
3D Printing Continuous Fiber Reinforced Polymers: A Review of Material Selection, Process, and Mechanics-Function Integration for Targeted Applications



 ,
,  ,
,
Abstract
1. Introduction
2. Material Selection
2.1. Selection of Fibers
2.2. Matrix Materials
2.2.1. Properties of Matrix Materials at Room Temperature
2.2.2. Mechanical Performance Under High-Temperature Conditions of Matrix Materials
2.2.3. Compatibility of Matrix Materials with 3D Printing Processes
2.3. Interfacial Treatment
2.4. Challenges in Material Selection
3. Manufacturing Technologies and Processes
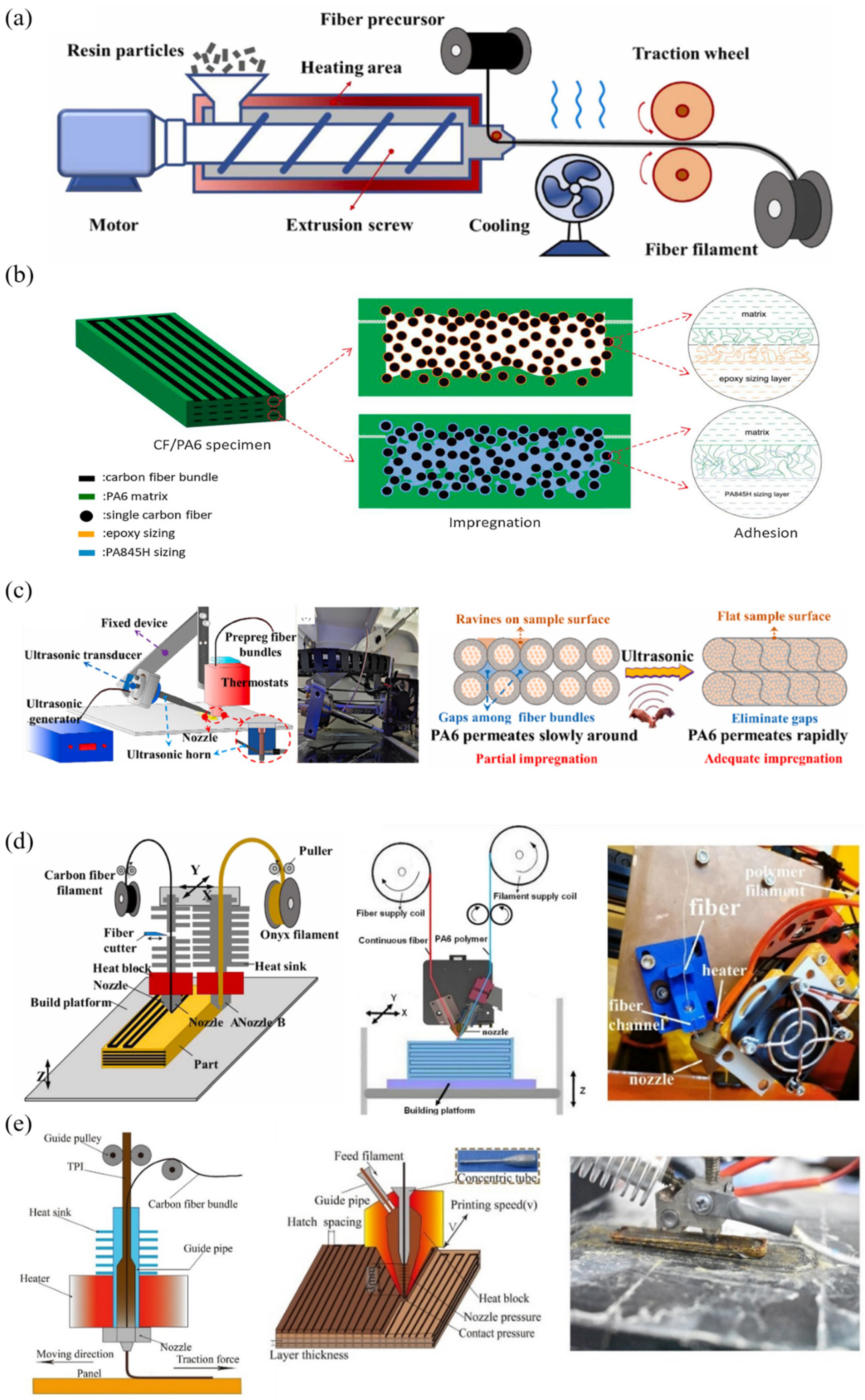
3.1. FDM/FFF Techology
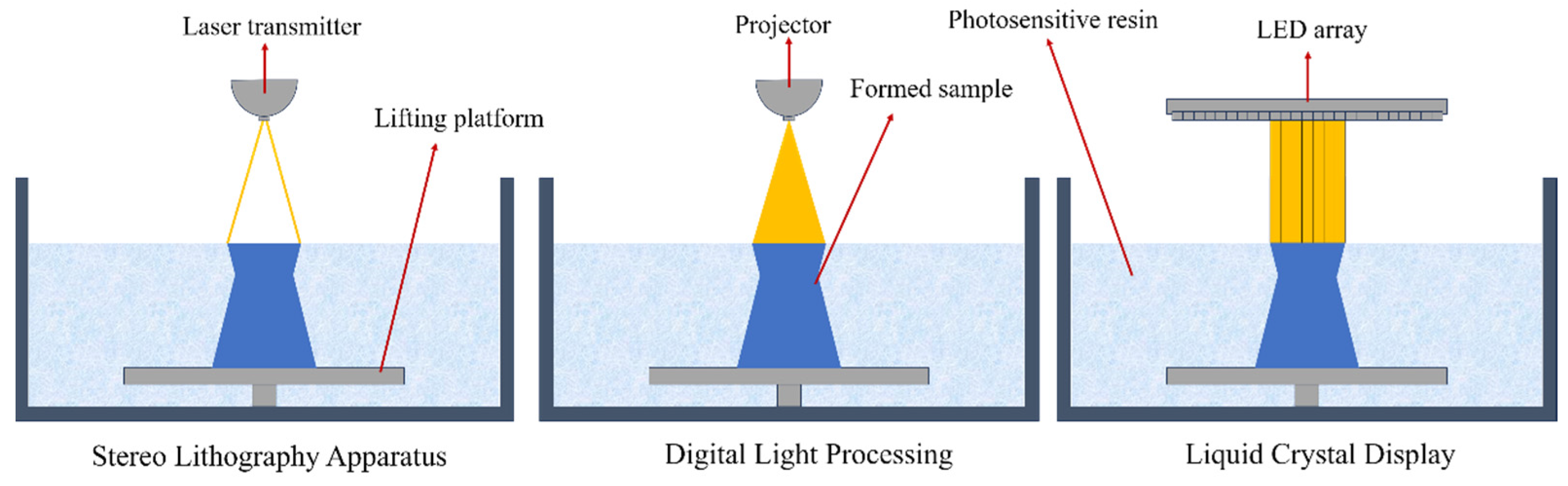
3.2. Photopolymerization Methods

| Technology Classification | Core Method | Characteristics | References |
|---|---|---|---|
| FDM Technology | |||
| Pre-impregnated filament method | Uses pre-impregnated fiber filaments | High tensile strength and stiffness, but prone to fiber breakage/misalignment | [10,11,54,55,56,57,58,59,60,61,62,63,64] |
| In situ impregnation method | Independent fiber feeding with simultaneous matrix deposition | High-precision fiber alignment, but complex process control | [12,57,65,66,67,68,69,70,71] |
| FDM Technology Variants | |||
| Ultrasonic-assisted printing | Ultrasonic-enhanced fiber wetting | Improved interfacial bonding, but requires complex equipment | [66,72] |
| Microwave-assisted printing | Microwave rapid heating and curing | Faster printing speed, requires specialized equipment | [67,73] |
| Sinusoidal path extrusion | Path optimization for interlayer bonding | Enhanced interlayer performance, but complex algorithms required | [74,75] |
| Robotic arm technology | Multi-axis deposition for complex surfaces | High precision for complex structures, but costly | [76,77] |
| Photopolymerization Methods | |||
| SLA/DLP | UV curing of liquid resin | High precision, but challenging for continuous fiber alignment | [49,51,78,79,80,81] |
| Two-stage UV curing | Stepwise curing for fiber fixation | High fiber alignment precision, but multiple process steps | [73,82] |
| Resin bath fiber feeding | Robotic fiber positioning in liquid resin | Excellent mechanical properties, but difficult to process | [79,81] |
3.3. Critical Process Parameters
4. Mechanical Properties
5. Functionality
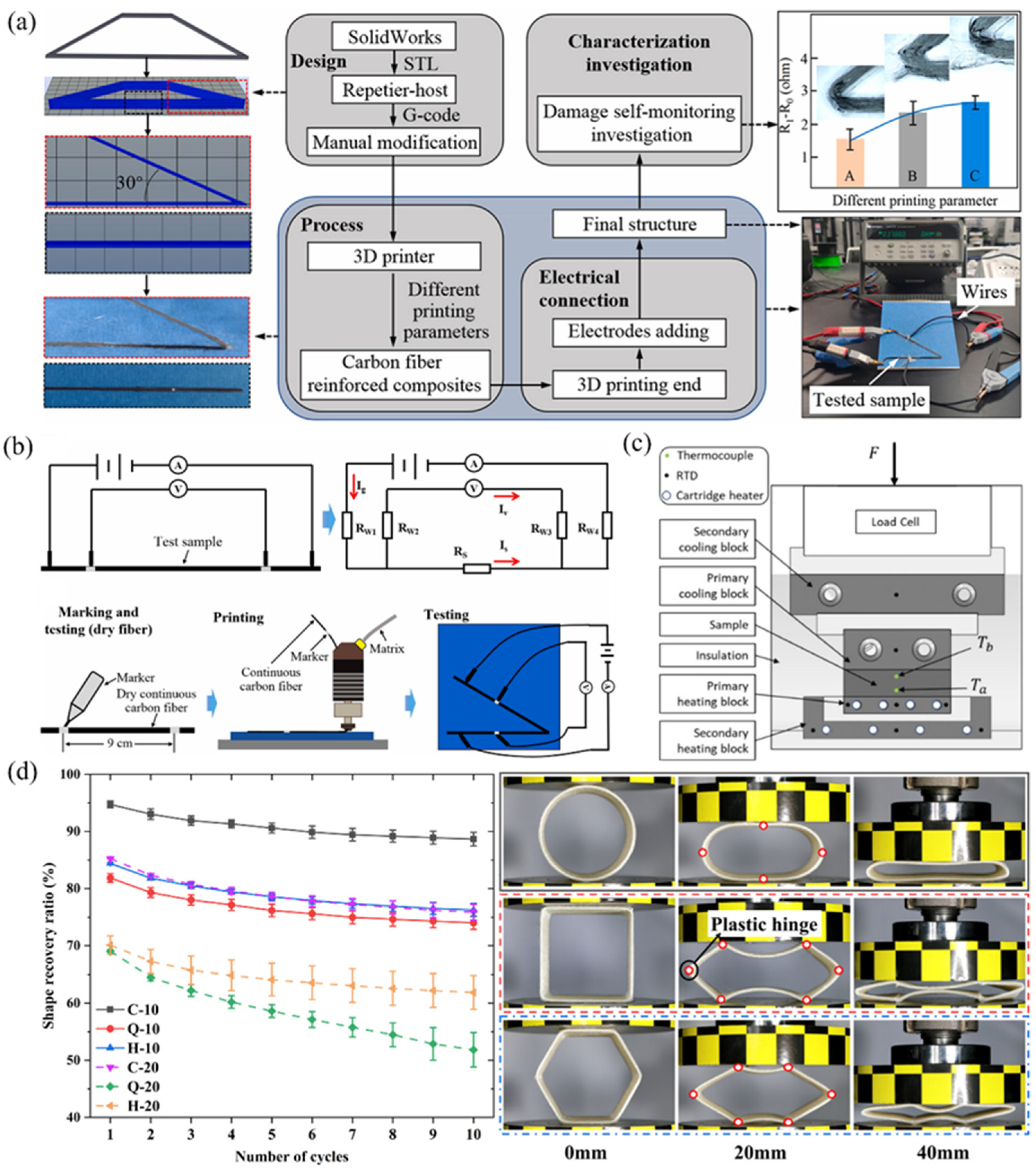
5.1. Electrical Properties
5.2. Thermal Properties
5.3. Intelligent Functionality: Self-Sensing, Self-Monitoring, and Shape Memory/Recovery Behaviors
6. Application Fields
6.1. Aerospace Applications
6.2. Applications in Automotive Industry

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
6.3. Biomedical Applications
6.4. Civil Engineering Application
6.5. Other Applications
7. Challenges and Future Potential
8. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Kabir, S.M.F.; Mathur, K.; Seyam, A.-F.M. A critical review on 3D printed continuous fiber-reinforced composites: History, mechanism, materials and properties. Compos. Struct. 2020, 232, 111476. [Google Scholar] [CrossRef]
- Zhang, H.; Huang, T.; Jiang, Q.; He, L.; Bismarck, A.; Hu, Q. Recent progress of 3D printed continuous fiber reinforced polymer composites based on fused deposition modeling: A review. J. Mater. Sci. 2021, 56, 12999–13022. [Google Scholar] [CrossRef]
- Dickson, A.N.; Abourayana, H.M.; Dowling, D.P. 3D Printing of Fibre-Reinforced Thermoplastic Composites Using Fused Filament Fabrication—A Review. Polymers 2020, 12, 2188. [Google Scholar] [CrossRef] [PubMed]
- Zhuo, P.; Li, S.; Ashcroft, I.A.; Jones, A.I. Material extrusion additive manufacturing of continuous fibre reinforced polymer matrix composites: A review and outlook. Compos. Part B-Eng. 2021, 224, 109143. [Google Scholar] [CrossRef]
- Cheng, P.; Peng, Y.; Li, S.; Rao, Y.; Le Duigou, A.; Wang, K.; Ahzi, S. 3D printed continuous fiber reinforced composite lightweight structures: A review and outlook. Compos. Part B-Eng. 2022, 250, 110450. [Google Scholar] [CrossRef]
- Guo, Z.; Hou, Z.; Tian, X.; Zhu, W.; Wang, C.; Luo, M.; Malakhov, A.V.; Polilov, A.N.; Zhi, D.; Ding, H.; et al. 3D printing of curvilinear fiber reinforced variable stiffness composite structures: A review. Compos. Part B-Eng. 2024, 291, 112039. [Google Scholar] [CrossRef]
- Soutis, C. Fibre reinforced composites in aircraft construction. Prog. Aerosp. Sci. 2005, 41, 143–151. [Google Scholar] [CrossRef]
- Hao, W.; Liu, Y.; Zhou, H.; Chen, H.; Fang, D. Preparation and characterization of 3D printed continuous carbon fiber reinforced thermosetting composites. Polym. Test. 2018, 65, 29–34. [Google Scholar] [CrossRef]
- Elsayed, Y.; Elkholy, A.; Melenka, G.; Kempers, R. Proceedings of The Canadian Society for Mechanical Engineering International Congress. In Proceedings of the Canadian Society for Mechanical Engineering International Congress, Toronto, ON, Canada, 27–30 May 2018. [Google Scholar]
- Liu, T.; Tian, X.; Zhang, M.; Abliz, D.; Li, D.; Ziegmann, G. Interfacial performance and fracture patterns of 3D printed continuous carbon fiber with sizing reinforced PA6 composites. Compos. Part A-Appl. Sci. Manuf. 2018, 114, 368–376. [Google Scholar] [CrossRef]
- Luo, M.; Tian, X.; Shang, J.; Zhu, W.; Li, D.; Qin, Y. Impregnation and interlayer bonding behaviours of 3D-printed continuous carbon-fiber-reinforced poly-ether-ether-ketone composites. Compos. Part A-Appl. Sci. Manuf. 2019, 121, 130–138. [Google Scholar] [CrossRef]
- He, X.; Ding, Y.C.; Lei, Z.P.; Welch, S.; Zhang, W.; Dunn, M.; Yu, K. 3D printing of continuous fiber-reinforced thermoset composites. Addit. Manuf. 2021, 40, 109. [Google Scholar] [CrossRef]
- Zhuang, Y.; Zou, B.; Ding, S.; Wang, X.; Liu, J.; Li, L. Preparation of pre-impregnated continuous carbon fiber reinforced nylon6 filaments and the mechanical properties of 3D printed composites. Mater. Today Commun. 2023, 35, 106163. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, Q.; Kang, Y.; Wang, Y.; Liu, J. An investigation of preparation of continuous carbon fiber reinforced PLA prepreg filament. Compos. Commun. 2023, 39, 101530. [Google Scholar] [CrossRef]
- Zhi, Q.; Li, D.; Zhang, Z.; Fu, L.; Zhu, W. High-content continuous carbon fiber reinforced multifunctional prepreg filaments suitable for direct 3D-printing. Compos. Commun. 2023, 44, 101726. [Google Scholar] [CrossRef]
- Popan, A.; Popan, I.A.; Cosma, C.; Ceclan, V.; Balc, N. Experimental Study on 3D Printed Parts Made of Continuous Fiberglass Reinforced Polymer. ACTA Tech. Napoc. Ser.-Appl. Math. Mech. Eng. 2021, 64, 81–86. [Google Scholar]
- Yu, L.; Chen, K.; Xue, P.; Cui, Y.; Jia, M. Impregnation modeling and preparation optimization of continuous glass fiber reinforced polylactic acid filament for 3D printing. Polym. Compos. 2021, 42, 5731–5742. [Google Scholar] [CrossRef]
- Zhang, R.; Yu, L.; Chen, K.; Xue, P.; Jia, M.; Hua, Z. Amelioration of interfacial properties for CGF/PA6 composites fabricated by ultrasound-assisted FDM 3D printing. Compos. Commun. 2023, 39, 101551. [Google Scholar] [CrossRef]
- Chen, Y.; Wei, X.; Mao, J.; Zhao, M.; Liu, G. Experimental analysis of 3D printed continuous carbon/glass hybrid fiber reinforced PLA composites: Revealing synergistic mechanical properties and failure mechanisms. Polym. Compos. 2024, 45, 10888–10897. [Google Scholar] [CrossRef]
- Rijckaert, S.; Daelemans, L.; Cardon, L.; Boone, M.; Van Paepegem, W.; De Clerck, K. Continuous Fiber-Reinforced Aramid/PETG 3D-Printed Composites with High Fiber Loading through Fused Filament Fabrication. Polymers 2022, 14, 298. [Google Scholar] [CrossRef]
- Celik, O.; Yasar, A.; Karacor, B. Properties of basalt/aramid fiber reinforced hybrid composites compared to carbon fiber composites. Polym. Compos. 2023, 44, 3509–3521. [Google Scholar] [CrossRef]
- Long, Y.; Zhang, Z.; Fu, K.; Li, Y. Efficient plant fibre yarn pre-treatment for 3D printed continuous flax fibre/poly(lactic) acid composites. Compos. Part B-Eng. 2021, 227, 109389. [Google Scholar] [CrossRef]
- Cai, R.; Lin, H.; Cheng, P.; Zhang, Z.; Wang, K.; Peng, Y.; Wu, Y.; Ahzi, S. Investigation on dynamic strength of 3D-printed continuous ramie fiber reinforced biocomposites at various strain rates using machine learning methods. Polym. Compos. 2022, 43, 5235–5249. [Google Scholar] [CrossRef]
- Cheng, P.; Wang, K.; Chen, X.; Le Duigou, A.; Peng, Y.; Wen, W. Compressive property and shape memory effect of 3D printed continuous ramie fiber reinforced biocomposite corrugated structures. Smart Mater. Struct. 2022, 31, 124003. [Google Scholar] [CrossRef]
- Tao, Y.; Li, P.; Zhang, J.; Wang, S.; Shi, S.Q.; Kong, F. A review of fused filament fabrication of continuous natural fiber reinforced thermoplastic composites: Techniques and materials. Polym. Compos. 2023, 44, 8200–8222. [Google Scholar] [CrossRef]
- Long, Y.; Zhang, Z.; Fu, K.; Yang, Z.; Li, Y. Design and fabrication of high-performance 3D printed continuous flax fibre/PLA composites. J. Manuf. Process. 2023, 99, 351–361. [Google Scholar] [CrossRef]
- Touchard, F.; Marchand, D.; Chocinski-Arnault, L.; Fournier, T.; Magro, C. 3D printing of continuous cellulose fibre composites: Microstructural and mechanical characterisation. Rapid Prototyp. J. 2023, 29, 1879–1887. [Google Scholar] [CrossRef]
- Long, Y.; Zhang, Z.; Bi, Z.; Fu, K.; Li, Y. Investigation of recovery behavior on 3D-printed continuous plant fiber-reinforced composites. Addit. Manuf. 2024, 88, 104254. [Google Scholar] [CrossRef]
- Li, Q.; Zhang, D.; Zhang, S.; Soete, J.; Lomov, S.V.; Gorbatikh, L.; Zeng, C. Bamboo-inspired 3D printed continuous fiber-reinforced vascular composites. Compos. Commun. 2024, 53, 102219. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B. Improvement of Heat Treatment Process on Mechanical Properties of FDM 3D-Printed Short- and Continuous-Fiber-Reinforced PEEK Composites. Coatings 2022, 12, 827. [Google Scholar] [CrossRef]
- Miri, S.; Kalman, J.; Canart, J.-P.; Spangler, J.; Fayazbakhsh, K. Tensile and thermal properties of low-melt poly aryl ether ketone reinforced with continuous carbon fiber manufactured by robotic 3D printing. Int. J. Adv. Manuf. Technol. 2022, 122, 1041–1053. [Google Scholar] [CrossRef]
- Qayyum, J.A.; Li, A.; Wu, J.; Lyu, Y.; Koutsos, V.; Zhang, H.; Radacsi, N.; Yang, D. On the printability and inter-layer adhesion in 3D printing of continuous carbon fibre reinforced PEEK composite using tape and filament. Compos. Part A-Appl. Sci. Manuf. 2024, 190, 108654. [Google Scholar] [CrossRef]
- Yu, X.; Zheng, J.; Chen, Y.; Fan, C.; Song, W.; Shan, Z. Melt-impregnation and sizing optimization for the fabrication of high-performance 3D printed continuous carbon fiber-reinforced polyetheretherketone filaments. In Polymer Composites; John Wiley Sons: Hoboken, NJ, USA, 2025. [Google Scholar]
- Han, S.N.M.F.; Taha, M.M.; Mansor, M.R.; Rahman, M.A.A. Investigation of tensile and flexural properties of kenaf fiber-reinforced acrylonitrile butadiene styrene composites fabricated by fused deposition modeling. J. Eng. Appl. Sci. 2022, 69, 52. [Google Scholar] [CrossRef]
- Dong, W.; Bao, C.; Lu, W.; Liu, R.; Ma, H.; Li, S.; Sun, K. Fabrication of a continuous carbon fiber-reinforced phenolic resin composites via in situ-curing 3D printing technology. Compos. Commun. 2023, 38, 101497. [Google Scholar] [CrossRef]
- Kiatiporntipthak, K.; Thajai, N.; Kanthiya, T.; Rachtanapun, P.; Leksawasdi, N.; Phimolsiripol, Y.; Rohindra, D.; Ruksiriwanich, W.; Sommano, S.R.; Jantanasakulwong, K. Reaction Mechanism and Mechanical Property Improvement of Poly(Lactic Acid) Reactive Blending with Epoxy Resin. Polymers 2021, 13, 2429. [Google Scholar] [CrossRef]
- Li, M.X.; Lee, D.; Lee, G.H.; Kim, S.M.; Ben, G.; Lee, W.I.; Choi, S.W. Effect of Temperature on the Mechanical Properties and Polymerization Kinetics of Polyamide-6 Composites. Polymers 2020, 12, 1133. [Google Scholar] [CrossRef]
- Gopalakrishnan, T.; Venkatesan, R.; Chandrasekaran, M.; Deepa, S.; Kim, S.-C. Advances in implant for surface modification to enhance the interfacial bonding of shape memory alloy wires in composite resins. Prog. Org. Coat. 2024, 188, 108242. [Google Scholar] [CrossRef]
- Qiao, H.; Li, Q.; Chen, Y.; Liu, Y.; Jiang, N.; Wang, C. Mechanical and Thermal Properties of 3D-Printed Continuous Bamboo Fiber-Reinforced PE Composites. Materials 2025, 18, 593. [Google Scholar] [CrossRef]
- An, Y.; Myung, J.H.; Yoon, J.; Yu, W.-R. Three-dimensional printing of continuous carbon fiber-reinforced polymer composites via in-situ pin-assisted melt impregnation. Addit. Manuf. 2022, 55, 102860. [Google Scholar] [CrossRef]
- Wang, K.; Huang, Y.; Cheng, P.; Xiong, Y.; Le Duigou, A.; Peng, Y.; Rao, Y.; Ahzi, S. Novel application of dual-nozzle 3D printer for enhanced in-situ impregnation 3D printing of dry continuous fiber reinforced composites. Compos. Part A-Appl. Sci. Manuf. 2024, 183, 108231. [Google Scholar] [CrossRef]
- Terekhina, S.; Egorov, S.; Tarasova, T.; Skornyakov, I.; Guillaumat, L.; Hattali, M.L. In-nozzle impregnation of continuous textile flax fiber/polyamide 6 composite during FFF process. Compos. Part A-Appl. Sci. Manuf. 2022, 153, 106725. [Google Scholar] [CrossRef]
- Ye, W.L.; Lin, G.Q.; Wu, W.Z.; Geng, P.; Hu, X.; Gao, Z.W.; Zhao, J. Separated 3D printing of continuous carbon fiber reinforced thermoplastic polyimide. Compos. Part A-Appl. Sci. Manuf. 2019, 121, 457–464. [Google Scholar] [CrossRef]
- Zhang, M.; Tian, X.; Li, D. Interfacial Transcrystallization and Mechanical Performance of 3D-Printed Fully Recyclable Continuous Fiber Self-Reinforced Composites. Polymers 2021, 13, 3176. [Google Scholar] [CrossRef] [PubMed]
- Li, S.; Wang, K.; Zhu, W.; Peng, Y.; Ahzi, S.; Chinesta, F. Investigation on the mechanical properties of 3D printed hybrid continuous fiber-filled composite considering influence of interfaces. Int. J. Adv. Manuf. Technol. 2022, 123, 3147–3158. [Google Scholar] [CrossRef]
- Hou, Z.; Liu, P.; Tian, X.; Zhu, W.; Wang, C.; He, J.; Lan, H.; Li, D. Hybrid effect of 3D-printed coaxial continuous hybrid fibre-reinforced composites. Thin-Walled Struct. 2023, 188, 110820. [Google Scholar] [CrossRef]
- Wang, X.; Tian, X.; Yin, L.; Li, D. 3D Printing of Continuous Fiber Reinforced Low Melting Point Alloy Matrix Composites: Mechanical Properties and Microstructures. Materials 2020, 13, 3463. [Google Scholar] [CrossRef] [PubMed]
- Zhang, M.; Tian, X.; Cao, H.; Liu, T.; Zia, A.A.; Li, D. 3D printing of fully recyclable continuous fiber self-reinforced composites utilizing supercooled polymer melts. Compos. Part A-Appl. Sci. Manuf. 2023, 169, 107513. [Google Scholar] [CrossRef]
- Sano, Y.; Matsuzaki, R.; Ueda, M.; Todoroki, A.; Hirano, Y. 3D printing of discontinuous and continuous fibre composites using stereolithography. Addit. Manuf. 2018, 24, 521–527. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Nakamura, T.; Sugiyama, K.; Ueda, M.; Todoroki, A.; Hirano, Y.; Yamagata, Y. Effects of Set Curvature and Fiber Bundle Size on the Printed Radius of Curvature by a Continuous Carbon Fiber Composite 3D Printer. Addit. Manuf. 2018, 24, 93–102. [Google Scholar] [CrossRef]
- Blok, L.G.; Longana, M.L.; Yu, H.; Woods, B.K.S. An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit. Manuf. 2018, 22, 176–186. [Google Scholar] [CrossRef]
- Zhang, D.; Rudolph, N.; Woytowitz, P. Reliable Optimized Structures with High Performance Continuous Fiber Thermoplastic Composites from Additive Manufacturing (AM). In Proceedings of the Sampe Conference Proceedings, Charlotte, NC, USA, 20–23 May 2019. [Google Scholar]
- Hou, Z.; Tian, X.; Zhang, J.; Li, D. 3D printed continuous fibre reinforced composite corrugated structure. Compos. Struct. 2018, 184, 1005–1010. [Google Scholar] [CrossRef]
- Araya-Calvo, M.; Lopez-Gomez, I.; Chamberlain-Simon, N.; Luis Leon-Salazar, J.; Guillen-Giron, T.; Sebastian Corrales-Cordero, J.; Sanchez-Brenes, O. Evaluation of compressive and flexural properties of continuous fiber fabrication additive manufacturing technology. Addit. Manuf. 2018, 22, 157–164. [Google Scholar] [CrossRef]
- Mei, H.; Ali, Z.; Ali, I.; Cheng, L. Tailoring strength and modulus by 3D printing different continuous fibers and filled structures into composites. Adv. Compos. Hybrid Mater. 2019, 2, 312–319. [Google Scholar] [CrossRef]
- Kuba, D.; Matsuzaki, R.; Ochi, S.; Ogihara, S. 3D printing of composite materials using ultralow-melt-viscosity polymer and continuous carbon fiber. Compos. Part C Open Access 2022, 8, 100250. [Google Scholar] [CrossRef]
- Mei, H.; Yan, Y.; Feng, L.; Dassios, K.G.; Zhang, H.; Cheng, L. First printing of continuous fibers into ceramics. J. Am. Ceram. Soc. 2019, 102, 3244–3255. [Google Scholar] [CrossRef]
- Akhoundi, B.; Behravesh, A.H.; Saed, A.B. Improving mechanical properties of continuous fiber-reinforced thermoplastic composites produced by FDM 3D printer. J. Reinf. Plast. Compos. 2019, 38, 99–116. [Google Scholar] [CrossRef]
- Loke, G.; Yuan, R.; Rein, M.; Khudiyev, T.; Jain, Y.; Joannopoulos, J.; Fink, Y. Structured multimaterial filaments for 3D printing of optoelectronics. Nat. Commun. 2019, 10, 4010. [Google Scholar] [CrossRef]
- Qiao, J.; Li, Y.; Li, L. Ultrasound-assisted 3D printing of continuous fiber-reinforced thermoplastic (FRTP) composites. Addit. Manuf. 2019, 30, 100926. [Google Scholar] [CrossRef]
- Cheng, P.; Wang, K.; Le Duigou, A.; Liu, J.; Liu, Z.; Peng, Y.; Ahzi, S. A novel dual-nozzle 3D printing method for continuous fiber reinforced composite cellular structures. Compos. Commun. 2022, 37, 101448. [Google Scholar] [CrossRef]
- Zhang, K.; Zhang, H.; Wu, J.; Chen, J.; Yang, D. Improved fibre placement in filament-based 3D printing of continuous carbon fibre reinforced thermoplastic composites. Compos. Part A-Appl. Sci. Manuf. 2023, 168, 107454. [Google Scholar] [CrossRef]
- Chatterjee, K.; Ghosh, T.K. 3D Printing of Textiles: Potential Roadmap to Printing with Fibers. Adv. Mater. 2019, 32, 1902086. [Google Scholar] [CrossRef]
- Ming, Y.; Zhang, S.; Han, W.; Wang, B.; Duan, Y.; Xiao, H. Investigation on process parameters of 3D printed continuous carbon fiber-reinforced thermosetting epoxy composites. Addit. Manuf. 2020, 33, 101184. [Google Scholar] [CrossRef]
- Zhao, H.; Liu, X.; Zhao, W.; Wang, G.; Liu, B. An overview of research on FDM 3D printing process of continuous fiber reinforced composites. J. Phys. Conf. Ser. 2019, 1213, 52037. [Google Scholar] [CrossRef]
- Velu, R.; Raspall, F.; Singamneni, S. 3D printing technologies and composite materials for structural applications. In Green Composites for Automotive Applications; Woodhead Publishing: Cambridgeshire, UK, 2019; pp. 171–196. [Google Scholar]
- Li, N.; Link, G.; Jelonnek, J. 3D microwave printing temperature control of continuous carbon fiber reinforced composites. Compos. Sci. Technol. 2020, 187, 107939. [Google Scholar] [CrossRef]
- Hu, Y.; Ladani, R.B.; Brandt, M.; Li, Y.; Mouritz, A.P. Carbon fibre damage during 3D printing of polymer matrix laminates using the FDM process. Mater. Des. 2021, 205, 109679. [Google Scholar] [CrossRef]
- Shi, B.; Shang, Y.; Zhang, P.; Cuadros, A.P.; Qu, J.; Sun, B.; Gu, B.; Chou, T.-W.; Fu, K.K. Dynamic Capillary-Driven Additive Manufacturing of Continuous Carbon Fiber Composite. Matter 2020, 2, 1594–1604. [Google Scholar] [CrossRef]
- Zhang, Z.; Long, Y.; Yang, Z.; Fu, K.; Li, Y. An investigation into printing pressure of 3D printed continuous carbon fiber reinforced composites. Compos. Part A-Appl. Sci. Manuf. 2022, 162, 107162. [Google Scholar] [CrossRef]
- Liu, J.; Kang, Y.; Ma, C.; Wang, Y. Research on a Fiber Corner Compensation Algorithm in a 3D Printing Layer of Continuous Fiber-Reinforced Composite Materials. Appl. Sci. 2022, 12, 6687. [Google Scholar] [CrossRef]
- Dong, K.; Liu, L.; Huang, X.; Xiao, X. 3D printing of continuous fiber reinforced diamond cellular structural composites and tensile properties. Compos. Struct. 2020, 250, 112610. [Google Scholar] [CrossRef]
- Li, N.; Link, G.; Jelonnek, J. Rapid 3D microwave printing of continuous carbon fiber reinforced plastics. CIRP Ann.-Manuf. Technol. 2020, 69, 221–224. [Google Scholar] [CrossRef]
- Shang, J.; Tian, X.; Luo, M.; Zhu, W.; Li, D.; Qin, Y.; Shan, Z. Controllable inter-line bonding performance and fracture patterns of continuous fiber reinforced composites by sinusoidal-path 3D printing. Compos. Sci. Technol. 2020, 192, 108096. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, Q.; Kong, D.; Liu, J. Research on Heating Zone Length of Continuous Fiber Reinforced Composites 3D Printing Nozzle. Chemistryselect 2021, 6, 11293–11298. [Google Scholar] [CrossRef]
- Abdullah, A.M.; Dunn, M.L.; Yu, K. Robotic 3D Printing of Continuous Fiber Reinforced Thermoset Composites. Adv. Mater. Technol. 2024, 9, 24. [Google Scholar] [CrossRef]
- Akhoundi, B.; Jahanshahi, A.S.; Abbassloo, A. G-code generation for deposition of continuous glass fibers on curved surfaces using material extrusion-based 3D printing. Eng. Res. Express 2024, 6, 15401. [Google Scholar] [CrossRef]
- Sugiyama, K.; Matsuzaki, R.; Malakhov, A.V.; Polilov, A.N.; Ueda, M.; Todoroki, A.; Hirano, Y. 3D printing of optimized composites with variable fiber volume fraction and stiffness using continuous fiber. Compos. Sci. Technol. 2020, 186, 107905. [Google Scholar] [CrossRef]
- Quan, C.; Han, B.; Hou, Z.; Zhang, Q.; Tian, X.; Lu, T.J. 3D printed continuous fiber reinforced composite auxetic honeycomb structures. Compos. Part B-Eng. 2020, 187, 107858. [Google Scholar] [CrossRef]
- Hou, Z.; Tian, X.; Zheng, Z.; Zhang, J.; Zhe, L.; Li, D.; Malakhov, A.V.; Polilov, A.N. A constitutive model for 3D printed continuous fiber reinforced composite structures with variable fiber content. Compos. Part B-Eng. 2020, 189, 107893. [Google Scholar] [CrossRef]
- Rahman, M.A.; Islam, M.Z.; Gibbon, L.; Ulven, C.A.; La Scala, J.J. 3D printing of continuous carbon fiber reinforced thermoset composites using UV curable resin. Polym. Compos. 2021, 42, 5859–5868. [Google Scholar] [CrossRef]
- Jiang, H.; Abdullah, A.M.; Ding, Y.; Chung, C.; Dunn, M.L.; Yu, K. 3D Printing of continuous fiber composites using two-stage UV curable resin. Mater. Horiz. 2023, 10, 5508–5520. [Google Scholar] [CrossRef]
- Azarov, A.V.; Kolesnikov, V.A.; Khaziev, A.R. Development of equipment for composite 3D printing of structural elements for aerospace applications. IOP Conf. Ser. Mater. Sci. Eng. 2019, 934, 012049. [Google Scholar] [CrossRef]
- Liu, P.; Lu, L.; Liu, J. Path-driven shell lattices designed for continuous fiber composite 3D printing. Addit. Manuf. 2023, 78, 103838. [Google Scholar] [CrossRef]
- Dou, H.; Cheng, Y.; Ye, W.; Zhang, D.; Li, J.; Miao, Z.; Rudykh, S. Effect of Process Parameters on Tensile Mechanical Properties of 3D Printing Continuous Carbon Fiber-Reinforced PLA Composites. Materials 2020, 13, 3850. [Google Scholar] [CrossRef] [PubMed]
- Yamamoto, K.; Luces, J.V.S.; Shirasu, K.; Hoshikawa, Y.; Okabe, T.; Hirata, Y. A novel single-stroke path planning algorithm for 3D printers using continuous carbon fiber reinforced thermoplastics. Addit. Manuf. 2022, 55, 102816. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, Z.; Granland, K.; Chen, C.; Tang, Y. Exploring optimal adaptive process parameters for curved infill paths of additive manufactured carbon fibre reinforced polymers. Compos. Commun. 2023, 39, 101549. [Google Scholar] [CrossRef]
- Quan, Z.; Liu, C.; Li, J.; Qin, X.; Yu, J. Fiber bundle deposition model and variable speed printing strategy for in-situ impregnation 3D printing of continuous fiber reinforced thermoplastic composites. Compos. Sci. Technol. 2024, 255, 110723. [Google Scholar] [CrossRef]
- Li, N.; Link, G.; Wang, T.; Ramopoulos, V.; Neumaier, D.; Hofele, J.; Walter, M.; Jelonnek, J. Path-designed 3D printing for topological optimized continuous carbon fibre reinforced composite structures. Compos. Part B-Eng. 2020, 182, 107612. [Google Scholar] [CrossRef]
- Ding, S.; Zou, B.; Zhang, P.; Liu, Q.; Zhuang, Y.; Feng, Z.; Wang, F.; Wang, X. Layer thickness and path width setting in 3D printing of pre-impregnated continuous carbon, glass fibers and their hybrid composites. Addit. Manuf. 2024, 83, 104054. [Google Scholar] [CrossRef]
- Liu, B.; Wang, Y.; Lou, R.; Yao, Y.; Chen, X.; Li, H. A new method of preparing lattice structures of continuous carbon fiber-reinforced thermoplastics. Compos. Struct. 2023, 329, 117781. [Google Scholar] [CrossRef]
- He, Q.; Wang, H.; Fu, K.; Ye, L. 3D printed continuous CF/PA6 composites: Effect of microscopic voids on mechanical performance. Compos. Sci. Technol. 2020, 191, 108077. [Google Scholar] [CrossRef]
- Hu, Y.; Mouritz, A.P.; Ladani, R.B.; Li, Y.; Zhao, S.; Zhang, H. 3D printing of curved continuous fibre filaments using fused deposition modelling. Mater. Des. 2025, 252, 113762. [Google Scholar] [CrossRef]
- Wang, T.; Li, N.; Link, G.; Jelonnek, J.; Fleischer, J.; Dittus, J.; Kupzik, D. Load-dependent path planning method for 3D printing of continuous fiber reinforced plastics. Compos. Part A-Appl. Sci. Manuf. 2021, 140, 106181. [Google Scholar] [CrossRef]
- Feng, Z.; Yixuan, H.; Bowen, L.; Peng, J. Microscopic Analysis of Continuous Fiber 3D Printing with Oblique Axis for Process Optimization. Adv. Eng. Mater. 2023, 25, 19. [Google Scholar] [CrossRef]
- Wang, G.; Wang, F.; Guan, S.; Fu, R.; Wang, H.; Lei, Y. A new path planning strategy driven by geometric features and tensile properties for 3D printing of continuous fiber reinforced thermoplastic composites. Compos. Part B-Eng. 2024, 288, 111885. [Google Scholar] [CrossRef]
- Wein, F.; Mirbach, J.; Angre, A.; Greifenstein, J.; Huebner, D. Multi-layer continuous carbon fiber pattern optimization and a spline based path planning interpretation. J. Manuf. Process. 2025, 135, 375–387. [Google Scholar] [CrossRef]
- Kabir, S.M.F.; Mathur, K.; Seyam, A.-F.M. The Road to Improved Fiber-Reinforced 3D Printing Technology. Technologies 2020, 8, 51. [Google Scholar] [CrossRef]
- Mohammadizadeh, M.; Fidan, I. Tensile Performance of 3D-Printed Continuous Fiber-Reinforced Nylon Composites. J. Manuf. Mater. Process. 2021, 5, 68. [Google Scholar] [CrossRef]
- Silva, R.G.; Pavez, G.M. Flexural characteristics of additively manufactured continuous fiber-reinforced honeycomb sandwich structures. Compos. Part C Open Access 2025, 16, 100563. [Google Scholar] [CrossRef]
- Alarifi, I.M. A performance evaluation study of 3D printed nylon/glass fiber and nylon/carbon fiber composite materials. J. Mater. Res. Technol. 2022, 21, 884–892. [Google Scholar] [CrossRef]
- Ning, H.; Flater, P.; Gaskey, B.; Gibbons, S. Failure mechanisms of 3D printed continuous fiber reinforced thermoplastic composites with complex fiber configurations under impact. Prog. Addit. Manuf. 2023, 9, 753–766. [Google Scholar] [CrossRef]
- Mousapour, M.; Kumar, S.S.; Partanen, J.; Salmi, M. 3D printing of a continuous carbon fiber reinforced bronze-matrix composite using material extrusion. Compos. Part B-Eng. 2024, 289, 111961. [Google Scholar] [CrossRef]
- Gracego, A.X.; Ding, Y.; Dong, G.; Dunn, M.L.; Yu, K. Mechanical Properties and Printable Curvature of Continuous Fiber Composites Fabricated by Embedded 3D Printing. In Advanced Materials Technologies; Wiley-Blackwell: Hoboken, NJ, USA, 2025. [Google Scholar]
- Wang, Y.; Kong, D.; Zhang, Q.; Li, W.; Liu, J. Process parameters and mechanical properties of continuous glass fiber reinforced composites-polylactic acid by fused deposition modeling. J. Reinf. Plast. Compos. 2021, 40, 686–698. [Google Scholar] [CrossRef]
- Zhuang, Y.; Zou, B.; Ding, S.; Wang, P. Shear and Tensile Behaviors of Fiber-Reinforced Resin Matrix Composites Printed by the FDM Technology. Coatings 2022, 12, 1000. [Google Scholar] [CrossRef]
- Fedulov, B.; Fedorenko, A.; Khaziev, A.; Antonov, F. Optimization of parts manufactured using continuous fiber three-dimensional printing technology. Compos. Part B-Eng. 2021, 227, 109406. [Google Scholar] [CrossRef]
- Hou, Z.; Tian, X.; Zhang, J.; Zhe, L.; Zheng, Z.; Li, D.; Malakhov, A.V.; Polilov, A.N. Design and 3D printing of continuous fiber reinforced heterogeneous composites. Compos. Struct. 2020, 237, 111945. [Google Scholar] [CrossRef]
- Rahman, M.A.; Gibbon, L.; Islam, M.Z.; Hall, E.; Ulven, C.A. Adjustment of Mechanical Properties of 3D Printed Continuous Carbon Fiber-Reinforced Thermoset Composites by Print Parameter Adjustments. Polymers 2024, 16, 2996. [Google Scholar] [CrossRef]
- El Essawi, B.; Abdallah, S.; Ali, S.; Mohammed, A.N.A.; Susantyoko, R.A.; Pervaiz, S. Optimization of infill density, fiber angle, carbon fiber layer position in 3D printed continuous carbon-fiber reinforced nylon composite. Results Eng. 2024, 21, 101926. [Google Scholar] [CrossRef]
- Duan, J.; Sun, S.; Chi, S.; Hu, C.; Ling, C.; Fu, H.; Han, Z. Effect of process parameters on forming quality and flexural strength of continuous fiber reinforced cement-based 3D printed composites. Constr. Build. Mater. 2024, 438, 137241. [Google Scholar] [CrossRef]
- Ghnatios, C.; Fayazbakhsh, K. Warping estimation of continuous fiber-reinforced composites made by robotic 3D printing. Addit. Manuf. 2022, 55, 102796. [Google Scholar] [CrossRef]
- Ferreira, L.M.; Aranda, M.T.; Munoz-Reja, M.; Coelho, C.A.C.P.; Tavara, L. Ageing effect on the low-velocity impact response of 3D printed continuous fibre reinforced composites. Compos. Part B-Eng. 2023, 267, 111031. [Google Scholar] [CrossRef]
- Kuncius, T.; Rimasauskas, M.; Rimasauskiene, R. Interlayer Adhesion Analysis of 3D-Printed Continuous Carbon Fibre-Reinforced Composites. Polymers 2021, 13, 1653. [Google Scholar] [CrossRef]
- Wu, S.; Shan, Z.; Chen, K.; Wang, S.; Zou, A.; Sun, Q. Bending properties and failure behavior of 3D printed fiber reinforced resin T-beam. Polym. Compos. 2022, 43, 4556–4568. [Google Scholar] [CrossRef]
- Wang, F.; Wang, H.; Wang, G.; Fu, R.; Guan, S.; Zhou, J. Effects of internal configurations and its processing quality on compressive performance for 3D printed continuous fiber reinforced composites honeycomb sandwich. Thin-Walled Struct. 2024, 202, 112046. [Google Scholar] [CrossRef]
- Ipekci, A.; Ekici, B. Experimental and statistical analysis of robotic 3D printing process parameters for continuous fiber reinforced composites. J. Compos. Mater. 2021, 55, 2645–2655. [Google Scholar] [CrossRef]
- Naik, M.; Thakur, D.; Chandel, S.; Salunkhe, S. Experimental investigations on thermal, flame retardant, and impact properties of additively manufactured continuous FRPC. Polym. Compos. 2022, 43, 2941–2951. [Google Scholar] [CrossRef]
- Man, Z.; Wang, H.; He, Q.; Kim, D.-E.; Chang, L. Friction and wear behaviour of additively manufactured continuous carbon fibre reinforced PA6 composites. Compos. Part B-Eng. 2021, 226, 109332. [Google Scholar] [CrossRef]
- Um, H.-J.; Lee, J.-S.; Shin, J.-H.; Kim, H.-S. 3D printed continuous carbon fiber reinforced thermoplastic composite sandwich structure with corrugated core for high stiffness/load capability. Compos. Struct. 2022, 291, 115590. [Google Scholar] [CrossRef]
- Chen, W.; Zhang, Q.; Cao, H.; Yuan, Y. Effect of fibre arrangements on tensile properties of 3D printed continuous fibre-reinforced thermoplastic composites. Plast. Rubber Compos. 2021, 51, 85–97. [Google Scholar] [CrossRef]
- Zhang, F.; Li, B.; Wo, W.; Hu, X.; Chang, M.; Jin, P. Topology Design of 3D Printing Continuous Fiber-Reinforced Structure Considering Strength and Non-Equidistant Fiber. Adv. Eng. Mater. 2023, 26, 2301340. [Google Scholar] [CrossRef]
- Yang, Z.; Fu, K.; Zhang, Z.; Zhang, J.; Li, Y. Topology optimization of 3D-printed continuous fiber-reinforced composites considering manufacturability. Compos. Sci. Technol. 2022, 230, 109727. [Google Scholar] [CrossRef]
- Li, L.; Liu, W.; Sun, L. Mechanical characterization of 3D printed continuous carbon fiber reinforced thermoplastic composites. Compos. Sci. Technol. 2022, 227, 109618. [Google Scholar] [CrossRef]
- Zhang, H.; Li, A.; Wu, J.; Sun, B.; Wang, C.; Yang, D. Effectiveness of fibre placement in 3D printed open-hole composites under uniaxial tension. Compos. Sci. Technol. 2022, 220, 109269. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, S.; Zhang, K.; Wu, J.; Li, A.; Liu, J.; Yang, D. 3D printing of continuous carbon fibre reinforced polymer composites with optimised structural topology and fibre orientation. Compos. Struct. 2023, 313, 116914. [Google Scholar] [CrossRef]
- Guan, S.; Wang, F.; Wang, H.; Wang, G.; Lei, Y.; Fu, R.; Jia, Z. Enhancing planar compression performance of 3D printed continuous carbon fiber reinforced honeycomb sandwich structures using interleaved core paths. J. Manuf. Process. 2024, 120, 940–950. [Google Scholar] [CrossRef]
- Cheng, P.; Wang, K.; Peng, Y.; Ahzi, S. Effects of cellular crossing paths on mechanical properties of 3D printed continuous fiber reinforced biocomposite honeycomb structures. Compos. Part A-Appl. Sci. Manuf. 2023, 178, 107972. [Google Scholar] [CrossRef]
- Chen, Y.; Ye, L. Path-Dependent Progressive Failure Analysis for 3D-Printed Continuous Carbon Fibre Reinforced Composites. Chin. J. Mech. Eng. 2024, 37, 72. [Google Scholar] [CrossRef]
- Dang, Z.; Cao, J.; Pagani, A.; Zhang, C. Fracture toughness determination and mechanism for mode-I interlaminar failure of 3D-printed carbon-Kevlar composites. Compos. Commun. 2023, 39, 101532. [Google Scholar] [CrossRef]
- Kong, X.; Luo, J.; Luo, Q.; Li, Q.; Sun, G. Experimental study on interface failure behavior of 3D printed continuous fiber reinforced composites. Addit. Manuf. 2022, 59, 103077. [Google Scholar] [CrossRef]
- Yadav, K.; Tiwari, V. Mode-I interlaminar fracture behavior of additively manufactured continuous carbon and Kevlar reinforced composites. In Mechanics of Advanced Materials and Structures; Taylor Francis Group: Abingdon, UK, 2025. [Google Scholar]
- Li, S.; Wang, K.; Zhu, W.; Peng, Y.; Ahzi, S.; Chinesta, F. Contributions of interfaces on the mechanical behavior of 3D printed continuous fiber reinforced composites. Constr. Build. Mater. 2022, 340, 127842. [Google Scholar] [CrossRef]
- Li, P.; Xia, L.; Wu, Y.; Le, T.X.; Zuo, W.; Liu, S.; Zhao, L. Extended phase field modeling of interface debonding and bulk cracking in realistic 3D printed fiber reinforced composites. Compos. Struct. 2024, 345, 118396. [Google Scholar] [CrossRef]
- Lee, K.-J.; Jeon, M.-S.; Lee, J.-R. Evaluation of manufacturing defects in 3D printed carbon fiber reinforced cylindrical composite structure based on laser ultrasonic testing. NDT E Int. 2023, 135, 102802. [Google Scholar] [CrossRef]
- Zhang, Y.; Zheng, W.; Feng, X.; Wang, Y.; Ji, Q.; Ma, K.; Wu, F.; Xue, Y.; Guo, W.; Lu, B. Wet twisting treatment, process parameter optimisation and mechanical failure mechanisms of 3D printed carbon fibre reinforced composites. Compos. Commun. 2025, 55, 102308. [Google Scholar] [CrossRef]
- Ye, W.; Cheng, Y.; Dou, H.; Zhang, D.; Yang, F.; Li, Z.; Cai, W. Low-velocity impact response and compression behaviour after the impact of 3D-printed CCFR self-sensing honeycomb structures. Compos. Part B-Eng. 2023, 266, 110992. [Google Scholar] [CrossRef]
- Dou, H.; Ye, W.; Zhang, D.; Cheng, Y.; Wu, C. Comparative study on in-plane compression properties of 3D printed continuous carbon fiber reinforced composite honeycomb and aluminum alloy honeycomb. Thin-Walled Struct. 2022, 176, 109335. [Google Scholar] [CrossRef]
- Vattathurvalappil, S.H.; Najam, T.; Aves, M.; Baluch, A.H.; Ali, U.; Nazir, A. Effect of fiber steering and drilling in notched continuous fiber 3D-printed composites. Rapid Prototyp. J. 2025, 31, 883–892. [Google Scholar] [CrossRef]
- Jung, J.Y.; Yu, S.; Kim, H.; Cha, E.; Shin, G.S.; Bin Eo, S.; Moon, S.Y.; Lee, M.W.; Kucher, M.; Boehm, R.; et al. Process-structure-property study of 3D-printed continuous fiber reinforced composites. Compos. Part A-Appl. Sci. Manuf. 2024, 188, 136366. [Google Scholar] [CrossRef]
- Islam, M.Z.; Rahman, M.A.; Gibbon, L.; Hall, E.; Ulven, C.A.; La Scala, J.J. Mechanical Characterization and Production of Various Shapes Using Continuous Carbon Fiber-Reinforced Thermoset Resin-Based 3D Printing. Polymers 2024, 16, 1828. [Google Scholar] [CrossRef]
- Li, J.; Wang, C.; Fu, Y.-T.; Xia, D.; Xu, P.-H.; Xiang, C.-T.; Wu, J.; Li, J.-Y.; Li, Y.-Q.; Li, F.; et al. Mechanical characterization of 3D printed multiscale carbon nanofiller/continuous fiber reinforced polymer hybrid composites. In Polymer Composites; John Wiley and Sons: Hoboken, NJ, USA, 2025. [Google Scholar]
- Wang, Y.; Shi, J.; Liu, Z. Bending performance enhancement by nanoparticles for FFF 3D printed nylon and nylon/Kevlar composites. J. Compos. Mater. 2021, 55, 1017–1026. [Google Scholar] [CrossRef]
- Zhang, H.; Wu, J.; Robert, C.; Bradaigh, C.M.O.; Yang, D. 3D printing and epoxy-infusion treatment of curved continuous carbon fibre reinforced dual-polymer composites. Compos. Part B-Eng. 2022, 234, 109687. [Google Scholar] [CrossRef]
- Rahman, M.A.; Hall, E.; Gibbon, L.; Islam, M.Z.; Ulven, C.A.; La Scala, J.J. A Mechanical Performance Study of Dual Cured Thermoset Resin Systems 3D-Printed with Continuous Carbon Fiber Reinforcement. Polymers 2023, 15, 1384. [Google Scholar] [CrossRef]
- Toth, C.; Virag, A.D.; Vas, L.M.; Kovacs, N.K. Prediction and analysis of flexural stiffness for 3D-printed continuous fiber-reinforced composites with different matrix fill ratios and layer orders. Polym. Test. 2024, 135, 108459. [Google Scholar] [CrossRef]
- Nikiema, D.; Balland, P.; Sergent, A. Study of 3D-printed onyx parts reinforced with continuous glass fibers: Focus on mechanical characterization, analytical prediction and numerical simulation. J. Compos. Mater. 2024, 58, 1717–1736. [Google Scholar] [CrossRef]
- Giarmas, E.; Tsongas, K.; Tzimtzimis, E.K.; Korlos, A.; Tzetzis, D. Mechanical and FEA-Assisted Characterization of 3D Printed Continuous Glass Fiber Reinforced Nylon Cellular Structures. J. Compos. Sci. 2021, 5, 313. [Google Scholar] [CrossRef]
- Saniei, S.M.; Hadizadeh, M.; Mashroteh, H.; Azizi Tafti, R. Investigating the mechanical properties of 3D fused deposition modeling composites reinforced with continuous fibers: Effects of fiber number and negative Poisson structure. J. Ind. Text. 2024, 54, 15280837241253875. [Google Scholar] [CrossRef]
- Wang, K.; Zhu, W.; Li, S.; Peng, Y.; Ahzi, S. Investigations of quasi-static indentation properties of 3D printed polyamide/continuous Kevlar/continuous carbon fiber composites. J. Appl. Polym. Sci. 2022, 139, e52758. [Google Scholar] [CrossRef]
- Wang, K.; Li, S.; Wu, Y.; Rao, Y.; Peng, Y. Simultaneous reinforcement of both rigidity and energy absorption of polyamide-based composites with hybrid continuous fibers by 3D printing. Compos. Struct. 2021, 267, 113854. [Google Scholar] [CrossRef]
- Ding, S.; Zou, B.; Zhang, P.; Liu, Q.; Feng, Z.; Quan, T.; Wang, F.; Li, L.; Liu, J. Layout design and mechanical behavior of 3D printed intralayer hybrid continuous carbon/glass fiber composites. J. Manuf. Process. 2024, 115, 126–136. [Google Scholar] [CrossRef]
- Liu, P.; Hou, Z.; Tian, X.; Zhu, W.; Wang, C.; He, J.; Li, D. Evaluation and prediction of tensile properties of 3D-printed continuous carbon/Kevlar fiber-filled composites by coaxial hybrid process. Polym. Compos. 2024, 45, 6278–6286. [Google Scholar] [CrossRef]
- Ju, J.; Yang, N.; Yu, L.; Zhang, Z.; Jiang, H.; Wu, W.; Ma, G. Experiment and Simulation Study on the Crashworthiness of Markforged 3D-Printed Carbon/Kevlar Hybrid Continuous Fiber Composite Honeycomb Structures. Materials 2025, 18, 192. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, L.; Li, Z.; Sun, Q.; Jiang, H. Experimental study on hydrothermal aging of 3D-printed hybrid composite trapezoidal structures with continuous carbon-fiber and short carbon-fiber. Eng. Fail. Anal. 2025, 171, 109351. [Google Scholar] [CrossRef]
- Fu, Y.; Dong, Y. Multiscale coupling analysis of energy absorption in 3D printed continuous fiber reinforced thermoplastic orthogonal fabric composites. Addit. Manuf. 2024, 84, 104084. [Google Scholar] [CrossRef]
- Cheng, Y.; Li, J.; Qian, X.; Rudykh, S. 3D printed recoverable honeycomb composites reinforced by continuous carbon fibers. Compos. Struct. 2021, 268, 113974. [Google Scholar] [CrossRef]
- Fu, Y.; Yao, X. Multi-scale analysis for 3D printed continuous fiber reinforced thermoplastic composites. Compos. Sci. Technol. 2021, 216, 109065. [Google Scholar] [CrossRef]
- Galos, J.; Hu, Y.; Ravindran, A.R.; Ladani, R.B.; Mouritz, A.P. Electrical properties of 3D printed continuous carbon fibre composites made using the FDM process. Compos. Part A-Appl. Sci. Manuf. 2021, 151, 106661. [Google Scholar] [CrossRef]
- Cheng, P.; Ye, Z.; Huang, Y.; Wang, D.; Peng, Y.; Wang, K.; Ahzi, S. Electrical resistance-based self-monitoring of manufacturing damage in 3D printed continuous carbon fiber reinforced composites. Compos. Commun. 2023, 43, 101749. [Google Scholar] [CrossRef]
- Ye, W.; Dou, H.; Cheng, Y.; Zhang, D. Self-sensing properties of 3D printed continuous carbon fiber-reinforced PLA/TPU honeycomb structures during cyclic compression. Mater. Lett. 2022, 317, 132077. [Google Scholar] [CrossRef]
- Olcun, S.; Ibrahim, Y.; Isaacs, C.; Karam, M.; Elkholy, A.; Kempers, R. Thermal conductivity of 3D-printed continuous pitch carbon fiber composites. Addit. Manuf. Lett. 2022, 4, 100106. [Google Scholar] [CrossRef]
- Olcun, S.; Elkholy, A.; Kempers, R. High thermal conductivity continuous pitch carbon fiber 3D printed using a 6-axis robot arm. Prog. Addit. Manuf. 2024, 9, 2189–2198. [Google Scholar] [CrossRef]
- Talha, M.; Khurram, A.; Munir, A.; Nadeem, H. Thermo-mechanical analysis of 3D-printed continuous glass fiber reinforced onyx thermoplastic composites. Rapid Prototyp. J. 2025, 31, 1082–1091. [Google Scholar] [CrossRef]
- Luan, C.; Yao, X.; Liu, C.; Lan, L.; Fu, J. Self-monitoring continuous carbon fiber reinforced thermoplastic based on dual-material three-dimensional printing integration process. Carbon 2018, 140, 100–111. [Google Scholar] [CrossRef]
- Lin, H.; Cai, R.; Cheng, P.; Wang, J.; Rao, Y.; Peng, Y.; Wang, K.; Ahzi, S.; Yao, S. Shape recovery and energy absorption properties of 3D printed continuous ramie fiber reinforced thin-walled biocomposite structures. Polym. Compos. 2024, 45, 10976–10988. [Google Scholar] [CrossRef]
- de Kergariou, C.; Kim, B.C.; Perriman, A.; Le Duigou, A.; Guessasma, S.; Scarpa, F. Design of 3D and 4D printed continuous fibre composites via an evolutionary algorithm and voxel-based Finite Elements: Application to natural fibre hygromorphs. Addit. Manuf. 2022, 59, 103144. [Google Scholar]
- Huang, Y.; Tian, X.; Li, W.; He, S.; Zhao, P.; Hu, H.; Jia, Q.; Luo, M. 3D printing of topologically optimized wing spar with continuous carbon fiber reinforced composites. Compos. Part B-Eng. 2024, 272, 111166. [Google Scholar] [CrossRef]
- Sukia, I.; Esnaola, A.; Erice, B.; Aurrekoetxea, J. Impact behaviour of bio-inspired sandwich panels integrally manufactured from 3D printed continuous carbon fibre reinforced polyamide. Compos. Sci. Technol. 2024, 250, 110515. [Google Scholar] [CrossRef]
- Zhao, Q.; Liu, C.; Liang, Y.; Lin, Z.; Han, Z.; Ren, L. Integration 3D printing of bionic continuous carbon fiber reinforced resin composite. Mater. Res. Express 2021, 8, 95602. [Google Scholar] [CrossRef]
- Liang, Y.; Liu, C.; Zhao, Q.; Lin, Z.; Han, Z.; Ren, L. Bionic Design and 3D Printing of Continuous Carbon Fiber-Reinforced Polylactic Acid Composite with Barbicel Structure of Eagle-Owl Feather. Materials 2021, 14, 3618. [Google Scholar] [CrossRef]
- Deng, Y.; Yang, Y.; Jiang, H.; Ren, Y. On lateral crashworthiness and failure mechanisms of multi-fibers hybrid composite corrugated structures with carbon, glass, Kevlar. Thin-Walled Struct. 2024, 198, 111689. [Google Scholar] [CrossRef]
- Hou, Z.; He, J.; Tian, X.; Zhu, W.; Wang, C.; Liu, P.; Lan, H.; Li, D. Performance and failure modes of continuous fibre-reinforced energy absorption tubes by cylindrical layered 3D printing. Virtual Phys. Prototyp. 2024, 19, e2367122. [Google Scholar] [CrossRef]
- Bai, S.-W.; Mei, H.; Zhang, M.-G.; Zhou, S.-X.; Yan, Y.-K.; Cheng, L.-F.; Zhang, L.-T.; Lu, J. 3D printing assemble technology toward advanced photocatalysis. Mater. Today Nano 2023, 24, 100385. [Google Scholar] [CrossRef]
- Wang, F.; Ming, Y.; Zhao, Y.; Yang, F.; Lou, J.; Zhu, Y.; Duan, Y.; Wang, B.; Xiao, H. Fabrication of a novel continuous fiber 3D printed thermoset all-composite honeycomb sandwich structure with polymethacrylimide foam reinforcement. Compos. Commun. 2023, 45, 101794. [Google Scholar] [CrossRef]
- Rashvand, K.; Eder, M.A.; Sarhadi, A. In-situ and adhesive repair of continuous fiber composites using 3D printing. Addit. Manuf. 2024, 80, 103975. [Google Scholar] [CrossRef]
- Xie, C.; Gao, Q.; Wang, P.; Shao, L.; Yuan, H.; Fu, J.; Chen, W.; He, Y. Structure-induced cell growth by 3D printing of heterogeneous scaffolds with ultrafine fibers. Mater. Des. 2019, 181, 108092. [Google Scholar] [CrossRef]
- Dou, H.; Ye, W.; Zhang, D.; Cheng, Y.; Huang, K.; Yang, F.; Rudykh, S. Research on drop-weight impact of continuous carbon fiber reinforced 3D printed honeycomb structure. Mater. Today Commun. 2021, 29, 102869. [Google Scholar] [CrossRef]
- Li, S.; Liu, C.; Zhang, Y.; Zhang, W.; Xu, X.; Lin, Z.; Liang, Y. Continuous 3D Printing of Biomimetic Beetle Mandible Structure with Long Bundles of Aramid Fiber Composites. Biomimetics 2023, 8, 283. [Google Scholar] [CrossRef]
- Chen, K.; Liu, Q.; Chen, B.; Zhang, S.; Ferrara, L.; Li, W. Effect of raw materials on the performance of 3D printing geopolymer: A review. J. Build. Eng. 2024, 84, 108501. [Google Scholar] [CrossRef]
- Zeng, J.-J.; Yan, Z.-T.; Jiang, Y.-Y.; Li, P.-L. 3D printing of FRP grid and bar reinforcement for reinforced concrete plates: Development and effectiveness. Compos. Struct. 2024, 335, 117946. [Google Scholar] [CrossRef]
- Fan, T.H.; Zeng, J.J.; Hu, X.W.; Chen, J.D.; Wu, P.P.; Liu, H.T.; Zhuge, Y. Flexural fatigue behavior of FRP-reinforced UHPC tubular beams. Eng. Struct. 2025, 330, 119848. [Google Scholar] [CrossRef]
- Zeng, J.J.; Sun, H.Q.; Deng, R.B.; Yan, Z.T.; Zhuge, Y. Bond performance between FRP bars and 3D-printed high-performance concrete. Structures 2025, 73, 108377. [Google Scholar] [CrossRef]
- Yan, Z.; Zeng, J.-J.; Zhuge, Y.; Liao, J.-J.; Zhou, J.-K.; Ma, G. Compressive behavior of FRP-confined 3D printed ultra-high performance concrete cylinders. J. Build. Eng. 2024, 83, 108304. [Google Scholar] [CrossRef]
- Zeng, J.J.; Feng, S.Z.; Zhao, B.; Wu, F.Y.; Zhuge, Y.; Wang, H. Recyclable thermoplastic FRP bars for reinforced concrete structures: Current status and future opportunities. Compos. Struct. 2024, 348, 118438. [Google Scholar] [CrossRef]
- Liu, G.; Xiong, Y.; Zhou, L. Additive manufacturing of continuous fiber reinforced polymer composites: Design opportunities and novel applications. Compos. Commun. 2021, 27, 100907. [Google Scholar] [CrossRef]

| Property | Carbon Fiber | Glass Fiber | Aramid Fiber | Natural Fiber | Hybrid Fiber |
|---|---|---|---|---|---|
| Characteristics | High strength-to-weight ratio, High modulus, Corrosion resistance | Good mechanical properties, Low cost, High toughness | High strength, High modulus, Heat resistance | Sustainability, Biodegradability, Low density | Performance optimization, Cost-performance balance |
| Density (g/cm3) | 1.8 | 2.5 | 1.44 | ||
| Tensile strength (Mpa) | 3500–7000 | 2000–4000 | 2800–4100 | ||
| Modulus (GPa) | 230–600 | 70–90 | 60–130 | ||
| References | [8,9,10,11,12,13,14,15] | [16,17,18,19] | [20,21] | [22,23,24,25,26,27,28] | [19,21] |
| Matrix Material | Type | Characteristics | Application Fields | References |
|---|---|---|---|---|
| PLA | Thermoplastic | Biodegradability, Low cost, Easy processing; Lower mechanical properties and thermal stability (softens at 50–60 °C) | Beginner projects, Biomedical applications | [14,22,26] |
| PA6 | Excellent mechanical properties, High-temperature stability | Aerospace, Automotive industry | [10,13] | |
| PEEK | High continuous service temperature (250 °C), Outstanding chemical stability, High mechanical performance | Aerospace, Automotive industry, Extreme environments | [11,30,31,32,33] | |
| ABS | Good impact resistance, excellent electrical insulation properties, superior chemical stability | Electrical Engineering, Functional Prototyping | [34] | |
| Epoxy resin | Thermosetting | High insulation properties, Excellent mechanical performance, High moisture resistance; Complex curing process, Relatively low flame resistance | Aerospace, Automotive industry, Electronics and electrical engineering | [8] |
| Phenolic resin | High temperature resistance, Excellent chemical stability, Short curing time; High water absorption, Low toughness | Fire-resistant materials, Acid and alkali-resistant chemical equipment | [35] |
| Parameter | Effects | Optimization Methods | References |
|---|---|---|---|
| Printing speed | Affects fiber placement accuracy and matrix distribution; High speed may increase porosity | Adjust speed to balance precision and efficiency | [17,68,83,84] |
| Nozzle temperature | Excessive temperature may degrade matrix; Insufficient temperature leads to poor impregnation | Adaptive temperature control based on material properties | [85,86,87,88] |
| Fiber feed rate | Mismatch with extrusion rate causes fiber accumulation or matrix deficiency | Synchronize feed and extrusion rates to maintain consistent fiber volume fraction | [89,90,91] |
| Path planning | Determines fiber orientation and part anisotropy | Load-dependent path planning or geometry-driven path optimization | [92,93,94,95,96,97] |
| Influencing Factor | Affected Mechanical Properties | Optimization Strategies | References |
|---|---|---|---|
| Fiber type | Tensile strength, Compressive strength, Flexural modulus, Impact toughness | Select carbon fibers (high strength), glass fibers (cost-effective), or aramid fibers (toughness) | [99,100,101,102,103] |
| Fiber volume fraction | Tensile strength, Compressive strength, Flexural modulus, Interlaminar bonding strength | Maintain 40–50% volume fraction to balance performance and porosity | [54,104,105,106,107,108] |
| Printing parameters | Tensile strength, Compressive strength, Flexural modulus, Impact toughness, Interlaminar bonding strength | Adjust nozzle temperature (avoid degradation), optimize printing speed (balance efficiency/quality), modify layer thickness (enhance interlayer bonding) | [85,105,109,110,111,112,113,114,115,116,117] |
| Fiber orientation | Tensile strength, Compressive strength, Flexural modulus, Impact toughness, Interlaminar bonding strength | Align fibers along load direction, topology-optimized paths, hybrid fiber layouts | [118,119,120,121,122,123,124,125,126,127,128,129] |
| Interfacial issues | Shear strength, Tensile strength, Flexural strength | Modification of interlayer stacking sequence, Adjustment of fiber orientation, Application of composite fiber interfaces | [130,131,132,133,134,135,136] |
| Fiber pretreatment | Tensile strength, Interfacial adhesion, Overall reliability | Surface coating, chemical modification | [137,138,139,140,141,142,143,144,145] |
| Structural design | Tensile strength, Flexural modulus, Impact toughness, Energy absorption efficiency | Topology optimization, honeycomb structures, multi-scale optimization | [146,147,148,149] |
| Hybrid fiber systems and advanced processes | Tensile strength, Compressive strength, Flexural modulus, Impact toughness | Carbon/glass or carbon/aramid fiber hybrids, multi-axial alignment | [150,151,152,153,154,155,156,157,158] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, H.; Zhu, S.; Chen, L.; Wang, L.; Zhang, H.; Wang, P.; Sun, K.; Wang, H.; Liu, C. 3D Printing Continuous Fiber Reinforced Polymers: A Review of Material Selection, Process, and Mechanics-Function Integration for Targeted Applications. Polymers 2025, 17, 1601. https://doi.org/10.3390/polym17121601
Zheng H, Zhu S, Chen L, Wang L, Zhang H, Wang P, Sun K, Wang H, Liu C. 3D Printing Continuous Fiber Reinforced Polymers: A Review of Material Selection, Process, and Mechanics-Function Integration for Targeted Applications. Polymers. 2025; 17(12):1601. https://doi.org/10.3390/polym17121601
Chicago/Turabian StyleZheng, Haoyuan, Shaowei Zhu, Liming Chen, Lianchao Wang, Hanbo Zhang, Peixu Wang, Kefan Sun, Haorui Wang, and Chengtao Liu. 2025. "3D Printing Continuous Fiber Reinforced Polymers: A Review of Material Selection, Process, and Mechanics-Function Integration for Targeted Applications" Polymers 17, no. 12: 1601. https://doi.org/10.3390/polym17121601
APA StyleZheng, H., Zhu, S., Chen, L., Wang, L., Zhang, H., Wang, P., Sun, K., Wang, H., & Liu, C. (2025). 3D Printing Continuous Fiber Reinforced Polymers: A Review of Material Selection, Process, and Mechanics-Function Integration for Targeted Applications. Polymers, 17(12), 1601. https://doi.org/10.3390/polym17121601