
Formulation of Epoxy Prepregs, Synthesization Parameters, and Resin Impregnation Approaches—A Comprehensive Review

 , ,
, ,
Abstract
1. Introduction
2. An Insight into Current Prepreg Applications and Commercial Prepreg Manufacturing Market
2.1. Current Prepreg Applications
2.2. Prepreg Market Highlight
3. Resin Matrix for Epoxy Prepreg Manufacturing
3.1. Key Parameters for Epoxy Resin Matrix Development
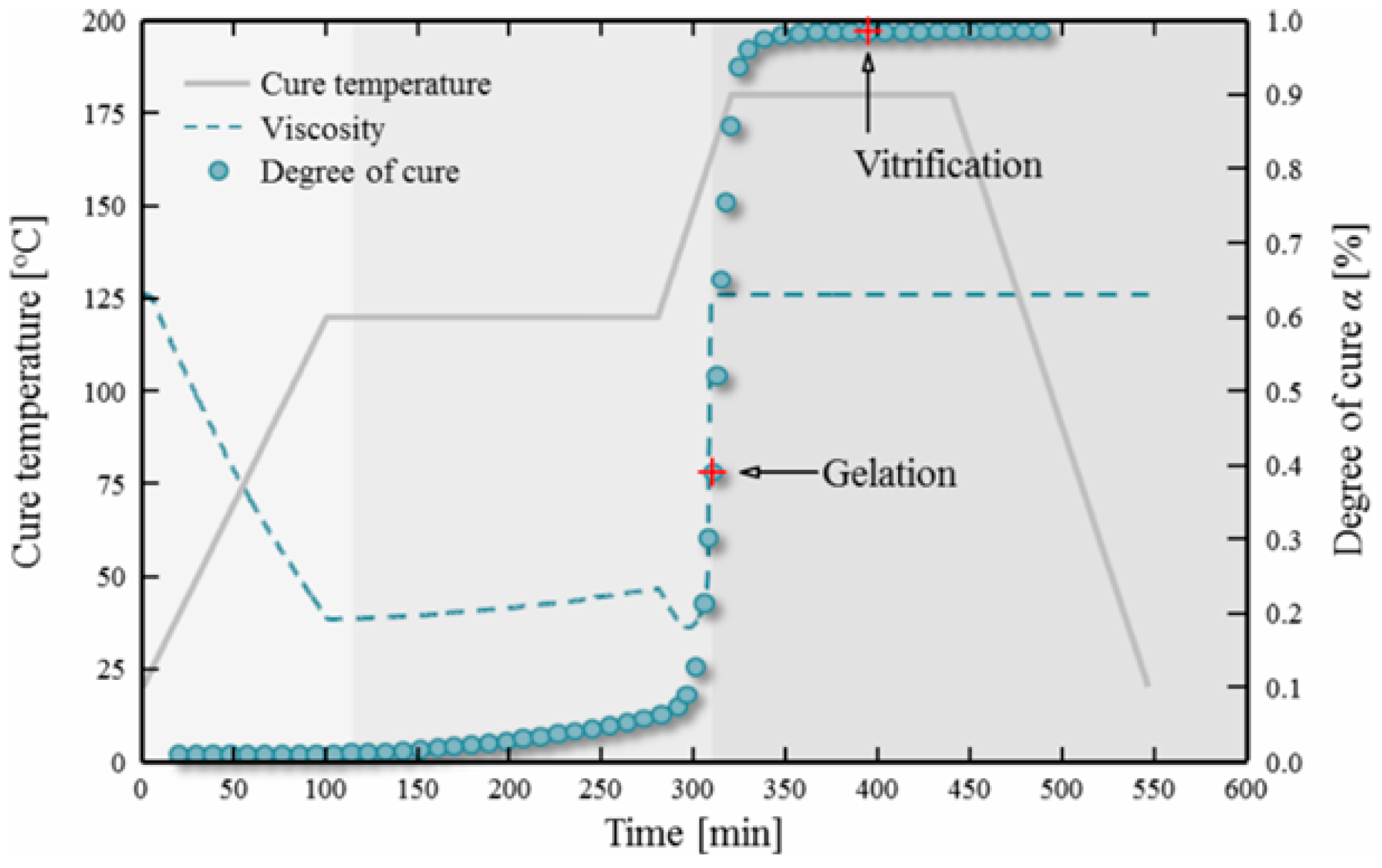
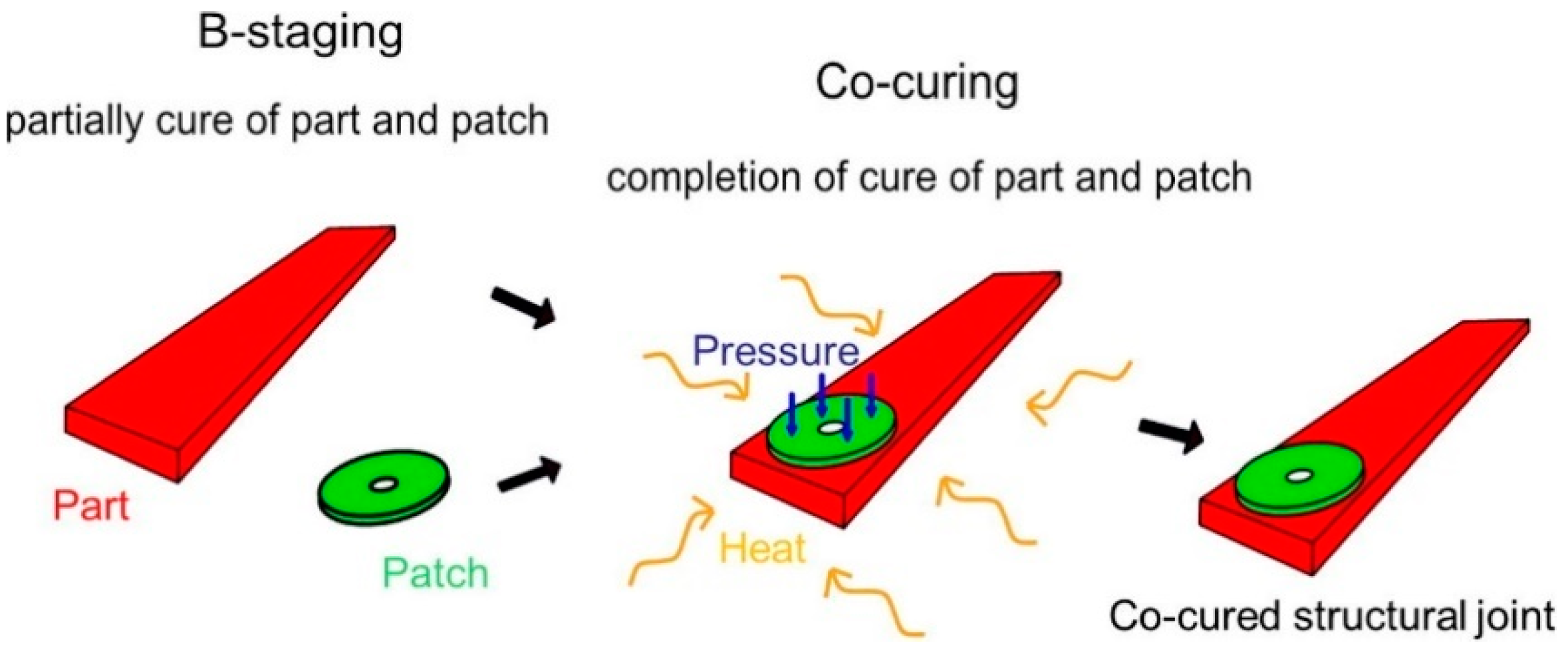
3.1.1. B-Stage Control
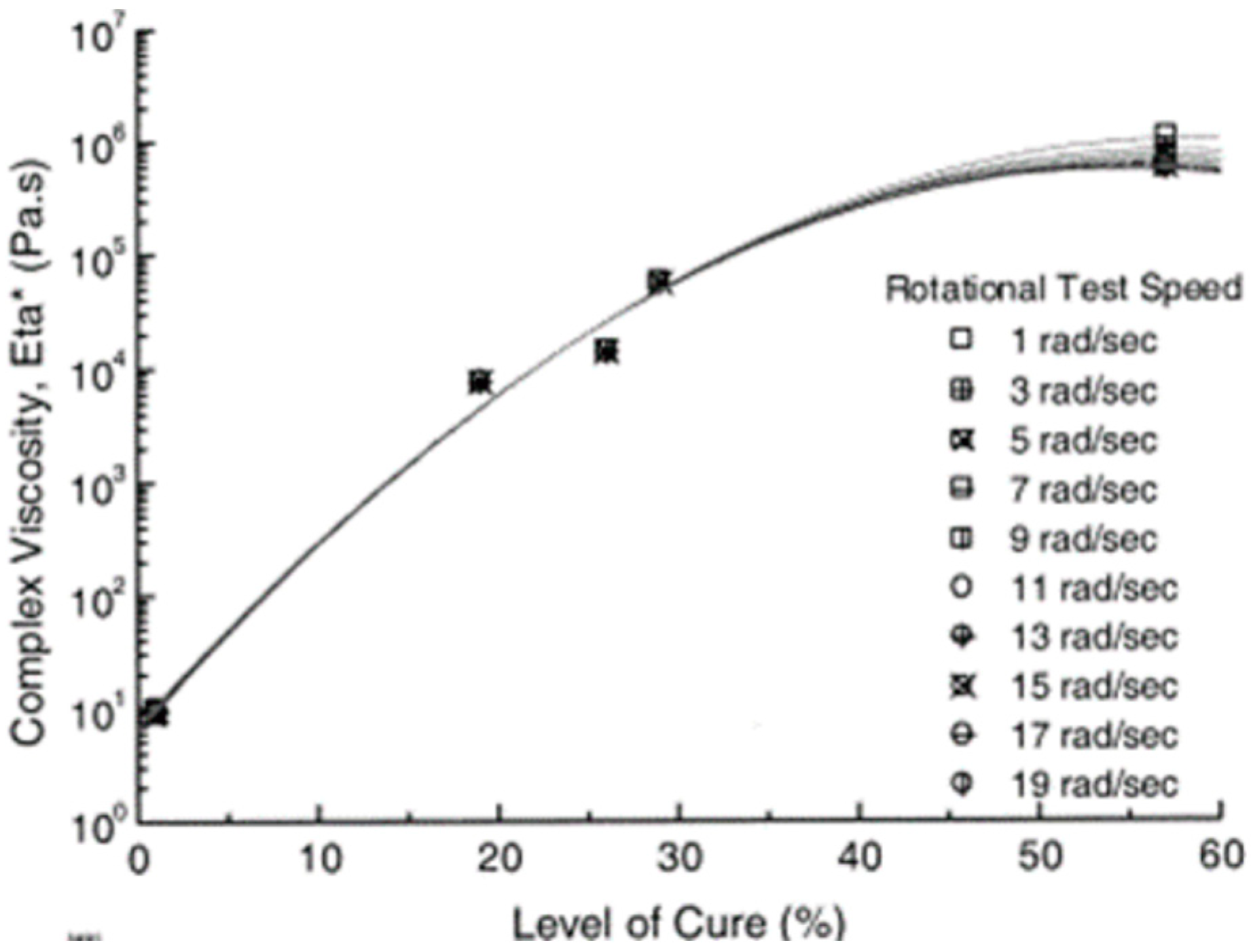
3.1.2. Viscosity and Flow
- Effect of Type of Resin and Their Composition on Resin Viscosity
- The Effect of Curing Agent (Hardener) on Resin Viscosity
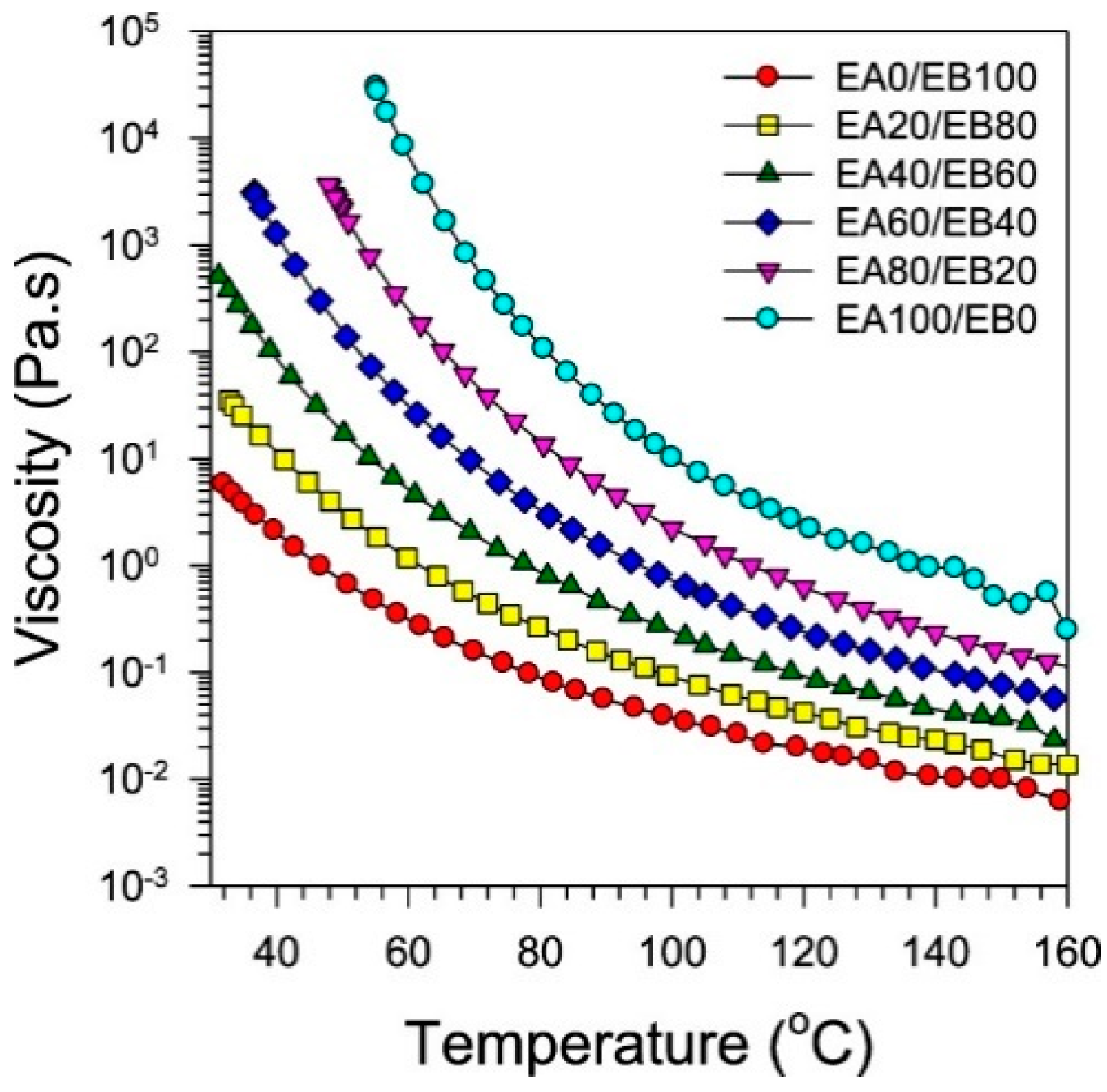
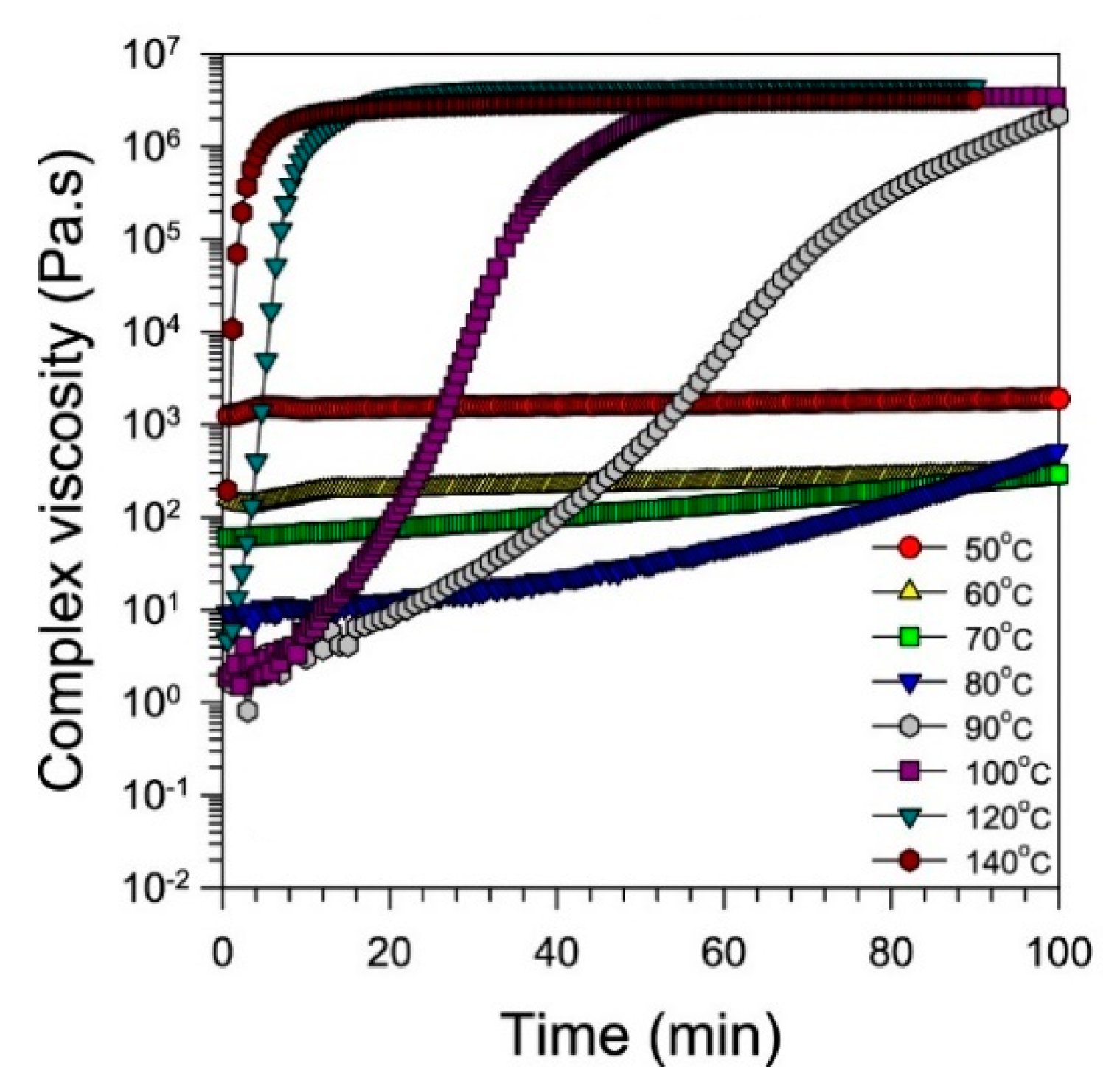
- The Effect of Temperature on Resin Viscosity in Prepregs
- The Effect of Tougheners on Resin Viscosity in Prepregs
- Resin Viscosity Measuring Techniques
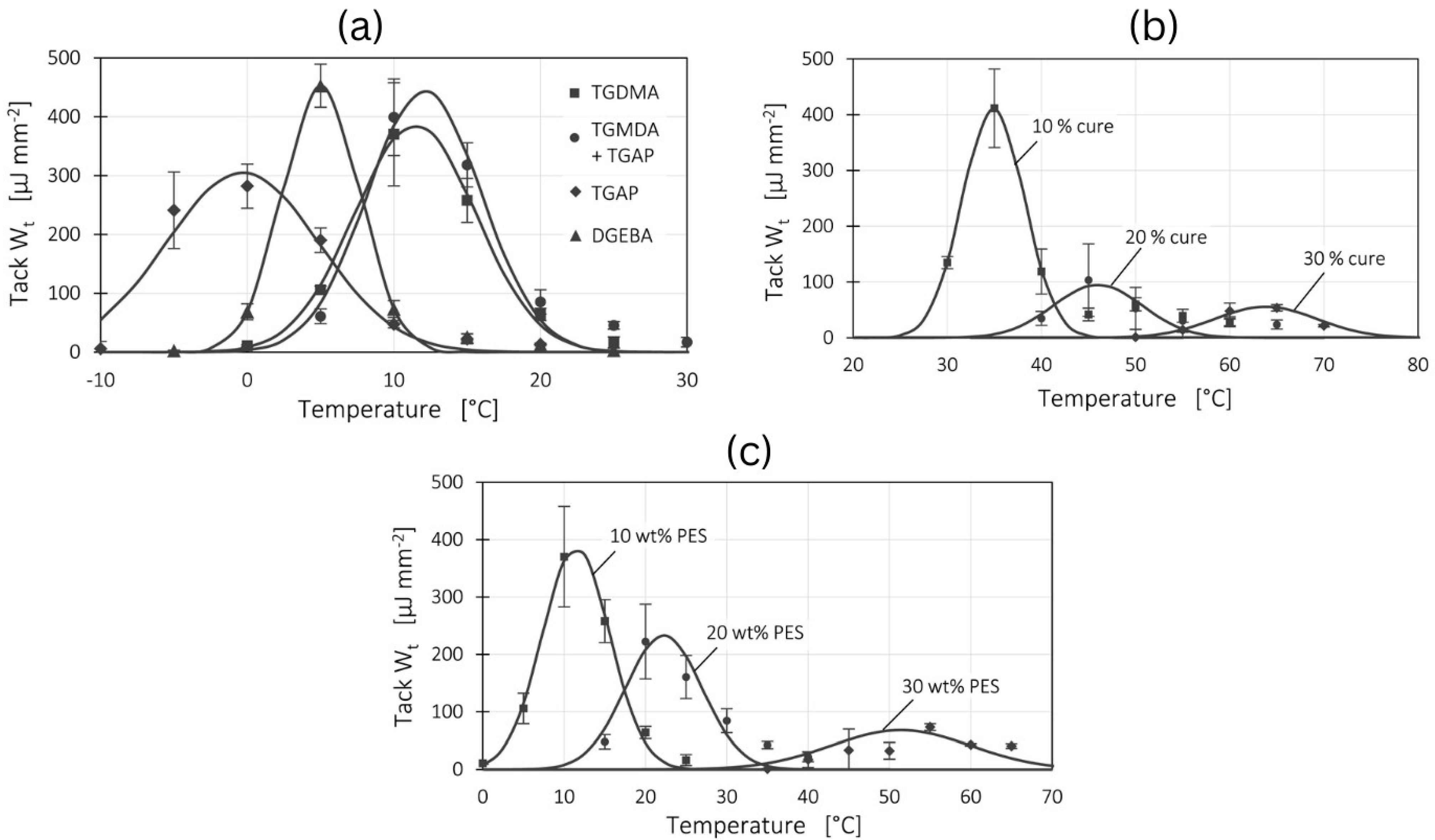
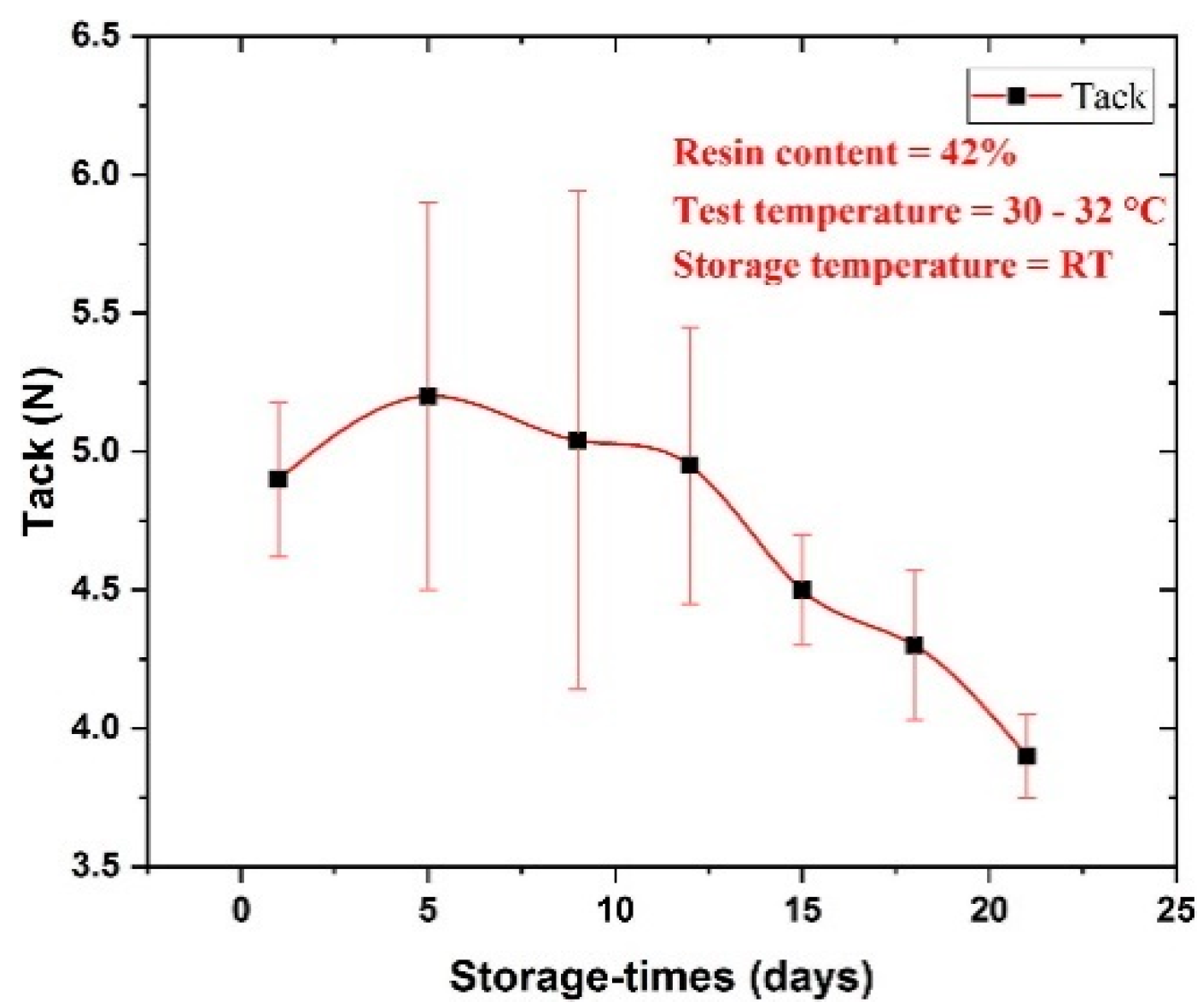
3.1.3. Tackiness of Prepregs
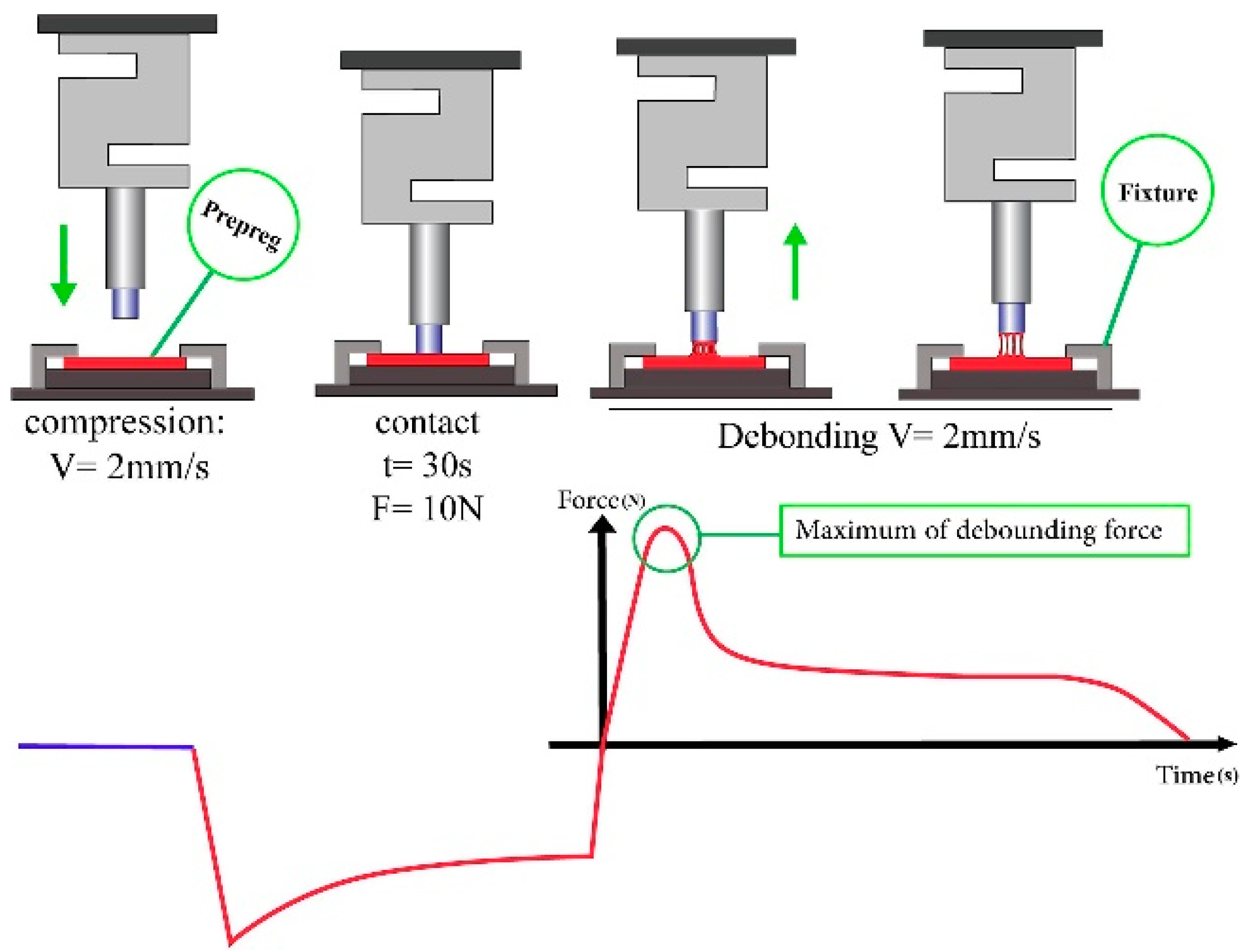
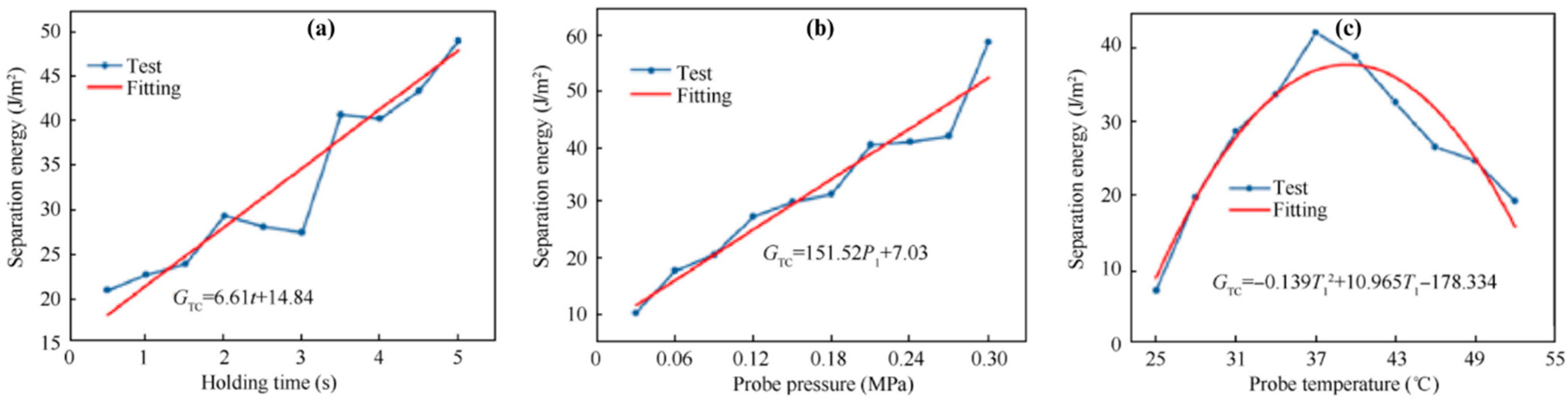
- Tack Measurement Techniques
- Probe Tack Test
- b.
- Peel Tests
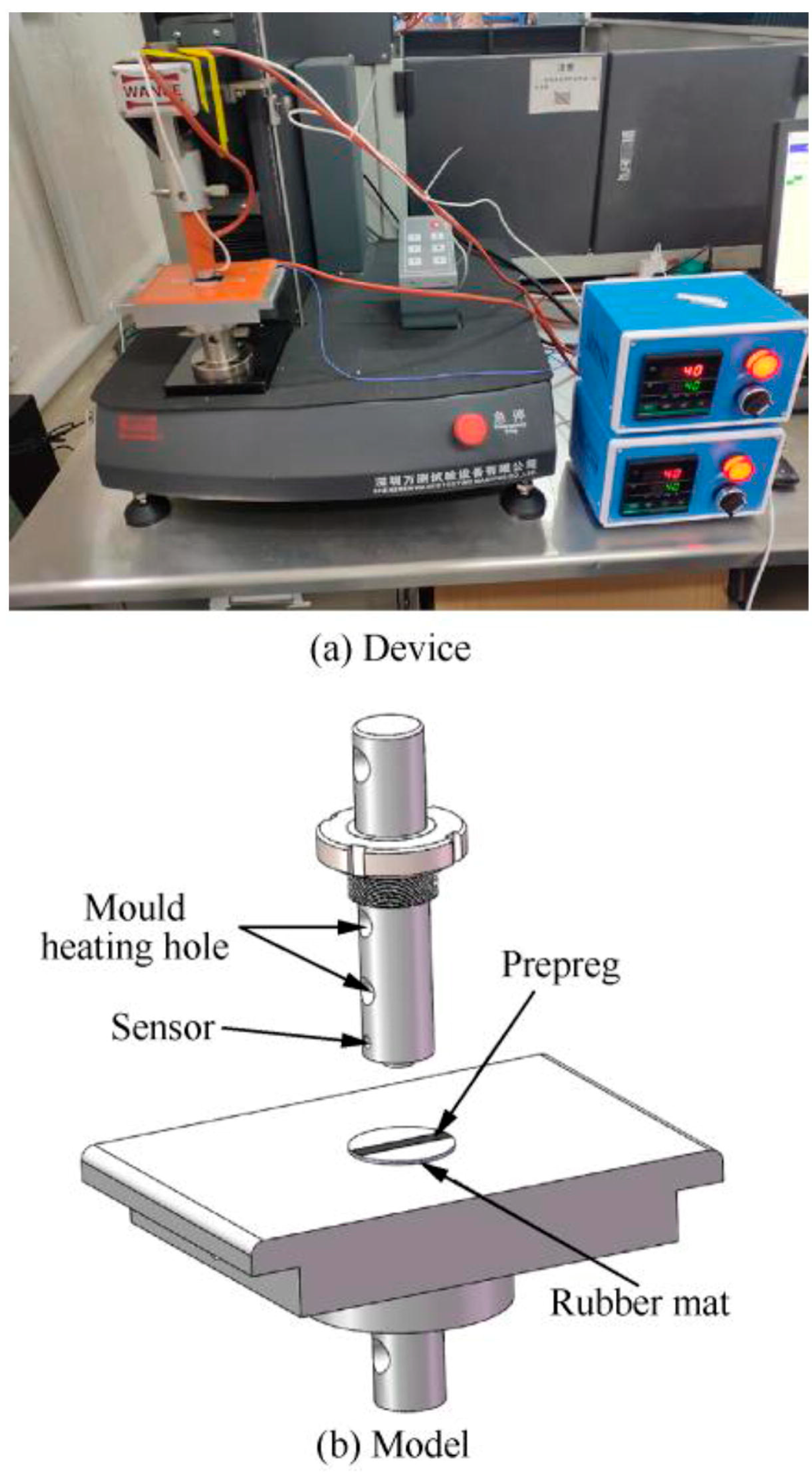
- Measurement of Tack Using a Rheometer
4. Important Insights in Epoxy Resin Matrix Development for Prepregs
4.1. Key Challenges in the Resin Formulation Development in Epoxy-Based Prepreg Development Technology
4.2. Proposed Approaches for the Development of Epoxy Matrix Formulation
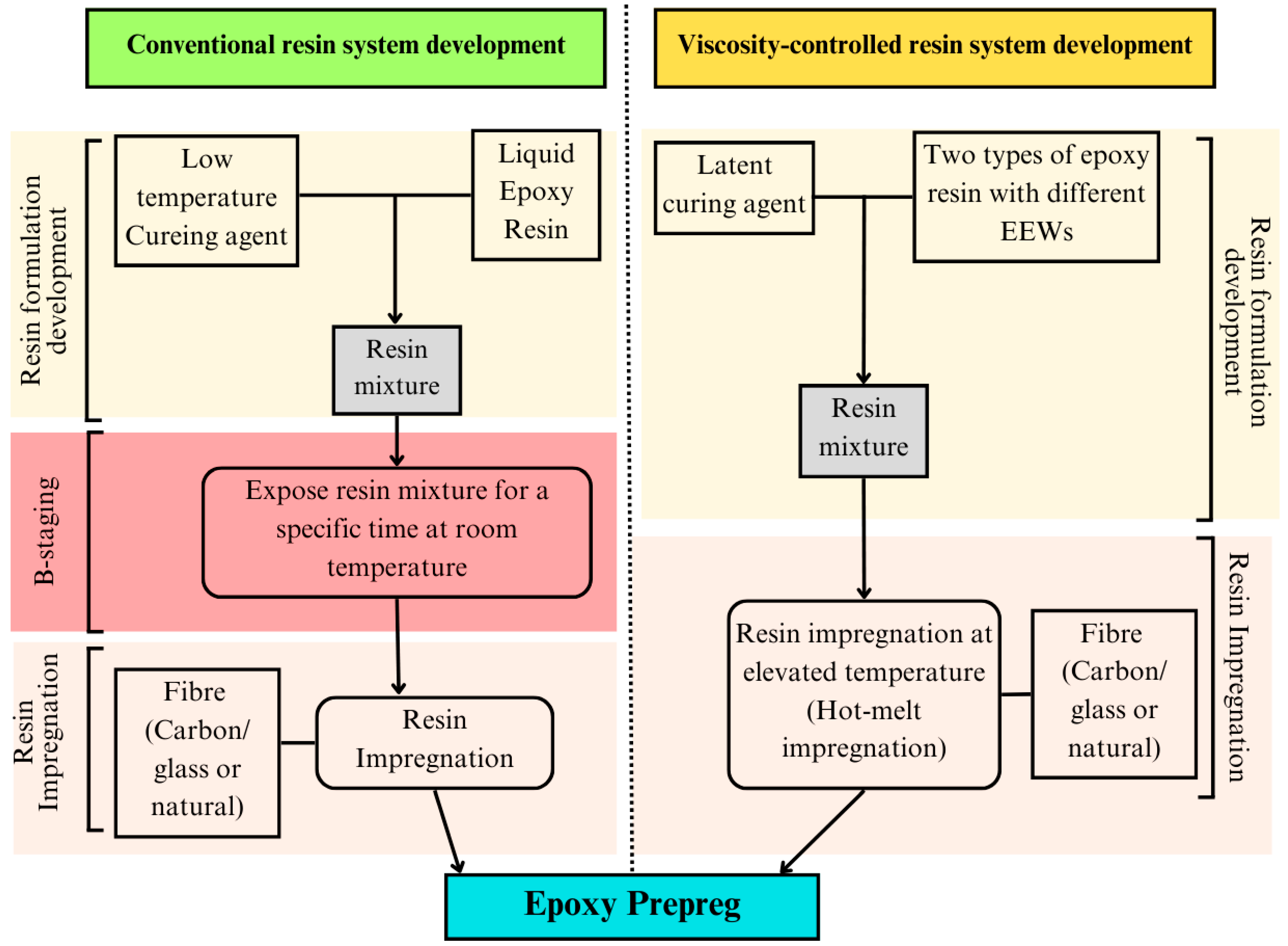
4.2.1. Conventional Resin Impregnation Approach (Resin Impregnation at Room Temperature)
4.2.2. The Viscosity-Controlled Resin Impregnation Approach (Hot-Melt Resin Impregnation)
- Control of Resin Viscosity
- Role of Latent Curing Agent
5. Conclusions and Outlook
5.1. Conclusions
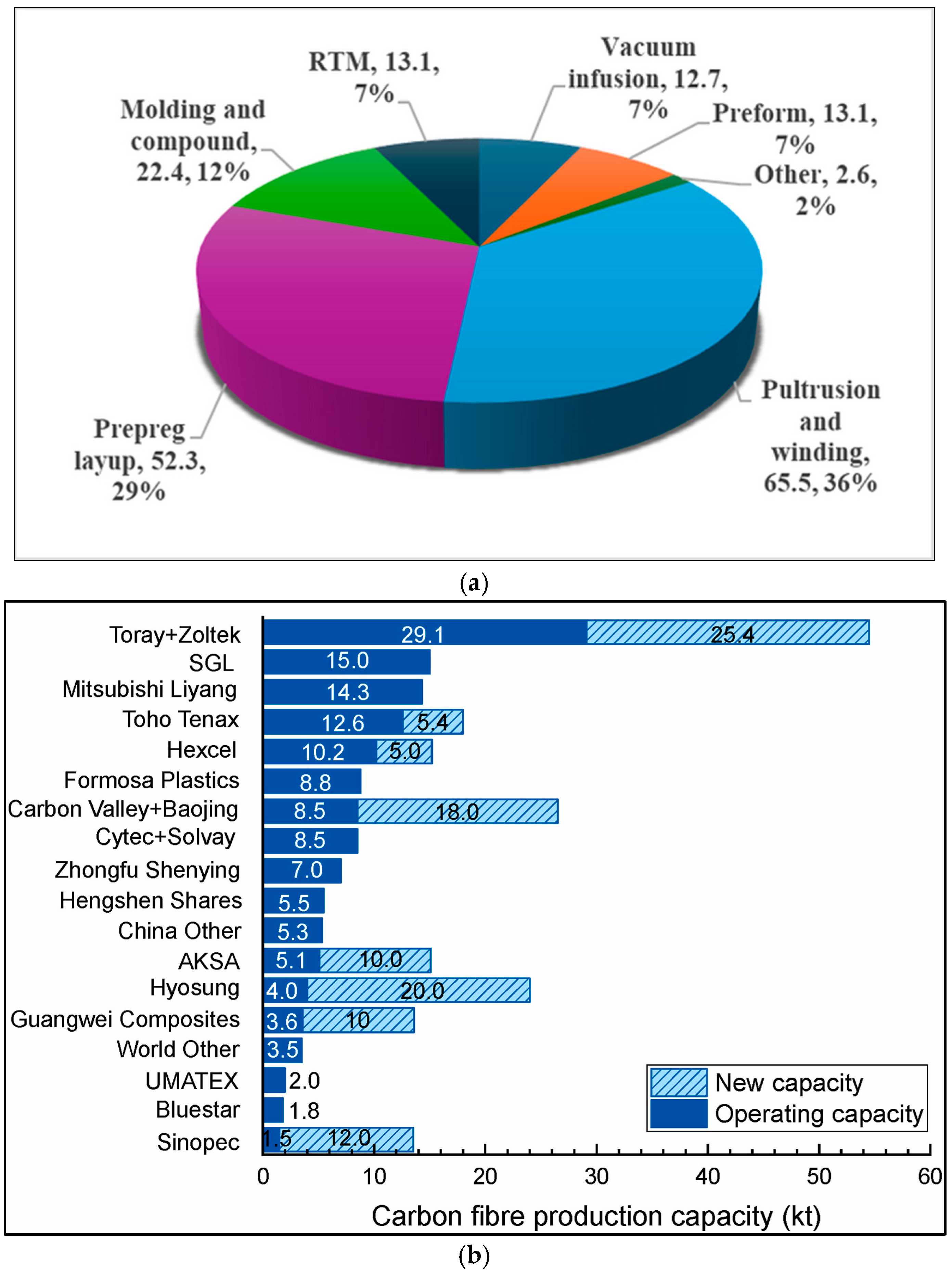
- Prepregs are mainly used in four sectors: aerospace, energy, automotive, and miscellaneous (sports, smart application, etc.). Automated tape layup (ATL) and automated fiber placement (AFP) are often used for aerospace, aeronautical, and wind turbine applications. Moreover, few automobile manufacturers have already used prepregs to replace their automobile metal parts to reduce the mass and cost, especially in sports cars. Although the prepreg layup plays a major role in the CFRP market (about 25% of the total CFRP global demand by process), the global manufacturing ability is confined to very few producers. The studies on nanoengineered prepregs and smart polymer prepregs are extremely limited as most of these techniques involves modification of resin matrix which cannot easily be carried out in B-staged prepregs.
- During the last decade, about 10 reviews have been published on prepregs and most of them focused on post-curing, prepreg layup, tack, and testing (Table 2). None of these reviews focused on resin matrix development strategies for epoxy-based prepregs. This review mainly highlighted three important resin parameters; B-staging, viscosity, and tack, and discussed how these parameters are controlled to obtain optimum prepreg resin properties.
- B-staging, viscosity, and tack are the most important resin properties to be considered when developing epoxy prepregs. Viscosity could control the drape and resin distribution while the tack plays a huge role when fabricating prepreg laminates. Control of these properties is equally important for the B-staging and final curing of prepregs. The B-stage is mainly controlled by exposing the resin mixture to a low-temperature curing agent for a specific time at room temperature. However, few studies used temperature and different types of hardeners for the same purpose.
- It is required that we maintain the resin viscosity in an optimum range as it directly affects the drape, tack, and fiber wetting of prepregs. The resin viscosity can be controlled mainly by changing the temperature. In addition, the type of epoxy resin and its composition, the effect of hardener, and the quantity of tougheners can also be used to control the viscosity of the resin matrix.
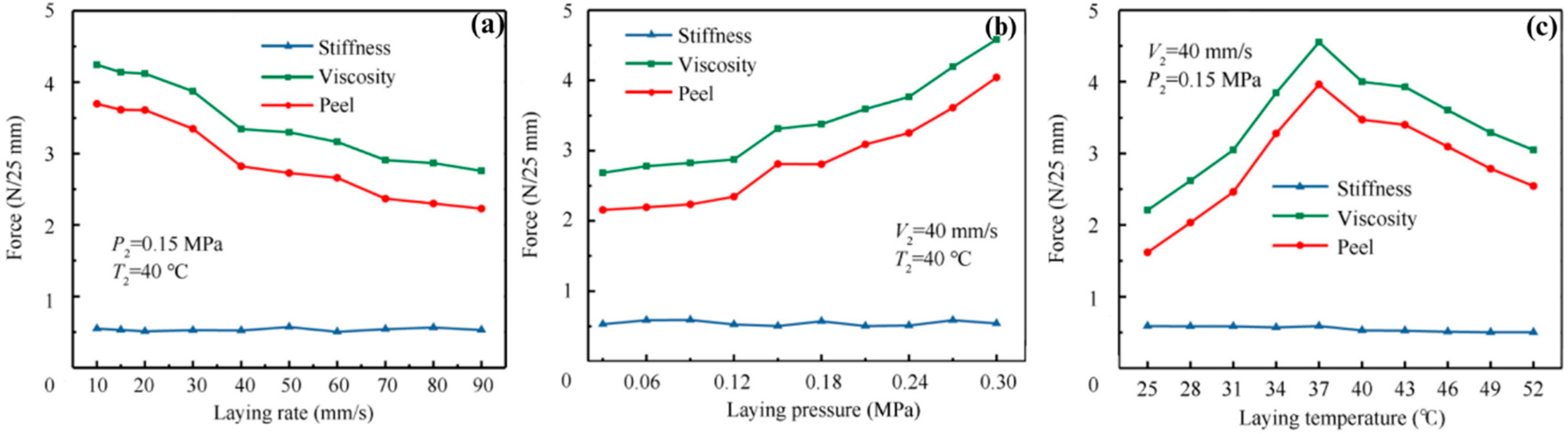
- Maintaining an optimal tack is vital for better handling and prepreg layup, which helps to reduce the debonding and wrinkling defects of prepregs. The tack of a prepreg mainly depends on the resin viscosity, prepreg architecture, and degree of cure. The resin tack can be determined by the probe and peel test methods. ASTM D8336 was introduced in 2021 for prepreg tack quantification, which is based on continuous application-and-peel tests. It is found that the use of a rheometer for tack evolution is more reliable than the other techniques.
5.2. Outlooks
- The most common technique of prepreg resin matrix development is the use of a room-temperature curing agent to control the degree of cure which is discussed in Section 4.2.1. Although the conventional resin impregnation approach is more straightforward, the control of the degree of cure and extension of shelf life is extremely difficult. Further, having a partially cured (B-stage) resin matrix could lead to the restriction of the further modification of the resin matrix.
- Prepregs developed through viscosity-controlled resin impregnation approach (Section 4.2.2) do not involve any partially cured condition, thus the approach is more suitable for the development of prepregs with an extended shelf life and for large-scale applications. Very few studies have employed the viscosity-controlled resin system, where two or more epoxy resins are used to control the viscosity along with a latent curing agent for post-curing. In this approach. the lack of a B-stage is more significant and brings more benefits to the prepregs including extended shelf life, no specific storage conditions, and the possibility of modifying the resin matrix enabling the development of functional composites and smart materials.
Author Contributions
Funding
Conflicts of Interest
References
- Uddin, M.N.; Gandy, H.T.N.; Rahman, M.M.; Asmatulu, R. Adhesiveless Honeycomb Sandwich Structures of Prepreg Carbon Zhang, J.; Lin, G.; Vaidya, U.; Wang, H. Past, Present and Future Prospective of Global Carbon Fibre Composite Developments and Applications. Compos. B Eng. 2023, 250, 110463. [Google Scholar] [CrossRef]
- Alam, P.; Mamalis, D.; Robert, C.; Floreani, C.; Brádaigh, C.M.Ó. The Fatigue of Carbon Fibre Reinforced Plastics—A Review. Compos. B Eng. 2019, 166, 555–579. [Google Scholar] [CrossRef]
- Uddin, M.N.; Gandy, H.T.N.; Rahman, M.M.; Asmatulu, R. Adhesiveless Honeycomb Sandwich Structures of Prepreg Carbon Fiber Composites for Primary Structural Applications. Adv. Compos. Hybrid. Mater. 2019, 2, 339–350. [Google Scholar] [CrossRef]
- Karakurt, N.; Erden, S. Poly(Amidoamine) Functionalized Graphene Oxide Incorporated Carbon/Epoxy Prepreg Composites for Enhanced Electrical and Thermal Properties. Fibers Polym. 2022, 23, 3569–3580. [Google Scholar] [CrossRef]
- Wulfsberg, J.; Herrmann, A.; Ziegmann, G.; Lonsdorfer, G.; Stöß, N.; Fette, M. Combination of Carbon Fibre Sheet Moulding Compound and Prepreg Compression Moulding in Aerospace Industry. Procedia Eng. 2014, 81, 1601–1607. [Google Scholar] [CrossRef]
- Wolff-Fabris, F.; Lengsfeld, H.; Krämer, J. Prepregs and Their Precursors. In Composite Technology; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2021; pp. 11–30. [Google Scholar] [CrossRef]
- Haincová, E.; Hájková, P.; Kohout, J. Prepregs for Temperature Resistant Composites. Materials 2019, 12, 4012. [Google Scholar] [CrossRef]
- Kojnoková, T.; Nový, F.; Markovičová, L. Evaluation of Tensile Properties of Carbon Fiber Reinforced Polymers Produced from Commercial Prepregs. Mater. Today Proc. 2022, 62, 2663–2668. [Google Scholar] [CrossRef]
- Schechter, S.G.K.; Grunenfelder, L.K.; Nutt, S.R. Air Evacuation and Resin Impregnation in Semi-Pregs: Effects of Feature Dimensions. Adv. Manuf. Polym. Compos. Sci. 2020, 6, 101–114. [Google Scholar] [CrossRef]
- Latsuzbaya, V.; Middendorf, P.; Völkle, D.; Weber, C. Acoustical Properties of the New Sandwich Structures for Aircraft Cabin Interiors with Integrated Vacuum Insulation. CEAS Aeronaut. J. 2024. [Google Scholar] [CrossRef]
- Goergen, C.; Klingler, A.; Grishchuk, S.; May, D.; Wetzel, B.; Mitschang, P. Novel Approach in B-Staging of an Epoxy Resin for Development of RCF Non-Woven Prepregs for RTP Processing. Key Eng. Mater. 2019, 809, 521–526. [Google Scholar] [CrossRef]
- Prepreg for Motorsport Applications. Reinf. Plast. 2020, 64, 34. [CrossRef]
- Centea, T.; Grunenfelder, L.K.; Nutt, S.R. A Review of Out-of-Autoclave Prepregs—Material Properties, Process Phenomena, and Manufacturing Considerations. Compos. Part. A Appl. Sci. Manuf. 2015, 70, 132–154. [Google Scholar] [CrossRef]
- Shaik, F.; Ramakrishna, M.; Varma, P.D. A Review on Fabrication of Thermoset Prepreg Composites Using Out-of-Autoclave Technology. INCAS Bull. 2021, 13, 133–149. [Google Scholar] [CrossRef]
- Duhovic, M.; Bhattacharyya, D. Knitted Fabric Composites. In Advances in Knitting Technology; Elsevier: Amsterdam, The Netherlands, 2011; pp. 193–212. ISBN 9781845693725. [Google Scholar]
- Lukaszewicz, D.H.-J.A.; Ward, C.; Potter, K.D. The Engineering Aspects of Automated Prepreg Layup: History, Present and Future. Compos. B Eng. 2012, 43, 997–1009. [Google Scholar] [CrossRef]
- Saveriano, J.W. Automated Contour Tape Laying of Composite Materials. In Proceedings of the National SAMPE Technical Conference, Albuquerque, NM, USA, 9–11 October 1984; pp. 176–182. [Google Scholar]
- Coad, C.L.; Werner, S.M.; Dharan, C.K.H. Design of a composite four-axis robot for prepreg layup. In Proceedings of the 29th National SAMPE Symposium, Reno, NV, USA, 3–5 April 1984. [Google Scholar]
- Eaton, H.L. Cost Effective Tape Laying. In Proceedings of the National SAMPE Symposium and Exhibition (Proceedings), Reno, NV, USA, 3–5 April 1984; pp. 1558–1569. [Google Scholar]
- Grant, C. Automated Processes for Composite Aircraft Structure. Ind. Robot. An. Int. J. 2006, 33, 117–121. [Google Scholar] [CrossRef]
- William, B.; Goldsworthy, P.V.E. Geodesic Path Length Compensator for Composite-Tape Placement Head. US3810805A, 14 May 1974. [Google Scholar]
- Krolewski, S.; Gutowski, T. Effect of the Automation of Advanced Composite Fabrication Processes on Part Cost. SAMPE J. 1987, 23, 21–26. [Google Scholar] [CrossRef]
- Zaffiro, P.A. Control of Radiant Heating System for Thermoplastic Composite Tape. US5177340A, 5 January 1993. [Google Scholar]
- Ekuase, O.A.; Anjum, N.; Eze, V.O.; Okoli, O.I. A Review on the Out-of-Autoclave Process for Composite Manufacturing. J. Compos. Sci. 2022, 6, 172. [Google Scholar] [CrossRef]
- Hassan, M.H.; Othman, A.R.; Kamaruddin, S. A Review on the Manufacturing Defects of Complex-Shaped Laminate in Aircraft Composite Structures. Int. J. Adv. Manuf. Technol. 2017, 91, 4081–4094. [Google Scholar] [CrossRef]
- Björnsson, A.; Jonsson, M.; Johansen, K. Automated Material Handling in Composite Manufacturing Using Pick-and-Place Systems—A Review. Robot. Comput. Integr. Manuf. 2018, 51, 222–229. [Google Scholar] [CrossRef]
- Iftekharul Islam, A.B.M.; Kelkar, A.D. Prospects and Challenges of Nanomaterial Engineered Prepregs for Improving Interlaminar Properties of Laminated Composites—A Review. MRS Commun. 2017, 7, 102–108. [Google Scholar] [CrossRef]
- Hassan, M.H. A Mini Review on Manufacturing Defects and Performance Assessments of Complex Shape Prepreg-Based Composites. Int. J. Adv. Manuf. Technol. 2021, 115, 3393–3408. [Google Scholar] [CrossRef]
- Budelmann, D.; Schmidt, C.; Meiners, D. Prepreg Tack: A Review of Mechanisms, Measurement, and Manufacturing Implication. Polym. Compos. 2020, 41, 3440–3458. [Google Scholar] [CrossRef]
- Jiang, B.; Huang, Y.D.; He, S.; Xing, L.X.; Wang, H.L. Quality Analysis and Control Strategies for Epoxy Resin and Prepreg. TrAC Trends Anal. Chem. 2015, 74, 68–78. [Google Scholar] [CrossRef]
- Tchoutouo, H.; Gandy, N. Adhesiveless Honeycomb Sandwich Structure with Carbon Graphite Prepreg for Primary Structural Application: A Comparative Study to the Use of Adhesive Film. Doctoral Dissertation, Wichita State University, Wichita, KS, USA, 2012. [Google Scholar]
- Kupčák, R.; Zouhar, J. Application of Composite Materials in Sports Optics. Manuf. Technol. 2020, 20, 200–209. [Google Scholar] [CrossRef]
- VINTILĂ, I.S.; CONDRUZ, M.R.; FUIOREA, I.; MĂLĂEL, I.; SIMA, M. Composite Wind Turbine Blade Using Prepreg Technology. In Proceedings of the 6th CEAS Air & Space Conference Proceeding, Bucharest, Romania, 16–20 October 2017; Volume 5. [Google Scholar]
- Li, R.; Lu, Z.-H. Analysis of Manufacturing Technology of Composite Materials in Light Sport Aircraft. Adv. Mater. Sci. Technol. 2019, 1, 7–12. [Google Scholar] [CrossRef]
- Biswas, M.C.; Lubna, M.M.; Iqbal, M.H.U.; Mohammed, Z.; Hoque, M.E. Future Trends of Fiber-Reinforced Polymer Composites. In Fiber-Reinforced Polymer: Processes and Applications; Nova Science Publishers Inc.: Hauppauge, NY, USA, 2021; pp. 399–443. [Google Scholar]
- Deo, R.B.; Starnes, J.H.; Holzwarth, R.C. Low-Cost Composite Materials and Structures for Aircraft Applications. Engineering, Materials Science. Published 1 March 2003.
- Mohan, P.R.K.; M, A.K.; kumar, S.G.; Mohite, P.M. Development of In-House Unidirectional Carbon/Epoxy Prepregs and Its Characterization for Aerospace Applications. Procedia Struct. Integr. 2019, 14, 176–183. [Google Scholar] [CrossRef]
- Setlak, L.; Kowalik, R.; Lusiak, T. Practical Use of Composite Materials Used in Military Aircraft. Materials 2021, 14, 4812. [Google Scholar] [CrossRef]
- Pollock, L.; O’Byrne, S.; Wild, G. Quality Assurance of Uncured Polymer Matrix Prepregs through the Application of Non-Destructive Methods. NDT E Int. 2023, 133, 102761. [Google Scholar] [CrossRef]
- Wanhill, R.J.H. Carbon Fibre Polymer Matrix Structural Composites. In Aerospace Materials and Material Technologies; Springer: Singapore, 2017; pp. 309–341. [Google Scholar]
- Shennan, C. Prepreg and Infusion: Processes for Modern Wind Turbine Blades. Retrieved Oct. 2013, 15, 2015. [Google Scholar]
- Watson, J.C.; Serrano, J.C. Composite Materials for Wind Blades. Wind. Syst. Mag. 2010, 46, 46–51. [Google Scholar]
- Mishnaevsky, L.; Branner, K.; Petersen, H.; Beauson, J.; McGugan, M.; Sørensen, B. Materials for Wind Turbine Blades: An Overview. Materials 2017, 10, 1285. [Google Scholar] [CrossRef] [PubMed]
- Malnati, P. Prepreg Compression Molding Makes Its Commercial Debut. High-Perform. Compos. 2015. Available online: https://www.compositesworld.com/articles/prepreg-compression-molding-makes-its-commercial-debut (accessed on 4 October 2024).
- Lee, J.-M.; Kim, B.-M.; Ko, D.-C. Development of Vacuum-Assisted Prepreg Compression Molding for Production of Automotive Roof Panels. Compos. Struct. 2019, 213, 144–152. [Google Scholar] [CrossRef]
- Malnati, P. Driving Examples: Greater Composites Use in Passenger Vehicles. Plast. Eng. 2014, 70, 8–13. [Google Scholar] [CrossRef]
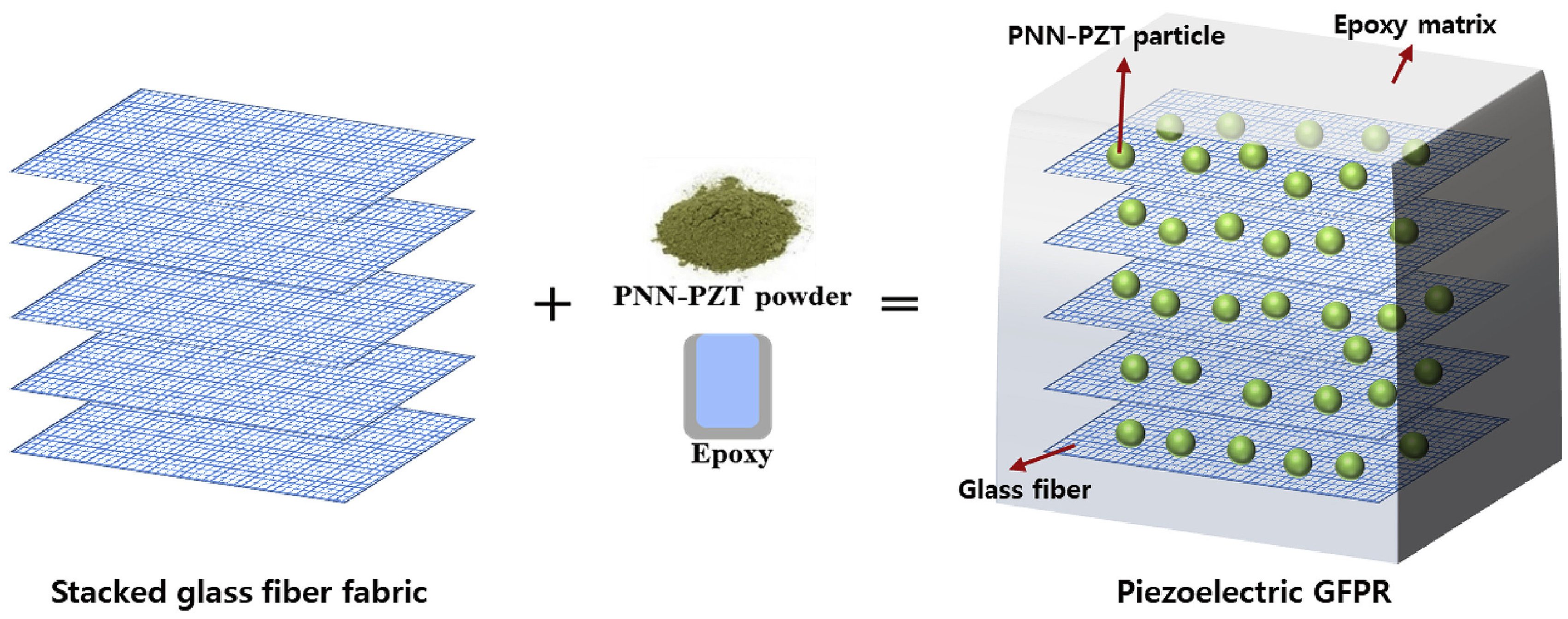
- Hwang, M.Y.; Kang, L.-H. Characteristics and Fabrication of Piezoelectric GFRP Using Smart Resin Prepreg for Detecting Impact Signals. Compos. Sci. Technol. 2018, 167, 224–233. [Google Scholar] [CrossRef]
- Quadrini, F.; Iorio, L.; Bellisario, D.; Santo, L. Shape Memory Polymer Composite Unit with Embedded Heater. Smart Mater. Struct. 2021, 30, 075009. [Google Scholar] [CrossRef]
- Quadrini, F.; Bellisario, D.; Iorio, L.; Santo, L. Shape Memory Polymer Composites by Molding Aeronautical Prepregs with Shape Memory Polymer Interlayers. Mater. Res. Express 2019, 6, 115711. [Google Scholar] [CrossRef]
- Quadrini, F. Polymer Matrix Composites with Shape Memory Properties. Mater. Sci. Forum 2014, 783–786, 2509–2516. [Google Scholar] [CrossRef]
- Herath, M.; Epaarachchi, J. Shape Memory Polymer Composites and Their Smart Structural Applications. In Composite Materials; Elsevier: Amsterdam, The Netherlands, 2021; pp. 581–610. [Google Scholar] [CrossRef]
- Herath, H.M.C.M.; Epaarachchi, J.A.; Islam, M.M.; Leng, J. Carbon Fibre Reinforced Shape Memory Polymer Composites for Deployable Space Habitats. Eng. J. Inst. Eng. Sri Lanka 2019, 52, 1–9. [Google Scholar] [CrossRef]
- Duongthipthewa, A.; Zhou, H.; Wang, Q.; Zhou, L. Non-Additive Polymer Matrix Coated RGO/MXene Inks for Embedding Sensors in Prepreg Enhancing Smart FRP Composites. Compos. B Eng. 2024, 270, 111108. [Google Scholar] [CrossRef]
- Shen, M.-Y.; Kuan, C.-F.; Kuan, H.-C.; Chen, C.-H.; Wang, J.-H.; Yip, M.-C.; Chiang, C.-L. Preparation, Characterization, Thermal, and Flame-Retardant Properties of Green Silicon-Containing Epoxy/Functionalized Graphene Nanosheets Composites. J. Nanomater. 2013, 2013, 1–10. [Google Scholar] [CrossRef]
- Shen, M.Y.; Chang, T.Y.; Hsieh, T.H.; Li, Y.L.; Chiang, C.L.; Yang, H.; Yip, M.C. Mechanical Properties and Tensile Fatigue of Graphene Nanoplatelets Reinforced Polymer Nanocomposites. J. Nanomater. 2013, 2013, 565401. [Google Scholar] [CrossRef]
- Hsieh, T.-H.; Huang, Y.-S.; Wang, F.-X.; Shen, M.-Y. Impact and After-Impact Properties of Nanocarbon Aerogels Reinforced Epoxy/Carbon Fiber Composite Laminates. Compos. Struct. 2018, 206, 828–838. [Google Scholar] [CrossRef]
- Mirabedini, A.; Ang, A.; Nikzad, M.; Fox, B.; Lau, K.; Hameed, N. Evolving Strategies for Producing Multiscale Graphene-Enhanced Fiber-Reinforced Polymer Composites for Smart Structural Applications. Adv. Sci. 2020, 7, 1903501. [Google Scholar] [CrossRef] [PubMed]
- Prepreg Market Size, Scope, Trends and Growth Analysis Report to 2031. Available online: https://www.insightaceanalytic.com/report/prepreg-market/1611 (accessed on 26 January 2024).
- Lin, G. CINTE21. Building the Advantage of “Hard Technology” 2021 Global Carbon Fiber Composites Market Report. Text. Sci. Res. Z. 2022, 1, 46–66. [Google Scholar]
- Meredith, J.; Bilson, E.; Powe, R.; Collings, E.; Kirwan, K. A Performance versus Cost Analysis of Prepreg Carbon Fibre Epoxy Energy Absorption Structures. Compos. Struct. 2015, 124, 206–213. [Google Scholar] [CrossRef]
- Prepreg Market Size Report, 2022–2027. Available online: https://www.industryarc.com/Report/15250/prepreg-market.html (accessed on 26 January 2024).
- Campbell, F.C. Curing: It’s a Matter of Time (t), Temperature (T) and Pressure (P). 2004, pp. 175–221. Available online: https://www.semanticscholar.org/paper/Chapter-6-%E2%80%93-Curing%3A-It’s-a-Matter-of-Time-(t)%2C-(T)-Campbell/39827e43fffbfcc9d9bd888a46048c07eb99f24f (accessed on 4 October 2024).
- Garete, A.J.H.; Fadullo, M.F.; Roscain, R.J.S. Epoxy Mold Compound Curing Behavior and Mold Process Cure Time Interaction on Molded Package Performance. In Proceedings of the 2019 IEEE 21st Electronics Packaging Technology Conference (EPTC), Singapore, 4–6 December 2019; pp. 311–315. [Google Scholar]
- Jung, S.Y.; Paik, K.W. B-Stage Graphene-Epoxy Composite Films: Effects of Film Viscosity Changes on the Electric Field-Induced Alignment of Graphene Flakes. IEEE Nanotechnol. Mag. 2015, 9, 13–18. [Google Scholar] [CrossRef]
- Banks, R.; Mouritz, A.P.; John, S.; Coman, F.; Paton, R. Development of a New Structural Prepreg: Characterisation of Handling, Drape and Tack Properties. Compos. Struct. 2004, 66, 169–174. [Google Scholar] [CrossRef]
- Pouladvand, A.R.; Mortezaei, M.; Fattahi, H.; Amraei, I.A. A Novel Custom-Tailored Epoxy Prepreg Formulation Based on Epoxy-Amine Dual-Curable Systems. Compos. Part. A Appl. Sci. Manuf. 2020, 132, 105852. [Google Scholar] [CrossRef]
- Dalla Libera Junior, V.; Leão, R.M.; Franco Steier, V.; da Luz, S.M. Influence of Cure Agent, Treatment and Fibre Content on the Thermal Behaviour of a Curaua/Epoxy Prepreg. Plast. Rubber Compos. 2020, 49, 214–221. [Google Scholar] [CrossRef]
- Libera Junior, V.D.; Teixeira, L.A.; Amico, S.C.; Maria da Luz, S. Processing, Thermal and Mechanical Properties of Composite Laminates with Natural Fibers Prepregs. Polym. Polym. Compos. 2022, 30, 096739112210875. [Google Scholar] [CrossRef]
- Budelmann, D.; Schmidt, C.; Meiners, D. Tack of Epoxy Resin Films for Aerospace-Grade Prepregs: Influence of Resin Formulation, B-Staging and Toughening. Polym. Test. 2022, 114, 107709. [Google Scholar] [CrossRef]
- Van Velthem, P.; Ballout, W.; Horion, J.; Janssens, Y.A.; Destoop, V.; Pardoen, T.; Bailly, C. Morphology and Fracture Properties of Toughened Highly Crosslinked Epoxy Composites: A Comparative Study between High and Low Tg Tougheners. Compos. B Eng. 2016, 101, 14–20. [Google Scholar] [CrossRef]
- Wang, W.-T. Effect of Direct Deposition of Dry Particle Tougheners on the Processability and Forming Quality of Carbon Fibre Epoxy. Doctoral Thesis, University of Bristol, Bristol, UK, 2019. [Google Scholar]
- Naito, Y.; Nishikawa, M.; Mobuchon, C.; Poursartip, A.; Matsuda, N.; Hojo, M. Effect of Rheological Transitions in Matrix Resin on Flow Mechanism of Carbon Fiber/Epoxy Prepreg. Compos. Part. A Appl. Sci. Manuf. 2021, 151, 106612. [Google Scholar] [CrossRef]
- Budelmann, D.; Detampel, H.; Schmidt, C.; Meiners, D. Interaction of Process Parameters and Material Properties with Regard to Prepreg Tack in Automated Lay-up and Draping Processes. Compos. Part. A Appl. Sci. Manuf. 2019, 117, 308–316. [Google Scholar] [CrossRef]
- Kim, Y.J.; Choi, S.H.; Lee, S.J.; Jang, K.-S. Latent Curing, Chemorheological, Kinetic, and Thermal Behaviors of Epoxy Resin Matrix for Prepregs. Ind. Eng. Chem. Res. 2021, 60, 6153–6161. [Google Scholar] [CrossRef]
- Boisse, P.; Colmars, J.; Hamila, N.; Naouar, N.; Steer, Q. Bending and Wrinkling of Composite Fiber Preforms and Prepregs. A Review and New Developments in the Draping Simulations. Compos. B Eng. 2018, 141, 234–249. [Google Scholar] [CrossRef]
- Theriault, R.P.; Osswald, T.A.; Castro, J.M. A Numerical Model of the Viscosity of an Epoxy Prepreg Resin System. Polym. Compos. 1999, 20, 628–633. [Google Scholar] [CrossRef]
- Schechter, S.G.K.; Centea, T.; Nutt, S.R. Polymer Film Dewetting for Fabrication of Out-of-Autoclave Prepreg with High through-Thickness Permeability. Compos. Part. A Appl. Sci. Manuf. 2018, 114, 86–96. [Google Scholar] [CrossRef]
- Acar, V.; Erden, S.; Sarikanat, M.; Seki, Y.; Akbulut, H.; Seydibeyoglu, M.O. Graphene Oxide Modified Carbon Fiber Prepregs: A Mechanical Comparison of the Effects of Oxidation Methods. Express Polym. Lett. 2020, 14, 1106–1115. [Google Scholar] [CrossRef]
- Honda, S.; Sawaoka, R.; Nakahara, K. Epoxy Resin Composition for Carbon-Fiber-Reinforced Composite Material, Prepreg, Integrated Molding, Fiber-Reinforced Composite Sheet, and Casing for Electrical/Electronic Equipment 2011.
- Yousefi, N.; Evans, A.D.; Harper, L.T.; Maples, H.A.; James, T.; Bismarck, A. Solid Epoxy Resin Systems for Automated Composite Manufacturing. Compos. Part. A Appl. Sci. Manuf. 2021, 142, 106205. [Google Scholar] [CrossRef]
- Janzen, J.P.; May, D. Solid Epoxy Prepregs with Patterned Resin Distribution: Influence of Pattern and Process Parameters on Part Quality in Vacuum-bag-only Processing. Polym. Compos. 2023, 44, 8153–8167. [Google Scholar] [CrossRef]
- Gholipour, I.; Amraei, I.A.; Fattahi, H.; Mortezaei, M. Effect of Solid Epoxy Resin on Properties of an Epoxy/Glass Prepreg. Iran. J. Polym. Sci. Technol. 2022, 34, 485–497. [Google Scholar] [CrossRef]
- Hwang, S.-S.; Park, S.Y.; Kwon, G.-C.; Choi, W.J. Cure Kinetics and Viscosity Modeling for the Optimization of Cure Cycles in a Vacuum-Bag-Only Prepreg Process. Int. J. Adv. Manuf. Technol. 2018, 99, 2743–2753. [Google Scholar] [CrossRef]
- Belnoue, J.P.H.; Nixon-Pearson, O.J.; Thompson, A.J.; Ivanov, D.S.; Potter, K.D.; Hallett, S.R. Consolidation-Driven Defect Generation in Thick Composite Parts. J. Manuf. Sci. Eng. 2018, 140, 071006. [Google Scholar] [CrossRef]
- Pasco, C.; Khan, M.; Gupta, J.; Kendall, K. Experimental Investigation on Interply Friction Properties of Thermoset Prepreg Systems. J. Compos. Mater. 2019, 53, 227–243. [Google Scholar] [CrossRef]
- Bian, X.X.; Gu, Y.Z.; Sun, J.; Li, M.; Liu, W.P.; Zhang, Z.G. Effects of Processing Parameters on the Forming Quality of C-Shaped Thermosetting Composite Laminates in Hot Diaphragm Forming Process. Appl. Compos. Mater. 2013, 20, 927–945. [Google Scholar] [CrossRef]
- Larberg, Y.R.; Åkermo, M. On the Interply Friction of Different Generations of Carbon/Epoxy Prepreg Systems. Compos. Part. A Appl. Sci. Manuf. 2011, 42, 1067–1074. [Google Scholar] [CrossRef]
- Mousavi, S.R.; Estaji, S.; Raouf Javidi, M.; Paydayesh, A.; Khonakdar, H.A.; Arjmand, M.; Rostami, E.; Jafari, S.H. Toughening of Epoxy Resin Systems Using Core–Shell Rubber Particles: A Literature Review. J. Mater. Sci. 2021, 56, 18345–18367. [Google Scholar] [CrossRef]
- Nash, N.H.; Young, T.M.; McGrail, P.T.; Stanley, W.F. Inclusion of a Thermoplastic Phase to Improve Impact and Post-Impact Performances of Carbon Fibre Reinforced Thermosetting Composites—A Review. Mater. Des. 2015, 85, 582–597. [Google Scholar] [CrossRef]
- Chen, Q.; Wang, S.; Qin, F.; Liu, K.; Liu, Q.; Zhao, Q.; Wang, X.-Y.; Hu, Y.-H. Soluble Polyimide-Reinforced TGDDM and DGEBA Epoxy Composites. Chin. J. Polym. Sci. 2020, 38, 867–876. [Google Scholar] [CrossRef]
- Essmeister, J.; Taublaender, M.J.; Koch, T.; Cerrón-Infantes, D.A.; Unterlass, M.M.; Konegger, T. High Modulus Polyimide Particle-Reinforcement of Epoxy Composites. Mater. Adv. 2021, 2, 2278–2288. [Google Scholar] [CrossRef]
- Rosetti, Y.; Alcouffe, P.; Pascault, J.-P.; Gérard, J.-F.; Lortie, F. Polyether Sulfone-Based Epoxy Toughening: From Micro- to Nano-Phase Separation via PES End-Chain Modification and Process Engineering. Materials 2018, 11, 1960. [Google Scholar] [CrossRef] [PubMed]
- Sun, Z.; Xu, L.; Chen, Z.; Wang, Y.; Tusiime, R.; Cheng, C.; Zhou, S.; Liu, Y.; Yu, M.; Zhang, H. Enhancing the Mechanical and Thermal Properties of Epoxy Resin via Blending with Thermoplastic Polysulfone. Polymers 2019, 11, 461. [Google Scholar] [CrossRef] [PubMed]
- Galledari, N.A.; Beheshty, M.H.; Barmar, M. Effect of NBR on Epoxy/Glass Prepregs Properties. J. Appl. Polym. Sci. 2012, 123, 1597–1603. [Google Scholar] [CrossRef]
- Joshi, S.C.; Dikshit, V. Enhancing Interlaminar Fracture Characteristics of Woven CFRP Prepreg Composites through CNT Dispersion. J. Compos. Mater. 2012, 46, 665–675. [Google Scholar] [CrossRef]
- Damodaran, V.; Castellanos, A.G.; Milostan, M.; Prabhakar, P. Improving the Mode-II Interlaminar Fracture Toughness of Polymeric Matrix Composites through Additive Manufacturing. Mater. Des. 2018, 157, 60–73. [Google Scholar] [CrossRef]
- Smith, A.W.; Endruweit, A.; Choong, G.Y.H.; De Focatiis, D.S.A.; Hubert, P. Adaptation of Material Deposition Parameters to Account for Out-Time Effects on Prepreg Tack. Compos. Part. A Appl. Sci. Manuf. 2020, 133, 105835. [Google Scholar] [CrossRef]
- Crossley, R.J.; Schubel, P.J.; Warrior, N.A. The Experimental Determination of Prepreg Tack and Dynamic Stiffness. Compos. Part. A Appl. Sci. Manuf. 2012, 43, 423–434. [Google Scholar] [CrossRef]
- Zu, L.; Xia, X.; Zhang, Q.; Jia, X.; Wang, H.; Zhang, G.; Lu, J. Influence and Optimization of Parameters of Prepreg Viscosity during Placement. Chin. J. Aeronaut. 2022, 35, 438–449. [Google Scholar] [CrossRef]
- Potter, K.; Langer, C.; Hodgkiss, B.; Lamb, S. Sources of Variability in Uncured Aerospace Grade Unidirectional Carbon Fibre Epoxy Preimpregnate. Compos. Part. A Appl. Sci. Manuf. 2007, 38, 905–916. [Google Scholar] [CrossRef]
- Crossley, R.J.; Schubel, P.J.; De Focatiis, D.S.A. Time–Temperature Equivalence in the Tack and Dynamic Stiffness of Polymer Prepreg and Its Application to Automated Composites Manufacturing. Compos. Part. A Appl. Sci. Manuf. 2013, 52, 126–133. [Google Scholar] [CrossRef]
- Crossley, R.J.; Schubel, P.J.; Warrior, N.A. Experimental Determination and Control of Prepreg Tack for Automated Manufacture. Plast. Rubber Compos. 2011, 40, 363–368. [Google Scholar] [CrossRef]
- Chan, K.J. Investigation of Processing Conditions and Viscoelastic Properties on Frictional Sliding Behavior of Unidirectional Carbon Fiber Epoxy Prepreg. Ph.D. Dissertation, Virginia Tech, Blacksburg, VA, USA, 2018. [Google Scholar]
- Studer, J.; Dransfeld, C.; Masania, K. An Analytical Model for B-Stage Joining and Co-Curing of Carbon Fibre Epoxy Composites. Compos. Part. A Appl. Sci. Manuf. 2016, 87, 282–289. [Google Scholar] [CrossRef]
- Budelmann, D.; Schmidt, C.; Steuernagel, L.; Meiners, D. Adhesion-Cohesion Balance of Prepreg Tack in Thermoset Automated Fiber Placement. Part 2: Ply-Ply Cohesion through Contact Formation and Autohesion. Compos. Part. C Open Access 2023, 12, 100204. [Google Scholar] [CrossRef]
- De Focatiis, D.S.A.; Choong, G.Y.H.; Joesbury, A.; Endruweit, A. Development of the Astm D8336 21: Standard Test Method for Characterizing Tack of Prepregs Using a Continuous Application and Peel Procedure. In Proceedings of the ECCM 2022—Proceedings of the 20th European Conference on Composite Materials: Composites Meet Sustainability, Lausanne, Switzerland, 26–30 June 2022; Volume 3, pp. 702–709. [Google Scholar]
- Standard Test Method for Characterizing Tack of Prepregs Using a Continuous Application-and-Peel Procedure 2021.
- Heller, K.; Colin, D.; Drechsler, K. Quantifying the Influence of Out-Time on Prepreg Material Properties and Out-Of-Plane Steering Defects During Automated Fiber Placement. Front. Mater. 2022, 9, 825809. [Google Scholar] [CrossRef]
- Wohl, C.; Palmieri, F.L.; Forghani, A.; Hickmott, C.; Bedayat, H.; Coxon, B.; Poursartip, A.; Grimsley, B. Tack Measurements of Prepreg Tape at Variable Temperature and Humidity. In Proceedings of the Composites and Advanced Materials Expo (CAMX 2017), Orlando, FL, USA, 11–14 September 2017. [Google Scholar]
- Smith, E.; Grubb, C.; Misasi, J.; Larson, N. Developing a Procedure for Prepreg Tack Characterization. In Proceedings of the CAMX 2019, Anaheim, CA, USA, 23–26 September 2019; NA SAMPE 2019; pp. 23–26. [Google Scholar]
- ASTM D3167-10; Test Method for Floating Roller Peel Resistance of Adhesives. ASTM: West Conshohocken, PA, USA, 2017.
- Raetzke, K.; Shaikh, M.Q.; Faupel, F.; Noeske, P.-L.M. Shelf Stability of Reactive Adhesive Formulations: A Case Study for Dicyandiamide-Cured Epoxy Systems. Int. J. Adhes. Adhes. 2010, 30, 105–110. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Year/Period | Key Activity/Event | Ref. |
|---|---|---|
| 1960s | Early development of automated tape layup (ATL) | [16,20] |
| 1970s | Commercial application of ATL | [16,20] |
| 1971 | A Computer Numeric Control (CNC) was developed to laminate composite tape onto a rotatable base-plate | [16] |
| 1974 | Development of an automated rotatable head for complex part manufacturing | [16,21] |
| 1980 | Initialization of the manual layup of prepregs | [16,22] |
| Early 1980s | Further development and improvement of ATL technique | [17,18,19] |
| 1990s | Introduction of tape heating to overcome the defects occurred during the complex laminate layups and control the tack in large parts | [16] |
| 1991 | Introduction of irradiation heating for thermoplastic layup | [16,23] |
| Major Focus | Review Title | Ref. |
|---|---|---|
| Post-curing | A review of out-of-autoclave prepregs—material properties, process phenomena, and manufacturing considerations | [13] |
| A review on fabrication of thermoset prepreg composites using out-of-autoclave technology | [14] | |
| A review on the out-of-autoclave process for composite manufacturing | [24] | |
| Prepreg layup and defects | A review on the manufacturing defects of complex-shaped laminate in aircraft composite structures | [25] |
| Automated material handling in composite manufacturing using pick-and-place systems—a review | [26] | |
| Prospects and challenges of nanomaterial engineered prepregs for improving interlaminar properties of laminated composites––a review | [27] | |
| A mini review on manufacturing defects and performance assessments of complex shape prepreg-based composites | [28] | |
| Prepreg tack | Prepreg tack: A review of mechanisms, measurement, and manufacturing implication | [29] |
| Prepreg testing | Quality analysis and control strategies for epoxy resin and prepreg | [30] |
| Study | B-Staging Conditions | References |
|---|---|---|
| Development of in-house unidirectional carbon/epoxy prepregs and its characterization for aerospace applications | 9 h at room temperature | [37] |
| Development of a new structural prepreg: characterization of handling, drape, and tack properties | Varying the exposure time at room temperature | [65] |
| A novel custom-tailored epoxy prepreg formulation based on epoxy–amine dual-curable systems | Varying the amount of low-temperature curing agent | [66] |
| Influence of cure agent, treatment, and fiber content on the thermal behavior of a curaua/epoxy prepreg | 38 hr at room temperature | [67] |
| Poly(amidoamine) functionalized graphene oxide incorporated carbon/epoxy prepreg composites for enhanced electrical and thermal Properties | 30 min at 80 °C | [4] |
| Processing, thermal, and mechanical properties of composite laminates with natural fibers prepregs | 24 hr at room temperature | [68] |
| Tack of epoxy resin films for aerospace-grade prepregs: Influence of resin formulation, B-staging, and toughening | 15 min at 80 °C | [69] |
| Name | Chemical Structure | Physical Properties |
|---|---|---|
| DGEBA | 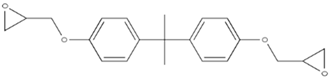 | * EEW = 183–188 g/mol Density = 1.17 g/cm3 |
| DETA |  | * HEW = 20.06 g/mol Molar mass = 103.17 g/mol |
| DICY | 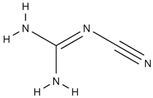 | * HEW = 12.05 g/mol Melting point = 208–211 °C |
| DIURON |  | Melting point = 158 °C Molar mass = 233.09 g/mol |
| Factor | Description |
|---|---|
| Resin viscosity | Epoxy resin flowability |
| Prepreg architecture | Impregnation level, tack enhancing resin layers, resin types, resin volume fraction, etc. |
| Fiber volume fraction | Fiber/resin ratio |
| Degree of cure | B-stage cure of resin |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Somarathna, Y.; Herath, M.; Epaarachchi, J.; Islam, M.M. Formulation of Epoxy Prepregs, Synthesization Parameters, and Resin Impregnation Approaches—A Comprehensive Review. Polymers 2024, 16, 3326. https://doi.org/10.3390/polym16233326
Somarathna Y, Herath M, Epaarachchi J, Islam MM. Formulation of Epoxy Prepregs, Synthesization Parameters, and Resin Impregnation Approaches—A Comprehensive Review. Polymers. 2024; 16(23):3326. https://doi.org/10.3390/polym16233326
Chicago/Turabian StyleSomarathna, Yashoda, Madhubhashitha Herath, Jayantha Epaarachchi, and Md Mainul Islam. 2024. "Formulation of Epoxy Prepregs, Synthesization Parameters, and Resin Impregnation Approaches—A Comprehensive Review" Polymers 16, no. 23: 3326. https://doi.org/10.3390/polym16233326
APA StyleSomarathna, Y., Herath, M., Epaarachchi, J., & Islam, M. M. (2024). Formulation of Epoxy Prepregs, Synthesization Parameters, and Resin Impregnation Approaches—A Comprehensive Review. Polymers, 16(23), 3326. https://doi.org/10.3390/polym16233326