
Contact-Angle-Guided Semi-Cured Slot-Die Coating Eliminates Air Entrapment in LED Multilayer Films



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Slot Die Coating Observation Experiment
2.3. Slot Die Coating Simulation
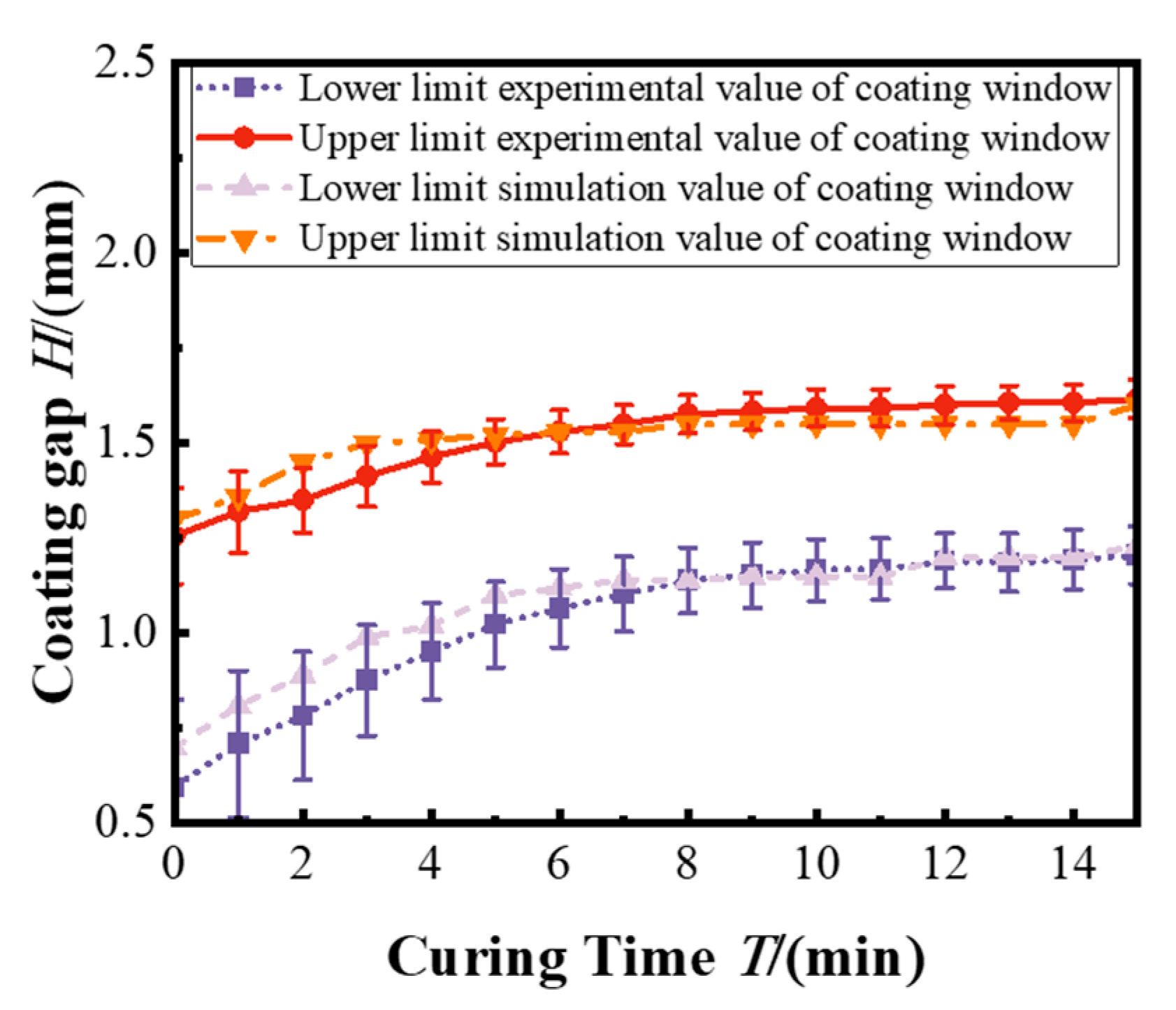
2.4. Validation of Simulation Model
3. Results and Discussions
3.1. Air Entrainment Mechanism of Polymer Multilayer Films
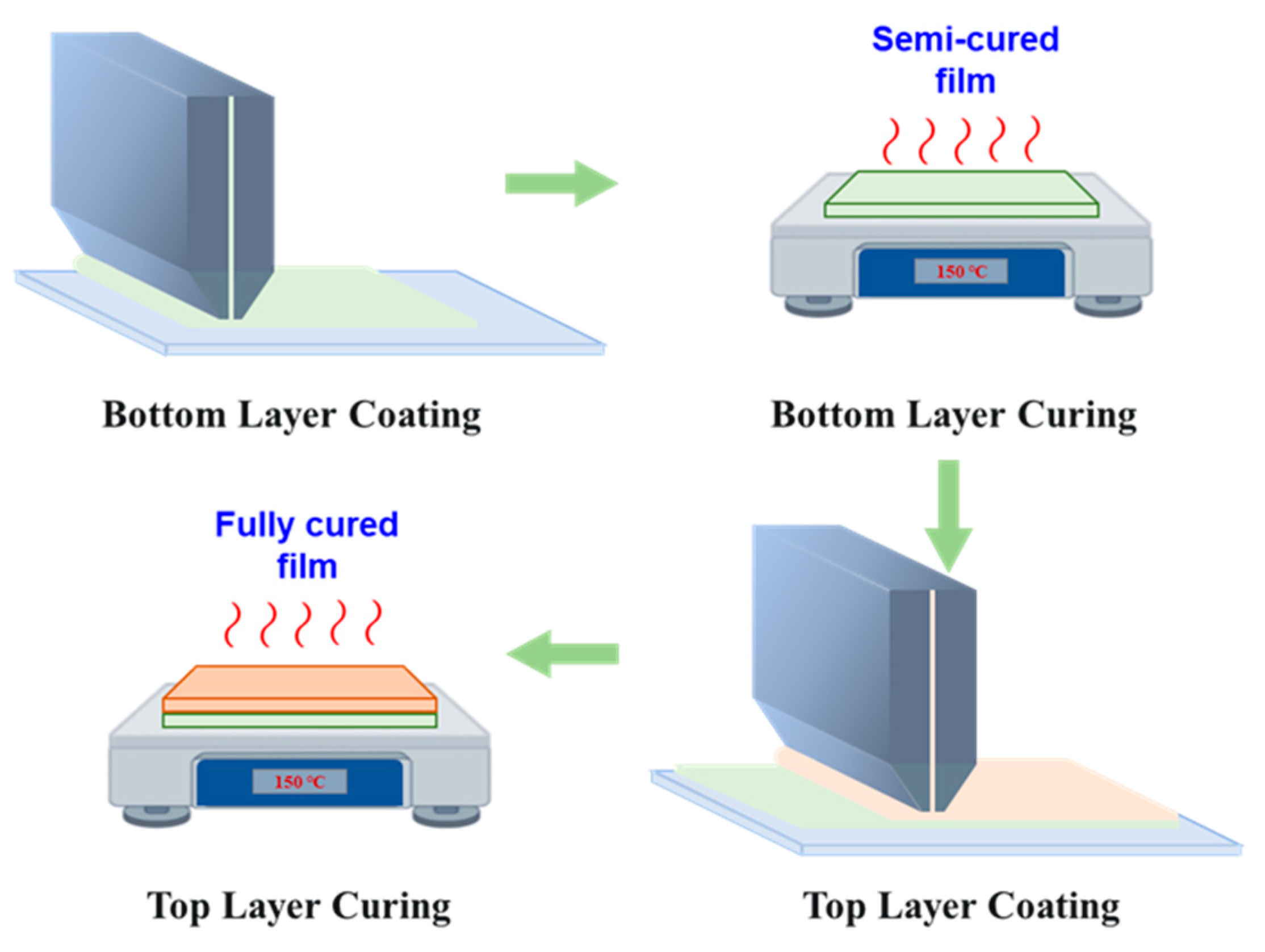
3.2. Preparation of Bilayer Polymer Films Using the Semi-Cured Method
4. Conclusions
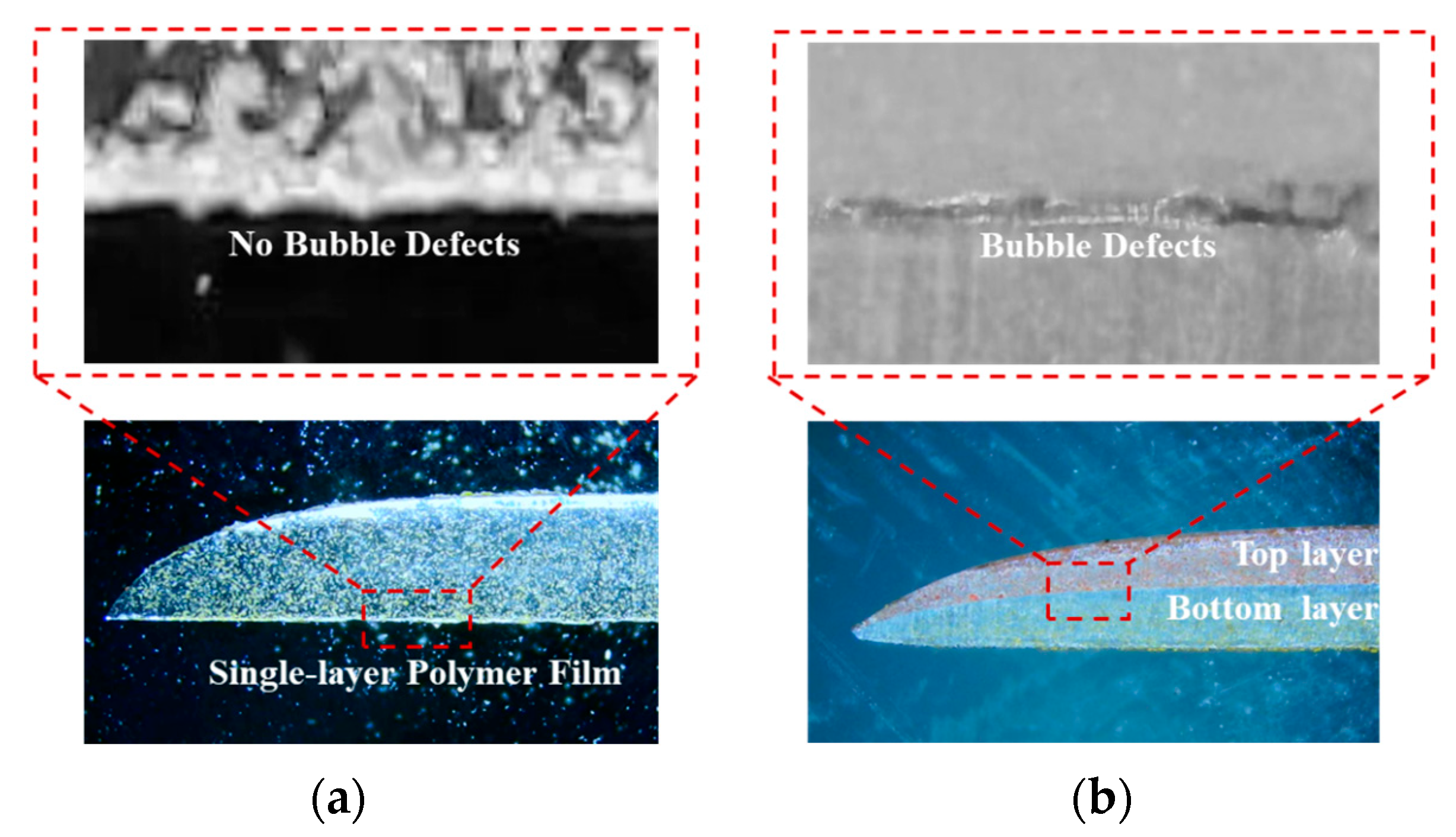
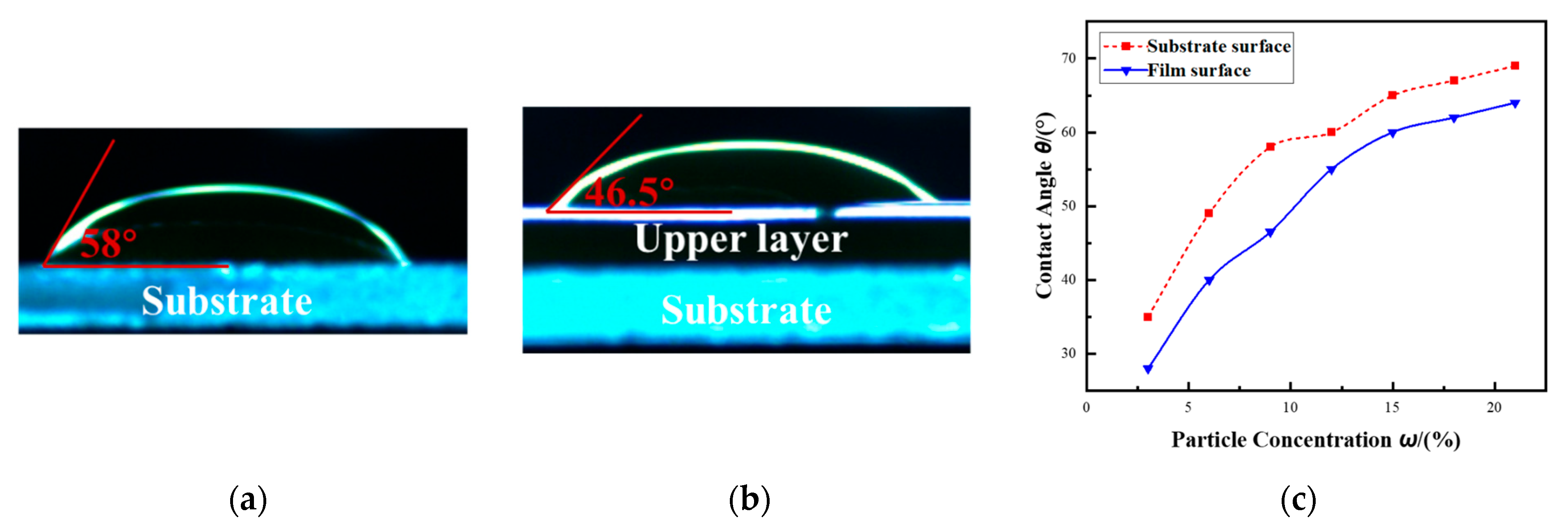
- The experimental results demonstrated that air entrainment is more likely to occur during the top-layer coating of polymer multilayer films compared to single-layer coatings. This phenomenon is due to the contact angle differences between the substrate and the cured bottom film, where an enhanced wettability of the lower layer can lead to asymmetric spreading and unstable upstream meniscus dynamics, ultimately promoting air entrainment.
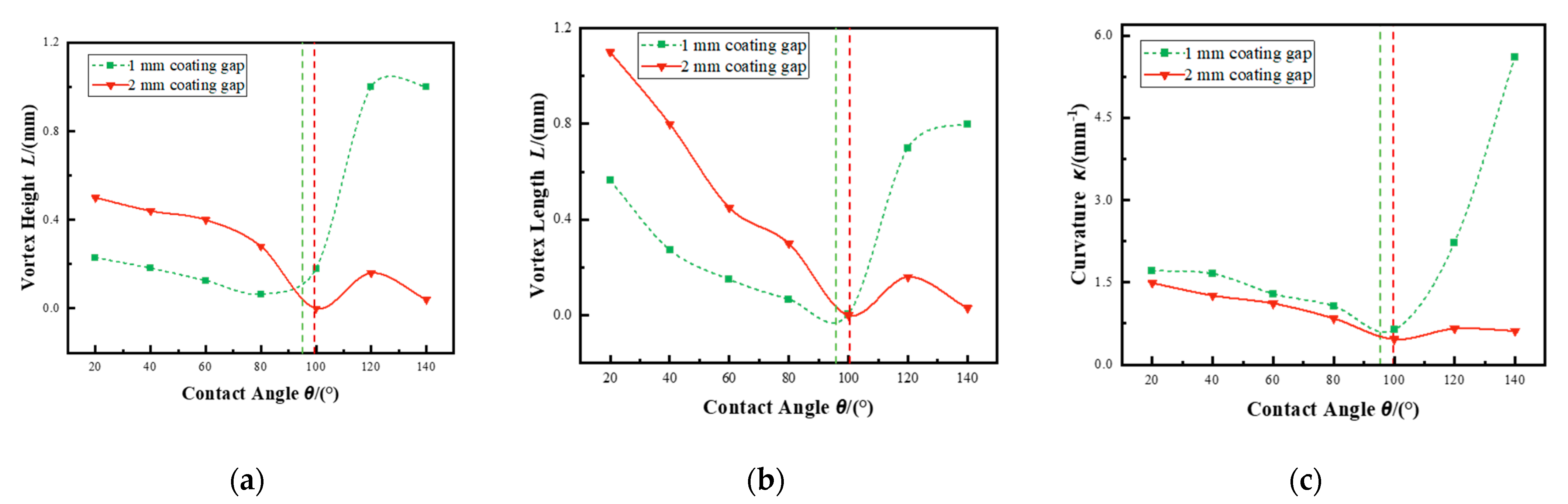
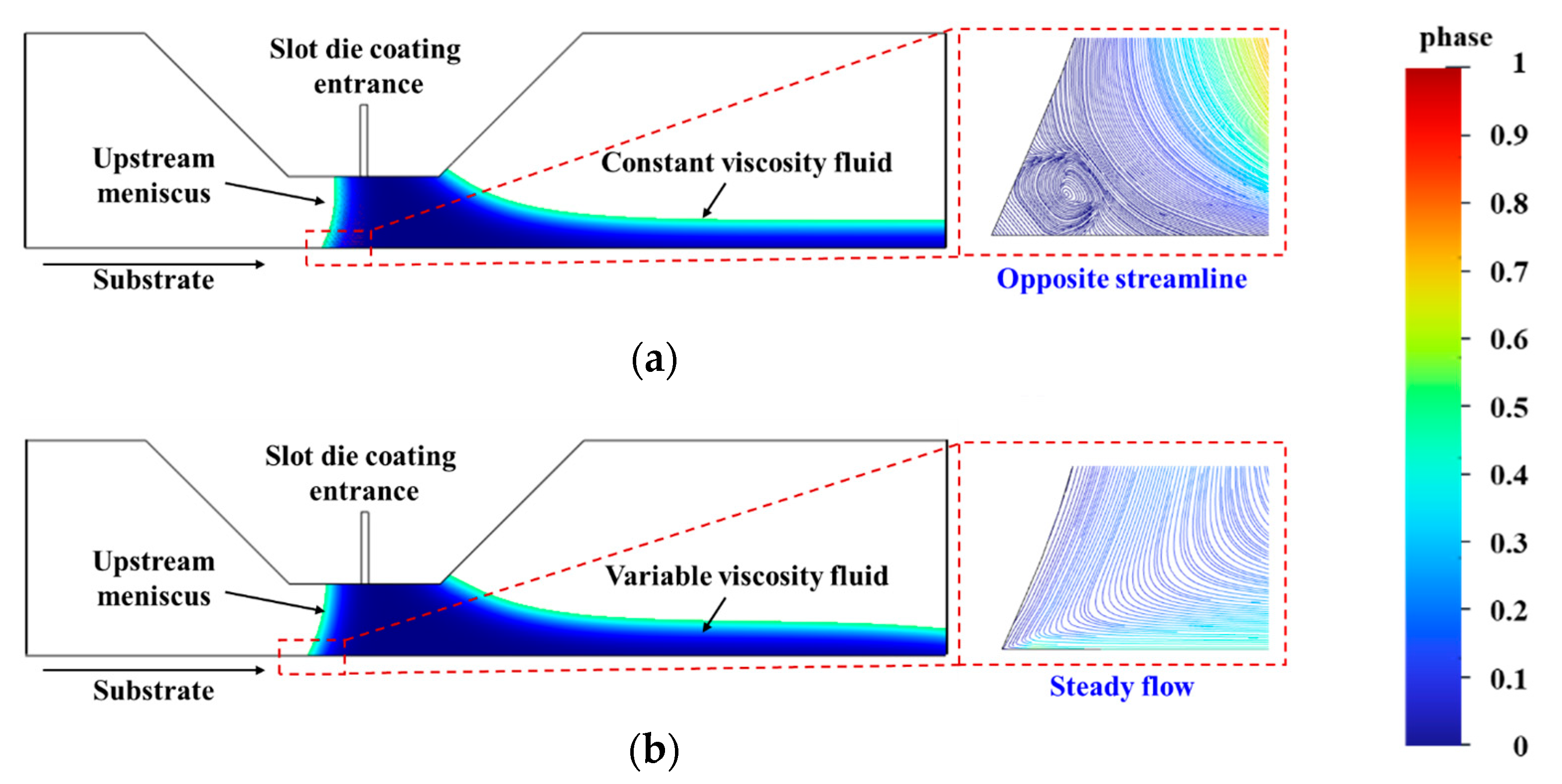
- Numerical simulations revealed that contact angle plays a critical role in controlling vortex formation and meniscus curvature under both inertial- and viscous-dominated coating conditions. A threshold behavior was observed: moderate increases in contact angle reduced vortex intensity and helped suppress air entrainment. However, when the contact angle exceeded a certain limit, the resulting increase in meniscus curvature intensified flow instabilities and enlarged vortex structures, ultimately promoting greater air entrapment.
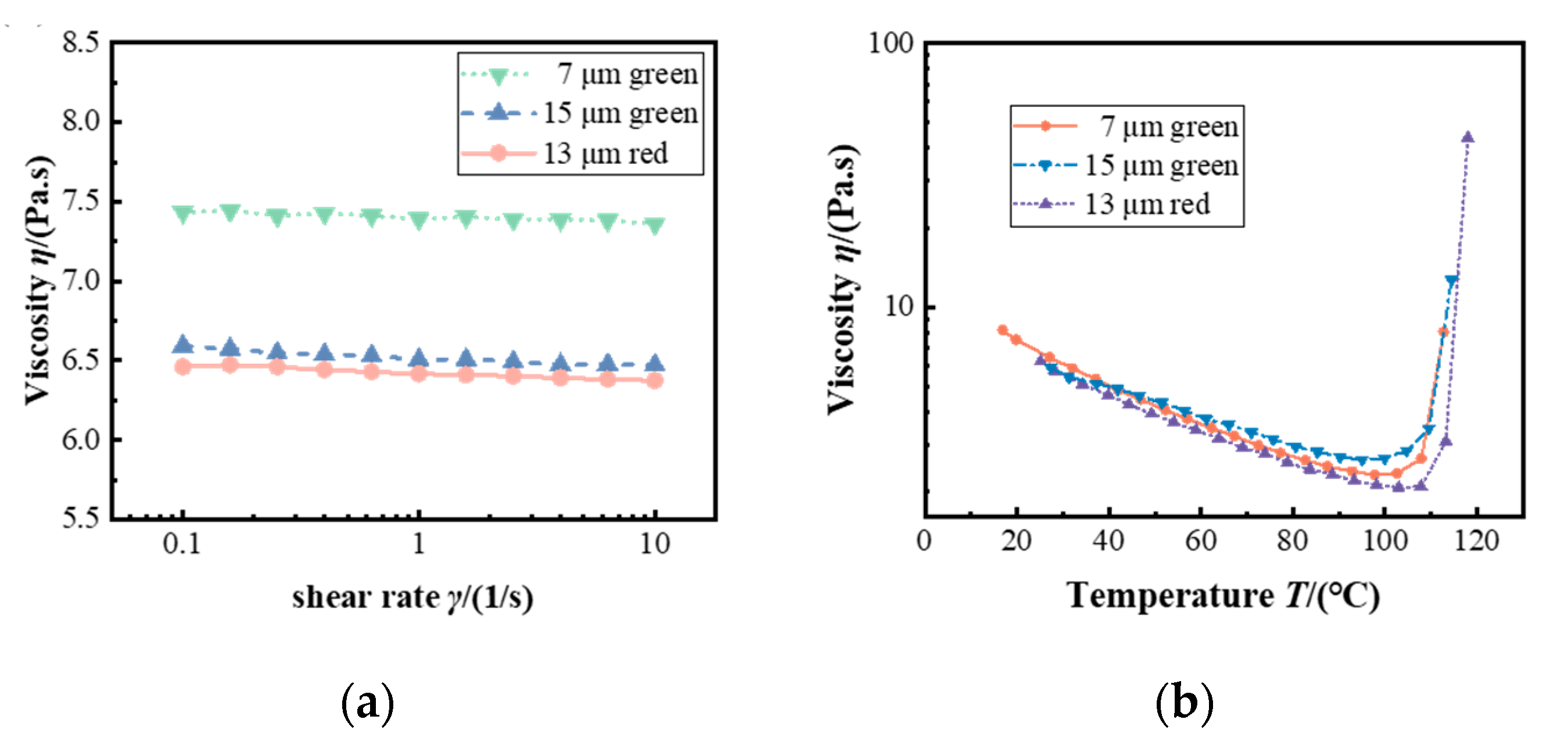
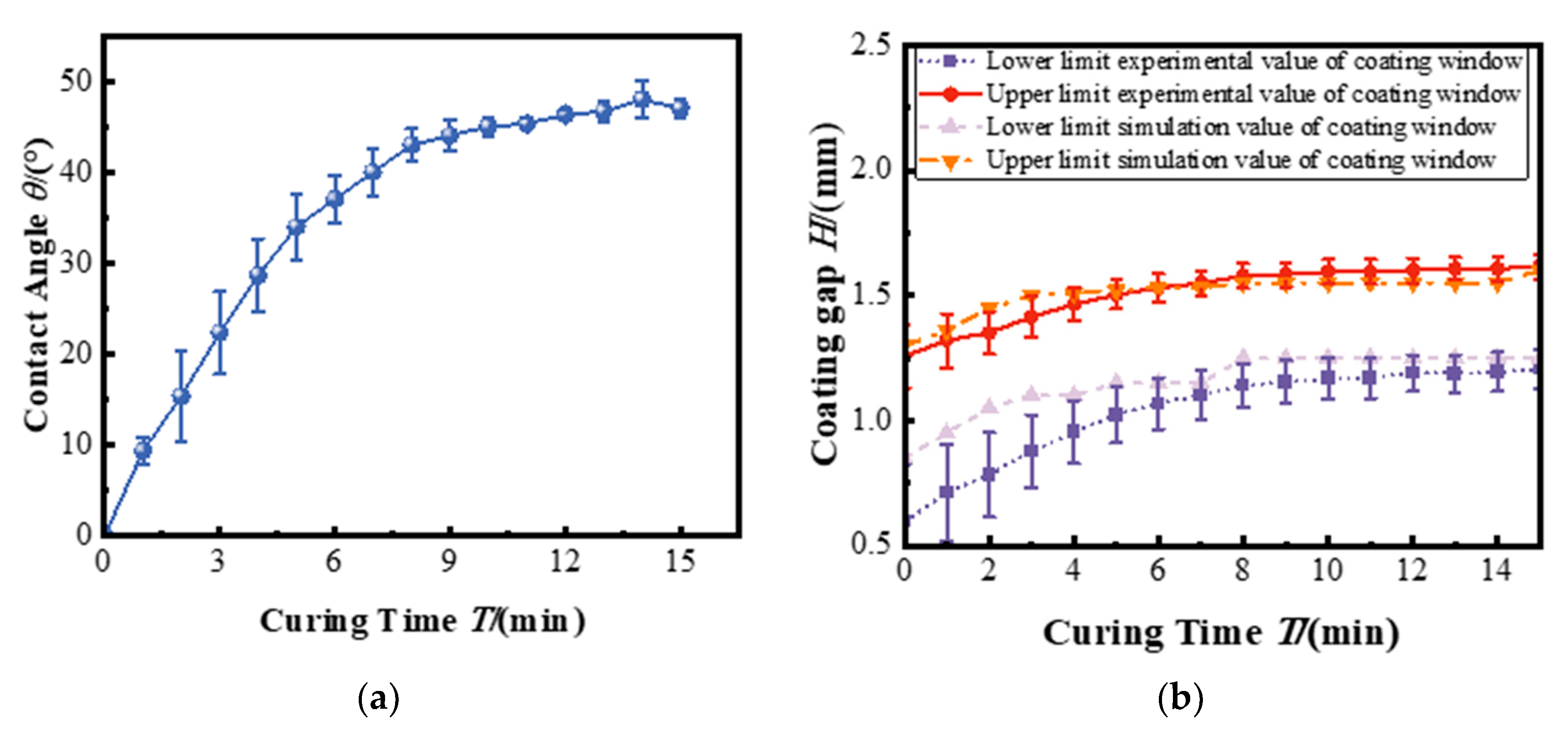
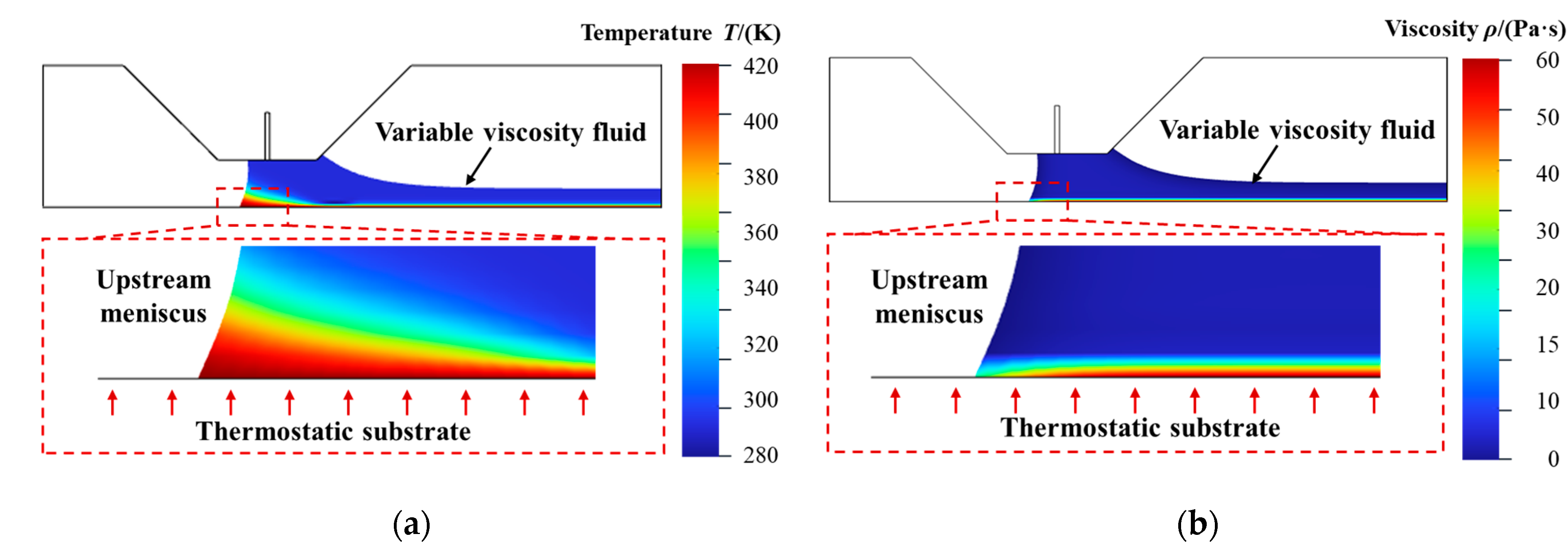
- Introducing a semi-cured bottom film in the coat–dry–coat process enabled the precise tuning of surface wettability, thereby enhancing coating stability. Additionally, incorporating temperature-dependent viscosity into the simulation model markedly improved the accuracy of coating window predictions, reducing the coating gap error from 11.49% to 4.99%. These results underscore the critical role of temperature effects on viscosity gradients in accurately modeling multilayer coating dynamics.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Güner, T.; Köseoğlu, D.; Demir, M.M. Multilayer design of hybrid phosphor film for application in LEDs. Opt. Mater. 2016, 60, 422–430. [Google Scholar] [CrossRef]
- Zhuo, N.; Zhang, N.; Chen, P.; Wang, H. Spectral re-absorption effect of multi-primary phosphor thin films and various package structures on the performance of near-ultraviolet white LED. ECS J. Solid State Sci. Technol. 2019, 9, 016006. [Google Scholar] [CrossRef]
- Youn, H.; Lee, T.; Guo, L.J. Multi-film roll transferring (MRT) process using highly conductive and solution-processed silver solution for fully solu-tion-processed polymer solar cells. Energy Environ. Sci. 2014, 7, 2764–2770. [Google Scholar] [CrossRef]
- Peng, Y.; Wang, S.; Li, R.; Li, H.; Cheng, H.; Chen, M.; Liu, S. Luminous efficacy enhancement of ultraviolet-excited white light-emitting diodes through multilayered phosphor-in-glass. Appl. Opt. 2016, 55, 4933–4938. [Google Scholar] [CrossRef]
- Yan, Y.; Luo, X.; Li, C.; Fang, Z.; Li, H.; Zhang, S.; Pang, R.; Wang, C.; Zhou, P. Effect of Temperature Gradient on Particle Distribution of Phosphor Film During Curing. IEEE Trans. Electron Devices 2023, 70, 4766–4771. [Google Scholar] [CrossRef]
- Fukui, T.; Kamon, K.; Takeshita, J.; Hayashi, H.; Miyachi, T.; Uchida, Y.; Kurai, S.; Taguchi, T. Superior illuminant characteristics of color rendering and luminous efficacy in multilayered phosphor conversion white light sources excited by near-ultraviolet light-emitting diodes. Jpn. J. Appl. Phys. 2009, 48, 112101. [Google Scholar] [CrossRef]
- Merklein, L.; Mink, M.; Kourkoulos, D.; Ulber, B.; Raupp, S.M.; Meerholz, K.; Scharfer, P.; Schabel, W. Multilayer OLEDs with four slot die-coated layers. J. Coat. Technol. Res. 2019, 16, 1643–1652. [Google Scholar] [CrossRef]
- Ying, S.P.; Chien, H.Y. Effect of reassembled remote phosphor geometry on the luminous efficiency and spectra of white light-emitting diodes with excellent color rendering property. IEEE Trans. Electron Devices 2016, 63, 1117–1121. [Google Scholar] [CrossRef]
- Li, J.; Li, Z.; Liang, G.; Yu, S.; Tang, Y.; Ding, X. Color uniformity enhancement for COB WLEDs using a remote phosphor film with two freeform surfaces. Opt. Mater. 2016, 24, 23685–23696. [Google Scholar] [CrossRef]
- Zhu, Y.; Narendran, N. Investigation of remote-phosphor white light-emitting diodes with multi-phosphor layers. Jpn. J. Appl. Physics 2010, 49, 100203. [Google Scholar] [CrossRef]
- Lee, J.S.; Arunkumar, P.; Kim, S.; Lee, I.J.; Lee, H.; Im, W.B. Smart design to resolve spectral overlap** of phosphor-in-glass for high-powered remote-type white light-emitting devices. Opt. Lett. 2014, 39, 762–765. [Google Scholar] [CrossRef] [PubMed]
- Benkreira, H.; Ikin, J.B. Dynamic wetting and gas viscosity effects. Chem. Eng. Sci. 2010, 65, 1790–1796. [Google Scholar] [CrossRef]
- Benkreira, H.; Ikin, J.B. Dissolution and growth of entrained bubbles when dip coating in a gas under reduced pressure. Chem. Eng. Sci. 2010, 65, 5821–5829. [Google Scholar] [CrossRef]
- Burley, R.; Kennedy, B.S. An experimental study of air entrainment at a solid/liquid/gas interface. Chem. Eng. Sci. 1976, 31, 901–911. [Google Scholar] [CrossRef]
- Puncochar, M.; Ruzicka, M.C.; Simcik, M. Bubble formation and deformation. Chem. Eng. Sci. 2022, 260, 117729. [Google Scholar] [CrossRef]
- Tsamopoulos, J.; Dimakopoulos, Y.; Chatzidai, N.; Karapetsas, G.; Pavlidis, M. Steady bubble rise and deformation in Newtonian and viscoplastic fluids and conditions for bubble entrapment. Chem. Eng. Sci. 2008, 601, 123–164. [Google Scholar] [CrossRef]
- Gutoff, E.B.; Kendrick, C.E. Dynamic contact angles. AIChE J. 1982, 28, 459–466. [Google Scholar] [CrossRef]
- Burley, R.; Jolly, R.P. Entrainment of air into liquids by a high speed continuous solid surface. Chem. Eng. Sci. 1984, 39, 1357–1372. [Google Scholar] [CrossRef]
- Uriarte, C.; Fontelos, M.A.; Arrayás, M.M. Phase field modeling of the detachment of bubbles from a solid substrate. Phys. Fluids 2024, 28, 062001. [Google Scholar] [CrossRef]
- Fang, Z.; Yan, Y.; Li, C.; Luo, X.; Zhou, P. Bubble Defect Generation Mechanism in Slot Die Coating of High-Viscosity Fluids. ACS Appl. Mater. Interfaces 2024, 16, 11890–11900. [Google Scholar] [CrossRef]
- Gatapova, E.Y.; Gatapova, K.B. Bubble dynamics in thin liquid films and breakup at drop impact. Soft Matter 2020, 16, 10397–10404. [Google Scholar] [CrossRef] [PubMed]
- Dasouqi, A.A.; Murphy, D.W. Gas escape behavior from bursting bubbles. Phys. Rev. Fluids 2020, 5, 110502. [Google Scholar] [CrossRef]
- Oh, S.H.; Kim, S.I.; Park, K.H.; Yu, B.H. A Numerical Study on Improvement of Coating Uniformity by Controlling the Pressure at the Exit of the Slot Die Nozzle. Fluids Eng. Div. Summer Meet. Am. Soc. Mech. Eng. 2019, 59049, V03AT03A038. [Google Scholar]
- Ahmad, Z.Y.; Harris, T.A. The effect of solidification on the casting window after bubble entrainment. J. Coat. Technol. Res. 2014, 11, 89–93. [Google Scholar] [CrossRef]
- Li, C.; Yan, Y.; Fang, Z.; Luo, X.; Wang, X.; Zhou, P. Effects of bubbles on particle dynamic behavior and concentration distribution in High-viscosity liquid under negative pressure. J. Colloid Interface Sci. 2023, 644, 315–324. [Google Scholar] [CrossRef]
- Kiss, L.I.; Poncsák, S.; Toulouse, D.; Perron, A.; Liedtke, A.; Mackowiak, V. Detachment of bubbles from their nucleation sites. In Proceedings of the TMS Light Metals, Multiphase Phenomena and CFD Modeling and Simulation in Materials Processes, Charlotte, NC, USA, 15–18 March 2004; pp. 159–167. [Google Scholar]
- Fang, Y.; Zhang, M.; Sun, X.; Zhang, J.; Qu, P. Study on internal flow characteristics of non-Newtonian fluids in a mechanical stirring tank. J. Mech. Eng. 2012, 48, 90–95. [Google Scholar]
- Mirsandi, H.; Smit, W.J.; Kong, G.; Baltussen, M.W.; Peters, E.A.J.F.; Kuipers, J.A.M. Bubble formation from an orifice in liquid cross-flow. Chem. Eng. J. 2020, 386, 120902. [Google Scholar] [CrossRef]
- Van der Geld, C.W.M. Bubble detachment criteria: Some criticism of ‘Das Abreissen von Dampfblasen an festen Heizflächen. Int. J. Heat Mass Transfer. 1996, 39, 653–657. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhao, L.; Zhuang, L. Direct force measurement of critical detachment force between a particle and an air bubble using dynamic interaction force ap-paratus. Miner. Eng. 2020, 159, 106627. [Google Scholar] [CrossRef]
- Ajitha, A.R.; Aswathi, M.K.; Maria, H.J.; Izdebska, J.; Thomas, S. Multilayer polymer films. Multicompon. Polym. Mater. 2016, 223, 229–258. [Google Scholar]
- Zhang, X.; Xu, Y.; Zhang, X.; Wu, H.; Shen, J.; Chen, R.; Xiong, Y.; Guo, S. Progress on the layer-by-layer assembly of multilayered polymer composites: Strategy, structural control and applications. Prog. Polym. Sci. 2019, 89, 76–107. [Google Scholar] [CrossRef]
- Nam, J.; Carvalho, M.S. Mid-gap invasion in two-layer slot coating. J. Fluid Mech. 2009, 631, 397–417. [Google Scholar] [CrossRef]
- Ding, X.; Liu, J.; Harris, T.A. A review of the operating limits in slot die coating processes. AIChE J. 2016, 62, 2508–2524. [Google Scholar] [CrossRef]
- Al-Shareef, A.; Neogi, P.; Bai, B. Wetting kinetics of polymer solutions and force-based contact angles. AIChE J. 2016, 62, 2533–2541. [Google Scholar] [CrossRef]
- Lin, C.F.; Hill Wong, D.S.; Liu, T.J.; Wu, P.Y. Operating windows of slot die coating: Comparison of theoretical predictions with experimental observations. J. Mech. Eng. 2010, 29, 31–44. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Unit | Value |
|---|---|---|
| Silica gel viscosity (ηF) (25 °C) | Pa·s | 6.0 |
| Silica gel density (ρF) | kg/m3 | 1020 |
| Particle composition | / | SrAl2O4: Eu, Dy |
| Particle density (ρP) | kg/m3 | 4200 |
| Surface tension | N/m | 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, Z.; Wan, J.; Li, C.; Li, H.; Yan, Y. Contact-Angle-Guided Semi-Cured Slot-Die Coating Eliminates Air Entrapment in LED Multilayer Films. Polymers 2025, 17, 1436. https://doi.org/10.3390/polym17111436
Fang Z, Wan J, Li C, Li H, Yan Y. Contact-Angle-Guided Semi-Cured Slot-Die Coating Eliminates Air Entrapment in LED Multilayer Films. Polymers. 2025; 17(11):1436. https://doi.org/10.3390/polym17111436
Chicago/Turabian StyleFang, Zikeng, Jiaqi Wan, Chenghang Li, Henan Li, and Ying Yan. 2025. "Contact-Angle-Guided Semi-Cured Slot-Die Coating Eliminates Air Entrapment in LED Multilayer Films" Polymers 17, no. 11: 1436. https://doi.org/10.3390/polym17111436
APA StyleFang, Z., Wan, J., Li, C., Li, H., & Yan, Y. (2025). Contact-Angle-Guided Semi-Cured Slot-Die Coating Eliminates Air Entrapment in LED Multilayer Films. Polymers, 17(11), 1436. https://doi.org/10.3390/polym17111436