3.1. The Composition and Adhesion of Pulping Waste Liquid
As is shown in
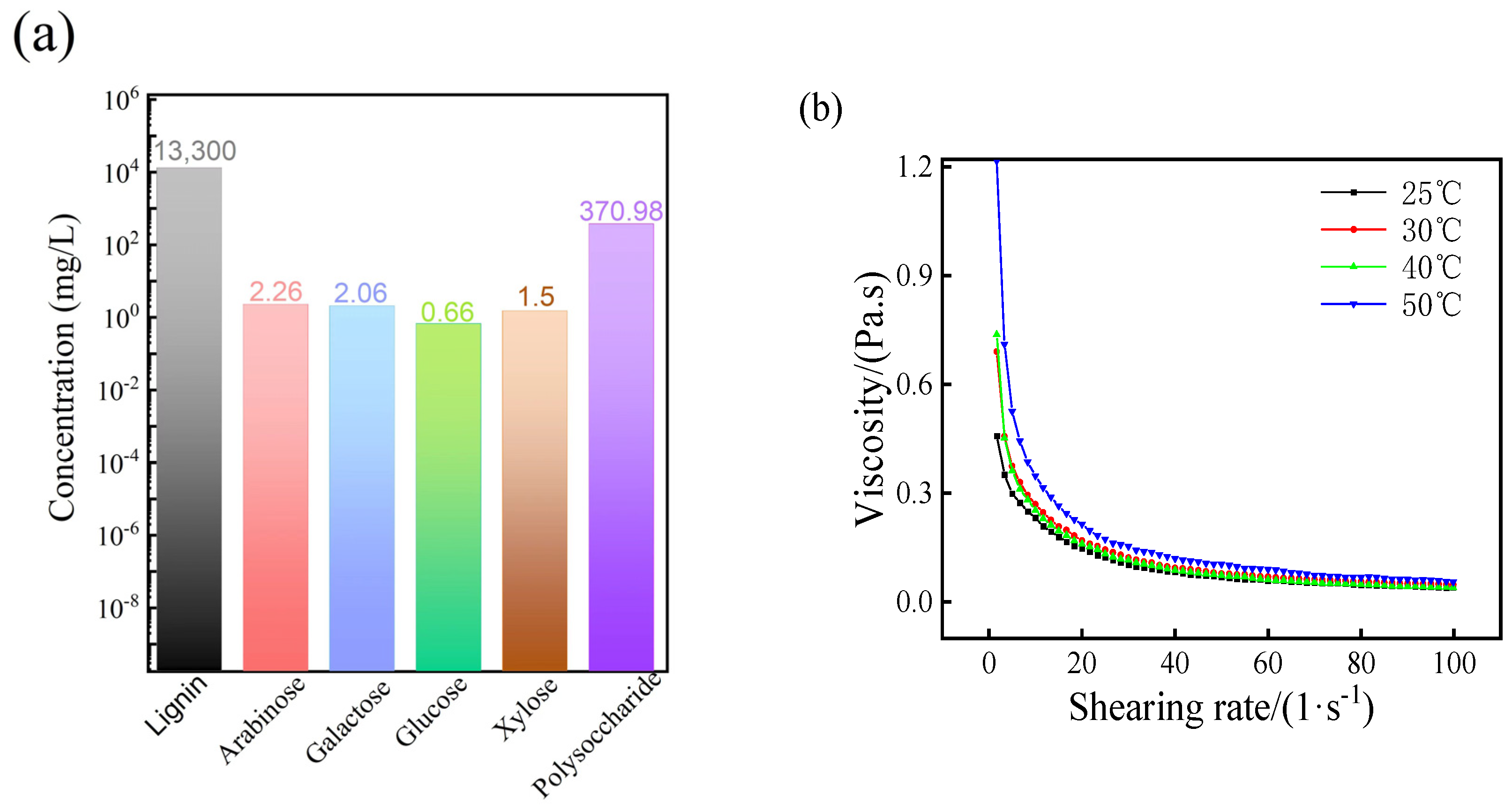
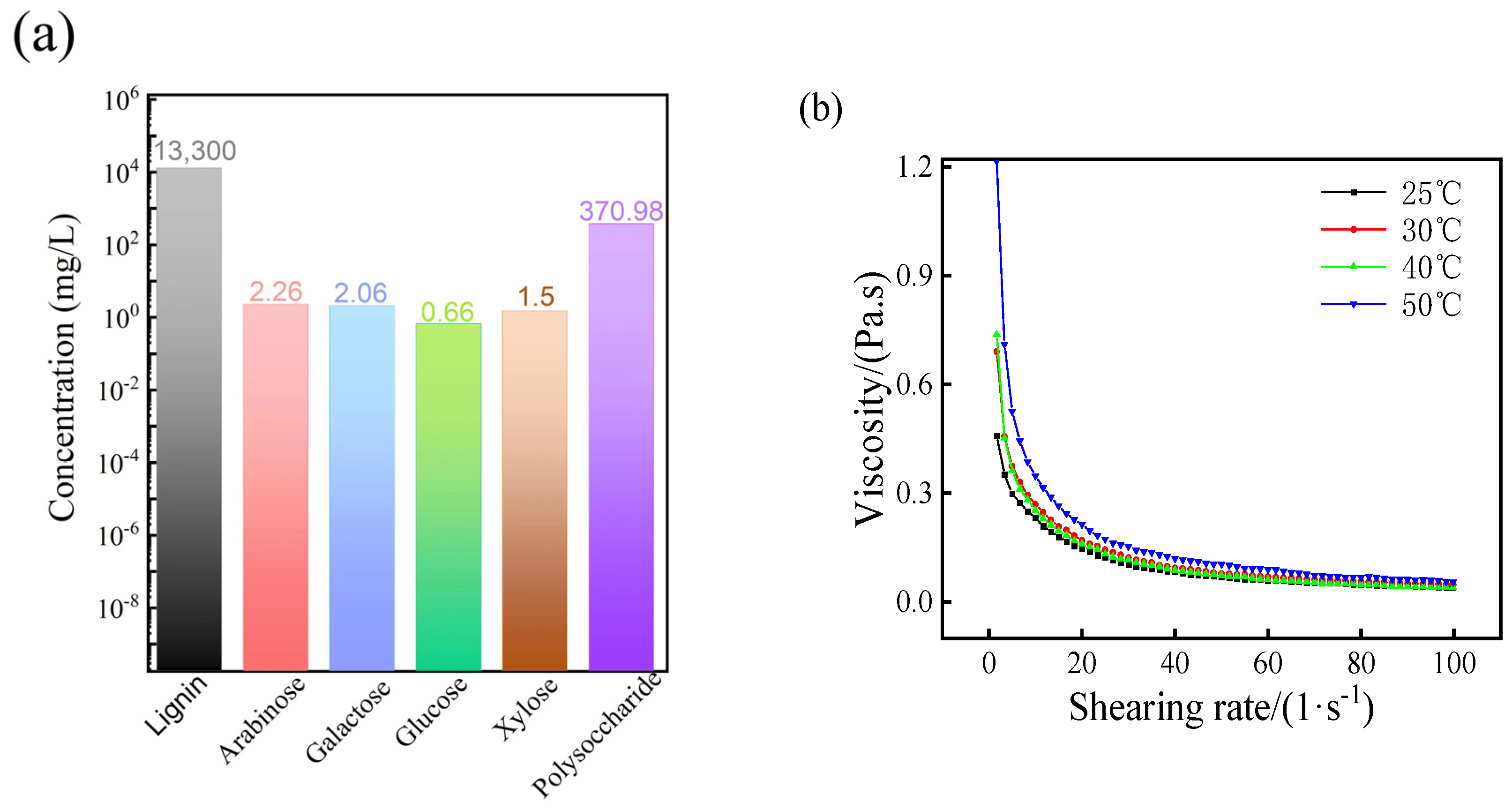
Figure 1a, the pulping waste liquid contains a variety of chemical components, in which lignin has the highest concentration of 13,300 mg/L followed by, polysaccharide, which has a concentration of 370.98 mg/L, and then some other sugars like arabinose, galactose, glucose and xylose, which have a concentration below 10 mg/L. In the cooking process, lignin, cellulose and hemicellulose can be hydrolyzed as small molecular carbohydrates, which have a relatively small proportion. It is known to all that lignin and sugars are natural adhesive polymers in plants, and can act as adhesive binder in molding granule. Furthermore, lignin has a high heating value of 27,000 J/g due to its rich content of carbon and hydrogen [
18], so lignin can also be used to provide the quality of heat for granular fuels. So pulping waste liquid can be used to improve the performance of granular fuels.
The influence of shearing rate and temperature on pulping waste liquid are shown in
Figure 1b. With the increasing shear rate, the viscosity of pulping waste liquor has a decreasing tendency, which shows a shearing–thinning behavior. Meanwhile, the viscosity of pulping waste liquid increases with the increasing temperature, the pulping waste liquid has the highest initial viscosity at 50 °C of about 5.32 Pa·s, and lowest initial viscosity at 25 °C of about 0.51 Pa·s. Lignin could dissolve in solvents at low temperature, but lignin would become soft with increasing temperature, along with the increasing viscosity. Actually, the natural adhesives like lignin, hydrolysates and other resins, waxes, are sensitive to temperature and pressure, and so they would also play binding role in the pressing process. With the increasing shearing rate, all the sample with various temperatures showed a similar viscosity of about 0.15 Pa·s, in which all the chains of the molecules have a similar directional arrangement under the shear force.
3.2. Effect of Pulping Waste Liquid on the Physical Properties of Wheat Straw Residue Granular Fuel
The manufactured granular fuels are influenced by many factors, like additives, moisture content, dimensions, densities, compressive strength, heating value, etc. As the important constituents and main adhesives of granular fuels, the effect of pulping waste liquid would be studied systemically.
The relationship between the pulping waste liquid and the physical properties of granular fuel is displayed in
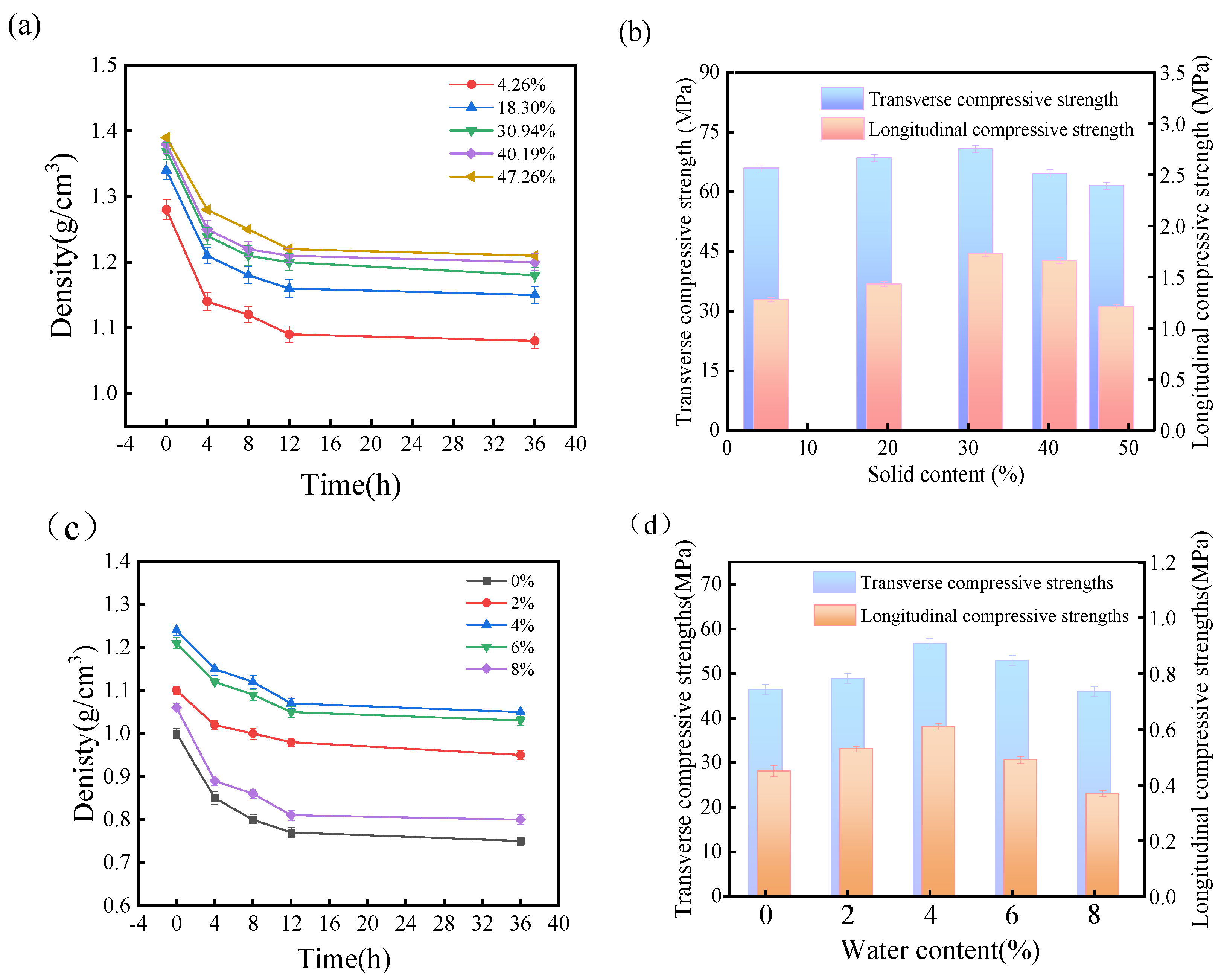
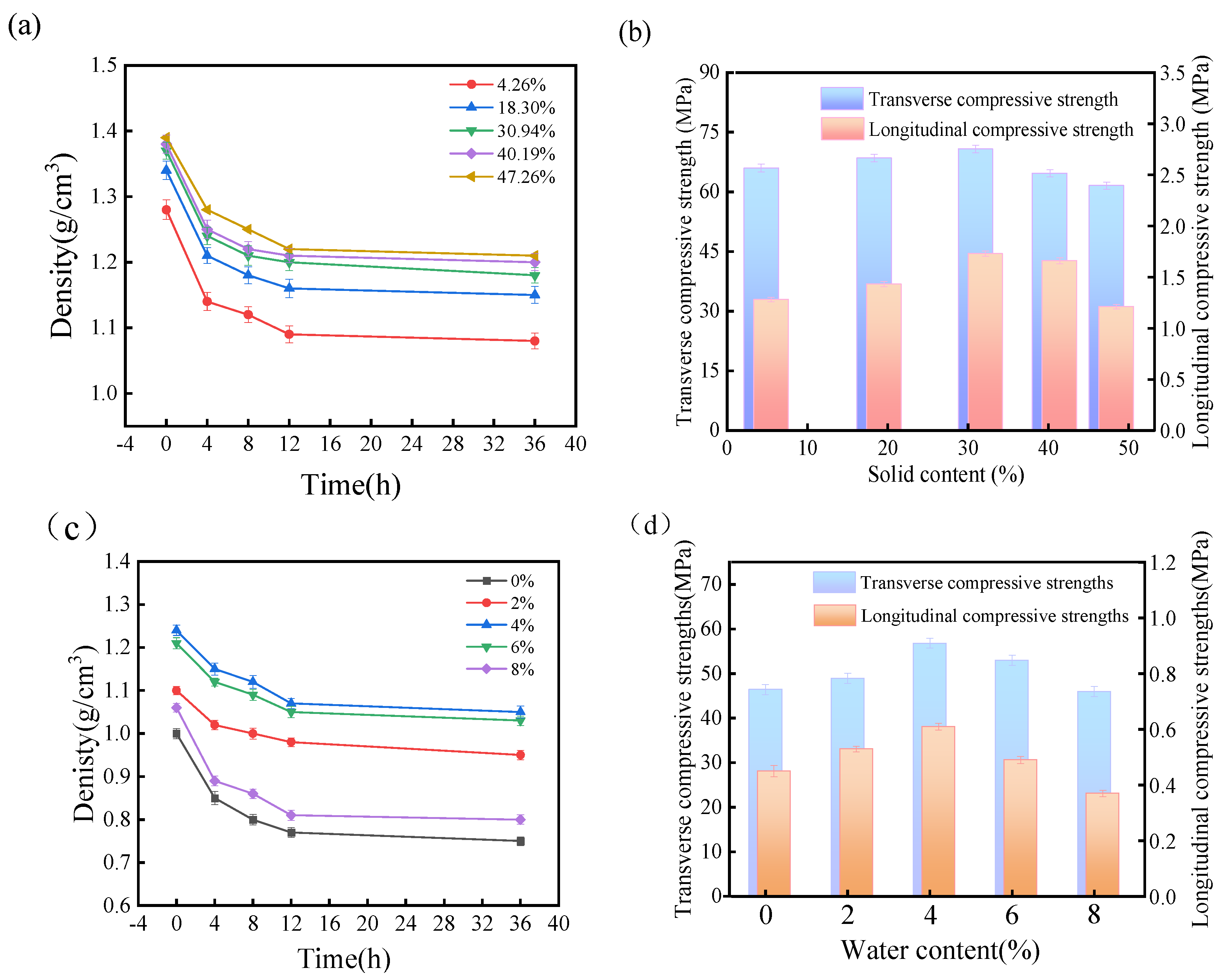
Figure 2a. When the solid content of the pulping waste liquid increases from 4.26% to 30.94%, the density of granular fuel increases significantly, and the initial density reaches 1.37 g/cm
3. It turns out that the solids in the pulping waste liquid can fill the gap between the wheat straw residue particles. When the solid content of waste liquid increases by 47.26%, the initial density of granular fuels decreases by 1.38 g/cm
3, so the addition of pulping waste liquid would lead to more complicated mechanical engagement and intermolecular binding force, and finally result in a dense structure. However, the internal structure undergoes stress deformation over time, so the density of all granular fuels shows decreasing tendency with ongoing, time and the relaxation density tends to a constant after 4 h. In addition, the results show that the granular fuels with high addition of pulping waste liquid have a low reduction amplitude, and further demonstrate that the addition of pulping waste liquid improves the binding force of the granular fuels.
As shown in
Figure 2b, the compressive strength of wheat straw residue granular fuel initially increases and then decreases with the increasing content of pulping waste liquid. Compared with the granular fuel with 4% water content (56.82 MPa), the best transverse compressive strength of the granular fuel increases by 9.27% with the adding of pulping waste liquid. It can be seen that pulping waste liquid has a more substantial enhancement effect on the compressive strength of straw residue granular fuel. When the solid content of pulping waste liquid is 30.94%, the transverse compressive strength reaches 62.09 MPa, which is 25.79% higher than the transverse compressive strength, with 4.26% pulping waste liquid. With the further increase of pulping waste liquid by 47.26%, the transverse compressive strength decreases to 58.40 MPa. The excessive solid content of pulping waste liquid has increased the lubricity of the internal structure [
19], and thus wheat straw residue granular fuel cannot effectively support the higher external force.
Compared with the granular fuels with pulping waste liquid, the control group has low density and low physical strength and the results are listed in
Figure 2c,d. Water is important in the molding process,. with increasing water proportion, water works as free radical and promotes the binding among particles, even with less external pressure. As can be seen in
Figure 2c, the granular fuels have increasing transverse and longitudinal compressive strengths with increasing water content that then decreases after 4%.
3.3. Effect of Pulping Waste Liquid on the Physicochemical Properties of Granular Fuel Model
The granular fuels with wheat straw residue have complicate constituents, and it is hard to tell the function of pulping waste liquid clearly. Thereafter, the granular fuel models are prepared, and their physicochemical properties are analyzed and compared to clarify the forming process.
It can be seen from
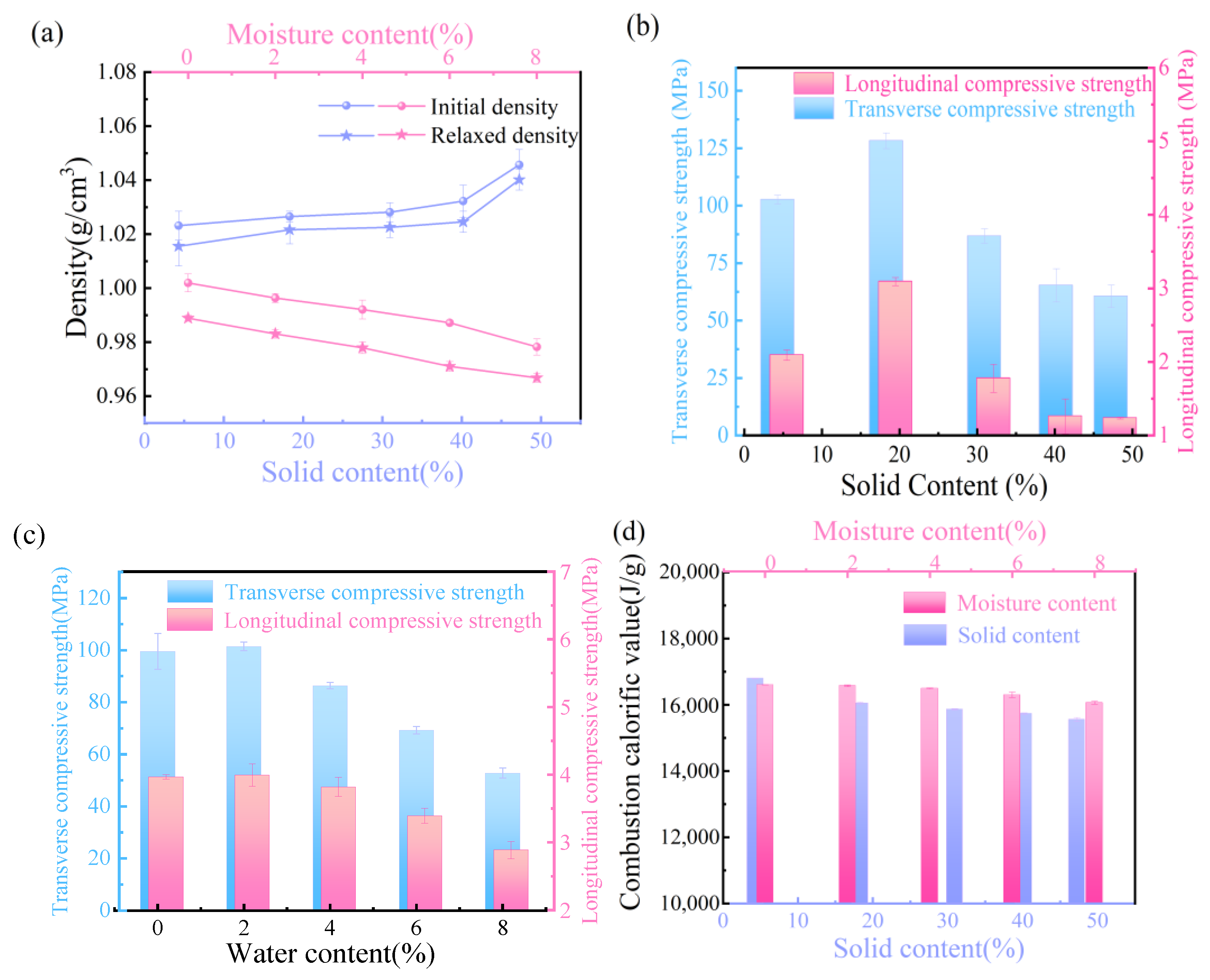
Figure 3a that the initial density and relaxation density show a downward tendency with the increasing moisture content. Meanwhile, the initial density and relaxation density (after 24 h) show an increasing tendency with the increasing pulping waste liquid solid content. The particle size of cellulose and hemicellulose powder is small, and their internal gap reduces without any additives. Adding water to the mixture to make the granules, the hydrogen bonding forms among cellulose, hemicellulose and water, which strengths the binding force of granular fuels. But the density decreases with increasing moisture content, and water becomes attached to the surface of particles and forms a layer of water film, which hinders the tight binding between the particles [
20]. Adding the pulping waste liquid with the solid content of 4.29%, the initial density is 1.02 g/cm
3. The initial density then increases by 1.05 g/cm
3 with the solid content of 47.26%. Compared with the granules with water, the granules with pulping waster liquid have a smaller difference between initial and relaxed density. Lignin and sugars in the pulping waste liquid has good adhesive function [
21,
22] and elastic performance; they can produce plastic deformation after compression molding process, and have a fast stress transmission speed [
23,
24].
Figure 3b,c show that the transverse compressive strength is obviously higher than the longitudinal compressive strength of granular fuels, and they all show a descending tendency with increasing moisture. Excessive water (>2%) has a weakening effect on the compressive strength of granular fuel. However, the transverse and longitudinal compressive strength show the same tendency, which increases with increasing solid content and then decreases, and shows a maximum at 20%. The lignin and sugars in the pulping waste liquid show good bonding effect and contribute to an improved compressive strength. When the pulping waste liquid content exceeds 20%, too many spaces are filled with lignin and sugars, which creates great connectivity with cellulose and hemicellulose, and results in bad skeleton stability of the granule fuels. Therefore, the amount of pulping waste liquid should be kept at a suitable dosage.
The combustion calorific value of granular fuel model shows a downward trend with the increasing water content and pulping waste liquid solid content (
Figure 3d). The pulping waste liquid containing lignin, polysaccharide etc. has a value of calorific value but is lower than cellulose/hemicellulose, which explains the reason for the decreasing tendency. Furthermore, the granular fuels with pulping waste liquid are higher than water, due to the existence of organic compounds.
3.4. Effect of Pulping Waste Liquid on the Combustion Characteristics of Granular Fuel Model
As shown in
Figure 4, the evaporation temperature range of water is between 25 and 150 °C, the degradation temperature range of cellulose and hemicellulose is between 175 and 400 °C, while lignin degrades in the range from 350 to 600 °C. The higher the content of pulping waste liquid, the lower the combustion and decomposition rate of granular fuel. It is observed that the residual weight of wheat straws residue granular fuel with the most solid content (27.65%) is higher than that of wheat straws residue granular fuel without pulping waste liquor (18.96%). This is because of the presence of higher inorganic mineral content and ash in the pulping waste liquor.
It can be seen from
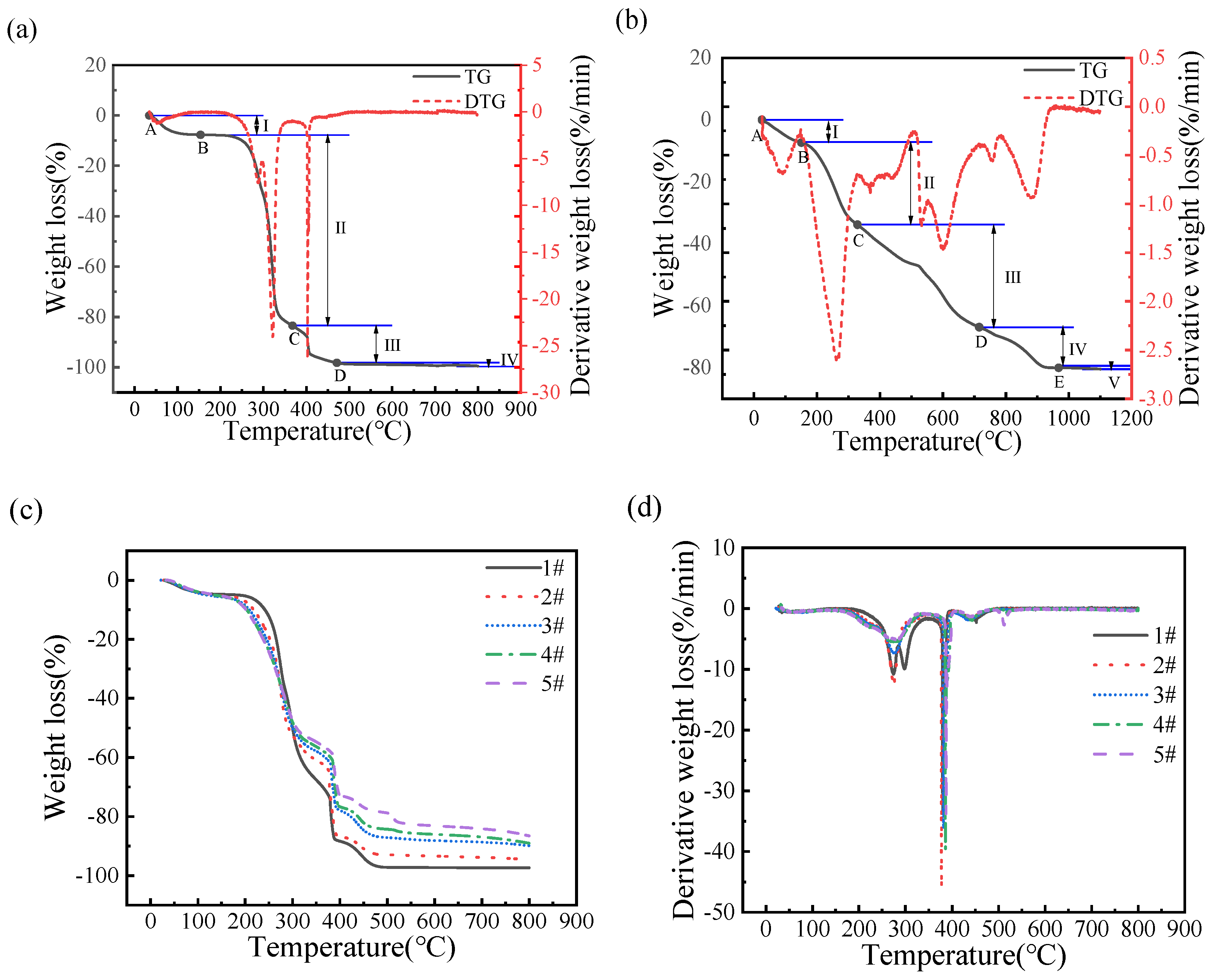
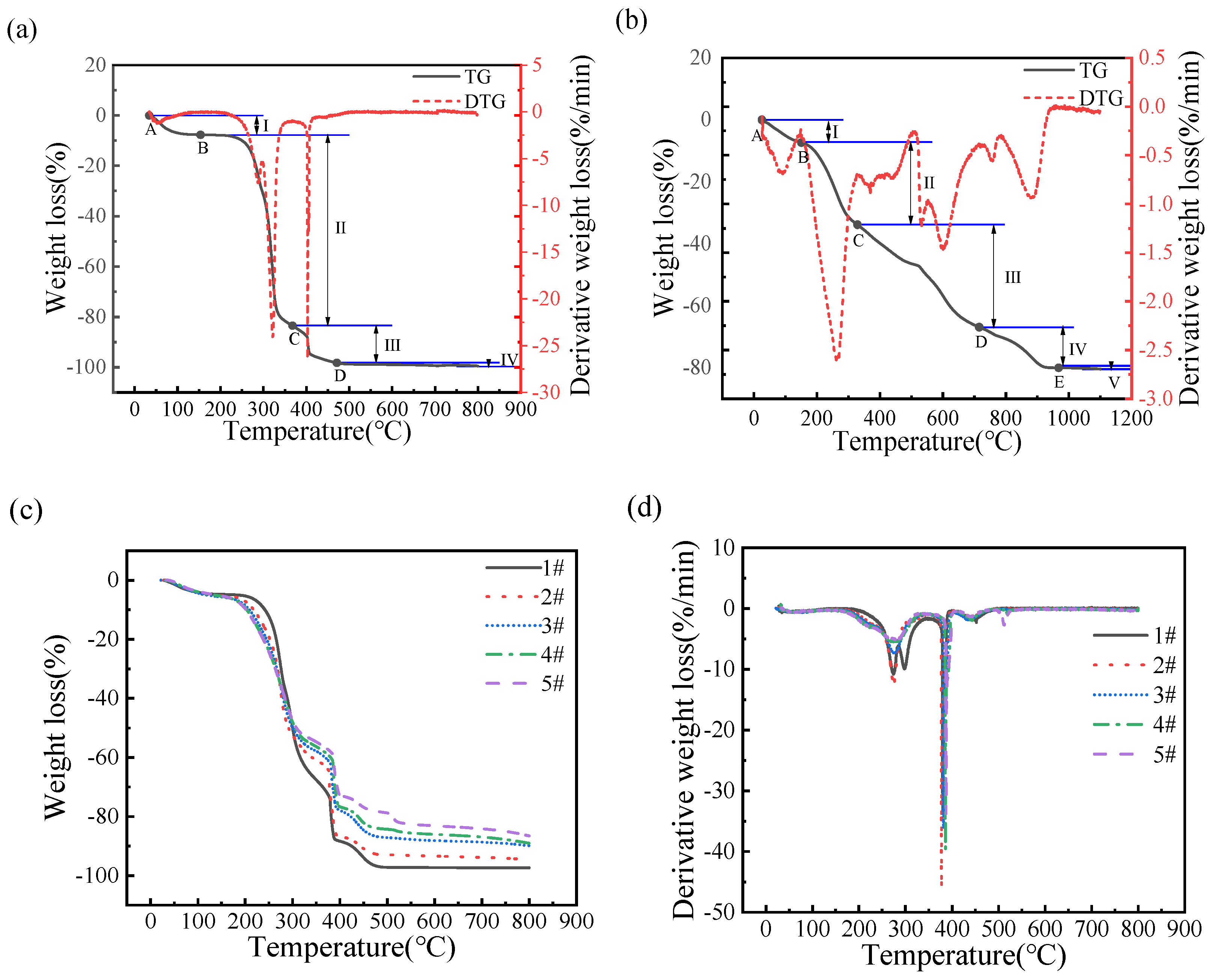
Figure 5a that the TG curve of granular fuel mainly have four stages. They can be concluded as follows: the water evaporation stage (I), the volatile component combustion stage (II), the fixed carbon combustion stage (III) and the burn-out stage (IV); the specific data are listed in
Table 2. The evaporation temperature range of water is between 25 and 150 °C, the degradation temperature of volatile components ranges from 220 to 360 °C, the fixed carbon combustion temperature ranges from 360 to 570 °C, and granular fuels burn out at 600 °C. It is known that hemicellulose pyrolysis occurs from 220 to 315 °C, and cellulose pyrolysis from 315 to 360 °C [
25]. Meanwhile, CO
2, CO and some small organic matter [
26,
27,
28] are generated and a high weight loss of 75.45% occurs from 220 to 360 °C. At the third stage, the pyrolysis of the organic matter in the granular fuel is completed. At the last stage, the combustion is completed, and the residues are kept at 1.23%.
In referring to
Figure 5b, it can be seen that the pyrolysis of pulping waste liquid mainly includes five stages. They can be concluded as follows: the water evaporation stage (I), the volatile component combustion stage (II), the fixed carbon combustion stage (III), the fourth stage (IV), and the burn-out stage (V); the detailed temperature range is listed in
Table 3. At the fourth stage (480–560 °C), the oxidation and decomposition of inorganic salt in the pulping waste liquid occurs, and alkali metal salts melt, evaporate, decompose, and burn to produce volatile components such as CO and CO
2 [
29,
30]. As can be seen from
Table 3, with the increasing solid content of pulping waste liquid, the combustion residues of the granular fuel model also increase. The sample of A# is prepared without pulping waste liquid, and the burning residues amount of the granular fuel model is 1.23%. When the solid content of pulping waste liquid increases to 47.26%, the burning residues amount of granular fuel model increases to the maximum of 17.30%. Cellulose/hemicellulose granular fuel model with water can be completely burned, and the inorganic substances within pulping waste liquid result in residue. Therefore, when the more solid content of the pulping waste liquid is retained in the granular fuel model, more combustion residues are produced.
Figure 5c,d show the pyrolysis of granular fuel models with different pulping waste liquid content. The volatile combustion stage of granular fuel models range from 150 to 350 °C, in which the granular fuels form the initial carbon layer. With the increasing pulping waste liquid solid content, the inorganic substances proportion in the fuel model increases, followed by the melt reduction reaction recording a high initial temperature. The more inorganic substances lower the combustion temperature of the fuel model, indicating that the pulping waste liquid solid content has a synergistic effect on the combustion of the granular fuel model.
Table 3 shows that the ignition temperature of granular fuel model decreases with the increasing waste liquid solid contents. As inorganic substances are incombustible, they will decrease the ignition temperature of granular fuel model. For the granular fuel model, v
max1 and v
max2 show a downward trend with increasing pulping waste liquid solid content; the v of the A#, 1#, and 5# models are 4.64%·min
−1, 3.36%·min
−1 and 2.53%·min
−1, respectively. The inorganic substances reduce the calorific value of the granular fuel, which results in the decrease of combustion releasing heat. Furthermore, the inorganic substances cover the unburned organic matter during the combustion process, which increases the resistance to the flame spread and decreases the combustion rate [
30,
31].
Table 4 shows that increasing the pulping waste liquid solid content decreases the ignition index of the granular fuel model, and weakens the ignition performance. The D
i of 1# fuel model is 3.91 × 10
−5%·min
−1·°C
−2, and it has relatively good ignition performance; the D
i of 5# fuel model is 1.89 × 10
−5%·min
−1·°C
−2 with the worst ignition performance. The comprehensive combustion characteristic index of the 1# fuel model is 1.69 × 10
−7%
2·min
−2·°C
−3. The S of granular fuel decreases as the pulping waste liquid solid content increases. The R
v of the 1# and 5# fuel models are 2.12 × 10
−4 and 0.65 × 10
−4%·min
−1·K
−2, respectively. Therefore, the increasing waste liquid solid contents result in decreasing R
v of granular fuel, and a decreasing rate of the volatile components precipitation and combustion.
The kinetic parameters of granular fuel model are obtained by the first-order reaction equation in each combustion stage, and the correlation coefficients are all above 0.95, indicating that the fitting results are feasible. The activation energy E and frequency factor A of granular fuel model are calculated by fitting the slope and intercept of linear equation in each combustion stage. Herein, E is the difference between the activated molecules’ average energy and all molecules’ energy in the combustion process. The combustion process of the granular fuel is easier with lower value of E. A is the frequency factor, which is a constant determined only by the chemical substance and used to measure the intensity of the combustion process of granular fuel.
Table 5 shows that the E of the A# granular fuel model in the volatile and fixed carbon combustion stages are 124.70 and 283.99 KJ·mol
−1, which are 136.35% and 561.67% higher than that of the waste liquid solid. The A of the A# granular fuel model in the volatile and fixed carbon combustion stages are 4.25 × 10
10 and 3.69 × 10
21 min
−1, which are 1.41 × 10
6 and 7.62 × 10
19 times that of the waste liquid solid. Thus, under the same conditions, the volatile and fixed carbon in the waste liquid solid are more flammable than those in the A# granular fuel model, and the combustion process is milder and less prone to deflagration. The E of the 5# granular fuel model in the volatile and fixed carbon combustion stages are 55.42 and 216.86 KJ·mol
−1, which are 55.56% and 23.64% lower than those of the A# model. This is because of the catalytic role of metal oxides in the pyrolysis process [
32,
33]. As the waste liquid solid content increases, metal oxides’ content in the granular fuel model increase, the catalytic pyrolysis is strengthened, the energy required for the reaction decreases, and the activation energy decreases. The A of A# granular fuel model in the volatile and fixed carbon combustion stages are 9.79 × 10
5 times and 1.24 × 10
5 times that of the 5# granular fuel model. This indicates that the volatile and fixed carbon of the granular fuel combined with waste liquid is more flammable, more stable, and less prone to deflagration than those without the addition of waste liquid.
3.5. Analysis of the Molding Process of Granular Fuel
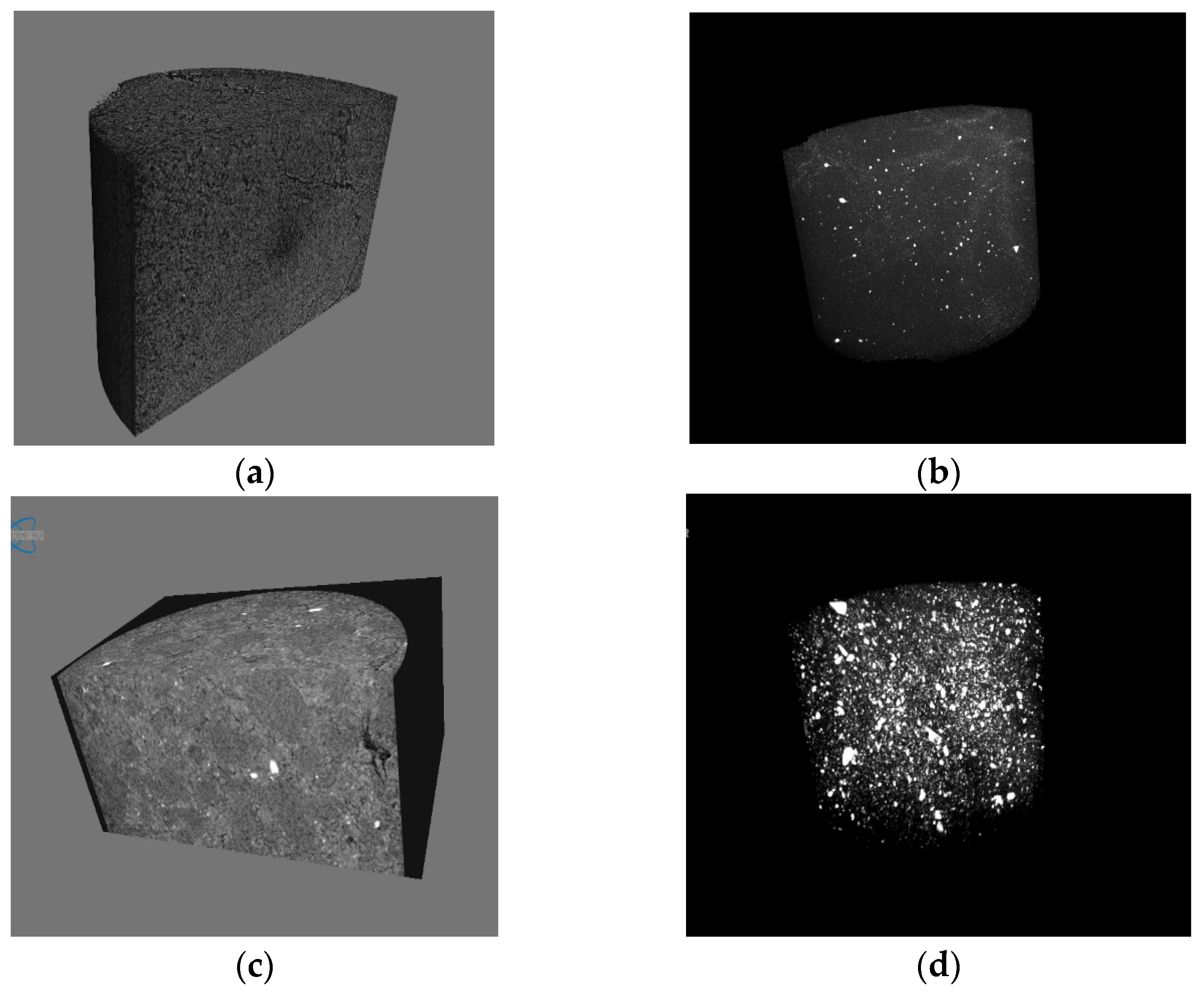
Figure 6 shows the 3D images of the internal and external microstructure of granular fuel. The granular fuel with 2% moisture shows a regular section with small pores and cracks, and the distribution of water is shown in
Figure 6b. In comparison, the granular fuel with 18.30% pulping waste liquid has a denser structure, and the liquid is closely distributed with the solid particles. It is concluded that the pulping waste liquid makes a good fusion between particles, and a strengthened binding force is formed. This can be used to directly explain the strengthened physical properties and deduced density obtained with pulping waste liquid.
The granular fuel and granular fuel model with pulping waste liquid solid content of 4.26%, 18.30%, 30.94, 40.19%, 47.26% were calculated to obtain prediction models by curve fitting and equation simplifying, with their S, R
v, D
i and density listed in the following:
In Equation (8), x refers to solid content of pulping waste liquid, and y refers to S. As is shown in
Table 6, the relative error between measured data and predicated data are lower than 0.20, which means a high fitting degree exists. And then the derivation was calculated:
in which, x ∈ [0, 50], and y′ < 0. So, the value of S is negatively associated with the solid content of pulping waste liquid.
In Equation (11), x refers to solid content of pulping waste liquid and y refers to R
v. As is shown in
Table 7, the relative error between measured data and predicated data are also lower than 0.20, which means a high fitting degree exists. And then the derivation was calculated:
in which, x ∈ [0, 50] and (3.41 × 10
−4 − 6.00 × 10 − 5∙x
0.39) > 0, so y′ < 0. So, the value of R
v is negatively associated with the solid content of pulping waste liquid.
In Equation (15), x refers to solid content of pulping waste liquid and y refers to D
i. As is shown in
Table 8, the relative error between measured data and predicated data are also lower than 0.20, which means a high fitting degree exists. And then the derivation was calculated:
in which,
, and
. So, the value of D
i is negatively associated with the solid content of pulping waste liquid.
In Equation (18), x refers to solid content of pulping waste liquid, and y refers to initial density. As is shown in
Table 9, the relative error between measured data and predicated data are also lower than 0.20 with the range of solid content at 4.26–47.26%. With the high fitting degree of the equation, its derivation was calculated:
in which,
and
. So, the value of initial density is positively associated with the solid content of pulping waste liquid.
In Equation (21), x refers to solid content of pulping waste liquid and y refers to relaxed density. As is shown in
Table 10, the relative error between measured data and predicated data are also lower than 0.20, and the equation has high fitting degree. And then the derivation was calculated:
in which, x ∈ [0, 50], and y′ > 0. So, the value of relaxed density is positively associated with the solid content of pulping waste liquid.
According to the above data, the initial density and relaxed density are positively associated with the solid content of pulping waste liquid, whereas, the S, Rv, Di are all negatively associated with the solid content of pulping waste liquid. Therefore, the addition of pulping waste liquid increased the tightness and physical performance of the granular fuels, but decreased the combustion. Combined with the characteristic of pulping waste liquid and the structure of granular fuels, this confirmed the binding function of pulping waste liquid; Meanwhile, within the same quantity, pulping waste liquid has inferior combustion performance than wheat straw resides and reduced the whole combustion performance.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}