Abstract
Nanocomposites have attracted a great deal of interest during recent years. Much research has been conducted towards the incorporation of clay particles in a polypropylene matrix. However, the effect of extrusion reprocessing on the material properties has not been studied in depth. In this study, composites of polypropylene (PP) reinforced with organic modified montmorillonite (MMT) (4 wt%) and coupling agent were subjected to 15 extrusion cycles. The materials were characterized by melt flow index (MFI), plate-plate rheometry, tensile testing and impact measurements, differential scanning calorimetry (DSC), X-ray diffraction (XRD) and scanning electron microscopy (SEM). The results showed an improved intercalation of the MMT clay in the first few extrusions, thus improving the mechanical properties. Increasing the processing steps furthermore lead to a decrease in elastic modulus and impact strength, which was attributed to a reduction in matrix-filler interaction, most probably caused by organoclay degradation as shown by thermogravimetric analysis (TGA). The results of this study provide a useful insight in either the recycling of PP/MMT waste streams or the use of clay particles as a strengthening filler agent in the recycling process of different polymer waste streams.
1. Introduction
The recycling of different polypropylene (PP)-based conventional composite systems has been an important topic of research [1,2,3,4,5,6,7,8]. Multiple extrusion of these materials under intensive shearing at elevated temperature can lead to thermal (temperature), thermal-oxidative (temperature and oxygen) and thermal-mechanical (temperature and shear level) degradation of the matrix and to modification of the filler morphology. The effect of reprocessing on the final properties depends on the considered system (composition and nature of the raw materials) and on the conditions of the processing (shear level, temperature, polluting agents and number of cycles).
When looking to commercial nanofillers, the world market for nanoclays was worth USD 202.4 million in 2009, while the predictions for 2015 are a growth to USD 290.7 million. The largest markets comprise the flame retardant and packaging sectors [9]. Due to this growing market of polyolefin-based nanocomposites, some effort has been made regarding the recycling and reprocessing of these type of composites. Modified montmorillonite (MMT) has been extensively tested by other authors and its ability to increase properties of apolar polymers such as PP has been widely proven [10,11,12].
A literature review shows that different polymer matrices for the reprocessing of nanocomposites have been studied such as polyethylene [13,14], polyamide [15,16,17,18], poly(ethylene vinyl acetate) [19] and acrylonitrile butadiene styrene [20]. These studies indicate the possibility for material reprocessing in order to enhance their properties. Moreover, these results could also stimulate the future recycling of clay filled polymers. MMT was also evaluated as a compatibilizer in the blending of different recycled polymers [21].
Most commonly, the researchers investigating the reprocessing of PP nanocomposites, have used a combination of a mixer (melt mixing of the components) and a compression mold (producing thin films) [22,23]. A recent study by Touati et al. [23] showed the effects of different processing times (mixing time) on the structure and properties of PP/MMT nanocomposites. These authors found that the thermal and mechanical properties of these nanocomposites were significantly reduced after four processing cycles. They concluded that nanocomposite recycling is far more complex than regular filled composites because the resulting structure affects its properties drastically.
Only few researchers have tried determining the effect of multiple effective extrusion steps on the properties of these composite systems. Oikonimidou et al. studied the effect of extrusion reprocessing on the structure and properties of isotactic PP, reinforced with MMT clay [24]. However, the number of extrusion cycles was limited to five and the study lacked a microscopic evaluation of the matrix/clay behaviour. Silvano et al. [25] investigated the degradation of PP/MMT using twin screw extrusion and noticed a increase in interlayer distance between the individual clay particles indicating an increase in intercalation/exfoliation. This study however made no comparison between the nanocomposites, virgin PP and PP/compatibilizer mixtures. Also, no mechanical and morphological characterization was performed.
In this paper, polypropylene reinforced with organic modified MMT and coupling agent was subjected to 15 extrusion cycles. They were compared to reprocessed virgin PP and mixtures of PP/compatibilizer to determine the effect of both the nanoclay and the compatibilizer separately. The composites have been characterized by melt flow index (MFI), plate-plate rheometry, tensile testing and impact measurements, differential scanning calorimetry (DSC), X-ray diffraction (XRD) and scanning electron microscopy (SEM). The purpose of this paper is to investigate the reprocessing of PP/MMT compounds and the following contributions have been made to the field: (i) high number of extrusion cycles (>10 cycles) and (ii) the importance of the compatibilizer and the organic clay in the degradation process has been pointed out.
2. Experimental Section
2.1. Materials
The polypropylene polymer was a homopolymer 531P delivered by Sabic (Bergen op Zoom, The Netherlands; MFI of 0.30 g/10 min at 230 °C and 2.16 kg) and a melting temperature of 170 °C. The organomodified MMT clay was delivered by Rockwood Clay Additives Germany (Moosburg, Germany) under the trade name Cloisite 15A. It is standard modified with a quaternary ammonium salt to increase the interlayer distance between the individual clay platelets. Priex 20097 (PP-g-MA, coupling agent) was delivered by Addcomp Holland (Nijverdal, The Netherlands). It has a maleic anhydride grafting level of 0.45 wt% and should further help the compatibilizing of the apolar polypropylene and the polar modified clay.
2.2. Sample Preparation
The different samples were prepared on a ZSK 18 MEGAlab corotating twin screw extruder (Coperion, Stuttgart, Germany). A standard compounding screw configuration was mounted. The screw speed was set at 150 rpm with a feed rate of 3 kg/h. The barrel temperature was controlled at 205 °C for all heating blocks. All samples were subjected to a maximum of 15 extrusion cycles and subsequent regranulating. Thin sheets (15 mm × 2 mm) were directly extruded at each extrusion step and cooled between calender rolls to measure the relevant properties. The average residence time for one extrusion cycle was 70 s.
The clay content was fixed at 4 wt% with a constant compatibilizer-clay ratio of 2 to 1 [26], namely 8 wt% compatibilizer. The properties of the MMT clay filled samples were compared to virgin PP and to a mixture of PP and compatibilizer (8 wt%). The different samples are listed in Table 1. The PP granules, compatibilizer and MMT clay were metered in the required proportions by using volumetric feeding units. All the materials were dried at 80 °C during 6 h in a vacuum dryer before melt processing.

Table 1.
Denotation and composition of the samples: PP (polypropylene), PP-MMT (montmorillonite) and PP-COMP (compatibilizer).
| Sample Denotation | Composition (wt%) | ||
|---|---|---|---|
| PP | PP-g-MA Compatibilizer | MMT | |
| PP | 100 | – | – |
| PP-MMT | 88 | 8 | 4 |
| PP-COMP | 92 | 8 | – |
2.3. Characterization
Tensile properties (ASTM D638, Type IV) were measured using an Instron 3601 dynamometer (Norwood, MA, USA), with a load cell of 2 kN. The dynamometer was equipped with a 2630-100 Instron clip-on extensometer (gauge length 25 mm). The crosshead speed was set at 10 mm/min until 50% of strain, at which point the extensometer was removed, followed by a speed of 50 mm/min to sample breakage. The specimens were stamped out of the produced sheets according to geometry type IV. The samples were conditioned at 23 °C and 50% relative humidity for a period of three weeks. The elastic modulus was calculated as the slope of the linear (elastic) part of the stress-strain curve.
Izod impact properties (ISO 180) were determined using a Zwick 5110-100/00 impact tester (Ulm, Germany; hammer of 1 J). Mechanical property values reported in this paper represent an average from measurements on at least five specimens per compound.
The MFI was determined according to ISO 1133 with a Zwick Plastometer 4100 at a temperature of 230 °C and a weight of 2.16 kg. An average of ten measurements were taken.
Thermal properties were measured using a Netzsch 204 F1 DSC equipment (Selb, Germany) under nitrogen atmosphere. Approximately 20 mg of sample material in an open aluminium pan was referenced against an empty open aluminum pan. A two-stage heating program between 25 and 205 °C with a scanning rate of 10 °C/min was used. The melting temperature (Tm), crystallization temperature (Tc), melting enthalpy (∆Hm) and crystallization enthalpy (∆Hc) were determined during second heating to remove thermal history. All indicated temperatures are peak temperatures.
XRD analysis was performed using a powder XRD Thermo Scientific ARL X’TRA (CuKα radiation) (Waltham, MA, USA) over a 2θ range of 1.5° and 12°, in steps of 0.02°. The wavelength λ for the CuKα radiation is 0.1540562 nm. The interlayer distance of the clay in the PP-MMT composites is calculated using the Bragg’s law (Equation (1)):
With n the order of the equation, λ the wavelength of the incident X-ray beams, d the interlayer distance (spacing between the various planes) and θ the angle between the incident beam and the scattering planes.
A JEOL JSM5600LV SEM (Tokyo, Japan) was used to characterize the microstructure of the samples. The accelerating voltage was set at 10 kV. The samples were cooled down in liquid nitrogen to preserve the observed microstructure.
The rheological flow properties (shear stress, viscosity) in the shear rate range between 0.01 and 5 s−1 are measured using a plate-and-plate type standard rheometer (Anton Paar MCR-302, Graz, Austria), with a plate diameter of 25 mm and a gap between the plates of 1 mm. The results were analyzed using the Rheoplus software.
The thermal stability of virgin Cloisite 15A is investigated by different TGA measurements, on a STA449 apparatus from Netzsch under nitrogen atmosphere. First, a degradation study under a constant heating rate of 10 °C/min to 550 °C was performed. Secondly, a degradation study under isothermal conditions was conducted. The sample was heated to 205 °C, which is the barrel temperature of the extruder, at 10 °C/min followed by an isothermal profile of 30 min at this same temperature.
3. Results
3.1. Rheological Properties
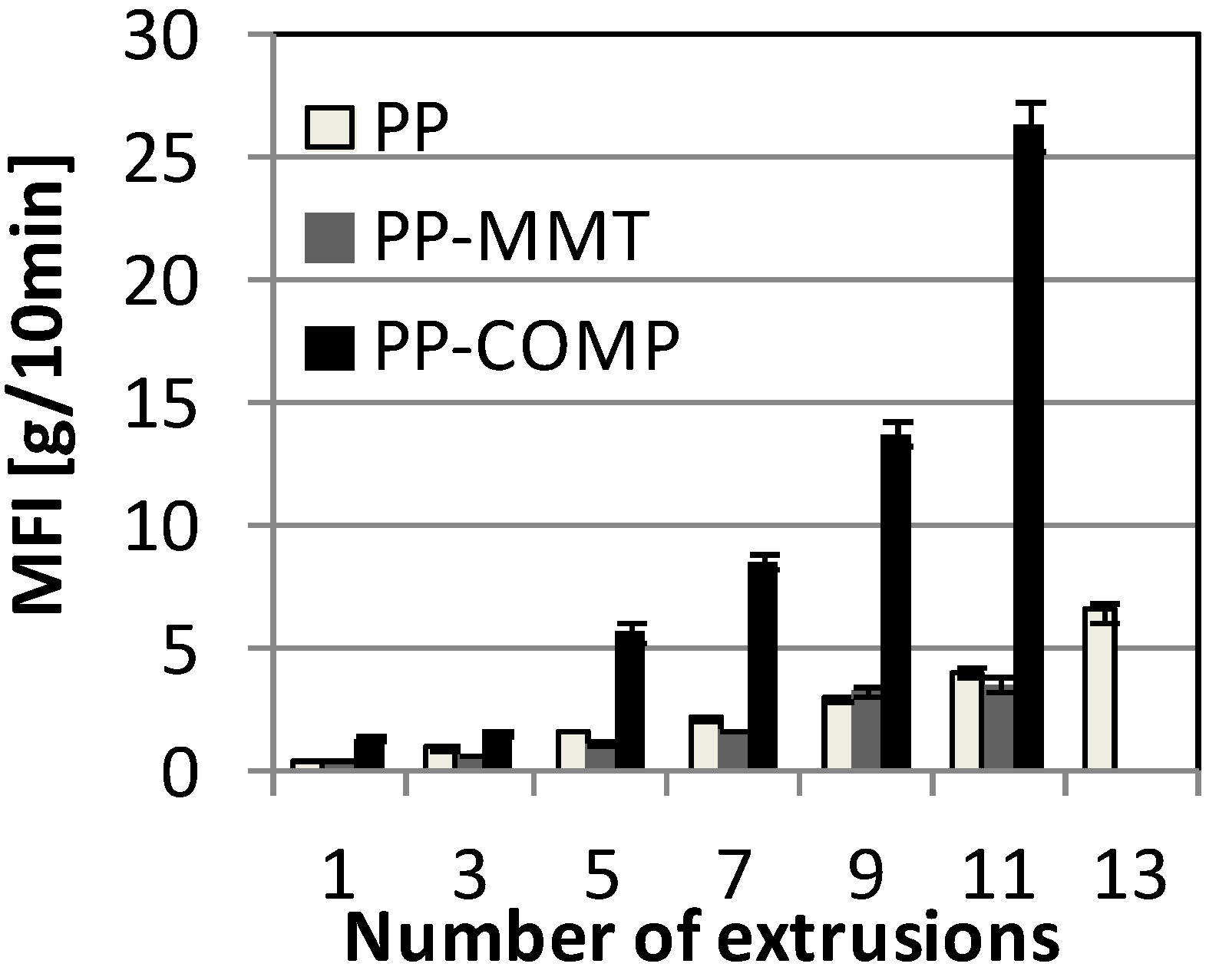
The melt flow index (MFI) is a single point measurement of the ease of flow of polymers and gives an indication of the viscosity of a material. Figure 1 shows the melt flow results for the different materials as function of number of extrusions. Multiple reprocessing leads to an increase in melt flow index for all samples. This effect is most pronounced in case of PP-COMP samples. According to the data sheet of the supplier, the MFI of the virgin PP-g-MA is around 30 g/10 min. The PP-MMT samples exhibit a slightly lower MFI value than the virgin PP at low number of extrusions. A higher melt flow index correlates with a lower viscosity at that fixed shear rate.
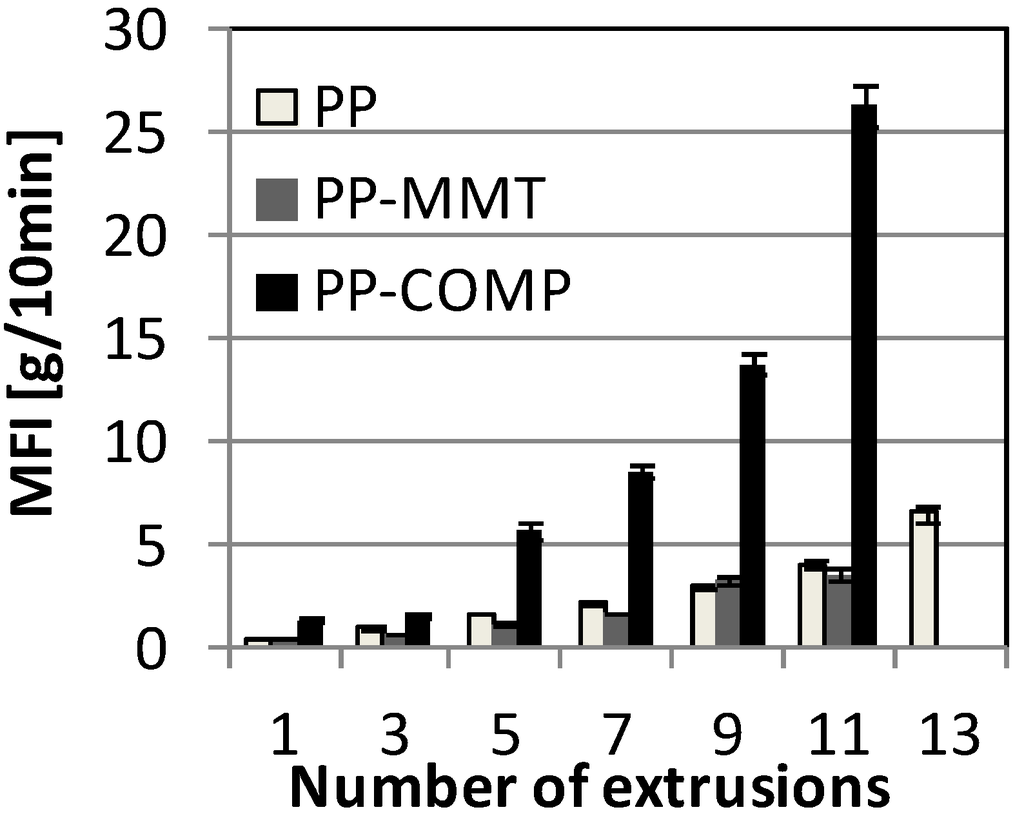
Figure 1.
Melt flow index as function of number of extrusions for PP (polypropylene), PP-MMT (montmorillonite) and PP-COMP (compatibilizer).
Figure 1.
Melt flow index as function of number of extrusions for PP (polypropylene), PP-MMT (montmorillonite) and PP-COMP (compatibilizer).
These results are supported by the rheological measurements (Figure 2 and Figure 3). Here, the viscosity curve in the shear rate range between 0.01 and 5 s−1 was recorded. The zero shear viscosity (η0) increases with increasing clay content (4 wt% 7200 Pa·s versus 0 wt% 5500 Pa·s). A sample with 2 wt% MMT clay was also measured and shows an intermediate η0 of 6500 Pa·s (Figure 2). This increase is attributed to the formation of a three-dimensional percolated network and has previously been reported [27,28,29]. In the higher shear rate region, the PP-MMT shows a greater shear thinning behavior attributed to the preferential orientation of the MMT layers in higher shear rates [27], ensuring easier processability.
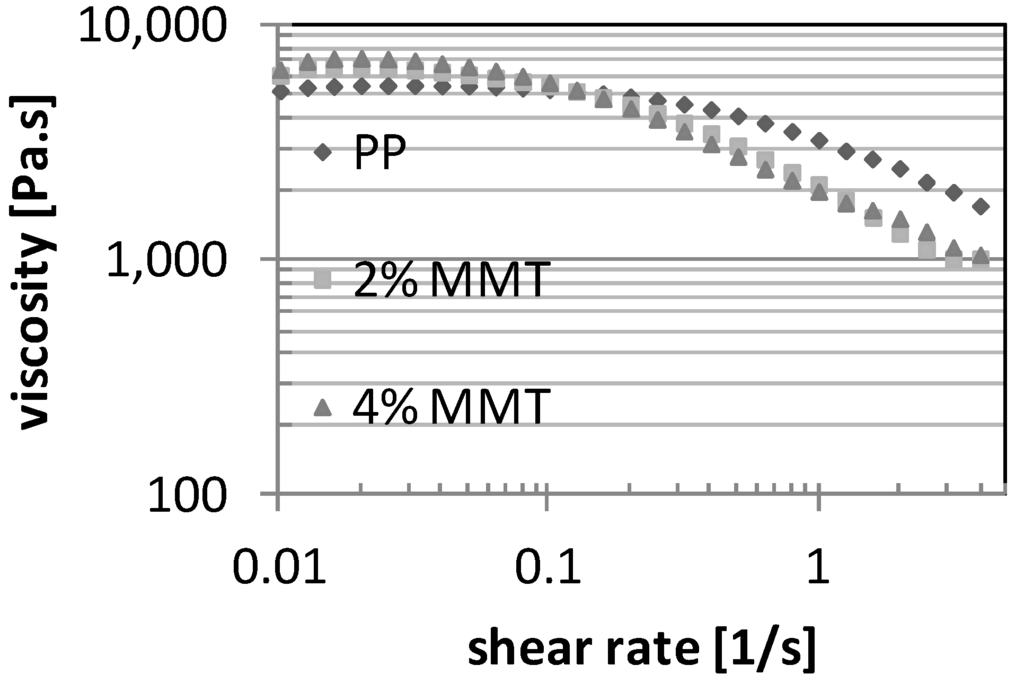
Figure 2.
Measured viscosity at different shear rates for unfilled PP, 2wt% MMT and 4wt% MMT.
Figure 2.
Measured viscosity at different shear rates for unfilled PP, 2wt% MMT and 4wt% MMT.
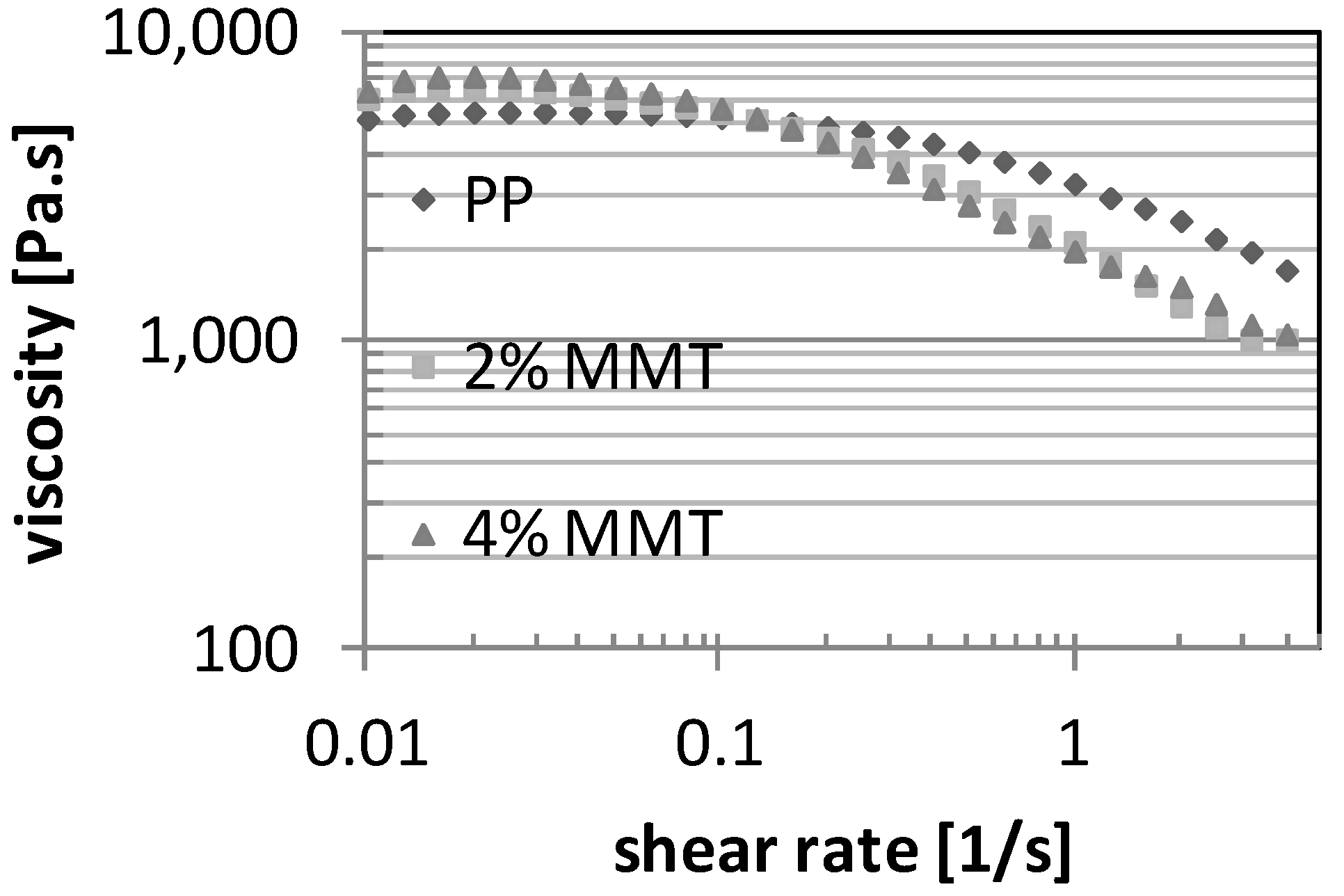
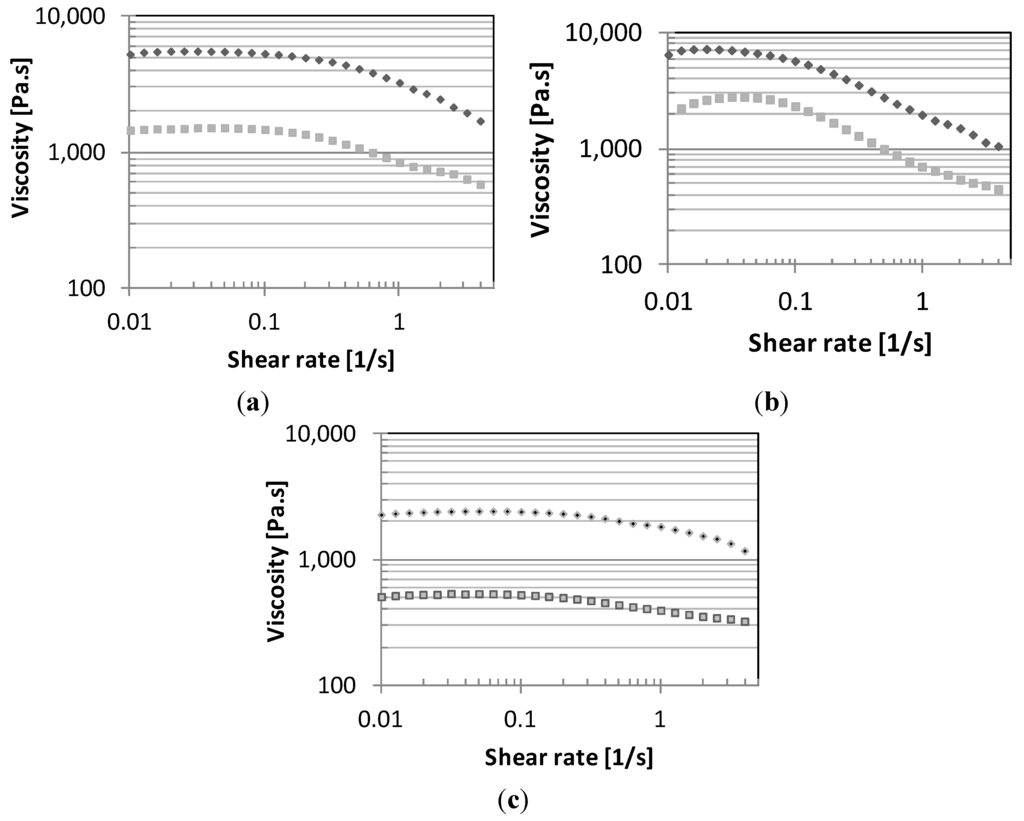
Figure 3.
Measured viscosity of (a) PP; (b) PP-MMT and (c) PP-COMP after one extrusion (♦) and five extrusion (■) steps.
Figure 3.
Measured viscosity of (a) PP; (b) PP-MMT and (c) PP-COMP after one extrusion (♦) and five extrusion (■) steps.
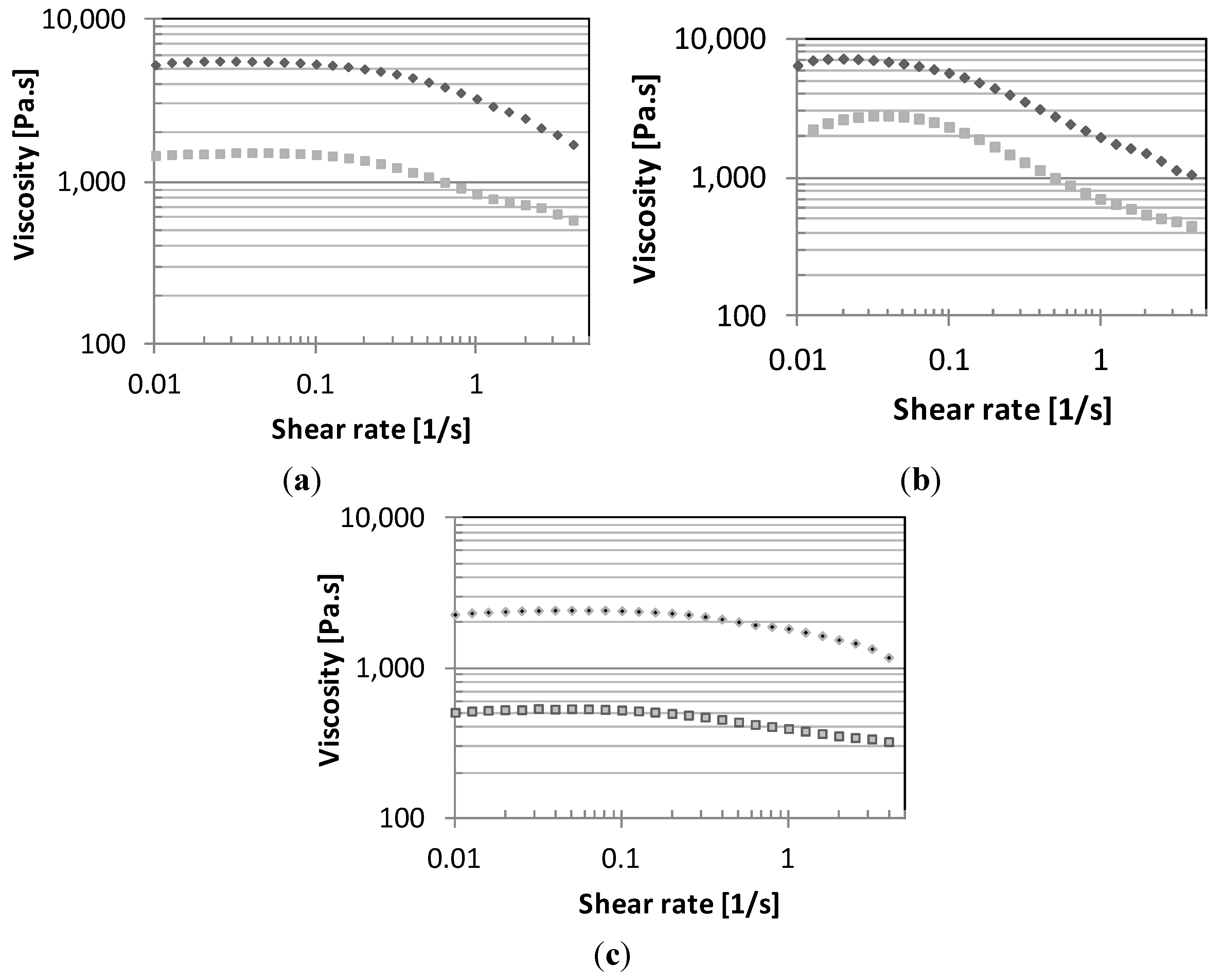
Figure 3 shows the rheological properties of reprocessed PP, PP-MMT and PP-COMP. The zero shear viscosity (η0) decreases for all samples with increasing number of extrusions. The decrease is much more pronounced in case of the PP-COMP samples. This trend was already noticed in the MFI results as shown in Figure 1. This is an indication that chain scission occurs in all samples, but it is enhanced by the presence of the compatibilizer. This chain scission causes a reduction in molecular weight and hence lowers the zero shear viscosity. For the PP-MMT samples, this reduction seems lower. This could be due to two opposed effects, one being the degradation of the PP matrix, while the intercalated MMT clay particles strengthen the matrix.
3.2. Mechanical Properties
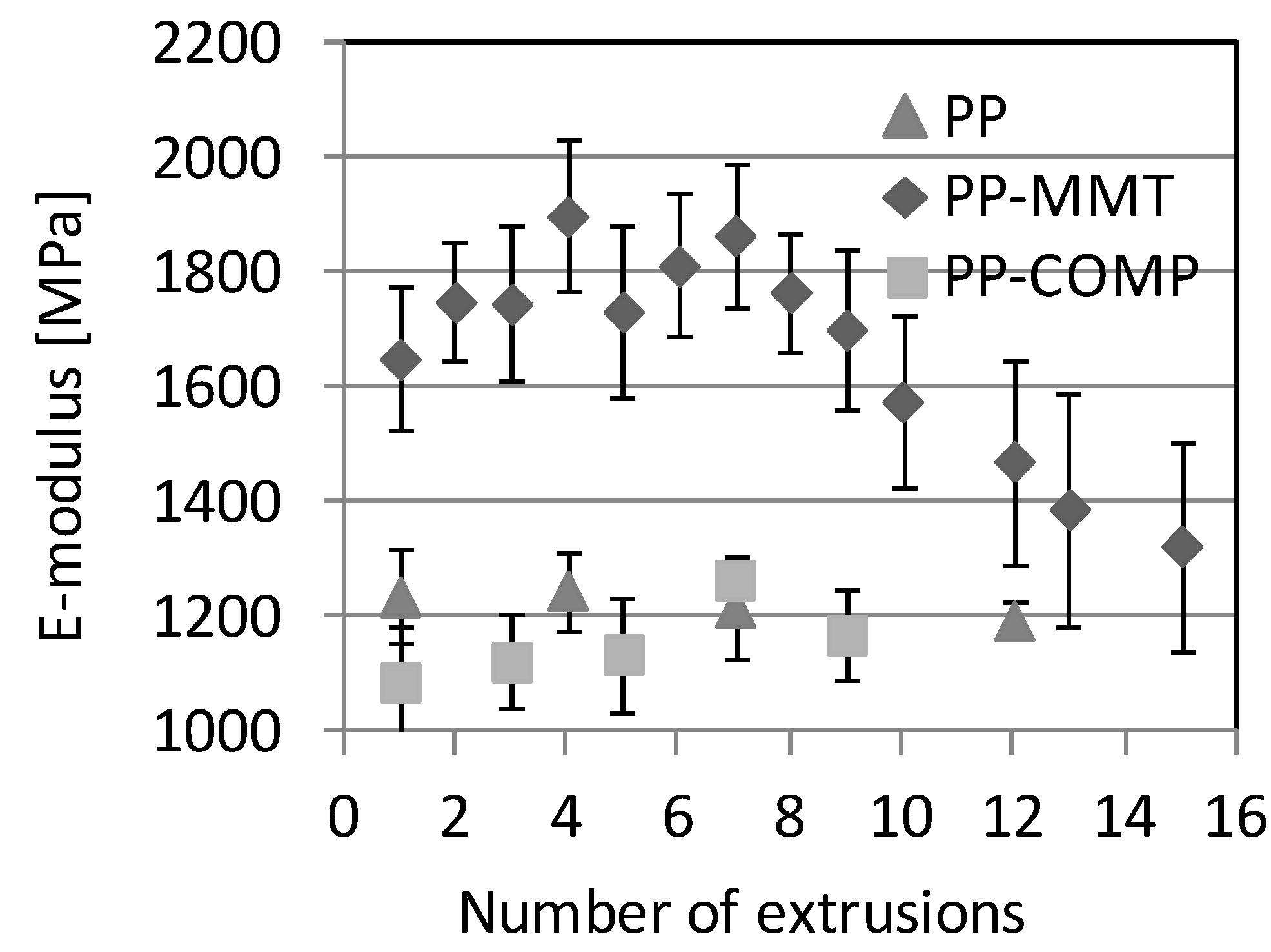
Figure 4 displays the elastic modulus of the different samples as function of the number of extrusion. Introducing 4 wt% MMT in PP increases the elastic modulus of the PP-MMT sample to about 1650 MPa. This corresponds with an increase of around 30% in comparison with virgin PP. As multiple processing continues, the modulus of the PP-MMT samples increases to a maximum after three to five extrusions. Then, it decreases again to drop beneath its starting value after nine extrusions.
However, both the PP-COMP and PP samples display a constant modulus (~1200 MPa) throughout the multiple extrusions with a narrow standard deviation on the measurements. The measurements on PP-COMP could only be executed up to nine extrusions due to the strong decrease in viscosity noticed in these samples, making it impossible to process these samples past the ninth extrusion (Figure 2).
Although the stiffness of the unfilled PP remains constant, the reduction in viscosity (Figure 3) indicates the occurrence of chain scission. Apparently, this does not lead to a decrease in mechanical properties. This has also been observed by Stromberg and Karlsson [30], and could be attributed to the presence of stabilizers in commercial polypropylenes.
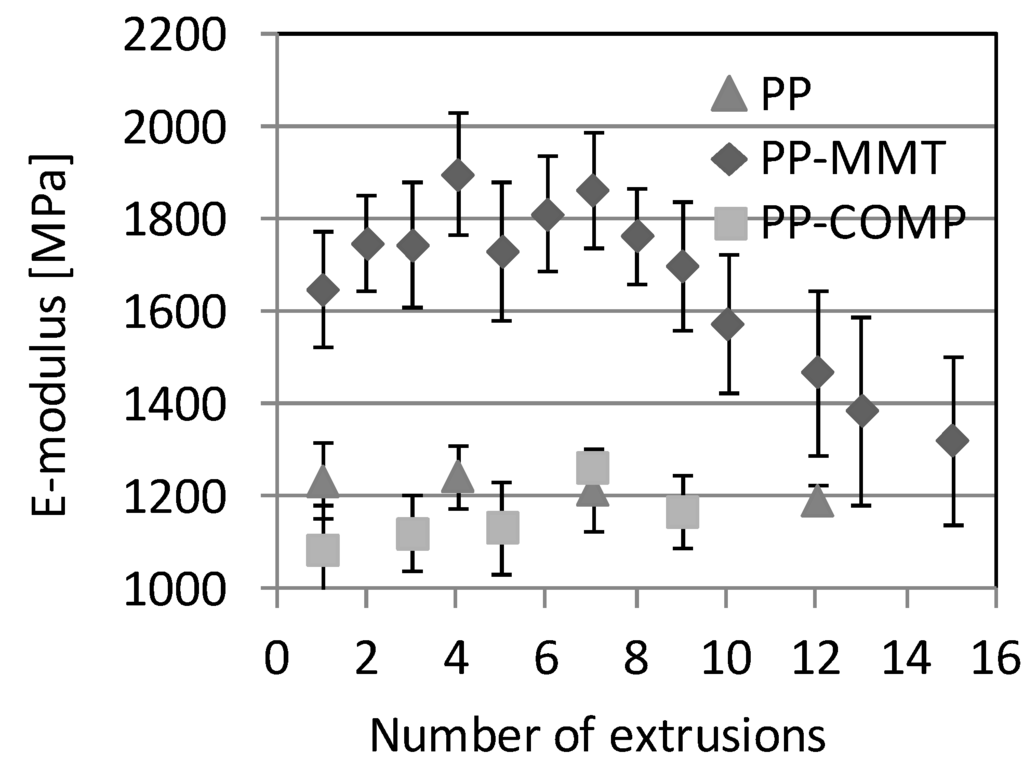
Figure 4.
Elastic modulus as function of number of extrusions for PP, PP-MMT and PP-COMP.
Figure 4.
Elastic modulus as function of number of extrusions for PP, PP-MMT and PP-COMP.
The other important tensile properties are presented in Table 2. These values are less dependent on the reprocessing, but an increase in yield stress (σy) for the PP-MMT samples can also be noticed. The strain at break (εb) for PP-MMT reduces with increasing processing cycles.
Table 2.
Tensile properties of reprocessed PP and PP-MMT with standard deviation (stdev).
| Material | PP | PP-MMT | ||
|---|---|---|---|---|
| # cycles | σy ± stdev (MPa) | εb ± stdev (%) | σy ± stdev (MPa) | εb ± stdev (%) |
| 1 | 21.9 ± 1.0 | 943 ± 81 | 21.6 ± 1.5 | 932 ± 73 |
| 4 | 22.5 ± 1.1 | 934 ± 99 | 25.5 ± 1.4 | 870 ± 112 |
| 7 | 21.1 ± 1.4 | 912 ± 59 | 24.9 ± 0.5 | 893 ± 120 |
| 12 | 20.7 ± 0.3 | 893 ± 123 | 23.1 ± 2.1 | 683 ± 143 |
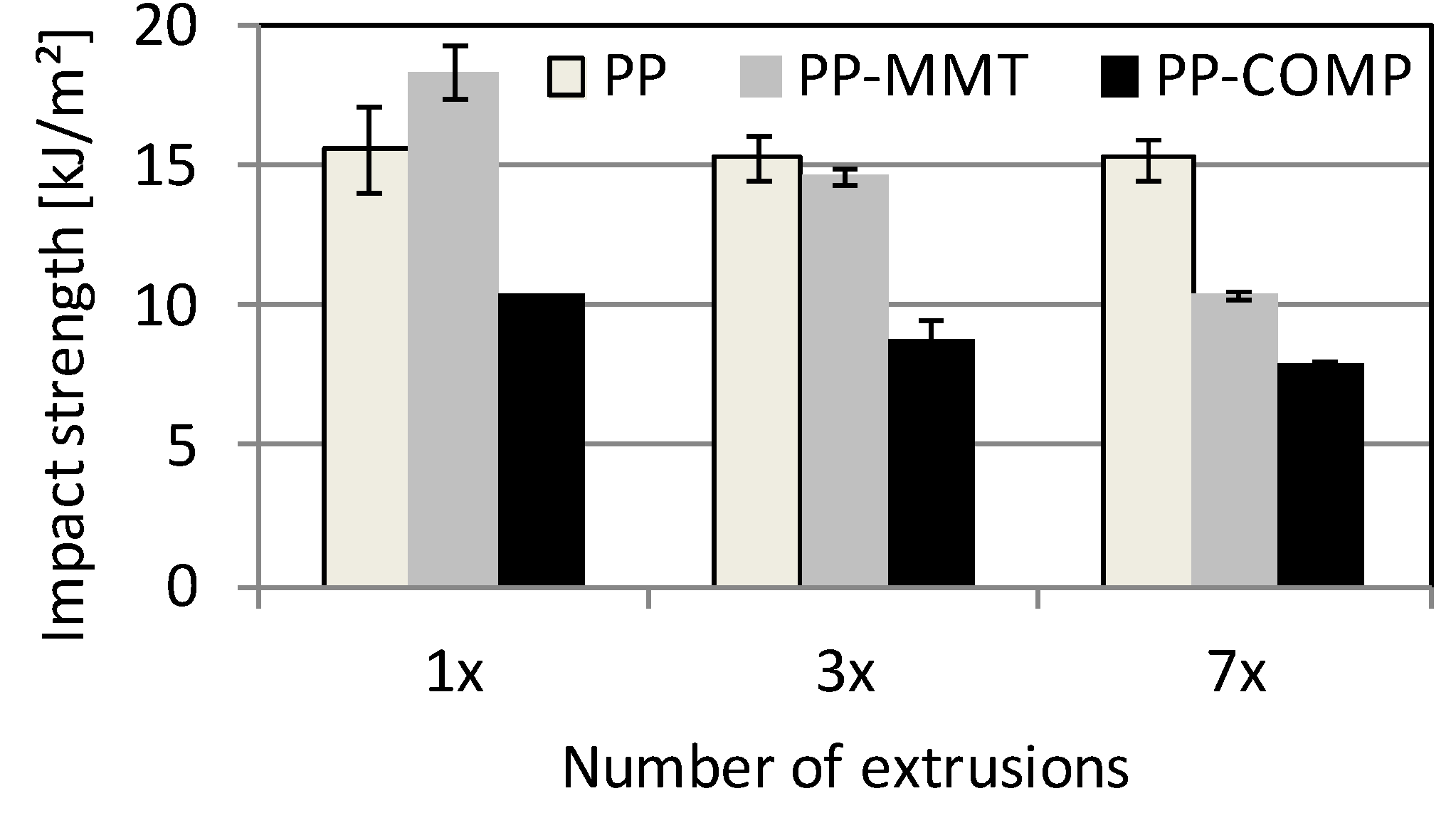
The impact properties of the different samples are displayed in Figure 5. One can notice that the PP samples retain their impact strength after multiple extrusions steps in contrast to the PP-COMP and PP-MMT samples who clearly lose some of their impact strength. The impact strength after one extrusion is also slightly higher for the PP-MMT sample then the neat PP, which is also reported by Yan et al. [31] and is explained by the ability of the small clay particles to instigate micro-void nucleation and dissipate energy by triggering large-scale plastic deformation. The deterioration of the impact properties is most pronounced for the PP-MMT samples. This could be related to the loss of compatibilizing effect and hence the detaching of the MMT clay in the PP matrix.
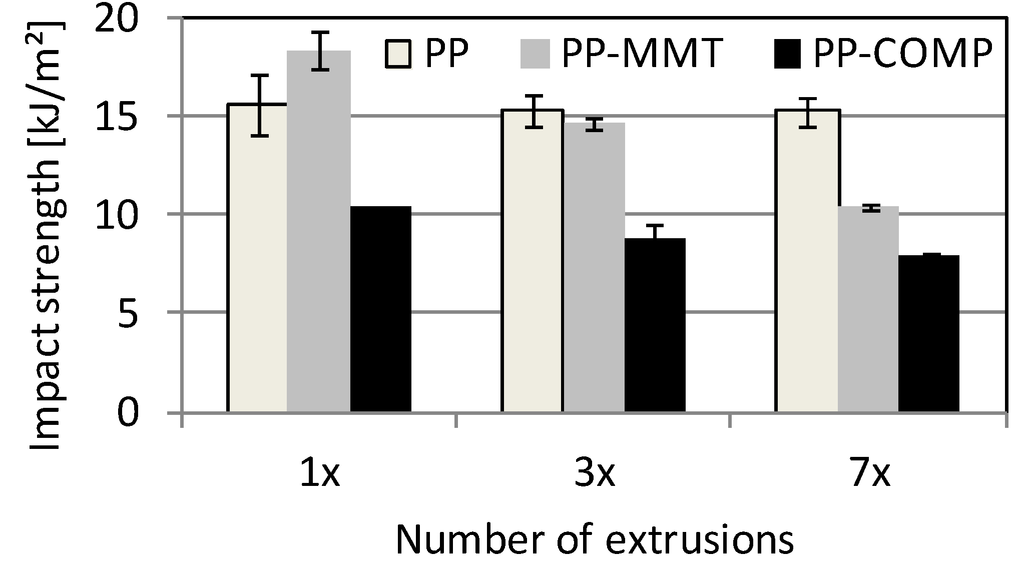
Figure 5.
Impact strength as a function of the number of extrusions for PP, PP-MMT and PP-COMP.
Figure 5.
Impact strength as a function of the number of extrusions for PP, PP-MMT and PP-COMP.
3.3. Physical-Chemical Properties
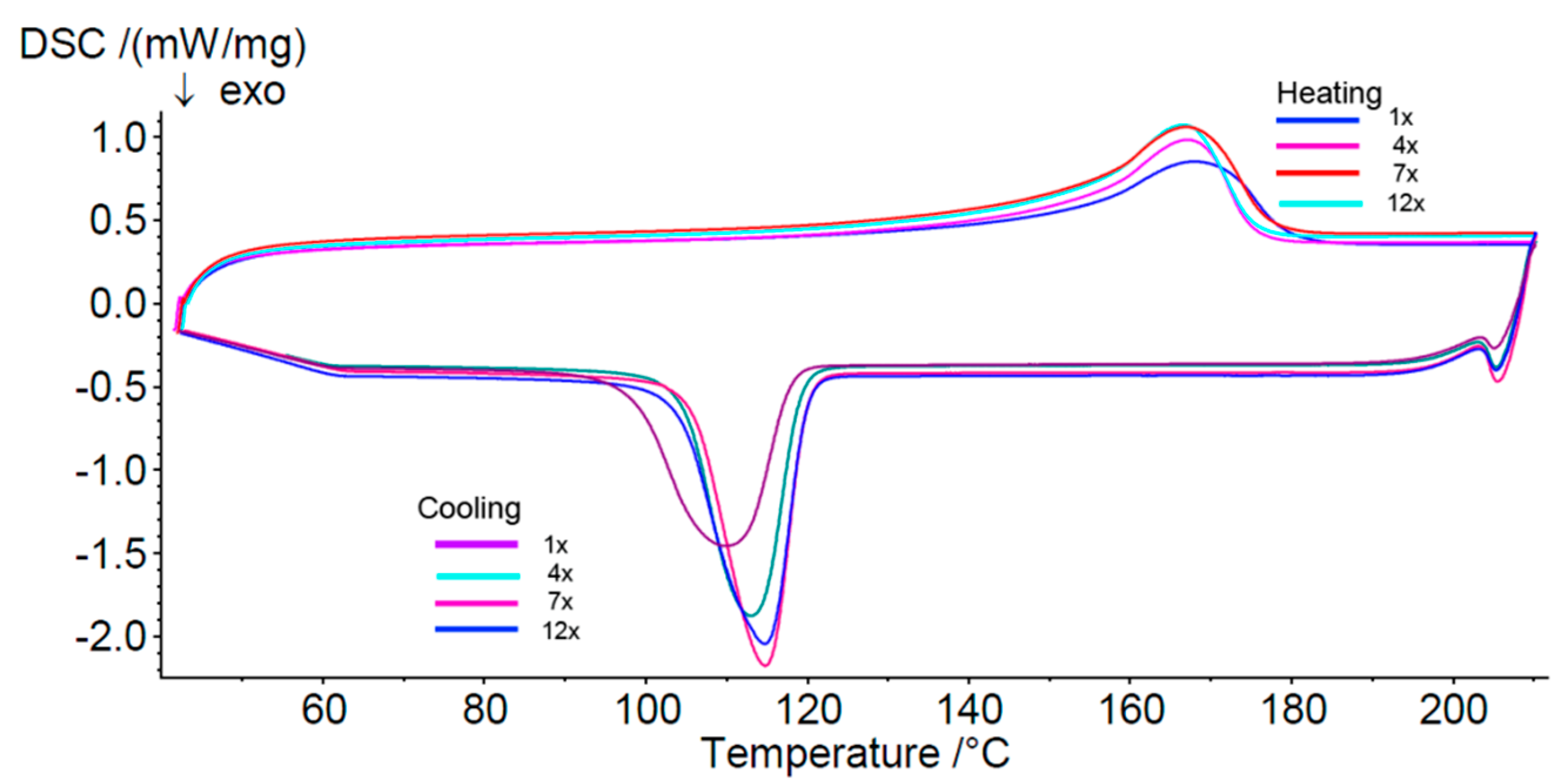
Table 3 shows the thermal properties measured by DSC of the PP and PP-MMT samples at different number of extrusion cycles. Figure 6 shows the actual DSC plots of the PP-MMT samples. After the first cycle, one can notice a narrowing of the crystallization peak. The plots of the PP samples show the same behavior. During cooling, a higher number of extrusions lead to earlier crystallization (higher Tc). This can be explained in accordance with the rheological results (Figure 3). Due to thermal oxidation, chain scissions occur in the polymer and the smaller molecules can crystallize more easily. This phenomenon can also be seen during heating. Increasing the number of extrusions also ensures a higher amount of crystallinity, which is noticed in the higher amount of melting enthalpy. The shorter polymer chains can form crystals more easily and thus the crystallinity increases. This phenomenon has been previously described in the literature [16,23].
Table 3.
Thermal properties of multiple extruded PP-MMT samples.
| Material | PP | PP-MMT | ||||||
|---|---|---|---|---|---|---|---|---|
| # cycles | Tm (°C) | ∆Hm (J/g) | Tc (°C) | ∆Hc (J/g) | Tm (°C) | ∆Hm (J/g) | Tc (°C) | ∆Hc (J/g) |
| 1 | 170.1 | 59.05 | 110.1 | 91.41 | 168.0 | 80.79 | 109.8 | 91.81 |
| 4 | 168.5 | 65.14 | 112.4 | 93.35 | 166.9 | 83.19 | 112.9 | 91.50 |
| 7 | 167.1 | 69.12 | 112.3 | 94.39 | 166.5 | 87.83 | 114.7 | 96.80 |
| 12 | 166.9 | 79.63 | 112.7 | 96.52 | 166.8 | 93.39 | 114.7 | 103.00 |
3.4. Morphology
Figure 6 displays the XRD diffractograms of different reprocessed PP-MMT samples. Incorporating MMT clay in PP composites using twin screw extrusion leads to a decrease in position (angle) of the d001, d002 and d003 reflections [12]. This decrease is caused by an increase in interlayer distance between the different clay platelets in the tactoid structures. When achieving a completely exfoliated clay structure, these peaks would disappear on the spectrum. Increasing the reprocessing cycles clearly shifts the different reflections towards lower angles. The interlayer distance of the clay in the PP-MMT composites is calculated using Bragg’s law (Equation (1)). An overview of the calculated interlayer distances of the PP-MMT samples is shown in Table 4.
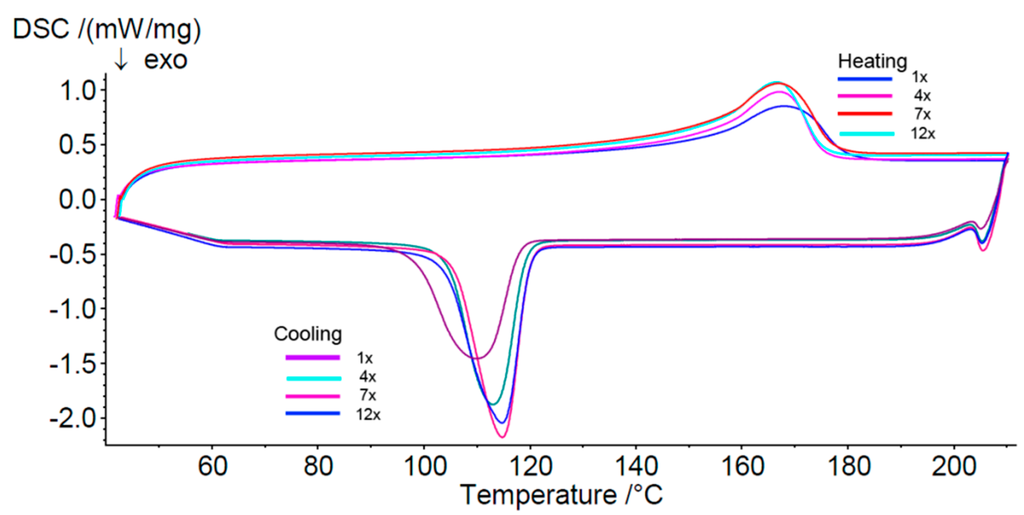
Figure 6.
DSC signals (heating and cooling) of multiple reprocessed PP-MMT samples. The number of extrusion cycles is indicated.
Figure 6.
DSC signals (heating and cooling) of multiple reprocessed PP-MMT samples. The number of extrusion cycles is indicated.
The virgin Cloisite 15A powder has a measured interlayer distance of 3.49 nm. The average standard deviation on the XRD measurements is approximately 0.10 nm. After the first extrusion, the interlayer distance increases to 3.81 nm. Further extruding the samples leads to a maximum intercalated distance of 4.02 nm after twelve extrusion steps. This indicates that multiple extruding PP-MMT samples can increase interlayer distances between the individual clay platelets, and this can be maintained over many extrusions (i.e., 12).
Table 4.
Interlayer distance PP-MMT samples calculated using the Bragg’s law (Equation (1)).
| Extrusion Cycles | Interlayer Distance (nm) |
|---|---|
| 1 | 3.81 |
| 3 | 3.80 |
| 5 | 3.97 |
| 7 | 3.94 |
| 9 | 4.01 |
| 12 | 4.02 |
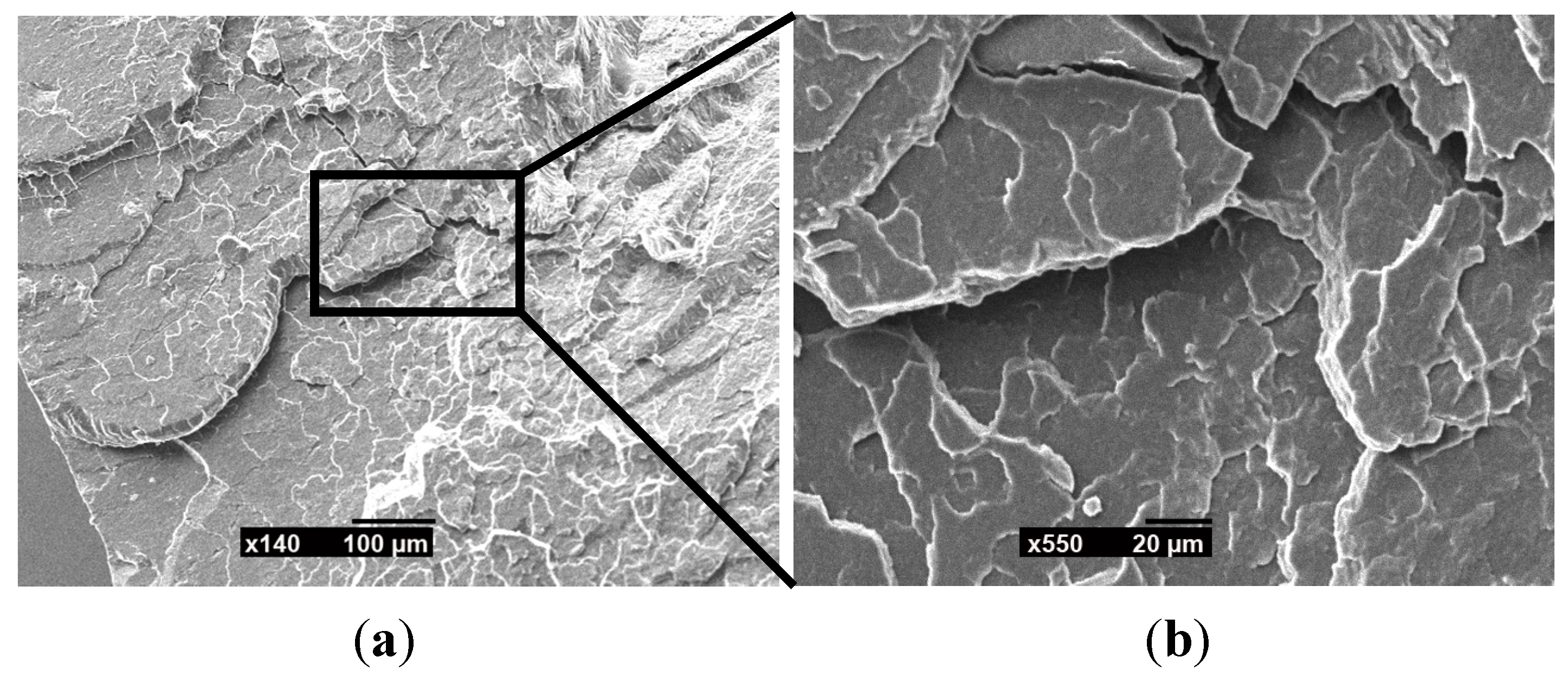
Figure 7 displays the SEM micrographs of freeze-fractured surfaces of PP-MMT samples after one extrusion and Figure 8 shows the same sample after 11 extrusions. We can notice a larger amount of delaminations and fracture fissures after 11 extrusion cycles, some of them quite sharply edged.
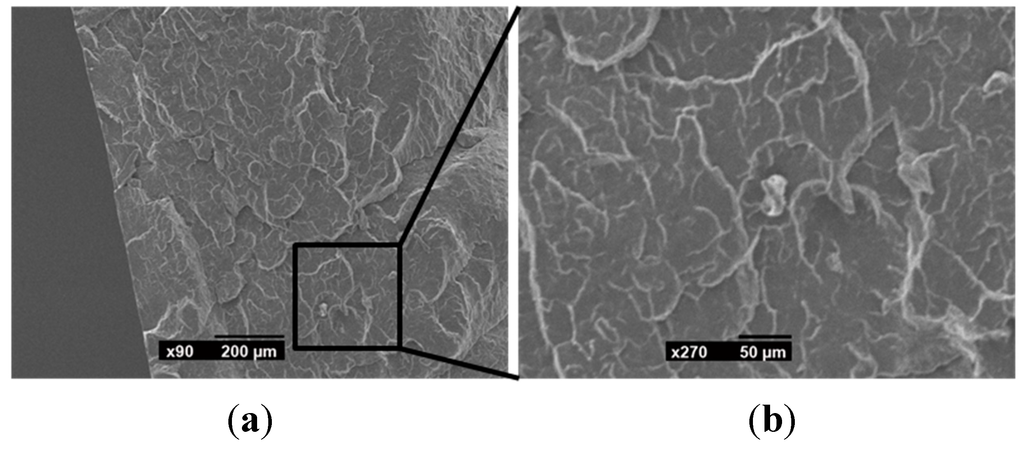
Figure 7.
SEM micrographs of freeze-fractured surfaces of PP-MMT samples after one extrusion cycle: (a) ×90, (b) ×270.
Figure 7.
SEM micrographs of freeze-fractured surfaces of PP-MMT samples after one extrusion cycle: (a) ×90, (b) ×270.
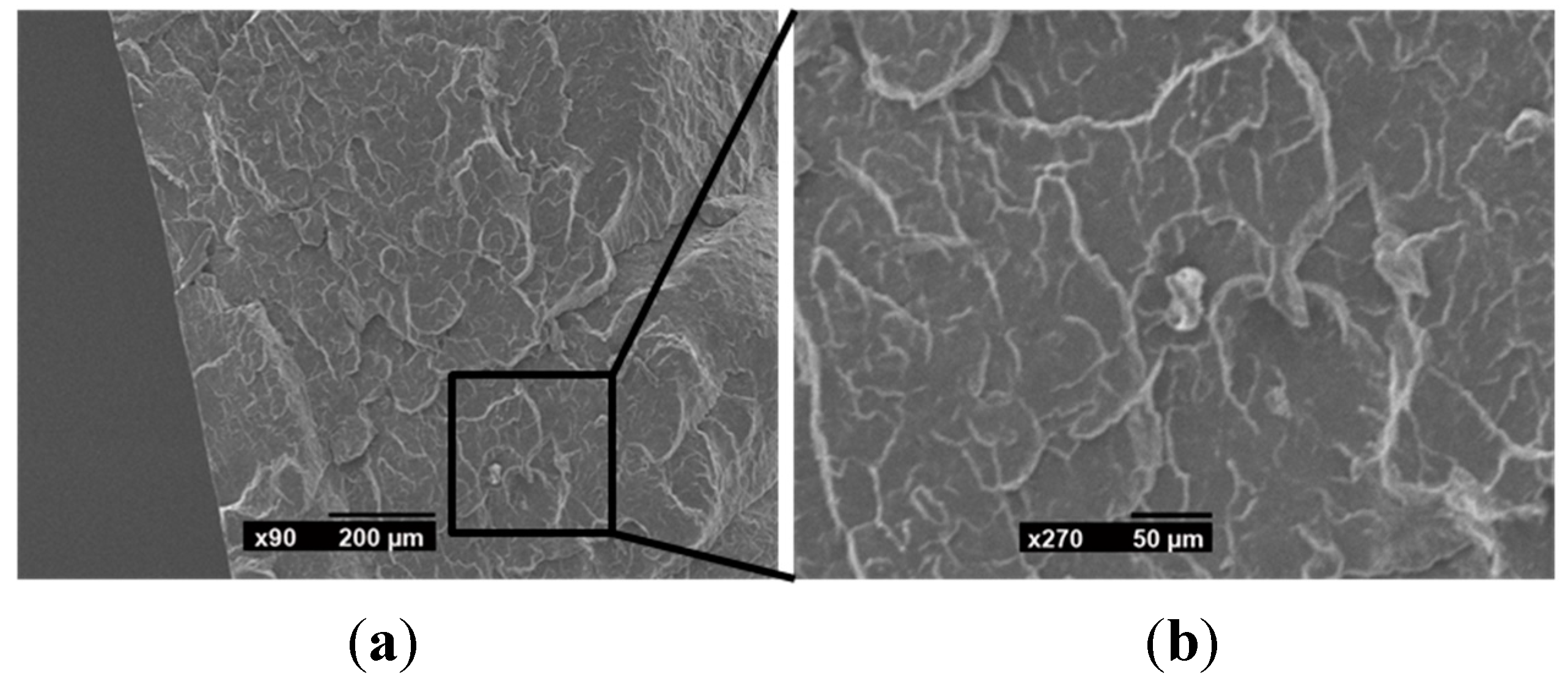
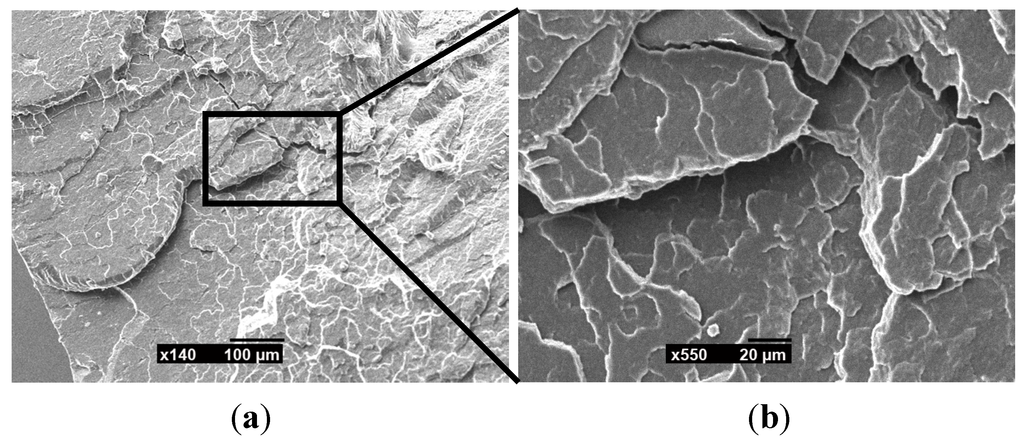
Figure 8.
SEM micrographs of freeze-fractured surfaces of PP-MMT samples after 11 extrusion cycles: (a) ×140, (b) ×550.
Figure 8.
SEM micrographs of freeze-fractured surfaces of PP-MMT samples after 11 extrusion cycles: (a) ×140, (b) ×550.
3.5. Thermal Stability of Organic Clay
First, a degradation study under constant heating rate was performed using TGA, from which the results are shown in Figure 9. Secondly, a temperature program was applied to measure the degradation effect of the clay at the processing temperature in the extrusion process (Figure 10).
Figure 9 shows both the mass and DSC signal from the heating cycle to 550 °C at constant heating rate. The measurements show that the degradation of the clay starts just above 200 °C. Two percent mass loss occurs at 231 °C. The organoclay degradation finishes above 400 °C, with a total mass loss of 34%.
Figure 10 shows the different signals measured by the instrument during the measurement of the thermal stability of the clay at the processing temperature of the extrusion process: TG (%), DSC (mW/mg) and T (°C). TG represents the mass loss of the sample and can be divided in three different zones. Below 100 °C, there is an initial mass loss of 1.40% which corresponds with the evaporation of moisture in the MMT clay. Upon reaching the maximum temperature of 205 °C, one may note a sharp decrease in sample mass indicating the start of organoclay degradation. Afterwards, this decrease continues, but at lower mass loss rate.
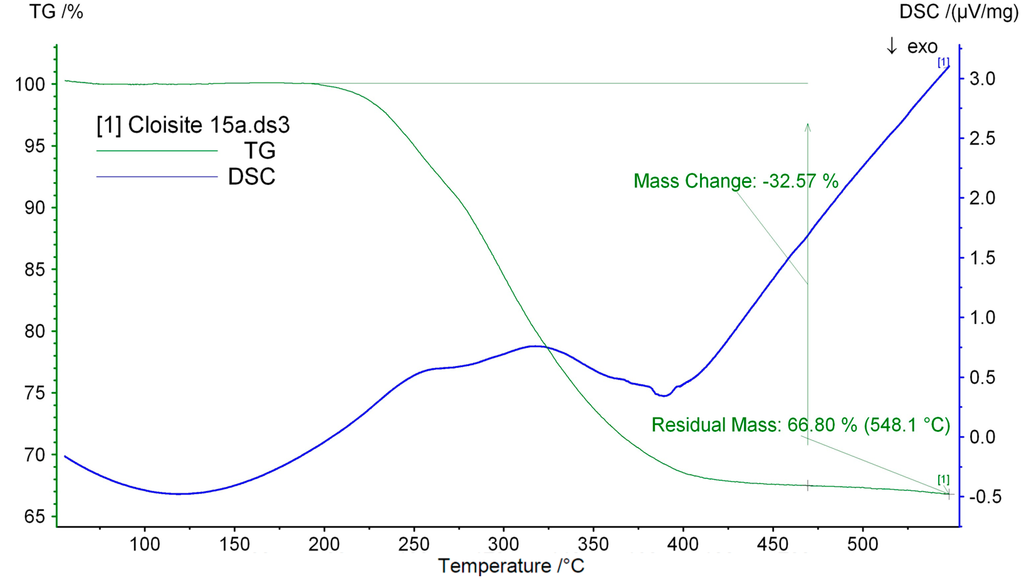
Figure 9.
Thermal stability of Cloisite 15A; Combined TGA and DSC measurement.
Figure 9.
Thermal stability of Cloisite 15A; Combined TGA and DSC measurement.
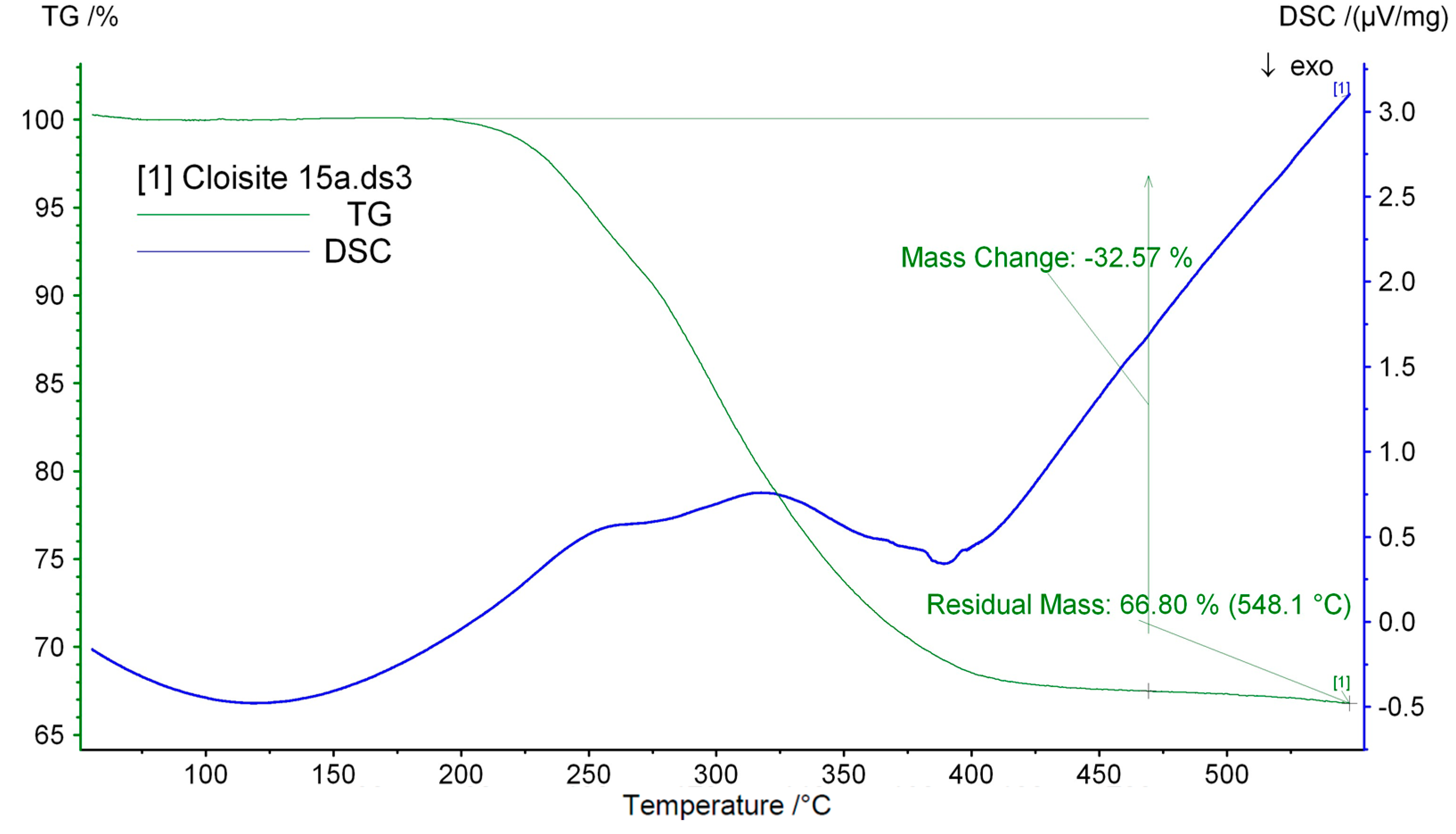
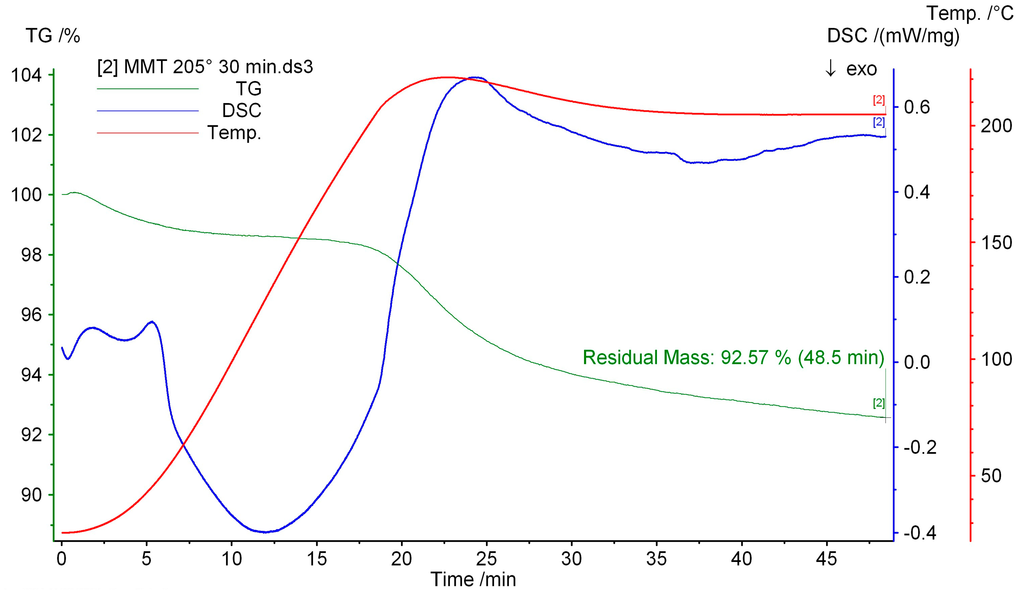
Figure 10.
Combined TGA and DSC measurement of virgin Cloisite 15A MMT clay displaying TG (mass loss), DSC (heat transfer) and T (temperature) signal.
Figure 10.
Combined TGA and DSC measurement of virgin Cloisite 15A MMT clay displaying TG (mass loss), DSC (heat transfer) and T (temperature) signal.
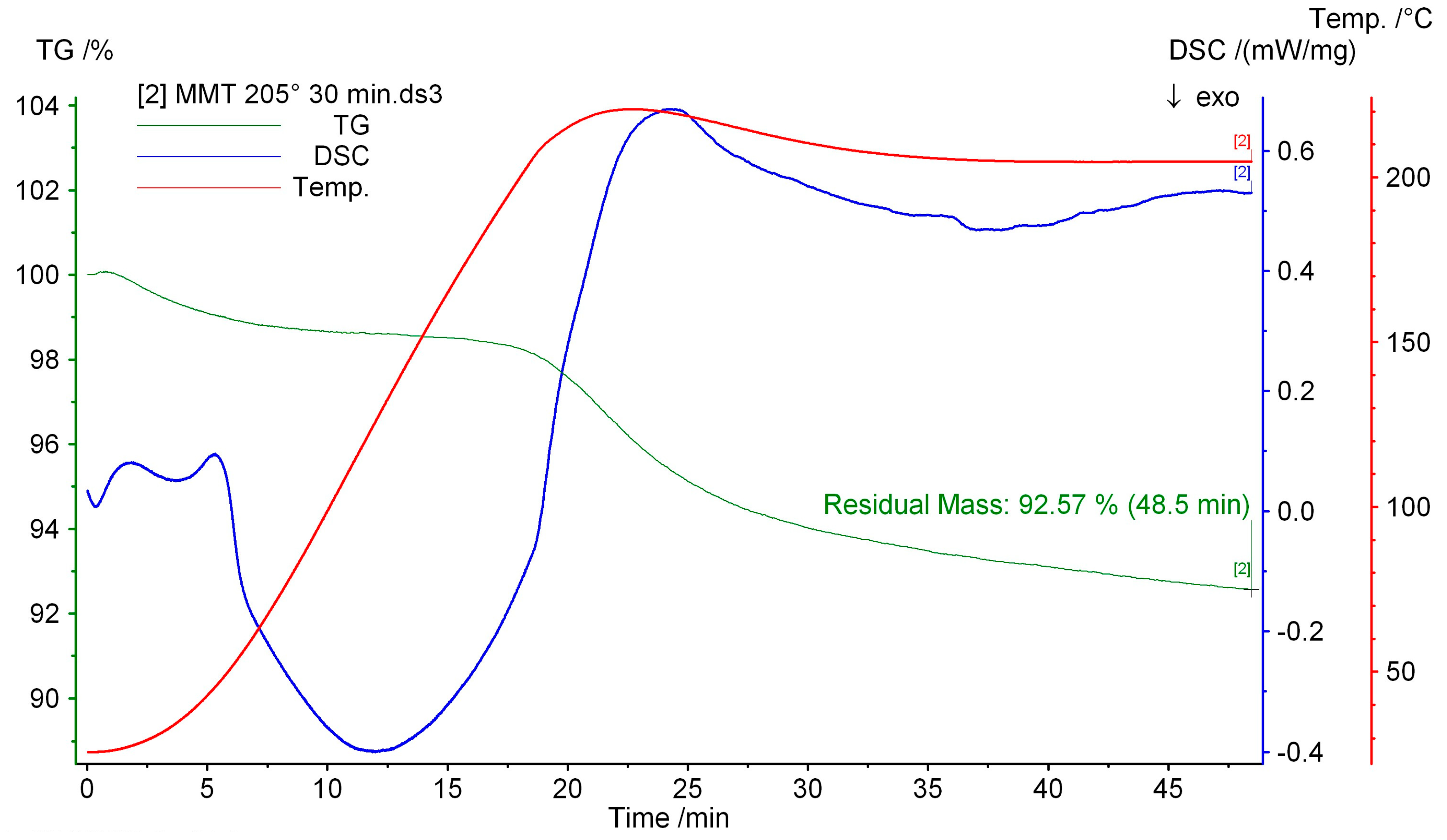
The same trends are visible in the DSC curve on the same figure. A small endothermic peak is situated below 100 °C and displays again the evaporation of the moisture. Upon heating above 150 °C, the heat signal increases endothermic due to organoclay degradation. Afterwards, this signal flattens out. The total mass loss by organoclay degradation for this temperature profile can be estimated around 4.70%.
4. Discussion
When comparing the tensile modulus results and the intercalation by XRD, some similarities can be noticed. The largest increase in interlayer distance occurs between three and five extrusion cycles (3.80 versus 3.97 nm), and this increase corresponds with the peak in elastic modulus in Figure 4. The residence and mixing time is longer, and almost no degradation of the matrix has occurred. The supplementary stresses induced on the composite by multiple reprocessing allow yet a further dispersion of the MMT filler with consequently a higher intercalation level. This enhancement in interlayer distance by multiple processing has also been reported in other polymeric matrices by other authors; for example in a polyamide-polyethylene blend [32], poly (acrylonitrile-butadiene-styrene) [20] and polyamide [16].
When looking at the MFI results, it can be seen that for the PP-COMP samples, a maximum of nine extrusion cycles could be achieved. The viscosity dropped drastically which rendered these samples not extrudable anymore. Thompson and Yeung [33] suggested that maleic anhydride functional groups can promote chain scission in olefin elastomer matrices. The chain scission occurs more likely due to the participation of its grafted functional group as a chain transfer agent. Oxidative modification of the matrix as a result of degradation could have a negative effect on the stiffness of the material [22,34].
Although the PP-MMT samples contain the same amount of compatibilizer as the PP-COMP samples, the amount of chain scissions seems to be much lower as the increase in MFI is less pronounced. This indicates that the promotion of chain scission by the anhydride functional group is reduced when MMT particles are present. The PP-g-MA compatibilizer acts at the surface of the silicate layers, and therefore sterical hinder by the MMT could temper the chain scissions in the PP matrix.
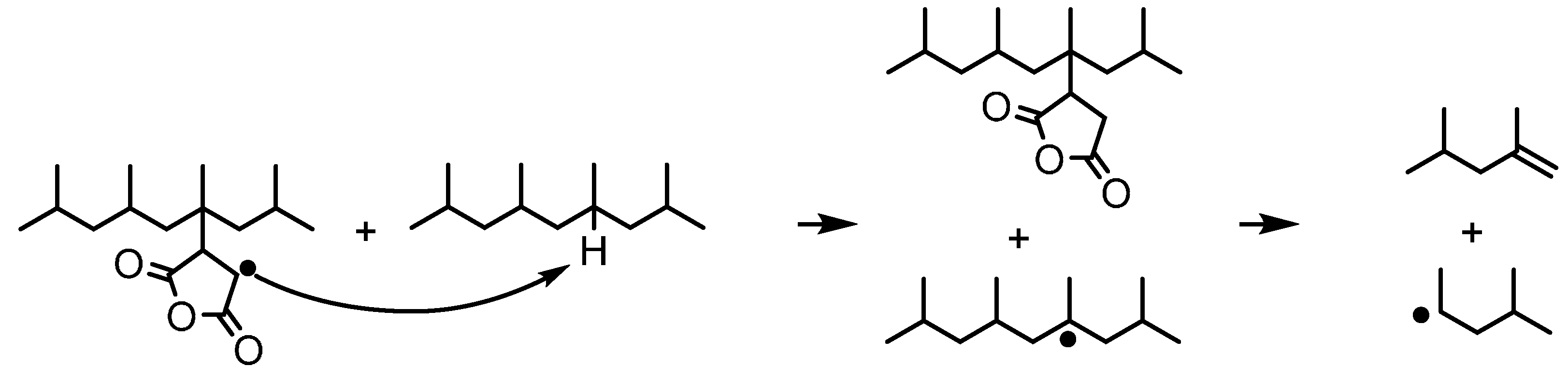
The mechanism of β-chain scission is displayed in Figure 11. During processing, thermal heating can cause the formation of radicals on the MA components. An MA-complex radical can then abstract hydrogen from a tertiary carbon on a PP chain to form a PP macroradical. The macroradical then most probably undergoes β-scission, which causes the formation of a double bond in β-position and which results in molecular weight reduction. This also reduces the thermal and color stability of the materials [35]. This phenomenon is most pronounced in case of PP-COMP samples. As already mentioned, the presence of MMT particles hinders the chain scissions in the PP-MMT samples.
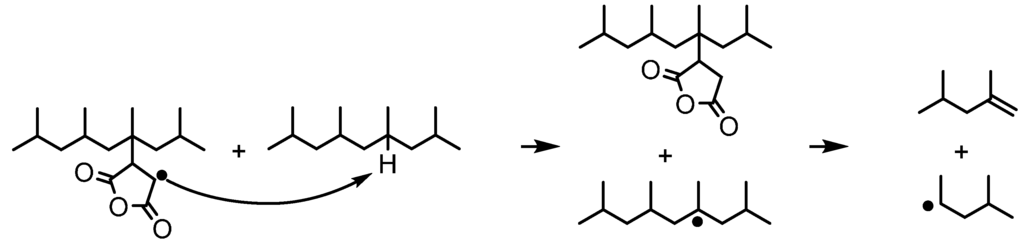
Figure 11.
Formation of a macroradical on a PP chain, resulting in β-scission.
Figure 11.
Formation of a macroradical on a PP chain, resulting in β-scission.
A second possibility to explain the loss in stiffness after multiple extrusions is a reduced matrix-filler interaction. This interaction is dominated by the PP-g-MA molecules on the interface between the apolar PP and the polar organoclay. Two different aspects have to be considered here, namely a possible degradation of the PP backbone on the PP-g-MA coupling agent which can cause a reduced affection with the PP matrix and a reduced interaction of PP-g-MA with the MMT organoclay.
It is assumed this loss could be much more attributed to the second phenomenon, as the average molecular weight of the PP-g-MA in itself is quite low. The reduced interaction with the MMT organoclay could be caused by thermal degradation of the organoclay itself.
The TGA measurements show the loss of organic molecules in the organic clay in processing conditions. Cervantes-Uc et al. [36] investigated the thermal degradation of different commercially available organoclays by means of coupled TGA-FTIR (Fourier Transform infrared spectroscopy) measurements. Two main gas discharges were measured, situated at 345 and 427 °C with very similar spectra by TGA-FTIR, as they showed bands related with O–H stretching, C–H stretching of aliphatic compounds and two broad bands centered at 1700 and 1488 cm−1. This study already suggests that the surfactant between the silicate layers degrades upon heating and supports the performed degradation tests.
This loss of organic molecules between the different clay platelets is believed to be the cause of loss in stiffness after multiple processing cycles. These organic cations worked as surfactants between the silicate surfaces of the clay and made it possible for the organic polymer to diffuse between the layers. The compatibilizer is believed to be still present on the surface of the silicate layers and hence no decrease in interlayer distance can be measured. However, the lack of both surfactant and polymer between the platelets reduce the stress transfer between the polymer and the MMT platelets and diminishes the stiffness after nine processing cycles
5. Conclusions
This paper discusses the reprocessing of montmorillonite filled polypropylene materials by extruding up to 15 times. The materials were characterized by MFI, plate-plate rheometry, tensile and impact measurements, DSC, XRD and SEM. These properties were compared with virgin PP and PP/PP-g-MA compatibilizer.
The following results were found:
- XRD results indicated an increase in interlayer distance with increasing reprocessing steps for PP-MMT samples. The largest increase was situated between extrusion number three to five.
- The stiffness of the composites was initially favored by the reprocessing and the maximum in stiffness was also observed after three to five extrusion cycles. Further increasing the processing cycles (nine or more) lead to a decrease in elastic modulus.
- A reduction in viscosity indicated upon reprocessing was noticed for all samples.
- The thermal properties (DSC) of the PP-MMT samples were slightly affected by the reprocessing.
- A measurement of the thermal degradation behavior during processing using TGA indicated the loss of organic molecules in the organic clay. This was believed to be the cause for the loss in stiffness after nine reprocessing cycles.
The results of this study can provide valuable information on the production of PP/MMT composites and on the recycling of PP/MMT waste streams. A limited reprocessing of PP/MMT materials can improve the intercalation/exfoliation of the clay in the PP matrix and hence optimize mechanical properties and clay morphology. When recycling these materials, one has to keep in mind the thermal history of the materials and the decrease in molecular weight. An interesting angle in future research could be the addition of virgin compatibilizer to re-enhance the affinity between the PP matrix and the MMT clay, despite the degradation of the matrix.
Acknowledgments
This research was funded by the Ghent University Research Fund. The authors would like to acknowledge Paul Simoens (Faculty of Veterinary Medicine, Ghent University, Belgium) for the use of the SEM apparatus and Tom Planckaert (Faculty of Sciences, Ghent University, Belgium) for the XRD analysis.
Author Contributions
Laurens Delva planned, executed and analyzed the experiments and wrote the paper in cooperation with Kim Ragaert. Ludwig Cardon and Joris Degrieck supervised and supported the research.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Wang, K.; Addiego, F.; Bahlouli, N.; Ahzi, S.; Rémond, Y.; Toniazzo, V.; Muller, R. Analysis of thermomechanical reprocessing effects on polypropylene/ethylene octene copolymer blends. Polym. Degrad. Stab. 2012, 97, 1475–1484. [Google Scholar] [CrossRef]
- Hinsken, H.; Moss, S.; Pauquet, J.-R.; Zweifel, H. Degradation of polyolefins during melt processing. Polym. Degrad. Stab. 1991, 34, 279–293. [Google Scholar] [CrossRef]
- Hamskog, M.; Klügel, M.; Forsström, D.; Terselius, B.; Gijsman, P. The effect of base stabilization on the recyclability of polypropylene as studied by multi-cell imaging chemiluminescence and microcalorimetry. Polym. Degrad. Stab. 2004, 86, 557–566. [Google Scholar] [CrossRef]
- Wang, K.; Bahlouli, N.; Addiego, F.; Ahzi, S.; Rémond, Y.; Ruch, D.; Muller, R. Effect of talc content on the degradation of re-extruded polypropylene/talc composites. Polym. Degrad. Stab. 2013, 98, 1275–1286. [Google Scholar] [CrossRef]
- Guerrica-Echevarría, G.; Eguiazábal, J.I.; Nazábal, J. Effects of reprocessing conditions on the properties of unfilled and talc-filled polypropylene. Polym. Degrad. Stab. 1996, 53, 1–8. [Google Scholar] [CrossRef]
- González-González, V.A.; Neira-Velázquez, G.; Angulo-Sánchez, J.L. Polypropylene chain scissions and molecular weight changes in multiple extrusion. Polym. Degrad. Stab. 1998, 60, 33–42. [Google Scholar] [CrossRef]
- Valenza, A.; La Mantia, F.P. Recycling of polymer waste: Part II—Stress degraded polypropylene. Polym. Degrad. Stab. 1988, 20, 63–73. [Google Scholar] [CrossRef]
- Navarro, R.; Torre, L.; Kenny, J.M.; Jiménez, A. Thermal degradation of recycled polypropylene toughened with elastomers. Polym. Degrad. Stab. 2003, 82, 279–290. [Google Scholar] [CrossRef]
- The World Market for Nanoclays: Applications, Products, End User Markets, Companies and Revenues. Future Markets, Inc. Available online: http://www.researchandmarkets.com/reports/1411177/the_world_market_for_nanoclays_applications (accessed on 27 November 2014).
- Hussain, F.; Hojjati, M.; Okamoto, M.; Gorga, R.E. Review article: Polymer-matrix nanocomposites, processing, manufacturing, and application: An overview. J. Compos. Mater. 2006, 40, 1511–1575. [Google Scholar] [CrossRef]
- LeBaron, P.C.; Wang, Z.; Pinnavaia, T.J. Polymer-layered silicate nanocomposites: An overview. Appl. Clay Sci. 1999, 15, 11–29. [Google Scholar] [CrossRef]
- Paul, D.R.; Robeson, L.M. Polymer nanotechnology: Nanocomposites. Polymer 2008, 49, 3187–3204. [Google Scholar] [CrossRef]
- Botta, L.; Dintcheva, N.T.; La Mantia, F.P. The role of organoclay and matrix type in photo-oxidation of polyolefin/clay nanocomposite films. Polym. Degrad. Stab. 2009, 94, 712–718. [Google Scholar] [CrossRef]
- Dintcheva, N.T.; Al-Malaika, S.; La Mantia, F.P. Effect of extrusion and photo-oxidation on polyethylene/clay nanocomposites. Polym. Degrad. Stab. 2009, 94, 1571–1588. [Google Scholar] [CrossRef]
- Gawad, A.A.; Esawi, A.M.; Ramadan, A.R. Structure and properties of nylon 6-clay nanocomposites: Effect of temperature and reprocessing. J. Mater. Sci. 2010, 45, 6677–6684. [Google Scholar] [CrossRef]
- Goitisolo, I.; Eguiazábal, J.I.; Nazábal, J. Effects of reprocessing on the structure and properties of polyamide 6 nanocomposites. Polym. Degrad. Stab. 2008, 93, 1747–1752. [Google Scholar] [CrossRef]
- Mistretta, M.; Morreale, M.; La Mantia, F. Thermomechanical degradation of polyethylene/polyamide 6 blend-clay nanocomposites. Polym. Degrad. Stab. 2014, 99, 61–67. [Google Scholar] [CrossRef]
- Russo, G.; Nicolais, V.; di Maio, L.; Montesano, S.; Incarnato, L. Rheological and mechanical properties of nylon 6 nanocomposites submitted to reprocessing with single and twin screw extruders. Polym. Degrad. Stab. 2007, 92, 1925–1933. [Google Scholar] [CrossRef]
- Gianelli, W.; Camino, G.; Dintcheva, N.T.; Verso, S.L.; Mantia, F.P.L. Eva-montmorillonite nanocomposites: Effect of processing conditions. Macromol. Mater. Eng. 2004, 289, 238–244. [Google Scholar] [CrossRef]
- Karahaliou, E.K.; Tarantili, P. Preparation of poly (acrylonitrile–butadiene–styrene)/montmorillonite nanocomposites and degradation studies during extrusion reprocessing. J. Appl. Polym. Sci. 2009, 113, 2271–2281. [Google Scholar] [CrossRef]
- Fang, C.; Nie, L.; Liu, S.; Yu, R.; An, N.; Li, S. Characterization of polypropylene–polyethylene blends made of waste materials with compatibilizer and nano-filler. Compos. B Eng. 2013, 55, 498–505. [Google Scholar] [CrossRef]
- Dorigato, A.; Pegoretti, A. (Re)processing effects on linear low-density polyethylene/silica nanocomposites. J. Polym. Res. 2013, 20, 1–10. [Google Scholar] [CrossRef]
- Touati, N.; Kaci, M.; Bruzaud, S.; Grohens, Y. The effects of reprocessing cycles on the structure and properties of isotactic polypropylene/cloisite 15A nanocomposites. Polym. Degrad. Stab. 2011, 96, 1064–1073. [Google Scholar] [CrossRef]
- Oikonomidou, O.; Triantou, M.I.; Tarantili, P.A.; Anatolaki, C.; Karnavos, N. The effect of extrusion reprocessing on structure and properties of isotactic poly(propylene). Macromol. Symp. 2012, 321–322, 216–220. [Google Scholar]
- Silvano, J.D.R.; Rodrigues, S.A.; Marini, J.; Bretas, R.E.S.; Canevarolo, S.V.; Carvalho, B.D.M.; Pinheiro, L.A. Effect of reprocessing and clay concentration on the degradation of polypropylene/montmorillonite nanocomposites during twin screw extrusion. Polym. Degrad. Stab. 2013, 98, 801–808. [Google Scholar] [CrossRef]
- Delva, L.; van de Keere, T.; Alves, R.; Ragaert, K.; Gaspar-Cunha, A.; Cardon, L.; Degrieck, J. Extrusion and characterization of nanoclay filled polypropylene. Adv. Product. Eng. Manag. 2013, 8, 88–95. [Google Scholar] [CrossRef]
- Gu, S.Y.; Ren, J.; Wang, Q.F. Rheology of poly(propylene)/clay nanocomposites. J. Appl. Polym. Sci. 2004, 91, 2427–2434. [Google Scholar] [CrossRef]
- Hong, C.K.; Kim, M.J.; Oh, S.H.; Lee, Y.S.; Nah, C. Effects of polypropylene-g-(maleic anhydride/styrene) compatibilizer on mechanical and rheological properties of polypropylene/clay nanocomposites. J. Ind. Eng. Chem. 2008, 14, 236–242. [Google Scholar] [CrossRef]
- Kim, D.H.; Fasulo, P.D.; Rodgers, W.R.; Paul, D.R. Effect of the ratio of maleated polypropylene to organoclay on the structure and properties of tpo-based nanocomposites. Part I: Morphology and mechanical properties. Polymer 2007, 48, 5960–5978. [Google Scholar] [CrossRef]
- Stromberg, E.; Karlsson, S. The design of a test protocol to model the degradation of polyolefins during recycling and service life. J. Appl. Polym. Sci. 2009, 112, 1835–1844. [Google Scholar] [CrossRef]
- Yuan, Q.; Misra, R.D.K. Impact fracture behavior of clay-reinforced polypropylene nanocomposites. Polymer 2006, 47, 4421–4433. [Google Scholar] [CrossRef]
- Scaffaro, R.; Botta, L.; Mistretta, M.C.; La Mantia, F.P. Processing–morphology–property relationships of polyamide 6/polyethylene blend-clay nanocomposites. Express Polym. Lett. 2013, 7, 873–884. [Google Scholar] [CrossRef]
- Thompson, M.R.; Yeung, K.K. Recyclability of a layered silicate-thermoplastic olefin elastomer nanocomposite. Polym. Degrad. Stab. 2006, 91, 2396–2407. [Google Scholar] [CrossRef]
- Dorigato, A.; Pegoretti, A. Reprocessing effects on polypropylene/silica nanocomposites. J. Appl. Polym. Sci. 2013, 131. [Google Scholar] [CrossRef]
- Diop, M.F.; Torkelson, J.M. Maleic anhydride functionalization of polypropylene with suppressed molecular weight reduction via solid-state shear pulverization. Polymer 2013, 54, 4143–4154. [Google Scholar] [CrossRef]
- Cervantes-Uc, J.M.; Cauich-Rodriguez, J.V.; Vazquez-Torres, H.; Garfias-Mesias, L.F.; Paul, D.R. Thermal degradation of commercially available organoclays studied by tga-ftir. Thermochim Acta 2007, 457, 92–102. [Google Scholar] [CrossRef]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).