
Enhancing Mechanical Energy Absorption of Honeycomb and Triply Periodic Minimal Surface Lattice Structures Produced by Fused Deposition Modelling in Reusable Polymers





Abstract
1. Introduction
2. Materials and Methods
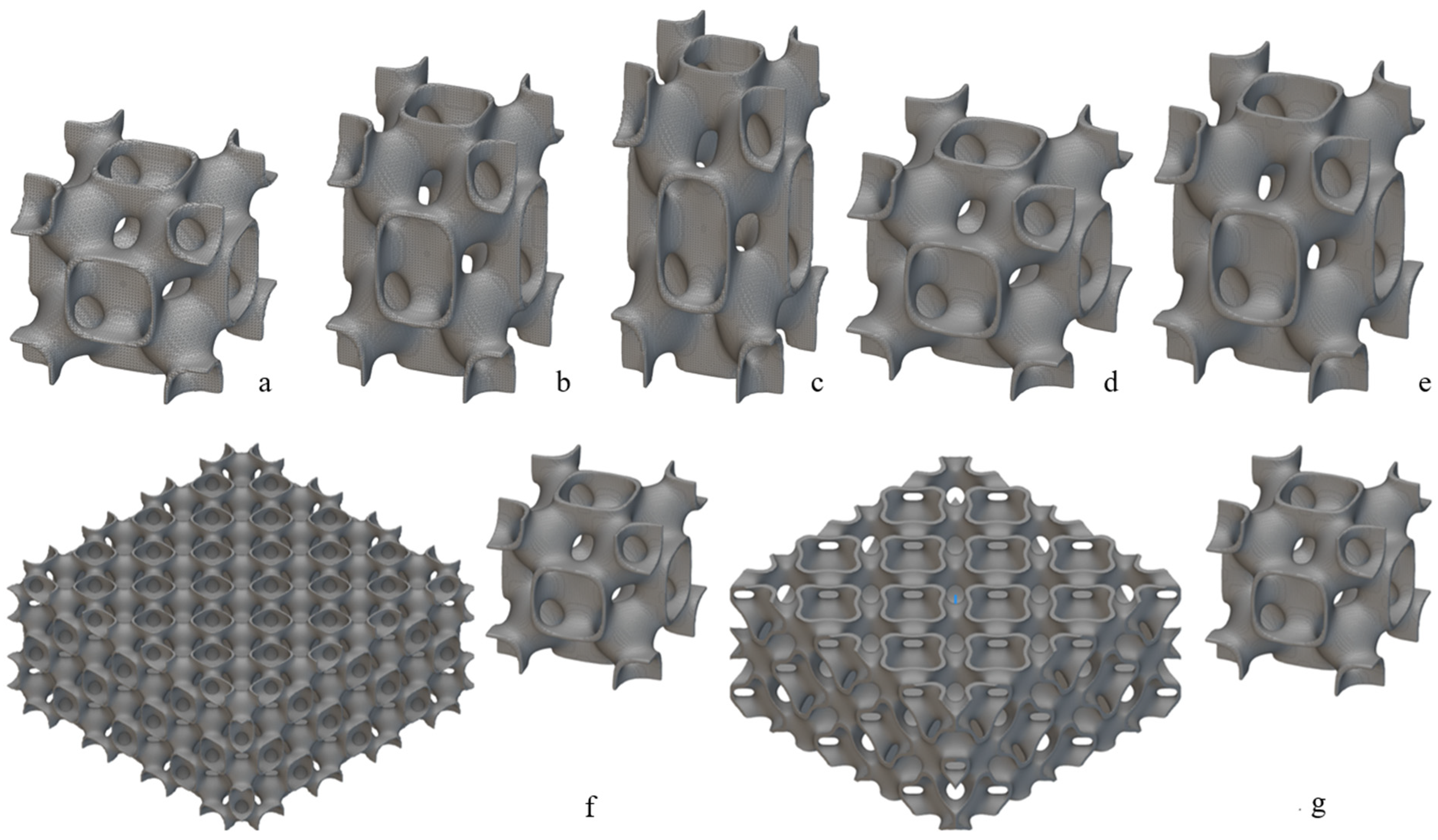
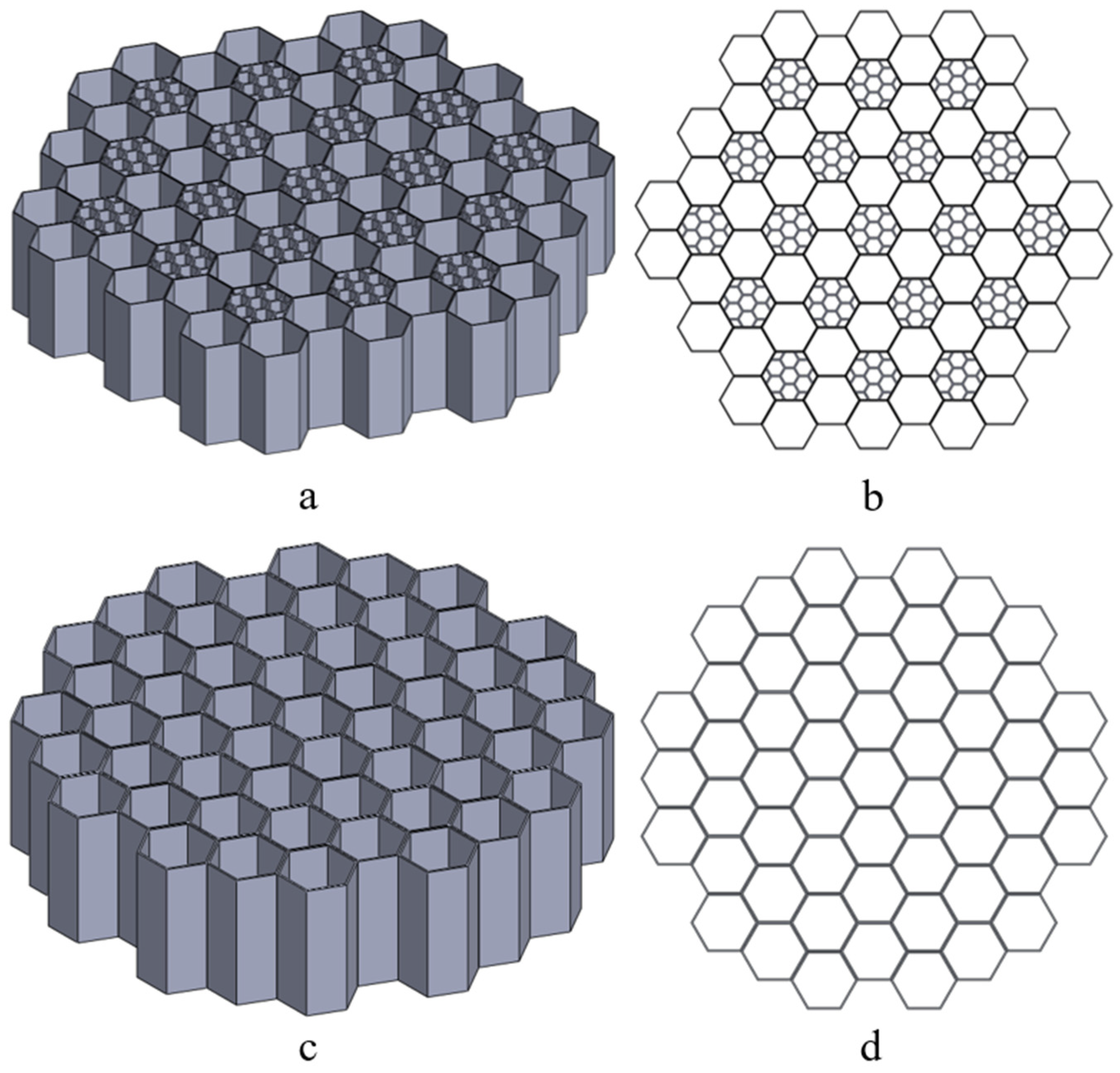
2.1. Lattice Structures
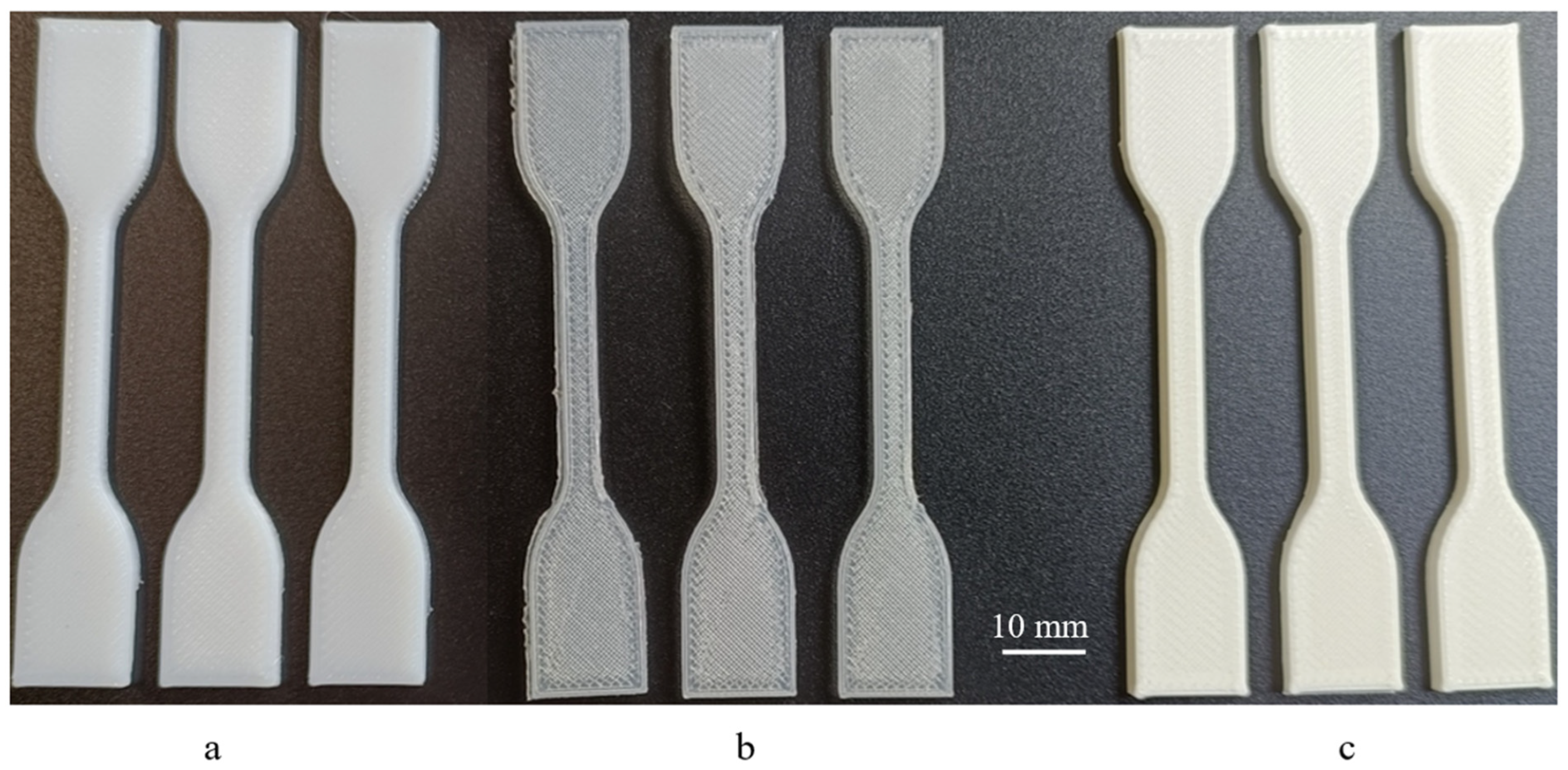
2.2. Material Properties and 3D Printing Parameters
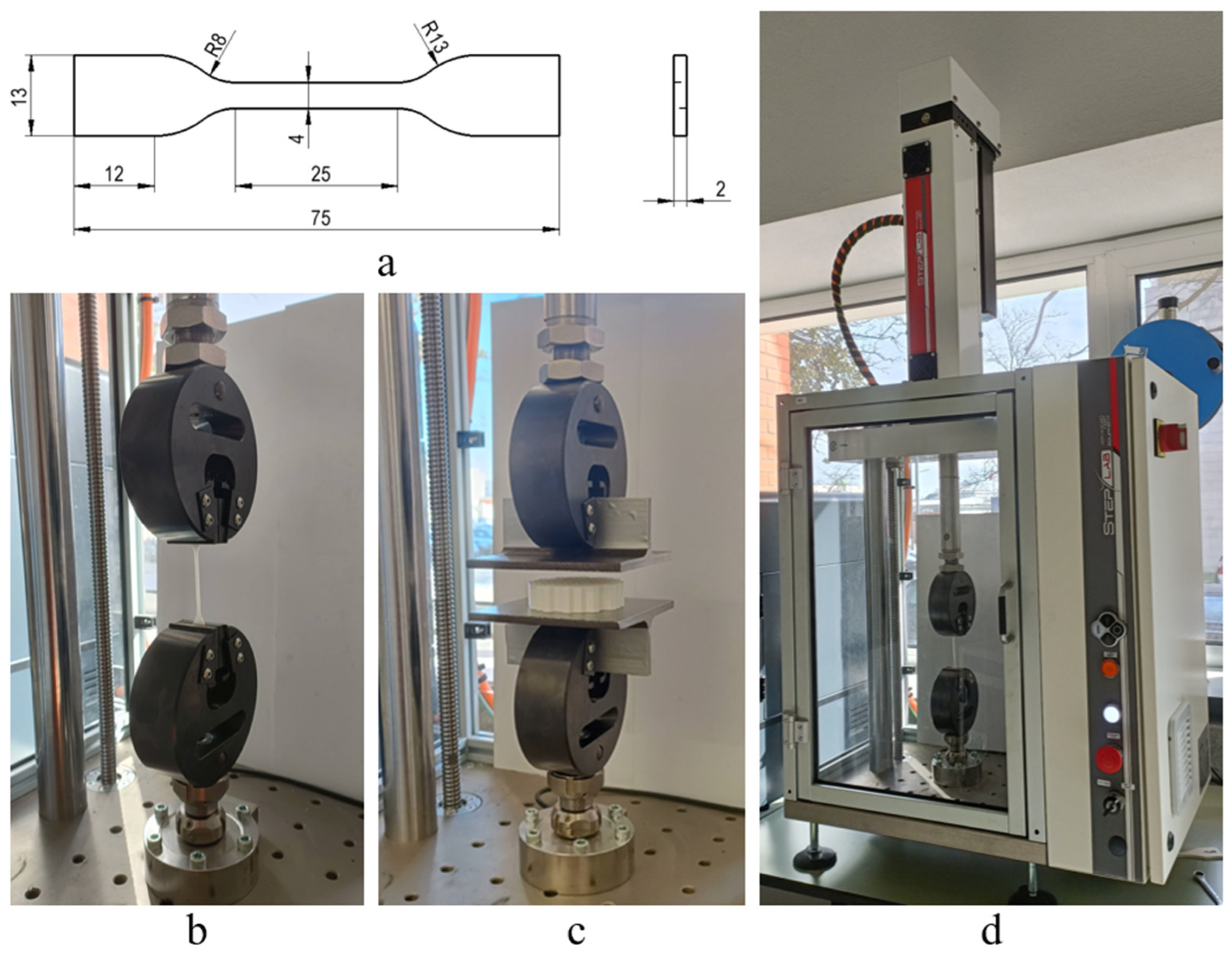
2.3. Uniaxial Tensile and Compression Tests
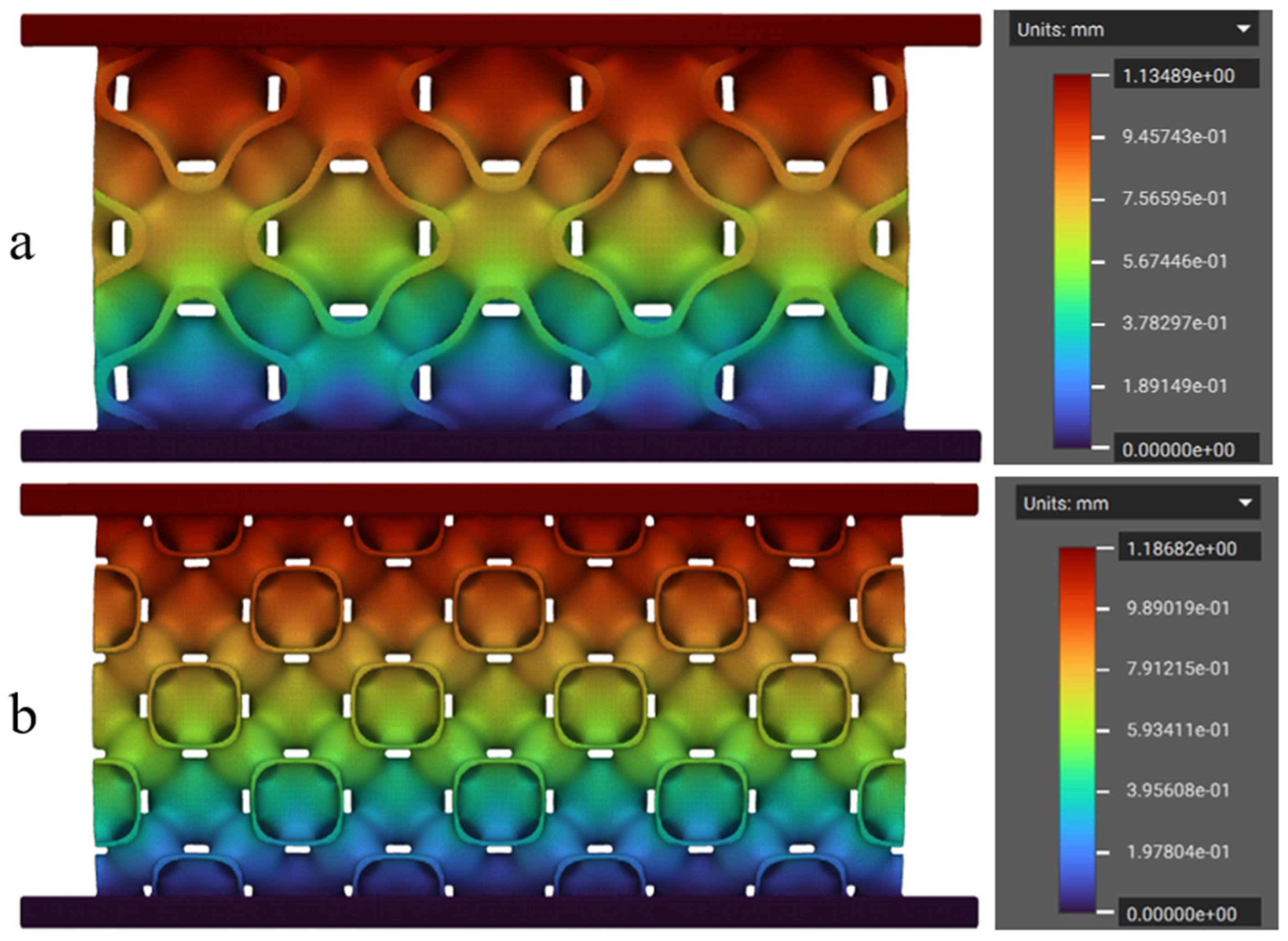
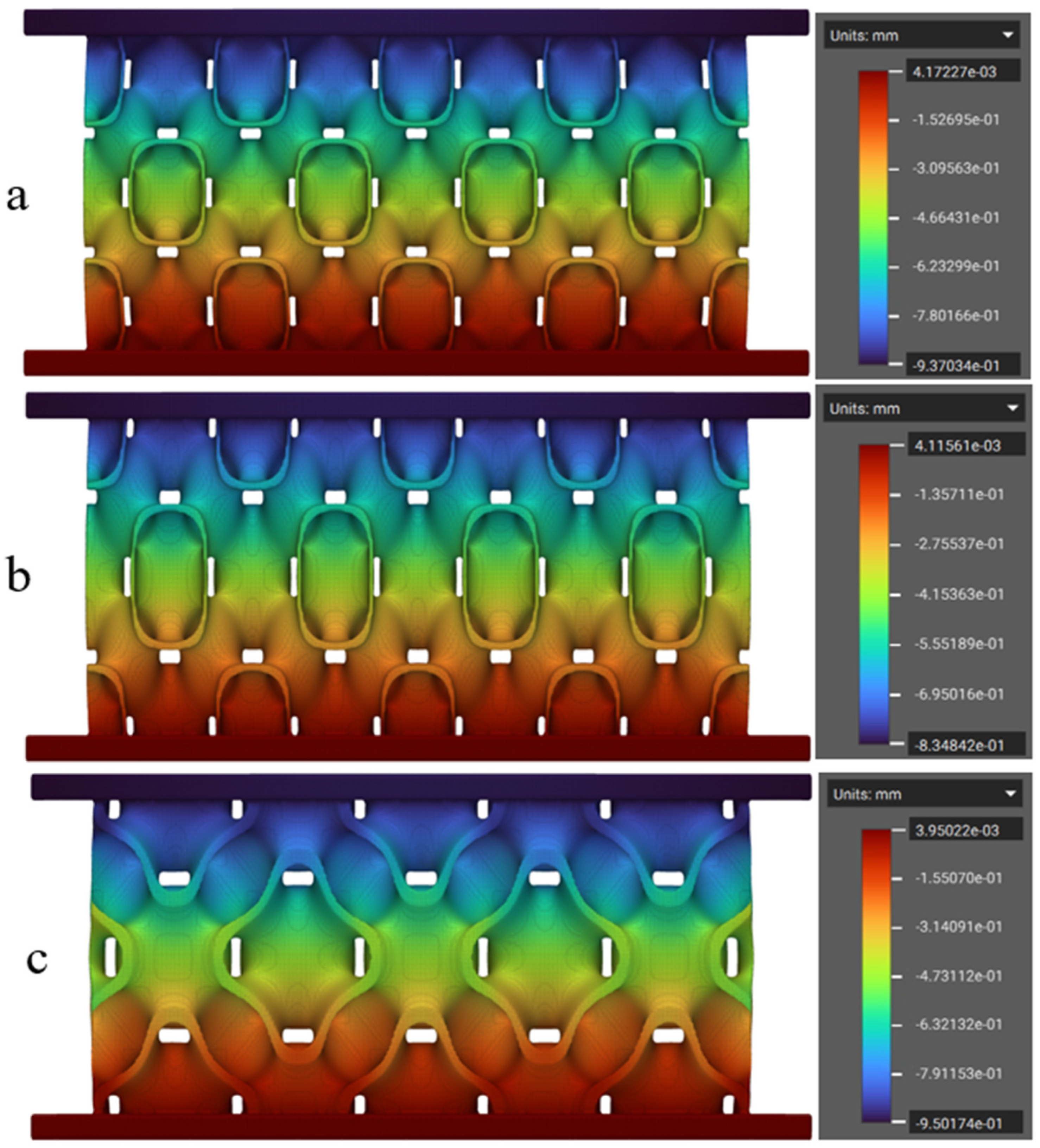
2.4. Finite Element Analysis (FEA)
2.5. The 3D Printing of Lattice Structures
2.6. Energy Absorption Parameters
3. Results and Discussion
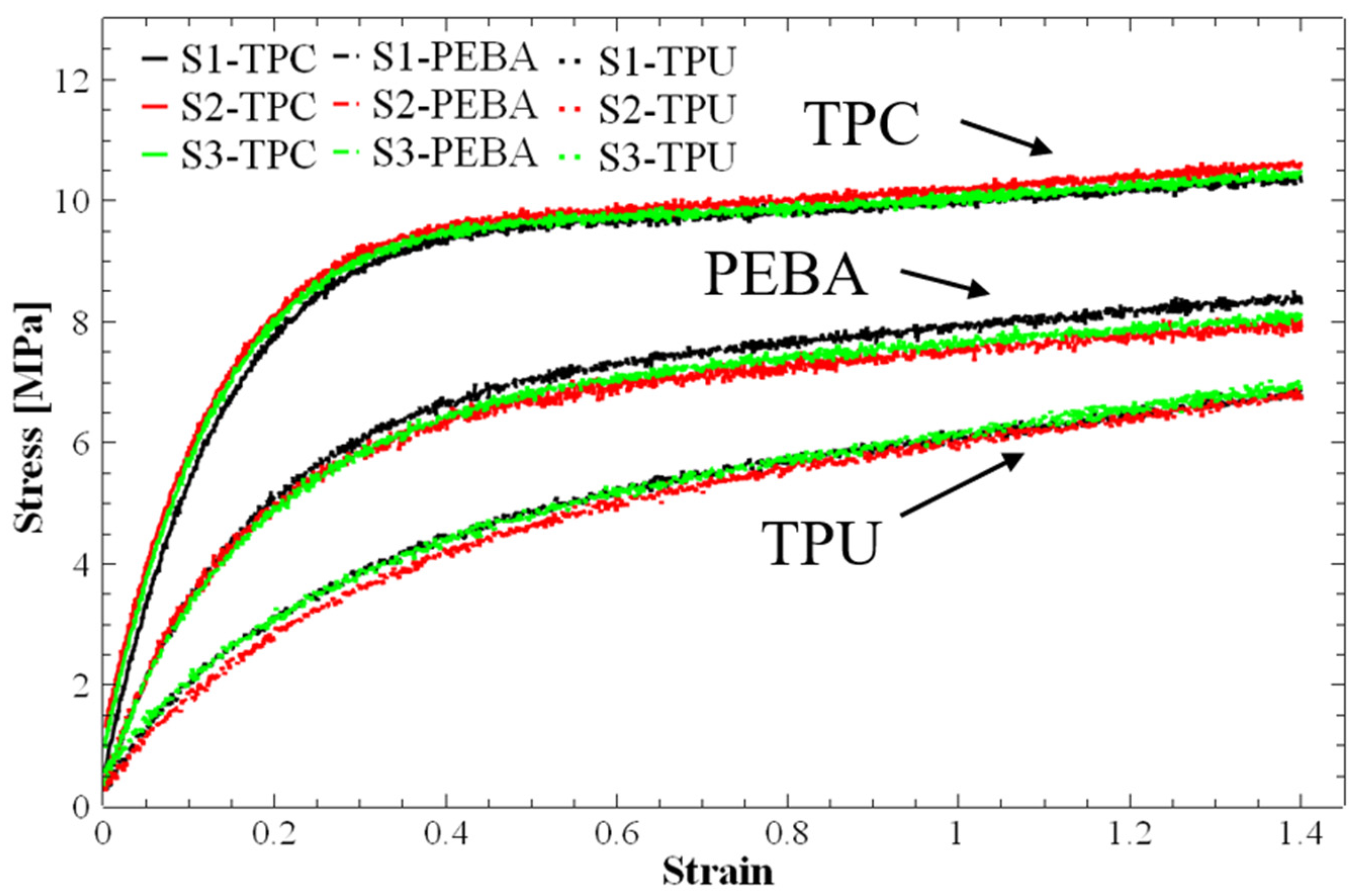
3.1. Mechanical Properties and Analysis
3.2. Redesign of the Unit Cells
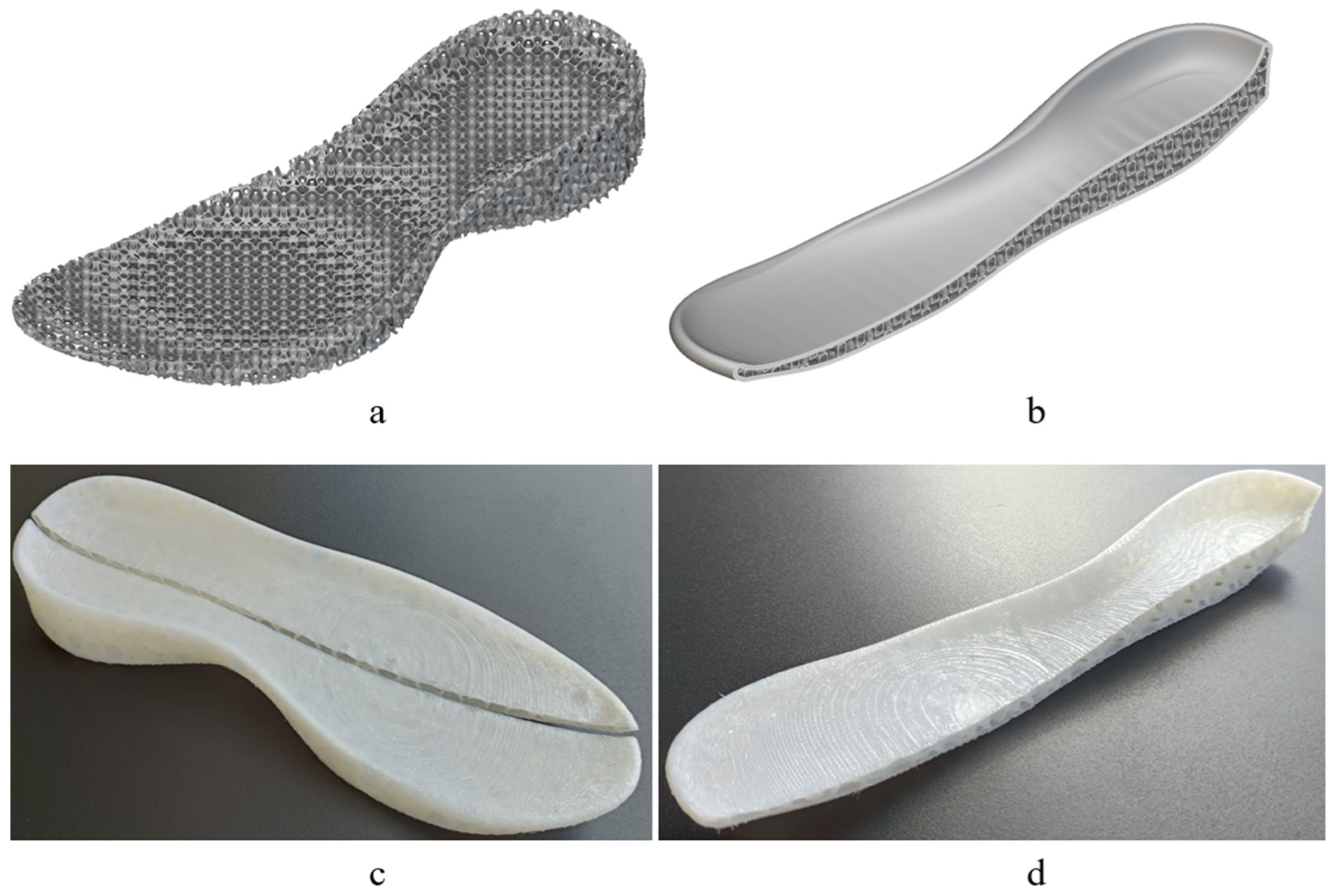
3.3. Engineering Applications
4. Conclusions
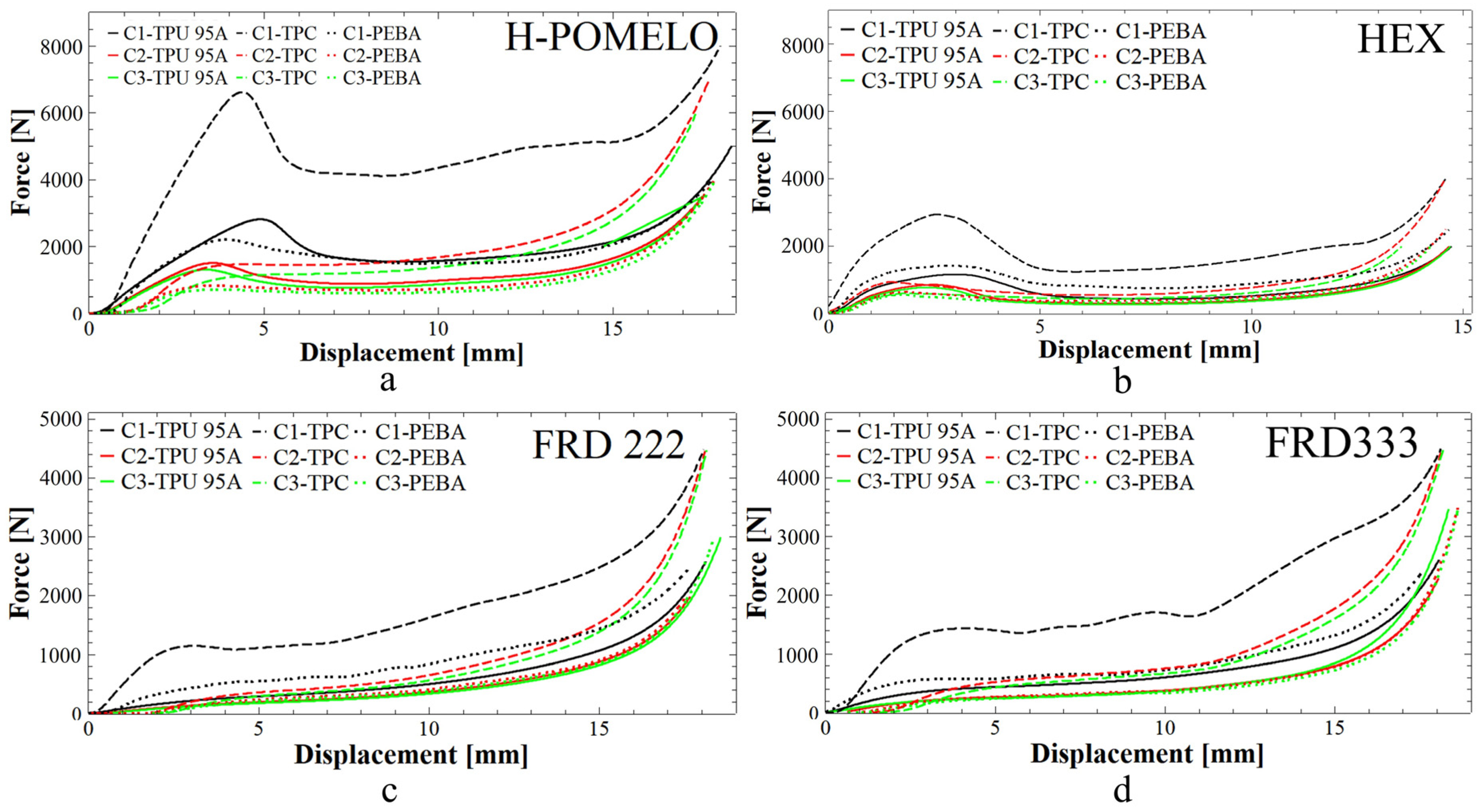
- The tests carried out on these structures were designed to evaluate their ability to withstand repetitive compressive forces while maintaining structural integrity and reusability. It was demonstrated that material selection played a crucial role in both energy absorption capacity and reusability.
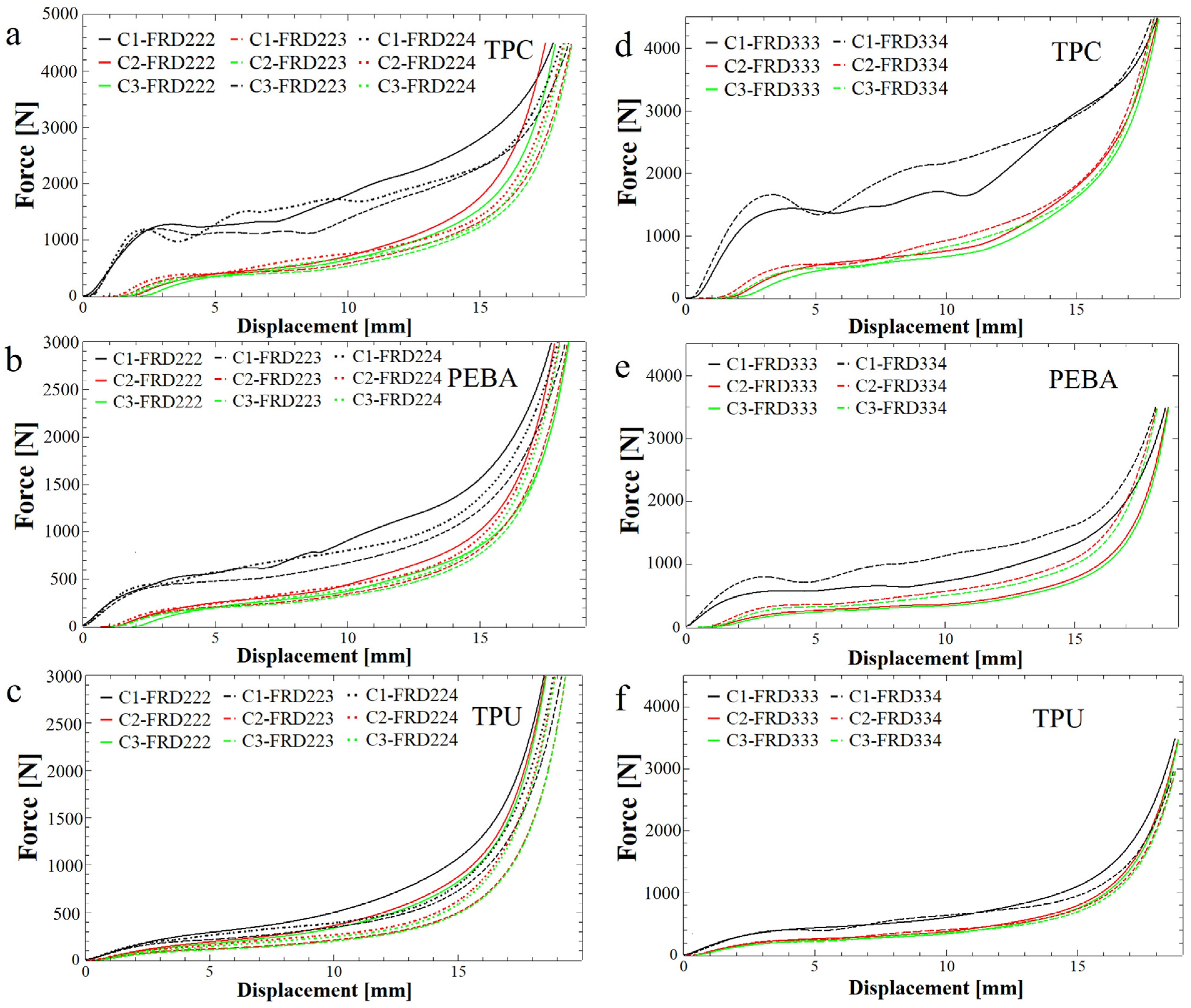
- TPC exhibited the highest initial energy absorption values, with 76.7 kJ observed for the Hex-Pomelo honeycomb structure and 30.3 kJ for the FRD334 TPMS structure. However, a significant degradation in material performance was observed after three repeated compression cycles, indicating a lower reusability potential.
- In contrast, PEBA, although initially absorbing slightly less energy initially, maintained its absorption efficiency over multiple cycles. Specifically, the FRD334 structure made from PEBA retained an energy absorption efficiency of 56.1% after three compressions, making it the most viable candidate for applications requiring reusability.
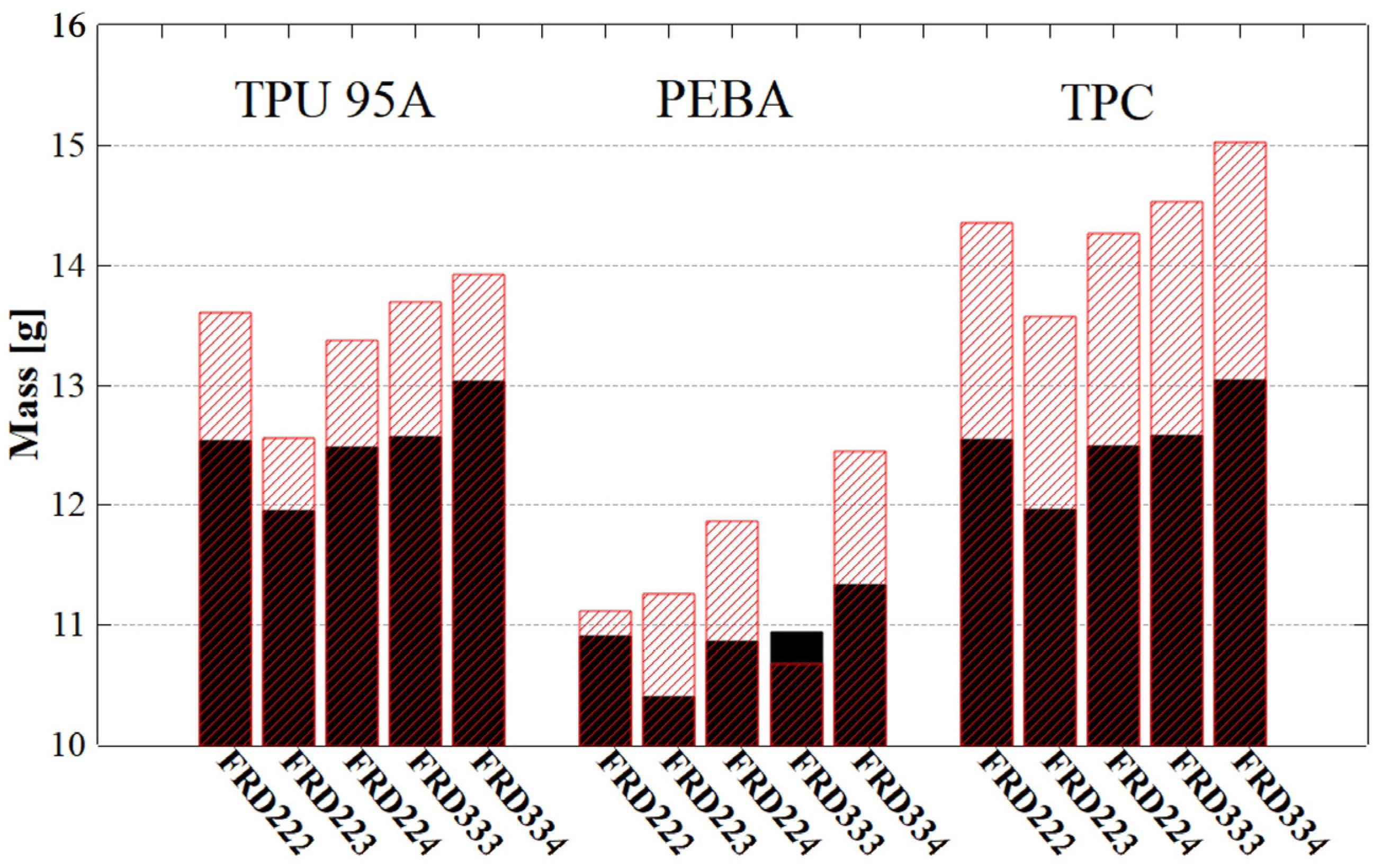
- Modifying the z-axis parameter in TPMS structures can significantly enhance their energy absorption capabilities. The FRD334 structure, designed with an even-numbered z-axis configuration, consistently outperformed other TPMS structures, including FRD222 and FRD223, in terms of energy absorption and SEA coefficient. The highest SEA coefficient for a 3D structure was recorded for FRD334 made of TPC (2.02 J/g).
- Even-numbered z-axis structures are more effective in terms of energy absorption performance because they allow for complete unit cell formation, thereby ensuring uniform energy distribution during compression. In contrast, odd-numbered z-axis structures incorporate an incomplete final cell row, resulting in diminished absorption performance.
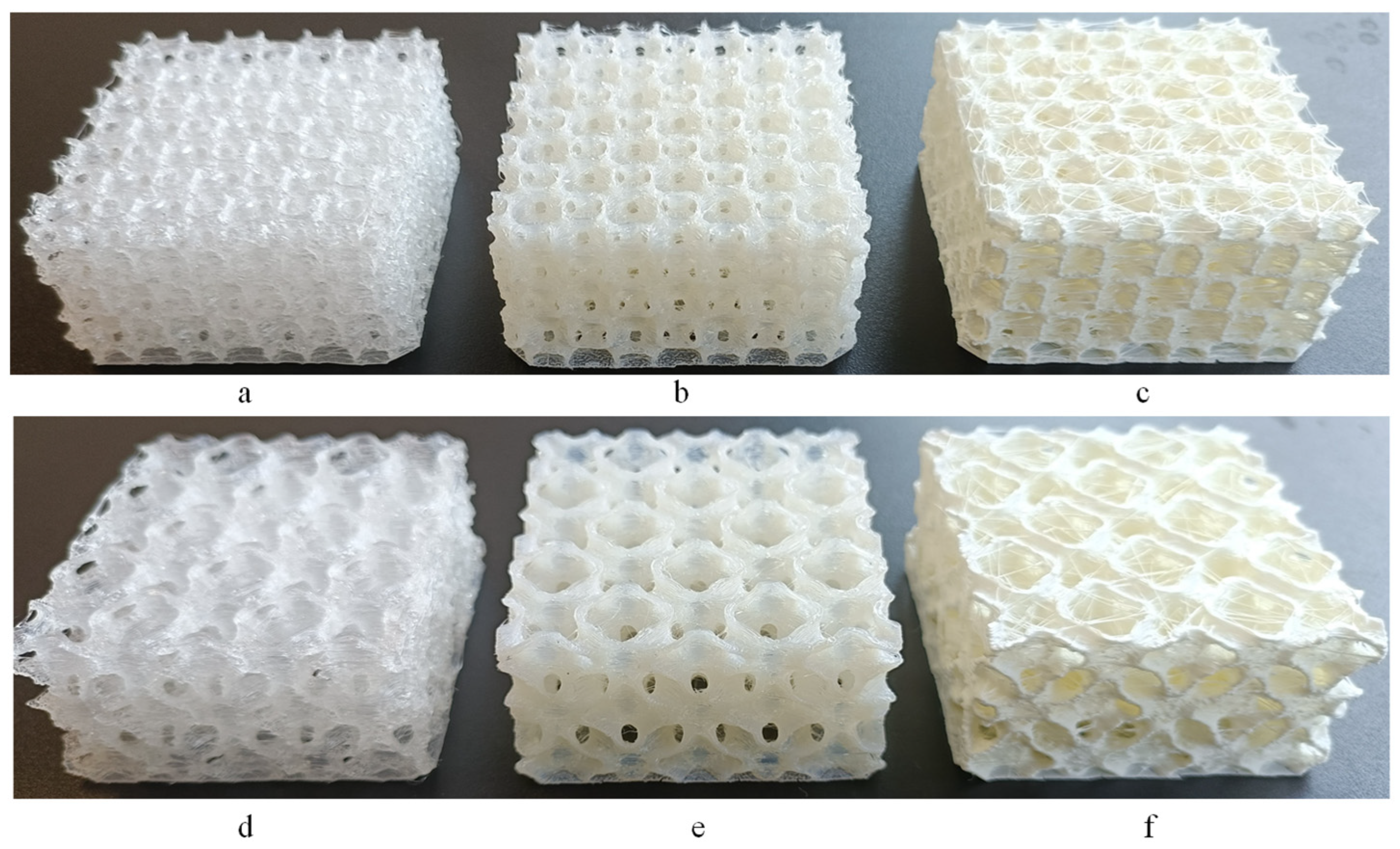
- From a manufacturing perspective, it was revealed that the precision of the 3D printing process affected the mechanical behaviour of energy-absorbing structures. TPC showed superior print quality while TPU demonstrated the lowest print quality due to excessive mass accumulation from residual printing material.
- Two-dimensional honeycomb structures exhibited high initial energy absorption values but degraded more rapidly after repeated compressions. In contrast, TPMS structures, particularly the FRD334 architecture, demonstrated greater consistency in their performance across multiple compressions, highlighting their suitability for reusable energy absorption systems.
- The energy absorption efficiency remained stable in PEBA-based structures, with minimal degradation between compression cycles, supporting their potential use in safety equipment, automotive crash components, and aerospace impact protection systems. This consistent performance highlights their suitability for environments where repeatability is critical.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Khan, N.; Riccio, A. A systematic review of design for additive manufacturing of aerospace lattice structures: Current trends and future directions. Prog. Aerosp. Sci. 2024, 149, 101021. [Google Scholar] [CrossRef]
- Bodaghi, M.; Serjouei, A.; Zolfagharian, A.; Fotouhi, M.; Rahman, H.; Durand, D. Reversible energy absorbing meta-sandwiches by FDM 4D printing. Int. J. Mech. Sci. 2020, 173, 105451. [Google Scholar] [CrossRef]
- Ganilova, O.A.; Low, J.J. Application of smart honeycomb structures for automotive passive safety. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2018, 232, 797–811. [Google Scholar] [CrossRef]
- Isaac, C.W.; Duddeck, F. Current trends in additively manufactured (3D printed) energy absorbing structures for crashworthiness application—A review. Virtual Phys. Prototyp. 2022, 17, 1058–1101. [Google Scholar] [CrossRef]
- Gandhi, R.; Maccioni, L.; Concli, F. Significant Advancements in Numerical Simulation of Fatigue Behavior in Metal Additive Manufacturing-Review. Appl. Sci. 2022, 12, 11132. [Google Scholar] [CrossRef]
- Helou, M.; Kara, S. Design, analysis and manufacturing of lattice structures: An overview. Int. J. Comput. Integr. Manuf. 2017, 31, 243–261. [Google Scholar] [CrossRef]
- Bates, S.R.; Farrow, I.R.; Trask, R.S. 3D printed polyurethane honeycombs for repeated tailored energy absorption. Mater. Des. 2016, 112, 172–183. [Google Scholar] [CrossRef]
- Zhang, Y.; Lin, Y.; Li, Y.; Li, X. 3D printed self-similar AlSi10Mg alloy hierarchical honeycomb architectures under in-plane large deformation. Thin-Walled Struct. 2021, 164, 107795. [Google Scholar] [CrossRef]
- Anni, I.A.; Uddin, K.Z.; Pagliocca, N.; Singh, N.; Rahman, O.; Youssef, G.; Koohbor, B. Out-of-plane load-bearing and mechanical energy absorption properties of flexible density-graded TPU honeycombs. Compos. Part C Open Access 2022, 8, 100284. [Google Scholar] [CrossRef]
- Zhang, J.; Karagiozova, D.; You, Z.; Chen, Y.; Lu, G. Quasi-static large deformation compressive behaviour of origami-based metamaterials. Int. J. Mech. Sci. 2019, 153-154, 194–207. [Google Scholar] [CrossRef]
- Li, Q.; Zhi, X.; Fan, F. Quasi-static compressive behaviour of 3D-printed origami-inspired cellular structure: Experimental, numerical and theoretical studies. Virtual Phys. Prototyp. 2021, 17, 69–91. [Google Scholar] [CrossRef]
- Riot, A.; Panettieri, E.; Cosculluela, A.; Montemurro, M. Influence of manufacturing process-induced geometrical defects on the energy absorption capacity of polymer lattice structures. Def. Technol. 2024, 35, 47–59. [Google Scholar] [CrossRef]
- Wang, S.; Wang, J.; Xu, Y.; Zhang, W.; Zhu, J. Compressive behavior and energy absorption of polymeric lattice structures made by additive manufacturing. Front. Mech. Eng. 2019, 15, 319–327. [Google Scholar] [CrossRef]
- Wang, Q.; Yang, Z.; Lu, Z.; Li, X. Mechanical responses of 3D cross-chiral auxetic materials under uniaxial compression. Mater. Des. 2020, 186, 108226. [Google Scholar] [CrossRef]
- Wu, Y.; Sun, L.; Yang, P.; Fang, J.; Li, W. Energy absorption of additively manufactured functionally bi-graded thickness honeycombs subjected to axial loads. Thin-Walled Struct. 2021, 164, 107810. [Google Scholar] [CrossRef]
- Rahman, O.; Koohbor, B. Optimization of energy absorption performance of polymer honeycombs by density gradation. Compos. Part C Open Access. 2020, 3, 100052. [Google Scholar] [CrossRef]
- Lin, K.; Gu, D.; Hu, K.; Yang, J.; Wang, H.; Yuan, L.; Shi, X.; Meng, L. Laser powder bed fusion of bio-inspired honeycomb structures: Effect of twist angle on compressive behaviors. Thin-Walled Struct. 2021, 159, 107252. [Google Scholar] [CrossRef]
- Maskery, I.; Sturm, L.; Aremu, A.O.; Panesar, A.; Williams, C.B.; Tuck, C.J.; Wildman, R.D.; Ashcroft, I.; Hague, R.J.M. Insights into the mechanical properties of several triply periodic minimal surface lattice structures made by polymer additive manufacturing. Polymer 2018, 152, 62–71. [Google Scholar] [CrossRef]
- Yin, H.; Liu, Z.; Dai, J.; Wen, G.; Zhang, C. Crushing behavior and optimization of sheet-based 3D periodic cellular structures. Compos. Part B Eng. 2020, 182, 107565. [Google Scholar] [CrossRef]
- Zhang, X.-C.; An, C.-C.; Shen, Z.-F.; Wu, H.-X.; Yang, W.-G.; Bai, J.-P. Dynamic crushing responses of bio-inspired re-entrant auxetic honeycombs under in-plane impact loading. Mater. Today Commun. 2020, 23, 100918. [Google Scholar] [CrossRef]
- Li, S.; Liu, Z.; Shim, V.; Guo, Y.; Sun, Z.; Li, X.; Wang, Z. In-plane compression of 3D-printed self-similar hierarchical honeycombs—Static and dynamic analysis. Thin-Walled Struct. 2020, 157, 106990. [Google Scholar] [CrossRef]
- Jiang, H.; Le Barbenchon, L.; Bednarcyk, B.A.; Scarpa, F.; Chen, Y. Bioinspired multilayered cellular composites with enhanced energy absorption and shape recovery. Addit. Manuf. 2020, 36, 101430. [Google Scholar] [CrossRef]
- Hu, D.; Wang, Y.; Song, B.; Dang, L.; Zhang, Z. Energy-absorption characteristics of a bionic honeycomb tubular nested structure inspired by bamboo under axial crushing. Compos. Part B Eng. 2019, 162, 21–32. [Google Scholar] [CrossRef]
- Zhang, W.; Yin, S.; Yu, T.; Xu, J. Crushing resistance and energy absorption of pomelo peel inspired hierarchical honeycomb. Int. J. Impact Eng. 2019, 125, 163–172. [Google Scholar] [CrossRef]
- Dave, H.K.; Karumuri, R.T.; Prajapati, A.R.; Rajpurohit, S.R. Rajpurohit, Specific energy absorption during compression testing of ABS and FPU parts fabricated using LCD-SLA based 3D printer. Rapid Prototyp. J. 2022, 28, 1530–1540. [Google Scholar] [CrossRef]
- Yuan, S.; Chua, C.K.; Zhou, K. 3D-Printed Mechanical Metamaterials with High Energy Absorption. Adv. Mater. Technol. 2018, 4, 1800419. [Google Scholar] [CrossRef]
- Andani, M.T.; Saedi, S.; Turabi, A.S.; Karamooz, M.; Haberland, C.; Karaca, H.E.; Elahinia, M. Mechanical and shape memory properties of porous Ni 50.1 Ti 49.9 alloys manufactured by selective laser melting. J. Mech. Behav. Biomed. Mater. 2017, 68, 224–231. [Google Scholar] [CrossRef] [PubMed]
- Kreide, C.; Koricho, E.; Kardel, K. Energy absorption of 3D printed multi-material elastic lattice structures. Prog. Addit. Manuf. 2023, 9, 1653–1665. [Google Scholar] [CrossRef]
- Barletta, M.; Gisario, A.; Mehrpouya, M. 4D printing of shape memory polylactic acid (PLA) components: Investigating the role of the operational parameters in fused deposition modelling (FDM). J. Manuf. Process. 2021, 61, 473–480. [Google Scholar] [CrossRef]
- Isaac, C.W.; Sokołowski, A.; Duddeck, F.; Adamiak, M.; Pakieła, W.; Aremu, A. Mechanical characterisation and crashworthiness performance of additively manufactured polymer-based honeycomb structures under in-plane quasi-static loading. Virtual Phys. Prototyp. 2023, 18, e2273296. [Google Scholar] [CrossRef]
- Zhang, S.; Gao, Q.; Zhang, Y.; Sheng, X.; Miao, Z.; Qin, J.; Zhang, G.; Shi, X. 3D printing thermoplastic polyurethane hierarchical cellular foam with outstanding energy absorption capability. Addit. Manuf. 2023, 76, 103770. [Google Scholar] [CrossRef]
- Habib, F.N.; Iovenitti, P.; Masood, S.H.; Nikzad, M. In-plane energy absorption evaluation of 3D printed polymeric honeycombs. Virtual Phys. Prototyp. 2017, 12, 117–131. [Google Scholar] [CrossRef]
- Fu, X.; Zhang, X.; Huang, Z. Axial crushing of Nylon and Al/Nylon hybrid tubes by FDM 3D printing. Compos. Struct. 2021, 256, 113055. [Google Scholar] [CrossRef]
- Miralbes, R.; Ranz, D.; Pascual, F.J.; Zouzias, D.; Maza, M. Characterization of additively manufactured triply periodic minimal surface structures under compressive loading. Mech. Adv. Mater. Struct. 2020, 29, 1841–1855. [Google Scholar] [CrossRef]
- Dassault Systèmes. SolidWorks 2024, version 2024; Dassault Systèmes: Vélizy-Villacoublay, France, 2024. Available online: https://www.solidworks.com (accessed on 10 March 2025).
- nTop, Release 4.1; nTop Inc.: New York, NY, USA, 2011. Available online: https://ntop.com (accessed on 10 March 2025).
- Yoo, D.-J. Computer-aided porous scaffold design for tissue engineering using triply periodic minimal surfaces. Int. J. Precis. Eng. Manuf. 2011, 12, 61–71. [Google Scholar] [CrossRef]
- BASF 3D Printing Solutions BV. Technical Data Sheet for Ultrafuse® TPU 95A. 2022. Available online: https://move.forward-am.com/hubfs/AES%20Documentation/Flexible%20Filaments/TPU%2095A/TDS/Ultrafuse_TPU-95A_TDS_EN_v1.0.pdf (accessed on 10 March 2025).
- Fillamentum Manufacturing Czech s.r.o. Technical Data Sheet of 3D Printing Fillamentum PEBA 90A Filament. Available online: https://fillamentum.com/wp-content/uploads/2020/10/TDS_Flexfill-PEBA-90A_EN.pdf (accessed on 10 March 2025).
- BASF 3D Printing Solutions BV. Technical Data Sheet for 3D Printing Ultrafuse® TPC 45D Filament. Available online: https://filament2print.com/en/index.php?controller=attachment&id_attachment=1469 (accessed on 10 March 2025).
- ISO 527-2:2012; Plastics—Determination of tensile properties, Part 2: Test conditions for moulding and extrusion plastics, Edition: 2. International Organization for Standardization: Geneva, Switzerland, 2012.
- Mohsenizadeh, M.; Gasbarri, F.; Munther, M.; Beheshti, A.; Davami, K. Additively-manufactured lightweight Metamaterials for energy absorption. Mater. Des. 2018, 139, 521–530. [Google Scholar] [CrossRef]
- Qi, H.; Boyce, M. Stress–strain behavior of thermoplastic polyurethanes. Mech. Mater. 2005, 37, 817–839. [Google Scholar] [CrossRef]
- MatWeb—The online Materials Information Resource. Available online: https://www.matweb.com/search/datasheet.aspx?matguid=228d0e7f079c4221aee11975ba3c5793 (accessed on 10 March 2025).
- Bardin, A.; Le Gac, P.; Bindi, H.; Fayolle, B. Relationships between molar mass and fracture properties of segmented urethane and amide copolymers modified by chemical degradation. J. Polym. Sci. 2020, 58, 3170–3182. [Google Scholar] [CrossRef]
- Xu, Y.-X.; Juang, J.-Y. Measurement of Nonlinear Poisson’s Ratio of Thermoplastic Polyurethanes under Cyclic Softening Using 2D Digital Image Correlation. Polymers 2021, 13, 1498. [Google Scholar] [CrossRef]
- Kader, M.; Hazell, P.; Brown, A.; Tahtali, M.; Ahmed, S.; Escobedo, J.; Saadatfar, M. Novel design of closed-cell foam structures for property enhancement. Addit. Manuf. 2020, 31, 100976. [Google Scholar] [CrossRef]
- Morales, U.; Esnaola, A.; Iragi, M.; Aretxabaleta, L.; Aurrekoetxea, J. The effect of cross-section geometry on crushing behaviour of 3D printed continuous carbon fibre reinforced polyamide profiles. Compos. Struct. 2021, 274, 114337. [Google Scholar] [CrossRef]
- Isaac, C.W. Crushing response of circular thin-walled tube with non-propagating crack subjected to dynamic oblique impact loading. Int. J. Prot. Struct. 2019, 11, 41–68. [Google Scholar] [CrossRef]
- Yin, S.; Li, J.; Liu, B.; Meng, K.; Huan, Y.; Nutt, S.R.; Xu, J. Honeytubes: Hollow lattice truss reinforced honeycombs for crushing protection. Compos. Struct. 2017, 160, 1147–1154. [Google Scholar] [CrossRef]
- Miltz, J.; Gruenbaum, G. Evaluation of cushioning properties of plastic foams from compressive measurements. Polym. Eng. Sci. 1981, 21, 1010–1014. [Google Scholar] [CrossRef]
- Tan, P.; Reid, S.; Harrigan, J.; Zou, Z.; Li, S. Dynamic compressive strength properties of aluminium foams. Part I—Experimental data and observations. J. Mech. Phys. Solids 2005, 53, 2174–2205. [Google Scholar] [CrossRef]
- The GrabCAD Community Library. Free CAD Designs, Files & 3D Models; The GrabCAD Community Library: Waltham, MA, USA, 2021; Available online: https://grabcad.com/library/green-amanita-bike-helmet-1 (accessed on 10 March 2025).
- nTop Documentation, Release 4.1; Implicit and Other Models, 210_24_1 Lattice Utilities Model; nTop Inc.: New York, NY, USA, 2021; Available online: https://learn.ntop.com/ (accessed on 10 March 2025).
- Caserta, G.D.; Iannucci, L.; Galvanetto, U. Shock absorption performance of a motorbike helmet with honeycomb reinforced liner. Compos. Struct. 2011, 93, 2748–2759. [Google Scholar] [CrossRef]
- de Sousa, R.A.; Gonçalves, D.; Coelho, R.; Teixeira-Dias, F. Assessing the effectiveness of a natural cellular material used as safety padding material in motorcycle helmets. Simulation 2011, 88, 580–591. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | TPU 95A | TPC | PEBA |
|---|---|---|---|
| Printing Speed | 30 mm/s | 30 mm/s | 30 mm/s |
| Max. Acceleration | 300 mm/s2 | 300 mm/s2 | 300 mm/s2 |
| Nozzle Temperature | 230 °C | 230 °C | 240 °C |
| Platform Temperature | 35 °C | 35 °C | 75 °C |
| Fan Speed | 100% | 100% | 50% |
| EPEBA (MPa) | ETPC (MPa) | ETPU (MPa) |
|---|---|---|
| 32.62 ± 0.97 | 49.69 ± 0.7 | 14.49 ± 0.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bustihan, A.; Botiz, I.; Branco, R.; Martins, R.F. Enhancing Mechanical Energy Absorption of Honeycomb and Triply Periodic Minimal Surface Lattice Structures Produced by Fused Deposition Modelling in Reusable Polymers. Polymers 2025, 17, 1111. https://doi.org/10.3390/polym17081111
Bustihan A, Botiz I, Branco R, Martins RF. Enhancing Mechanical Energy Absorption of Honeycomb and Triply Periodic Minimal Surface Lattice Structures Produced by Fused Deposition Modelling in Reusable Polymers. Polymers. 2025; 17(8):1111. https://doi.org/10.3390/polym17081111
Chicago/Turabian StyleBustihan, Alin, Ioan Botiz, Ricardo Branco, and Rui F. Martins. 2025. "Enhancing Mechanical Energy Absorption of Honeycomb and Triply Periodic Minimal Surface Lattice Structures Produced by Fused Deposition Modelling in Reusable Polymers" Polymers 17, no. 8: 1111. https://doi.org/10.3390/polym17081111
APA StyleBustihan, A., Botiz, I., Branco, R., & Martins, R. F. (2025). Enhancing Mechanical Energy Absorption of Honeycomb and Triply Periodic Minimal Surface Lattice Structures Produced by Fused Deposition Modelling in Reusable Polymers. Polymers, 17(8), 1111. https://doi.org/10.3390/polym17081111