
From Plant to Polymers: Micro-Processing Sisal Fiber-Reinforced PLA/PHA Bio-LFTs at Laboratory Scale


 and
and
Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Processing
2.3. Characterization
3. Results and Discussions
3.1. FTIR Results
3.2. Rheological Properties
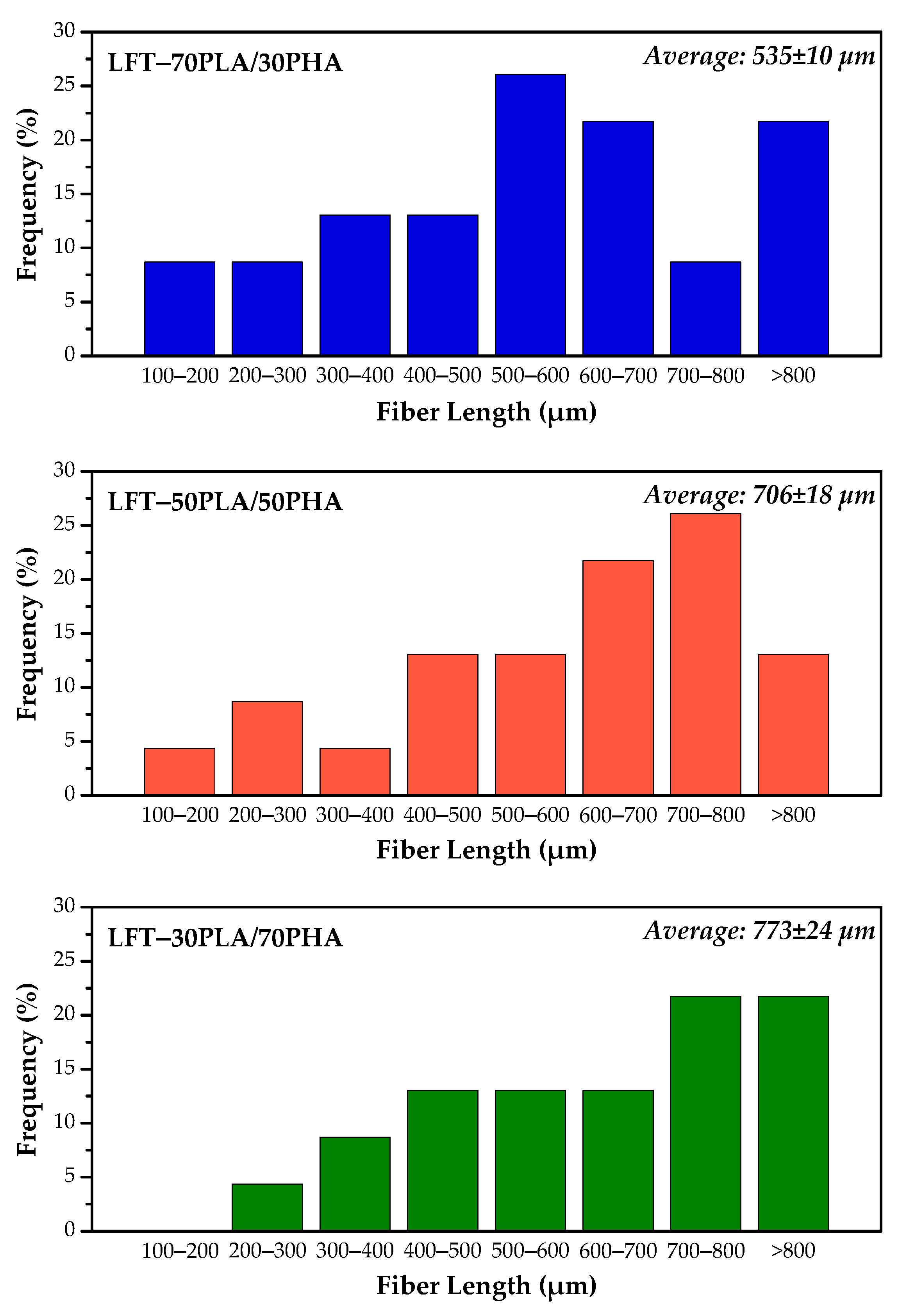
3.3. Fiber Length Measurements
3.4. Scanning Electron Microscopy (SEM)
3.5. Mechanical Properties
3.6. DSC Results
3.7. TGA Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hao, J.; Yi, X.; Zong, G.; Song, Y.; Wang, W.; Cheng, H.; Wang, G. Fabrication of Long Bamboo Fiber-Reinforced Thermoplastic Composite by Extrusion and Improvement of Its Properties. Ind. Crops Prod. 2021, 173, 114120. [Google Scholar] [CrossRef]
- Liu, W.; Drzal, L.T.; Mohanty, A.K.; Misra, M. Influence of Processing Methods and Fiber Length on Physical Properties of Kenaf Fiber Reinforced Soy Based Biocomposites. Compos. Part B Eng. 2007, 38, 352–359. [Google Scholar] [CrossRef]
- Pickering, K.L.; Efendy, M.G.A.; Le, T.M. A Review of Recent Developments in Natural Fibre Composites and Their Mechanical Performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef]
- Migneault, S.; Koubaa, A.; Erchiqui, F.; Chaala, A.; Englund, K.; Krause, C.; Wolcott, M. Effect of Fiber Length on Processing and Properties of Extruded Wood-Fiber/HDPE Composites. J. Appl. Polym. Sci. 2008, 110, 1085–1092. [Google Scholar] [CrossRef]
- Ning, H.; Lu, N.; Hassen, A.A.; Chawla, K.; Selim, M.; Pillay, S. A Review of Long Fibre Thermoplastic (LFT) Composites. Int. Mater. Rev. 2020, 65, 164–188. [Google Scholar] [CrossRef]
- Alwekar, S.; Ogle, R.; Kim, S.; Vaidya, U. Manufacturing and Characterization of Continuous Fiber-Reinforced Thermoplastic Tape Overmolded Long Fiber Thermoplastic. Compos. Part B Eng. 2021, 207, 108597. [Google Scholar] [CrossRef]
- Kim, D.H.; Lee, Y.S.; Son, Y. Anomalous Rheological Behavior of Long Glass Fiber Reinforced Polypropylene. Korea Aust. Rheol. J. 2012, 24, 307–312. [Google Scholar] [CrossRef]
- Zhang, D.; He, M.; Luo, H.; Qin, S.; Yu, J.; Guo, J. Performance of Long Glass Fiber-Reinforced Polypropylene Composites at Different Injection Temperature. J. Vinyl Addit. Technol. 2018, 24, 233–238. [Google Scholar] [CrossRef]
- You, B.S.; Zhanga, K.Z.; Guo, J.B.; He, L. Morphology, Dynamic Mechanical and Mechanical Properties of Long Glass Fiber Reinforced Polypropylene and Polyvinyl Chloride Composites. Adv. Mater. Res. 2013, 750–752, 107–110. [Google Scholar] [CrossRef]
- Lautenschläger, M.I.; Mayer, L.; Gebauer, J.; Weidenmann, K.A.; Henning, F.; Elsner, P. Comparison of Filler-Dependent Mechanical Properties of Jute Fiber Reinforced Sheet and Bulk Molding Compound. Compos. Struct. 2018, 203, 960–967. [Google Scholar] [CrossRef]
- Swain, P.T.R.; Biswas, S. A Comparative Analysis of Physico-Mechanical, Water Absorption, and Morphological Behaviour of Surface Modified Woven Jute Fiber Composites. Polym. Compos. 2018, 39, 2952–2960. [Google Scholar] [CrossRef]
- Liu, L.; Wang, Q.; Xia, Z.; Yu, J.; Cheng, L. Mechanical Modification of Degummed Jute Fibre for High Value Textile End Uses. Ind. Crops Prod. 2010, 31, 43–47. [Google Scholar] [CrossRef]
- Saba, N.; Paridah, M.T.; Jawaid, M. Mechanical Properties of Kenaf Fibre Reinforced Polymer Composite: A Review. Constr. Build. Mater. 2015, 76, 87–96. [Google Scholar] [CrossRef]
- Onwulata, C.I.; Cooke, P.H.; Harden, J.; Liu, Z.; Erhan, S.Z.; Akin, D.E.; Barton, F.E. Microstructuring of Milk-Protein-Coated Flax Fibers. J. Biobased Mater. Bioenergy 2008, 1, 372–379. [Google Scholar] [CrossRef]
- Ma, S.; Tan, H.; Wang, J.; Liu, Y.; Li, Q.; Li, H. Bamboo-Imitated Pipes for Continuous Fiber Reinforced Polyethylene. J. Reinf. Plast. Compos. 2018, 37, 359–365. [Google Scholar] [CrossRef]
- Dong, C. Review of Natural Fibre-Reinforced Hybrid Composites. J. Reinf. Plast. Compos. 2018, 37, 331–348. [Google Scholar] [CrossRef]
- Baba, B.O.; Özmen, U. Preparation and Mechanical Characterization of Chicken Feather/PLA Composites. Polym. Compos. 2017, 38, 837–845. [Google Scholar] [CrossRef]
- Wang, C.; Uawongsuwan, P.; Yang, Y.; Hamada, H. Effect of Molding Condition and Pellets Material on the Weld Property of Injection Molded Jute/Polylactic Acid. Polym. Eng. Sci. 2013, 53, 1657–1666. [Google Scholar] [CrossRef]
- Torres-Giner, S.; Montanes, N.; Fombuena, V.; Boronat, T.; Sanchez-Nacher, L. Preparation and Characterization of Compression-Molded Green Composite Sheets Made of Poly(3-Hydroxybutyrate) Reinforced with Long Pita Fibers. Adv. Polym. Technol. 2018, 37, 1305–1315. [Google Scholar] [CrossRef]
- Mallick, P.K. Materials, Design and Manufacturing for Lightweight Vehicles, 1st ed.; Mallick, P.K., Ed.; Woodhead Publishing: Cambridge, UK, 2010; ISBN 9780128190296. [Google Scholar]
- Bijsterbosch, H.; Gaymans, R.J. Polyamide 6—Long Glass Fiber Injection Moldings. Polym. Compos. 1995, 16, 363–369. [Google Scholar] [CrossRef]
- Stokes, V.K.; Inzinna, L.P.; Liang, E.W.; Trantina, G.G.; Woods, J.T. Phenomenological Study of the Mechanical Properties of Long-Fiber Filled Injection-Molded Thermoplastic Composites. Polym. Compos. 2000, 21, 696–710. [Google Scholar] [CrossRef]
- Loureiro, N.C.; Esteves, J.L.; Viana, J.C.; Ghosh, S. Mechanical Characterization of Polyhydroxyalkanoate and Poly(Lactic Acid) Blends. J. Thermoplast. Compos. Mater. 2015, 28, 195–213. [Google Scholar] [CrossRef]
- Nanda, M.R.; Misra, M.; Mohanty, A.K. The Effects of Process Engineering on the Performance of PLA and PHBV Blends. Macromol. Mater. Eng. 2011, 296, 719–728. [Google Scholar] [CrossRef]
- Auras, R.; Harte, B.; Selke, S. An Overview of Polylactides as Packaging Materials. Macromol. Biosci. 2004, 4, 835–864. [Google Scholar] [CrossRef]
- Gérard, T.; Budtova, T. PLA-PHA Blends: Morphology, Thermal and Mechanical Properties. In Proceedings of the International Conference on Biodegradable and Biobased Polymers—BIOPOL, Strasbourg, France, 29–31 August 2011. [Google Scholar]
- Gañan, P.; Garbizu, S.; Llano-Ponte, R.; Mondragon, I. Surface Modification of Sisal Fibers: Effects on the Mechanical and Thermal Properties of Their Epoxy Composites. Polym. Compos. 2005, 26, 121–127. [Google Scholar] [CrossRef]
- Feng, Y.H.; Zhang, D.W.; Qu, J.P.; He, H.Z.; Xu, B.P. Rheological Properties of Sisal Fiber/Poly(Butylene Succinate) Composites. Polym. Test. 2011, 30, 124–130. [Google Scholar] [CrossRef]
- Zembouai, I.; Kaci, M.; Bruzaud, S.; Benhamida, A.; Corre, Y.M.; Grohens, Y. A Study of Morphological, Thermal, Rheological and Barrier Properties of Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate)/Polylactide Blends Prepared by Melt Mixing. Polym. Test. 2013, 32, 842–851. [Google Scholar] [CrossRef]
- Liu, Q.; Wu, C.; Zhang, H.; Deng, B. Blends of Polylactide and Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate) with Low Content of Hydroxyvalerate Unit: Morphology, Structure, and Property. J. Appl. Polym. Sci. 2015, 132, 42689. [Google Scholar] [CrossRef]
- Furukawa, T.; Sato, H.; Murakami, R.; Zhang, J.; Duan, Y.X.; Noda, I.; Ochiai, S.; Ozaki, Y. Structure, Dispersibility, and Crystallinity of Poly(Hydroxybutyrate)/Poly(L-Lactic Acid) Blends Studied by FT-IR Microspectroscopy and Differential Scanning Calorimetry. Macromolecules 2005, 38, 6445–6454. [Google Scholar] [CrossRef]
- Liu, X.; Zou, Y.; Li, W.; Cao, G.; Chen, W. Kinetics of Thermo-Oxidative and Thermal Degradation of Poly(d,l-Lactide) (PDLLA) at Processing Temperature. Polym. Degrad. Stab. 2006, 91, 3259–3265. [Google Scholar] [CrossRef]
- Buzlaraysak, A.; Grozdanov, A. Crystallization Kinetics of Poly(Hydroxybutyrate-Co-Hydroxyvalerate) and Poly(Dicyclohexylitaconate) PHBV/PDCHI Blends: Thermal Properties and Hydrolytic Degradation. J. Mater. Sci. 2009, 44, 1844–1850. [Google Scholar]
- Zhang, J.; Sato, H.; Furukawa, T.; Tsuji, H.; Noda, I.; Ozaki, Y. Crystallization Behaviors of Poly(3-Hydroxybutyrate) and Poly(L-Lactic Acid) in Their Immiscible and Miscible Blends. J. Phys. Chem. B 2006, 110, 24463–24471. [Google Scholar] [CrossRef]
- Zhang, M.; Thomas, N.L. Blending Polylactic Acid with Polyhydroxybutyrate: The Effect on Thermal, Mechanical, and Biodegradation Properties. Adv. Polym. Technol. 2011, 30, 67–79. [Google Scholar] [CrossRef]
- Orue, A.; Jauregi, A.; Peña-Rodriguez, C.; Labidi, J.; Eceiza, A.; Arbelaiz, A. The Effect of Surface Modifications on Sisal Fiber Properties and Sisal/Poly (Lactic Acid) Interface Adhesion. Compos. Part B Eng. 2015, 73, 132–138. [Google Scholar] [CrossRef]
- De Rosa, I.M.; Kenny, J.M.; Puglia, D.; Santulli, C.; Sarasini, F. Morphological, Thermal and Mechanical Characterization of Okra (Abelmoschus Esculentus) Fibres as Potential Reinforcement in Polymer Composites. Compos. Sci. Technol. 2010, 70, 116–122. [Google Scholar] [CrossRef]
- Łojewska, J.; Miśkowiec, P.; Łojewski, T.; Proniewicz, L.M. Cellulose Oxidative and Hydrolytic Degradation: In Situ FTIR Approach. Polym. Degrad. Stab. 2005, 88, 512–520. [Google Scholar] [CrossRef]
- De Rosa, I.M.; Kenny, J.M.; Maniruzzaman, M.; Moniruzzaman, M.; Monti, M.; Puglia, D.; Santulli, C.; Sarasini, F. Effect of Chemical Treatments on the Mechanical and Thermal Behaviour of Okra (Abelmoschus esculentus) Fibres. Compos. Sci. Technol. 2011, 71, 246–254. [Google Scholar] [CrossRef]
- Bekele, A.E.; Lemu, H.G.; Jiru, M.G. Experimental Study of Physical, Chemical and Mechanical Properties of Enset and Sisal Fibers. Polym. Test. 2022, 106, 107453. [Google Scholar] [CrossRef]
- Cipriano, T.F.; Da Silva, A.L.N.; Da Fonseca Thomé Da Silva, A.H.M.; De Sousa, A.M.F.; Da Silva, G.M.; Rocha, M.G. Thermal, Rheological and Morphological Properties of Poly (Lactic Acid) (PLA) and Talc Composites. Polimeros 2014, 24, 276–282. [Google Scholar]
- Qiao, H.; Maazouz, A.; Lamnawar, K. Study of Morphology, Rheology, and Dynamic Properties toward Unveiling the Partial Miscibility in Poly(Lactic Acid)—Poly(Hydroxybutyrate-Co-Hydroxyvalerate) Blends. Polymers 2022, 14, 5359. [Google Scholar] [CrossRef]
- Mohanty, S.; Nayak, S.K. Rheological Characterization of HDPE/Sisal Fiber Composites. Polym. Eng. Sci. 2007, 47, 1634–1642. [Google Scholar] [CrossRef]
- Herrera-Franco, P.J.; Valadez-González, A. A Study of the Mechanical Properties of Short Natural-Fiber Reinforced Composites. Compos. Part B Eng. 2005, 36, 597–608. [Google Scholar] [CrossRef]
- Wang, J.; Geng, C.; Luo, F.; Liu, Y.; Wang, K.; Fu, Q.; He, B. Shear Induced Fiber Orientation, Fiber Breakage and Matrix Molecular Orientation in Long Glass Fiber Reinforced Polypropylene Composites. Mater. Sci. Eng. A 2011, 528, 3169–3176. [Google Scholar] [CrossRef]
- Kanda, G.S.; Al-Qaradawi, I.; Luyt, A.S. Morphology and Property Changes in PLA/PHBV Blends as Function of Blend Composition. J. Polym. Res. 2018, 25, 196. [Google Scholar] [CrossRef]
- Gong, J.; Qiang, Z.; Ren, J. In Situ Grafting Approach for Preparing PLA/PHBV Degradable Blends with Improved Mechanical Properties. Polym. Bull. 2022, 79, 9543–9562. [Google Scholar] [CrossRef]
- Fu, S.Y.; Lauke, B. Fracture Resistance of Unfilled and Calcite-Particle-Filled ABS Composites Reinforced by Short Glass Fibers (SGF) under Impact Load. Compos. Part A Appl. Sci. Manuf. 1998, 29, 631–641. [Google Scholar] [CrossRef]
- Ozkoc, G.; Bayram, G.; Bayramli, E. Short Glass Fiber Reinforced ABS and ABS/PA6 Composites: Processing and Characterization. Polym. Compos. 2005, 26, 745–755. [Google Scholar] [CrossRef]
- Ranganathan, N.; Oksman, K.; Nayak, S.K.; Sain, M. Regenerated Cellulose Fibers as Impact Modifier in Long Jute Fiber Reinforced Polypropylene Composites: Effect on Mechanical Properties, Morphology, and Fiber Breakage. J. Appl. Polym. Sci. 2015, 132, 41301. [Google Scholar] [CrossRef]
- Park, B.D.; Balatinecz, J.J. Mechanical Properties of Wood-Fiber/Toughened Isotactic Polypropylene Composites. Polym. Compos. 1997, 18, 79–89. [Google Scholar] [CrossRef]
- Nourbakhsh, A.; Kokta, B.V.; Ashori, A.; Jahan-Latibari, A. Effect of a Novel Coupling Agent, Polybutadiene Isocyanate, on Mechanical Properties of Wood-Fiber Polypropylene Composites. J. Reinf. Plast. Compos. 2008, 27, 1679–1687. [Google Scholar] [CrossRef]
- González-Ausejo, J.; Gámez-Pérez, J.; Balart, R.; Lagarón, J.M.; Cabedo, L. Effect of the Addition of Sepiolite on the Morphology and Properties of Melt Compounded PHBV/PLA Blends. Polym. Compos. 2019, 40, E156–E168. [Google Scholar] [CrossRef]
- Grassie, N.; Murray, E.J.; Holmes, P.A. The Thermal Degradation of Poly(-(d)-β-Hydroxybutyric Acid): Part 3—The Reaction Mechanism. Polym. Degrad. Stab. 1984, 6, 127–134. [Google Scholar] [CrossRef]
- Kopinke, F.D.; Mackenzie, K. Mechanistic Aspects of the Thermal Degradation of Poly(Lactic Acid) and Poly(β-Hydroxybutyric Acid). J. Anal. Appl. Pyrolysis 1997, 40–41, 43–53. [Google Scholar] [CrossRef]
- Fednand, C.; Bigambo, P.; Mgani, Q. Modification of the Mechanical and Structural Properties of Sisal Fiber for Textile Applications. J. Nat. Fibers 2022, 19, 10834–10845. [Google Scholar] [CrossRef]
- Reddy, K.O.; Maheswari, C.U.; Reddy, D.J.P.; Rajulu, A.V. Thermal Properties of Napier Grass Fibers. Mater. Lett. 2009, 63, 2390–2392. [Google Scholar] [CrossRef]
- Albano, C.; González, J.; Ichazo, M.; Kaiser, D. Thermal Stability of Blends of Polyolefins and Sisal Fiber. Polym. Degrad. Stab. 1999, 66, 179–190. [Google Scholar] [CrossRef]
- Martin, A.R.; Martins, M.A.; Da Silva, O.R.R.F.; Mattoso, L.H.C. Studies on the Thermal Properties of Sisal Fiber and Its Constituents. Thermochim. Acta 2010, 506, 14–19. [Google Scholar] [CrossRef]
- Loureiro, N.C.; Esteves, J.L.; Viana, J.C.; Ghosh, S. Development of Polyhydroxyalkanoates/Poly(Lactic Acid) Composites Reinforced with Cellulosic Fibers. Compos. Part B Eng. 2014, 60, 603–611. [Google Scholar] [CrossRef]
- Frackowiak, S.; Ludwiczak, J.; Leluk, K. Man-Made and Natural Fibres as a Reinforcement in Fully Biodegradable Polymer Composites: A Concise Study. J. Polym. Environ. 2018, 26, 4360–4368. [Google Scholar] [CrossRef]
- Rajesh, G.; Prasad, A.V.R. Tensile Properties of Successive Alkali Treated Short Jute Fiber Reinforced PLA Composites. Procedia Mater. Sci. 2014, 5, 2188–2196. [Google Scholar] [CrossRef]
- Shih, Y.F.; Huang, C.C. Polylactic Acid (PLA)/Banana Fiber (BF) Biodegradable Green Composites. J. Polym. Res. 2011, 18, 2335–2340. [Google Scholar] [CrossRef]
- Yu, T.; Li, Y.; Ren, J. Preparation and Properties of Short Natural Fiber Reinforced Poly(Lactic Acid) Composites. Trans. Nonferrous Met. Soc. China 2009, 19, s651–s655. [Google Scholar] [CrossRef]
- Gunning, M.A.; Geever, L.M.; Killion, J.A.; Lyons, J.G.; Higginbotham, C.L. Mechanical and Biodegradation Performance of Short Natural Fibre Polyhydroxybutyrate Composites. Polym. Test. 2013, 32, 1603–1611. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Tensile Strength (MPa) | Elongation at Break (%) | Young’s Modulus (GPa) | Impact Strength (kJ/m2) |
|---|---|---|---|---|
| PLA | 51.8 ± 1.3 | 2.9 ± 0.4 | 2.3 ± 0.1 | 4.1 ± 0.6 |
| PHA | 27.6 ± 4.5 | 6.0 ± 0.3 | 0.8 ± 0.1 | 7.1 ± 0.4 |
| 70PLA/30PHA | 46.8 ± 3.1 | 4.0 ± 0.1 | 1.8 ± 0.2 | 4.2 ± 1.0 |
| LFT-70PLA/30PHA | 53.8 ± 0.5 | 1.0 ± 0.3 | 2.4 ± 0.2 | 2.1 ± 1.0 |
| 50PLA/50PHA | 33.4 ± 4.1 | 5.1 ± 0.6 | 1.1 ± 0.2 | 5.5 ± 0.3 |
| LFT-50PLA/50PHA | 44.5 ± 0.8 | 1.4 ± 0.5 | 1.8 ± 0.2 | 3.5 ± 0.3 |
| 30PLA/70PHA | 31.8 ± 2.2 | 6.7 ± 0.3 | 1.1 ± 0.1 | 5.9 ± 1.0 |
| LFT-30PLA/70PHA | 47.8 ± 1.4 | 2.6 ± 0.2 | 1.4 ± 0.2 | 5.1 ± 1.0 |
| Sample | Cooling | Second Heating | ||||||
|---|---|---|---|---|---|---|---|---|
| Tc,onset (°C) | Tc,peak (°C) | Tc,endset (°C) | ΔHc (J/g) | Tm1 (°C) | Tm2 (°C) | Tm3 (°C) | ΔHm (J/g) | |
| PLA | 125.1 | 113.4 | 102.2 | 49.0 | --- | 167.2 | 174.9 | 56.5 |
| PHA | 122.1 | 116.1 | 101.6 | 89.5 | 162.6 | --- | --- | 104.1 |
| 70PLA/30PHA | 115.3 | 103.4 | 93.5 | 26.6 | 156.2 | 167.0 | 176.4 | 45.8 |
| LFT-70PLA/30PHA | 113.1 | 101.3 | 91.5 | 23.0 | 158.4 | 167.1 | 175.2 | 37.8 |
| 50PLA/50PHA | 118.5 | 110.2 | 101.2 | 40.2 | 158.8 | 166.8 | 174.3 | 57.2 |
| LFT-50PLA/50PHA | 116.8 | 108.4 | 94.1 | 39.0 | 159.8 | 167.9 | 175.2 | 49.0 |
| 30PLA/70PHA | 119.7 | 111.3 | 96.0 | 58.5 | 162.0 | 168.7 | 176.0 | 66.3 |
| LFT-30PLA/70PHA | 118.4 | 108.3 | 92.2 | 55.4 | 158.5 | 166.2 | 174.6 | 64.0 |
| Sample | Td5 (°C) | Td10 (°C) | Tdmax1 (°C) | Tdmax2 (°C) | Char Yield (%) |
|---|---|---|---|---|---|
| PLA | 334.2 | 341.3 | 363.0 | --- | 1.4 |
| PHA | 259.8 | 263.3 | 271.3 | --- | 1.8 |
| Sisal fiber | 80.5 | 128.9 | 359.6 | --- | 15.8 |
| 70PLA/30PHA | 284.8 | 289.5 | 294.0 | 358.8 | 1.5 |
| LFT-70PLA/30PHA | 272.2 | 279.3 | 289.8 | 331.0 | 3.6 |
| 50PLA/50PHA | 261.5 | 266.5 | 277.6 | 326.0 | 1.2 |
| LFT-50PLA/50PHA | 274.5 | 280.4 | 289.4 | 349.1 | 3.8 |
| 30PLA/70PHA | 272.7 | 277.6 | 289.4 | 352.9 | 1.4 |
| LFT-30PLA/70PHA | 279.4 | 283.3 | 291.9 | 358.3 | 3.5 |
| Materials | Tensile Strength (MPa) | Elongation at Break (%) | Young’s Modulus (GPa) | Impact Strength (kJ/m2) | Reference |
|---|---|---|---|---|---|
| LFT-70PLA/30PHA | 53.8 ± 0.5 | 1.0 ± 0.3 | 2.4 ± 0.2 | 2.1 ± 1.0 | This work |
| LFT-50PLA/50PHA | 44.5 ± 0.8 | 1.4 ± 0.5 | 1.8 ± 0.2 | 3.5 ± 0.3 | This work |
| LFT-30PLA/70PHA | 47.8 ± 1.4 | 2.6 ± 0.2 | 1.4 ± 0.2 | 5.1 ± 1.0 | This work |
| 70PLA/30PHA/10 cellulosic fiber | 44.2 ± 1.4 | 2.7 ± 0.3 | 4.3 ± 0.4 | --- | [60] |
| PLA/10 flax | 60 | --- | 2.7 | 17 | [61] |
| PLA/10 jute | 51 | 3.7 | 1.2 | --- | [62] |
| PLA/20 banana fiber | 53.8 | 1.3 | 2.4 | --- | [63] |
| PLA/30 ramie | 53 | 5.3 | --- | 10 | [64] |
| PLA/30 jute | 51 | 5.5 | --- | 9.2 | [64] |
| PHB/10 hemp | 16 | --- | --- | --- | [65] |
| PHB/10 jute | 14 | --- | --- | --- | [65] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yıldırım, R.; Karakaya, N.; Liebau, B.; Welten, T.; Bayram, B.; Kodal, M.; Özkoç, G. From Plant to Polymers: Micro-Processing Sisal Fiber-Reinforced PLA/PHA Bio-LFTs at Laboratory Scale. Polymers 2025, 17, 1618. https://doi.org/10.3390/polym17121618
Yıldırım R, Karakaya N, Liebau B, Welten T, Bayram B, Kodal M, Özkoç G. From Plant to Polymers: Micro-Processing Sisal Fiber-Reinforced PLA/PHA Bio-LFTs at Laboratory Scale. Polymers. 2025; 17(12):1618. https://doi.org/10.3390/polym17121618
Chicago/Turabian StyleYıldırım, Rumeysa, Nursel Karakaya, Bas Liebau, Tim Welten, Beyza Bayram, Mehmet Kodal, and Güralp Özkoç. 2025. "From Plant to Polymers: Micro-Processing Sisal Fiber-Reinforced PLA/PHA Bio-LFTs at Laboratory Scale" Polymers 17, no. 12: 1618. https://doi.org/10.3390/polym17121618
APA StyleYıldırım, R., Karakaya, N., Liebau, B., Welten, T., Bayram, B., Kodal, M., & Özkoç, G. (2025). From Plant to Polymers: Micro-Processing Sisal Fiber-Reinforced PLA/PHA Bio-LFTs at Laboratory Scale. Polymers, 17(12), 1618. https://doi.org/10.3390/polym17121618