
Reinforcing Cotton Recycled Fibers for the Production of High-Quality Textile Structures

 ,
,  , ,
, ,  ,
,  and
and 
Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
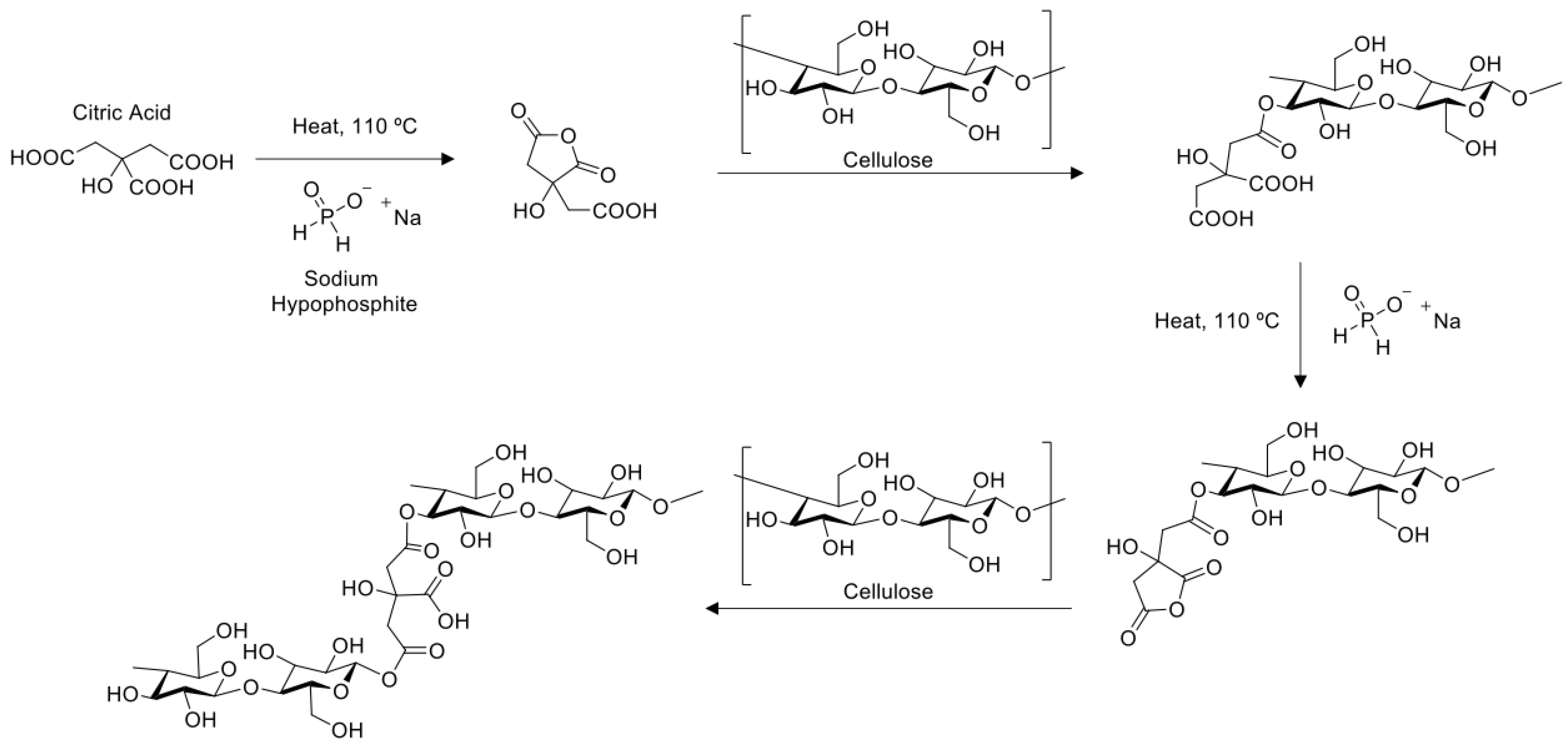
2.2. Treatment of the Fibers
- (i)
- Exhaustion at 50 °C for 1 h with five agents (PEG_50, CH_50, CMC_50, ST_50, and CA_50);
- (ii)
- Exhaustion at 110 °C for 1 h with CA and a combination of CA and sodium hypophosphite (SHP) (CA-SHP_110);
- (iii)
- Pre-heating CA and SHP to 110 °C for 30 min, followed by the addition of recycled cotton fibers for further exhaustion at 110 °C for 1 h (CA-SHP_110/110);
- (iv)
- Exhaustion at 50 °C for 15 min with anionic (SA_50) and cationic (SC_50) silicas.
2.3. Yarn and Knitted Fabric Production
2.4. Characterization of the Fibers
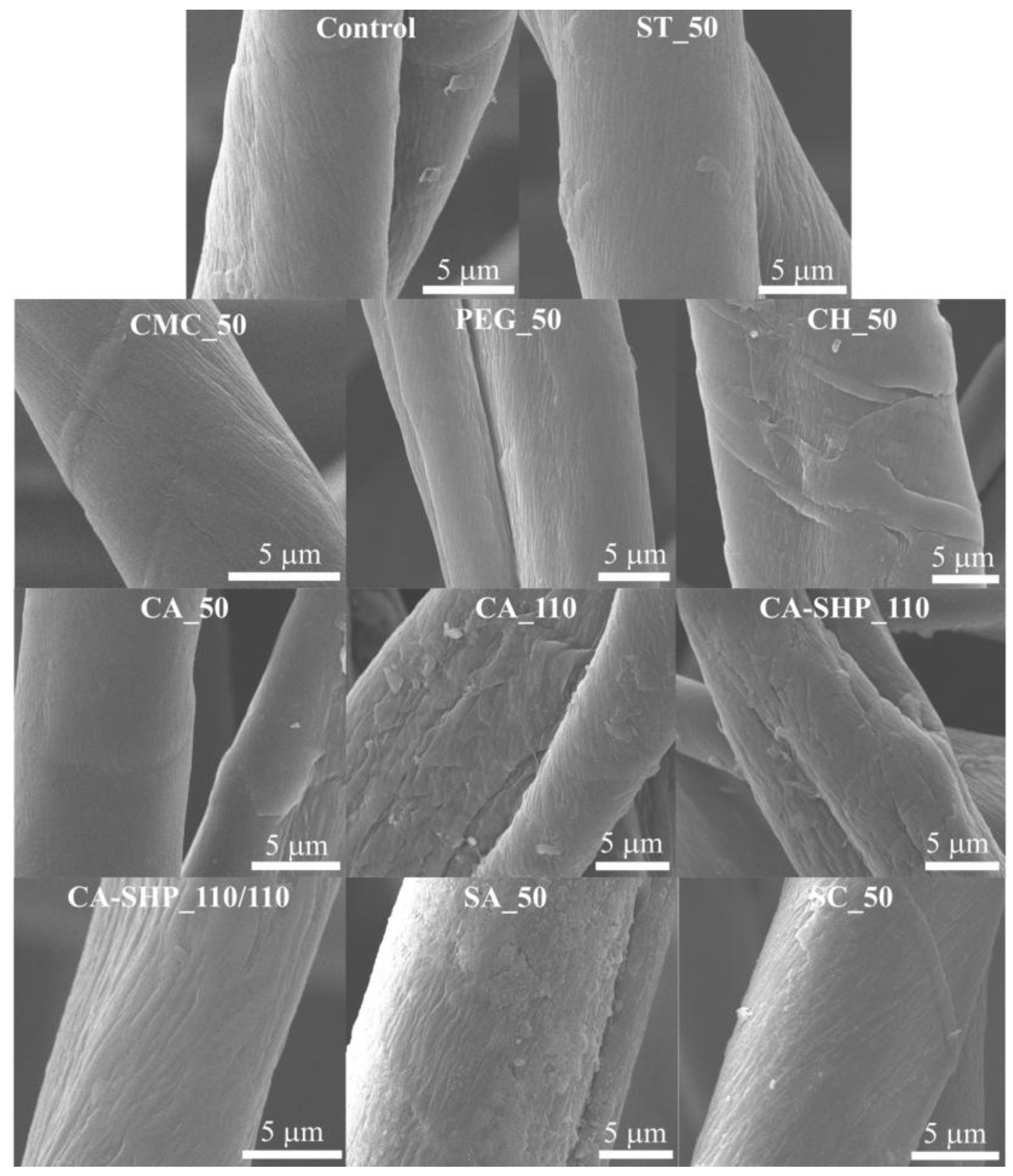
2.4.1. Scanning Electron Microscopy (SEM)
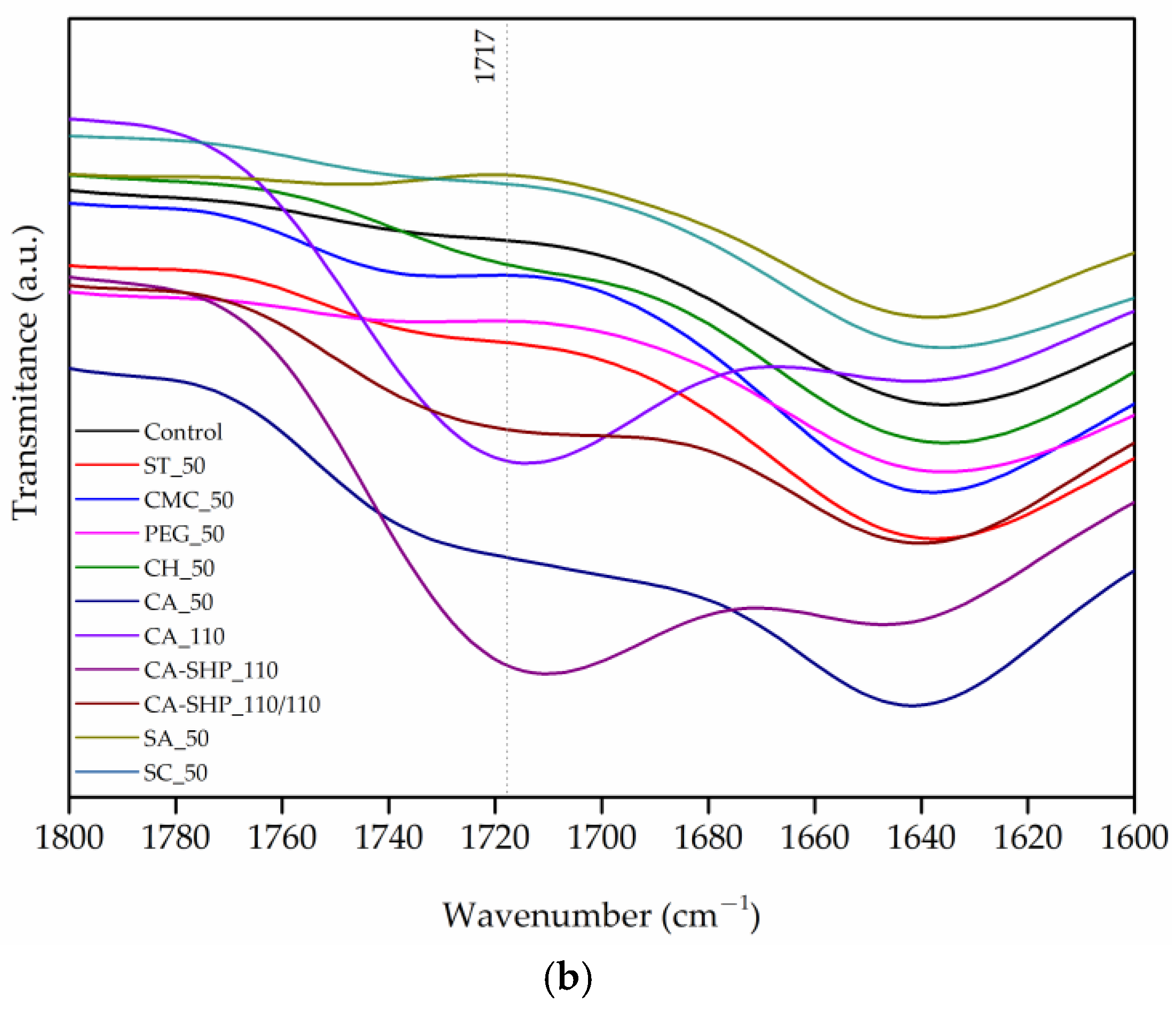
2.4.2. Fourier Transform Infrared Spectroscopy with Attenuated Total Reflectance (FTIR-ATR)
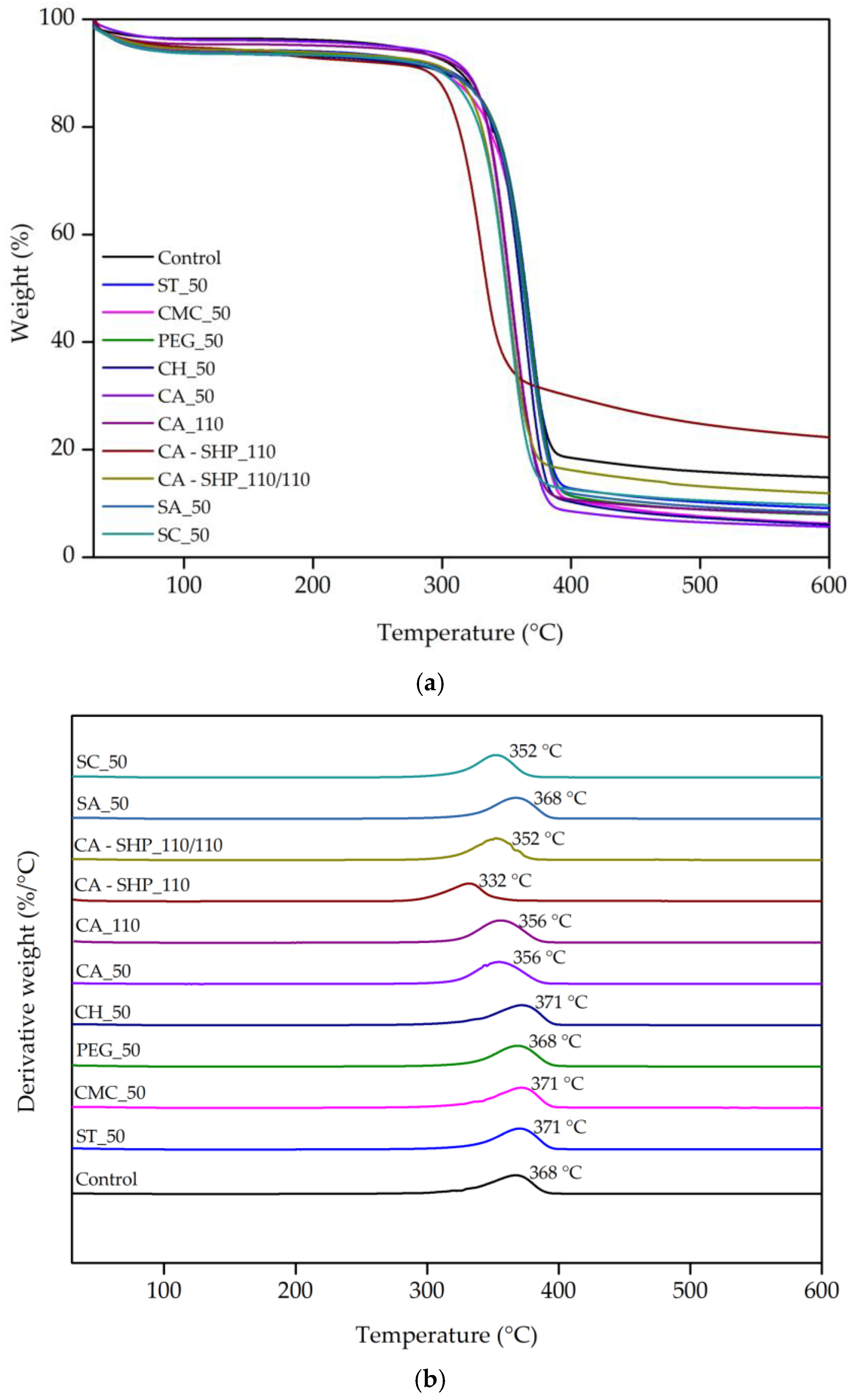
2.4.3. Thermogravimetric Analysis and Differential Thermogravimetric Analysis (TGA/DTG)
2.4.4. X-Ray Diffraction (XRD)
2.5. Characterization of the Yarn
Yarn Properties
2.6. Fabric Characterization
2.6.1. Air Permeability
2.6.2. Alambeta Test
2.6.3. Pilling Box
3. Results and Discussion
3.1. Fiber Characterization
3.1.1. SEM
3.1.2. FTIR-ATR
3.1.3. TGA/DTG
3.2. Yarn Characterization
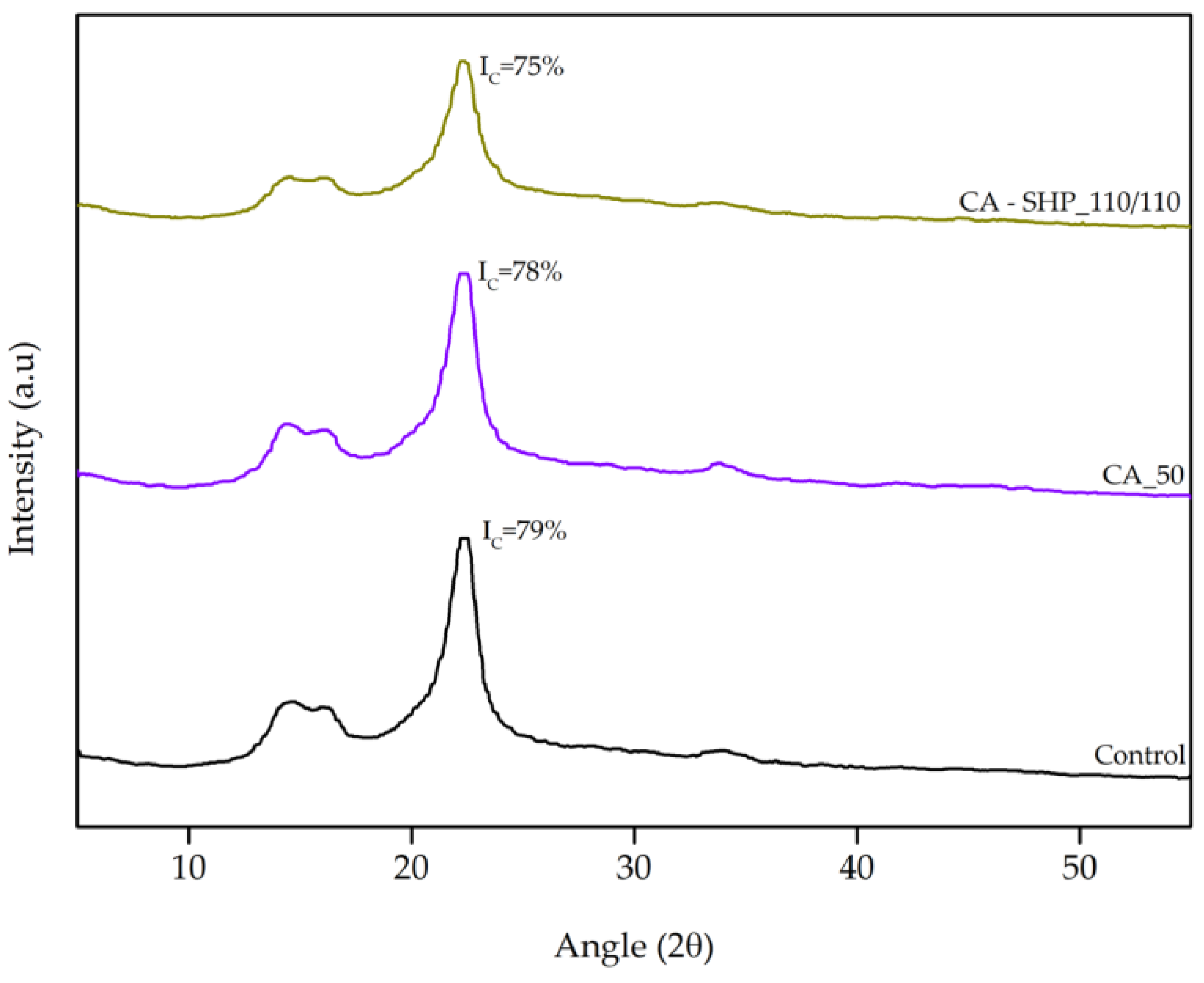
XRD
3.3. Knitted Fabric Characterization
3.3.1. Air Permeability
3.3.2. Thermal–Physiological Properties
3.3.3. Pilling
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Möller, M.; Popescu, C. Natural Fibers. In Polymer Science: A Comprehensive Reference; Elsevier: Amsterdam, The Netherlands, 2012; pp. 267–280. [Google Scholar] [CrossRef]
- Sandin, G.; Peters, G.M. Environmental impact of textile reuse and recycling—A review. J. Clean. Prod. 2018, 184, 353–365. [Google Scholar] [CrossRef]
- Textile Exchange. Materials Market Report, Textile Exchange. 2024. Available online: https://textileexchange.org/app/uploads/2024/09/Materials-Market-Report-2024.pdf (accessed on 24 March 2025).
- French, A.D.; Kim, H.J. Cotton Fiber Structure. In Cotton Fiber: Physics, Chemistry and Biology; Fang, D.D., Ed.; Springer International Publishing: Cham, Switzerland, 2018; pp. 13–39. [Google Scholar] [CrossRef]
- Jhatial, A.K.; Yesuf, H.M.; Wagaye, B.T. Pretreatment of Cotton. In Cotton Science and Processing Technology; Wang, H., Memon, H., Eds.; Springer: Singapore, 2020; pp. 333–353. [Google Scholar] [CrossRef]
- Rather, L.J.; Shabbir, M.; Haji, A. Sustainable Practices in the Textile Industry; Wiley: Hoboken, NJ, USA, 2021. [Google Scholar]
- Juanga-Labayen, J.P.; Labayen, I.V.; Yuan, Q. A Review on Textile Recycling Practices and Challenges. Textiles 2022, 2, 174–188. [Google Scholar] [CrossRef]
- Biyada, S.; Urbonavičius, J. Circularity in textile waste: Challenges and pathways to sustainability. Clean. Eng. Technol. 2025, 24, 100905. [Google Scholar] [CrossRef]
- Kanan, M.; Wannassi, B.; Azouz, B.; Ben Hassen, M.; Assaf, R.; Barham, A.S. Cotton recycling: An experimental study of the mechanical preparation process. Case Stud. Chem. Environ. Eng. 2024, 10, 100849. [Google Scholar] [CrossRef]
- Aronsson, J.; Persson, A. Tearing of post-consumer cotton T-shirts and jeans of varying degree of wear. J. Eng. Fibers Fabr. 2020, 15, 1558925020901322. [Google Scholar] [CrossRef]
- Ribul, M.; Lanot, A.; Tommencioni Pisapia, C.; Purnell, P.; McQueen-Mason, S.J.; Baurley, S. Mechanical, chemical, biological: Moving towards closed-loop bio-based recycling in a circular economy of sustainable textiles. J. Clean. Prod. 2021, 326, 129325. [Google Scholar] [CrossRef]
- Wanassi, B.; Azzouz, B.; Hassen, M.B. Value-added waste cotton yarn: Optimization of recycling process and spinning of reclaimed fibers. Ind. Crops Prod. 2016, 87, 27–32. [Google Scholar] [CrossRef]
- Bilisik, K. Pull-out properties of polyester woven fabrics: Effects of softening agent and interlacement on single and multiple yarn pull-out forces and analysis by statistical model. Fibers Polym. 2011, 12, 1106–1118. [Google Scholar] [CrossRef]
- Kim, K.; Shimizu, K.; Igarashi, T.; Nakamura, K.; Takatera, M. Effect of fabric softener on crossing torque and compression properties of cotton yarn. Text. Res. J. 2021, 91, 1523–1534. [Google Scholar] [CrossRef]
- Harifi, T.; Montazer, M. Past, present and future prospects of cotton cross-linking: New insight into nano particles. Carbohydr. Polym. 2012, 88, 1125–1140. [Google Scholar] [CrossRef]
- Wang, J.; Fang, K.; Liu, X.; Zhang, S.; Qiao, X.; Liu, D. A review on the status of formaldehyde-free anti-wrinkle cross-linking agents for cotton fabrics: Mechanisms and applications. Ind. Crops Prod. 2023, 200, 116831. [Google Scholar] [CrossRef]
- Ma, Y.; You, X.; Rissanen, M.; Schlapp-Hackl, I.; Sixta, H. Sustainable Cross-Linking of Man-Made Cellulosic Fibers with Poly(carboxylic acids) for Fibrillation Control. ACS Sustain. Chem. Eng. 2021, 9, 16749–16756. [Google Scholar] [CrossRef]
- Huang, F.; Tian, Z.; Wang, Y.; Ji, X.; Wang, D.; Fatehi, P. Cellulose fiber drainage improvement via citric acid crosslinking. Int. J. Biol. Macromol. 2024, 281, 136338. [Google Scholar] [CrossRef]
- Yang, C.Q.; Chen, D.; Guan, J.; He, Q. Cross-Linking Cotton Cellulose by the Combination of Maleic Acid and Sodium Hypophosphite. 1. Fabric Wrinkle Resistance. Ind. Eng. Chem. Res. 2010, 49, 8325–8332. [Google Scholar] [CrossRef]
- Platnieks, O.; Beluns, S.; Briede, S.; Jurinovs, M.; Gaidukovs, S. Cellulose synergetic interactions with biopolymers: Functionalization for sustainable and green material design. Ind. Crops Prod. 2023, 204, 117310. [Google Scholar] [CrossRef]
- Itkor, P.; Singh, A.K.; Lee, M.; Boonsiriwit, A.; Lee, Y.S. Effects of starch–citric acid cross-linking on the fibrous composites using waste paper pulp material for eco-friendly packaging. Biomass Convers. Biorefin. 2024, 14, 14693–14705. [Google Scholar] [CrossRef]
- Lou, J.; Wang, D.; Fan, X. Study on the cross-linking process of carboxylated polyaldehyde sucrose as an anti-wrinkle finishing agent for cotton fabric. Sci. Rep. 2022, 12, 5379. [Google Scholar] [CrossRef]
- Lindström, K.; Sjöblom, T.; Persson, A.; Kadi, N. Improving Mechanical Textile Recycling by Lubricant Pre-Treatment to Mitigate Length Loss of Fibers. Sustainability 2020, 12, 8706. [Google Scholar] [CrossRef]
- Immich, A.P.S.; Hermes De Araújo, P.H.; Catalani, L.H.; Souza, S.M.A.G.U.; Oliveria, C.R.; Souza, A.A.U. Temporary tensile strength for cotton yarn via polymeric coating and crosslinking. Prog. Org. Coat. 2021, 159, 106397. [Google Scholar] [CrossRef]
- Paul, B.; Mahmud-Ali, A.; Lenninger, M.; Eberle, S.; Bernt, I.; Mayer, D.; Bechtold, T. Silica incorporated cellulose fibres as green concept for textiles with reduced flammability. Polym. Degrad. Stab. 2022, 195, 109808. [Google Scholar] [CrossRef]
- Tripathi, M.; Sharma, M.; Bala, S.; Thakur, V.K.; Singh, A.; Dashora, K.; Hart, P.; Gupta, V.K. Recent technologies for transforming textile waste into value-added products: A review. Curr. Res. Biotechnol. 2024, 7, 100225. [Google Scholar] [CrossRef]
- Arun, C.M.; Panneerselvan, L.; Nachimuthu, G.; Conaty, M.; Palanisami, T. Eco-innovative approaches for recycling non-polyester/cotton blended textiles. Waste Manag. Bull. 2025, 3, 255–270. [Google Scholar] [CrossRef]
- ASTM D1776/D1776M; Standard Practice for Conditioning and Testing Textiles. ASTM International: West Conshohocken, PA, USA, 2020. [CrossRef]
- Patel, B.H.; Chaudhari, S.B.; Patel, P.N. Nano silica loaded cotton fabric; Characterization and Mechanical testing. Res. J. Eng. Sci. 2014, 2278, 9472. [Google Scholar]
- Segal, L.; Creely, J.J.; Martin, A.E.; Conrad, C.M. An Empirical Method for Estimating the Degree of Crystallinity of Native Cellulose Using the X-Ray Diffractometer. Text. Res. J. 1959, 29, 786–794. [Google Scholar] [CrossRef]
- ISO Standard No. 17202:2002; Textiles—Determination of Twist in Single Spun Yarns—Untwist/Retwist Method. International Organization for Standardization: Geneva, Switzerland, 2002. Available online: https://www.iso.org/obp/ui/en/#iso:std:iso:17202:ed-1:v1:en (accessed on 24 March 2025).
- ISO Standard No. 9237:1995; Textiles—Determination of the Permeability of Fabrics to Air. International Organization for Standardization: Geneva, Switzerland, 1995. Available online: https://www.iso.org/obp/ui/en/#iso:std:iso:9237:ed-1:v1:en (accessed on 24 March 2025).
- ISO Standard No. 12945-1:2020; Textiles—Determination of Fabric Propensity to Surface Pilling, Fuzzing or Matting Part 1: Pilling Box Method. International Organization for Standardization: Geneva, Switzerland, 2020. Available online: https://www.iso.org/obp/ui/en/#iso:std:iso:12945:-1:ed-2:v1:en (accessed on 24 March 2025).
- Alharbi, N.D.; Amer, H.H.; El-Zaher, N.A.; Guirguis, O.W. Development and characterization of cotton fabrics by dipping in solutions of chitosan and ZnO-nanoparticles as promising environmentally friendly reinforcements for polymer composites. Polym. Polym. Compos. 2022, 30, 09673911221148826. [Google Scholar] [CrossRef]
- Oliveira, L.M.T.M.; Oliveira, L.F.A.M.; Sonsin, A.F.; Duarte, J.L.S.; Soletti, J.I.; Fonseca, E.J.S.; Ribeiro, L.M.O.; Meili, L. Ultrafast diesel oil spill removal by fibers from silk-cotton tree: Characterization and sorption potential evaluation. J. Clean. Prod. 2020, 263, 121448. [Google Scholar] [CrossRef]
- Abidi, N.; Cabrales, L.; Hequet, E. Fourier transform infrared spectroscopic approach to the study of the secondary cell wall development in cotton fiber. Cellulose 2010, 17, 309–320. [Google Scholar] [CrossRef]
- Romanzini, D.; Ornaghi Junior, H.L.; Amico, S.C.; Zattera, A.J. Preparation and characterization of ramie-glass fiber reinforced polymer matrix hybrid composites. Mater. Res. 2012, 15, 415–420. [Google Scholar] [CrossRef]
- Portella, E.H.; Romanzini, D.; Angrizani, C.C.; Amico, S.C.; Zattera, A.J. Influence of Stacking Sequence on the Mechanical and Dynamic Mechanical Properties of Cotton/Glass Fiber Reinforced Polyester Composites. Mater. Res. 2016, 19, 542–547. [Google Scholar] [CrossRef]
- Chung, C.; Lee, M.; Choe, E. Characterization of cotton fabric scouring by FT-IR ATR spectroscopy. Carbohydr. Polym. 2004, 58, 417–420. [Google Scholar] [CrossRef]
- De Rosa, I.M.; Kenny, J.M.; Puglia, D.; Santulli, C.; Sarasini, F. Morphological, thermal and mechanical characterization of okra (Abelmoschus esculentus) fibres as potential reinforcement in polymer composites. Compos. Sci. Technol. 2010, 70, 116–122. [Google Scholar] [CrossRef]
- Nam, S.; Condon, B.D.; Liu, Y.; He, Q. Natural resistance of raw cotton fiber to heat evidenced by the suppressed depolymerization of cellulose. Polym. Degrad. Stab. 2017, 138, 133–141. [Google Scholar] [CrossRef]
- Abidi, N.; Hequet, E.; Cabrales, L.; Gannaway, J.; Wilkins, T.; Wells, L.W. Evaluating cell wall structure and composition of developing cotton fibers using Fourier transform infrared spectroscopy and thermogravimetric analysis. J. Appl. Polym. Sci. 2008, 107, 476–486. [Google Scholar] [CrossRef]
- Karthik, T.; Rathinamoorthy, R.; Murugan, R. Enhancement of wrinkle recovery angle of cotton fabric using citric acid cross-linking agent with nano-TiO2 as a co-catalyst. J. Ind. Text. 2012, 42, 99–117. [Google Scholar] [CrossRef]
- Wulandari, A.P.; Awis, V.P.D.; Budiono, R.; Kusmoro, J.; Hidayat, S.S.; Masruchin, N.; Lubis, M.A.R.; Fatriasari, W.; Rachmawati, U. Tensile Strength Improvements of Ramie Fiber Threads through Combination of Citric Acid and Sodium Hypophosphite Cross-Linking. Materials 2023, 16, 4758. [Google Scholar] [CrossRef]
- Park, S.; Baker, J.O.; Himmel, M.E.; Parilla, P.A.; Johnson, D.K. Cellulose crystallinity index: Measurement techniques and their impact on interpreting cellulase performance. Biotechnol. Biofuels 2010, 3, 10. [Google Scholar] [CrossRef]
- Xu, W. Effect of Crosslinking Treatment on the Crystallinity, Crystallite Size, and Strength of Cotton Fibers. Text. Res. J. 2003, 73, 433–436. [Google Scholar] [CrossRef]
- Majumdar, A.; Mukhopadhyay, S.; Yadav, R. Thermal properties of knitted fabrics made from cotton and regenerated bamboo cellulosic fibres. Int. J. Therm. Sci. 2010, 49, 2042–2048. [Google Scholar] [CrossRef]
- Wang, L.; Qian, X. Pilling-resistant knitwear. In Engineering of High-Performance Textiles; Elsevier: Amsterdam, The Netherlands, 2018; pp. 217–229. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| N° | Sample | Conditions 1 | Reagent | Concentration (%w/v) |
|---|---|---|---|---|
| 1 | PEG_50 | 50 °C, 1 h | PEG | 1 |
| 2 | CH_50 | CH | 0.05 | |
| 3 | CMC_50 | CMC | 0.2 | |
| 4 | ST_50 | ST | 1 | |
| 5 | CA_50 | CA | 1 | |
| 6 | CA_110 | 110 °C, 1 h | CA | 1 |
| 7 | CA-SHP_110 | CA + SHP | 1 | |
| 8 | CA-SHP_110/110 | 110 °C, 30 min 110 °C, 1 h | CA + SHP | 1 1 |
| 9 | SA_50 | 50 °C, 15 min pH 5–6 | Anionic | 1.5 |
| 10 | SC_50 | Cationic | 1.5 |
| Rating | Description | Point to be Taken into Consideration During the Assay |
|---|---|---|
| 5 | No change | No visual change |
| 4 | Slight change | Slight surface fuzzing |
| 3 | Moderate change | The test specimen may exhibit either or both of the following:
|
| 2 | Significant change | Distinct fuzzing and/or pilling |
| 1 | Severe change | Dense fuzzing and/or pilling which covers the specimen |
| Wavenumber (cm−1) | Allocations |
|---|---|
| 3346–3267 | O-H stretching vibration in cellulose II |
| 2908 | Asymmetric CH2 stretch: long alkyl chain |
| 2848 | Symmetric CH2 stretch: long alkyl chain |
| 1717 | C=O stretch |
| 1640 | Adsorbed H2O |
| 1427 | C-H wagging (in-plane bending) |
| 1370 | C-H bending (deformation stretch) |
| 1314 | C-H wagging |
| 1205 | OH in-plane bending |
| 1160–1110 | Asymmetric stretching of the C-O-C of the β-glycosidic bond |
| 1030 | C-O stretch |
| 890 | C-O-C in plane, vibration due to symmetric stretching of the β-glycosidic bond |
| Tmax (°C) | Weight Loss (%) | Residue (%) | |
|---|---|---|---|
| Control | 368 | 77 | 12.4 |
| ST_50 | 371 | 81 | 9.07 |
| CMC_50 | 371 | 83 | 6.19 |
| PEG_50 | 368 | 82 | 7.89 |
| CH_50 | 371 | 83 | 6.02 |
| CA_50 | 356 | 87 | 5.63 |
| CA_110 | 356 | 81 | 8.02 |
| CA-SHP_110 | 332 | 62 | 22.2 |
| CA-SHP_110/110 | 352 | 77 | 11.8 |
| SA_50 | 368 | 81 | 8.26 |
| SC_50 | 352 | 81 | 9.68 |
| Tenacity (cN/tex) | Thin Places (50%/km) | Thick Places (50%/km) | Neps (200%/km) | |||||
|---|---|---|---|---|---|---|---|---|
| Control | 14.63 ± 0.22 | 176 ± 5 | 2013 ± 60 | 2269 ± 68 | ||||
| ST_50 | 15.34 ± 0.23 | +4.9% | 309 ± 55 | +76% | 2361 ± 104 | +17% | 2746 ± 173 | +21% |
| CA-SHP_110/110 | 15.31 ± 0.23 | +4.6% | 113 ± 28 | −36% | 1813 ± 107 | −10% | 2119 ± 132 | −7.0% |
| CMC_50 | 15.23 ± 0.23 | +4.1% | 246 ± 54 | +40% | 2202 ± 106 | +9.4% | 2571 ± 106 | +13% |
| PEG_50 | 14.91 ± 0.22 | +1.9% | 242 ± 50 | +38% | 2278 ± 38 | +13% | 2828 ± 84 | +25% |
| CA_50 | 14.89 ± 0.22 | +1.8% | 155 ± 42 | −12% | 1890 ± 111 | −6.1% | 2066 ± 82 | −8.9% |
| CH_50 | 13.99 ± 0.21 | −4.3% | 231 ± 49 | +31% | 1944 ± 129 | −3.4% | 1963 ± 114 | −13% |
| CA_110 | 13.69 ± 0.21 | −6.4% | 110 ± 51 | −38% | 1610 ± 203 | −20% | 1641 ± 232 | −28% |
| SA_50 | 13.76 ± 0.21 | −5.9% | 1829 ± 431 | +939% | 3891 ± 252 | +93% | 4163 ± 322 | +83% |
| CA-SHP_110 | 13.51 ± 0.20 | −7.7% | 263 ± 56 | +49% | 2297 ± 55 | +14% | 2382 ± 114 | +5.0% |
| SC_50 | 13.06 ± 0.20 | −10.7% | 3131 ± 819 | +1679% | 4807 ± 368 | +139% | 6248 ± 449 | +175% |
| Thermal Conductivity l (W m−1 K−1) | Thermal Diffusivity a (m−2s−1) | Thermal Absorptivity b (s1/2 m−2 K−1) | Thermal Resistance R (m2 K W−1) | Thermal Flow qmáx (W m−2) | Thickness (mm) | |
|---|---|---|---|---|---|---|
| Control | 46.9 ± 0.57 | 0.18 ± 0.00 | 110 ± 2.16 | 20.1 ± 0.26 | 0.73 ± 0.07 | 0.94 ± 0.00 |
| ST_50 | 45.6 ± 0.69 | 0.15 ± 0.01 | 118 ± 0.82 | 19.2 ± 0.12 | 0.76 ± 0.03 | 0.88 ± 0.01 |
| CMC_50 | 45.8 ± 0.21 | 0.15 ± 0.01 | 117 ± 2.36 | 19.3 ± 0.00 | 0.75 ± 0.06 | 0.87 ± 0.01 |
| PEG_50 | 44.3 ± 1.06 | 0.17 ± 0.01 | 105 ± 2.05 | 21.0 ± 0.29 | 0.69 ± 0.03 | 0.93 ± 0.02 |
| CH_50 | 43.4 ± 0.43 | 0.16 ± 0.00 | 109 ± 2.49 | 20.6 ± 0.12 | 0.75 ± 0.07 | 0.88 ± 0.02 |
| CA_50 | 44.5 ± 1.00 | 0.17 ± 0.01 | 109 ± 1.41 | 19.3 ± 0.45 | 0.77 ± 0.04 | 0.85 ± 0.01 |
| CA_110 | 44.2 ± 0.87 | 0.17 ± 0.01 | 108 ± 2.36 | 19.5 ± 0.74 | 0.74 ± 0.02 | 0.86 ± 0.04 |
| CA-SHP__110/110 | 48.5 ± 0.50 | 0.17 ± 0.00 | 115 ± 2.16 | 20.5 ± 0.75 | 0.75 ± 0.02 | 0.98 ± 0.00 |
| Trial | ||
|---|---|---|
| 1 | 2 | |
| Control | 5 | 5 |
| ST_50 | 4 | 4 |
| CMC_50 | 5 | 5 |
| PEG_50 | 5 | 5 |
| CH_50 | 4–5 | 4–5 |
| CA_50 | 5 | 5 |
| CA_110 | 5 | 5 |
| CA-SHP__110/110 | 5 | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Azevedo, T.; Silva, A.C.; Machado, G.; Chaves, D.; Ribeiro, A.I.; Fangueiro, R.; Ferreira, D.P. Reinforcing Cotton Recycled Fibers for the Production of High-Quality Textile Structures. Polymers 2025, 17, 1392. https://doi.org/10.3390/polym17101392
Azevedo T, Silva AC, Machado G, Chaves D, Ribeiro AI, Fangueiro R, Ferreira DP. Reinforcing Cotton Recycled Fibers for the Production of High-Quality Textile Structures. Polymers. 2025; 17(10):1392. https://doi.org/10.3390/polym17101392
Chicago/Turabian StyleAzevedo, Tiago, Ana Catarina Silva, Gonçalo Machado, Diego Chaves, Ana Isabel Ribeiro, Raul Fangueiro, and Diana P. Ferreira. 2025. "Reinforcing Cotton Recycled Fibers for the Production of High-Quality Textile Structures" Polymers 17, no. 10: 1392. https://doi.org/10.3390/polym17101392
APA StyleAzevedo, T., Silva, A. C., Machado, G., Chaves, D., Ribeiro, A. I., Fangueiro, R., & Ferreira, D. P. (2025). Reinforcing Cotton Recycled Fibers for the Production of High-Quality Textile Structures. Polymers, 17(10), 1392. https://doi.org/10.3390/polym17101392