Polyethylene Transformation Chain: Evaluation of Migratable Compounds

 , , and
, , and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Description
2.2. Sample Analysis
2.2.1. Volatile Compounds
2.2.2. Semi-Volatile Compound Extraction
2.2.3. Migration Tests
2.3. Standards
2.4. Gas Chromatography Conditions
2.4.1. P&T-GC-MS
2.4.2. GC-MS
3. Results and Discussion
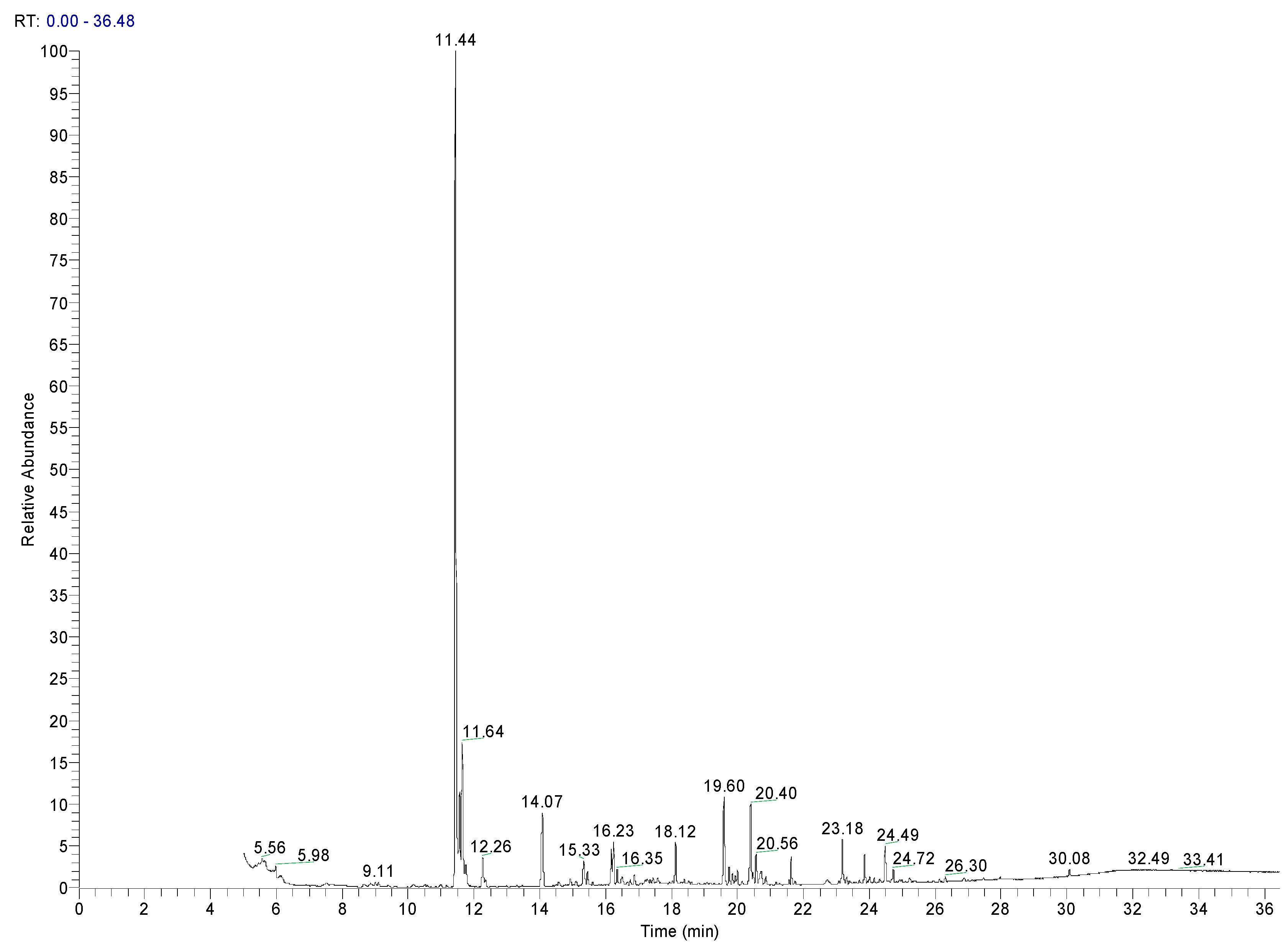
3.1. Volatile Compounds
3.1.1. Screening Analysis of Additives and PE Grades
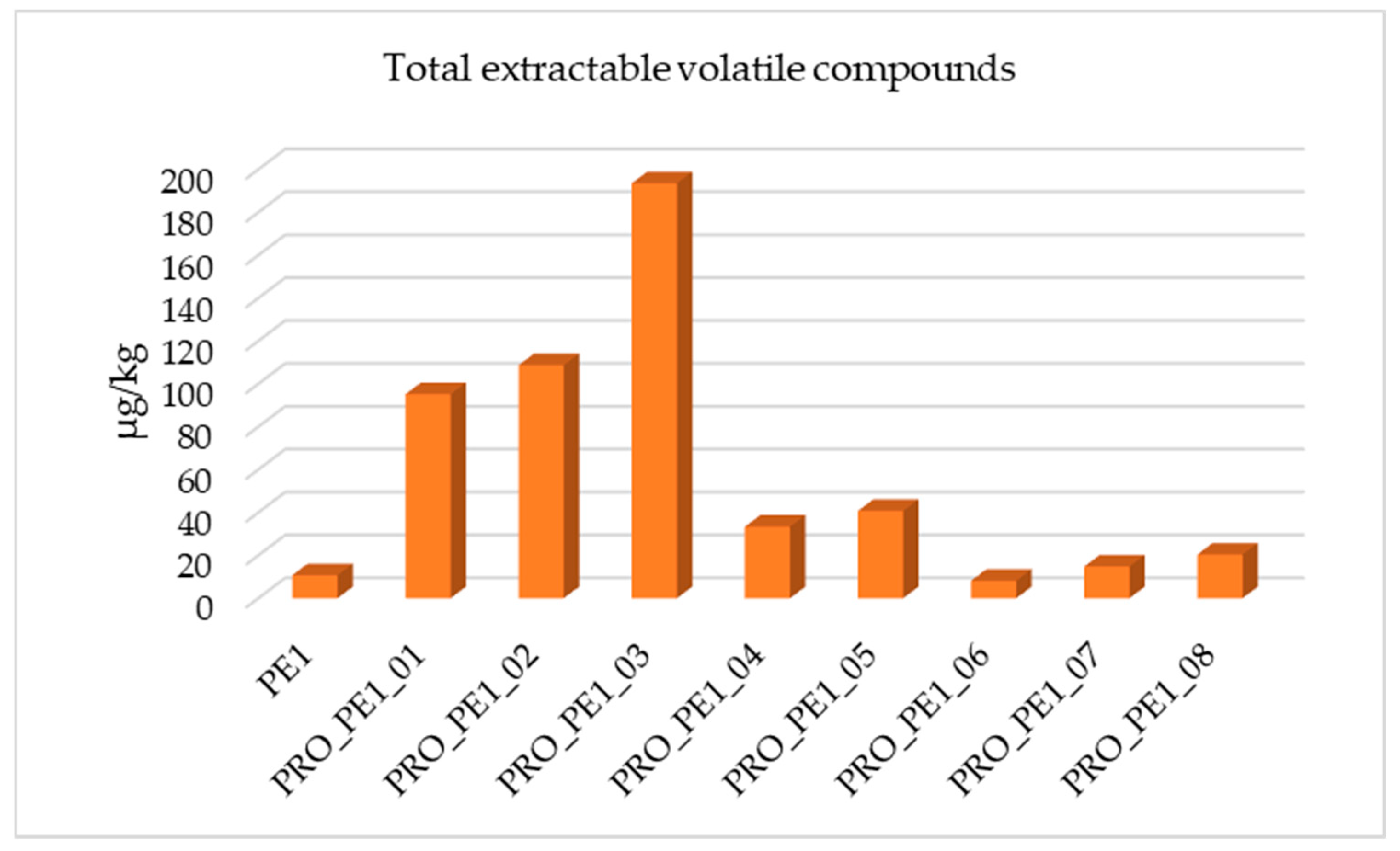
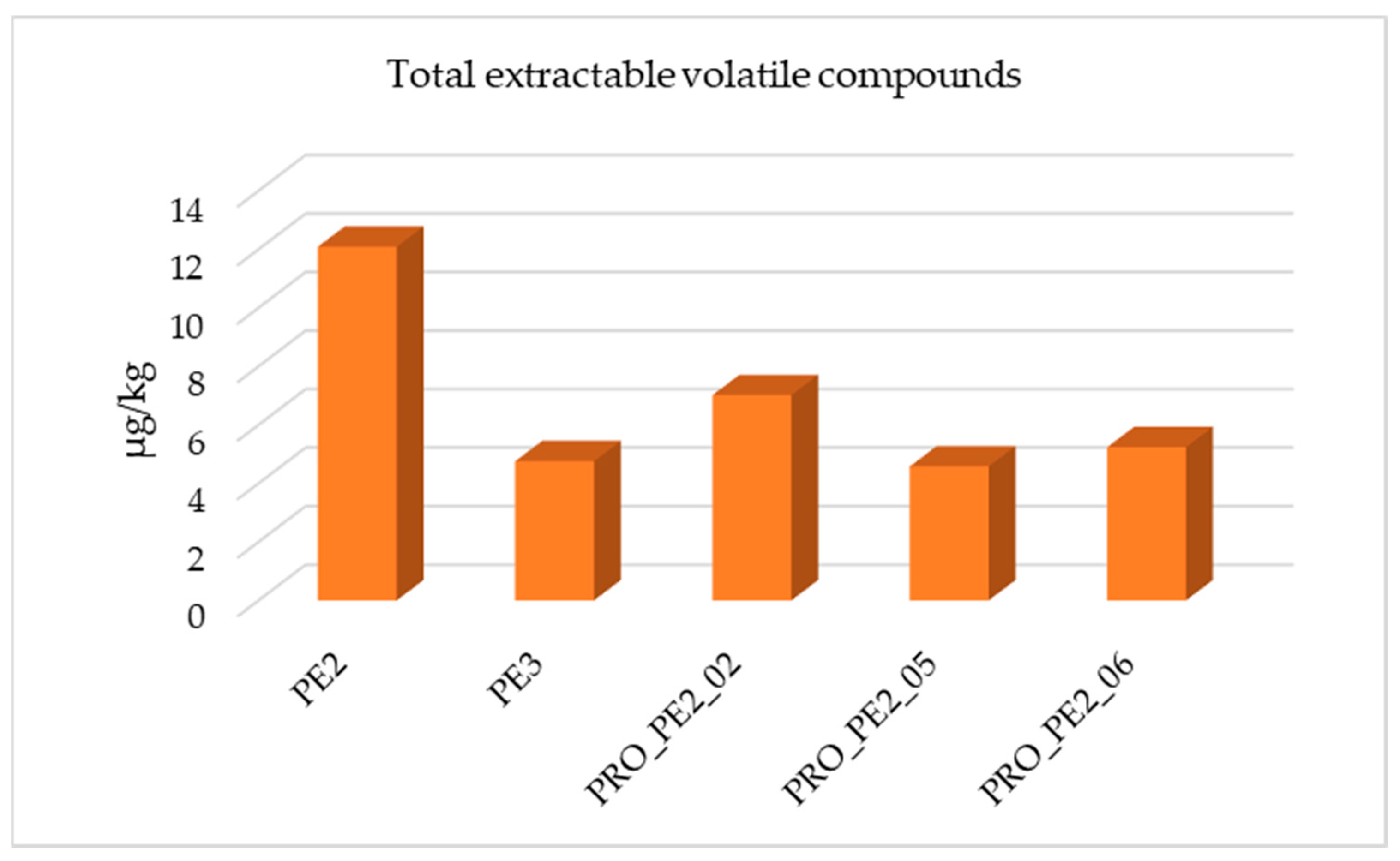
3.1.2. Optimization of Processing Parameters in the Compounding Stage
3.1.3. Analysis of Films
3.2. Semi-Volatile Compounds
3.2.1. Screening Analysis of Additives and PE Grades
3.2.2. Optimization of Processing Parameters in the Compounding Stage
3.2.3. Analysis of Films
3.3. Migration Tests
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Groh, K.J.; Backhaus, T.; Carney-Almroth, B.; Geueke, B.; Inostroza, P.A.; Lennquist, A.; Leslie, H.A.; Maffini, M.; Slunge, D.; Trasande, L.; et al. Overview of known plastic packaging-associated chemicals and their hazards. Sci. Total Environ. 2019, 651 Pt 2, 3253–3268. [Google Scholar] [CrossRef]
- Gerassimidou, S.; Geueke, B.; Groh, K.J.; Muncke, J.; Hahladakis, J.N.; Martin, O.V.; Iacovidou, E. Unpacking the complexity of the polyethylene food contact articles value chain: A chemicals perspective. J. Hazard. Mater. 2023, 454, 131422. [Google Scholar] [CrossRef]
- COMMISSION REGULATION (EU) No 10/2011 of 14 January 2011 on Plastic Materials and Articles Intended to Come into Contact with Food and Amendments. Available online: http://data.europa.eu/eli/reg/2011/10/2023-08-31 (accessed on 20 January 2025).
- Allahvaisi, S. Polypropylene in the Industry of Food Packaging. Polypropylene 2012, 1–22. [Google Scholar] [CrossRef]
- Galotto, M.J.; Torres, A.; Guarda, A.; Moraga, N.; Romero, J. Experimental and theoretical study of LDPE versus different concentrations of Irganox 1076 and different thickness. Food Res. Int. 2011, 44, 566–574. [Google Scholar] [CrossRef]
- Lahimer, M.C.; Ayed, N.; Horriche, J.; Belgaied, S. Characterization of plastic packaging additives: Food contact, stability and toxicity. Arab. J. Chem. 2017, 10, S1938–S1954. [Google Scholar] [CrossRef]
- Alin, J.; Hakkarainen, M. Microwave Heating Causes Rapid Degradation of Antioxidants in Polypropylene Packaging, Leading to Greatly Increased Specific Migration to Food Simulants as Shown by ESI-MS and GC-MS. J. Agric. Food Chem. 2011, 59, 5418–5427. [Google Scholar] [CrossRef] [PubMed]
- Denberg, M.; Mosbæk, H.; Hassager, O.; Arvin, E. Determination of the concentration profile and homogeneity of antioxidants and degradation products in a cross-linked polyethylene type A (PEXa) pipe. Polym. Test. 2009, 28, 378–385. [Google Scholar] [CrossRef]
- Nerin, C.; Alfaro, P.; Aznar, M.; Domeño, C. The challenge of identifying non-intentionally added substances from food packaging materials: A review. Anal. Chim. Acta 2013, 775, 14–24. [Google Scholar] [CrossRef] [PubMed]
- Muncke, J.; Andersson, A.M.; Backhaus, T.; Boucher, J.M.; Carney Almroth, B.; Castillo Castillo, A.; Chevrier, J.; Demeneix, B.A.; Emmanuel, J.A.; Fini, J.B.; et al. Impacts of food contact chemicals on human health: A consensus statement. Environ. Health 2020, 19, 25. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; Lin, Q.; Su, Q.; Zhong, H.; Nerin, C. Identification of recycled polyethylene and virgin polyethylene based on untargeted migrants. Food Packag. Shelf Life 2021, 30, 100762. [Google Scholar] [CrossRef]
- De Tandt, E.; Demuytere, C.; Van Asbroeck, E.; Moerman, H.; Mys, N.; Vyncke, G.; Delva, L.; Vermeulen, A.; Ragaert, P.; De Meester, S.; et al. A recycler’s perspective on the implications of REACH and food contact material (FCM) regulations for the mechanical recycling of FCM plastics. Waste Manag. 2021, 119, 315–329. [Google Scholar] [CrossRef]
- Vera, P.; Canellas, E.; Nerín, C. Compounds responsible for off-odors in several samples composed by polypropylene, polyethylene, paper and cardboard used as food packaging materials. Food Chem. 2020, 309, 125792. [Google Scholar] [CrossRef] [PubMed]
- Aldrian, O.; Czerny, M.; Buettner, A. Characterisation of flavour compounds formed by gamma-irradiation of polypropylene. Polym. Degrad. Stab. 2009, 94, 757–769. [Google Scholar] [CrossRef]
- Wiedmer, C.; Velasco-Schon, C.; Buettner, A. Characterization of off-odours and potentially harmful substances in a fancy dress accessory handbag for children. Sci. Rep. 2007, 7, 1807. [Google Scholar] [CrossRef] [PubMed]
- Rani, M.; Shim, W.J.; Han, G.M.; Jang, M.; Al-Odaini, N.A.; Song, Y.K.; Hong, S.H. Qualitative analysis of additives in plastic marine debris and its new products. ArchIves Environ. Contam. Toxicol. 2015, 69, 352–366. [Google Scholar] [CrossRef] [PubMed]
- Sangroniz, L.; Ruiz, J.L.; Sangroniz, A.; Fernández, M.; Etxeberria, A.; Müller, A.J.; Santamaria, A. Polyethylene terephthalate/low density polyethylene/titanium dioxide blend nanocomposites: Morphology, crystallinity, rheology, and transport properties. J. Appl. Polym. Sci. 2018, 136, 46986. [Google Scholar] [CrossRef]
- Allen, N.S.; Sánchez, K.T.; Edge, M.; Liauw, C.M.; Hussain, S.; Hall, K. Effect of type of polymerization catalyst system on the degradation and stabilization of polyethylenes in the melt state—Part 4: Comparative antioxidant effectiveness on organoleptic extractables. J. Vinyl Addit. Technol. 2023, 29, 508–521. [Google Scholar] [CrossRef]
- Graíño, S.G.; Sendón, R.; Hernández, J.L.; de Quirós, A.R.-B. GC-MS Screening Analysis for the Identification of Potential Migrants in Plastic and Paper-Based Candy Wrappers. Polymers 2018, 10, 802. [Google Scholar] [CrossRef]
- Available online: https://polymer-additives.specialchem.com/product/a-basf-irganox-1010 (accessed on 27 April 2023).
- OSPAR Commission. 2006 Update: OSPAR Background Document on 2,4,6-tri-tert-Butylphenol. ISBN 978-1-905859-01-6. Publication Number: 274/2006. Available online: https://www.ospar.org/documents?v=6977 (accessed on 20 January 2025).
- Burman, L.; Albertsson, A.-C.; Höglund, A. Solid-phase microextraction for qualitative and quantitative determination of migrated degradation products of antioxidants in an organic aqueous solution. J. Chromatogr. A 2005, 1080, 107–116. [Google Scholar] [CrossRef]
- Agustina, L.A.; Lestari, Y.D.; Adhinanda, A.A.; Ariesta, M.N.; Choi, J.; Prananto, Y.P.; Febriani, R. Study of inorganic based anti-blocks as migration control of slip additive on surface polyethylene monolayer film. Acta Chim. Asiana 2024, 7, 366–376. [Google Scholar] [CrossRef]
- Haider, N.; Karlsson, S. Loss of Chimassorb 944 from LDPE and Identification of Additive Degradation Products after Exposure to Water, Air and Compost. Polym. Degrad. Stab. 2001, 74, 103–112. [Google Scholar] [CrossRef]
- Corma, A.; Iborra, S.; Velty, A. Chemical Routes for the Transformation of Biomass into Chemicals. Chem. Rev. 2007, 107, 2411–2502. [Google Scholar] [CrossRef]
- Dorey, S.; Gaston, F.; Girard-Perier, N.; Dupuy, N.; Marque, S.R.A.; Barbaroux, M.; Audran, G. Identification of chemical species created during γ-irradiation of antioxidant used in polyethylene and polyethylene- co -vinyl acetate multilayer film. J. Appl. Polym. Sci. 2020, 137, 49336. [Google Scholar] [CrossRef]
- Ayamba, A.A.M.; Agyekum, A.A.; Derick, C.; Dontoh, D. Assessment of phthalate migration in polyethylene food contact materials sold on the Ghanaian market. Cogent Environ. Sci. 2020, 6, 1794242. [Google Scholar] [CrossRef]
- Ong, A.H.T.; Samsudin, H.; Soto-Valdez, H. Migration of endocrine-disrupting chemicals into food from plastic packaging materials: An overview of chemical risk assessment, techniques to monitor migration, and international regulations. Crit. Rev. Food Sci. Nutr. 2020, 62, 957–979. [Google Scholar] [CrossRef] [PubMed]
- Cropper, M.; Dunlop, S.S.; Hinshaw, H.; Landrigan, P.; Park, Y.; Symeonides, C. The benefits of removing toxic chemicals from plastics. Proc. Natl. Acad. Sci. USA 2024, 121, e2412714121. [Google Scholar] [CrossRef] [PubMed]
- Tsochatzis, E.D.; Lopes, J.A.; Hoekstra, E.; Emons, H. Development and validation of a multi-analyte GC-MS method for the determination of 84 substances from plastic food contact materials. Anal. Bioanal. Chem. 2020, 412, 5419–5434. [Google Scholar] [CrossRef] [PubMed]
- Schmid, P.; Welle, F. Chemical Migration from Beverage Packaging Materials—A Review. Beverages 2020, 6, 37. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Formula | Description |
|---|---|---|
| PE1 | LDPE grade | Pellets |
| PE2 | LDPE grade | Pellets |
| PE3 | LDPE grade | Pellets |
| Add.1 | 1:2 Pentaerythritol tetrakis(3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate) (Irganox 1010, I-1010, CAS 6683-19-8): Tris(2,4-di-tert-butylphenyl) phosphite (Irgafos 168, I-168, CAS 31570-04-4) | White Powder (Additive for PE1) |
| Add.2 | PE + Tris(2,4-di-tert-butylphenyl) phosphite + Pentaerythritol tetrakis(3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate) | White Pellets (Additive for PE1) |
| Add.3 | Pentaerythritol tetrakis(3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate) + Tris(2,4-di-tert-butylphenyl) phosphite+ Dynamar FX 5920A (CAS 190454-49-0): Polyethylene glycol (CAS 25322-68-3) + vinylidene fluoridehexafluoropropylene polymer (CAS 9011-17-0) + Calcium carbonate (CAS 471-34-1) + Talc (CAS 14807-96-6) | White cylinders (Additive for PE2) |
| Add.4 | Talc 2 + (Z)-docos-13-enamide (erucamide, CAS 112-84-5) + Zinc oxide (CAS 1314-13-2) | Gray cylinders (Additive for PE2) |
| Add.5 | Processing aid of PE (1%): silica | Pellets (antiblocking masterbatch) |
| Add.6 | White concentrate (≤7%): TiO2 | Pellets (white masterbatch) |
| Sample | Description | Production (Kg/h) | Speed (rpm) | Vacuum |
|---|---|---|---|---|
| PRO_PE1_01 | LDPE (PE1) | 10 | 250 | no |
| PRO_PE1_02 | LDPE (PE1) | 10 | 400 | no |
| PRO_PE1_03 | LDPE (PE1) | 15 | 250 | no |
| PRO_PE1_04 | LDPE (PE1) | 15 | 400 | no |
| PRO_PE1_05 | LDPE (PE1) | 10 | 250 | yes |
| PRO_PE1_06 | LDPE (PE1) | 10 | 400 | yes |
| PRO_PE1_07 | LDPE (PE1) | 15 | 250 | yes |
| PRO_PE1_08 | LDPE (PE1) | 15 | 400 | yes |
| PRO_PE2_02 | Metallocene (PE2) | 10 | 400 | no |
| PRO_PE2_05 | Metallocene (PE2) | 10 | 250 | yes |
| PRO_PE2_06 | Metallocene (PE2) | 10 | 400 | yes |
| Sample | OUT LAYER 1 | CORE LAYER 2 | OUT LAYER 3 | Appearance | Processing Conditions | |||
|---|---|---|---|---|---|---|---|---|
| Thickness (µm) | Composition (%) | Thickness (µm) | Composition (%) | Thickness (µm) | Composition (%) | |||
| Film 1 | 12.5 | 79.5% PE3 | 25 | 100% PE1 | 12.5 | 79.5% PE3 | Transparent | Vacuum not applied |
| 19.5% PE1 | 19.5% PE1 | |||||||
| 1% Add.5 | 1% Add.5 | |||||||
| Film 2 | 12.5 | 79.5% PE3 | 25 | 100% PE1 | 12.5 | 79.5% PE3 | Transparent | Vacuum applied in out layers |
| 19.5% PE1 | 19.5% PE1 | |||||||
| 1% Add.5 | 1% Add.5 | |||||||
| Film 3 | 12.5 | 79.5% PE3 | 25 | 100% PE1 | 12.5 | 79.5% PE3 | Transparent | Vacuum applied |
| 19.5% PE1 | 19.5% PE1 | |||||||
| 1% Add.5 | 1% Add.5 | |||||||
| Film 4 | 12.5 | 79.5% PE3 | 25 | 80% PE1 | 12.5 | 79.5% PE3 | Opaque White | Vacuum not applied |
| 19.5% PE1 | 19.5% PE1 | |||||||
| 1% Add.5 | 20% Add.6 | 1% Add.5 | ||||||
| Film 5 | 12.5 | 79.5% PE3 | 25 | 80% PE1 | 12.5 | 79.5% PE3 | Opaque White | Vacuum applied |
| 19.5% PE1 | 19.5% PE1 | |||||||
| 1% Add.5 | 20% Add.6 | 1% Add.5 | ||||||
| Film 6 | 12.5 | 79.5% PE3 | 25 | 100% PE1 | 12.5 | 79.5% PE3 | Transparent | Vacuum not applied (Production 325 kg/h) |
| 19.5% PE1 | 19.5% PE1 | |||||||
| 1% Add.5 | 1% Add.5 | |||||||
| Film 7 | 12.5 | 79.5% PE3 | 25 | 100% PE1 | 12.5 | 79.5% PE3 | Transparent | Vacuum not applied (Production 400 kg/h) |
| 19.5% PE1 | 19.5% PE1 | |||||||
| 1% Add.5 | 1% Add.5 | |||||||
| Film 8 | 12.5 | 79.5% PE3 | 25 | 80% PE1 | 12.5 | 79.5% PE3 | Opaque White | Vacuum not applied (Production 325 kg/h) |
| 19.5% PE1 | 19.5% PE1 | |||||||
| 1% Add.5 | 20% Add.6 | 1% Add.5 | ||||||
| Film 9 | 12.5 | 79.5% PE3 | 25 | 80% PE1 | 12.5 | 79.5% PE3 | Opaque White | Vacuum not applied (Production 400 kg/h) |
| 19.5% PE1 | 19.5% PE1 | |||||||
| 1% Add.5 | 20% Add.6 | 1% Add.5 | ||||||
| Rt/min | Compound | CAS | Add.1 | Add.2 | Add.3 | Add.4 | Add.5 | Add.6 |
|---|---|---|---|---|---|---|---|---|
| µg/kg (SD) | µg/kg (SD) | µg/kg (SD) | µg/kg (SD) | µg/kg (SD) | µg/kg (SD) | |||
| 5.2 | 2-Ethyl-2-methyloxirane | 30095-63-7 | - | - | - | 0.04 (0.01) | 0.04 (0.04) | 0.09 |
| 6.1 | Dimethoxydimethylsilane | 1112-39-6 | 2.15 (0.61) | 1.02 (0.7) | - | - | 0.65 (0.47) | 14.79 (1.5) |
| 7.1 | Heptane | 142-82-5 | - | - | - | 0.05 (0.01) | 0.03 (0.005) | - |
| 8.7 | Acetal structure (m/z 55, 75, 85) | - | - | 0.12 (0.1) | - | - | - | |
| 8.8 | 2,2-Dimethoxybutane | 3453-99-4 | - | - | 0.11 (0.09) | 0.06 | 0.01 | 0.42 |
| 9.1 | Toluene | 108-88-3 | 0.17 (0.03) | - | 0.09 (0.04) | - | 0.02 (0.004) | - |
| 9.4 | Octane | 111-65-9 | - | - | - | 0.06 (0.02) | - | - |
| 9.9 | Unknown compound (m/z 207) | 0.17 (0.05) | - | - | - | 0.08 (0.04) | 37.15 (51.75) | |
| 10.1 | Hexanal | 66-25-1 | - | - | 0.11 (0.08) | 0.6 (0.29) | 0.03 (0.0003) | - |
| 10.4 | Ethylcyclopentane | 1640-89-7 | - | - | 0.02 (0.01) | - | - | - |
| 10.5 | Ethylcyclohexane | 1678-91-7 | - | - | 0.07 (0.04) | - | - | 0.34 |
| 10.6 | 1,1,3-Trimethylcyclohexane | 3073-66-3 | - | - | 0.04 (0.03) | - | - | - |
| 11 | 4-Methyloctane | 2216-34-4 | - | - | - | - | 0.01 (0.002) | - |
| 11.4 | Ethylbenzene | 100-41-4 | 0.17 (0.11) | - | 22.1 (22.68) | 0.07 (0.05) | 0.01 | - |
| 11.8 | Nonane | 111-84-2 | - | - | - | 0.01 | 0.01 (0.002) | - |
| 12.3 | p, m, o-Xylene | 0.06 (0.01) | - | 0.85 (0.77) | - | - | 0.39 | |
| 12.5 | Heptanal | 111-71-7 | - | - | - | 0.12 (0.02) | - | - |
| 12.84 | Methyl hexanoate | 106-70-7 | - | - | - | 0.04 (0.01) | - | - |
| 13 | α-Pinene | 80-56-8 | - | - | - | 0.02 (0.01) | 0.02 (0.004) | 0.02 |
| 13.6 | Unknown compound (m/z 281) | - | - | - | - | 0.12 (0.02) | 15.59 (7.6) | |
| 14.1 | Alkane | 2.58 (0.6) | 1.93 (1.36) | 2.18 (1.99) | 0.25 (0.005) | 0.49 (0.06) | 0.59 (0.06) | |
| 14.6 | Benzene structure (m/z 105, 120) | - | - | - | - | 0 | - | |
| 15.1 | Cyclohexene strcucture (m/z 68, 93) | 0.19 (0.03) | 0.04 (0.02) | - | - | 0.02 (0.001) | - | |
| 15.3–15.5 | Alkane | 0.29 (0.24) | 0.15 (0.12) | 0.93 (0.82) | 0.42 (0.02) | 0.29 (0.04) | 1.15 (0.94) | |
| 16.2–16.4 | Alkane | 1.06 (0.23) | 0.2 (0.15) | 0.23 (0.33) | 0.63 (0.27) | 0.52 (0.06) | 0.74 (0.39) | |
| 16.8 | Unknown compound (m/z 267, 355) | - | - | - | - | 0.09 (0.04) | 13.06 (6.53) | |
| 16.9 | Nonanal | 124-19-6 | 0.38 (0.27) | 0.02 (0.02) | 0.2 (0.19) | 0.19 (0.01) | - | - |
| 17.6 | Alkane | 0.43 (0.07) | 0.01 | 0.01 | - | 0.03 (0.01) | 0.07 (0.05) | |
| 18.1 | Alkane | 1.67 (0.38) | 0.15 (0.1) | 0.64 (0.73) | 0.05 | 1.01 (0.09) | 1.6 (1.36) | |
| 18.6 | 2-Decanone | 693-54-9 | 0.15 (0.02) | 0.01 (0.01) | - | 0.05 | - | - |
| 19.6–20.0 | Alkane | 8.09 (1.51) | 0.39 (0.44) | 2.56 (3.02) | 1.56 (0.07) | 2.39 (0.9) | 17.58 (3.41) | |
| 20.4–20.9 | Alkane | 8.63 (1.16) | 0.06 (0.05) | 2.84 (3.39) | 1.37 (0.02) | 0.91 (0.03) | 0.52 | |
| 21.6 | Alkane | 2.13 (0.54) | 0.02 (0.01) | 0.41 (0.49) | 0.11 (0.13) | 0.48 (0.23) | 0.79 (0.43) | |
| 23.9 | Alkane | 3.69 (1.11) | - | 0.46 (0.57) | 0.13 (0.01) | - | - | |
| 24.5 | 2,4-Di-tert-butylphenol (2,4-DTBP) | 4.04 (0.53) | - | 0.62 (0.67) | 0.03 | 0.21 (0.04) | - | |
| 25.2 | 2,4,6-Tri-tert-butylphenol | 732-26-3 | 1.26 (0.55) | - | 0.09 (0.11) | - | - | - |
| 25.5 | Ester structure | - | - | - | - | 0.09 (0.04) | - | |
| 28 | Benzenediol structure | - | - | 0.01 | 0.03 (0.01) | - | - | |
| 30 | Unknown compound (m/z 57, 147, 277) | 4.76 (2.19) | - | 0.11 (0.12) | - | - | - | |
| SUM | 49.7 (10.2) | 4.3 (3.1) | 35.9 (36.9) | 6.4 (1.2) | 9.1 (1.2) | 109.8 (70.5) |
| Rt/ min | Compound | CAS | Film 1 | Film 2 | Film 3 | Film 4 | Film 5 | Film 6 | Film 7 | Film 8 | Film 9 | PE1 | PE3 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| µg/kg (SD) | µg/kg (SD) | µg/kg (SD) | µg/kg (SD) | µg/kg (SD) | µg/kg (SD) | µg/kg (SD) | µg/kg (SD) | µg/kg (SD) | µg/kg (SD) | µg/kg (SD) | |||
| 5.3 | 2-Butanone | 78-93-3 | 0.01 (0.001) | 0.02 (0.0005) | 0.02 (0.0003) | - | - | 0.02 (0.001) | 0.04 | - | - | - | - |
| 6 | Methyl 2-methylpropenyl ether | 17574-84-4 | 0.01 (0.002) | 0.01 | 0.01 (0.003) | - | - | - | 0.01 | - | - | - | - |
| 6.1 | Unknown compound (m/z 75, 105) | 0.12 (0.13) | 0.05 (0.01) | 0.07 (0.04) | 6.08 (0.77) | 1.17 (0.74) | 0.19 (0.13) | 0.05 (0.01) | 3.62 (2.6) | 3.8 (2.07) | - | - | |
| 9.1 | Toluene | 108-88-3 | 0.02 (0.003) | 0.1 (0.11) | 0.01 (0.004) | 0.01 | 0.01 | 0.01 (0.001) | 0.02 | 0.02 (0.004) | 0.03 (0.003) | - | - |
| 9.9 | Unknown compound (m/z 207) | - | - | 0.02 | 6.08 | 1.8 | 0.02 | 0.02 | 3.5 | 3.56 | - | - | |
| 11.7 | Benzene structure | 0.03 (0.0001) | 0.04 (0.03) | 0.03 (0.004) | 0.07 (0.04) | 0.02 (0.004) | 0.01 (0.001) | 0.01 (0.001) | - | - | - | - | |
| 22.7 | 1-Hexadecanol | 36653-82-4 | 0.1 (0.04) | 0.16 (0.01) | 0.1 (0.02) | 0.29 (0.36) | 0.28 (0.16) | 0.24 (0.002) | 0.15 (0.08) | 0.54 (0.25) | 0.47 | 0.13 | - |
| 24.5 | 2,4-DTBP | 96-76-4 | 0.02 (0.004) | 0.04 (0.02) | 0.05 | 0.02 | 0.28 (0.34) | 0.03 | 0.12 | 0.35 | 0.54 | - | 0.01 (0.002) |
| Sum (with alkanes and alkenes) | 72.7 (3.6) | 93 (25.3) | 55.4 (6.9) | 190.1 (6.9) | 68.7 (7.9) | 40.7 (8.9) | 46.7 (13.5) | 107.6 (32.4) | 140.6 (14.1) | 11.7 (0.82) | 5.57 (1.15) |
| Rt/min | Compound | CAS | Film 1 | Film 2 | Film 3 | Film 4 | Film 5 | Film 6 | Film 7 | Film 8 | Film 9 | PE1 | PE3 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| mg/kg (SD) | mg/kg (SD) | mg/kg (SD) | mg/kg (SD) | mg/kg (SD) | mg/kg (SD) | mg/kg (SD) | mg/kg (SD) | mg/kg (SD) | mg/kg (SD) | mg/kg (SD) | |||
| 11.97 | Octanoic acid | 57-11-4 | - | - | - | - | - | - | - | 31.68 | - | - | - |
| 13.54 | Nonanoic acid | 646-30-0 | - | - | - | - | - | - | - | 50.5 | - | - | - |
| 21.8 | 7,9-Di-tert-butyl-1-oxaspiro(4,5)deca-6,9-diene-2,8-dione | 82304-66-3 | 8.47 (3.87) | 8.41 (6.18) | 6.96 (1.34) | 7.25 (2.2) | 7.29 (1.53) | 3.43 (0.71) | 6.23 (2.96) | 7.13 (1.46) | 8.43 (2.04) | - | 6.83 (4.02) |
| 23.93 | 2(3H)-Furanone, 5-dodecylhydro- | 730-46-1 | - | - | - | - | - | - | - | 7.5 | - | - | - |
| 24.54 | Decanedioic acid, dibutyl ester | 109-43-3 | - | - | - | - | - | 80.66 (99.6) | 6.24 | 25.13 (20.01) | - | - | - |
| 30.03 | Erucamide | 112-84-5 | 65.47 (26.08) | 65.27 (61.22) | 81.94 (11.07) | 75.45 (10.27) | 94.08 (1.75) | 43.81 (27.81) | 57.79 (5.1) | 85.25 (20.6) | 63.02 (12.72) | - | 252.52 (8.99) |
| 31.2 | Glycerol tricaprylate | 538-23-8 | - | - | - | - | - | - | - | 66.01 (68.55) | - | 26.61 | - |
| 36.32 | Irgafos 168 | 31570-04-4 | 41.77 (13.21) | 61.64 | - | 22.71 | 8.49 | 32.87 (22.9) | 62.18 (25.86) | 23.47 (21.55) | 29.55 (3.74) | 125.86 (24.46) | 200.37 (25.37) |
| 39.74 | Irgafos 168 oxidation product | 95906-11-9 | 177.39 (175.66) | 144.93 (108.14) | 199.85 (42.4) | 210.03 (78.11) | 242.65 (74.25) | 176.88 (70.22) | 308.37 (82.53) | 302.95 (109.67) | 395.17 (124.13) | 38.25 (5.1) | 96.03 (18.4) |
| Sum (with alkanes) | 475.2 (240.7) | 414.1 (311.8) | 426.3 (45.7) | 472.4 (89.9) | 480.1 (83.3) | 484.0 (281.0) | 610.6 (159.3) | 904.3 (179.5) | 658.1 (152.1) | 407.6 (27.4) | 693.1 (34.4) |
| Rt/min | Compound | CAS | Structure or m/z | Ethanol 10% v/v | Ethanol 95% v/v |
|---|---|---|---|---|---|
| g/kg(SD) | g/kg (SD) | ||||
| 21.8 | 7,9-Di-tert-butyl-1-oxaspiro(4,5)deca-6,9-diene-2,8-dione | 82304-66-3 |  | 0.004 (0.001) | 0.01 (0.01) |
| 21.98 | Methyl hexadecanoate | 112-39-0 |  | 0.01 (0.0002) | 0.01 (0.001) |
| 22.07 | Methyl 3-(3,5-di-tert-butyl-4-hydroxyphenyl)propanoate | 6386-38-5 |  | - | 0.04 (0.004) |
| 24.12 | Methyl octadecanoate | 112-61-8 |  | 0.01 (0.001) | 0.10 (0.02) |
| 24.57 | Alkane | - | 0.03 (0.02) | ||
| 26.5 | Alkane | - | 0.02 (0.001) | ||
| 26.89 | 2-Tert-butyl-6-[(3-tert-butyl-2-hydroxy-5-methylphenyl)methyl]-4-methylphenol | 119-47-1 |  | 0.04 (0.036) | 0.01 (0.003) |
| 28.28 | Alkane | - | 0.01 (0.001) | ||
| 36.32 | Irgafos 168 | 31570-04-4 |  | - | 1.07 (0.39) |
| 39.74 | Irgafos 168 oxidation product | 95906-11-9 |  | - | 0.31 (0.08) |
| Sum | 0.1 (0.03) | 1.6 (0.5) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vázquez-Loureiro, P.; García-Batista, N.; Morreale, A.; Llorens-Chiralt, R.; Villar, H.; Bacaicoa, B.; Rodríguez Bernaldo de Quirós, A.; Sendón, R. Polyethylene Transformation Chain: Evaluation of Migratable Compounds. Polymers 2025, 17, 295. https://doi.org/10.3390/polym17030295
Vázquez-Loureiro P, García-Batista N, Morreale A, Llorens-Chiralt R, Villar H, Bacaicoa B, Rodríguez Bernaldo de Quirós A, Sendón R. Polyethylene Transformation Chain: Evaluation of Migratable Compounds. Polymers. 2025; 17(3):295. https://doi.org/10.3390/polym17030295
Chicago/Turabian StyleVázquez-Loureiro, Patricia, Nuria García-Batista, Antonio Morreale, Raquel Llorens-Chiralt, Hernando Villar, Beatriz Bacaicoa, Ana Rodríguez Bernaldo de Quirós, and Raquel Sendón. 2025. "Polyethylene Transformation Chain: Evaluation of Migratable Compounds" Polymers 17, no. 3: 295. https://doi.org/10.3390/polym17030295
APA StyleVázquez-Loureiro, P., García-Batista, N., Morreale, A., Llorens-Chiralt, R., Villar, H., Bacaicoa, B., Rodríguez Bernaldo de Quirós, A., & Sendón, R. (2025). Polyethylene Transformation Chain: Evaluation of Migratable Compounds. Polymers, 17(3), 295. https://doi.org/10.3390/polym17030295