
Study on the Optimization of FDM Parameters for the Manufacture of Three-Point Bending Specimens from PETG and Recycled PETG in the Context of the Transition to the Circular Economy




Abstract
1. Introduction
2. Materials and Methods
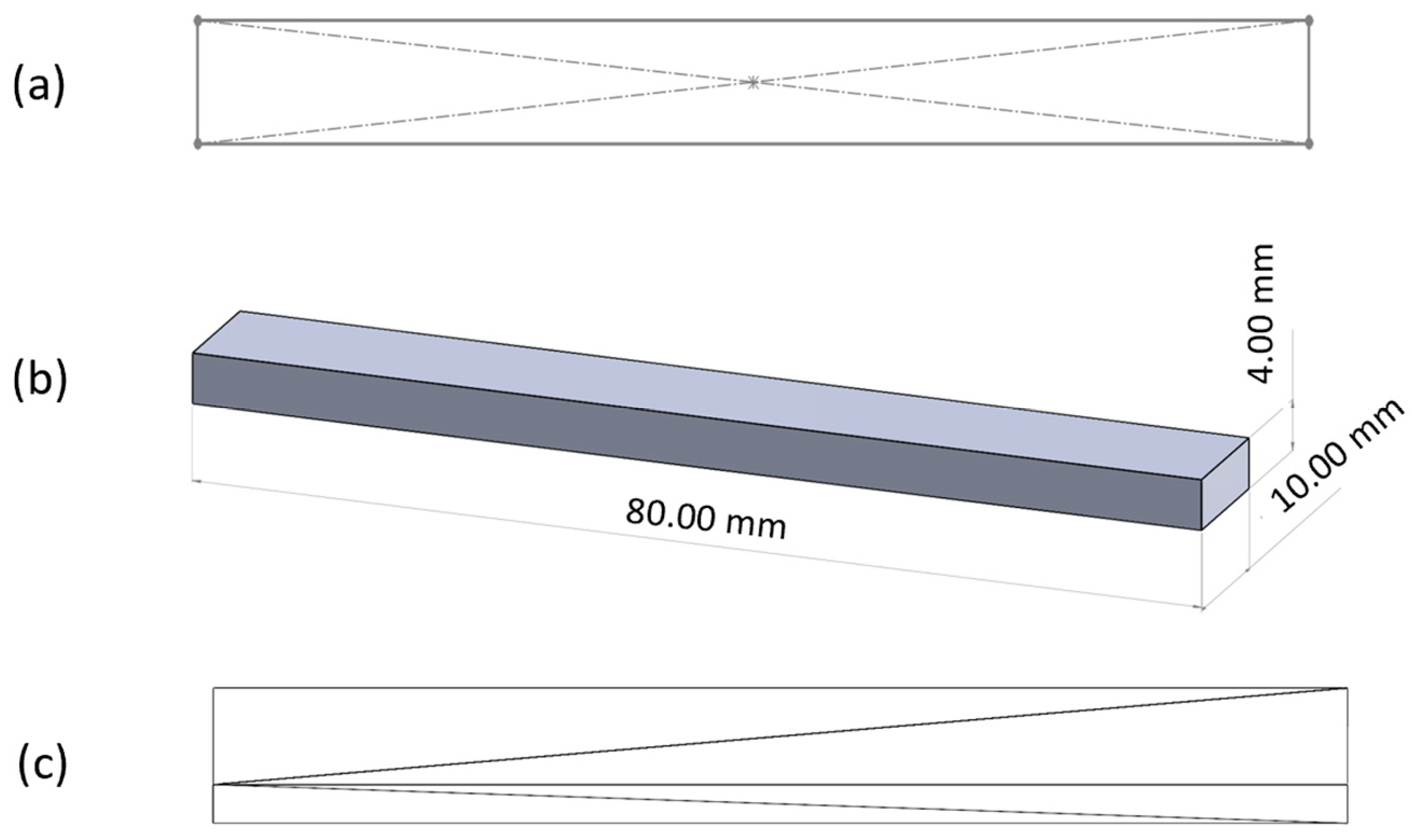
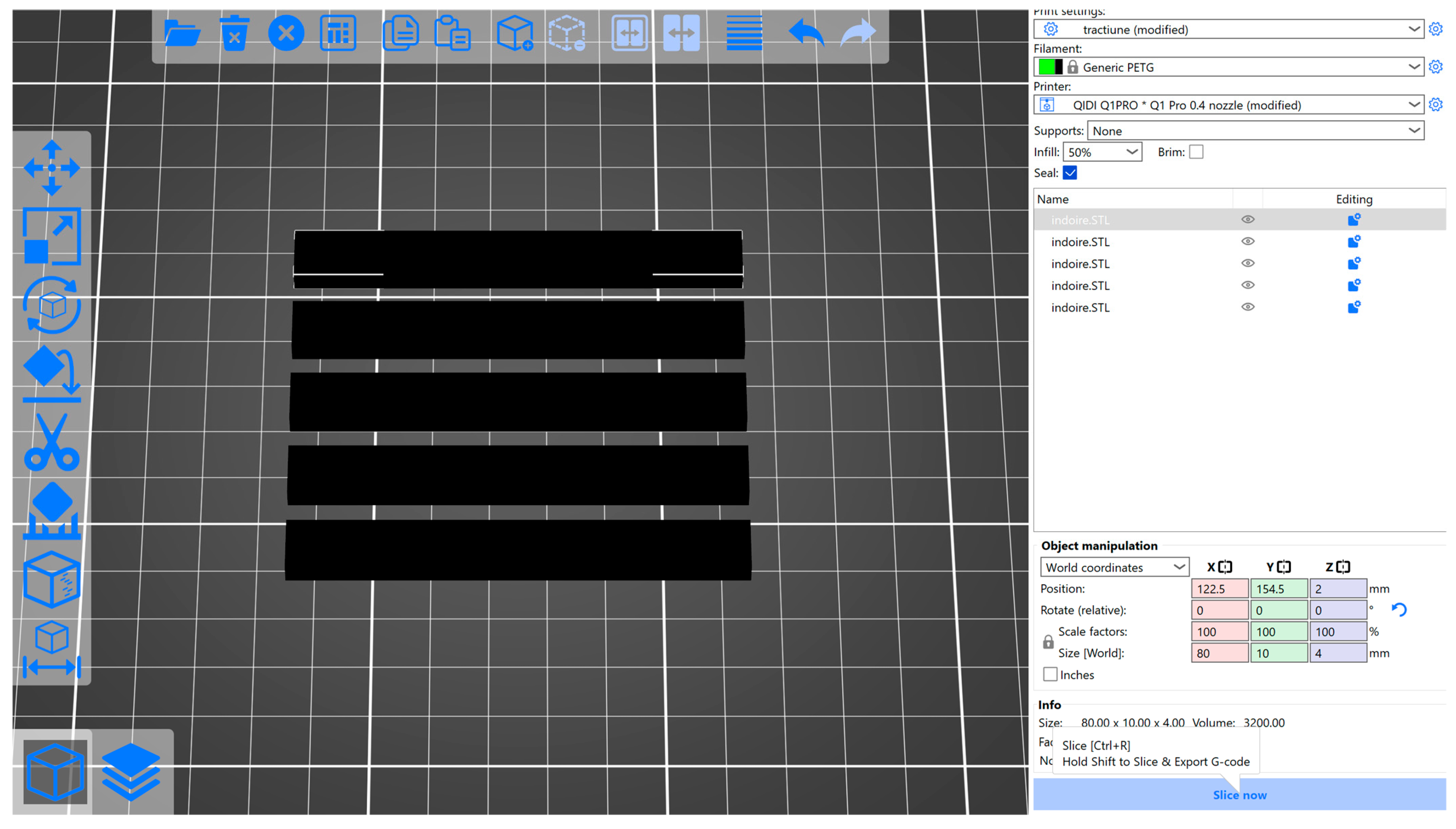
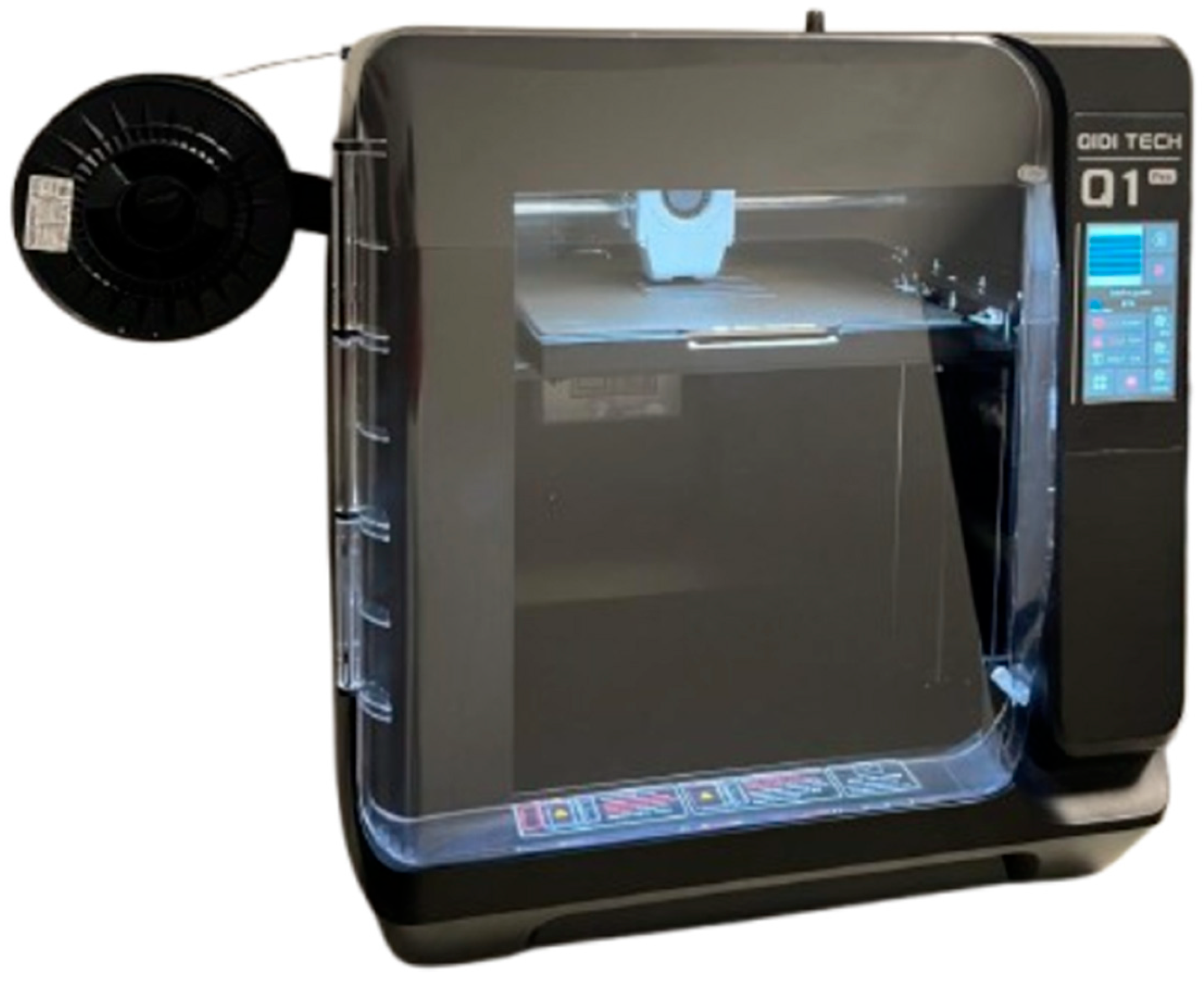
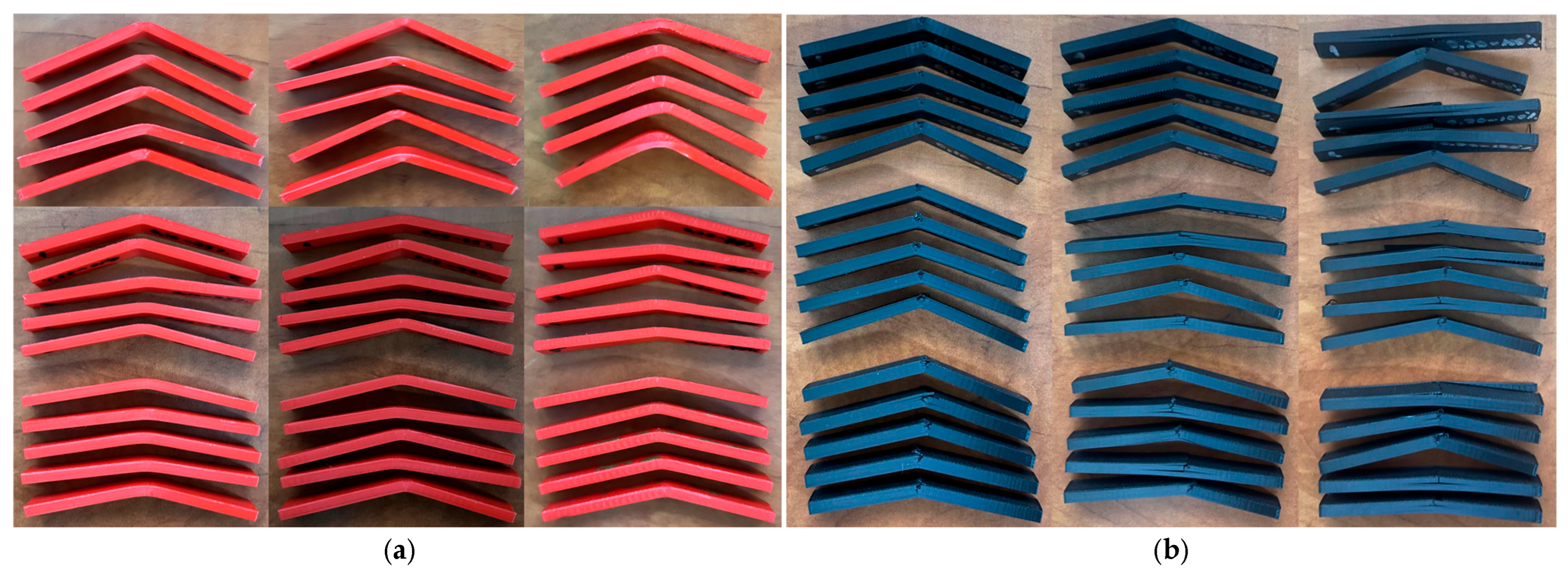
2.1. Manufacturing of Specimens for Three-Point Bending Test
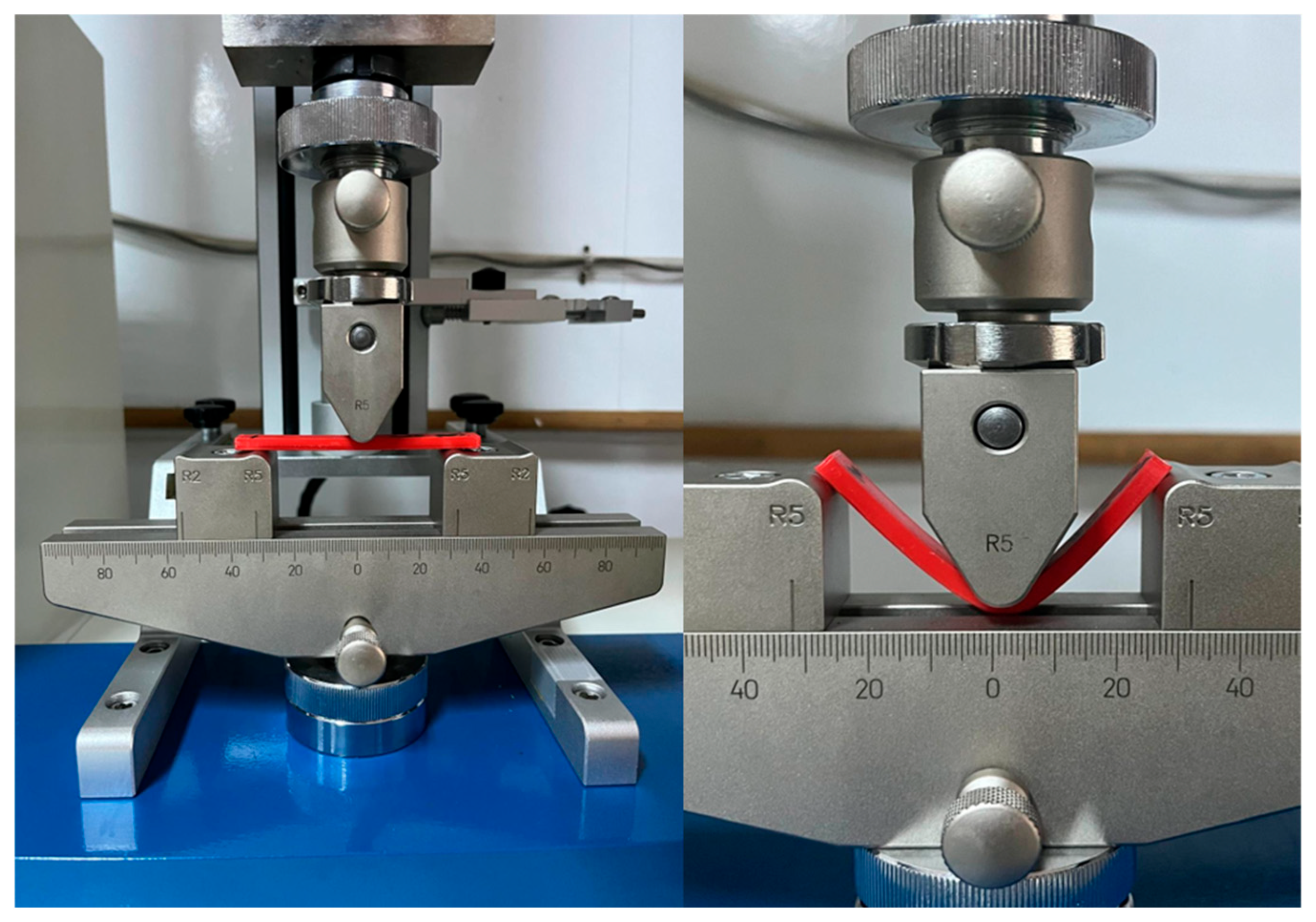
2.2. Three-Point Bending Test of Additively Manufactured PETG and rPETG Specimens
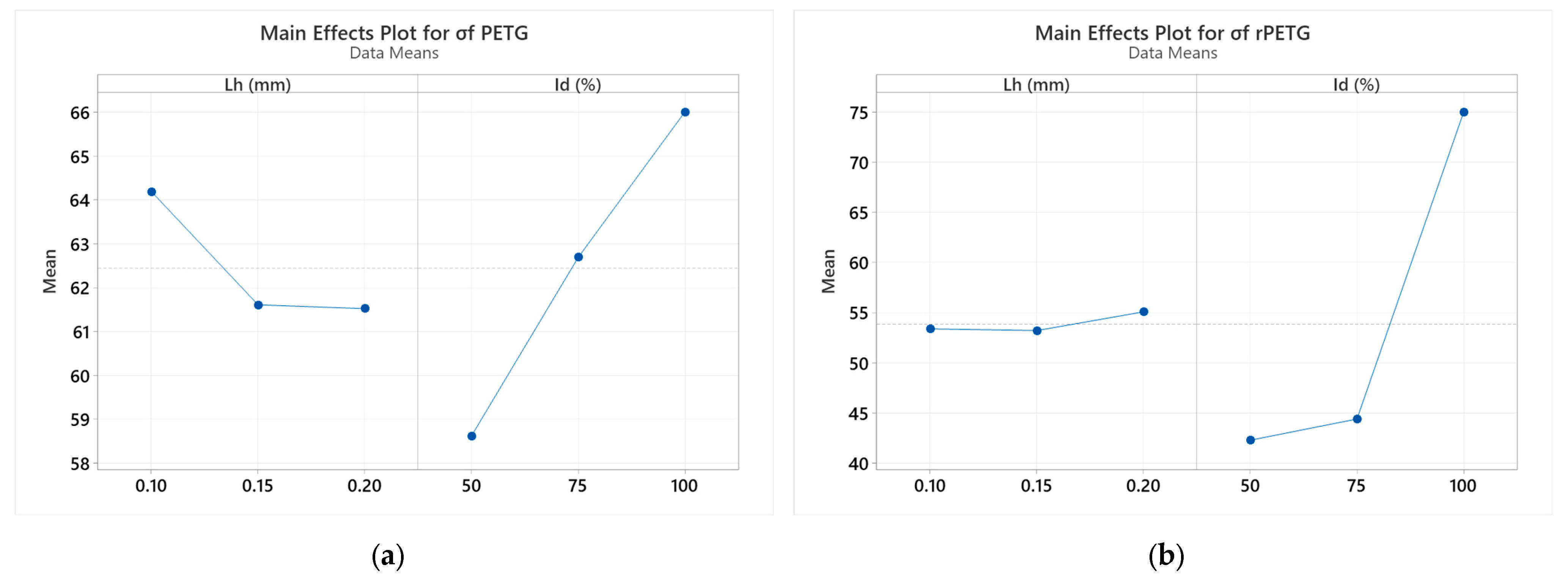
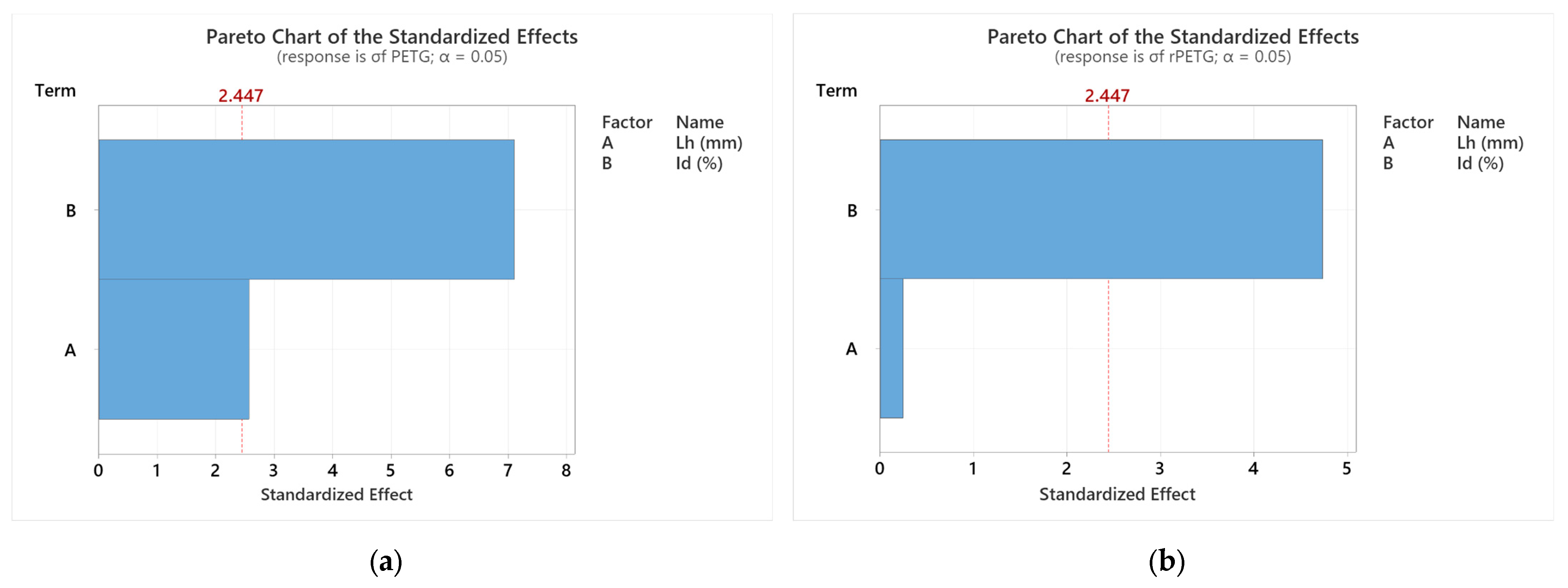
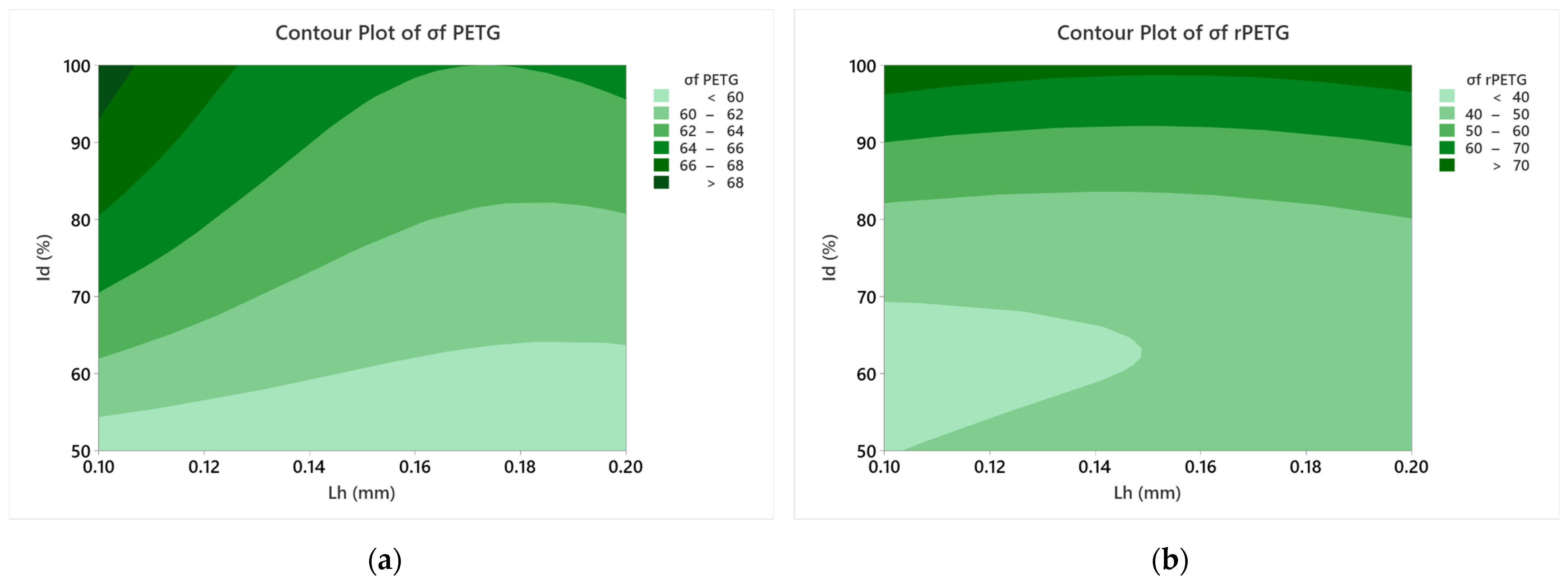
3. Results and Discussion
4. Conclusions
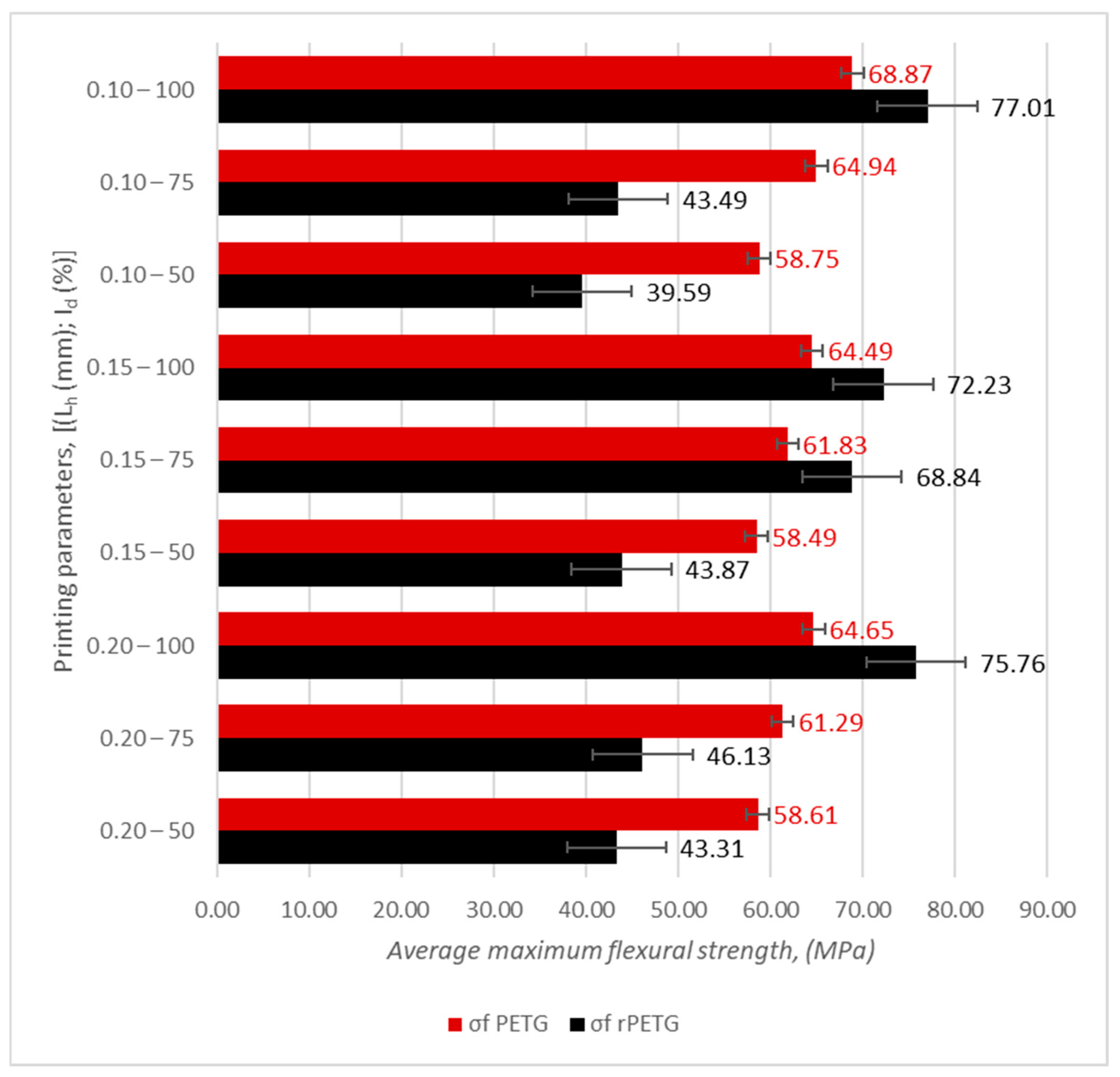
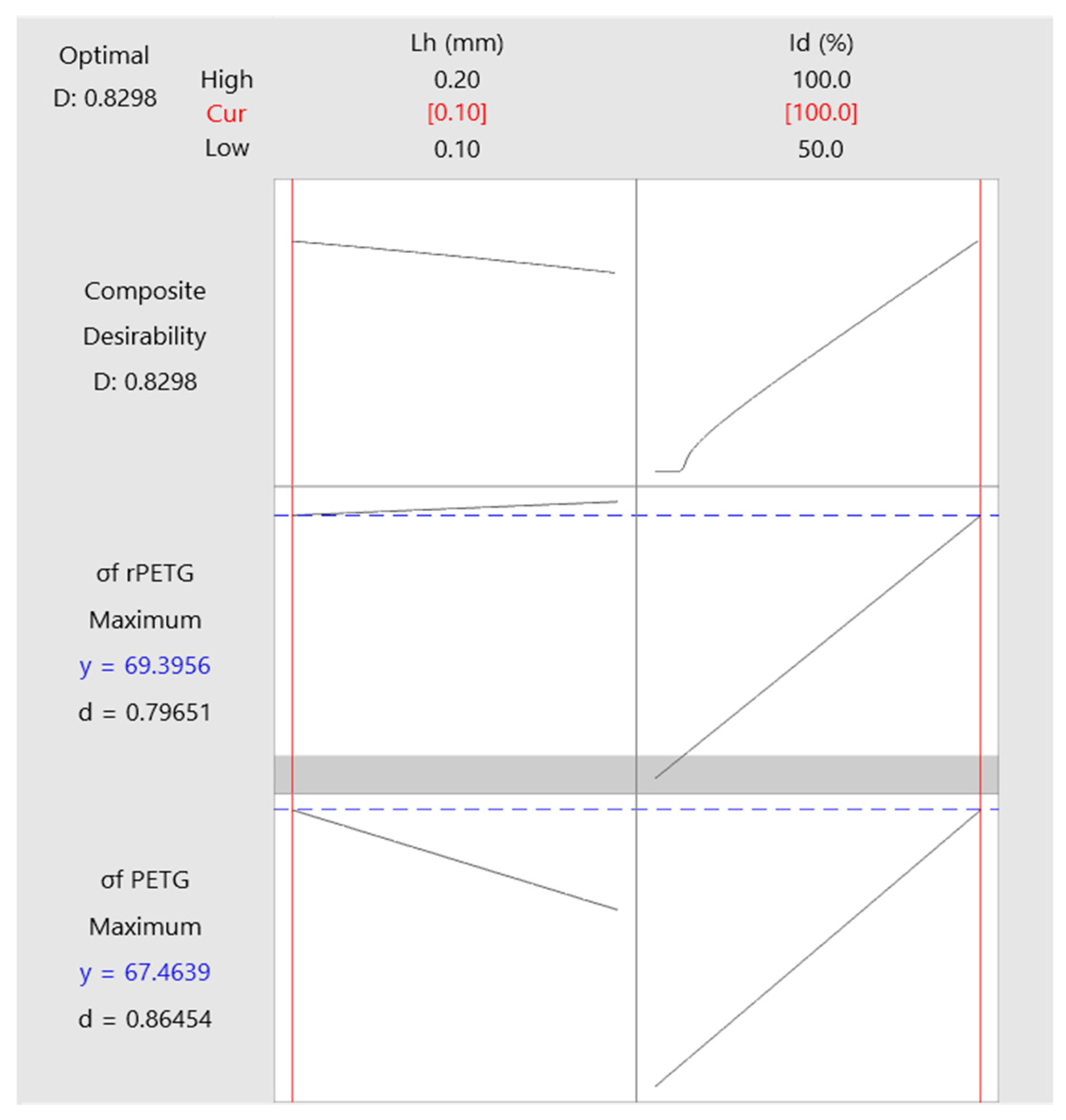
- Optimal parameters for maximum flexural strength:
- Lh = 0.10 mm and Id = 100%.
- rPETG outperforms PETG under optimal conditions, showing 10.72% higher bending resistance.
- The average bending resistances of the 45 PETG specimens are 9.19% higher compared to the average bending resistances of rPETG specimens.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Nikolaou, I.E.; Jones, N.; Stefanakis, A. Circular Economy and Sustainability: The Past, the Present and the Future Directions. Circ. Econ. Sustain. 2021, 1, 1–20. [Google Scholar] [CrossRef]
- Arruda, E.H.; Melatto, R.A.P.B.; Levy, W.; Conti, D.d.M. Circular Economy: A Brief Literature Review (2015–2020). Sustain. Oper. Comput. 2021, 2, 79–86. [Google Scholar] [CrossRef]
- Provenzano, V.; Seminara, M. The Nexus Between Circular Economy and Sustainable Development Goals. In International Symposium: New Metropolitan Perspectives; Springer: Berlin/Heidelberg, Germany, 2024; pp. 72–82. ISBN 978-3-031-74671-0. [Google Scholar]
- Ghosh, A.; Bhola, P.; Sivarajah, U. Emerging Associates of the Circular Economy: Analysing Interactions and Trends by a Mixed Methods Systematic Review. Sustainability 2022, 14, 9998. [Google Scholar] [CrossRef]
- Mangău, A.; Vermeșan, H.; Pădurețu, S.; Hegyi, A. An Incursion into Actuality: Addressing the Precautionary Principle in the Context of the Circular Economy. Sustainability 2022, 14, 10090. [Google Scholar] [CrossRef]
- Geissdoerfer, M.; Savaget, P.; Bocken, N.M.P.; Hultink, E.J. The Circular Economy—A new sustainability paradigm. J. Clean. Prod. 2017, 143, 757–768. [Google Scholar] [CrossRef]
- Kirchherr, J.; Piscicelli, L.; Bour, R.; Kostense-Smit, E.; Muller, J.; Huibrechtse-Truijens, A.; Hekkert, M. Barriers to the Circular Economy: Evidence from the European Union (EU). Ecol. Econ. 2018, 150, 264–272. [Google Scholar] [CrossRef]
- Liu, L.; Ramakrishna, S. (Eds.) An Introduction to Circular Economy; Springer: Singapore, 2021. [Google Scholar]
- Bolat, Ç.; Yıldırım, E. A Comparative Effort on the Influence of Liquid Treatment Media Type, Fiber Addition, and Deformation Load on the Wear Performance of Additively Manufactured Polyamide 6 and Acrylonitrile Butadiene Styrene Composites. Polymer Composites. Polym. Compos. 2025. [Google Scholar] [CrossRef]
- Zisopol, D.G.; Nae, I.; Portoaca, A.I.; Ramadan, I. A Statistical Approach of the Flexural Strength of PLA and ABS 3D Printed Parts. Eng. Technol. Appl. Sci. Res. 2022, 12, 8248–8252. [Google Scholar] [CrossRef]
- Zisopol, D.G.; Minescu, M.; Iacob, D.V. A Study on the Influence of FDM Parameters on the Compressive Behavior of PET-G Parts. Eng. Technol. Appl. Sci. Res. 2024, 14, 13592–13597. [Google Scholar] [CrossRef]
- Raja, S.; Rusho, M.; Karthikeyan, S.; Surakasi, R.; Anand, R.; Devarasu, N. Energy-Efficient FDM Printing of Sustainable Polymers: Optimization Strategies for Material and Process Performance. Appl. Chem. Eng. 2024, 7, 5537. [Google Scholar] [CrossRef]
- Agrawal, A.P.; Kumar, V.; Kumar, J.; Paramasivam, P.; Dhanasekaran, S.; Prasad, L. An Investigation of Combined Effect of Infill Pattern, Density, and Layer Thickness on Mechanical Properties of 3D Printed ABS by Fused Filament Fabrication. Heliyon 2023, 9, e16531. [Google Scholar] [CrossRef] [PubMed]
- Yan, C.; Kleiner, C.; Tabigue, A.; Shah, V.; Sacks, G.; Shah, D.; DeStefano, V. PETG: Applications in Modern Medicine. Eng. Regen. 2024, 5, 45–55. [Google Scholar] [CrossRef]
- Rivera-López, F.; Pavón, M.M.L.; Correa, E.C.; Molina, M.H. Effects of Nozzle Temperature on Mechanical Properties of Polylactic Acid Specimens Fabricated by Fused Deposition Modeling. Polymers 2024, 16, 1867. [Google Scholar] [CrossRef]
- Chidara, A.; Cheng, K.; Gallear, D. Engineering Innovations for Polyvinyl Chloride (PVC) Recycling: A Systematic Review of Advances, Challenges, and Future Directions in Circular Economy Integration. Machines 2025, 13, 362. [Google Scholar] [CrossRef]
- Yu, W.; Sun, L.; Li, M.; Li, M.; Lei, W.; Wei, C. FDM 3D Printing and Properties of PBS/PLA Blends. Polymers 2023, 15, 4305. [Google Scholar] [CrossRef]
- Li, M.; Lei, W.; Yu, W. FDM 3D Printing and Properties of WF/PBAT/PLA Composites. Molecules 2024, 29, 5087. [Google Scholar] [CrossRef]
- Yalçın, M.M. Flexural Behavior of 3D-Printed Carbon Fiber-Reinforced Nylon Lattice Beams. Polymers 2024, 16, 2991. [Google Scholar] [CrossRef]
- Raja, S.; Jayalakshmi, M.; Rusho, M.A.; Selvaraj, V.K.; Subramanian, J.; Yishak, S.; Kumar, T.A. Fused Deposition Modeling Process Parameter Optimization on the Development of Graphene Enhanced Polyethylene Terephthalate Glycol. Sci. Rep. 2024, 14, 30744. [Google Scholar] [CrossRef]
- Suteja, T.J. Optimization of Infill Density, Layer Height, and Shell Thickness to Achieve Maximum Bending Strength and Minimum Printing Time of PLA 3D Printed Part. J. Polimesin 2023, 21, 1–5. [Google Scholar] [CrossRef]
- Jatti, V.; Sapre, M.; Jatti, A.; Khedkar, N.; Jatti, V. Mechanical Properties of 3D-Printed Components Using Fused Deposition Modeling: Optimization Using the Desirability Approach and Machine Learning Regressor. Appl. Syst. Innov. 2022, 5, 112. [Google Scholar] [CrossRef]
- Al-Tamimi, A.A.; Pandžić, A.; Kadrić, E. Investigation and Prediction of Tensile, Flexural, and Compressive Properties of Tough PLA Material Using Definitive Screening Design. Polymers 2023, 15, 4169. [Google Scholar] [CrossRef] [PubMed]
- Smirnov, A.; Nikitin, N.; Peretyagin, P.; Khmyrov, R.; Kuznetsova, E.; Solis Pinargote, N.W. Experimental and Statistical Modeling for Effect of Nozzle Diameter, Filling Pattern, and Layer Height of FDM-Printed Ceramic–Polymer Green Body on Biaxial Flexural Strength of Sintered Alumina Ceramic. J. Compos. Sci. 2023, 7, 381. [Google Scholar] [CrossRef]
- Sv, L.S.; Karthick, A.; Dinesh, C. Evaluation of Mechanical Properties of 3D Printed PETG and Polyamide (6) Polymers. Chem. Phys. Impact 2024, 8, 100491. [Google Scholar] [CrossRef]
- Kumaresan, R.; Kadirgama, K.; Samykano, M.; Harun, W.S.W.; Thirugnanasambandam, A.; Aslfattahi, N.; Samylingam, L.; Kok, C.K.; Ghazali, F.M. Optimization of Inter-Layer Printing Parameters for Enhanced Mechanical Performance of PETG in Fused Deposition Modeling (FDM). Results Eng. 2025, 25, 104564. [Google Scholar] [CrossRef]
- Pyka, D.; Słowiński, J.J.; Kurzawa, A.; Roszak, M.; Stachowicz, M.; Kazimierczak, M.; Stępczak, M.; Grygier, D. Research on Basic Properties of Polymers for Fused Deposition Modelling Technology. Appl. Sci. 2024, 14, 11151. [Google Scholar] [CrossRef]
- Vălean, C.; Marșavina, L.; Mărghitaș, M.; Linul, E.; Razavi, N.; Berto, F. Effect of Manufacturing Parameters on Tensile Properties of FDM Printed Specimens. Procedia Struct. Integr. 2020, 26, 313–320. [Google Scholar] [CrossRef]
- Tsai, H.-H.; Wu, S.-J.; Wu, Y.-D.; Hong, W.-Z. Feasibility Study on the Fused Filaments of Injection-Molding-Grade Poly(Ethylene Terephthalate) for 3D Printing. Polymers 2022, 14, 2276. [Google Scholar] [CrossRef]
- Lopes, L.; Penazzato, L.; Reis, D.C.; Almeida, M.; Oliveira, D.V.; Lourenço, P.B. A Holistic Modular Solution for Energy and Seismic Renovation of Buildings Based on 3D-Printed Thermoplastic Materials. Sustainability 2024, 16, 2166. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H. Printability and Tensile Performance of 3D Printed Polyethylene Terephthalate Glycol Using Fused Deposition Modelling. Polymers 2019, 11, 1220. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Tzounis, L.; Grammatikos, S.A.; Porfyrakis, E.; Maniadi, A.; Mountakis, N. Sustainable Additive Manufacturing: Mechanical Response of Polyethylene Terephthalate Glycol over Multiple Recycling Processes. Materials 2021, 14, 1162. [Google Scholar] [CrossRef]
- Sepahi, M.T.; Abusalma, H.; Jovanovic, V.; Eisazadeh, H. Mechanical Properties of 3D-Printed Parts Made of Polyethylene Terephthalate Glycol. J. Mater. Eng. Perform. 2021, 30, 6851–6861. [Google Scholar] [CrossRef]
- Benyathiar, P.; Kumar, P.; Carpenter, G.; Brace, J.; Mishra, D.K. Polyethylene Terephthalate (PET) Bottle-to-Bottle Recycling for the Beverage Industry: A Review. Polymers 2022, 14, 2366. [Google Scholar] [CrossRef] [PubMed]
- Hassan, M.H.; Omar, A.M.; Daskalakis, E.; Hou, Y.; Huang, B.; Strashnov, I.; Grieve, B.D.; Bártolo, P. The Potential of Polyethylene Terephthalate Glycol as Biomaterial for Bone Tissue Engineering. Polymers 2020, 12, 3045. [Google Scholar] [CrossRef] [PubMed]
- Zisopol, D.G.; Minescu, M.; Iacob, D.V. A Technical–Economic Study on Optimizing FDM Parameters to Manufacture Pieces Using Recycled PETG and ASA Materials in the Context of the Circular Economy Transition. Polymers 2025, 17, 122. [Google Scholar] [CrossRef]
- Ghaffar, A.; Riaz, M.T.; Rehman, A.; Al Mahmud, M.M.S. An Optimized 3D Printer by Enhancing Material Properties and Surface Finish of PLA Through Modifications. J. Eng. 2024, 2024, 9198329. [Google Scholar] [CrossRef]
- Mazlan, M.A.; Anas, M.A.; Nor Izmin, N.A.; Abdullah, A.H. Effects of Infill Density, Wall Perimeter and Layer Height in Fabricating 3D Printing Products. Materials 2023, 16, 695. [Google Scholar] [CrossRef]
- Hamoud, M.; Elshalakany, A.B.; Gamil, M.; Mohamed, H. Investigating the Influence of 3D Printing Parameters on the Mechanical Characteristics of FDM Fabricated (PLA/Cu) Composite Material. Int. J. Adv. Manuf. Technol. 2024, 134, 3769–3785. [Google Scholar] [CrossRef]
- Dev, S.; Srivastava, R. Optimization of Fused Deposition Modeling (FDM) Process Parameters for Flexural Strength. Mater. Today Proc. 2021, 44, 3012–3016. [Google Scholar] [CrossRef]
- Zisopol, D.G.; Minescu, M.; Iacob, D.V. A Study on the Tensile Behavior of Specimens Manufactured by FDM from Recycled PETG in the Context of the Circular Economy Transition. Eng. Technol. Appl. Sci. Res. 2024, 14, 18681–18687. [Google Scholar] [CrossRef]
- Zisopol, D.G.; Minescu, M.; Iacob, D.V. A Study of the Optimization of FDM Parameters for the Manufacture of Compression Specimens from Recycled PETG in the Context of the Transition to the Circular Economy. Eng. Technol. Appl. Sci. Res. 2024, 14, 18774–18779. [Google Scholar] [CrossRef]
- Ghabezi, P.; Sam-Daliri, O.; Flanagan, T.; Walls, M.; Harrison, N.M. Mechanical and Microstructural Analysis of Glass Fibre-Reinforced High Density Polyethylene Thermoplastic Waste Composites Manufactured by Material Extrusion 3D Printing Technology. Compos. Part A Appl. Sci. Manuf. 2025, 194, 108930. [Google Scholar] [CrossRef]
- Toth, L.; Slezák, E.; Bocz, K.; Ronkay, F. Progress in 3D Printing of Recycled PET. Mater. Today Sustain. 2024, 26, 100757. [Google Scholar] [CrossRef]
- Sam-Daliri, O.; Flanagan, T.; Modi, V.; Finnegan, W.; Harrison, N.; Ghabezi, P. Composite Upcycling: An Experimental Study on Mechanical Behaviour of Injection Moulded Parts Prepared from Recycled Material Extrusion Printed Parts, Previously Prepared Using Glass Fibre Polypropylene Composite Industry Waste. J. Clean. Prod. 2025, 499, 145280. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Soleyman, E.; Bashi, M.; Aberoumand, M.; Soltanmohammadi, K.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. 4D Printing and Annealing of PETG Composites Reinforced with Short Carbon Fibers. Phys. Scr. 2024, 99, 055957. [Google Scholar] [CrossRef]
- ISO 178:2019; Plastics—Determination of Flexural Properties. ISO: Geneva, Switzerland, 2019.
- Available online: https://qidi3d.com/pages/software-firmware (accessed on 4 January 2025).
- Available online: https://www.minitab.com/en-us/ (accessed on 15 February 2025).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Printing Parameters | PETG; rPETG |
|---|---|
| Part orientation, Po | X-Y |
| Extruder temperature, Et | 250 °C |
| Platform temperature, Pt | 70 °C |
| Printing speed, Ps | 120 mm/s |
| Plate adhesion, Pa | Brim |
| Layer height, Lh | 0.10; 0.15; 0.20 mm |
| First layer height, Flh | 0.30 mm |
| Top solid layers, Tl | 5 |
| Bottom solid layers, Bl | 3 |
| Infill density, Id | 50; 75; 100% |
| Infill pattern, Ip | Rectilinear |
| Fill angle, Fa | 45° |
| Top fill pattern, Tf | Monotonic lines |
| Bottom fill pattern, Bf | Monotonic lines |
| Extrusion multiplier, Em | 0.95 |
| Pressure advance, Pa | 0.086 mm/s |
| Chamber fan speed, Cfs | 100% |
| Nozzle diameter, Nd | 0.40 mm |
| Layer Height, Lh | Infill Density, Id | Maximum Flexural Strength, σf | Average | ||||
|---|---|---|---|---|---|---|---|
| (mm) | (%) | Sample Number | (MPa) | ||||
| 1 | 2 | 3 | 4 | 5 | |||
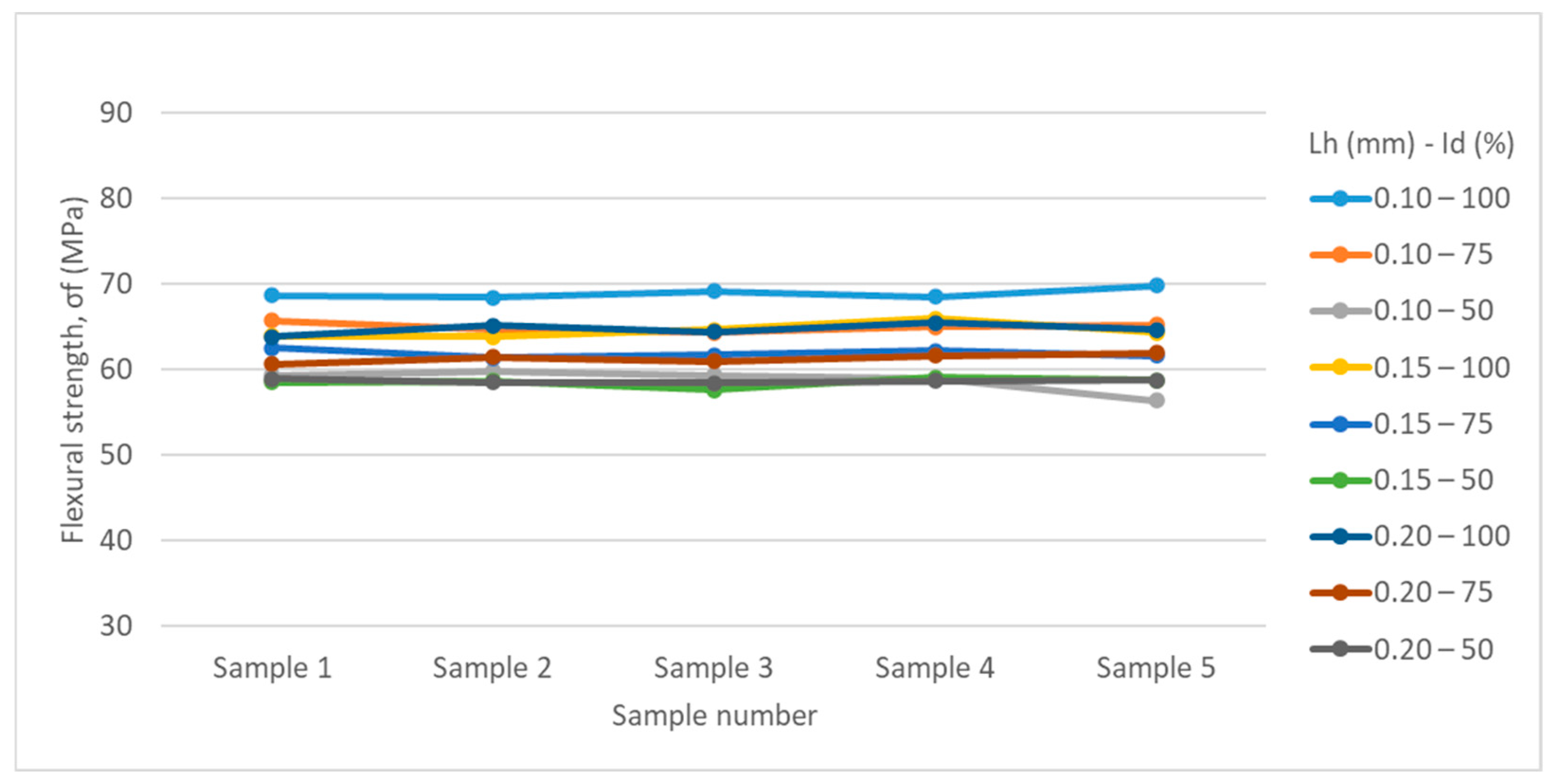
| 0.10 | 100% | 68.61 | 68.37 | 69.08 | 68.49 | 69.78 | 68.87 |
| 75% | 65.67 | 64.61 | 64.25 | 64.96 | 65.19 | 64.94 | |
| 50% | 59.31 | 59.78 | 59.31 | 58.96 | 56.37 | 58.75 | |
| 0.15 | 100% | 63.90 | 63.78 | 64.61 | 65.90 | 64.25 | 64.49 |
| 75% | 62.49 | 61.31 | 61.67 | 62.14 | 61.55 | 61.83 | |
| 50% | 58.49 | 58.61 | 57.55 | 59.08 | 58.72 | 58.49 | |
| 0.20 | 100% | 63.78 | 65.08 | 64.37 | 65.43 | 64.61 | 64.65 |
| 75% | 60.61 | 61.43 | 60.96 | 61.55 | 61.90 | 61.29 | |
| 50% | 58.84 | 58.49 | 58.37 | 58.61 | 58.72 | 58.61 | |
| Layer Height, Lh | Infill Density, Id | Maximum Flexural Strength, σf | Average σf | ||||
|---|---|---|---|---|---|---|---|
| (mm) | (%) | Sample Number | (MPa) | ||||
| 1 | 2 | 3 | 4 | 5 | |||
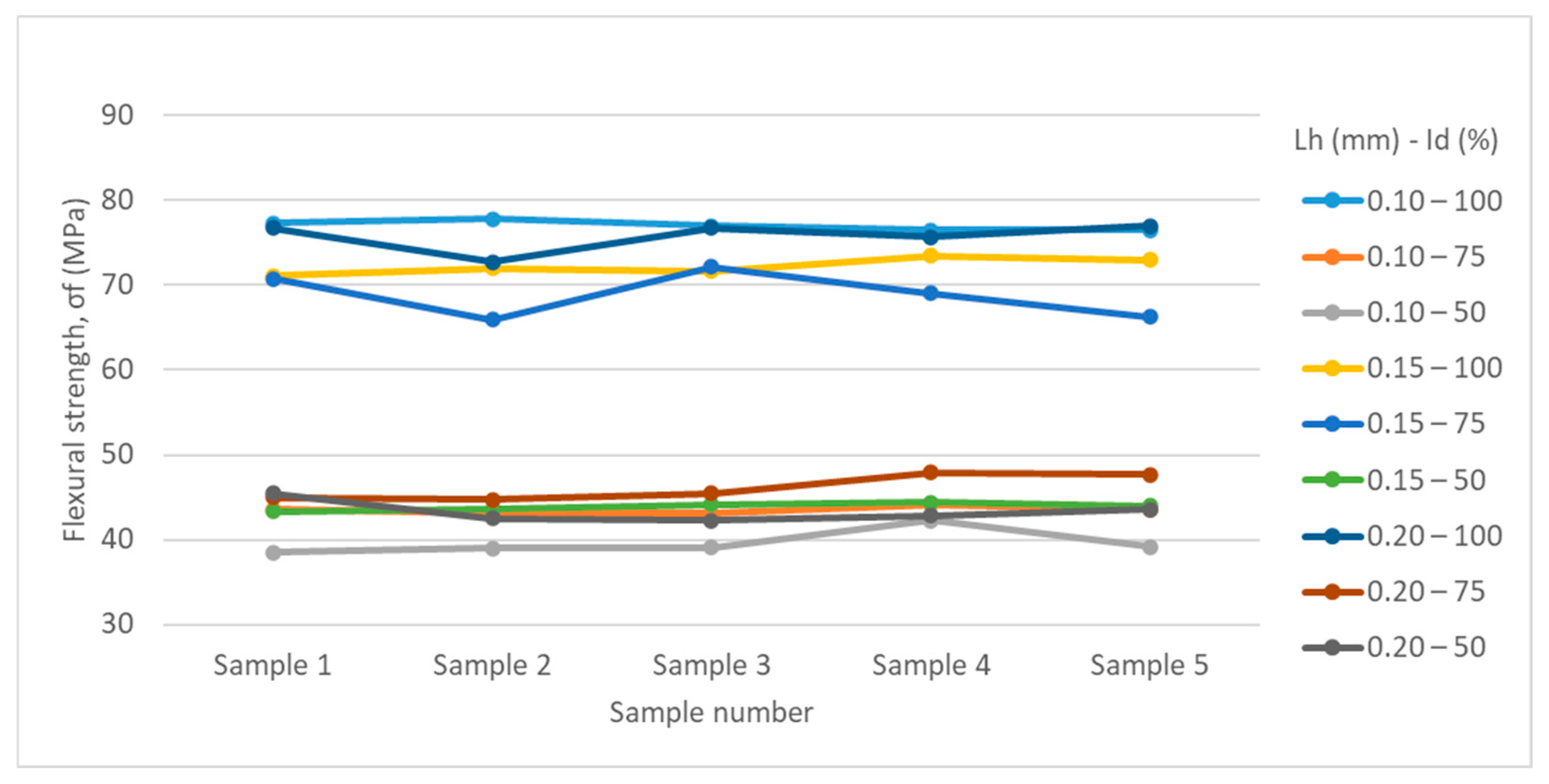
| 0.10 | 100% | 77.32 | 77.79 | 76.96 | 76.49 | 76.49 | 77.01 |
| 75% | 43.54 | 43.19 | 43.07 | 44.13 | 43.54 | 43.49 | |
| 50% | 38.48 | 38.95 | 39.07 | 42.25 | 39.19 | 39.59 | |
| 0.15 | 100% | 71.08 | 72.02 | 71.67 | 73.43 | 72.96 | 72.23 |
| 75% | 70.81 | 65.90 | 72.18 | 69.04 | 66.29 | 68.84 | |
| 50% | 43.31 | 43.54 | 44.13 | 44.37 | 44.01 | 43.87 | |
| 0.20 | 100% | 76.73 | 72.73 | 76.73 | 75.67 | 76.96 | 75.76 |
| 75% | 44.95 | 44.72 | 45.42 | 47.90 | 47.66 | 46.13 | |
| 50% | 45.42 | 42.48 | 42.25 | 42.84 | 43.54 | 43.31 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iacob, D.V.; Zisopol, D.G.; Minescu, M. Study on the Optimization of FDM Parameters for the Manufacture of Three-Point Bending Specimens from PETG and Recycled PETG in the Context of the Transition to the Circular Economy. Polymers 2025, 17, 1645. https://doi.org/10.3390/polym17121645
Iacob DV, Zisopol DG, Minescu M. Study on the Optimization of FDM Parameters for the Manufacture of Three-Point Bending Specimens from PETG and Recycled PETG in the Context of the Transition to the Circular Economy. Polymers. 2025; 17(12):1645. https://doi.org/10.3390/polym17121645
Chicago/Turabian StyleIacob, Dragos Valentin, Dragos Gabriel Zisopol, and Mihail Minescu. 2025. "Study on the Optimization of FDM Parameters for the Manufacture of Three-Point Bending Specimens from PETG and Recycled PETG in the Context of the Transition to the Circular Economy" Polymers 17, no. 12: 1645. https://doi.org/10.3390/polym17121645
APA StyleIacob, D. V., Zisopol, D. G., & Minescu, M. (2025). Study on the Optimization of FDM Parameters for the Manufacture of Three-Point Bending Specimens from PETG and Recycled PETG in the Context of the Transition to the Circular Economy. Polymers, 17(12), 1645. https://doi.org/10.3390/polym17121645