, 40, 446–452. [Google Scholar] [CrossRef]
- Fiore, V.; Botta, L.; Scaffaro, R.; Valenza, A.; Pirrotta, A. PLA based biocomposites reinforced with Arundo donax fillers. Compos. Sci. Technol. 2014, 105, 110–117. [Google Scholar] [CrossRef]
- Dungani, R.; Khalil, H.P.S.A.; Sumardi, I.; Suhaya, Y.; Sulistyawati, E.; Islam, M.N.; Suraya, N.L.M.; Aprilia, N.A.S. Non-wood renewable materials: Properties improvement and its application. In Biomass and Bioenergy; Hakeem, K.R., Jawaid, M., Rashid, U., Eds.; Springer International Publishing: Basle, Switzerland, 2014; pp. 1–29. [Google Scholar]
- Makhijani, K.; Kumar, R.; Sharma, S.K. Biodegradability of blended polymers: A comparison of various properties. Crit. Rev. Environ. Sci. Technol. 2014, 45. [Google Scholar] [CrossRef]
- Saba, N.; Paridah, M.T.; Jawaid, M. Mechanical properties of kenaf fibre reinforced polymer composite: A review. Constr. Build. Mater. 2015, 76, 87–96. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Davoudpour, Y.; Islam, M.N.; Mustapha, A.; Sudesh, K.; Dungani, R.; Jawaid, M. Production and modification of nanofibrillated cellulose using various mechanical processes: A review. Carbohydr. Polym. 2014, 99, 649–665. [Google Scholar] [CrossRef] [PubMed]
- Mohammad Rawi, N.F.; Jayaraman, K.; Bhattacharyya, D. A performance study on composites made from bamboo fabric and poly(lactic acid). J. Reinf. Plast. Compos. 2013, 32, 1513–1525. [Google Scholar] [CrossRef]
- Fatah, I.Y.A.; Khalil, H.P.S.A.; Hossain, M.S.; Aziz, A.A.; Davoudpour, Y.; Dungani, R.; Bhat, A. Exploration of a chemo-mechanical technique for the isolation of nanofibrillated cellulosic fiber from oil palm empty fruit bunch as a reinforcing agent in composites materials. Polymers 2014, 6, 2611–2624. [Google Scholar] [CrossRef]
- Liu, D.; Song, J.; Anderson, D.; Chang, P.; Hua, Y. Bamboo fiber and its reinforced composites: Structure and properties. Cellulose 2012, 19, 1449–1480. [Google Scholar] [CrossRef]
- Wahit, M.U.; Akos, N.I.; Laftah, W.A. Influence of natural fibers on the mechanical properties and biodegradation of poly(lactic acid) and poly(ε-caprolactone) composites: A review. Polym. Compos. 2012, 33, 1045–1053. [Google Scholar] [CrossRef]
- Yang, Y.; Boom, R.; Irion, B.; van Heerden, D.-J.; Kuiper, P.; de Wit, H. Recycling of composite materials. Chem. Eng. Process. Process Intensif. 2012, 51, 53–68. [Google Scholar] [CrossRef]
- Mathew, A.P.; Oksman, K.; Sain, M. The effect of morphology and chemical characteristics of cellulose reinforcements on the crystallinity of polylactic acid. J. Appl.Polym. Sci. 2006, 101, 300–310. [Google Scholar] [CrossRef]
- Bayerl, T.; Geith, M.; Somashekar, A.A.; Bhattacharyya, D. Influence of fibre architecture on the biodegradability of FLAX/PLA composites. Int. Biodeterior. Biodegrad. 2014, 96, 18–25. [Google Scholar] [CrossRef]
- Le Duigou, A.; Pillin, I.; Bourmaud, A.; Davies, P.; Baley, C. Effect of recycling on mechanical behaviour of biocompostable flax/poly(l-lactide) composites. Compos. Part A 2008, 39, 1471–1478. [Google Scholar] [CrossRef]
- Mathew, A.P.; Oksman, K.; Sain, M. Mechanical properties of biodegradable composites from poly lactic acid (PLA) and microcrystalline cellulose (MCC). J. Appl. Polym. Sci. 2005, 97, 2014–2025. [Google Scholar] [CrossRef]
- Bourmaud, A.; Baley, C. Investigations on the recycling of hemp and sisal fibre reinforced polypropylene composites. Polym. Degrad. Stab. 2007, 92, 1034–1045. [Google Scholar] [CrossRef]
- Nurul Fazita, M.R.; Jayaraman, K.; Bhattacharyya, D. Bamboo fabric reinforced polypropylene and poly(lactic acid) for packaging applications: Impact, thermal, and physical properties. Polym. Compos. 2014, 35, 1888–1899. [Google Scholar]
- Twite-Kabamba, E.; Fehri, Z.F.; Rodrigue, D. Properties of recycled LDPE/birch fibre composites. Prog. Rubber Plast. Recycl. Technol. 2011, 27, 1–20. [Google Scholar]
- Neppalli, R.; Causin, V.; Marega, C.; Modesti, M.; Adhikari, R.; Scholtyssek, S.; Ray, S.S.; Marigo, A. The effect of different clays on the structure, morphology and degradation behavior of poly(lactic acid). Appl. Clay Sci. 2014, 87, 278–284. [Google Scholar] [CrossRef]
- Petinakis, E.; Liu, X.X.; Yu, L.; Way, C.; Sangwan, P.; Dean, K.; Bateman, S.; Edward, G. Biodegradation and thermal decomposition of poly(lactic acid)-based materials reinforced by hydrophilic fillers. Polym. Degrad. Stab. 2010, 95, 1704–1707. [Google Scholar] [CrossRef]
- Saadi, Z.; Rasmont, A.; Cesar, G.; Bewa, H.; Benguigui, L. Fungal degradation of poly(l-lactide) in soil and in compost. J. Polym. Environ. 2012, 20, 273–282. [Google Scholar] [CrossRef]
- Rudeekit, Y.N.; Numnoi, J.; Tajan, M.; Chaiwutthinan, P.; Leejarkpai, T. Determining biodegradability of polylactic acid under different environments. J. Metals Mater. Miner. 2008, 18, 83–87. [Google Scholar]
- Gupta, M.C.; Deshmukh, V.G. Thermal oxidative degradation of poly-lactic acid. Colloid Polym. Sci. 1982, 260, 514–517. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fazita, M.R.N.; Jayaraman, K.; Bhattacharyya, D.; Hossain, M.S.; Haafiz, M.K.M.; H.P.S., A.K. Disposal Options of Bamboo Fabric-Reinforced Poly(Lactic) Acid Composites for Sustainable Packaging: Biodegradability and Recyclability. Polymers 2015, 7, 1476-1496. https://doi.org/10.3390/polym7081465
Fazita MRN, Jayaraman K, Bhattacharyya D, Hossain MS, Haafiz MKM, H.P.S. AK. Disposal Options of Bamboo Fabric-Reinforced Poly(Lactic) Acid Composites for Sustainable Packaging: Biodegradability and Recyclability. Polymers. 2015; 7(8):1476-1496. https://doi.org/10.3390/polym7081465
Chicago/Turabian StyleFazita, M.R. Nurul, Krishnan Jayaraman, Debes Bhattacharyya, Md. Sohrab Hossain, M.K. Mohamad Haafiz, and Abdul Khalil H.P.S. 2015. "Disposal Options of Bamboo Fabric-Reinforced Poly(Lactic) Acid Composites for Sustainable Packaging: Biodegradability and Recyclability" Polymers 7, no. 8: 1476-1496. https://doi.org/10.3390/polym7081465
APA StyleFazita, M. R. N., Jayaraman, K., Bhattacharyya, D., Hossain, M. S., Haafiz, M. K. M., & H.P.S., A. K. (2015). Disposal Options of Bamboo Fabric-Reinforced Poly(Lactic) Acid Composites for Sustainable Packaging: Biodegradability and Recyclability. Polymers, 7(8), 1476-1496. https://doi.org/10.3390/polym7081465