1. Introduction
Fibre-reinforced polymers (FRPs) offer many characteristics that are useful in different fields of engineering. They can be designed to have a high tensile strength while still being lightweight. FRPs are also highly resistant to corrosion compared to many metals [
1]. A disadvantage of FRPs is their brittle failure behaviour. This means that there are no apparent warning signs that an FRP is close to failure. Unidirectional (UD) FRPs in particular do not show any appreciable damage before complete failure. This is the key problem that unidirectional hybrid materials aim to solve. By combining different fibre materials within a laminate, it is possible to achieve more gradual failure behaviour, avoiding the usual abrupt and brittle failure of UD FRPs.
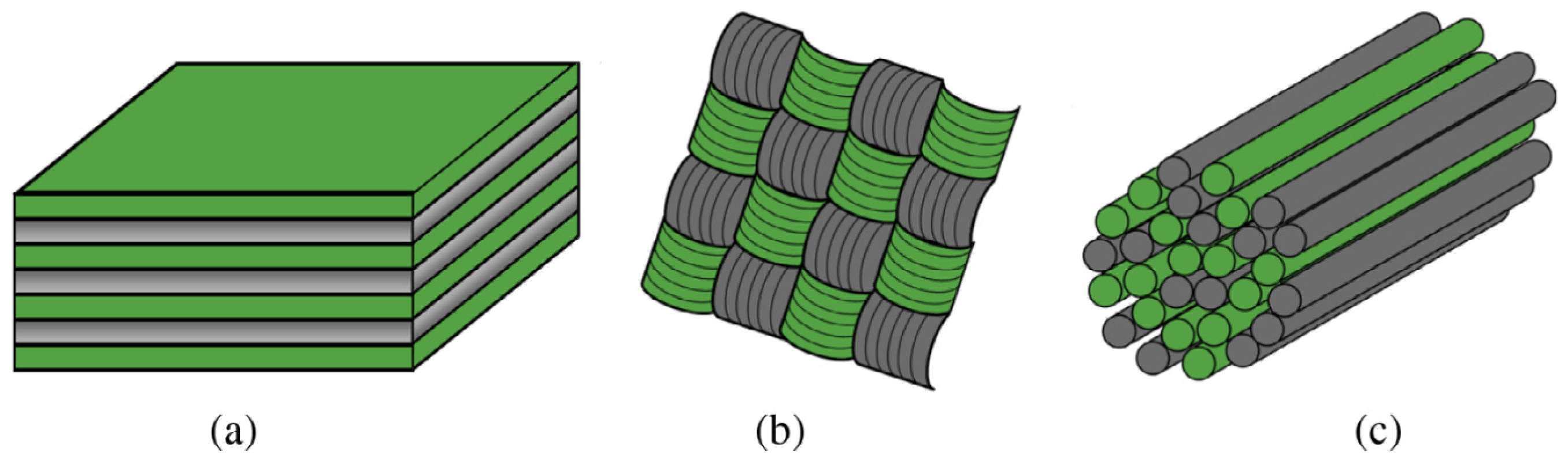
There are three main methods through which hybridisation can be realised within a fibre-reinforced polymer composite [
2]. An interlayer hybrid consists of multiple layers of reinforcement plies, where each ply contains only one type of fibre; see
Figure 1a. For an intralayer hybrid, at least two types of fibres must be interwoven within one ply of material; see
Figure 1b. An intrayarn hybrid contains twines of fibres, where multiple types of fibre are spun into a single yarn; see
Figure 1c.
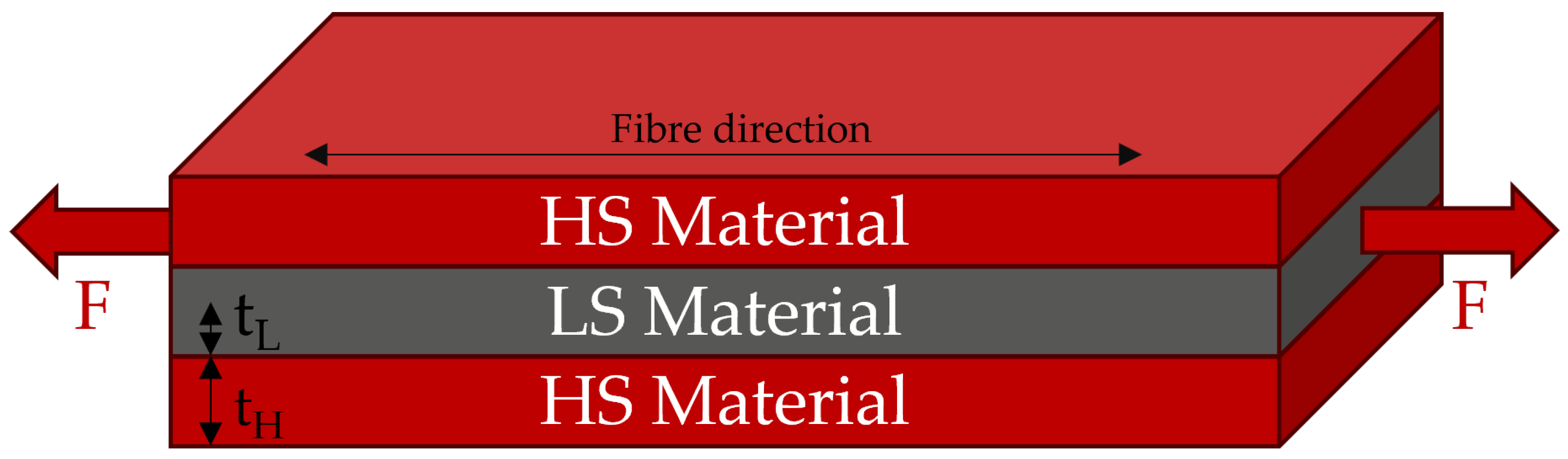
Through interlayer hybridisation of a composite laminate, it is possible to achieve pseudo-ductile behaviour in tensile tests. This is achieved by combining two types of fibre, where one has a lower breaking strain than the other. During the tensile test, the low-strain (LS) material breaks first, while the high-strain (HS) material is able to carry the load after the initial failure of the LS material.
In the last decade, failure behaviour has been investigated thoroughly for unidirectional interlayer hybrids in several research projects, which have mainly investigated glass/carbon [
3,
4,
5,
6,
7,
8] and carbon/carbon [
9,
10,
11] hybrids. Those studies all used a specific type of interlayer hybrid, composed of one layer of LS material in the centre sandwiched between layers of HS material on the top and bottom. The general form of such a hybrid can be seen in
Figure 2.
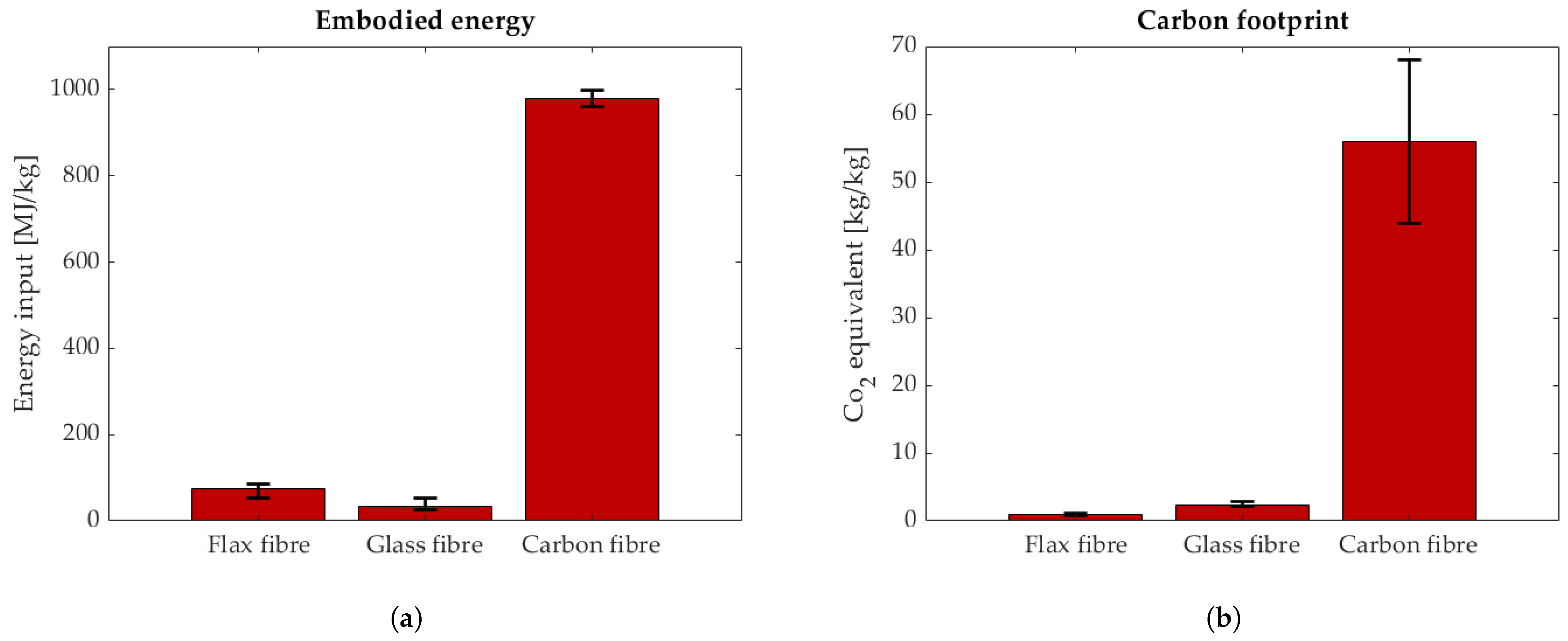
The problem of carbon/carbon and carbon/glass hybrids is the high environmental impact of the fibres. The embodied energy and the CO
2 emissions associated with production are significantly higher for carbon fibres than for flax and glass fibres. This is displayed in
Figure 3. Glass and flax fibres have a similar carbon footprint; see
Figure 3. In construction, polymers reinforced with pure glass fibre are extensively used as concrete reinforcement due to their non-magnetic properties, durability, and light weight [
12]. In that application, the safety factors for tensile loads are very high. Depending on the safety standard, the sustained service stress must be three to four times lower than the tensile stress [
13]. This is due to stress corrosion (alkaline embrittlement under sustained tensile stress) and the brittle failure behaviour of glass FRPs. This could be a potential use case where a pseudo-ductile material could be used with lower safety factors due to its gradual failure behaviour.
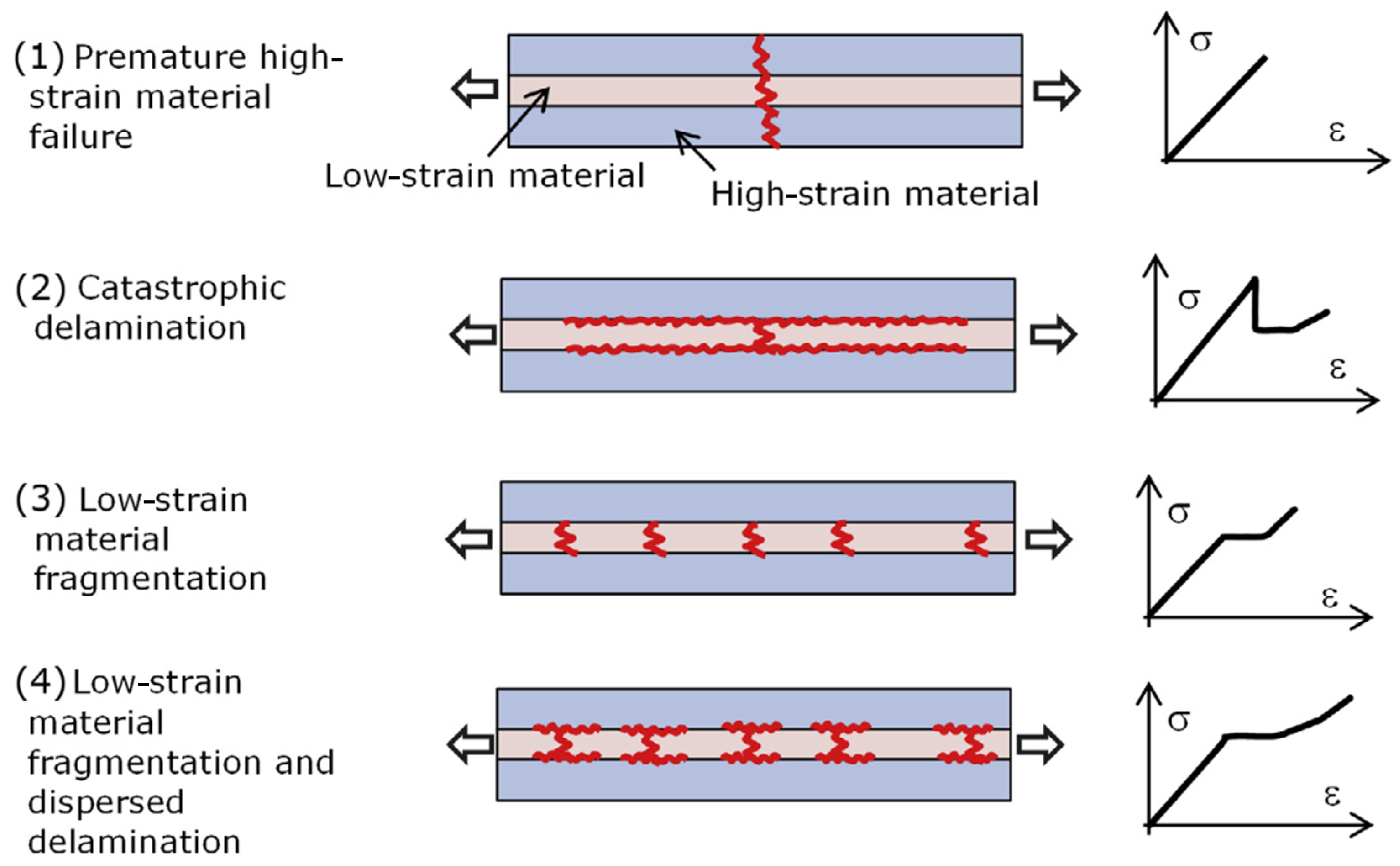
To understand the failure mechanisms of interlayer hybrid materials and to predict the failure sequence, an analytical model was proposed by Jalalvand et al. [
3,
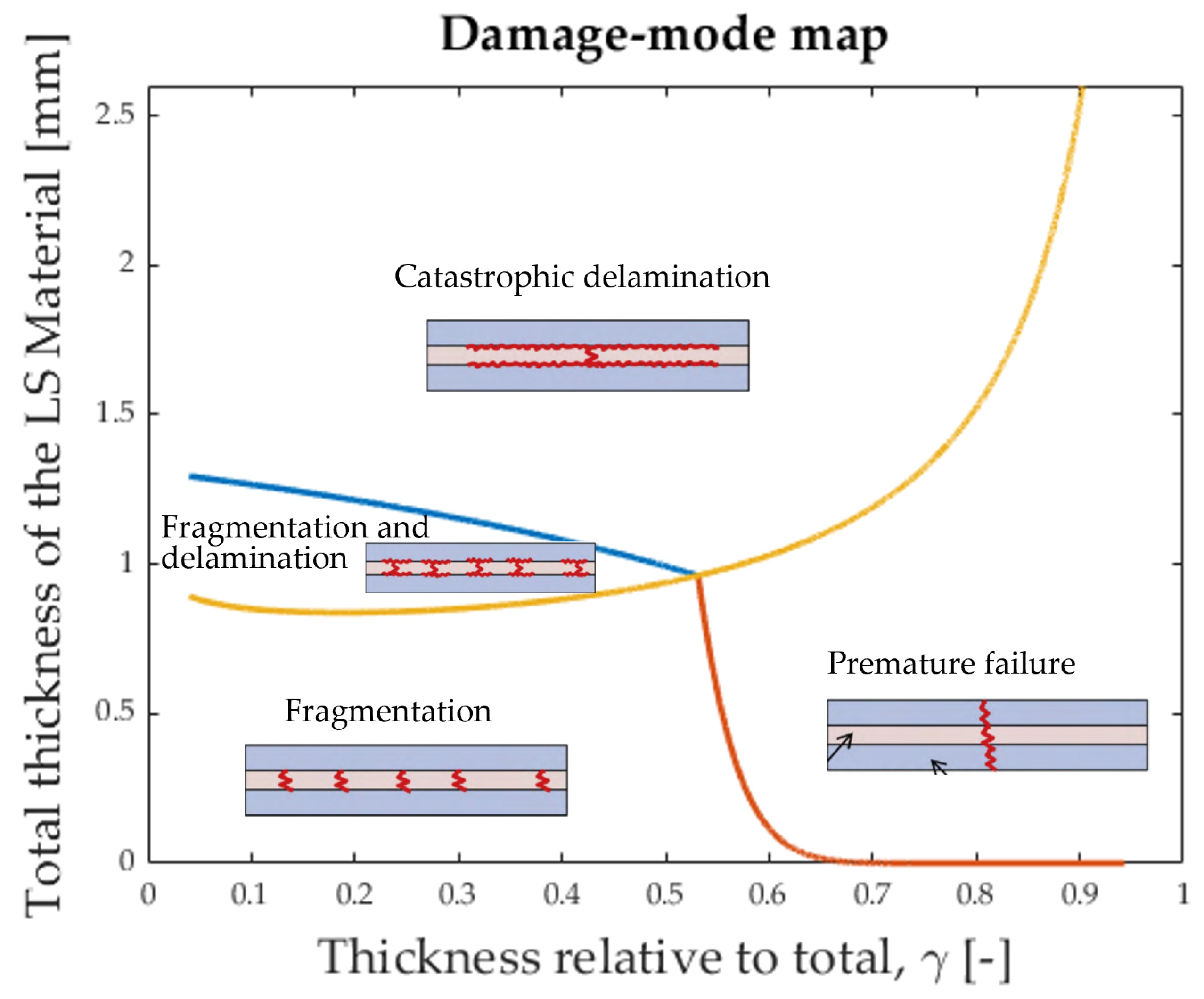
5]. The damage-modes are presented as four different scenarios: premature failure, catastrophic delamination, LS material fragmentation, and LS material fragmentation with dispersed delamination. The different damage-modes are summarised in
Figure 4.
To achieve pseudo-ductility in tension, it is fundamental to reliably predict the damage-mode for a chosen hybrid laminate. For this reason, the model by Jalalvand et al. [
3] proposes a damage-mode map that can be constructed for a specific combination of fibres. The damage-mode map then indicates what damage-mode is to be expected for a certain combination of layer thicknesses, see
Figure 5.
The damage-mode for which the hybrids were designed in this study is ’catastrophic delamination’. This damage-mode represents an efficient way to obtain a warning from the laminate when overloaded, since the initial failure of the LS material is accompanied by a drop in stress and followed by constant stress during delamination. This is the warning sign that is wanted before complete failure of the specimens, which should ideally occur after a further load increase (called load reserve).
In this study, a flax/epoxy laminate was used as the LS material, and glass/epoxy outer layers were used as the HS material. This material combination has never been investigated before with the goal of achieving pseudo-ductile failure behaviour. Other studies investigated flax/carbon hybrid behaviour [
18] to improve the strength of flax composites. Additionally, a study on flax/glass hybrids under tension was been carried out by Zhang et al. [
19]. There, the stacking sequence of glass and flax layers was different from the sequence used in this study, and the goal was to improve the tensile strength of the laminate by altering the stacking sequence without aiming to achieve pseudo-ductile stress–strain behaviour in tension.
2. Materials and Methods
In order to construct the damage-mode map for the glass and flax fibres used herein, their mechanical properties need to be known. Through preliminary tests at EMPA, the properties in
Table A1 were found.
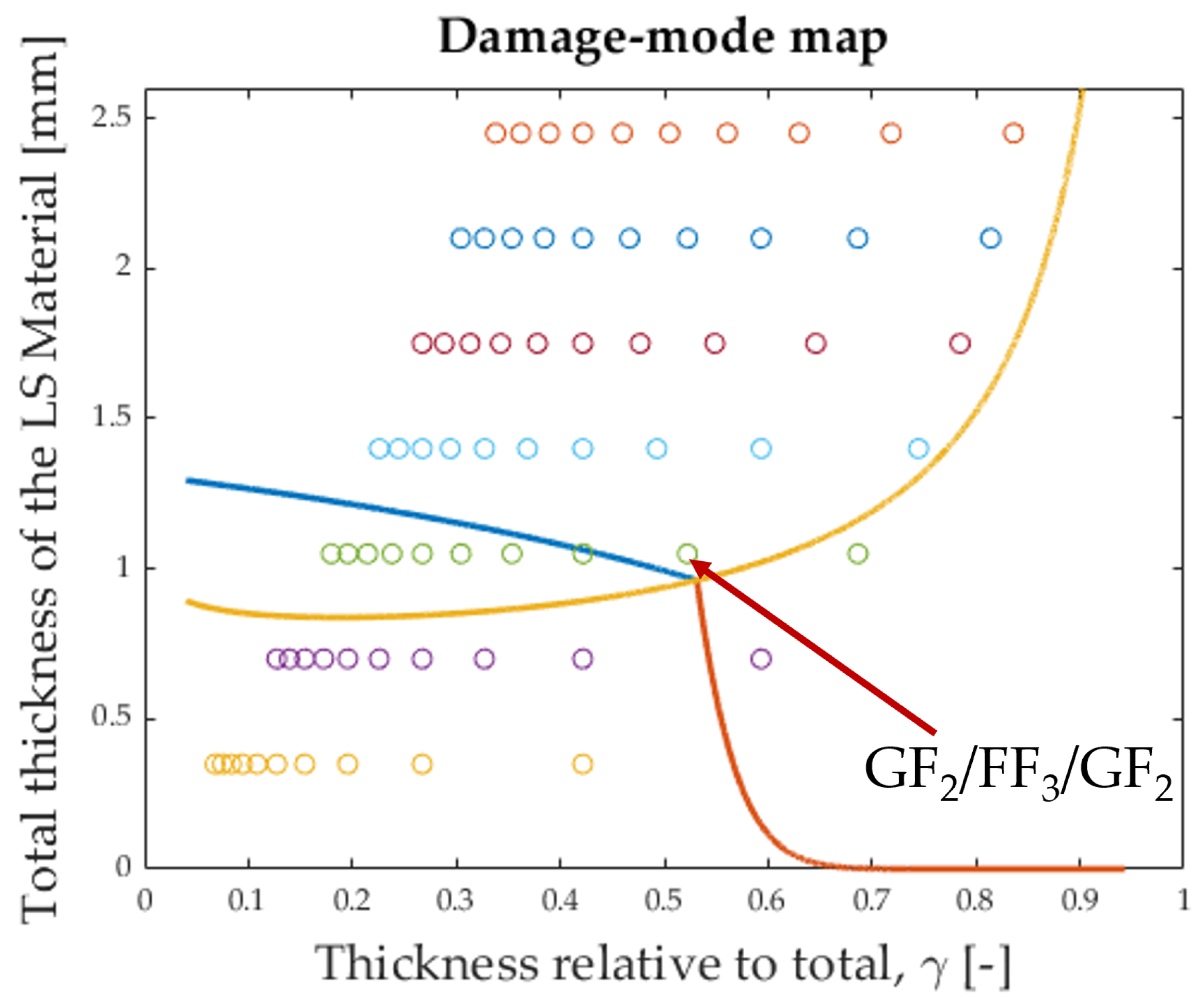
Based on these properties and considering the material and geometric parameters given in the literature and summarised in
Table A2, it was possible to construct a damage-mode map, shown in
Figure 6. The boundary lines between the different damage-modes were constructed using the formulas proposed by [
3]. (
is the ratio of Young’s moduli,
is the ratio of thicknesses, and
is the LS material thickness fraction. For more information, see Section Abbreviations).
The blue line in
Figure 6 represents the following formula, rearranged from [
3]:
The orange line in
Figure 6 represents the following formula, rearranged from [
3]:
The yellow line in
Figure 6 represents the following formula, rearranged from [
3]:
The configuration
was chosen because its proximity to the intersection of the boundary lines leads to relatively high pseudo-ductile strain [
3].
The analytical stress–strain curve for
was constructed using the model proposed by Jalalvand et al. [
5]. For this model, the five points indicated in
Table 1 needed to be evaluated.
To calculate the points in
Table 1, the following formulas were proposed by Jalalvand et al. [
5].
The laminate stress at which the LS material fails, marked by Point 2 in
Figure 7, is as follows:
The stress level at which the LS material delaminates from the HS material, marked by Points 3 and 4 in
Figure 7, is as follows:
The HS material finally fails at the stress marked by Point 5 in
Figure 7. Its value can be expressed as follows:
The Young’s modulus of the laminate after complete delamination [
5] is as follows:
The hybrid laminate was manufactured using UD fabrics for both the glass and flax fibres; see
Figure 8.
The fabric was cut to size and impregnated by hand using Araldite LY 5052/Aradur 5052 (Huntsman, Basel, Switzerland). The wet laminate was then placed into a mould with the exact dimensions intended for the final specimen: 24 mm in width and 280 mm in length. To cure the epoxy, the mould was placed in a heating press at 80 °C and subjected to 15 bar of pressure. After 20 min, the specimen was ready to be taken out of the mould. All the specimens were post-cured for at least 4 h at 100 °C in an oven without additional pressure.
End tabs made of ±45° GFRP with a thickness of 2 mm and a length of 70 mm were glued to all the specimens with 3M DP490 epoxy glue (3M, Saint Paul, MN, USA) This way, the hydraulic grips of the testing machine were not in direct contact with the specimen, and the end tabs ensured a good surface to grip. The process can be seen step by step in
Figure 9.
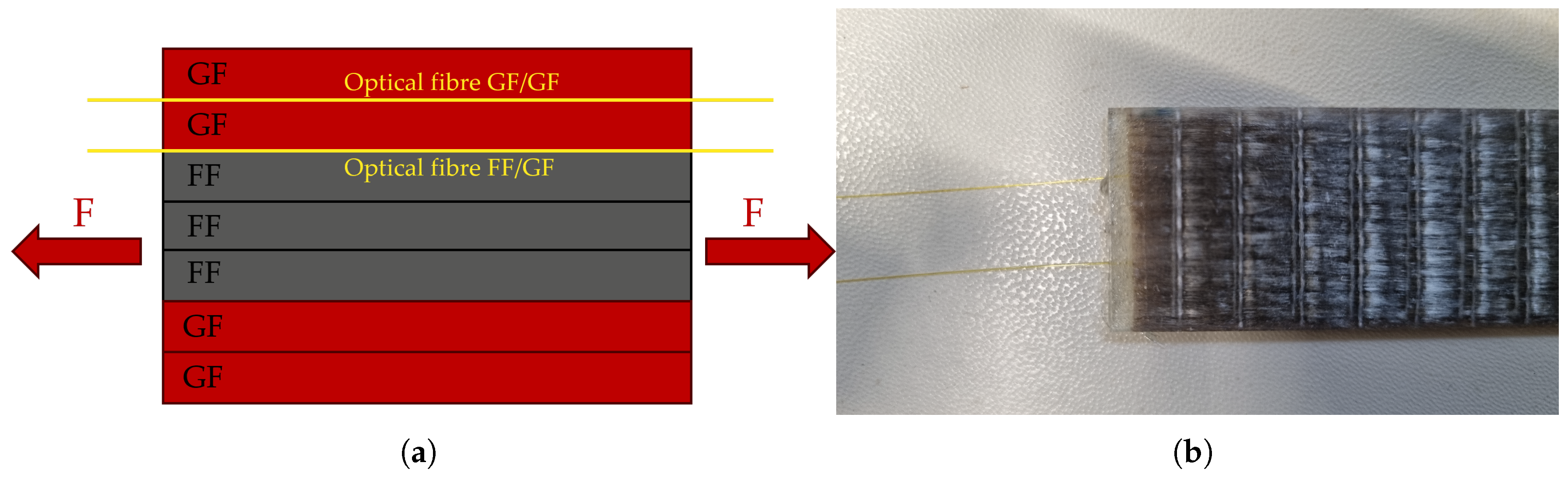
Within the specimens, optical fibres were embedded to measure the strain accurately during the tensile tests. This method has been applied successfully by Martinoni et al. to measure the strain distribution in all-carbon hybrids [
10]. The positions of the optical fibres in the hybrid laminates are shown in
Figure 10. The measuring method used was Rayleigh backscattering [
22,
23], implemented with the ODiSi 6104 interrogator (Luna Innovations Inc., Roanoke, VA, USA) This method allows high-spatial-resolution measurement of the strain distribution along the fibre, with intervals of 0.65 mm between measurements.
The tensile tests were carried out using a Z250 (ZwickRoell, Ulm, Germany) universal testing machine. and followed the EN ISO 527-5 testing standard [
24]. The specimens were clamped with hydraulic grips, which ensured that the specimens did not slip during testing. The applied pressure was 120 bar. The dimensions of the specimens were slightly modified compared to the EN ISO 527-5 specifications. The dimensions used in this study resulted from the geometry of the available mould and the specific layer thicknesses that needed to be used to achieve the desired damage-mode. The dimensions used for the tensile tests are summarised in
Table 2. All the samples produced for testing and microscopy are listed in
Table 3. EN ISO 527-5 requires a minimum of 5 samples for the tensile tests; one more was produced because the thickness of specimen 4 differed greatly from the others for unknown reasons. A 7th sample was produced to investigate the internal structure of the hybrid laminate under a microscope.
4. Discussion
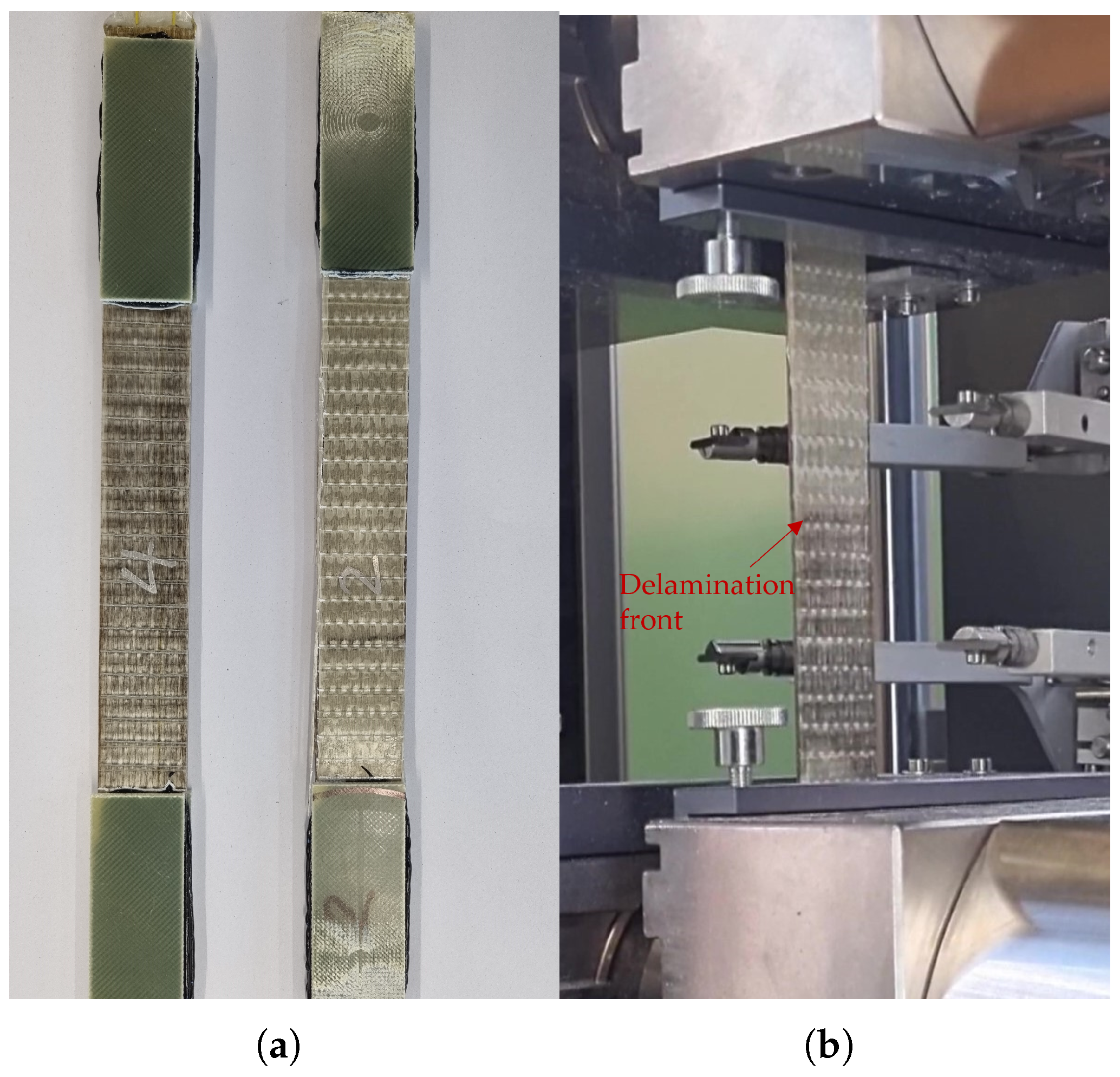
The chosen hybrid configuration showed the intended ‘catastrophic delamination’ damage-mode, as can be seen in
Figure 11. A characteristic load drop at the initial failure of the flax fibres (LS material) was followed by a delamination phase at almost constant stress. The load increase after delamination was not always as pronounced as we hoped. The so-called ‘load reserve’ is the difference between the stress level at delamination
and the ultimate stress
. These values are listed in
Table 4.
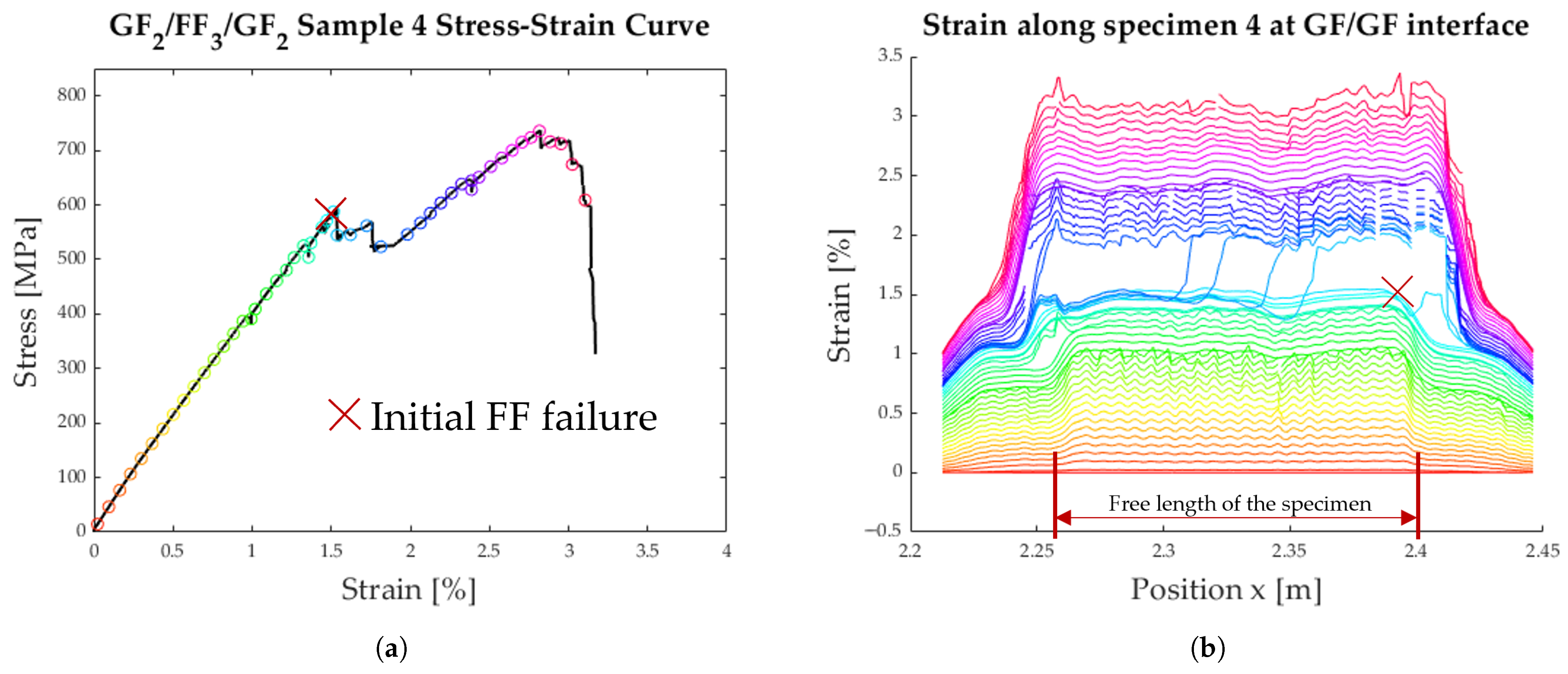
The detailed analysis of the specimens shown in
Figure 13,
Figure 14 and
Figure 15 show the delamination propagation from an initial failure of the flax layer. This failure can occur anywhere along the specimen, leading to different paths of delamination propagation. In
Figure 13b, the delamination starts on the right side, and a second delamination front starts on the left. In
Figure 14b, the initial failure of the flax layer occurs on the right side of the plot and then propagates to the left. In
Figure 15b, the failure of the flax starts the delamination process from the centre of the specimen. The delamination then propagates outwards in either direction.
From the tensile tests, the load reserve after delamination was calculated to be, on average, 145.5 MPa with a standard deviation of 48.5 MPa. This is the main part that should be improved in further developments. It is important that there be a significant load reserve after delamination. The early warning of the LS material failure requires proper laminate pseudo-ductility, such that the HS material can carry significantly higher loads.
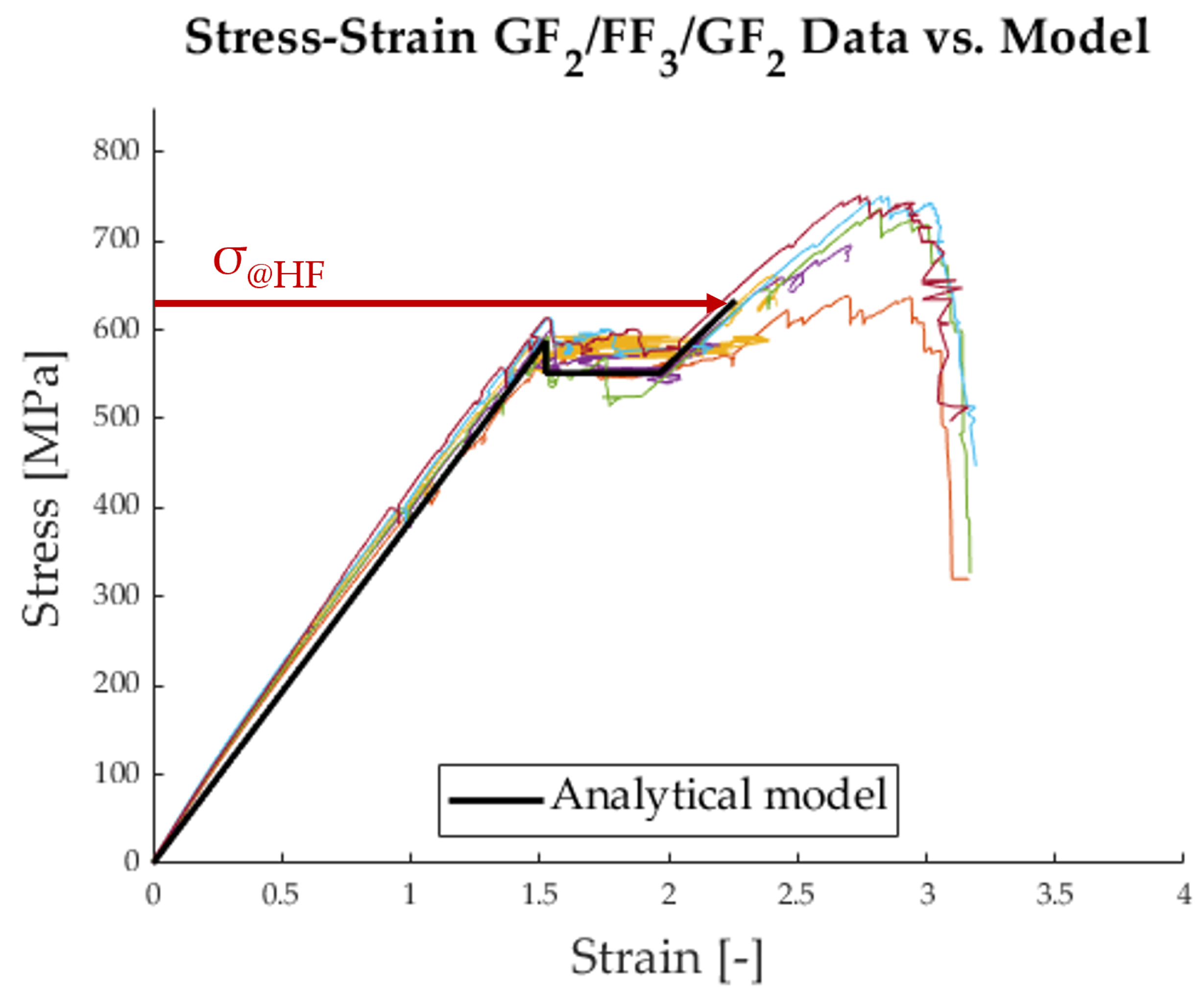
4.1. Comparison Between Data and Analytical Model
With the newly determined fibre properties from
Table 6, an analytical model designed after Jalalvand et al. [
5] can be constructed and compared to the data from
Figure 11.
Figure 17 shows that the initial behaviour of the hybrid follows the model well. It is important to note that the stress level
was fitted to the curve because it is highly dependent on the critical mode 2 energy release rate, which has not yet been determined accurately for this material combination. The chief difference between the model and the data lies in the final failure of the hybrid at the stress level
. The analytical model drastically underestimates the strength of the glass fibres. This is due to a reduction term that is applied to the model, following a Weibull strength distribution of the HS material. It can be seen in Equation (
6) as
and is meant to account for the strength distribution within the volume of the HS material [
25,
26]. For the case at hand, this term is unnecessary because the volume of the specimen, with which the tensile strength was determined, is the same as the volume of the material in the hybrid. Therefore, the model must be adapted as follows:
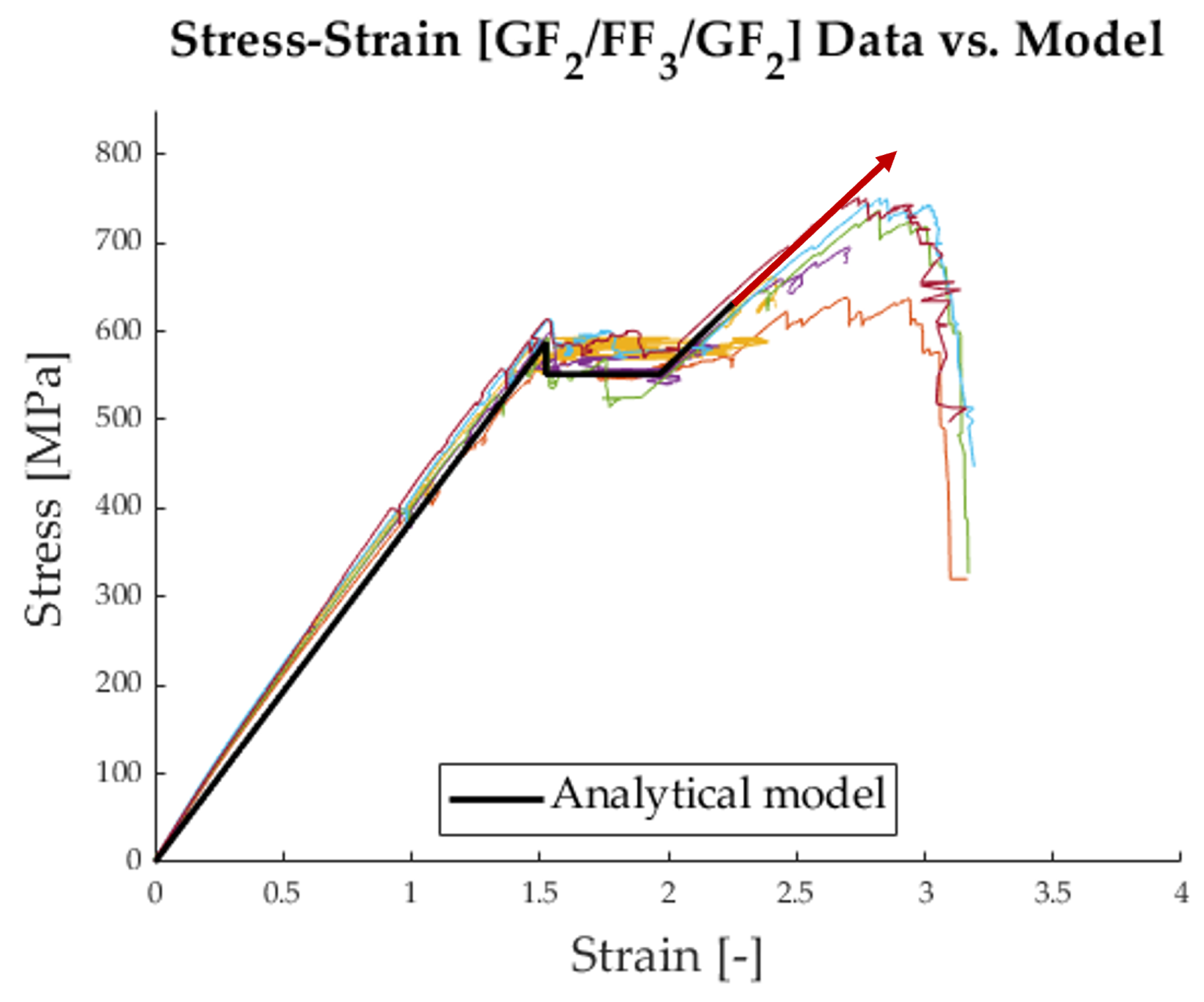
With this adjustment of the model, it is possible to create a new analytical stress–strain curve, which can be seen in
Figure 18.
4.2. Further Improvements in the Hybrids
The load reserves of the tested hybrid laminates are neither very high nor consistent. In
Figure 13, the load only increases very slightly, whereas in
Figure 15, the load increase after delamination is more pronounced. In further investigations, the focus will be on the load reserve and how it can be increased to resemble the stress–strain curve shown in
Figure 19.
To increase the load reserve, the tensile strength of the HS material must be increased, this increases the ultimate laminate stress before failure . Different approaches could be pursued to achieve this. By using a different matrix polymer that creates a better interface between fibre and matrix, the strength of the HS material might be improved.
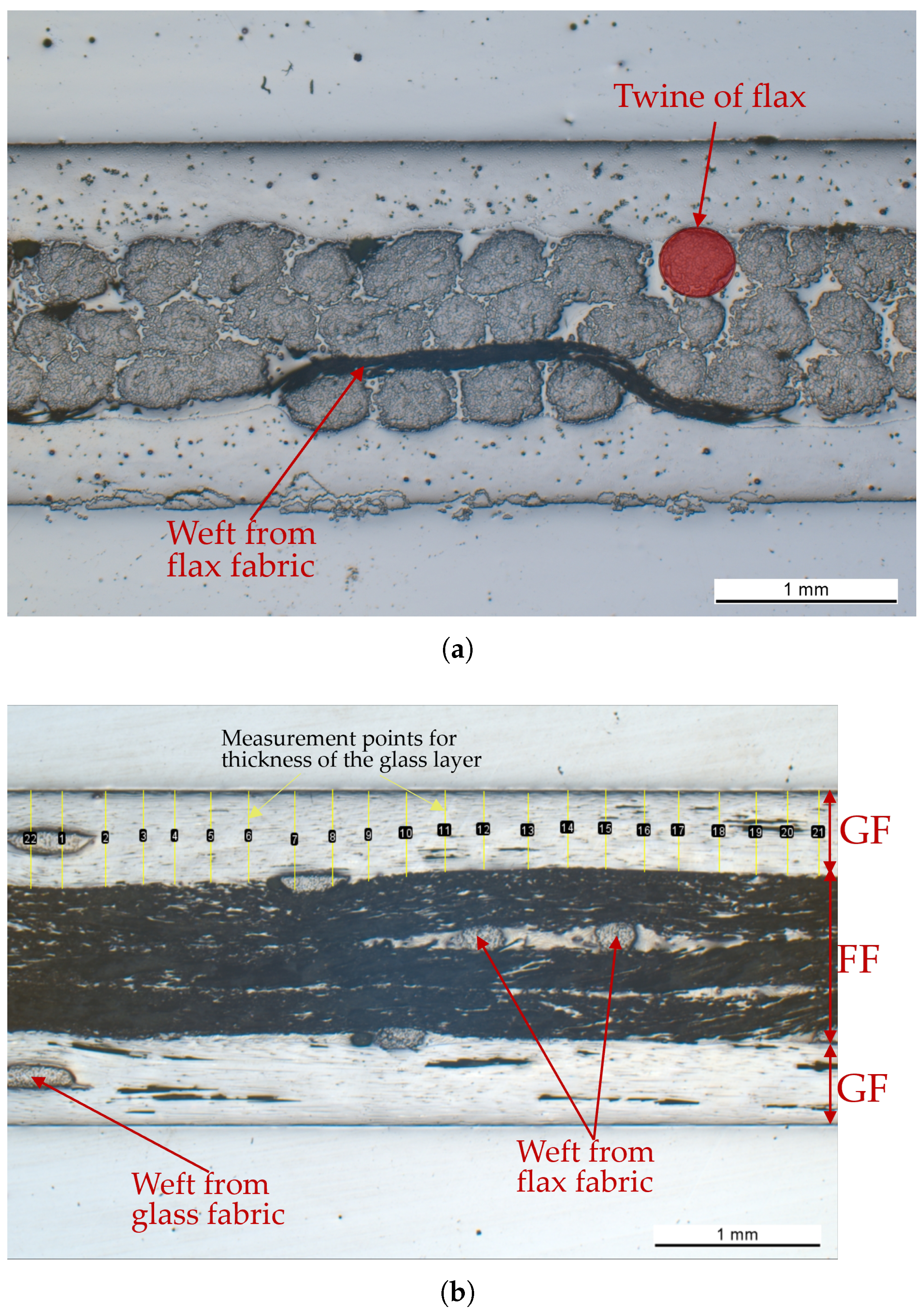
A different approach would be to find a way to remove the weft from the fabric. That way, the stress concentrations due to the waviness of the fibres would be prevented, leading to higher UD-layer moduli and strengths.
Alternatively, the fibre used for the HS material could be changed to achieve higher tensile strength. In this study, an S-Glass UD fabric from China Beihai Fiberglass Co., Ltd. (Jiujiang City, China) was used. There may be other manufacturers that produce S-Glass with higher tensile strength.
5. Conclusions
In this study, the potential of pseudo-ductile hybrid composites from flax and glass fibres was investigated. The unidirectional laminates were designed based on an analytical model that could predict the damage-mode and tensile behaviour of a hybrid composite [
5]. This model was constructed with the help of preliminary tests of composites that contained only one of the constituents of the hybrid: pure glass/epoxy or pure flax/epoxy. Tensile tests were carried out using both an extensometer and DFOS for the strain measurement. These tests showed the pseudo-ductile behaviour of the designed laminates and thus proved that pseudo-ductility is achievable with this sustainable selection of materials. The specimens showed the desired ’catastrophic delamination’ behaviour with a pseudo-ductile strain of 0.52% [std. dev. 0.09%]. This was followed by an improvable load reserve of 145.5 MPa [std. dev. 48.5 MPa] before final failure of the external glass fibre layers, as was predicted by the model.
The tensile behaviour of flax/glass hybrids could still be further improved by investigating and testing slightly different material parameters, mainly by altering the epoxy, changing to a stronger glass fibre with higher tensile failure strain, using a different fibre product without weft (for the LS and HS materials), investigating the critical mode 2 energy release rate, or changing the layer sequence.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}