
High-Performance Barium Titanate, Carbon Nanotube, and Styrene–Butadiene Rubber-Based Single Composite TENG for Energy Harvesting and Handwriting Recognition



Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication of Rubber Composites
2.3. Measurements of Mechanical Properties
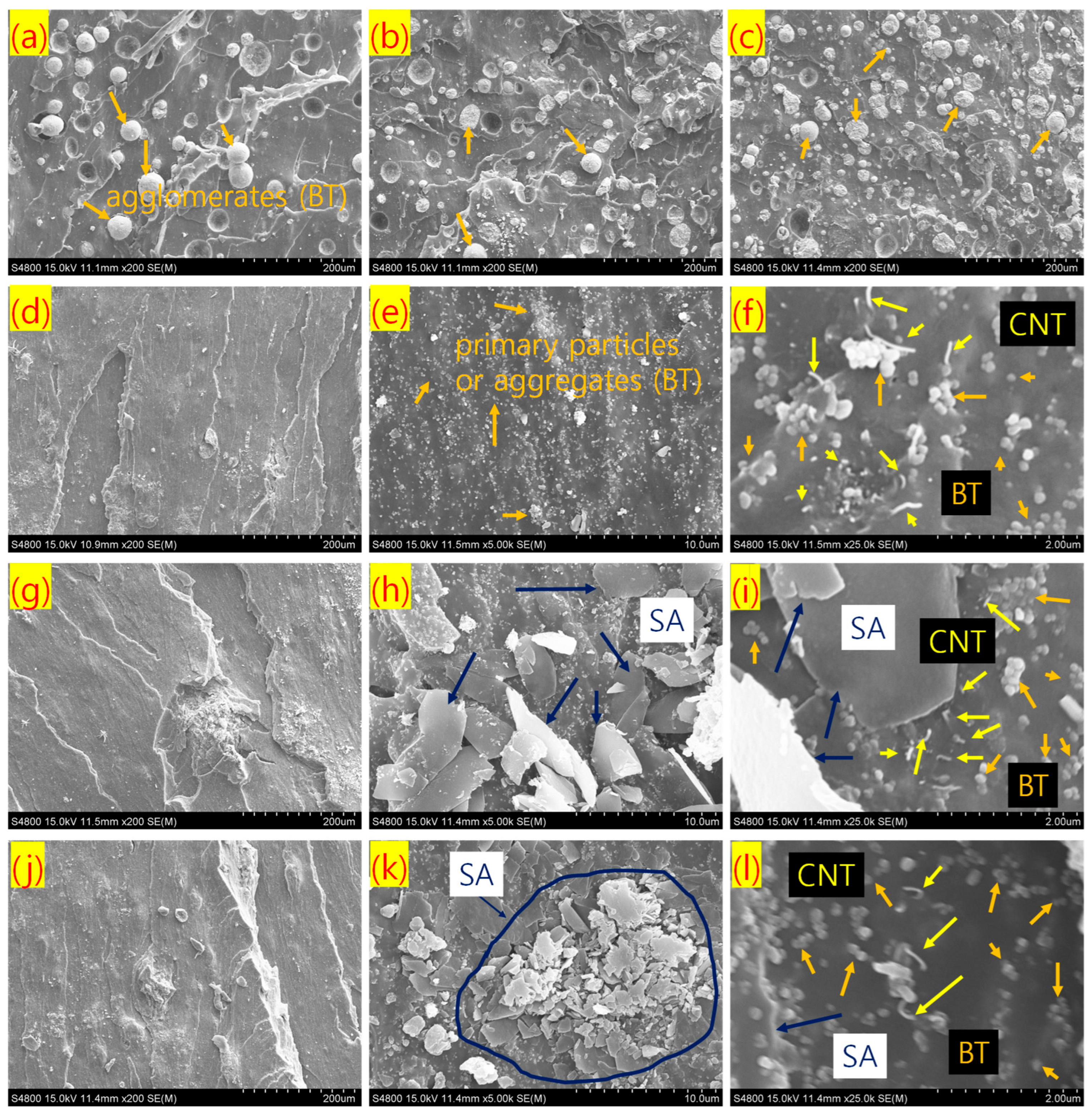
2.4. Filler Dispersion of Rubber Composites
2.5. Measurements of Triboelectric Properties
3. Results and Discussion
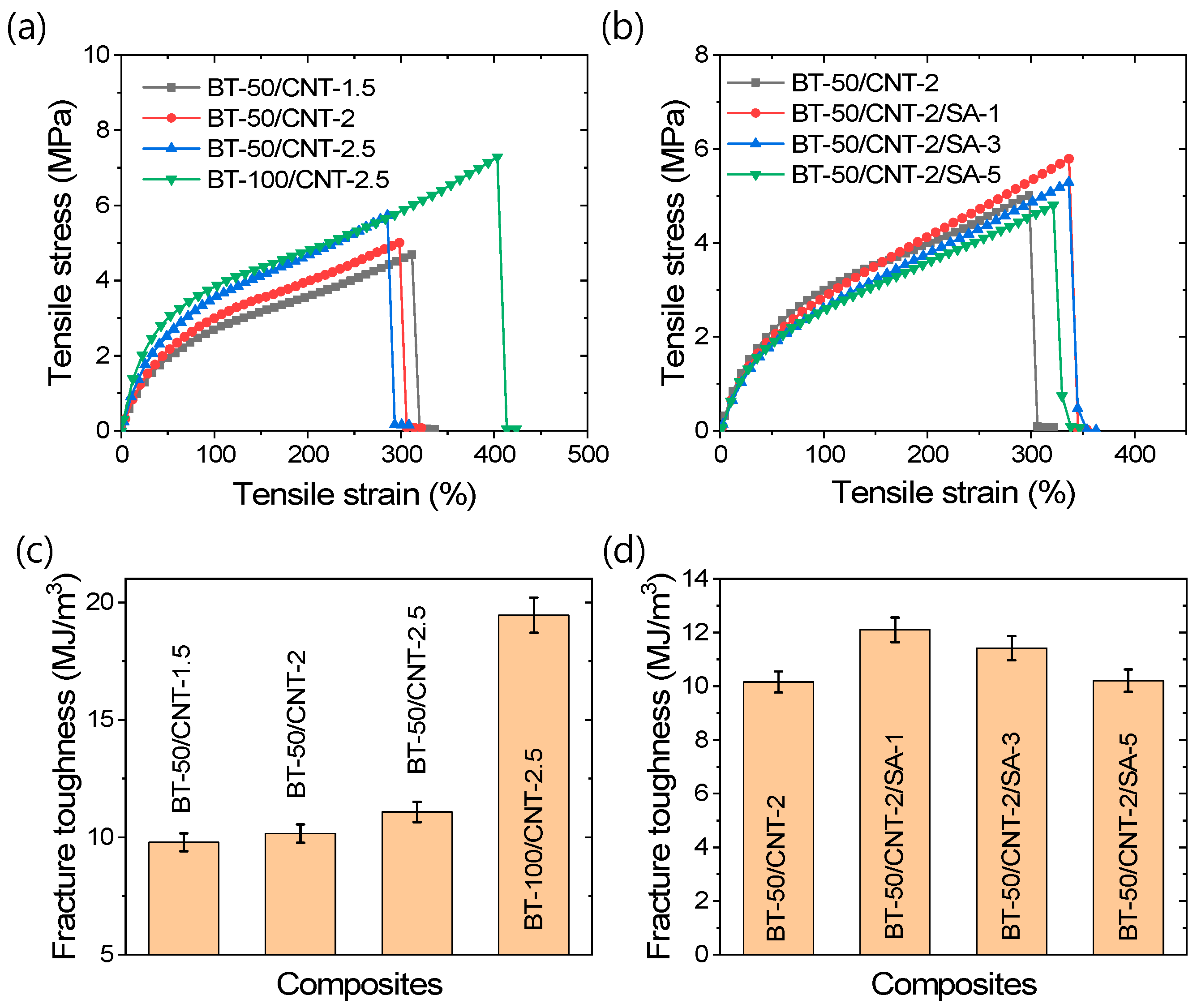
3.1. Mechanical Properties of the Rubber Composites
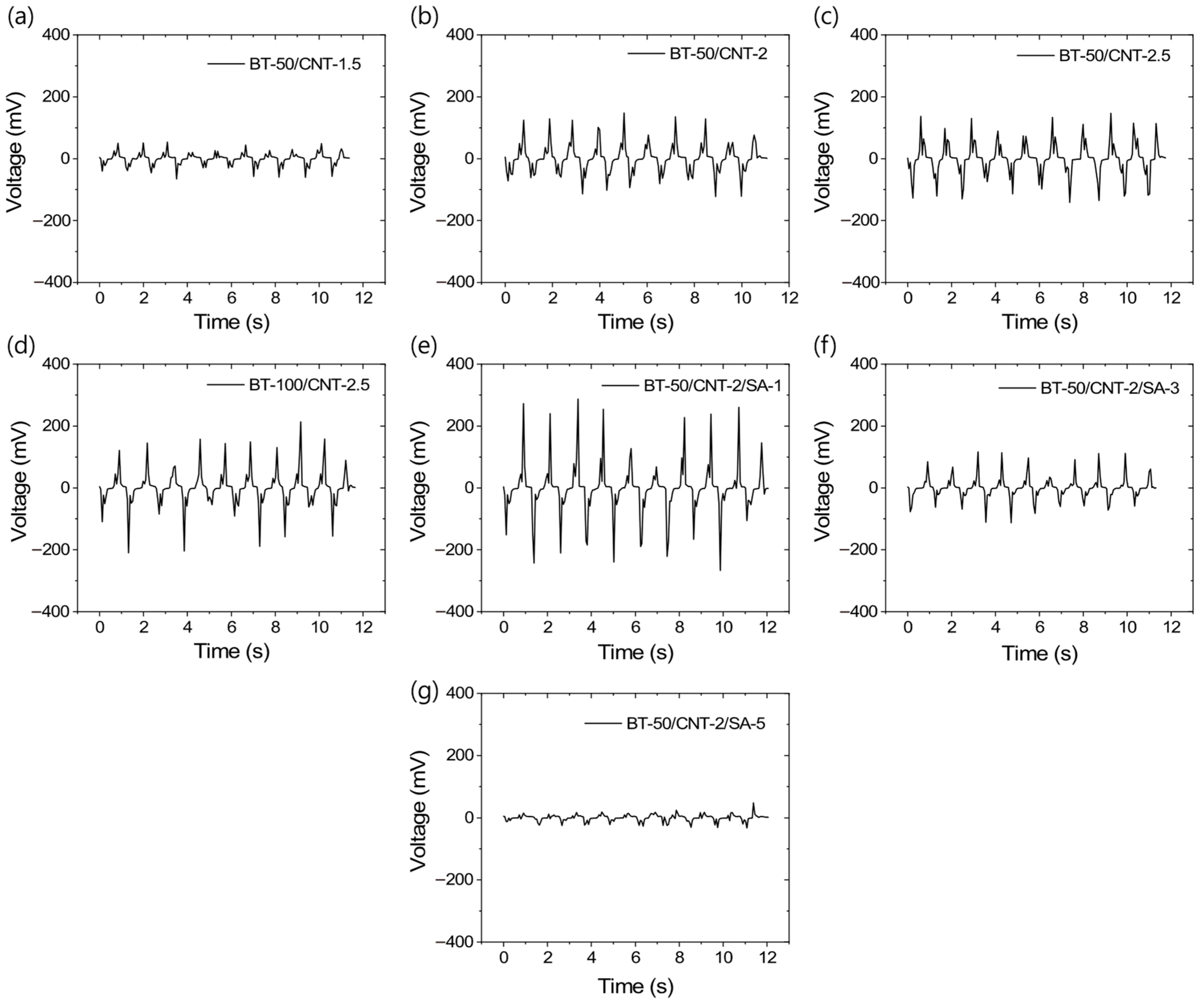
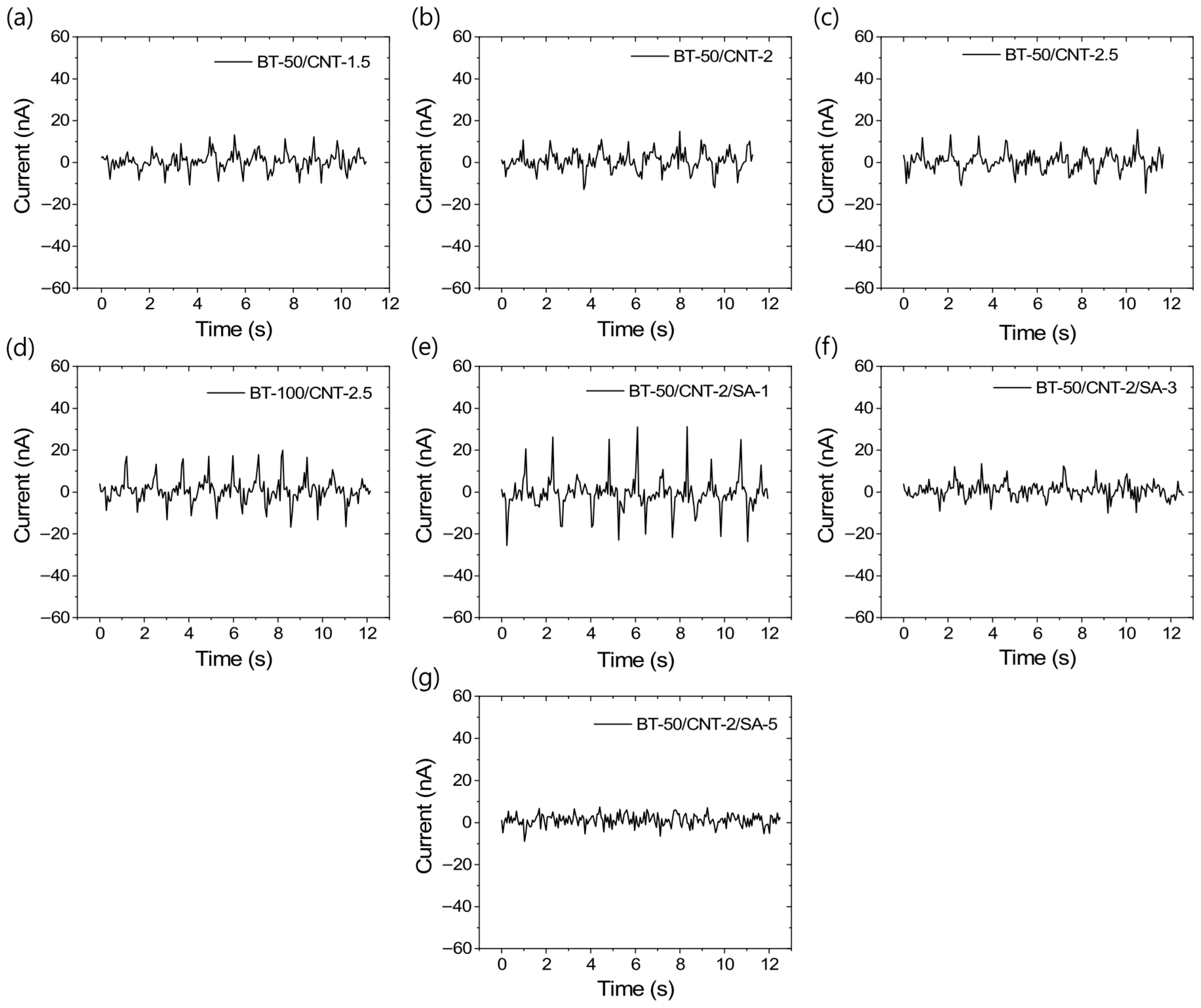
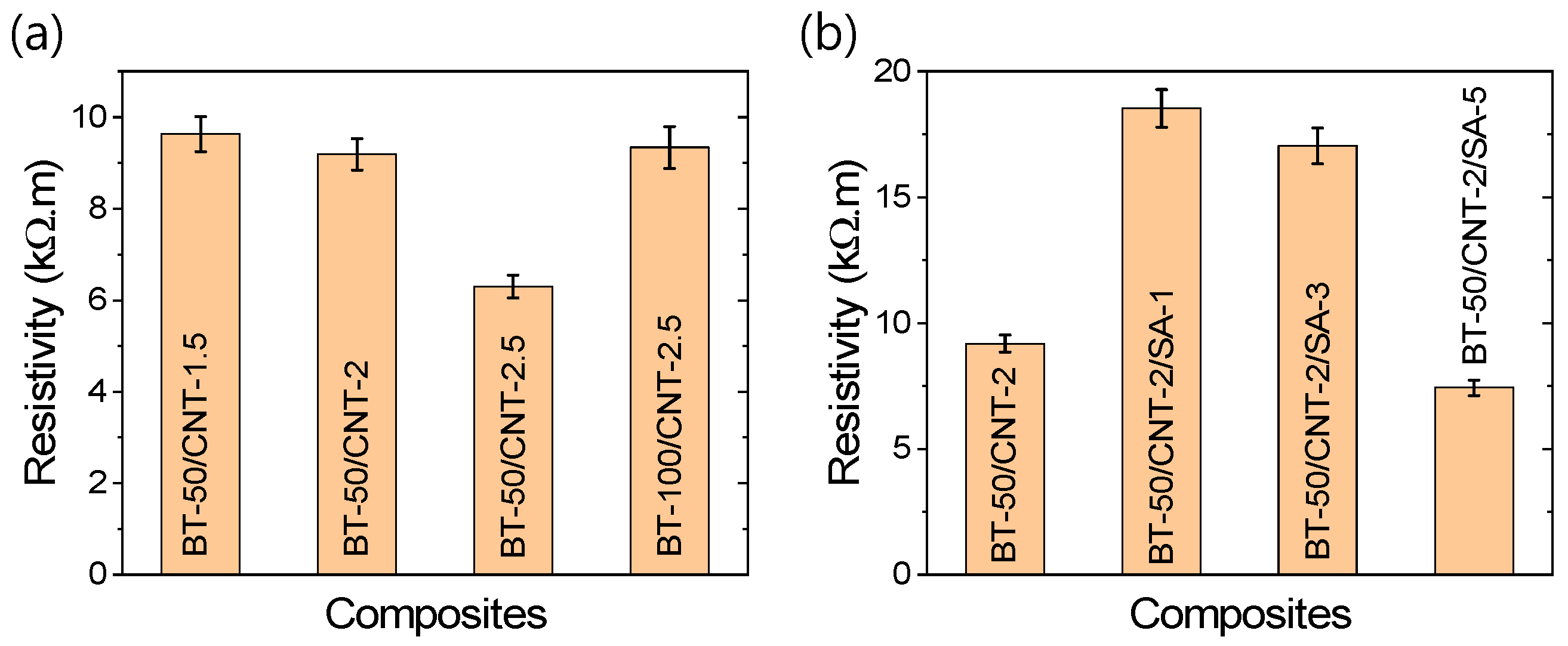
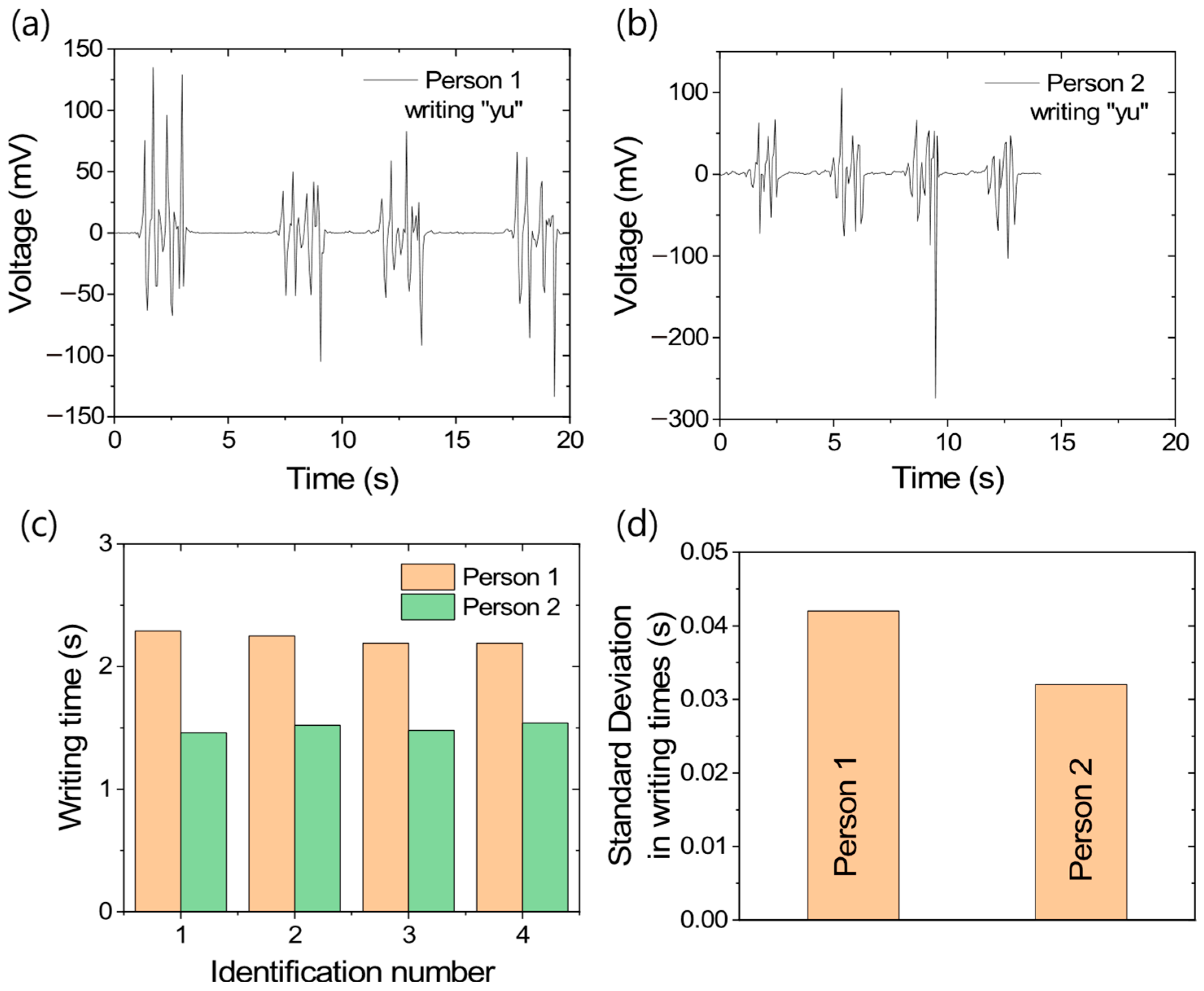
3.2. Triboelectric Behaviors of the Rubber Composites
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Sripadmanabhan Indira, S.; Aravind Vaithilingam, C.; Oruganti, K.S.P.; Mohd, F.; Rahman, S. Nanogenerators as a Sustainable Power Source: State of Art, Applications, and Challenges. Nanomaterials 2019, 9, 773. [Google Scholar] [CrossRef]
- Kim, W.G.; Kim, D.W.; Tcho, I.W.; Kim, J.K.; Kim, M.S.; Choi, Y.K. Triboelectric Nanogenerator: Structure, Mechanism, and Applications. ACS Nano 2021, 15, 258–287. [Google Scholar] [CrossRef]
- Lone, S.A.; Lim, K.C.; Kaswan, K.; Chatterjee, S.; Fan, K.P.; Choi, D.; Lee, S.; Zhang, H.; Cheng, J.; Lin, Z.H. Recent Advancements for Improving the Performance of Triboelectric Nanogenerator Devices. Nano Energy 2022, 99, 107318. [Google Scholar] [CrossRef]
- Armitage, J.L.; Ghanbarzadeh, A.; Bryant, M.G.; Neville, A. Investigating the Influence of Friction and Material Wear on Triboelectric Charge Transfer in Metal–Polymer Contacts. Tribol. Lett. 2022, 70, 46. [Google Scholar] [CrossRef]
- Nguyen, V.; Zhu, R.; Yang, R. Environmental Effects on Nanogenerators. Nano Energy 2015, 14, 49–61. [Google Scholar] [CrossRef]
- Gao, X.; Xing, F.; Hang, X.; Guo, F.; Wen, J.; Sun, W.; Song, H.; Wang, Z.L.; Chen, B. Scalable-Produced Micro-Elastic Triboelectric Sensing Ground for All-Weather Large-Scale Applications. Chem. Eng. J. 2024, 493, 152645. [Google Scholar] [CrossRef]
- Zhang, J.H.; Hao, X. Enhancing Output Performances and Output Retention Rates of Triboelectric Nanogenerators via a Design of Composite Inner-Layers with Coupling Effect and Self-Assembled Outer-Layers with Superhydrophobicity. Nano Energy 2020, 76, 105074. [Google Scholar] [CrossRef]
- Li, Z.; Yu, A.; Zhang, Q.; Zhai, J. Recent Advances in Fabricating High-Performance Triboelectric Nanogenerators via Modulating Surface Charge Density. Int. J. Extrem. Manuf. 2024, 6, 052003. [Google Scholar] [CrossRef]
- Niu, Z.; Cheng, W.; Cao, M.; Wang, D.; Wang, Q.; Han, J.; Long, Y.; Han, G. Recent Advances in Cellulose-Based Flexible Triboelectric Nanogenerators. Nano Energy 2021, 87, 106175. [Google Scholar] [CrossRef]
- Zhao, W.; Li, N.; Liu, X.; Liu, L.; Yue, C.; Zeng, C.; Liu, Y.; Leng, J. 4D Printed Shape Memory Metamaterials with Sensing Capability Derived from the Origami Concept. Nano Energy 2023, 115, 108697. [Google Scholar] [CrossRef]
- Peng, Z.; Niu, Z.; Zeng, C.; Zhao, W.; Leng, J.; Liu, Y. Design and Functional Verification of a Flexible Wireless Spinal Cord Stimulator with Spinal Motion Monitoring Function. Nano Energy 2025, 139, 110895. [Google Scholar] [CrossRef]
- Cao, X.; Xiong, Y.; Sun, J.; Xie, X.; Sun, Q.; Wang, Z.L. Multidiscipline Applications of Triboelectric Nanogenerators for the Intelligent Era of Internet of Things. Nano-Micro Lett. 2023, 15, 14. [Google Scholar] [CrossRef]
- Choi, D.; Lee, Y.; Lin, Z.H.; Cho, S.; Kim, M.; Ao, C.K.; Soh, S.; Sohn, C.; Jeong, C.K.; Lee, J.; et al. Recent Advances in Triboelectric Nanogenerators: From Technological Progress to Commercial Applications. ACS Nano 2023, 17, 11087–11219. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Chen, X.; Wang, Z.L. Biopolymer and Biomimetic Techniques for Triboelectric Nanogenerators (TENGs). Adv. Mater. 2025, 37, 2409440. [Google Scholar] [CrossRef] [PubMed]
- Hayat, K.; Shah, S.S.; Ali, S.; Shah, S.K.; Iqbal, Y.; Aziz, M.A. Fabrication and Characterization of Pb(Zr0.5Ti0.5)O3 Nanofibers for Nanogenerator Applications. J. Mater. Sci. Mater. Electron. 2020, 31, 15859–15874. [Google Scholar] [CrossRef]
- Cui, S.; Zhou, L.; Liu, D.; Li, S.; Liu, L.; Chen, S.; Zhao, Z.; Yuan, W.; Wang, Z.L.; Wang, J. Improving Performance of Triboelectric Nanogenerators by Dielectric Enhancement Effect. Matter 2022, 5, 180–193. [Google Scholar] [CrossRef]
- Li, Y.; Luo, Y.; Deng, H.; Shi, S.; Tian, S.; Wu, H.; Tang, J.; Zhang, C.; Zhang, X.; Zha, J.W.; et al. Advanced Dielectric Materials for Triboelectric Nanogenerators: Principles, Methods, and Applications. Adv. Mater. 2024, 36, 2314380. [Google Scholar] [CrossRef]
- Li, Z.; Gan, W.C.; Tang, L.; Aw, K.C. Fundamental Understanding of Multicellular Triboelectric Nanogenerator with Different Electrical Configurations. Micromachines 2023, 14, 1333. [Google Scholar] [CrossRef]
- Burgo, T.A.; Silva, C.A.; Balestrin, L.B.; Galembeck, F. Friction Coefficient Dependence on Electrostatic Tribocharging. Sci. Rep. 2013, 3, 2384. [Google Scholar] [CrossRef]
- Zhang, W.; Bao, W.; Lü, X.; Diao, D. Friction Force Excitation Effect on the Sliding-Mode Triboelectric Nanogenerator. Tribol. Int. 2023, 185, 108504. [Google Scholar] [CrossRef]
- Zhang, R.; Olin, H. Material Choices for Triboelectric Nanogenerators: A Critical Review. EcoMat 2020, 2, e12062. [Google Scholar] [CrossRef]
- Okochi, K.; Oya, T. Unique Triboelectric Nanogenerator Using Carbon Nanotube Composite Papers. Appl. Sci. 2024, 14, 10030. [Google Scholar] [CrossRef]
- Kınas, Z.; Karabiber, A.; Yar, A.; Ozen, A.; Ozel, F.; Ersöz, M.; Okbaz, A. High-Performance Triboelectric Nanogenerator Based on Carbon Nanomaterials Functionalized Polyacrylonitrile Nanofibers. Energy 2022, 239, 122369. [Google Scholar] [CrossRef]
- Wang, J.; Ma, S.; Cheng, H.; Wang, Y.; Zhao, K.; Liu, C.; Liu, X. High-Performance Triboelectric Nanogenerator Based on Carbon Nanotube-Functionalized Supramolecular Polyrotaxane Composites. ACS Appl. Polym. Mater. 2025, 7, 1300–1306. [Google Scholar] [CrossRef]
- Lee, K.; Mhin, S.; Han, H.; Kwon, O.; Kim, W.B.; Song, T.; Kang, S.; Kim, K.M. A High-Performance PDMS-Based Triboelectric Nanogenerator Fabricated Using Surface-Modified Carbon Nanotubes via Pulsed Laser Ablation. J. Mater. Chem. A 2022, 10, 1299–1308. [Google Scholar] [CrossRef]
- Matsunaga, M.; Hirotani, J.; Kishimoto, S.; Ohno, Y. High-Output, Transparent, Stretchable Triboelectric Nanogenerator Based on Carbon Nanotube Thin Film toward Wearable Energy Harvesters. Nano Energy 2020, 67, 104297. [Google Scholar] [CrossRef]
- Deng, H.-C.; Li, Y.; Tian, S.-S.; Zhang, X.-X.; Song, X. Dielectric Materials for High-Performance Triboelectric Nanogenerators. Acta Phys. Sin. 2024, 73, 070702. [Google Scholar] [CrossRef]
- Xie, B.; Yin, R.; Miao, S.; Jia, H.; Ma, Y.; Liu, Y. Thermal-Stable and High-Dielectric Ba(Cu0.5W0.5)O3-Based Ceramic Powder/PDMS Films for Triboelectric Nanogenerator. Ceram. Int. 2024, 50, 12778–12786. [Google Scholar] [CrossRef]
- Li, H.; Zhang, Y.; Yan, M.; Liu, Y.; Jia, M.; Xiang, S.; Gong, H.; Xu, Q.; Yuan, X.; Zhou, K.; et al. High-Performance Triboelectric Nanogenerator Based on High-Permittivity BaZr0.2Ti0.8O3 Nanowires with Enhanced Surface Potential. Ceram. Int. 2025, 51, 11211–11219. [Google Scholar] [CrossRef]
- Pandey, P.; Jung, D.H.; Choi, G.J.; Seo, M.K.; Lee, S.; Kim, J.M.; Park, I.K.; Sohn, J.I. Nafion-Mediated Barium Titanate-Polymer Composite Nanofibers-Based Triboelectric Nanogenerator for Self-Powered Smart Street and Home Control System. Nano Energy 2023, 107, 108134. [Google Scholar] [CrossRef]
- Sun, W.; Wang, Y.; Lv, X.; Dong, J.; Zhang, Y.; Chen, B.; He, N.; Liu, J.; Nan, D. High-Performance Triboelectric Nanogenerator with Aminated Barium Titanate Composite Nanoparticles for Early Parkinson’s Disease Diagnosis. Chem. Eng. J. 2024, 500, 156710. [Google Scholar] [CrossRef]
- Yan, J.; Wang, K.; Wang, Y.; Lv, M.; Yang, G. Polyimide Nanofiber-Based Triboelectric Nanogenerators Using Piezoelectric Carbon Nanotube@Barium Titanate Nanoparticles. ACS Appl. Nano Mater. 2024, 7, 13156–13165. [Google Scholar] [CrossRef]
- Liang, S.-B.; Yuan, T.; Qiu, Y.; Zhang, Z.; Miao, Y.-N.; Han, J.-F.; Liu, X.-T.; Yao, C.-L. Barium Titanate Dielectric Regulation Improved Output Performance of Paper-Based Triboelectric Nanogenerator. Acta Phys. Sin. 2022, 71, 077701. [Google Scholar] [CrossRef]
- Patil, O.A.; Cheong, J.Y.; Lu, B.; Hwang, B.; Lim, S. High-Performance Screen-Printed Triboelectric Nanogenerator Based on BaTiO3-Enhanced Copy Paper for Sustainable Energy Harvesting. Chemosensors 2025, 13, 76. [Google Scholar] [CrossRef]
- Appamato, I.; Bunriw, W.; Harnchana, V.; Siriwong, C.; Mongkolthanaruk, W.; Thongbai, P.; Chanthad, C.; Chompoosor, A.; Ruangchai, S.; Prada, T.; et al. Engineering Triboelectric Charge in Natural Rubber–Ag Nanocomposite for Enhancing Electrical Output of a Triboelectric Nanogenerator. ACS Appl. Mater. Interfaces 2022, 15, 973–983. [Google Scholar] [CrossRef]
- Chomjun, T.; Appamato, I.; Harnchana, V.; Amornkitbamrung, V. Eco-Friendly Triboelectric Material Based on Natural Rubber and Activated Carbon from Human Hair. Polymers 2022, 14, 1110. [Google Scholar] [CrossRef] [PubMed]
- Candido, I.C.; Oliveira, G.D.S.; Lima, R.M.A.P.; Lima, J.J.I.D.; de Oliveira, H.P. All-Silicone Rubber Triboelectric Nanogenerators with Graphite-Impregnated Electrodes. ACS Appl. Eng. Mater. 2023, 1, 1069–1078. [Google Scholar] [CrossRef]
- Lu, J.; He, Z.; Lin, Z.; Deng, X.; Huang, B.; Lin, B.; Fu, L.; Xu, C. Flexible, Wearable Triboelectric Rubber with Tunable Surface Charge Density Enabled by Regulation of Surface Functional Group Density and Permittivity. Chem. Eng. J. 2024, 498, 155315. [Google Scholar] [CrossRef]
- Gao, W.; Pan, W.; Gao, X.; Xie, T.; Ou, F.; Ning, C.; Fu, Z.; Wang, F.; Gan, T.; Qin, Z.; et al. Special Rubber with Excellent Mechanical Strength, Environmental Stability, and Electrical Conductivity for Accordion-Structured High-Performance Triboelectric Nanogenerators. Adv. Funct. Mater. 2025, 35, 2425366. [Google Scholar] [CrossRef]
- Sinclair, A.; Zhou, X.; Tangpong, S.; Bajwa, D.S.; Quadir, M.; Jiang, L. High-Performance Styrene-Butadiene Rubber Nanocomposites Reinforced by Surface-Modified Cellulose Nanofibers. ACS Omega 2019, 4, 13189–13199. [Google Scholar] [CrossRef]
- Dhanorkar, R.J.; Mohanty, S.; Gupta, V.K. Synthesis of Functionalized Styrene Butadiene Rubber and Its Applications in SBR–Silica Composites for High Performance Tire Applications. Ind. Eng. Chem. Res. 2021, 60, 4517–4535. [Google Scholar] [CrossRef]
- Alam, M.N.; Kumar, V.; Jo, C.R.; Ryu, S.R.; Lee, D.J.; Park, S.S. Mechanical and Magneto-Mechanical Properties of Styrene-Butadiene-Rubber-Based Magnetorheological Elastomers Conferred by Novel Filler-Polymer Interactions. Compos. Sci. Technol. 2022, 229, 109669. [Google Scholar] [CrossRef]
- Alam, M.N.; Kumar, V.; Lee, D.J.; Park, S.S. Styrene–Butadiene Rubber-Based Nanocomposites Toughened by Carbon Nanotubes for Wide and Linear Electromechanical Sensing Applications. Polym. Compos. 2024, 45, 2485–2499. [Google Scholar] [CrossRef]
- Osswald, K.; Reincke, K.; Schossig, M.; Sökmen, S.; Langer, B. Influence of Different Types of Antioxidants on the Aging Behavior of Carbon-Black Filled NR and SBR Vulcanizates. Polym. Test. 2019, 79, 106053. [Google Scholar] [CrossRef]
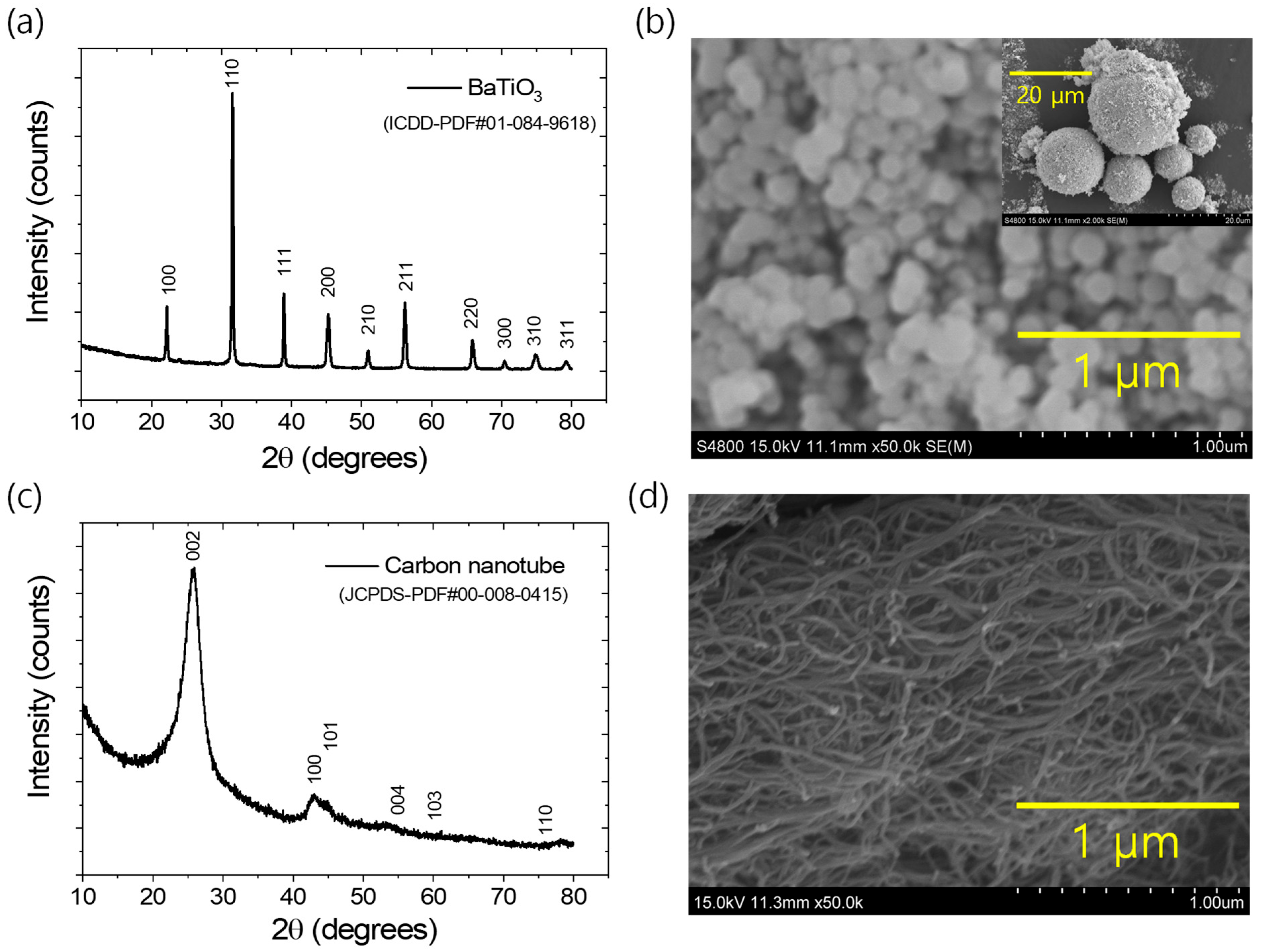
- Pasuk, I.; Neațu, F.; Neațu, Ș.; Florea, M.; Istrate, C.M.; Pintilie, I.; Pintilie, L. Structural Details of BaTiO3 Nano-Powders Deduced from the Anisotropic XRD Peak Broadening. Nanomaterials 2021, 11, 1121. [Google Scholar] [CrossRef]
- Alam, M.N.; Azam, S.; Yun, J.; Park, S.S. Critical Role of Rubber Functionalities on the Mechanical and Electrical Responses of Carbon Nanotube-Based Electroactive Rubber Composites. Polymers 2025, 17, 127. [Google Scholar] [CrossRef] [PubMed]
- ISO-37; Rubber, Vulcanized or Thermoplastic-Determination of Tensile Stress-Strain Properties. ISO: Geneva, Switzerland, 2017.
- Fröhlich, J.; Niedermeier, W.; Luginsland, H.D. The Effect of Filler–Filler and Filler–Elastomer Interaction on Rubber Reinforcement. Compos. Part A Appl. Sci. Manuf. 2005, 36, 449–460. [Google Scholar] [CrossRef]
- Alam, M.N.; Kumar, V.; Jung, H.S.; Park, S.S. Fabrication of High-Performance Natural Rubber Composites with Enhanced Filler–Rubber Interactions by Stearic Acid-Modified Diatomaceous Earth and Carbon Nanotubes for Mechanical and Energy Harvesting Applications. Polymers 2023, 15, 3612. [Google Scholar] [CrossRef]
- Xue, S.S.; Tang, Z.H.; Zhu, W.B.; Li, Y.Q.; Huang, P.; Fu, S.Y. Stretchable and Ultrasensitive Strain Sensor from Carbon Nanotube-Based Composite with Significantly Enhanced Electrical and Sensing Properties by Tailoring Segregated Conductive Networks. Compos. Commun. 2022, 29, 100987. [Google Scholar] [CrossRef]
- Alam, M.N.; Kumar, V.; Lee, D.J.; Choi, J. Synergistically Toughened Silicone Rubber Nanocomposites Using Carbon Nanotubes and Molybdenum Disulfide for Stretchable Strain Sensors. Compos. Part B Eng. 2023, 259, 110759. [Google Scholar] [CrossRef]
- Lu, C.X.; Han, C.B.; Gu, G.Q.; Chen, J.; Yang, Z.W.; Jiang, T.; He, C.; Wang, Z.L. Temperature Effect on Performance of Triboelectric Nanogenerator. Adv. Eng. Mater. 2017, 19, 1700275. [Google Scholar] [CrossRef]
- Alam, M.N.; Kim, Y.; Kumar, V.; Ryu, S.R.; Lee, D.J.; Park, S.S. Diatomaceous Earth and Carbon Nanotubes Toughened Advanced Rubber Composite for Triboelectric Nanogenerator and Sensor Applications. Polym. Compos. 2025. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulation | Amount of Masterbatch Rubber (g) | Amount of BaTiO3 (g) | Amount of CNTs (g) | Amount of Stearic Acid Modifier (g) |
|---|---|---|---|---|
| BT-50/CNT-1.5/ | 100 | 50 | 1.5 | - |
| BT-50/CNT-2 | 100 | 50 | 2.0 | - |
| BT-50/CNT-2.5/ | 100 | 50 | 2.5 | - |
| BT-100/CNT-2.5 | 100 | 100 | 2.5 | - |
| BT-50/CNT-2/SA-1 | 100 | 50 | 2 | 1 |
| BT-50/CNT-2/SA-3 | 100 | 50 | 2 | 3 |
| BT-50/CNT-2/SA-5 | 100 | 50 | 2 | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alam, M.N.; Kumar, V.; Kim, Y.; Lee, D.-J.; Park, S.-S. High-Performance Barium Titanate, Carbon Nanotube, and Styrene–Butadiene Rubber-Based Single Composite TENG for Energy Harvesting and Handwriting Recognition. Polymers 2025, 17, 2016. https://doi.org/10.3390/polym17152016
Alam MN, Kumar V, Kim Y, Lee D-J, Park S-S. High-Performance Barium Titanate, Carbon Nanotube, and Styrene–Butadiene Rubber-Based Single Composite TENG for Energy Harvesting and Handwriting Recognition. Polymers. 2025; 17(15):2016. https://doi.org/10.3390/polym17152016
Chicago/Turabian StyleAlam, Md Najib, Vineet Kumar, Youjung Kim, Dong-Joo Lee, and Sang-Shin Park. 2025. "High-Performance Barium Titanate, Carbon Nanotube, and Styrene–Butadiene Rubber-Based Single Composite TENG for Energy Harvesting and Handwriting Recognition" Polymers 17, no. 15: 2016. https://doi.org/10.3390/polym17152016
APA StyleAlam, M. N., Kumar, V., Kim, Y., Lee, D.-J., & Park, S.-S. (2025). High-Performance Barium Titanate, Carbon Nanotube, and Styrene–Butadiene Rubber-Based Single Composite TENG for Energy Harvesting and Handwriting Recognition. Polymers, 17(15), 2016. https://doi.org/10.3390/polym17152016