

Characterization of the Anisotropic Electrical Properties of Additively Manufactured Structures Made from Electrically Conductive Composites by Material Extrusion


Abstract
1. Introduction
1.1. Material Extrusion
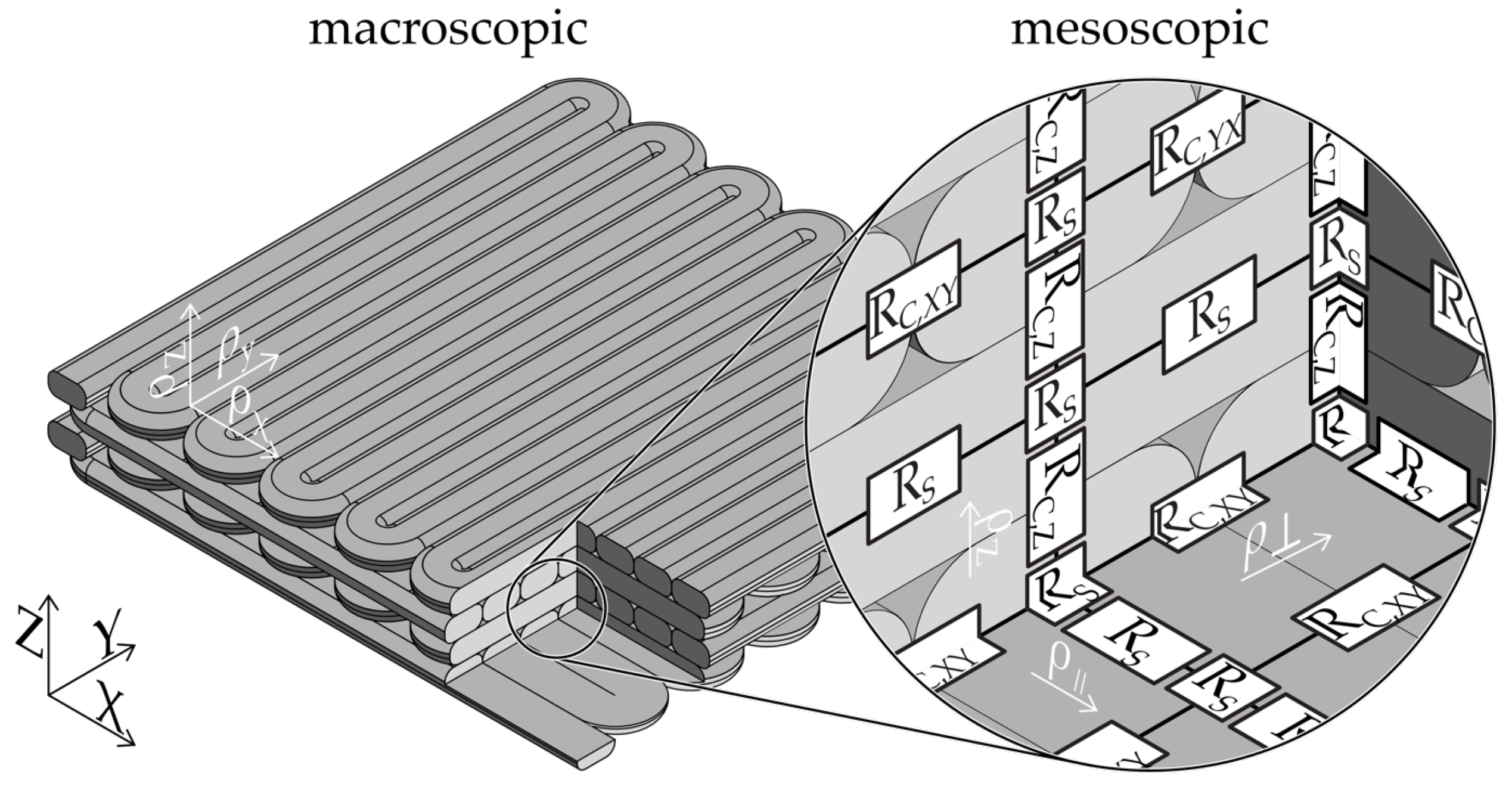
1.2. Resistivity in Context of Material Extrusion
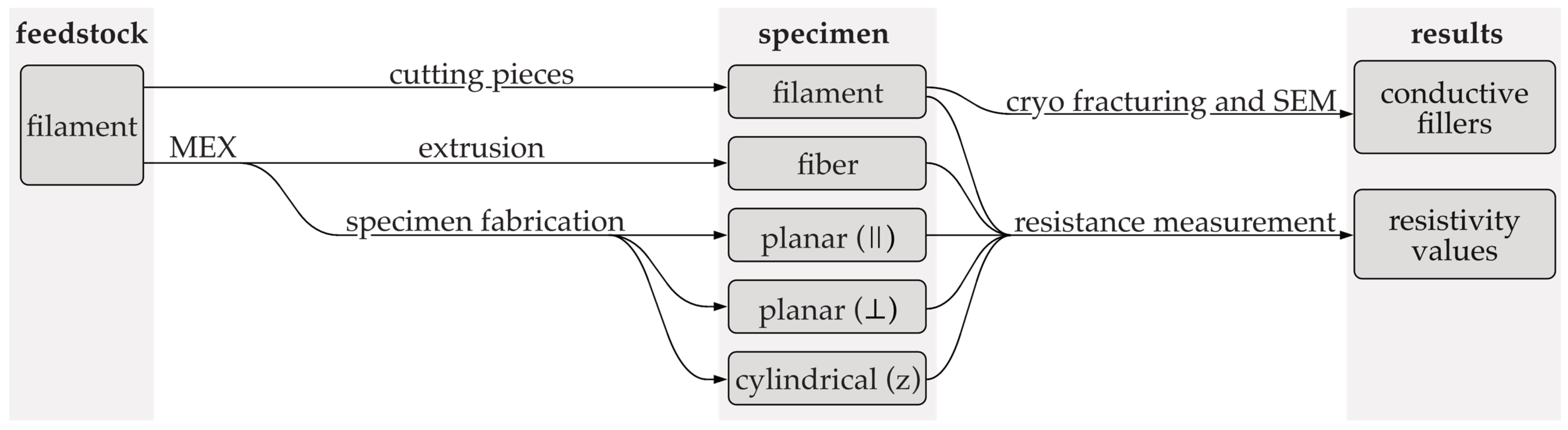
2. Materials and Methods
- Filament with a nominal diameter of 1.75 mm.
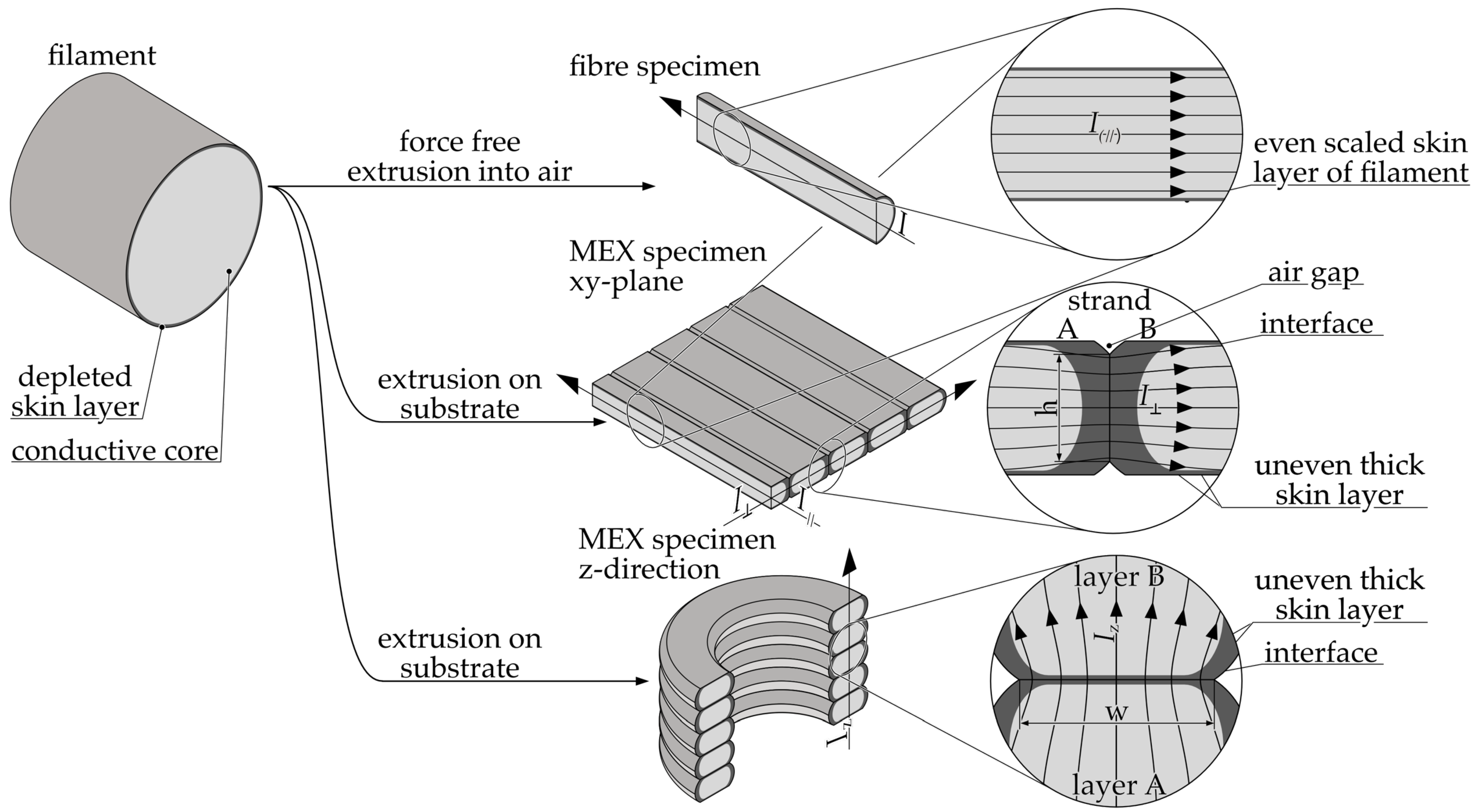
- Fibers with a nominal diameter of 400 µm extruded into the air with a MEX machine.
- Rectangular planar monolayer MEX specimen (60 × 24 × 0.2 mm) for the xy-plane.
- Cylindrical hollow single wall (⌀7.64 × 62) MEX specimen for the z-direction.
2.1. Conductive Polymer Composites for Material Extrusion
2.2. Scanning Electron Microscopy
2.3. Resistivity Measurement
2.3.1. Electrical Boundary Conditions for the Determination of Resistivity
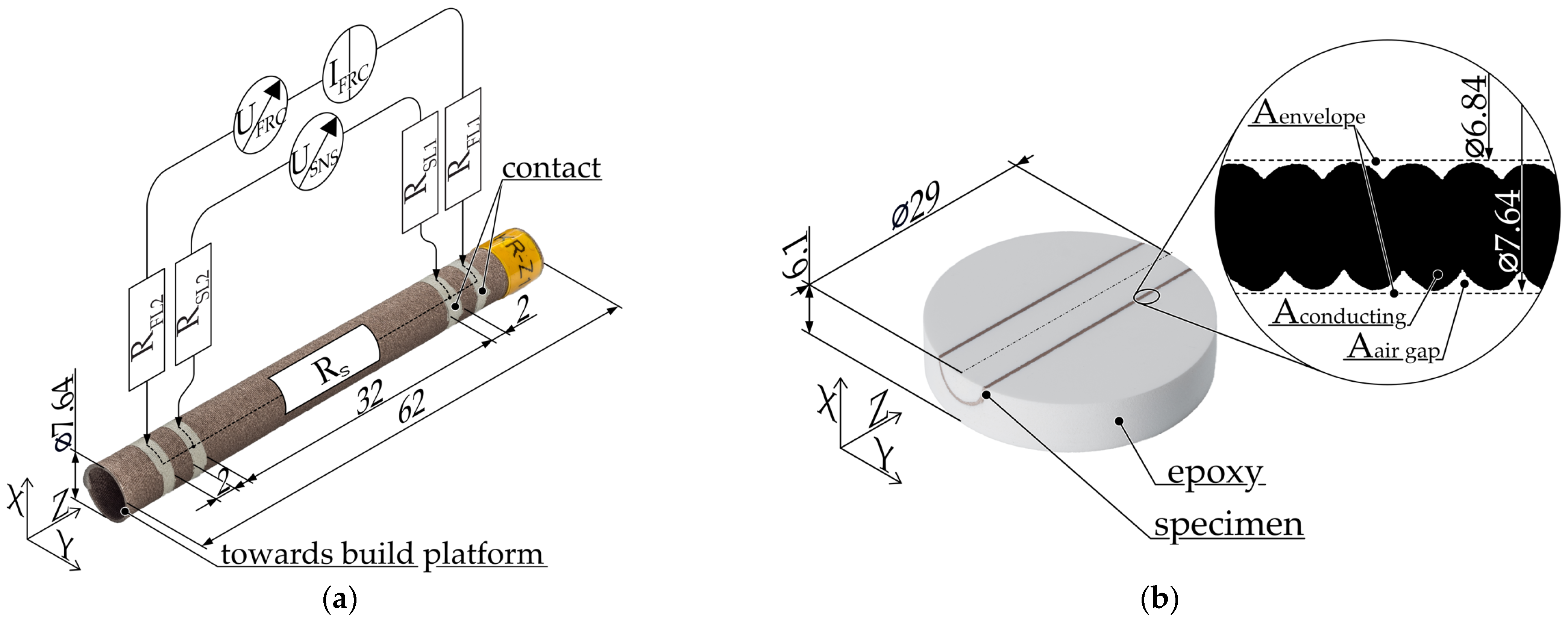
2.3.2. Specimen and Measurement Setup for Measuring the Resistivity of Filament
2.3.3. Specimen and Measurement Setup for Measuring Fiber Resistivity
2.3.4. Specimen and Measurement Setup for Measuring Planar MEX-Resistivity (xy)
2.3.5. Specimen and Measurement Setup for Measuring Layer MEX-Resistivity (z)
3. Results
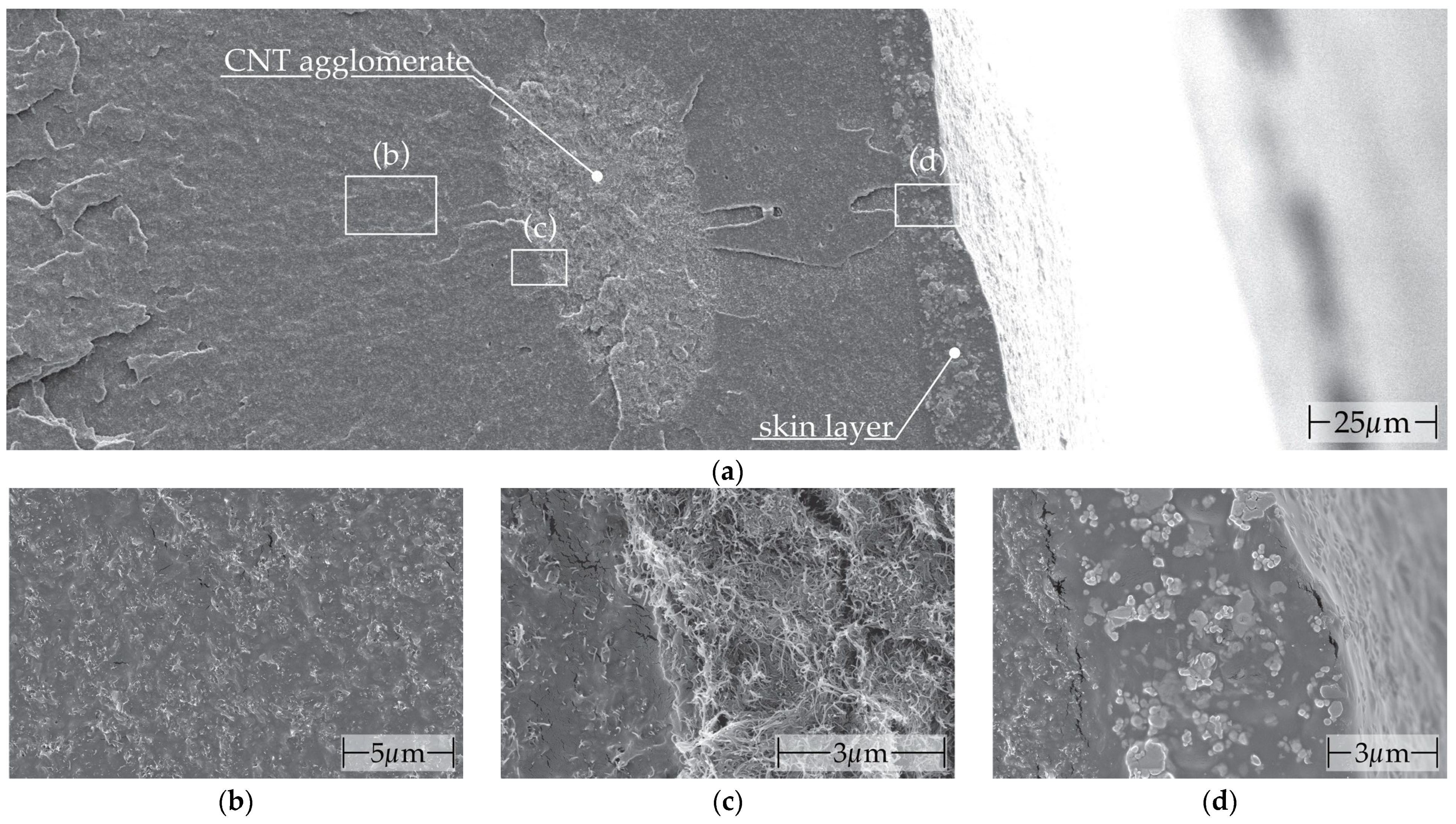
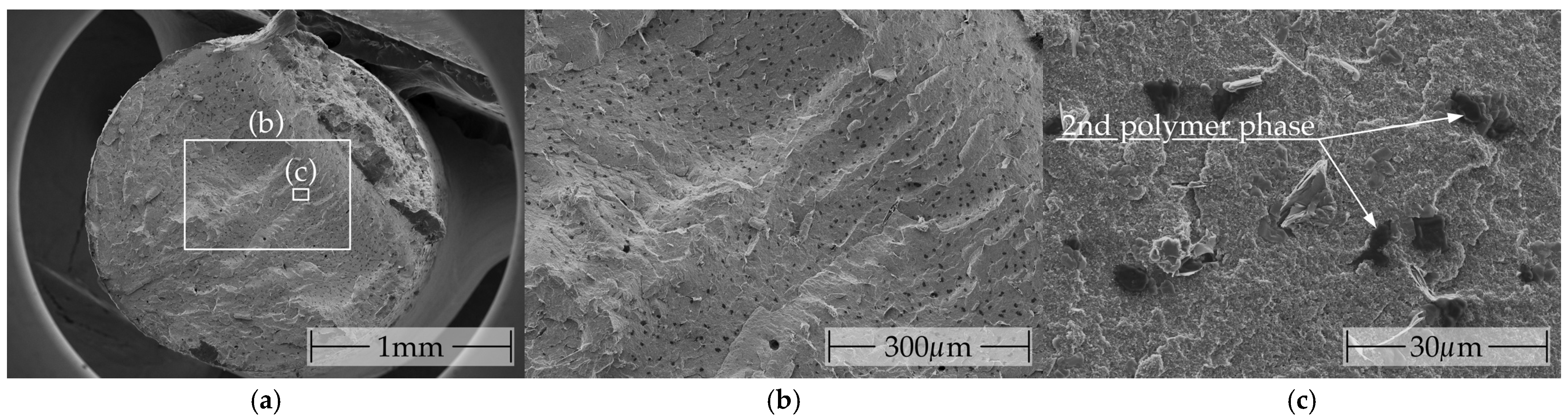
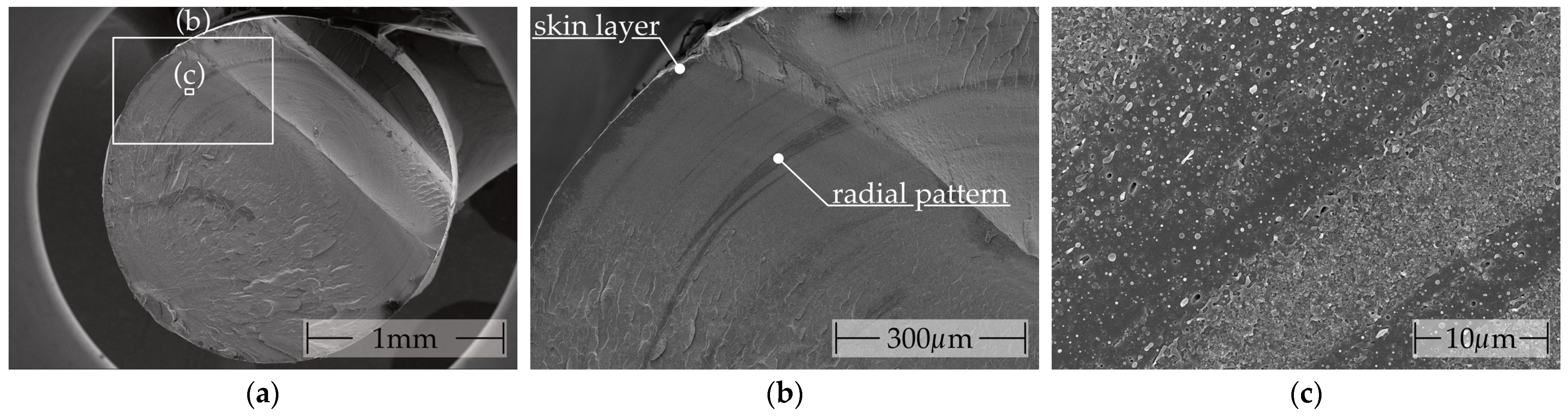
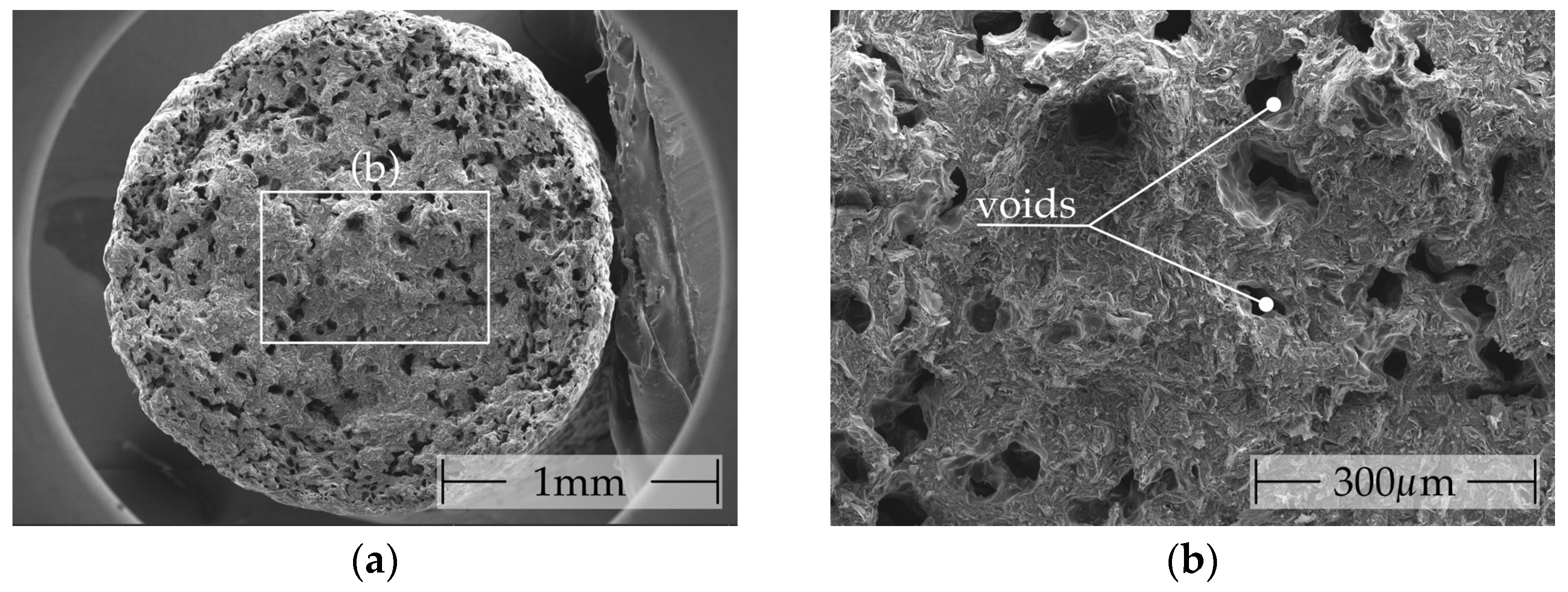
3.1. Filler Identification Using Scanning Electron Microscope Micrographs
3.2. Electrical Resistivity
4. Discussion
- Fibers are less conductive than filament.
- The MEX specimens exhibit lower conductivity than filament and fiber.
- The conductivity of MEX structures is highest along the strands.
- The conductivity of MEX structures in the z-direction is superior to that within the xy-plane perpendicular to the strand direction.
5. Conclusions
- Some filaments have a distinctly different composition and texture on the outside than on the inside.
- A significant number of composite materials utilizing graphene or CNTs as a conducting filler also employ CB, although this is not specified by the manufacturer.
- The conductivity of the composites is reduced by manufacturing MEX structures from filament.
- Composites with metallic conductive filler exhibit the highest conductivity, followed by those containing CNTs and graphene.
- Composites with high aspect ratio fillers exhibit a low standard deviation across all specimen types.
- The resistivity of MEX-structures shows the lowest standard deviation along the z-axis.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite Name | Extrusion Temperature [°C] | Build Plate Temp. [°C] | Speed [mm/s] | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Min. | Max. | Chosen | Min. | Max. | Chosen | Min. | Max. | Chosen | ||
| xy | z | |||||||||
| Multi3d Electrifi [65] | 140 | 160 | 140 2 | n.a. | n.a. | RT | 10 | 30 | 20 | 5 |
| BlackMagic Conductive [66] | 220 | 220 | 220 | 50 | 50 | 50 | 30 | 30 | 30 | 10 |
| Functionalize F-Electric™ [67] | 215 | 230 | 222 | RT | 70 | 40 | n.a. | n.a. | 30 | 10 |
| Amolen conductive PLA [68] | 220 | 250 | 235 | RT | 50 | 35 | 30 | 70 | 50 | 10 |
| Koltron G1 [69] | 260/280 1 | 285/295 1 | 287 | n.a./60 1 | 100/60 1 | 60 | 20 | 20 | 20 | 10 |
| Conductive Filaflex [70] | 245 | 250 | 250 2 | 50 | 60 | 55 | 20 | 20 | 20 | 10 |
| Ampere PLA [71] | 210 | 250 | 235 2 | 40 | 60 | 50 | 20 | 30 | 25 | 10 |
| Alfaohm [72] | 190 | 210 | 215 2 | RT | 50 | 60 2 | 10 | 50 | 30 | 10 |
| Fabbrix CNT [73] | 215 | 215 | 215 | 40/30 1 | 85/50 1 | 40 2 | 30/40 1 | 50/85 1 | 62 2 | 10 |
| Nylforce conductive [74] | 215 | 215 | 215 | 30 | 50 | 40 | 40 | 85 | 62 | 10 |
| Protopasta Conductive PLA [75] | 215/195 1 | 215/225 1 | 210 | 60 | 60 | 60 | 25 | 45 | 35 | 10 |
| 3dkonductive electroconduc. [76] | 200 | 230 | 215 | 60 | 70 | 65 | n.a. | 90 | 40 | 10 |
| FILI conductor [77] | 250 | 260 | 260 2 | n.a. | n.a. | RT | 40 | 40 | 40 | 10 |
| Eel 3D-Printer Filament [78] | 220 | 230 | 230 2 | RT | 45 | 32 | 15 | 20 | 15 | 10 |
| Composite Name | Resistivity ϱfila | Resistivity ϱfiber | Resistivity ϱ∥ | Resistivity ϱ⊥ | Resistivity ϱz | Normalised to Fiber [%] | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| MV ± SD [Ωcm] | SD [%] | MV ± SD [Ωcm] | SD [%] | MV ± SD [Ωcm] | SD [%] | MV ± SD [Ωcm] | SD [%] | MV ± SD [Ωcm] | SD [%] | |||||
| Multi3d Electrifi | 0.013 ± 7 × 10−4 | 5.38 | 0.013 ± 8 × 10−5 | 0.61 | 0.021 ± 0.003 | 14.2 | 0.048 ± 0.003 | 6.25 | 0.061 ± 0.008 | 13.11 | 99.24 | 160.3 | 366.4 | 465.6 |
| Functionalize F-Electric™ | 0.532 ± 0.015 | 2.81 | 0.761 ± 0.015 | 2.01 | 1.109 ± 0.112 | 10.0 | 3.863 ± 0.114 | 2.95 | 2.133 ± 0.088 | 4.12 | 69.84 | 145.5 | 507.0 | 280.0 |
| BlackMagic Conductive | 0.795 ± 0.052 | 6.54 | 0.832 ± 0.023 | 2.80 | 0.981 ± 0.032 | 3.26 | 4.707 ± 0.824 | 17.5 | 9.690 ± 1.311 | 13.52 | 95.51 | 117.8 | 565.4 | 1164 |
| Alfaohm | 1.70 ± 0.01 | 0.58 | 3.090 ± 0.035 | 1.14 | 3.614 ± 0.066 | 1.82 | 7.052 ± 0.248 | 3.51 | 6.631 ± 0.125 | 1.88 | 55.00 | 116.9 | 228.1 | 214.5 |
| Ampere PLA | 1.80 ± 0.03 | 1.66 | 2.015 ± 0.050 | 2.48 | 3.091 ± 0.263 | 8.50 | 4.606 ± 0.663 | 14.3 | 3.707 ± 0.064 | 1.72 | 89.30 | 153.3 | 228.5 | 183.9 |
| Fabbrix CNT | 1.80 ± 0.01 | 0.55 | 3.037 ± 0.049 | 1.62 | 4.543 ± 0.220 | 4.84 | 6.006 ± 0.494 | 8.22 | 5.720 ± 0.104 | 1.81 | 59.27 | 149.5 | 197.7 | 188.3 |
| Koltron G1 | 3.39 ± 0.01 | 0.29 | 3.238 ± 0.029 | 0.90 | 7.287 ± 0.299 | 4.10 | 10.09 ± 0.145 | 1.43 | 5.741 ± 0.041 | 0.71 | 104.6 | 225.0 | 311.5 | 177.2 |
| Nylforce conductive | 3.752 ± 0.033 | 0.87 | 4.179 ± 0.027 | 0.66 | 8.348 ± 0.701 | 8.39 | 11.07 ± 0.501 | 4.52 | 8.491 ± 0.164 | 1.93 | 89.76 | 199.7 | 264.8 | 203.1 |
| Protopasta conductive PLA | 6.53 ± 0.06 | 0.91 | 6.216 ± 0.014 | 0.22 | 11.69 ± 0.282 | 2.41 | 16.37 ± 0.385 | 2.35 | 8.005 ± 0.199 | 2.48 | 105.0 | 188.0 | 263.3 | 128.7 |
| Conductive Filaflex | 9.10 ± 0.20 | 2.19 | 20.18 ± 0.949 | 4.70 | 34.88 ± 6.637 | 19.0 | 53.25 ± 11.33 | 21.2 | 22.39 ± 2.593 | 11.57 | 45.08 | 172.7 | 263.8 | 110.9 |
| Eel 3D Printing Filament | 10.63 ± 0.14 | 1.31 | 19.84 ± 3.966 | 19.9 | 90.77 ± 27.92 | 30.7 | 91.96 ± 29.51 | 32.0 | 27.77 ± 7.859 | 28.29 | 53.57 | 457.4 | 463.4 | 140.0 |
| Amolen conductive PLA | 22.33 ± 0.15 | 0.67 | 25.59 ± 0.777 | 3.03 | 111.3 ± 9.880 | 8.87 | 320.3 ± 39.75 | 12.4 | 87.77 ± 13.56 | 15.45 | 87.24 | 434.8 | 1251 | 342.8 |
| 3dkonductive electroconductive | 48.18 ± 0.73 | 1.51 | 15.96 ± 1.277 | 7.99 | 172.5 ± 41.69 | 24.1 | 1216 ± 637.95 | 52.4 | 365.9 ± 97.35 | 26.59 | 301.7 | 1080 | 7616 | 2292 |
| FILI conductor TPU | 220.2 ± 49.9 | 22.6 | 35.78 ± 6.056 | 16.9 | 242.9 ± 51.47 | 21.1 | 685.9 ± 64.76 | 9.44 | 162.3 ± 12.57 | 7.745 | 615.4 | 678.8 | 1916 | 453.7 |

References
- Statista. Meistgenutzte 3D-Druck-Technologie 2022|Statista. Available online: https://de.statista.com/statistik/daten/studie/760408/umfrage/meistgenutzte-3d-druck-technologie/ (accessed on 1 October 2024).
- Gibson, I.; Rosen, D.W.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2021. [Google Scholar]
- Godec, D.; Gonzalez-Gutierrez, J.; Nordin, A.; Pei, E.; Alcázar, J.U. A Guide to Additive Manufacturing; Springer International Publishing AG: Berlin/Heidelberg, Germany, 2022. [Google Scholar]
- Han, D.; Lee, H. Recent advances in multi-material additive manufacturing: Methods and applications. Curr. Opin. Chem. Eng. 2020, 28, 158–166. [Google Scholar] [CrossRef]
- Espalin, D.; Ramirez, J.; Medina, F.; Wicker, R. International Solid Freeform Fabrication Symposium. In Proceedings of the 23rd Annual International Solid Freeform Fabrication Symposium: An Additive Manufacturing Conference, Austin, TX, USA, 6–8 August 2012; pp. 828–835. [Google Scholar]
- Goutier, M.; Hilbig, K.; Vietor, T.; Böl, M. Process Parameters and Geometry Effects on Piezoresistivity in Additively Manufactured Polymer Sensors. Polymers 2023, 15, 2159. [Google Scholar] [CrossRef] [PubMed]
- Huang, P.; Xia, Z.; Cui, S. 3D printing of carbon fiber-filled conductive silicon rubber. Mater. Des. 2018, 142, 11–21. [Google Scholar] [CrossRef]
- Wang, Z.; Luan, C.; Liao, G.; Yao, X.; Fu, J. Mechanical and self-monitoring behaviors of 3D printing smart continuous carbon fiber-thermoplastic lattice truss sandwich structure. Compos. Part B Eng. 2019, 176, 107215. [Google Scholar] [CrossRef]
- Watschke, H.; Goutier, M.; Heubach, J.; Vietor, T.; Leichsenring, K.; Böl, M. Novel Resistive Sensor Design Utilizing the Geometric Freedom of Additive Manufacturing. Appl. Sci. 2021, 11, 113. [Google Scholar] [CrossRef]
- Heitkamp, T.; Goutier, M.; Hilbig, K.; Girnth, S.; Waldt, N.; Klawitter, G.; Vietor, T. Parametric study of piezoresistive structures in continuous fiber reinforced additive manufacturing. Compos. Part C Open Access 2024, 13, 100431. [Google Scholar] [CrossRef]
- Mousavi, S.; Howard, D.; Zhang, F.; Leng, J.; Wang, C.H. Direct 3D Printing of Highly Anisotropic, Flexible, Constriction-Resistive Sensors for Multidirectional Proprioception in Soft Robots. ACS Appl. Mater. Interfaces 2020, 12, 15631–15643. [Google Scholar] [CrossRef]
- Elgeneidy, K.; Neumann, G.; Jackson, M.; Lohse, N. Directly Printable Flexible Strain Sensors for Bending and Contact Feedback of Soft Actuators. Front. Robot. AI 2018, 5, 323534. [Google Scholar] [CrossRef]
- Christ, J.F.; Aliheidari, N.; Pötschke, P.; Ameli, A. Bidirectional and Stretchable Piezoresistive Sensors Enabled by Multimaterial 3D Printing of Carbon Nanotube/Thermoplastic Polyurethane Nanocomposites. Polymers 2019, 11, 11. [Google Scholar] [CrossRef]
- Hohimer, C.J.; Petrossian, G.; Ameli, A.; Mo, G.; Pötschke, P. 3D printed conductive thermoplastic polyurethane/carbon nanotube composites for capacitive and piezoresistive sensing in soft pneumatic actuators. Addit. Manuf. 2020, 34, 101281. [Google Scholar] [CrossRef]
- Kwok, S.W.; Goh, K.H.; Tan, Z.D.; Tan, S.T.; Tjiu, W.W.; Soh, J.Y.; Ng, Z.J.; Chan, Y.Z.; Hui, H.K.; Goh, K.E. Electrically conductive filament for 3D-printed circuits and sensors. Appl. Mater. Today 2017, 9, 167–175. [Google Scholar] [CrossRef]
- Jonkers, H.; Kosmas, D.; Schmitz, J.; Krijnen, G. Thermal resistivity of FFF printed carbon black doped polymers. In Proceedings of the 2023 IEEE International Conference on Flexible and Printable Sensors and Systems (FLEPS), Boston, MA, USA, 9–12 July 2023. [Google Scholar] [CrossRef]
- Stano, G.; Di Nisio, A.; Lanzolla, A.M.; Ragolia, M.; Percoco, G. Fused filament fabrication of commercial conductive filaments: Experimental study on the process parameters aimed at the minimization, repeatability and thermal characterization of electrical resistance. Int. J. Adv. Manuf. Technol. 2020, 111, 2971–2986. [Google Scholar] [CrossRef]
- Daniel, F.; Patoary, N.H.; Moore, A.L.; Weiss, L.; Radadia, A.D. Temperature-dependent electrical resistance of conductive polylactic acid filament for fused deposition modeling. Int. J. Adv. Manuf. Technol. 2018, 99, 1215–1224. [Google Scholar] [CrossRef]
- Ragolia, M.A.; Di Nisio, A.; Lanzolla, A.M.; Percoco, G.; Scarpetta, M.; Stano, G. Thermal Characterization of Electrical Resistance of 3D printed sensors. In Proceedings of the 2021 IEEE International Instrumentation and Measurement Technology Conference (I2MTC), Glasgow, UK, 17–20 May 2021; pp. 1–6. [Google Scholar]
- Wolterink, G.; Umrani, A.; Schouten, M.; Sanders, R.; Krijnen, G. 3D-Printed Calorimetric Flow Sensor. In Proceedings of the 2020 IEEE SENSORS, Rotterdam, The Netherlands, 25–28 October 2020; pp. 1–4. [Google Scholar]
- Watschke, H.; Hilbig, K.; Vietor, T. Design and characterization of electrically conductive structures additively manufactured by material extrusion. Appl. Sci. 2019, 9, 779. [Google Scholar] [CrossRef]
- Hilbig, K.; Nowka, M.; Redeker, J.; Watschke, H.; Friesen, V.; Duden, A.; Vietor, T. Data-driven design support for additively manufactured heating elements. Proc. Des. Soc. 2022, 2, 1391–1400. [Google Scholar] [CrossRef]
- Kim, H.; Lee, S. Characterization of electrical heating of graphene/PLA honeycomb structure composite manufactured by CFDM 3D printer. Fash. Text. 2020, 7, 8. [Google Scholar] [CrossRef]
- Nowka, M.; Hilbig, K.; Schulze, L.; Jung, E.; Vietor, T. Influence of process parameters in material extrusion on product properties using the example of the electrical resistivity of conductive polymer composites. Polymers 2023, 15, 4452. [Google Scholar] [CrossRef]
- Flowers, P.F.; Reyes, C.; Ye, S.; Kim, M.J.; Wiley, B.J. 3D printing electronic components and circuits with conductive thermoplastic filament. Addit. Manuf. 2017, 18, 156–163. [Google Scholar] [CrossRef]
- Reyes, C.; Somogyi, R.; Niu, S.; Cruz, M.A.; Yang, F.; Catenacci, M.J.; Rhodes, C.P.; Wiley, B.J. Three-Dimensional Printing of a Complete Lithium Ion Battery with Fused Filament Fabrication. ACS Appl. Energy Mater. 2018, 1, 5268–5279. [Google Scholar] [CrossRef]
- Sabato, A.; Nuñez, M.; Anelli, S.; Duque Sierra, C.; Gonzalez-Rosillo, J.C.; Torrell, M.; Pesce, A.; Accardo, G.; Casas-Cabanas, M.; López-Aranguren, P.; et al. 3D printing of self-supported solid electrolytes made of glass-derived Li_1.5Al_0.5Ge_1.5P_3O_12 for all-solid-state lithium-metal batteries. J. Mater. Chem. A 2023, 11, 13677–13686. [Google Scholar] [CrossRef]
- Tan, J.C.; Tan, M.C.; Low, H.Y.; Douarville-Blaise, J.P.; Matroja, R.; Charnace, H.G. 3D interfacial geometries for co-optimized capacitance and mechanical properties in multi-material printing. Mater. Today Proc. 2022, 70, 660–665. [Google Scholar] [CrossRef]
- Macdonald, E.; Salas, R.; Espalin, D.; Perez, M.; Aguilera, E.; Muse, D.; Wicker, R.B. 3D Printing for the Rapid Prototyping of Structural Electronics. IEEE Access 2014, 2, 234–242. [Google Scholar] [CrossRef]
- Gardner, J.M.; Sauti, G.; Kim, J.W.; Cano, R.J.; Wincheski, R.A.; Stelter, C.J.; Grimsley, B.W.; Working, D.C.; Siochi, E.J. 3-D printing of multifunctional carbon nanotube yarn reinforced components. Addit. Manuf. 2016, 12, 38–44. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, Y.; Li, Y.; Wang, Z.; Li, Y. Novel Variable-Stiffness Robotic Fingers with Built-In Position Feedback. Soft Robot. 2017, 4, 338–352. [Google Scholar] [CrossRef]
- Hampel, B.; Monshausen, S.; Schilling, M. Properties and applications of electrically conductivethermoplastics for additive manufacturing of sensors. Tech. Mess. 2017, 84, 593–599. [Google Scholar] [CrossRef]
- Gonçalves, J.; Lima, P.; Krause, B.; Pötschke, P.; Lafont, U.; Gomes, J.; Abreu, C.; Paiva, M.; Covas, J. Electrically Conductive Polyetheretherketone Nanocomposite Filaments: From Production to Fused Deposition Modeling. Polymers 2018, 10, 925. [Google Scholar] [CrossRef]
- Nassar, H.; Dahiya, R. Fused Deposition Modeling-Based 3D-Printed Electrical Interconnects and Circuits. Adv. Intell. Syst. 2021, 3, 2100102. [Google Scholar] [CrossRef]
- Podsiadły, B.; Matuszewski, P.; Skalski, A.; Słoma, M. Carbon Nanotube-Based Composite Filaments for 3D Printing of Structural and Conductive Elements. Appl. Sci. 2021, 11, 1272. [Google Scholar] [CrossRef]
- Podsiadły, B.; Skalski, A.; Wałpuski, B.; Walter, P.; Słoma, M. Electrically conductive acrylonitrile butadiene styrene(ABS)/copper composite filament for fused deposition modeling. In Proceedings of the Photonics Applications in Astronomy, Communications, Industry, and High-Energy Physics Experiments, Wilga, Poland, 26 May–4 June 2018; p. 115. [Google Scholar]
- Yang, L.; Chen, Y.; Wang, M.; Shi, S.; Jing, J. Fused Deposition Modeling 3D Printing of Novel Poly(vinyl alcohol)/Graphene Nanocomposite with Enhanced Mechanical and Electromagnetic Interference Shielding Properties. Ind. Eng. Chem. Res. 2020, 59, 8066–8077. [Google Scholar] [CrossRef]
- Kumar, N.; Jain, P.K.; Tandon, P.; Pandey, P.M. Additive manufacturing of flexible electrically conductive polymer composites via CNC-assisted fused layer modeling process. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 175. [Google Scholar] [CrossRef]
- Bajpai, A.; Jain, P.K. Investigation on 3D printing of graphene and multi-walled carbon nanotube mixed flexible electrically conductive parts using fused filament fabrication. J. Mater. Eng. Perform. 2022, 32, 6319–6328. [Google Scholar] [CrossRef]
- Sanchez, O.U.; Besharatloo, H.; Yus, J.; Sanchez-Herencia, A.J.; Ferrari, B. Material thermal extrusion of conductive 3D electrodes using highly loaded graphene and graphite colloidal feedstock. Addit. Manuf. 2023, 72, 103643. [Google Scholar] [CrossRef]
- Dul, S.; Fambri, L.; Pegoretti, A. Filaments production and fused deposition modelling of ABS/carbon nanotubes composites. Nanomaterials 2018, 8, 49. [Google Scholar] [CrossRef]
- Zhang, J.; Yang, B.; Fu, F.; You, F.; Dong, X.; Dai, M. Resistivity and its anisotropy characterization of 3D-printed acrylonitrile butadiene styrene copolymer (abs)/carbon black (CB) composites. Appl. Sci. 2017, 7, 20. [Google Scholar] [CrossRef]
- Masarra, N.-A.; Batistella, M.; Quantin, J.-C.; Regazzi, A.; Pucci, M.F.; El Hage, R.; Lopez-Cuesta, J.-M. Fabrication of PLA/PCL/Graphene Nanoplatelet (GNP) electrically conductive circuit using the fused filament fabrication (FFF) 3D printing technique. Materials 2022, 15, 762. [Google Scholar] [CrossRef] [PubMed]
- Zhang, D.; Chi, B.; Li, B.; Gao, Z.; Du, Y.; Guo, J.; Wei, J. Fabrication of highly conductive graphene flexible circuits by 3D printing. Synth. Met. 2016, 217, 79–86. [Google Scholar] [CrossRef]
- Georgopoulou, A.; Egloff, L.; Vanderborght, B.; Clemens, F. A sensorized soft pneumatic actuator fabricated with extrusion-based additive manufacturing. Actuators 2021, 10, 102. [Google Scholar] [CrossRef]
- Georgopoulou, A.; Clemens, F. Pellet-based fused deposition modeling for the development of Soft Compliant Robotic grippers with integrated sensing elements. Flex. Print. Electron. 2022, 7, 25010. [Google Scholar] [CrossRef]
- Spinelli, G.; Kotsilkova, R.; Ivanov, E.; Petrova-Doycheva, I.; Menseidov, D.; Georgiev, V.; Di Maio, R.; Silvestre, C. Effects of filament extrusion, 3D printing and hot-pressing on electrical and tensile properties of poly(lactic) acid composites filled with carbon nanotubes and graphene. Nanomaterials 2019, 10, 35. [Google Scholar] [CrossRef] [PubMed]
- Glogowsky, A.; Korger, M.; Rabe, M. Influence of print settings on conductivity of 3D printed elastomers with carbon-based fillers. Prog. Addit. Manuf. 2023, 9, 791–803. [Google Scholar] [CrossRef]
- Dembek, K.; Podsiadły, B.; Słoma, M. Influence of process parameters on the resistivity of 3D printed electrically conductive structures. Micromachines 2022, 13, 1203. [Google Scholar] [CrossRef]
- Barši Palmić, T.; Boltežar, M.; Slavič, J. Process parameters for FFF 3D-printed conductors for applications in sensors. Sensors 2020, 20, 4542. [Google Scholar] [CrossRef]
- Gao, H.; Meisel, N.A. (Eds.) Exploring the Manufacturability and Resistivity of Conductive Filament Used in Material Extrusion Additive Manufacturing; University of Texas: Austin, TX, USA, 2020. [Google Scholar]
- Truman, L.; Whitwam, E.; Nelson-Cheeseman, B.B.; Koerner, L.J. Conductive 3D printing: Resistivity dependence upon infill pattern and application to EMI shielding. J. Mater. Sci. Mater. Electron. 2020, 31, 14108–14117. [Google Scholar] [CrossRef]
- Stankevich, S.; Sevcenko, J.; Bulderberga, O.; Dutovs, A.; Erts, D.; Piskunovs, M.; Ivanovs, V.; Ivanov, V.; Aniskevich, A. Electrical Resistivity of 3D-Printed Polymer Elements. Polymers 2023, 15, 2988. [Google Scholar] [CrossRef]
- Kim, K.; Park, J.; Suh, J.H.; Kim, M.; Jeong, Y.; Park, I. 3D printing of multiaxial force sensors using carbon nanotube (CNT)/thermoplastic polyurethane (TPU) filaments. Sens. Actuators A Phys. 2017, 263, 493–500. [Google Scholar] [CrossRef]
- Dul, S.; Ecco, L.G.; Pegoretti, A.; Fambri, L. Graphene/carbon nanotube hybrid nanocomposites: Effect of compression molding and fused filament fabrication on properties. Polymers 2020, 12, 101. [Google Scholar] [CrossRef]
- Dijkshoorn, A.; Hamstra, T.; Sanders, R.; Stramigioli, S.; Krijnen, G. DC Electric Metamaterial Behavior in Fused Filament Fabrication Prints with Tuned Interfaces. IEEE J. Flex. Electron. 2024, 3, 72–81. [Google Scholar] [CrossRef]
- Lazarus, N.; Bedair, S.S. Creating 3D printed sensor systems with conductive composites. Smart Mater. Struct. 2020, 30, 15020. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2022-03; Additive Manufacturing-General Principles-Fundamentals and Vocabulary. Beuth Verlag GmbH: Berlin, Germany, 2022.
- Gebhardt, A. Generative Fertigungsverfahren Additive Manufacturing und 3D-Drucken für Prototyping—Tooling—Produktion; Carl Hanser Verlag: Munchen, Germany, 2016. [Google Scholar]
- Lachmayer, R.; Ehlers, T.; Lippert, R.B. Entwicklungsmethodik für die Additive Fertigung; Springer: Berlin/Heidelberg, Germany, 2022. [Google Scholar]
- Wolterink, G.; Sanders, R.; Krijnen, G. Thin, Flexible, Capacitive Force Sensors Based on Anisotropy in 3D-Printed Structures. In Proceedings of the 2018 IEEE SENSORS, New Delhi, India, 28–31 October 2018; pp. 1–4. [Google Scholar]
- Spahr, M.E.; Gilardi, R.; Bonacchi, D. Carbon Black for Electrically Conductive Polymer Applications. In Fillers for Polymer Applications; Rothon, R., Ed.; Springer International Publishing: Cham, Switzerland, 2017; pp. 375–400. ISBN 978-3-319-28117-9. [Google Scholar]
- Baur, E.; Brinkmann, S.; Osswald, T.A.; Rudolph, N.; Schmachtenberg, E. Saechtling Kunststoff Taschenbuch, 31st ed.; Carl Hanser Verlag: Munchen, Germany, 2012; ISBN 978-3-446-43442-4. [Google Scholar]
- Gilardi, R.; Bonacchi, D.; Spahr, M.E. Graphitic Carbon Powders for Polymer Applications. In Fillers for Polymer Applications; Rothon, R., Ed.; Springer International Publishing: Cham, Switzerland, 2017; pp. 401–424. ISBN 978-3-319-28117-9. [Google Scholar]
- Multi3D. Electrifi Conductive Filament; 140 Science Drive, Gross Hall, Room 230F Durham, NC 27708, USA. Available online: https://www.multi3dllc.com/product/electrifi/ (accessed on 28 January 2023).
- Graphene Laboratories, Inc. Black Magic 3D Conductive Graphene PLA Filament; Graphene Laboratories, Inc.: Ronkonkoma, NY, USA, 2020. [Google Scholar]
- Functionalize, Inc. Functionalize f-Electric PLA; Functionalize, Inc.: Seattle, WA, USA, 2019. [Google Scholar]
- Amolen. Electrically Conductive PLA Filament. Available online: https://amolen.com/collections/special-pla/products/amolen-3d-printer-filament-conductive-black-pla-filament-500g1-1lb (accessed on 17 October 2023).
- Add North AB. Technical Data Sheet Koltron; Torsgatan 48B, Stockholm, Schweden. 2019. Available online: https://storage.googleapis.com/addnorth-com.appspot.com/imgix/assets/production/Koltron_G1_TDS_-mHxpF.pdf (accessed on 28 January 2023).
- RECREUS INDUSTRIES, S.L. Technical Data Sheet CONDUCTIVE FILAFLEX. Polígono Industrial Finca Lacy, 03600, Elda (Alicante)—Spanien. 2022. Available online: https://drive.google.com/file/d/18f4p5Sg14WJBf_t6tECUJjvPg42lSkiR/view?usp=sharing (accessed on 13 October 2024).
- PPHU POLIGRAF. Karta charakterystyki AMPERE PLA. Available online: https://print-me.pl/wp-content/uploads/2020/03/Ampere_PLA-1.pdf (accessed on 10 May 2023).
- Ciceri de Mondel, S.r.l.; a Socio Unico. Technical Data Sheet ALFAOHM. FVia Galvani 13, 20080 Ozzero (MI), Spanien. 2019. Available online: https://www.filoalfa3d.com/img/cms/MSDS%20&%20TDS/TDS%20ALFAOHM%20Sept,%202019.pdf (accessed on 28 January 2023).
- Fabbrix 3D-Printingsolutions. Technical Data Sheet Fabbrix CNT. Piazza Amenduni 6, 70037, Ruvo di Puglia, Italien. 2019. Available online: https://www.fabbrix.com/download/datasheet_fabbrix_cnt.pdf (accessed on 16 September 2024).
- Fiberforce. Technical Data Sheet Nylforce CNT Conductive. Available online: http://www.fiberforce.it/wp-content/uploads/2019/07/TDS_NYLFORCE-CONDUCTIVE-Fiber-Force.pdf (accessed on 19 August 2024).
- Protoplant, Inc. Technical Data Sheet Proto-pasta, 12001 NE 60th Way, B-2 Vancouver, WA 98682, USA. Available online: https://cdn.shopify.com/s/files/1/0717/9095/files/TDS__Conductive_PLA_1.0.1.pdf (accessed on 28 January 2023).
- 3dk Trading GmbH. 3dkonductive—Electroconductive; Mariendorfer Damm 1, 12099 Berlin, Germany. Available online: https://3dk.berlin/en/special/169-3dkonductive.html (accessed on 28 January 2023).
- AIMPLAS Instituto Tecnológico del Plástico. TECHNICAL DATA SHEET Fili by Aimplas; Plastics Technology Centre, Carrer de Gustave Eiffel, 4, 46980 Paterna, Valencia, Spanien. Available online: https://filament2print.com/de/index.php?controller=attachment&id_attachment=1195 (accessed on 2 February 2023).
- Fenner, Inc. NinjaTek Safety Data Sheet Eel 3D Printing Filament; C/El Envelope, F13-F14, Pol. Ind. Finca Lacy 03600, Elda (Alicante), Spanien. 2018. Available online: https://ninjatek.com/wp-content/uploads/SDS_EEL.pdf (accessed on 31 January 2023).
- Paz, R.; Moriche, R.; Garcia, J. Influence of manufacturing parameters and post processing on the electrical conductivity of extrusion-based 3D printed nanocomposite parts. Polymers 2020, 12, 733. [Google Scholar] [CrossRef] [PubMed]
- ISO 3915:2022-05; Plastics-Measurement of Resistivity of Conductive Plastics. Beuth Verlag GmbH: Berlin, Germany, 2022.
- Yang, L.; Li, S.; Zhou, X.; Liu, J.; Li, Y.; Yang, M.; Yuan, Q.; Zhang, W. Effects of carbon nanotube on the thermal, mechanical, and electrical properties of PLA/CNT printed parts in the FDM process. Synth. Met. 2019, 253, 122–130. [Google Scholar] [CrossRef]
- Daniel, F.; Gleadall, A.; Radadia, A.D. Influence of interface in electrical properties of 3D printed structures. Addit. Manuf. 2021, 46, 102206. [Google Scholar] [CrossRef] [PubMed]
- Gkourmpis, T. Electrically conductive polymer nanocomposites. In Controlling the Morphology of Polymers; Mitchell, G.R., Tojeira, A., Eds.; Springer: Cham, Switzerland, 2016; pp. 209–236. ISBN 978-3-319-39320-9. [Google Scholar]
- Oxfall, H.; Ariu, G.; Gkourmpis, T.; Rychwalski, R.W.; Rigdahl, M. Effect of carbon black on electrical and rheological properties of graphite nanoplatelets/poly(ethylene-butyl acrylate) composites. Express Polym. Lett. 2015, 9, 66–76. [Google Scholar] [CrossRef]
- Fan, Z.; Zheng, C.; Wei, T.; Zhang, Y.; Luo, G. Effect of carbon black on electrical property of graphite nanoplatelets/epoxy resin composites. Polym. Eng. Sci. 2009, 49, 2041–2045. [Google Scholar] [CrossRef]
- Wen, M.; Sun, X.; Su, L.; Shen, J.; Li, J.; Guo, S. The electrical conductivity of carbon nanotube/carbon black/polypropylene composites prepared through multistage stretching extrusion. Polymer 2012, 53, 1602–1610. [Google Scholar] [CrossRef]
- He, S.; Zhai, S.; Zhang, C.; Xue, Y.; Yang, W.; Lin, J. Effect of Sulfonation Degree and PVDF Content on the Structure and Transport Properties of SPEEK/PVDF Blend Membranes. Polymers 2019, 11, 676. [Google Scholar] [CrossRef]
- Contreras-Naranjo, J.E.; Perez-Gonzalez, V.H.; Mata-Gómez, M.A.; Aguilar, O. 3D-printed hybrid-carbon-based electrodes for electroanalytical sensing applications. Electrochem. Commun. 2021, 130, 107098. [Google Scholar] [CrossRef]
- Sanatgar, R.H.; Cayla, A.; Campagne, C.; Nierstrasz, V. Morphological and electrical characterization of conductive polylactic acid based nanocomposite before and after FDM 3D printing. J. Appl. Polym. Sci. 2018, 136, 47040. [Google Scholar] [CrossRef]
- Patanwala, H.; Hong, D.; Vora, S.; Bognet, B.; Ma, A. The microstructure and mechanical properties of 3D printed carbon nanotube-polylactic acid composites. Polym. Compos. 2017, 39, 1060–1071. [Google Scholar] [CrossRef]
- Abdalla, A.; Hamzah, H.H.; Keattch, O.; Covill, D.; Patel, B.A. Augmentation of conductive pathways in carbon black/PLA 3D-printed electrodes achieved through varying printing parameters. Electrochim. Acta 2020, 354, 136618. [Google Scholar] [CrossRef]
- Sukindar, N.A.; Ariffin, M.K.A.; Baharudin, B.T.H.T.; Jaafar, C.N.A.; Ismail, M.I.S. Analyzing the effect of nozzle diameter in fused deposition modeling for extruding polylactic acid using open source 3D printing. J. Teknol. 2016, 78, 7–15. [Google Scholar] [CrossRef]
- Coogan, T.; Kazmer, D. Bond and part strength in fused deposition modeling. Rapid Prototyp. J. 2017, 23, 414–422. [Google Scholar] [CrossRef]
- Kunz, K.; Krause, B.; Kretzschmar, B.; Juhasz, L.; Kobsch, O.; Jenschke, W.; Ullrich, M.; Pötschke, P. Direction Dependent Electrical Conductivity of Polymer/Carbon Filler Composites. Polymers 2019, 11, 591. [Google Scholar] [CrossRef] [PubMed]
- Galos, J.; Hu, Y.; Ravindran, A.R.; Ladani, R.B.; Mouritz, A.P. Electrical properties of 3D printed continuous carbon fibre composites made using the FDM process. Compos. Part A Appl. Sci. Manuf. 2021, 151, 106661. [Google Scholar] [CrossRef]
- Jeong, D.I.; Jain, A.; Oh, D.W. Increasing perpendicular alignment in extruded filament by an orifice embedded 3D printing nozzle. Virtual Phys. Prototyp. 2022, 17, 1–18. [Google Scholar] [CrossRef]
- Dorigato, A.; Moretti, V.; Dul, S.; Unterberger, S.H.; Pegoretti, A. Electrically conductive nanocomposites for fused deposition modelling. Synth. Met. 2017, 226, 7–14. [Google Scholar] [CrossRef]
- Roth, S.; Mair, H.J. Elektrisch Leitende Kunststoffe; C. Hanser Verlag: Munchen, Germany, 1989. [Google Scholar]






| Composite Name | Matrix Polymer | Fillers | Concentration [% wt] | Resistivity [Ω·cm] |
|---|---|---|---|---|
| Multi3d Electrifi [65] | PCL | CuP | >1 | 0.006 |
| BlackMagic Conductive [66] | PLA | G CF | 30–40 10 | 0.6 |
| Functionalize F-Electric™ [67] | PLA | CNT | n.a. | 0.75 |
| Amolen conductive PLA [68] | PLA | n.a. | n.a. | 1.42 |
| Koltron G1 [69] | PVDF | G | <10 | 2 |
| Conductive Filaflex [70] | TPU | CB | n.a. | 3.9 |
| Ampere PLA [71] | PLA | CNT | n.a. | 4 |
| Alfaohm [72] | PLA | CNT, CB | n.a. | 15 (xy)/20 (z) |
| Fabbrix CNT [73] | n.a. | CNT | n.a. | n.a. |
| Nylforce conductive [74] | PLA | n.a. | n.a. | n.a. |
| Protopasta Conductive PLA [75] | PLA | CB | <21.43 | 30 (xy)/115 (z) |
| 3dkonductive electroconductive [76] | PLA/TPU | CB | n.a. | 24 |
| FILI conductor [77] | TPU | n.a. | n.a. | 27.44 |
| Eel 3D-Printer Filament [78] | TPU | CB | <18 | 1500 |
| Composite Name | Extrusion Temperature [° C] | Build Plate Temperature [° C] | Speed for Planar Specimen [mm/s] | Speed for z-Specimen [mm/s] | Electrical Bonding Agent |
|---|---|---|---|---|---|
| Multi3d Electrifi [65] | 140 | RT | 20 | 5 | EMS#12640 |
| BlackMagic Conductive [66] | 220 | 50 | 30 | 10 | EMS#12640 |
| Functionalize F-Electric™ [67] | 222 | 40 | 30 | 10 | EMS#12640 |
| Amolen conductive PLA [68] | 235 | RT | 35 | 10 | EMS#12640 1,2, 8331D-14G 3 |
| Koltron G1 [69] | 287 | 60 | 15 | 10 | EMS#12640 1,2, 8331D-14G 3 |
| Conductive Filaflex [70] | 250 | 55 | 20 | 10 | EMS#12640 |
| Ampere PLA [71] | 235 | 50 | 25 | 10 | EMS#12640 |
| Alfaohm [72] | 215 | 60 | 30 | 10 | EMS#12640 |
| Fabbrix CNT [73] | 215 | 40 | 62 | 10 | EMS#12640 |
| Nylforce conductive [74] | 215 | 40 | 62 | 10 | EMS#12640 |
| Protopasta Conductive PLA [75] | 210 | 60 | 35 | 10 | EMS#12640 |
| 3dkonductive electroconductive [76] | 215 | 65 | 40 | 10 | EMS#12640 |
| FILI conductor [77] | 260 | RT | 40 | 10 | EMS#12640 |
| Eel 3D-Printer Filament [78] | 230 | 32 | 15 | 10 | None 2, EMS#12640 1,3 |
| Composite Name | Fillers according to Manufacturer | Additionally Discovered Fillers |
|---|---|---|
| Multi3d Electrifi [65] | CuP | none |
| BlackMagic Conductive [66] | graphene, CF | CB |
| Functionalize F-Electric™ [67] | CNT | (Gr) |
| Amolen conductive PLA [68] | n.a. | CB |
| Koltron G1 [69] | G | none |
| Conductive Filaflex [70] | CB | none |
| Ampere PLA [71] | CNT | CB, Gr |
| ALFAOHM [72] | CNT, CB | Gr |
| Fabbrix CNT [73] | CNT | CB, Gr |
| Nylforce conductive [74] | CNT | CB, Gr |
| Protopasta Conductive PLA [75] | CB | none |
| 3dkonductive electroconductive [76] | CB | none |
| FILI conductor [77] | n.a. | Gr |
| Eel 3D-Printer Filament [78] | CB | none |
| Composite Name | Resistivity according to Manufacturer [Ωcm] | Resistivity of Filament [Ωcm] | Resistivity of Fiber [Ωcm] | Resistivity ϱ∥ [Ωcm] | Resistivity ϱ⊥ [Ωcm] | Resistivity ϱz [Ωcm] |
|---|---|---|---|---|---|---|
| Multi3d Electrifi | 0.006 [65] | 0.013 ± 7 × 10−4 | 0.013 ± 8 × 10−5 | 0.021 ± 0.003 | 0.048 ± 0.003 | 0.061 ± 0.008 |
| BlackMagic Conductive | 0.6 [66] | 0.795 ± 0.052 | 0.832 ± 0.023 | 0.981 ± 0.032 | 4.707 ± 0.824 | 9.690 ± 1.311 |
| Functionalize F-Electric™ | 0.75 [67] | 0.532 ± 0.015 | 0.761 ± 0.015 | 1.109 ± 0.112 | 3.863 ± 0.114 | 2.133 ± 0.088 |
| Amolen conductive PLA | 1.42 [68] | 22.33 ± 0.15 | 25.59 ± 0.777 | 111.3 ± 9.880 | 320.3 ± 39.75 | 87.77 ± 13.56 |
| Koltron G1 | 2 [69] | 3.39 ± 0.01 | 3.238 ± 0.029 | 7.287 ± 0.299 | 10.09 ± 0.145 | 5.741 ± 0.104 |
| Conductive Filaflex | 3.9 [70] | 9.10 ± 0.20 | 20.18 ± 0.949 | 34.88 ± 6.637 | 53.25 ± 11.33 | 22.39 ± 2.593 |
| Ampere PLA | 4 [71] | 1.80 ± 0.03 | 2.015 ± 0.050 | 3.091 ± 0.263 | 4.606 ± 0.663 | 3.707 ± 0.064 |
| Alfaohm | 15(xy)/20(z) [72] | 1.70 ± 0.01 | 3.090 ± 0.035 | 3.614 ± 0.066 | 7.052 ± 0.248 | 6.631 ± 0.125 |
| Fabbrix CNT | n.a. | 1.80 ± 0.01 | 3.037 ± 0.049 | 4.543 ± 0.220 | 6.006 ± 0.494 | 5.720 ± 0.014 |
| Nylforce conductive | n.a. | 3.752 ± 0.033 | 4.179 ± 0.028 | 8.348 ± 0.701 | 11.07 ± 0.501 | 8.491 ± 0.164 |
| Protopasta conductive PLA | 30(xy)/115(z) [75] | 6.53 ± 0.06 | 6.216 ± 0.014 | 11.69 ± 0.282 | 16.37 ± 0.385 | 8.005 ± 0.199 |
| 3dkon. electroconductive | 24 [76] | 48.18 ± 0.73 | 15.96 ± 1.277 | 172.5 ± 41.69 | 1216 ± 637.9 | 365.9 ± 97.35 |
| FILI conductor | 27.44 [77] | 220.2 ± 49.9 | 35.78 ± 6.056 | 242.9 ± 51.47 | 685.9 ± 64.76 | 162.3 ± 12.58 |
| Eel 3D Printer Filament | 1500 [78] | 10.63 ± 0.14 | 19.84 ± 3.966 | 90.77 ± 27.92 | 91.96 ± 29.51 | 27.78 ± 7.859 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nowka, M.; Ruge, K.; Schulze, L.; Hilbig, K.; Vietor, T. Characterization of the Anisotropic Electrical Properties of Additively Manufactured Structures Made from Electrically Conductive Composites by Material Extrusion. Polymers 2024, 16, 2891. https://doi.org/10.3390/polym16202891
Nowka M, Ruge K, Schulze L, Hilbig K, Vietor T. Characterization of the Anisotropic Electrical Properties of Additively Manufactured Structures Made from Electrically Conductive Composites by Material Extrusion. Polymers. 2024; 16(20):2891. https://doi.org/10.3390/polym16202891
Chicago/Turabian StyleNowka, Maximilian, Katja Ruge, Lukas Schulze, Karl Hilbig, and Thomas Vietor. 2024. "Characterization of the Anisotropic Electrical Properties of Additively Manufactured Structures Made from Electrically Conductive Composites by Material Extrusion" Polymers 16, no. 20: 2891. https://doi.org/10.3390/polym16202891
APA StyleNowka, M., Ruge, K., Schulze, L., Hilbig, K., & Vietor, T. (2024). Characterization of the Anisotropic Electrical Properties of Additively Manufactured Structures Made from Electrically Conductive Composites by Material Extrusion. Polymers, 16(20), 2891. https://doi.org/10.3390/polym16202891