

Utilization of Wind Turbine Blade Waste in the Production of ABS Composites and Selected Products Based on These Composites

 ,
,  ,
,  ,
, 
Abstract
1. Introduction
2. Methodology
2.1. Materials
- Acrylonitrile-butadiene-styrene copolymer (ABS), type ER ABS 9004 standard 8 (Elektro Recykling, Nowy Tomysl, Poland). Its melt flow rate (MFR) was 22 g/10 min (10 kg, 220 °C), density 1.03 g/cm3, and impact strength 8 kJ/m2. It was regranulate from the disposal of electronic devices.
- Styrene-butadiene-styrene copolymer (SBS), type KRATON™ D0243 E Polymer (Kraton Polymers Nederland B. V., Amsterdam, The Netherlands) with bound styrene of 31% by mass, hardness 70 (Shore A, 10 s).
- Styrene-isoprene-styrene copolymer (SIS), type KRATON™ D1161 P Polymer (Kraton Corporation, Houston, TX, USA) with polystyrene content of 15% by mass, hardness 32 (Shore A, 10 s).
- Chlorinated polyethylene (CPE), type CPE-135C (Shandong Rike Chemical Co., Ltd., Weifang, China). Its bulk density was 0.5 g/cm3, chlorine content, 35%, hardness, 65 (Shore A, 10 s).
- Impact modifier (I) (ACM), type ACM-G2 (MAJUMI CHEMICALS, Radom, Poland) with bulk density of 0.5 g/cm3. ACM was a grafted copolymer of light-chlorinated HDPE and acrylate with structure of CPE-grafted-polyacrylate.
- Impact modifier (II) (SC), type SCONA TPKD 8304 PCC (BYK-Chemie GmbH, Wesel, Germany) with a melt volume rate (MVR) of 5–15 cm3/10 min (5 kg, 230 °C). SC was an impact modifier based on thermoplastic elastomer styrene-ethylene-butylene-styrene (SEBS) functionalized with glycidyl methacrylate (30% styrene content).
- Processing and mechanical properties modifier (BYK), type BYK-MAX P 4101 (BYK-Chemie GmbH, Wesel, Germany) with bulk density of 0.53 g/cm3. BYK was an additive based on a fatty acid ester.
2.2. Apparatus
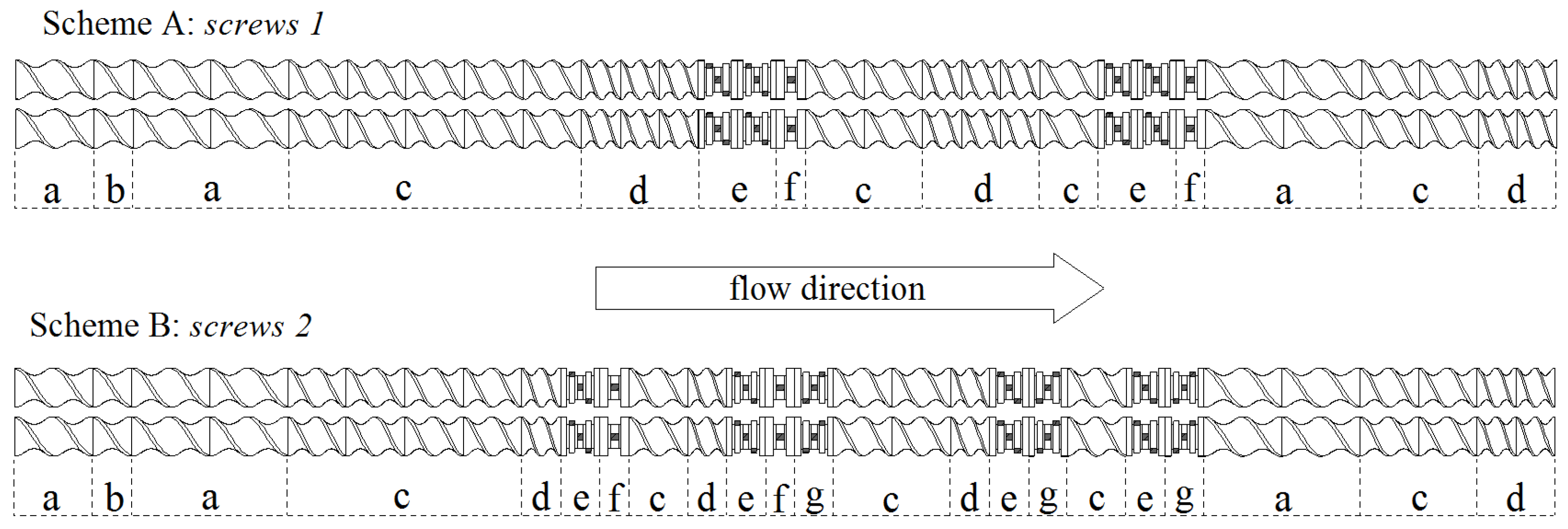
- Co-rotating twin screw extruder, type BTSK 20/40D (Bühler, Braunschweig, Germany), equipped with screws 20 mm in diameter and an L/D ratio of 40, designed for the production of granulated PCL composites.
- Screw injection molding machine, type Battenfeld Plus 35/75 (Battenfeld GmbH, Solingen, Germany), equipped with a screw 22 mm in diameter and an L/D ratio of 17, intended for the production of standard dumbbell- and bar-shaped specimens.
- Scanning electron microscope, type Hitachi SU8010 (Hitachi, Tokyo, Japan), designed to examine the geometrical surface structure of sample fractures as well as the adhesion at the phase boundary of components.
- Capillary plastometer, type LMI 4003 (Dynisco, Franklin, TN, USA), designed to determine the mass melt flow rate.
- Pendulum Impact Tester, type IMPats-15 (ATS FAAR, (ATS FAAR, Novegro-Tregarezzo, Italy), intended to determine Charpy impact strength.
- Tensile testing machine, type TIRAtest 27025 (TIRA Maschinenbau GmbH, Schalkau, Germany), designed to examine mechanical properties under static tension and static three-point bending.
- Helium pycnometer, type Ultrapycnometer 1000 (Quantachrome Instruments, Boynton Beach, FL, USA), designed for specific density determination.
- Shore hardness tester, type D (Zwick, Ulm, Germany) designed to determine changes in the composite hardness.
- MAX 50/1 moisture analyzer (RADWAG, Radom, Poland), intended for determination of moisture content.
- FTA II tester (Rheometric Scientific Ltd., Piscataway, NJ, USA), designed to determine ignitability by the oxygen index method.
- A device designed to measure resistivity, composed of a ring electrode system, model 8009 (Keithley, Cleveland, OH, USA) and an electrometer, model 6517A (Keithley, Cleveland, OH, USA).
- Thermogravimetric analyzer, type Q500 (TA Instruments, New Castle, DE, USA), designed to determine the thermal stability of studied composites.
- Hydraulic press, type LP-S-50 (LabTech Engineering, Samut Prakan, Thailand), designed for the manufacture of panels with dimensions of 300 × 300 × 5 mm.
- Single screw extruder, type W45 (IMPiB, Torun, Poland), equipped with a screw 45 mm in diameter and an L/D ratio of 30, intended to produce profiles with dimensions of 30 × 30 × 1000 mm.
2.3. Sample Preparation
2.4. Research Methods
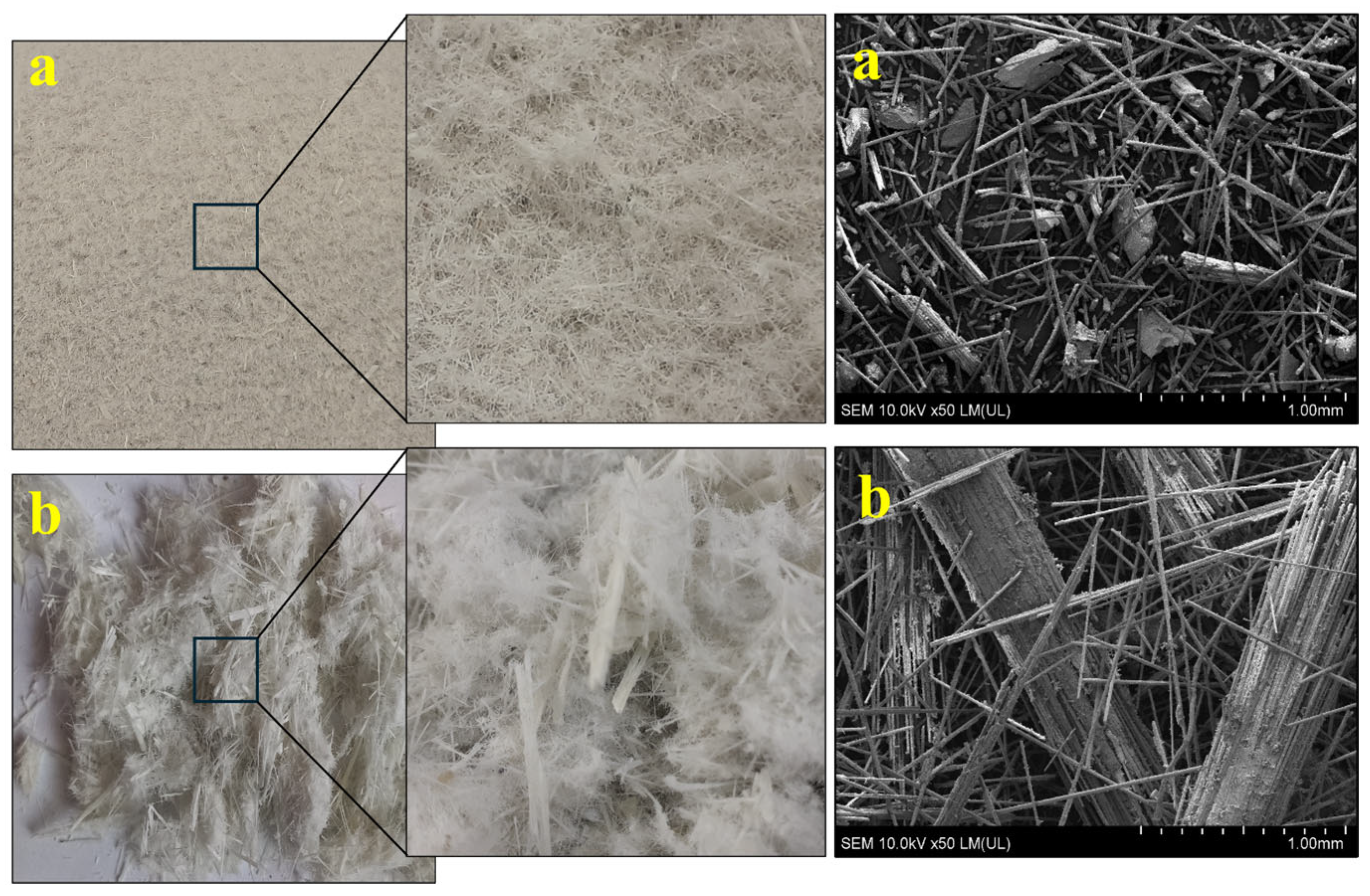
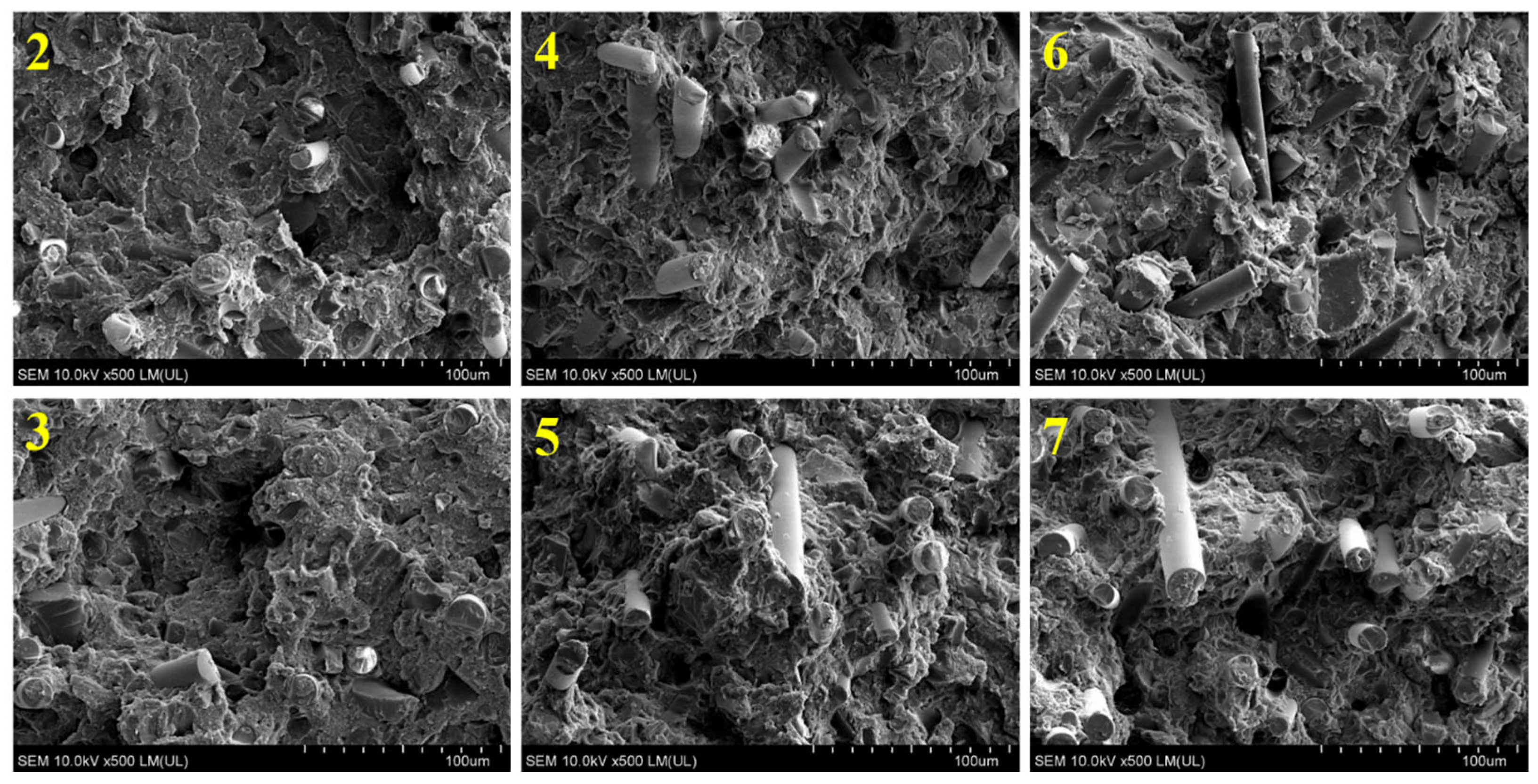
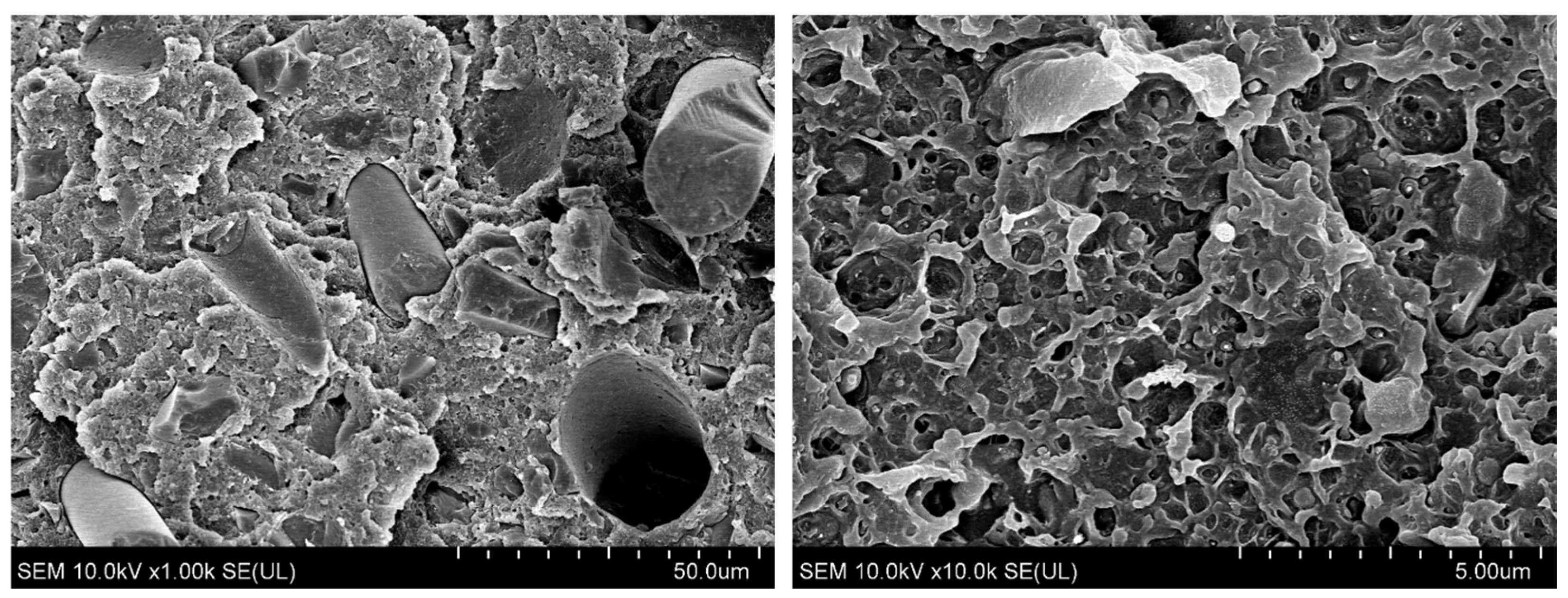
- The surface geometrical structure of the sample fractures and adhesion at the phase boundary was determined by SEM using a secondary electron (SE) detector and an accelerating voltage of 10 kV. Fractures were made during impact tests. A 10-nm thick gold layer was sputtered on all samples to be analyzed by SEM. For that purpose, cathode sputtering apparatus was used, which was equipped with a coating thickness gauge based on a quartz crystal of varying conductivity.
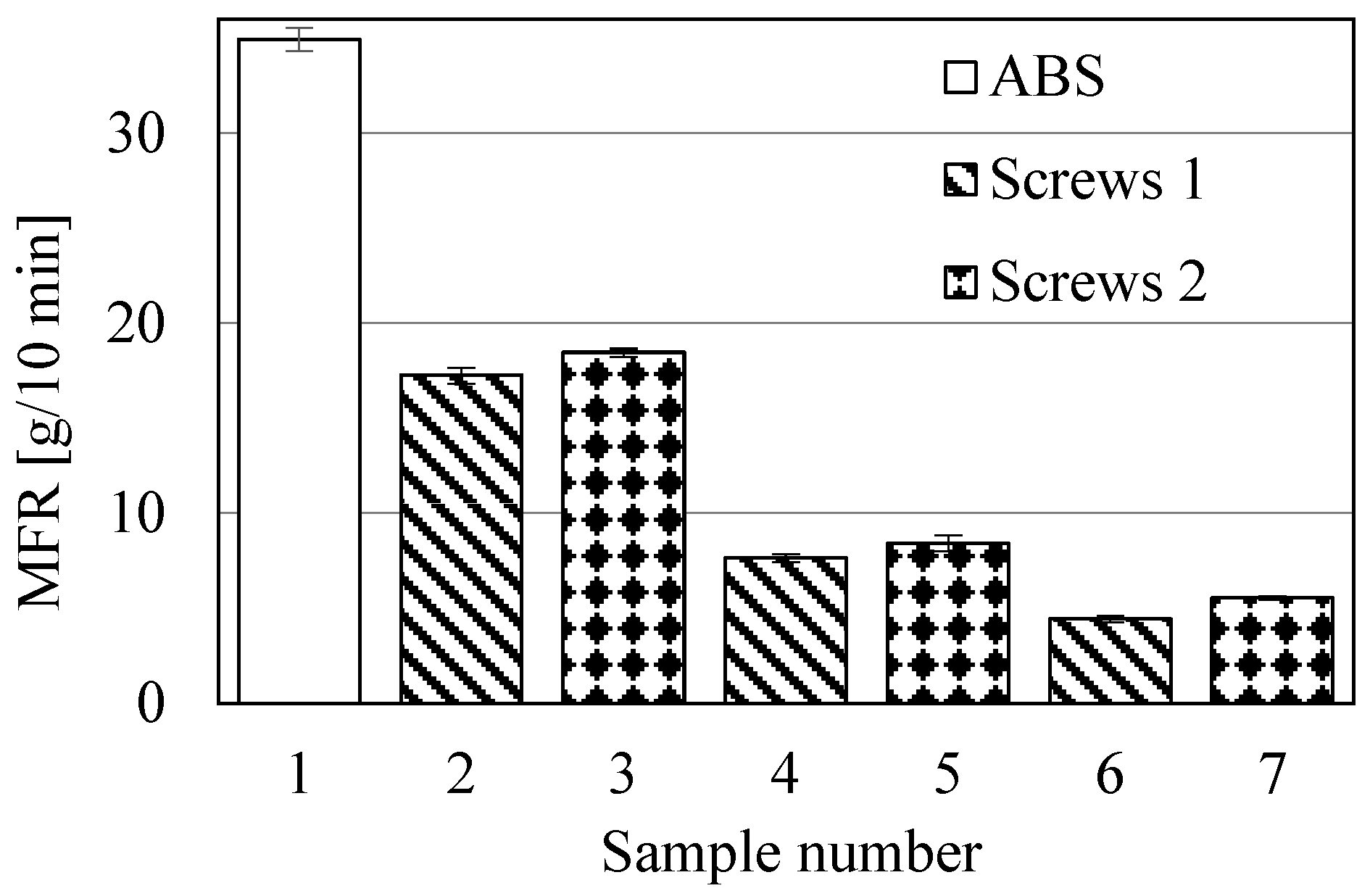
- The mass melt flow rate was measured according to PN-EN ISO 1133:2022 standard (220 °C, 10 kg). Five measurements were performed for each sample in MFR tests.
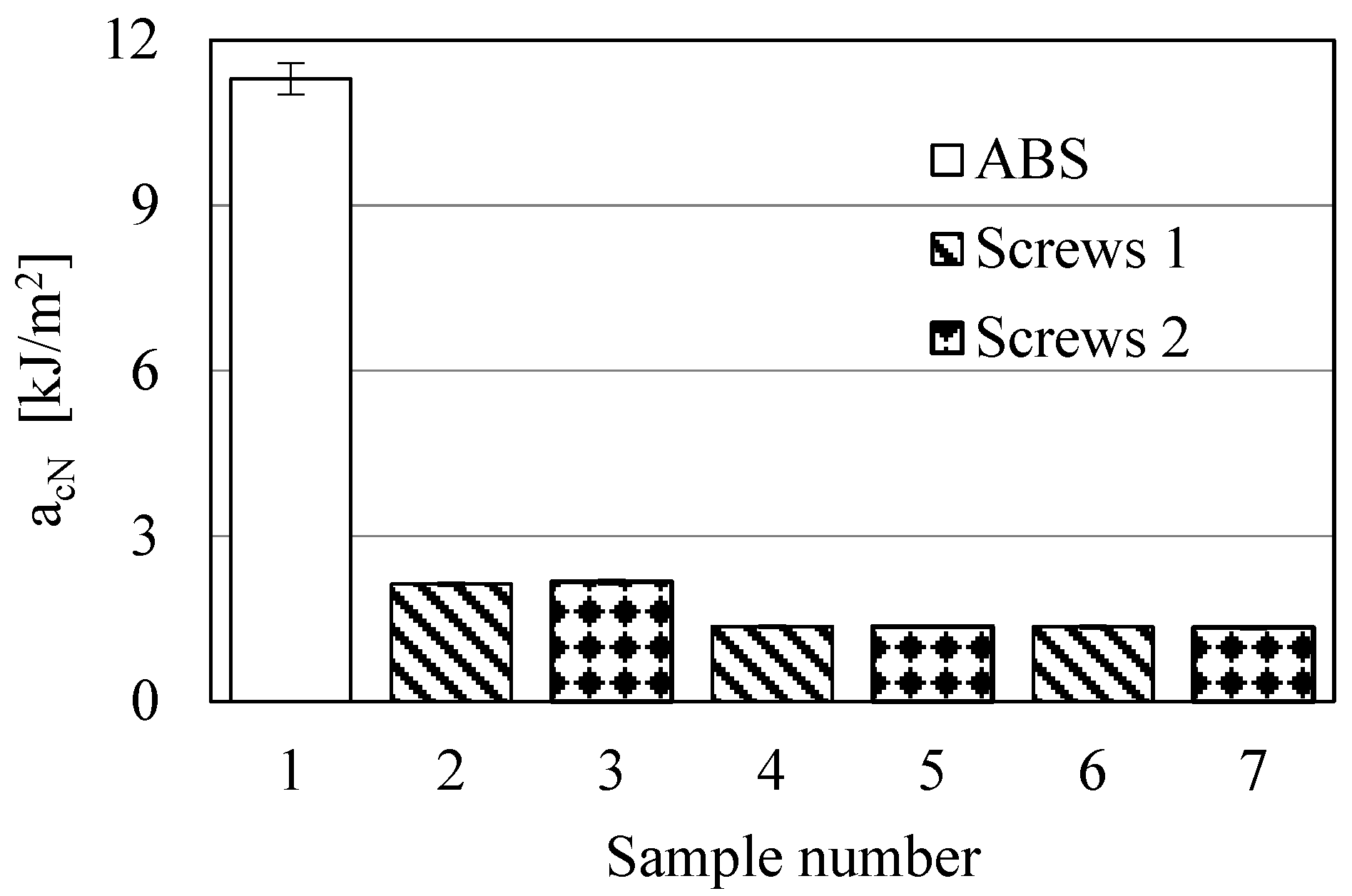
- The impact strength (acN) was evaluated according to PN-EN ISO 179-1:2010 standard. Ten measurements were performed for each sample in this test.
- The tensile strength (σM), elongation at break (εB) and longitudinal modulus of elasticity (Et) were evaluated according to PN-EN ISO 527-1:2020 standard, using an extension rate of 1 (for Et) and 50 (for σM, εB) mm/min. The specimens were clamped in the testing machine clamps in such a way that the initial measuring distance (lo) was 50 mm. Five measurements were performed for each sample in these tests.
- The flexural strength (σfM) and flexural modulus (Ef) were measured in a three-point bend test, at a bending deflection rate of 2.0 mm/min. The measurements were carried out in accordance with the PN-EN ISO 178:2010 standard. Five measurements were performed for each sample in these tests.
- The density was measured by pycnometric method, according to PN-EN ISO 1183-3:2003 standard. Five measurements were performed for each sample in the density test.
- The hardness tests were performed by the Shore method according to PN-EN ISO 868:2005 standard. Ten measurements were performed for each sample in these tests.
- The moisture content was determined in accordance with the PN-C 89418 standard. Three measurements were performed for each sample in these tests.
- Determination of ignitability by the oxygen index method was carried out in accordance with the EN ISO 4589-2 standard.
- The resistivity was determined in accordance with the PN-EN 62631-3-1:2016 standard.
- Thermogravimetric analysis (TG) was performed in the temperature range of 25–1000 °C, under a nitrogen atmosphere and at a heating rate of 10 °C/min. A sample of about 26 mg was deposited in an open platinum crucible.
- In addition, due to the essential confidence interval of the measured quantities and small differences between the values of these quantities in the case of some samples, a significance test (Student’s t-test or Cochran–Cox test) was performed for the respective two means, assuming a significance level α/2 = 0.05. The Cochran–Cox test was applied only when the hypothesis as regards the equality of two variances was rejected in favor of an alternative hypothesis based on the Fisher–Snedecor test.
3. Results and Discussion
3.1. Studies with the Use of Different Screws
3.2. Impact Modification of ABS/GRm Composites
3.3. Panels and Profiles Manufactured by Hot-Pressing and Extrusion, Respectively
3.4. Studies of ABS/GRd Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- World Wind Energy Association Annual Report. 2023. Available online: https://wwindea.org/AnnualReport2023 (accessed on 19 February 2025).
- Boyano, A.; Lopez-Guede, J.M.; Torre-Tojal, L.; Fernandez-Gamiz, U.; Zulueta, E.; Mujika, F. Delamination fracture behavior of unidirectional carbon reinforced composites applied to wind turbine blades. Materials 2021, 14, 593. [Google Scholar] [CrossRef] [PubMed]
- Ding, A.; Wang, J.; Ni, A.; Li, S. Assessment on the ageing of sandwich composites with vinylester-based composite faces and PVC foam core in various harsh environments. Compos. Struct. 2019, 213, 71–81. [Google Scholar] [CrossRef]
- Lichtenegger, G.; Rentizelas, A.A.; Trivyza, N.; Siegl, S. Offshore and onshore wind turbine blade waste material forecast at a regional level in Europe until 2050. Waste Manag. 2020, 106, 120–131. [Google Scholar] [CrossRef]
- Liu, P.; Barlow, C.Y. Wind turbine blade waste in 2050. Waste Manag. 2017, 62, 229–240. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Branner, K.; Petersen, H.N.; Beauson, J.; McGugan, M.; Sørensen, B.F. Materials for wind turbine blades: An overview. Materials 2017, 10, 1285. [Google Scholar] [CrossRef]
- Ding, A.; Wang, J.; Ni, A.; Li, S. A new analytical solution for cure-induced spring-in of L-shaped composite parts. Compos. Sci. Technol. 2019, 171, 1–12. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr. Sustainable end-of-life management of wind turbine blades: Overview of current and coming solutions. Materials 2021, 14, 1124. [Google Scholar] [CrossRef]
- Rani, M.; Choudhary, P.; Krishnan, V.; Zafar, S. A review on recycling and reuse methods for carbon fiber/glass fiber composites waste from wind turbine blades. Compos. Part B 2021, 215, 108768. [Google Scholar] [CrossRef]
- Paulsen, E.B.; Enevoldsen, P. A multidisciplinary review of recycling methods for end-of-life wind turbine blades. Energies 2021, 14, 4247. [Google Scholar] [CrossRef]
- Joustra, J.; Flipsen, B.; Balkenende, R. Structural reuse of high end composite products: A design case study on wind turbine blades. Resour. Conserv. Recycl. 2021, 167, 105393. [Google Scholar] [CrossRef]
- Rahimizadeh, A.; Kalman, J.; Fayazbakhsh, K.; Lessard, L. Recycling of fiberglass wind turbine blades into reinforced filaments for use in Additive Manufacturing. Compos. Part B 2019, 175, 107101. [Google Scholar] [CrossRef]
- Pickering, S.J. Recycling technologies for thermoset composite materials-current status. Compos. Part A 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef]
- Wei, Y.; Hadigheh, S.A. Development of an innovative hybrid thermo-chemical recycling method for CFRP waste recovery. Compos. Part B 2023, 260, 110786. [Google Scholar] [CrossRef]
- Giorgini, L.; Leonardi, C.; Mazzocchetti, L.; Zattini, G.; Cavazzoni, M.; Montanari, I.; Tosi, C.; Benelli, T. Pyrolysis of Fiberglass/Polyester Composites: Recovery and Characterization of Obtained Products. FME Trans. 2016, 44, 405–414. [Google Scholar] [CrossRef]
- Mazzocchetti, L.; Benelli, T.; D’Angelo, E.; Leonardi, C.; Zattini, G.; Giorgini, L. Validation of carbon fibers recycling by pyro-gasification: The influence of oxidation conditions to obtain clean fibers and promote fiber/matrix adhesion in epoxy composites. Compos. Part A 2018, 112, 504–514. [Google Scholar] [CrossRef]
- McConnell, V.P. Launching the carbon fibre recycling industry. Reinf. Plast. 2010, 54, 33–37. [Google Scholar] [CrossRef]
- Lester, E.; Kingman, S.; Wong, K.H.; Rudd, C.; Pickering, S.; Hilal, N. Microwave heating as a means for carbon fibre recovery from polymer composites: A technical feasibility study. Mater. Res. Bull. 2004, 39, 1549–1556. [Google Scholar] [CrossRef]
- Kavaliauskas, Ž.; Kėželis, R.; Grigaitienė, V.; Marcinauskas, L.; Milieška, M.; Valinčius, V.; Uscila, R.; Snapkauskienė, V.; Gimžauskaitė, D.; Baltušnikas, A. Recycling of wind turbine blades into microfiber using plasma technology. Materials 2023, 16, 3089. [Google Scholar] [CrossRef]
- Meng, F.; McKechnie, J.; Turner, T.A.; Pickering, S.J. Energy and environmental assessment and reuse of fluidised bed recycled carbon fibres. Compos. Part A 2017, 100, 206–214. [Google Scholar] [CrossRef]
- Thomason, J.L.; Yang, L.; Meier, R. The properties of glass fibres after conditioning at composite recycling temperatures. Compos. Part A 2014, 61, 201–208. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Ahmed, W.; Arshad, H. Recent trends in recycling and reusing techniques of different plastic polymers and their composite materials. Sustain. Mater. Technol. 2022, 31, e00382. [Google Scholar] [CrossRef]
- Jiang, G.; Pickering, S.J.; Walker, G.S.; Wong, K.H.; Rudd, C.D. Surface characterisation of carbon fibre recycled using fluidised bed. Appl. Surf. Sci. 2008, 254, 2588–2593. [Google Scholar] [CrossRef]
- Prinçaud, M.; Aymonier, C.; Loppinet-Serani, A.; Perry, N.; Sonnemann, G. Environmental feasibility of the recycling of carbon fibers from CFRPs by solvolysis using supercritical water. ACS. Sustain. Chem. Eng. 2014, 2, 1498–1502. [Google Scholar] [CrossRef]
- Knight, C.C.; Zeng, C.; Zhang, C.; Wang, B. Recycling of woven carbon-fibre-reinforced polymer composites using supercritical water. Environ. Technol. 2012, 33, 639–644. [Google Scholar] [CrossRef]
- Morales Ibarra, R.; Sasaki, M.; Goto, M.; Quitain, A.T.; García Montes, S.M.; Aguilar-Garib, J.A. Carbon fiber recovery using water and benzyl alcohol in subcritical and supercritical conditions for chemical recycling of thermoset composite materials. J. Mater. Cycles. Waste Manag. 2015, 17, 369–379. [Google Scholar] [CrossRef]
- Iwaya, T.; Tokuno, S.; Sasaki, M.; Goto, M.; Shibata, K. Recycling of fiber reinforced plastics using depolymerization by solvothermal reaction with catalyst. J. Mater. Sci. 2008, 43, 2452–2456. [Google Scholar] [CrossRef]
- Yang, P.; Zhou, Q.; Yuan, X.X.; Van Kasteren, J.M.; Wang, Y.Z. Highly efficient solvolysis of epoxy resin using poly (ethylene glycol)/NaOH systems. Polym. Degrad. Stab. 2012, 97, 1101–1106. [Google Scholar] [CrossRef]
- Xu, P.; Li, J.; Ding, J. Chemical recycling of carbon fibre/epoxy composites in a mixed solution of peroxide hydrogen and N, N-dimethylformamide. Compos. Sci. Technol. 2013, 82, 54–59. [Google Scholar] [CrossRef]
- Sun, H.; Guo, G.; Memon, S.A.; Xu, W.; Zhang, Q.; Zhu, J.H.; Xing, F. Recycling of carbon fibers from carbon fiber reinforced polymer using electrochemical method. Compos. Part A 2015, 78, 10–17. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, J.; Jiang, Z.; Tang, T. Chemical recycling of carbon fibre reinforced epoxy resin composites in subcritical water: Synergistic effect of phenol and KOH on the decomposition efficiency. Polym. Degrad. Stab. 2012, 97, 214–220. [Google Scholar] [CrossRef]
- Yan, H.; Lu, C.X.; Jing, D.Q.; Chang, C.B.; Liu, N.X.; Hou, X.L. Recycling of carbon fibers in epoxy resin composites using supercritical 1-propanol. New Carbon Mater. 2016, 31, 46–54. [Google Scholar] [CrossRef]
- Jiang, J.; Deng, G.; Chen, X.; Gao, X.; Guo, Q.; Xu, C.; Zhou, L. On the successful chemical recycling of carbon fiber/epoxy resin composites under the mild condition. Compos. Sci. Technol. 2017, 151, 243–251. [Google Scholar] [CrossRef]
- Wang, Y.; Cui, X.; Ge, H.; Yang, Y.; Wang, Y.; Zhang, C.; Li, J.; Deng, T.; Qin, Z.; Hou, X. Chemical recycling of carbon fiber reinforced epoxy resin composites via selective cleavage of the carbon-nitrogen bond. ACS. Sustain. Chem. Eng. 2015, 3, 3332–3337. [Google Scholar] [CrossRef]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef]
- Schindler, A.K.; Duke, S.R.; Galloway, W.B. Co-processing of end-of-life wind turbine blades in portland cement production. Waste Manag. 2024, 182, 207–214. [Google Scholar] [CrossRef]
- Jensen, J.P.; Skelton, K. Wind turbine blade recycling: Experiences, challenges and possibilities in a circular economy. Renew. Sustain. Energy. Rev. 2018, 97, 165–176. [Google Scholar] [CrossRef]
- Błędzki, A.; Urbaniak, M.; Adamcio, A.; Sobczyk, M.; Demski, S.; Boczkowska, A.; Seidlitz, H.; Köhler, M. Reusing and recycling of composite wind turbine blades: A review of current practices and prospects. Part 1. Academic research. Przem. Chem. 2024, 103, 225–233. [Google Scholar] [CrossRef]
- Schmidl, E.; Hinrichs, S. Geocycle provides sustainable recycling of rotor blades in cement plant. DEWI Mag. 2010, 36, 6–14. [Google Scholar]
- Beauson, J.; Laurent, A.; Rudolph, D.P.; Jensen, J.P. The complex end-of-life of wind turbine blades: A review of the European context. Renew. Sustain. Energy. Rev. 2022, 155, 111847. [Google Scholar] [CrossRef]
- Mamanpush, S.H.; Li, H.; Englund, K.; Tabatabaei, A.T. Extruded fiber-reinforced composites manufactured from recycled wind turbine blade material. Waste Biomass Valorization 2020, 11, 3853–3862. [Google Scholar] [CrossRef]
- Sakellariou, N. Current and potential decommissioning scenarios for end-of-life composite wind blades. Energy Syst. Energy Syst. 2018, 9, 981–1023. [Google Scholar] [CrossRef]
- Correia, J.R.; Almeida, N.M.; Figueira, J.R. Recycling of FRP composites: Reusing fine GFRP waste in concrete mixtures. J. Clean. Prod. 2011, 19, 1745–1753. [Google Scholar] [CrossRef]
- Yazdanbakhsh, A.; Bank, L.C.; Tian, Y. Mechanical processing of GFRP waste into large-sized pieces for use in concrete. Recycl. 2018, 3, 8. [Google Scholar] [CrossRef]
- Pławecka, K.; Przybyła, J.; Korniejenko, K.; Lin, W.T.; Cheng, A.; Łach, M. Recycling of mechanically ground wind turbine blades as filler in geopolymer composite. Materials 2021, 14, 6539. [Google Scholar] [CrossRef]
- Beauson, J.; Madsen, B.; Toncelli, C.; Brøndsted, P.; Bech, J.I. Recycling of shredded composites from wind turbine blades in new thermoset polymer composites. Compos. Part A 2016, 90, 390–399. [Google Scholar] [CrossRef]
- Mamanpush, S.H.; Li, H.; Englund, K.; Tabatabaei, A.T. Recycled wind turbine blades as a feedstock for second generation composites. Waste Manag. 2018, 76, 708–714. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Hossain, M.; Umer, R. Recycling of wind turbine blades through modern recycling technologies: A road to zero waste. Renew. Energy Focus 2023, 44, 373–389. [Google Scholar] [CrossRef]
- Błędzki, A.; Urbaniak, M.; Adamcio, A.; Sobczyk, M.; Demski, S.; Boczkowska, A.; Seidlitz, H.; Köhler, M. Reusing and recycling of composite wind turbine blades: A review of current practices and prospects. Part 3. Various proposals offered by small and middle companies. Przem. Chem. 2024, 103, 241–250. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Research Stage | Sample Number | Screw Type | ABS | GRm | GRd | SBS | SIS | CPE | ACM | SC | BYK |
|---|---|---|---|---|---|---|---|---|---|---|---|
| All | 1 | – | 100 | ||||||||
| Stage I (Section 3.1) | 2 | 1 | 70 | 30 | |||||||
| 3 | 2 | 70 | 30 | ||||||||
| 4 | 1 | 50 | 50 | ||||||||
| 5 | 2 | 50 | 50 | ||||||||
| 6 | 1 | 40 | 60 | ||||||||
| 7 | 2 | 40 | 60 | ||||||||
| Stage II (Section 3.2 and Section 3.3) | 8 | 1 | 60 | 30 | 10 | ||||||
| 9 | 1 | 65 | 30 | 5 | |||||||
| 10 | 1 | 63 | 30 | 7 | |||||||
| 11 | 1 | 60 | 30 | 10 | |||||||
| 12 | 1 | 69.5 | 30 | 0.5 | |||||||
| 13 | 1 | 60 | 30 | 10 | |||||||
| 14 | 1 | 55 | 30 | 15 | |||||||
| 15 | 1 | 40 | 50 | 10 | |||||||
| 16 | 1 | 33 | 50 | 7 | 10 | ||||||
| 17 | 1 | 37 | 50 | 3 | 5 | 5 | |||||
| Stage III (Section 3.4) | 18 | 1 | 90 | 10 | |||||||
| 19 | 1 | 70 | 30 | ||||||||
| 20 | 1 | 50 | 50 | ||||||||
| 21 | 1 | 30 | 70 | ||||||||
| 22 | 1 | 40 | 50 | 10 |
| Sample Number | acN [kJ/m2] | σM [MPa] | εB [%] | Et [MPa] | σfM [MPa] | Ef [MPa] | MFR [g/10 min] | M [Nm] | TD [°C] | |
|---|---|---|---|---|---|---|---|---|---|---|
| ABS | 1 | 11.3 ± 0.4 | 42.3 ± 0.9 | 5.5 ± 0.5 | 1599 ± 62 | 63.4 ± 0.6 | 1742 ± 369 | 32.6 ± 0.9 | - | - |
| ABS + 30 wt% GRm + additives | 2 | 2.1 ± 0.1 | 43.5 ± 1.1 | 3.4 ± 0.83 | 2440 ± 86 | 62.9 ± 1.4 | 2302 ± 63 | 17.3 ± 0.4 | 24 | 235 |
| 8 | 2.6 ± 0.1 | 26.0 ± 2.4 | 2.3 ± 0.30 | 2222 ± 19 | 48.5 ± 0.3 | 2429 ± 610 | 0.7 ± 0.1 | 22–23 | 232 | |
| 9 | 2.4 ± 0.1 | 30.3 ± 3.1 | 2.2 ± 0.45 | 2511 ± 28 | 53.6 ± 0.7 | 3825 ± 56 | 8.5 ± 0.4 | 23–24 | 234 | |
| 10 | 2.4 ± 0.2 | 33.2 ± 1.6 | 2.6 ± 0.4 | 2569 ± 55 | 53.3 ± 0.4 | 3493 ± 78 | 8.2 ± 0.5 | 22 | 235 | |
| 11 | 2.7 ± 0.2 | 28.8 ± 0.6 | 2.0 ± 0.07 | 2482 ± 41 | 49.8 ± 0.3 | 3456 ± 48 | 7.8 ± 0.1 | 16–18 | 239–240 | |
| 12 | 2.0 ± 0.2 | 35.5 ± 2.6 | 2.0 ± 0.2 | 2685 ± 50 | 61.9 ± 0.4 | 4034 ± 30 | 14.4 ± 0.3 | 19 | 240 | |
| 13 | 2.9 ± 0.2 | 38.5 ± 0.2 | 4.9 ± 0.4 | 2132 ± 23 | 57.0 ± 0.5 | 2964 ± 61 | 12.9 ± 0.2 | 20–21 | 238–239 | |
| 14 | 3.0 ± 0.2 | 34.5 ± 0.2 | 6.5 ± 0.3 | 1997 ± 43 | 51.6 ± 0.7 | 2593 ± 36 | 12.7 ± 0.4 | 18–19 | 235 |
| Sample Number | acN [kJ/m2] | σM [MPa] | εB [%] | Et [MPa] | σfM [MPa] | Ef [MPa] | MFR [g/10 min] | M [Nm] | TD [°C] | |
|---|---|---|---|---|---|---|---|---|---|---|
| ABS | 1 | 11.3 ± 0.4 | 42.3 ± 0.9 | 5.5 ± 0.5 | 1599 ± 62 | 63.4 ± 0.6 | 1742 ± 369 | 32.6 ± 0.9 | - | - |
| ABS + 50 wt% GRm + additives | 4 | 1.36 ± 0.1 | 45.3 ± 3.1 | 2.6 ± 0.5 | 3202 ± 101 | 62.4 ± 2.2 | 4081 ± 602 | 7.6 ± 0.2 | 22 | 238 |
| 15 | 2.3 ± 0.1 | 24.9 ± 0.1 | 2.9 ± 0.1 | 2358 ± 63 | 38.4 ± 1.0 | 3282 ± 178 | 22.0 ± 0.2 | 14 | 240 | |
| 16 | 2.6 ± 0.1 | 33.2 ± 0.2 | 4.5 ± 0.5 | 2330 ± 74 | 49.6 ± 1.8 | 3178 ± 549 | 2.33 ± 0.2 | 18 | 242 | |
| 17 | 2.8 ± 0.1 | 30.1 ± 1.5 | 2.4 ± 0.2 | 2532 ± 34 | 47.4 ± 2.1 | 3027 ± 442 | 4.53 ± 0.1 | 19–20 | 235 |
| Parameter | d [g/cm3] | MA [%] | OI [%] | Tmax. [°C] | H [Shore D] | ρ [Ωcm] |
|---|---|---|---|---|---|---|
| Result | 1.19 | 0.383 | 20.7 | 327.4 | 68 | 3.14 × 1015 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Malinowski, R.; Krasinskyi, V.; Bajer, K.; Krasinska, O.; Augustyn, P.; Pietruszka, A.; Moraczewski, K. Utilization of Wind Turbine Blade Waste in the Production of ABS Composites and Selected Products Based on These Composites. Polymers 2025, 17, 796. https://doi.org/10.3390/polym17060796
Malinowski R, Krasinskyi V, Bajer K, Krasinska O, Augustyn P, Pietruszka A, Moraczewski K. Utilization of Wind Turbine Blade Waste in the Production of ABS Composites and Selected Products Based on These Composites. Polymers. 2025; 17(6):796. https://doi.org/10.3390/polym17060796
Chicago/Turabian StyleMalinowski, Rafał, Volodymyr Krasinskyi, Krzysztof Bajer, Oksana Krasinska, Piotr Augustyn, Anna Pietruszka, and Krzysztof Moraczewski. 2025. "Utilization of Wind Turbine Blade Waste in the Production of ABS Composites and Selected Products Based on These Composites" Polymers 17, no. 6: 796. https://doi.org/10.3390/polym17060796
APA StyleMalinowski, R., Krasinskyi, V., Bajer, K., Krasinska, O., Augustyn, P., Pietruszka, A., & Moraczewski, K. (2025). Utilization of Wind Turbine Blade Waste in the Production of ABS Composites and Selected Products Based on These Composites. Polymers, 17(6), 796. https://doi.org/10.3390/polym17060796