
Wear Behavior of Epoxy Resin Reinforced with Ceramic Nano- and Microparticles

 , ,
, ,  , and
, and 
Abstract
1. Introduction
2. Materials and Methods
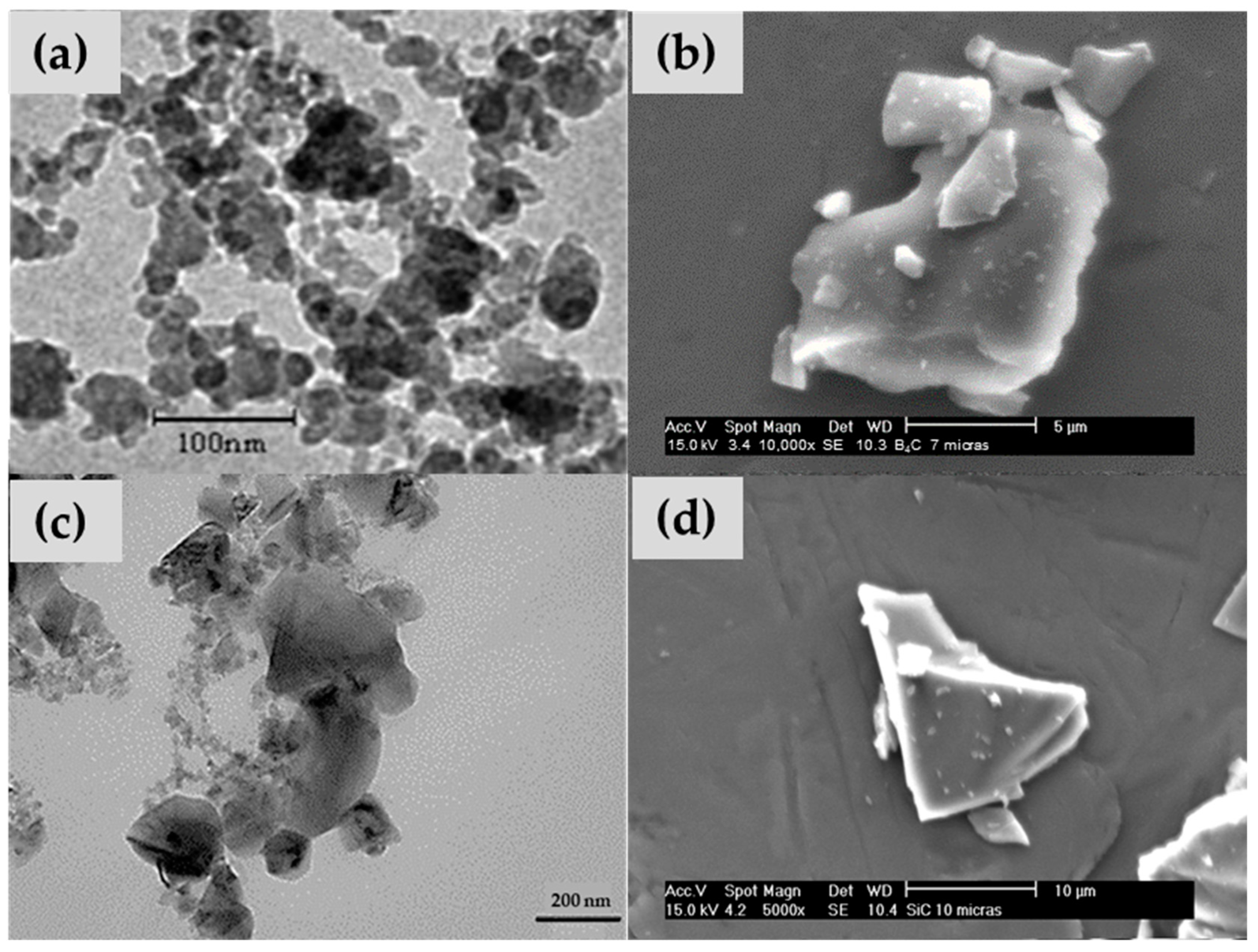
2.1. Materials
2.2. Sample Preparation
2.3. Wear Test
2.4. Cavitation Erosion Test
3. Results and Discussion
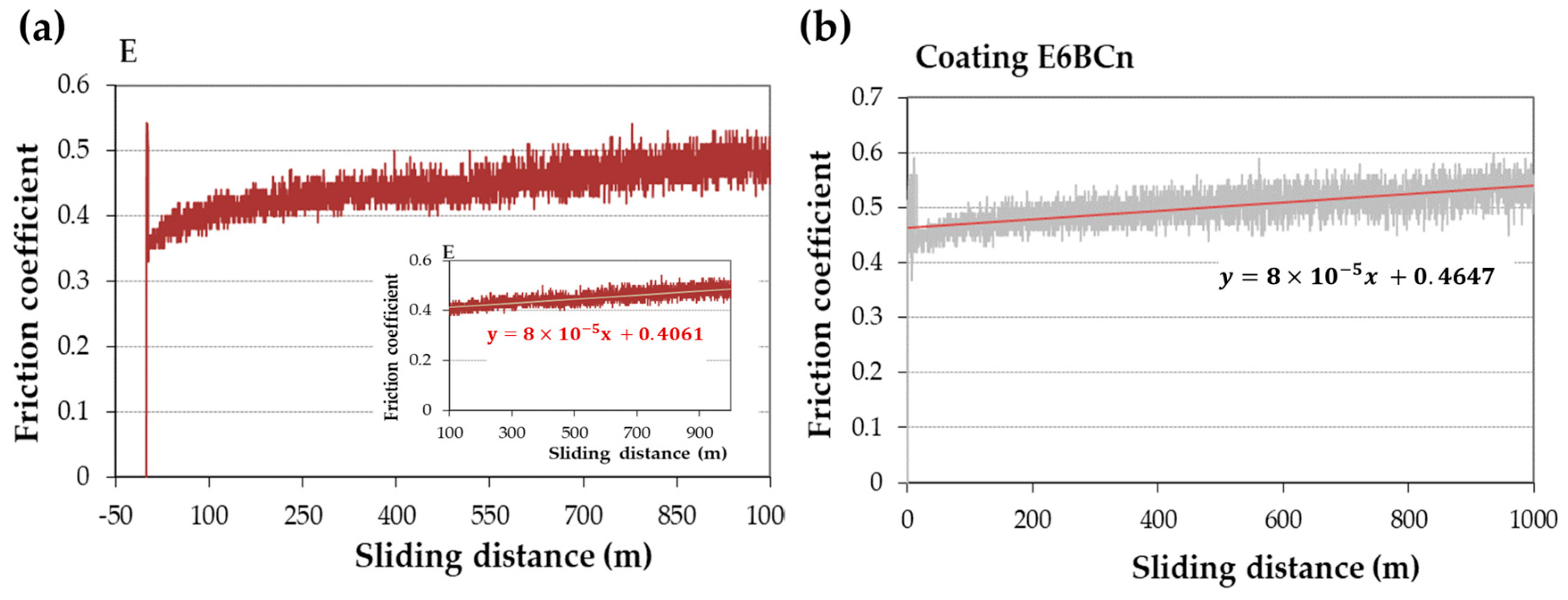
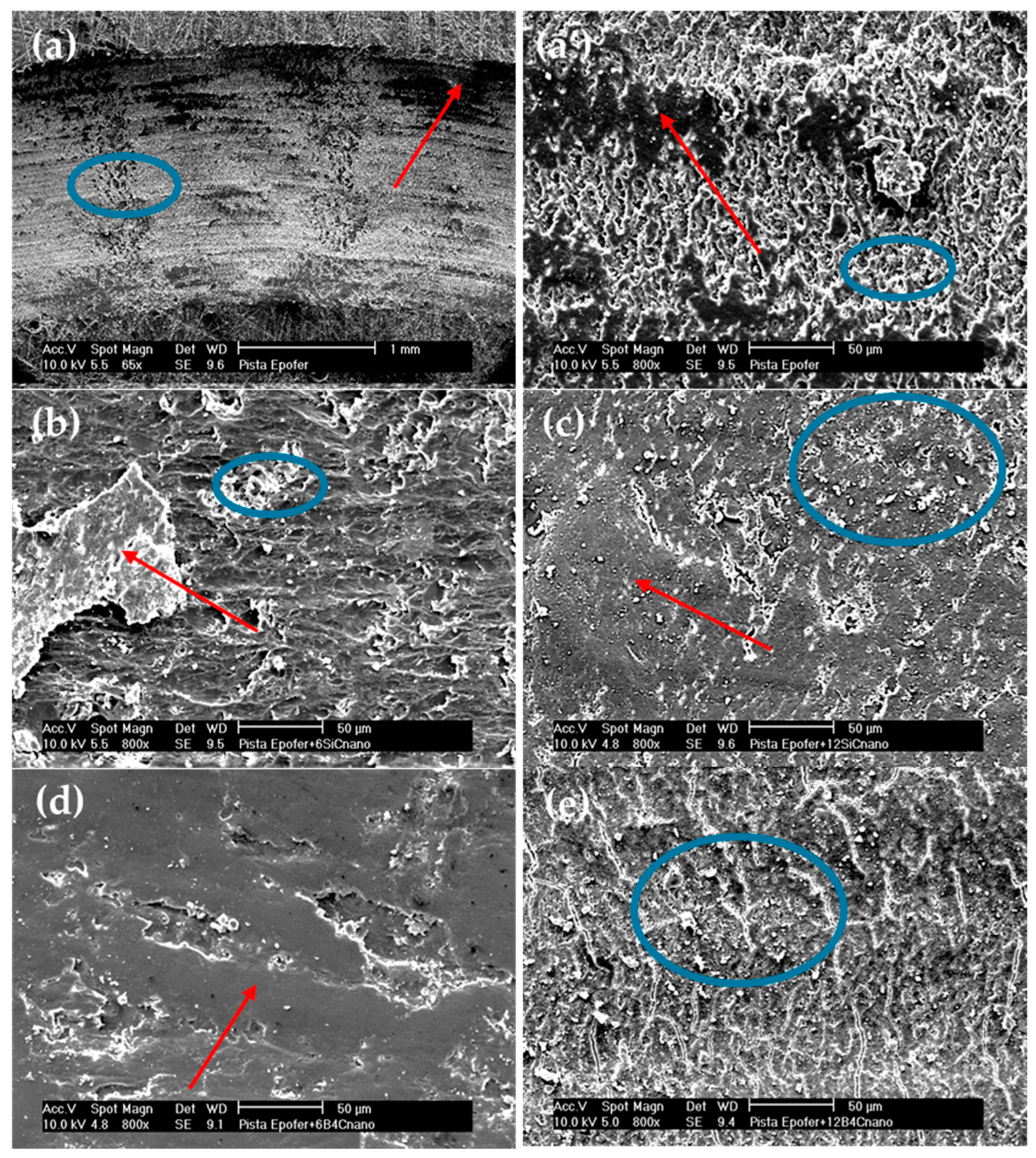
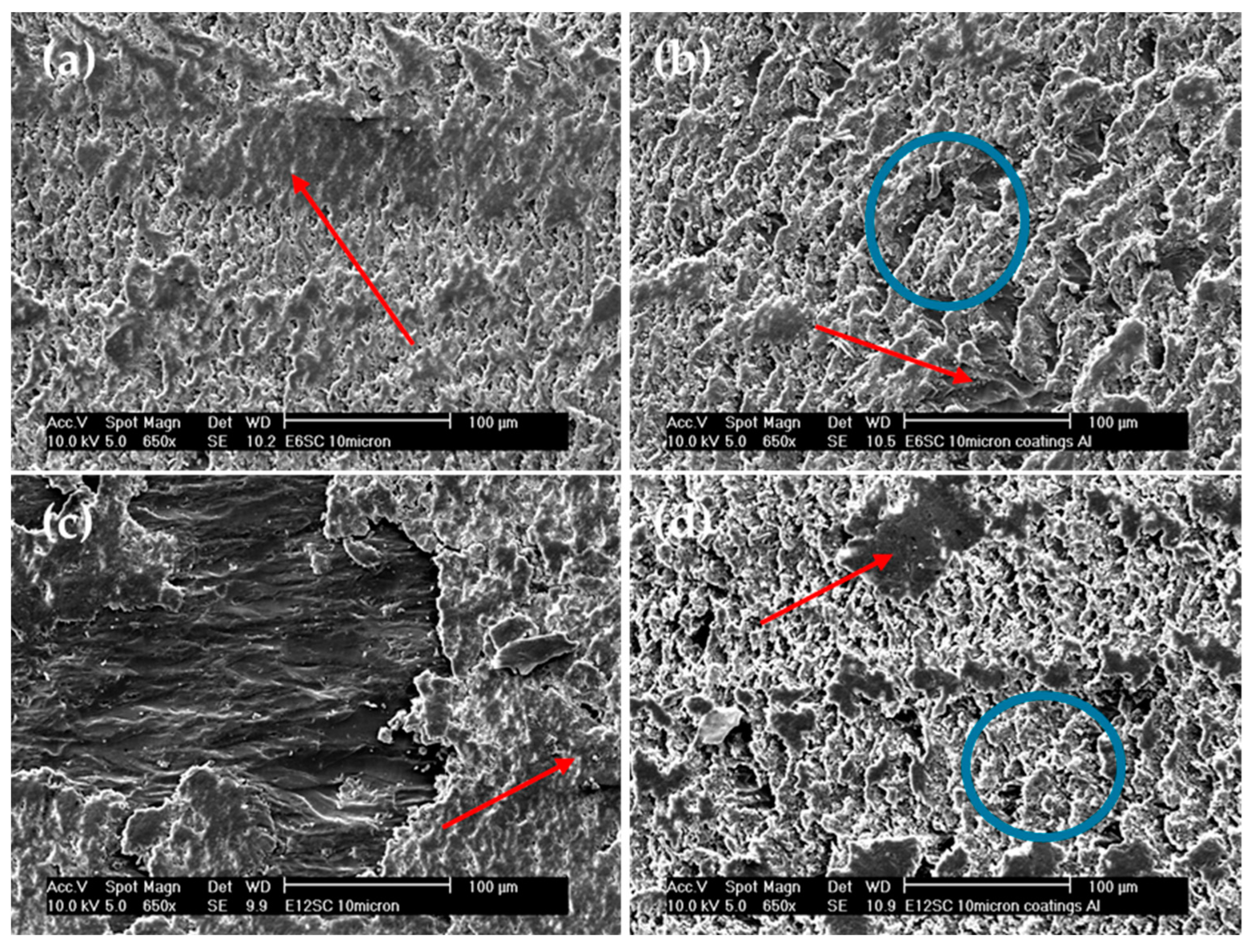
3.1. Wear Tests
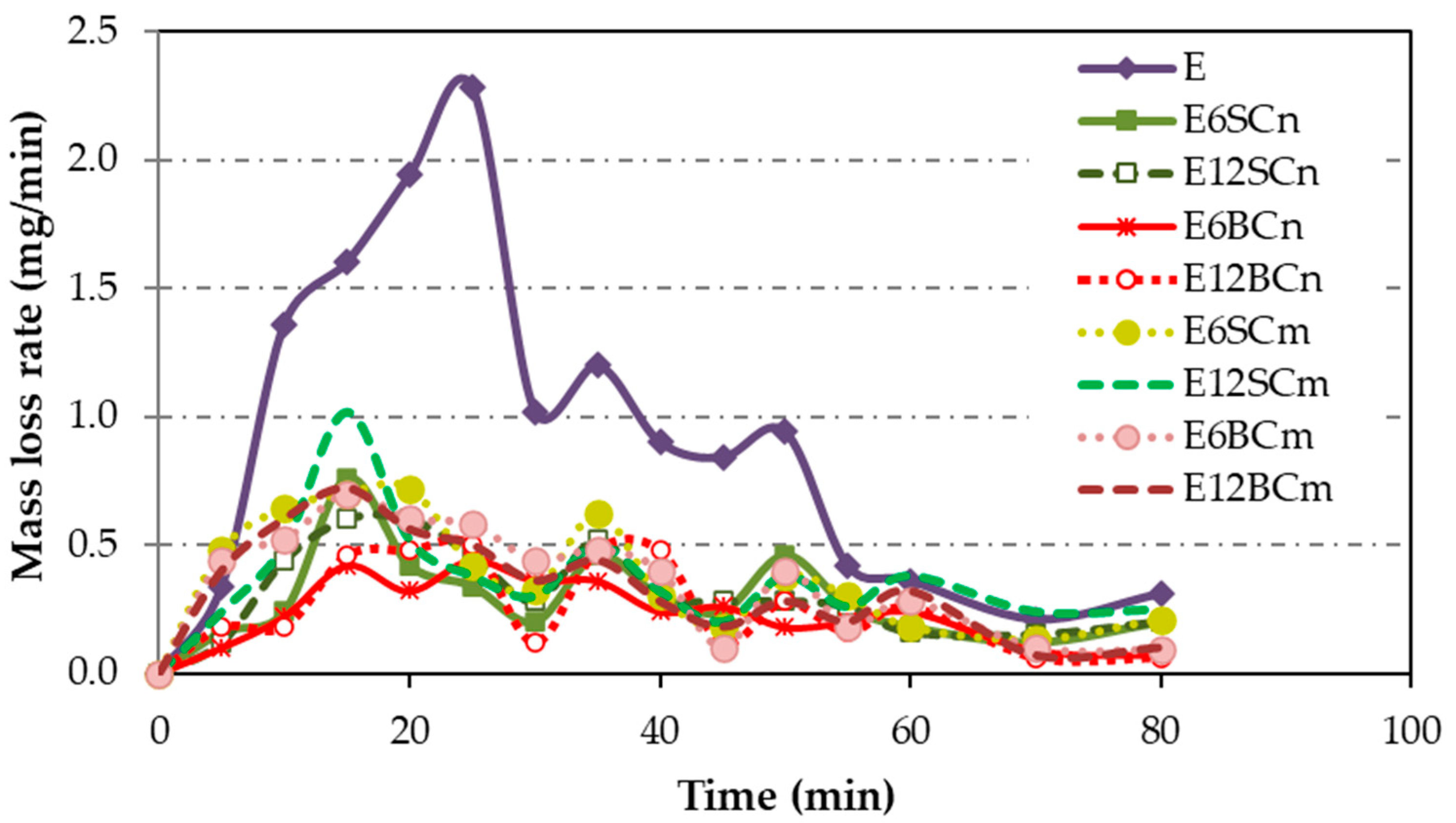
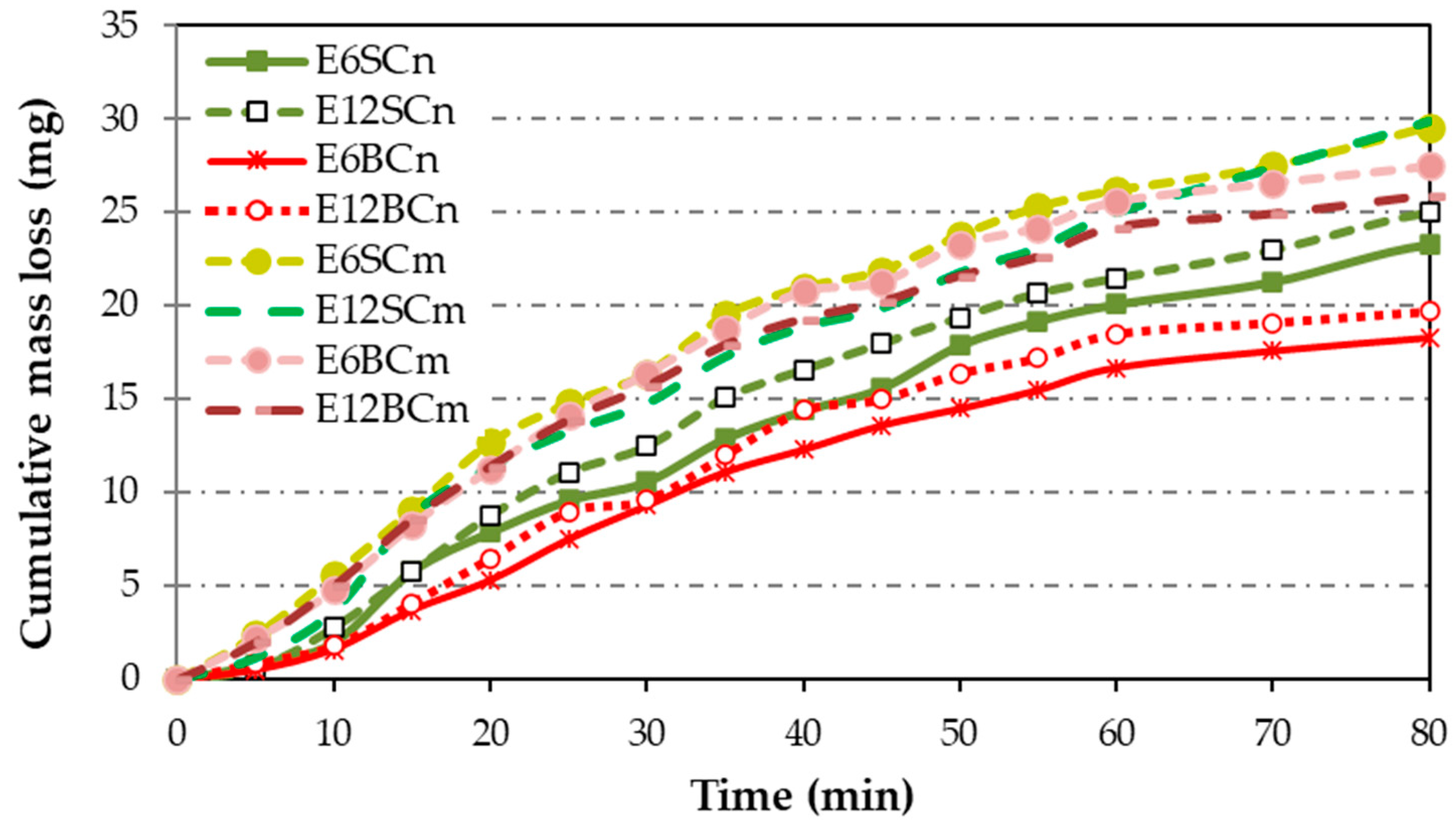
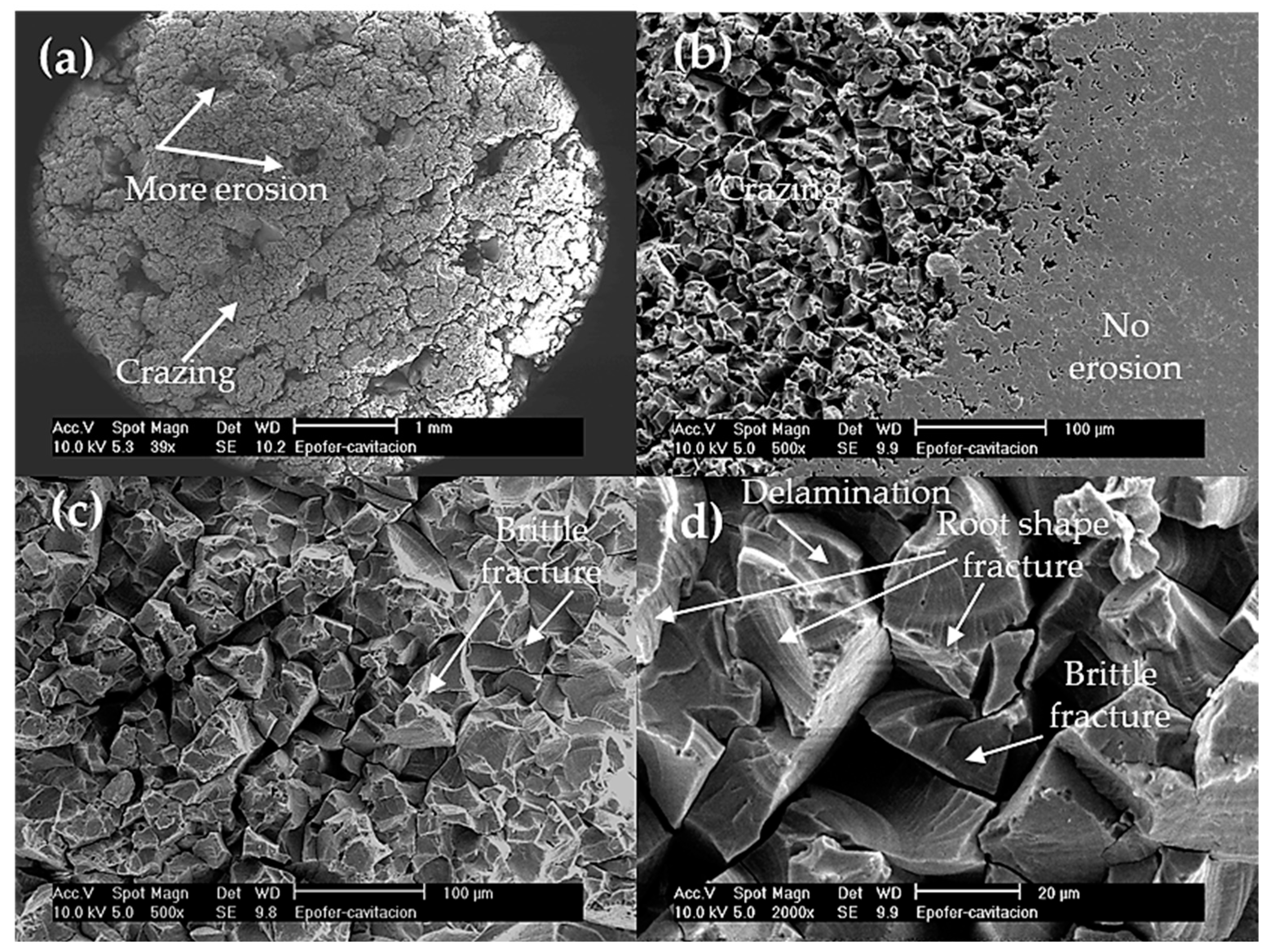
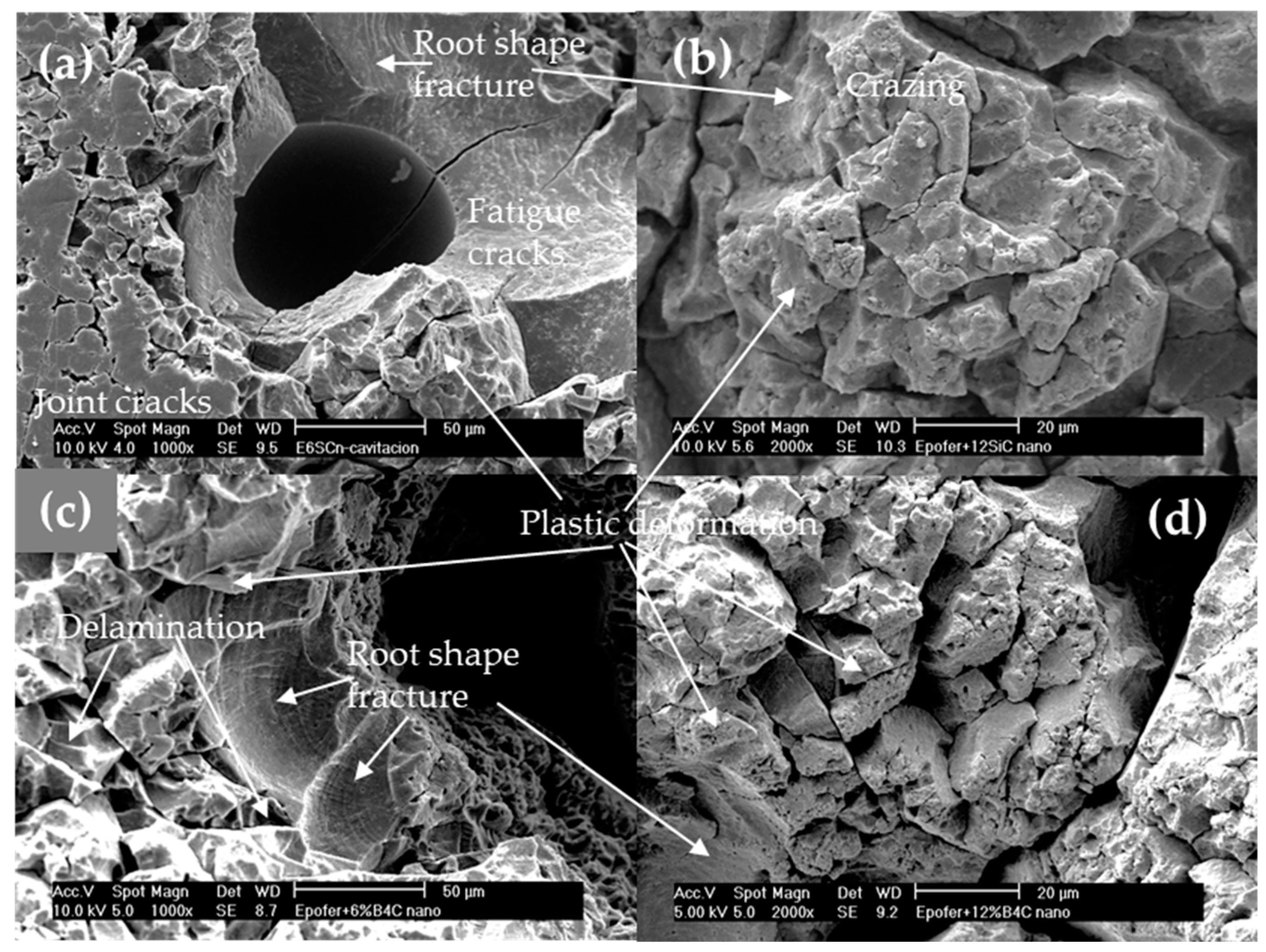
3.2. Cavitation Erosion Tests
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kuriqi, A.; Pinheiro, A.N.; Sordo-Ward, A.; Bejarano, M.D.; Garrote, L. Ecological Impacts of Run-of-River Hydropower Plants—Current Status and Future Prospects on the Brink of Energy Transition. Renew. Sustain. Energy Rev. 2021, 142, 110833. [Google Scholar] [CrossRef]
- Noon, A.A.; Kim, M. Cavitation Erosion in Francis Turbines—Review of Latest Experimental and Numerical Techniques. Energies 2021, 14, 1516. [Google Scholar] [CrossRef]
- Franc, J.-P.; Michel, J.-M. Fundamentals of Cavitation; Springer: Berlin/Heidelberg, Germany, 2006; Volume 76, ISBN 1-4020-2233-6. [Google Scholar]
- Zamankhan, P. Simulation of Cavitation Water Flows. Math. Probl. Eng. 2015, 2015, 872573. [Google Scholar] [CrossRef]
- Okada, T. Relation between Impact Load and the Damage Produced by Cavitation Bubble Collapse. Int. J. Multiph. Flow 1996, 22, 152. [Google Scholar] [CrossRef]
- Kamal, M.M.; Abbas, A.; Prasad, V.; Kumar, R. A Numerical Study on the Performance Characteristics of Low Head Francis Turbine with Different Turbulence Models. Mater. Today Proc. 2021, 49, 349–353. [Google Scholar] [CrossRef]
- Mekicha, M.A.; de Rooij, M.B.; Mishra, T.; Matthews, D.T.A.; Jacobs, L.; Schipper, D.J. Study of Wear Particles Formation at Single Asperity Contact: An Experimental and Numerical Approach. Wear 2021, 470–471, 203644. [Google Scholar] [CrossRef]
- Yu, A.; Zou, Z.; Zhou, D.; Zheng, Y.; Luo, X. Investigation of the Correlation Mechanism between Cavitation Rope Behavior and Pressure Fluctuations in a Hydraulic Turbine. Renew. Energy 2020, 147, 1199–1208. [Google Scholar] [CrossRef]
- Catania, A.E.; Ferrari, A.; Spessa, E. Temperature Variations in the Simulation of High-Pressure Injection-System Transient Flows under Cavitation. Int. J. Heat Mass Transf. 2008, 51, 2090–2107. [Google Scholar] [CrossRef]
- Krella, A.K. Degradation and Protection of Materials from Cavitation Erosion: A Review. Materials 2023, 16, 2058. [Google Scholar] [CrossRef] [PubMed]
- Sun, J.; Ge, X.; Zhou, Y.; Liu, D.; Liu, J.; Li, G.; Zheng, Y. Research on Synergistic Erosion by Cavitation and Sediment: A Review. Ultrason. Sonochem. 2023, 95, 106399. [Google Scholar] [CrossRef]
- Kumar, P.; Singal, S.K.; Gohil, P.P. A Technical Review on Combined Effect of Cavitation and Silt Erosion on Francis Turbine. Renew. Sustain. Energy Rev. 2024, 190, 114096. [Google Scholar] [CrossRef]
- Paik, B.G.; Kim, K.S.; Kim, K.Y.; Ahn, J.W.; Kim, T.G.; Kim, K.R.; Jang, Y.H.; Lee, S.U. Test Method of Cavitation Erosion for Marine Coatings with Low Hardness. Ocean Eng. 2011, 38, 1495–1502. [Google Scholar] [CrossRef]
- Zhao, J.; Han, B.; Cui, G.; Zhang, S.; Li, M.; Wang, Y. Preparation of Ni55 + FeS Composite Coatings and Their Antifriction Performances in Artificial Seawater. Mater. Des. 2017, 131, 375–383. [Google Scholar] [CrossRef]
- Franc, J.P.; Riondet, M.; Karimi, A.; Chahine, G.L. Material and Velocity Effects on Cavitation Erosion Pitting. Wear 2012, 274–275, 248–259. [Google Scholar] [CrossRef]
- Babu, A.; Arora, H.S.; Singh, H.; Grewal, H.S. Microwave Synthesized Composite Claddings with Enhanced Cavitation Erosion Resistance. Wear 2019, 422–423, 242–251. [Google Scholar] [CrossRef]
- Singh, R.; Tiwari, S.K.; Mishra, S.K. Cavitation Erosion in Hydraulic Turbine Components and Mitigation by Coatings: Current Status and Future Needs. J. Mater. Eng. Perform. 2012, 21, 1539–1551. [Google Scholar] [CrossRef]
- Peng, S.; Xu, J.; Li, Z.; Jiang, S.; Xie, Z.H.; Munroe, P. Electrochemical Noise Analysis of Cavitation Erosion Corrosion Resistance of NbC Nanocrystalline Coating in a 3.5 Wt% NaCl Solution. Surf. Coatings Technol. 2021, 415, 127133. [Google Scholar] [CrossRef]
- Muthukumaran, G.; Dinesh Babu, P. Laser Transformation Hardening of Various Steel Grades Using Different Laser Types. J. Brazilian Soc. Mech. Sci. Eng. 2021, 43, 103. [Google Scholar] [CrossRef]
- Brijkishore; Khare, R.; Prasad, V. Prediction of Cavitation and Its Mitigation Techniques in Hydraulic Turbines—A Review. Ocean Eng. 2021, 221, 108512. [Google Scholar] [CrossRef]
- Chi, P.; Chaoyue, Z.; Qinfeng, L.; Shilong, Z.; Yu, S.; Hairui, L.; Jianhong, F. Erosion Characteristics and Failure Mechanism of Reservoir Rocks under the Synergistic Effect of Ultrasonic Cavitation and Micro-Abrasives. Adv. Powder Technol. 2021, 32, 4391–4407. [Google Scholar] [CrossRef]
- Lakshmi, N.J.; Agarkoti, C.; Gogate, P.R.; Pandit, A.B. Acoustic and Hydrodynamic Cavitation-Based Combined Treatment Techniques for the Treatment of Industrial Real Effluent Containing Mainly Pharmaceutical Compounds. J. Environ. Chem. Eng. 2022, 10, 108349. [Google Scholar] [CrossRef]
- Pahontu, A.M.; Stefan, D.S.; Chiriac, F.L.; Calinescu, I.; Dancila, A.M.; Stefan, M. Enhanced Degradation of Bisphenol A via Ultrasound, Assisted by Chemical Treatment. Sustain. 2023, 15, 14058. [Google Scholar] [CrossRef]
- Correa, C.E.; García, G.L.; García, A.N.; Bejarano, W.; Guzmán, A.A.; Toro, A. Wear Mechanisms of Epoxy-Based Composite Coatings Submitted to Cavitation. Wear 2011, 271, 2274–2279. [Google Scholar] [CrossRef]
- Mustafa Kamal, M.; Abbas, A.; Kumar, R.; Prasad, V. The Cause and Control of Failure of Hydraulic Turbine Due to Cavitation: A Review. In Advances in Clean Energy Technologies; Baredar, P.V., Ed.; Springer Proceedings in Energy; Springer: Berlin/Heidelberg, Germany, 2021; pp. 1099–1112. ISBN 9789811602351. [Google Scholar]
- Verma, C.; Olasunkanmi, L.O.; Akpan, E.D.; Quraishi, M.A.; Dagdag, O.; El Gouri, M.; Sherif, E.S.M.; Ebenso, E.E. Epoxy Resins as Anticorrosive Polymeric Materials: A Review. React. Funct. Polym. 2020, 156, 104741. [Google Scholar] [CrossRef]
- Wensink, H.; Elwenspoek, M.C. A Closer Look at the Ductile-Brittle Transition in Solid Particle Erosion. Wear 2002, 253, 1035–1043. [Google Scholar] [CrossRef]
- Bahramnia, H.; Mohammadian Semnani, H.; Habibolahzadeh, A.; Abdoos, H. Epoxy/Polyurethane Nanocomposite Coatings for Anti-Erosion/Wear Applications: A Review. J. Compos. Mater. 2020, 54, 3189–3203. [Google Scholar] [CrossRef]
- Chen, Y.-F.; Dai, Q.-W.; Lin, C.-W.; Feng, T. Characteristics and Properties of SiO2-Al2O3/EP-PU Composite. J. Cent. South Univ. 2014, 21, 4076–4083. [Google Scholar] [CrossRef]
- Ji, Q.L.; Zhang, M.Q.; Rong, M.Z.; Wetzel, B.; Friedrich, K. Tribological Properties of Surface Modified Nano-Alumina/Epoxy Composites. J. Mater. Sci. 2004, 39, 6487–6493. [Google Scholar] [CrossRef]
- Abenojar, J.; Tutor, J.; Ballesteros, Y.; del Real, J.C.; Martínez, M.A. Erosion-Wear, Mechanical and Thermal Properties of Silica Filled Epoxy Nanocomposites. Compos. Part B Eng. 2017, 120, 42–53. [Google Scholar] [CrossRef]
- Hussain, F.; Hojjati, M.; Okamoto, M.; Gorga, R.E. Review Article: Polymer-Matrix Nanocomposites, Processing, Manufacturing, and Application: An Overview. J. Compos. Mater. 2006, 40, 1511–1575. [Google Scholar] [CrossRef]
- Zarepour, H.; Yeo, S.H. Predictive Modeling of Material Removal Modes in Micro Ultrasonic Machining. Int. J. Mach. Tools Manuf. 2012, 62, 13–23. [Google Scholar] [CrossRef]
- Liu, C.; Li, J.; Chen, H. Cavitation Erosion on Solid Polymers of Polytetrafluoroethelyene. Tribol. Lett. 2012, 47, 17–20. [Google Scholar] [CrossRef]
- Zhang, W. A Novel Ceramic with Low Friction and Wear toward Tribological Applications: Boron Carbide-Silicon Carbide. Adv. Colloid Interface Sci. 2022, 301, 102604. [Google Scholar] [CrossRef] [PubMed]
- Abenojar, J.; Martínez, M.A.; Velasco, F.; Pascual-Sánchez, V.; Martín-Martínez, J.M. Effect of Boron Carbide Filler on the Curing and Mechanical Properties of an Epoxy Resin. J. Adhes. 2009, 85, 216–238. [Google Scholar] [CrossRef]
- ASTM G99-05; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM: West Conshohocken, PA, USA, 2010.
- Shipway, P.H.; Kirk, A.M.; Bennett, C.J.; Zhu, T. Understanding and Modelling Wear Rates and Mechanisms in Fretting via the Concept of Rate-Determining Processes—Contact Oxygenation, Debris Formation and Debris Ejection. Wear 2021, 486–487, 204066. [Google Scholar] [CrossRef]
- Ni, C. Scanning Electron Microscopy (SEM). In Encyclopedia of Tribology; Wang, Q.J., Chung, Y., Eds.; Springer: Boston, MA, USA, 2013; pp. 2977–2982. [Google Scholar]
- ASTM G32-16; Standard Test Method for Cavitation Erosion Using Vibratory Apparatus. ASTM: West Conshohocken, PA, USA, 2021.
- Fivel, M.; Franc, J.-P. Volume 18, Fricition, Lubrication, and Wear Technology; Totten, G.E., Ed.; ASM International: Novelty, OH, USA, 2017; ISBN 978-1-62708-141-2. [Google Scholar]
- Wei, X.; Zhu, W.; Ban, A.; Zhu, D.; Zhang, C.; Dong, H. Effects of Co Addition on Microstructure and Cavitation Erosion Resistance of Plasma Sprayed TiNi Based Coating. Surf. Coatings Technol. 2021, 409, 126838. [Google Scholar] [CrossRef]
- Szala, M.; Chocyk, D.; Skic, A.; Kamiński, M.; Macek, W.; Turek, M. Effect of Nitrogen Ion Implantation on the Cavitation Erosion Resistance and Cobalt-Based Solid Solution Phase Transformations of HIPed Stellite 6. Materials 2021, 14, 2324. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Maximum Erosion Rate (mg/min) | Terminal Erosion Rate (mg/min) | Incubation Time (min) | MDE at 80 min (µm) |
|---|---|---|---|---|
| E | 2.11 | 0.26 | 7.3 | 240 |
| E6SCn | 0.59 | 0.16 | 6.1 | 76.0 |
| E12SCn | 0.56 | 0.18 | 4.7 | 80.8 |
| E6BCn | 0.39 | 0.08 | 5.8 | 59.9 |
| E12BCn | 0.48 | 0.06 | 6.4 | 63.1 |
| E6SCm | 0.71 | 0.17 | 2.1 | 94.3 |
| E12SCm | 0.45 | 0.25 | 2.9 | 92.0 |
| E6BCm | 0.54 | 0.10 | 0.6 | 88.4 |
| E12BCm | 0.53 | 0.09 | 1.3 | 80.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abenojar, J.; Ballesteros, Y.; Bahrami, M.; Martínez, M.A.; del Real, J.C. Wear Behavior of Epoxy Resin Reinforced with Ceramic Nano- and Microparticles. Polymers 2024, 16, 878. https://doi.org/10.3390/polym16070878
Abenojar J, Ballesteros Y, Bahrami M, Martínez MA, del Real JC. Wear Behavior of Epoxy Resin Reinforced with Ceramic Nano- and Microparticles. Polymers. 2024; 16(7):878. https://doi.org/10.3390/polym16070878
Chicago/Turabian StyleAbenojar, Juana, Yolanda Ballesteros, Mohsen Bahrami, Miguel Angel Martínez, and Juan Carlos del Real. 2024. "Wear Behavior of Epoxy Resin Reinforced with Ceramic Nano- and Microparticles" Polymers 16, no. 7: 878. https://doi.org/10.3390/polym16070878
APA StyleAbenojar, J., Ballesteros, Y., Bahrami, M., Martínez, M. A., & del Real, J. C. (2024). Wear Behavior of Epoxy Resin Reinforced with Ceramic Nano- and Microparticles. Polymers, 16(7), 878. https://doi.org/10.3390/polym16070878