
The Performance of Cellulose Composite Membranes and Their Application in Drinking Water Treatment

 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Instruments
2.2. Measurements of Water Quality Parameters
2.2.1. Turbidity
2.2.2. Total Hardness
2.2.3. Organic Matter
2.2.4. Membrane Fouling and Stability
2.2.5. Membrane Cleaning and Flux Recovery Rate
3. Results and Discussion
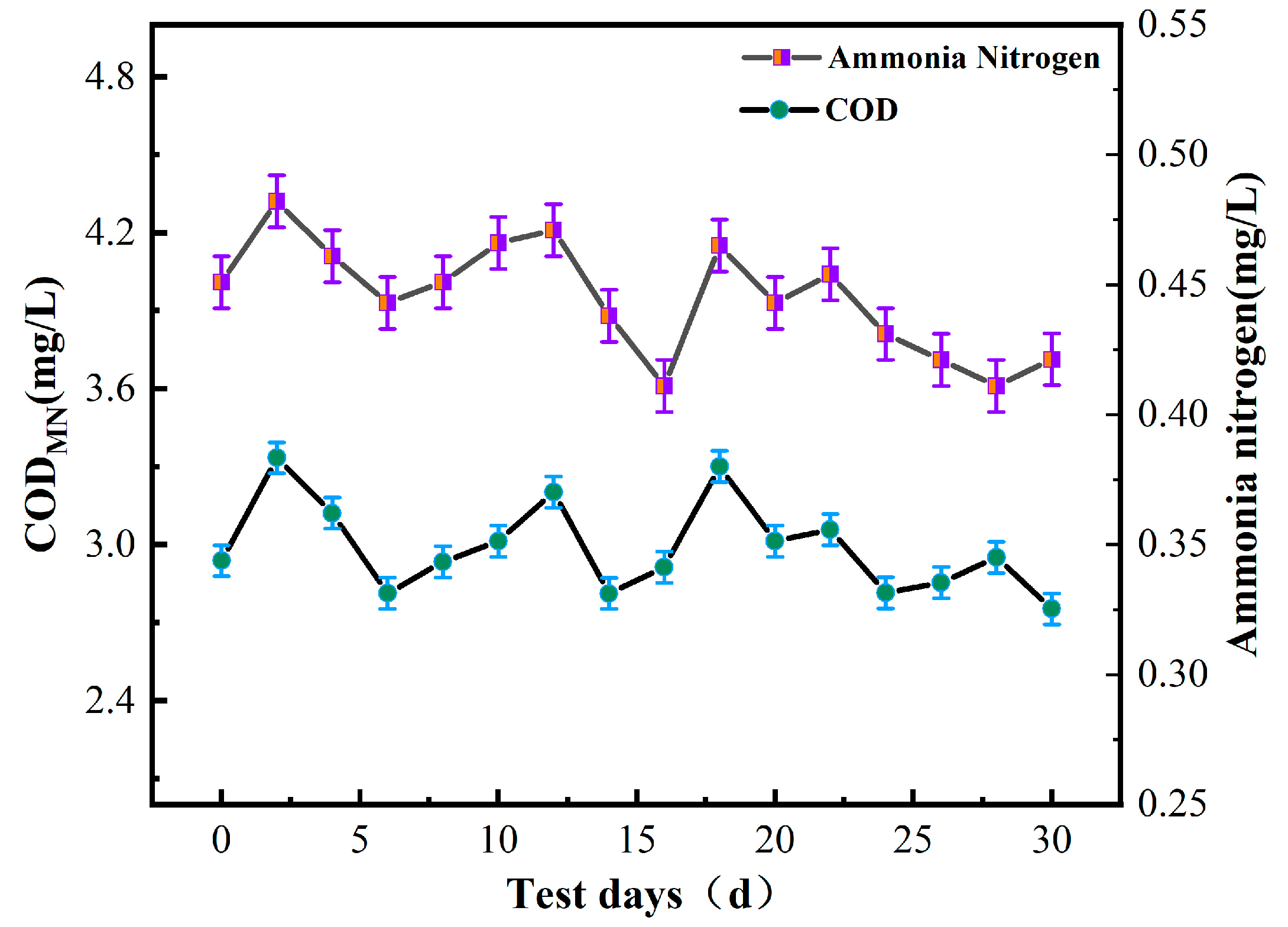
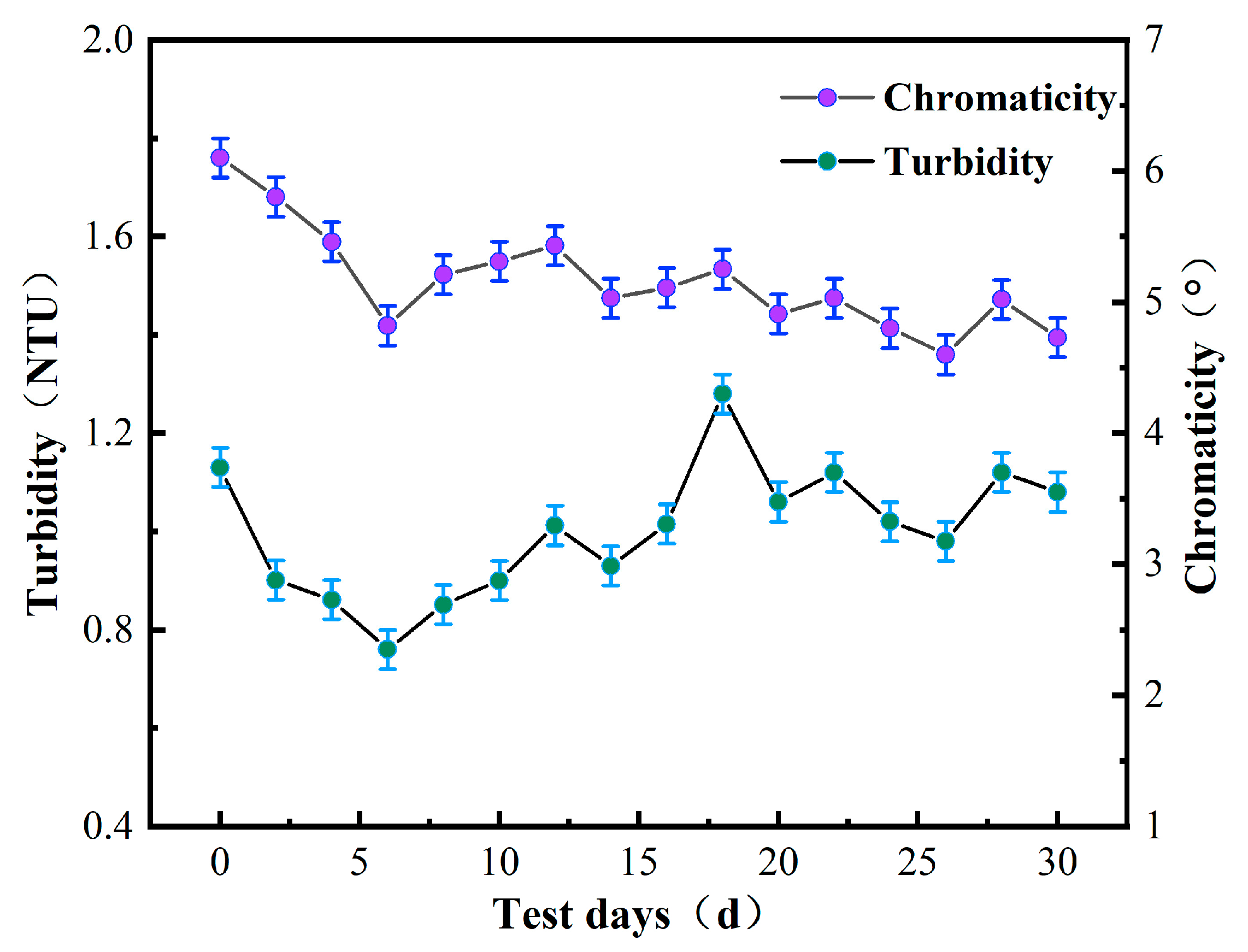
3.1. Raw Water Quality for Drinking Water
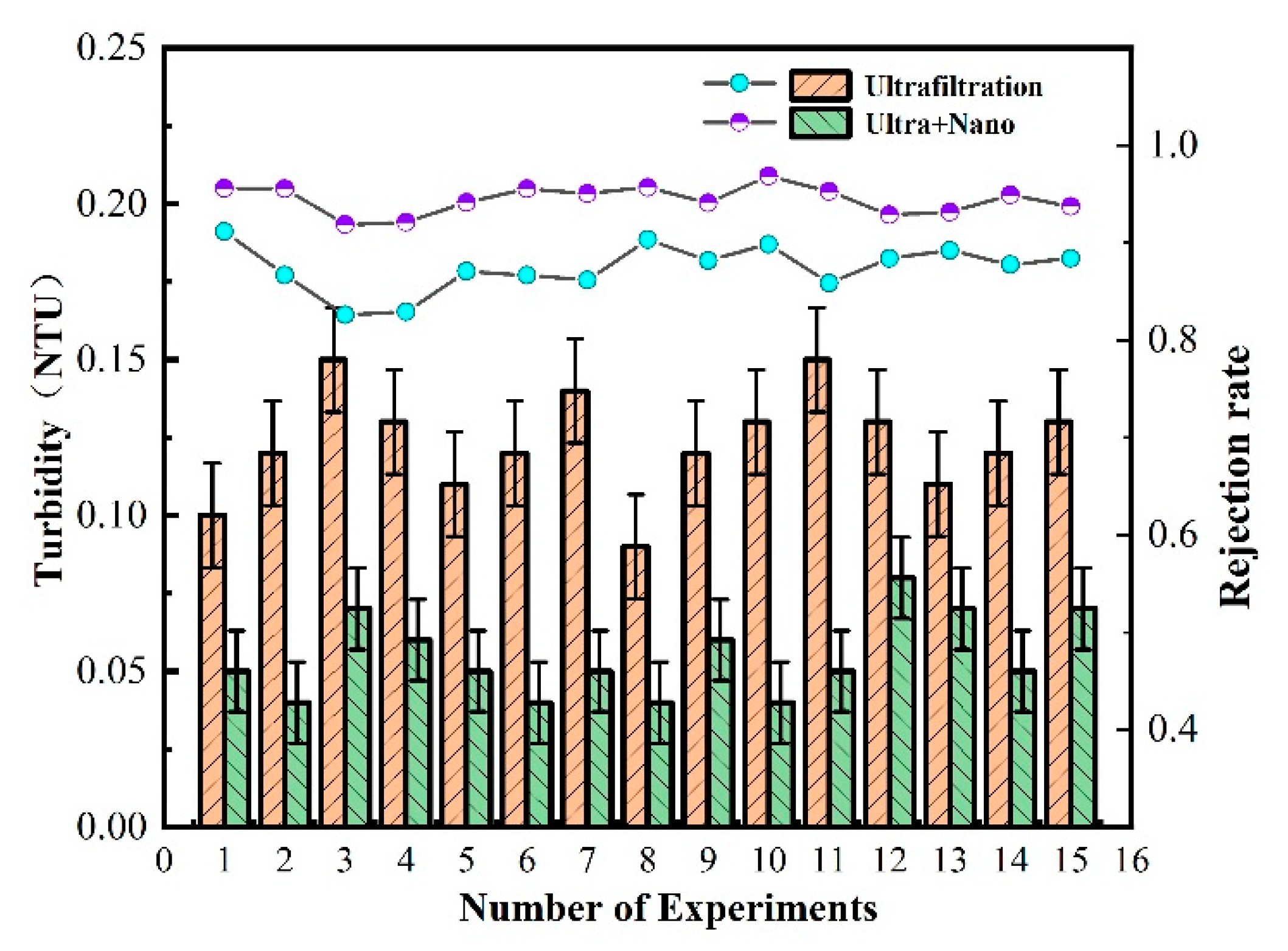
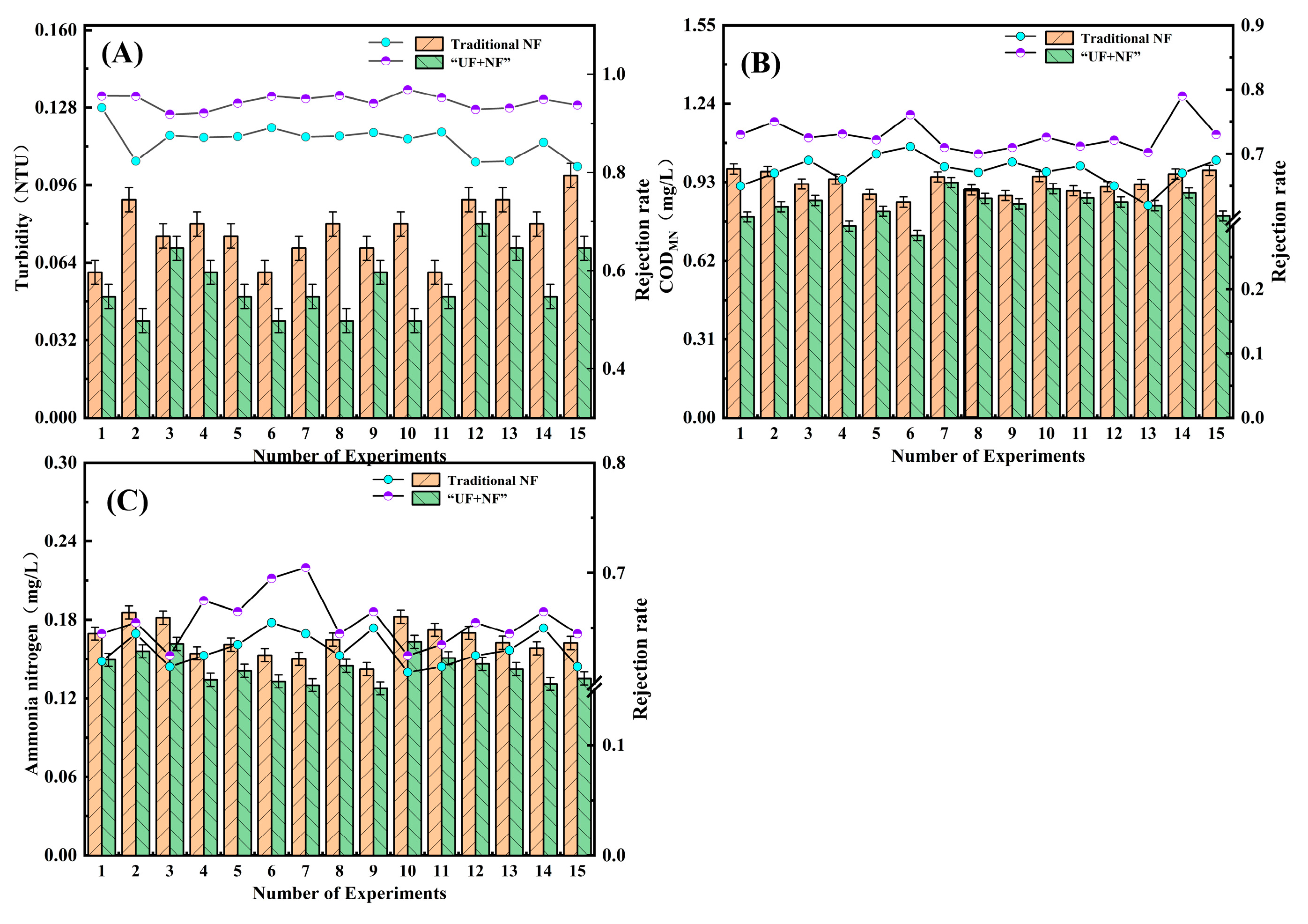
3.2. Ultrafiltration + Nanofiltration Combined Membrane Process Treatment
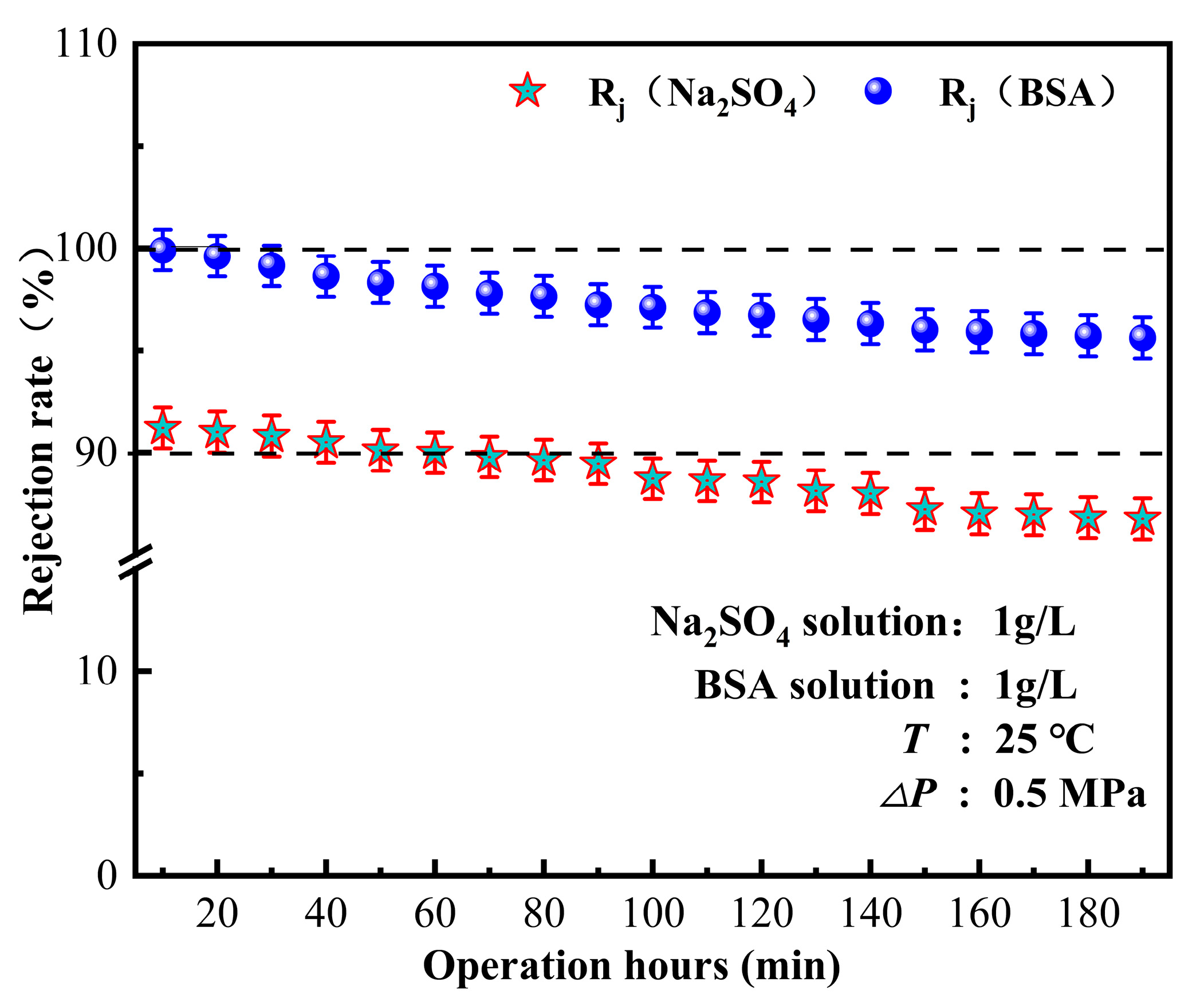
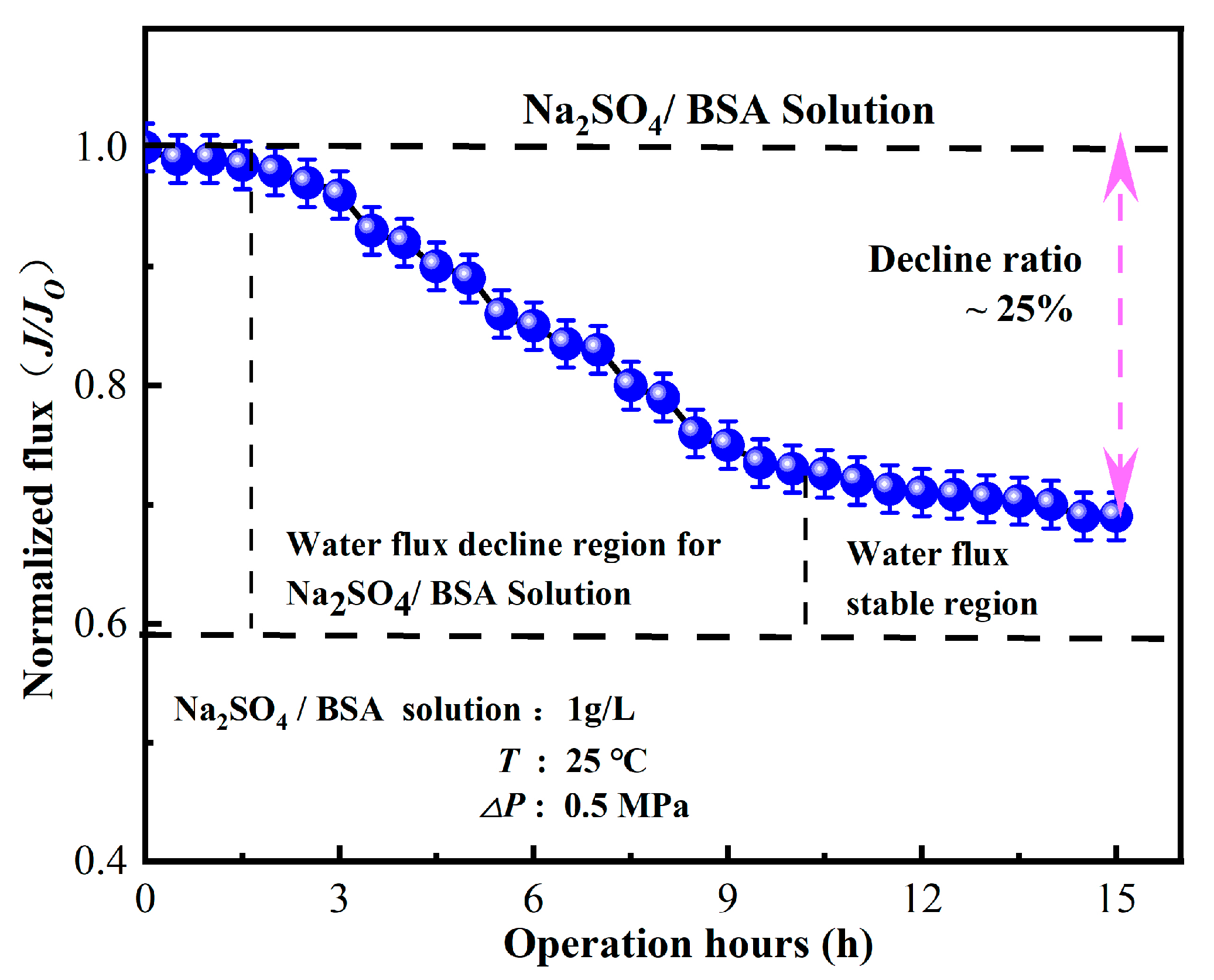
3.3. The Performance of Membrane Components
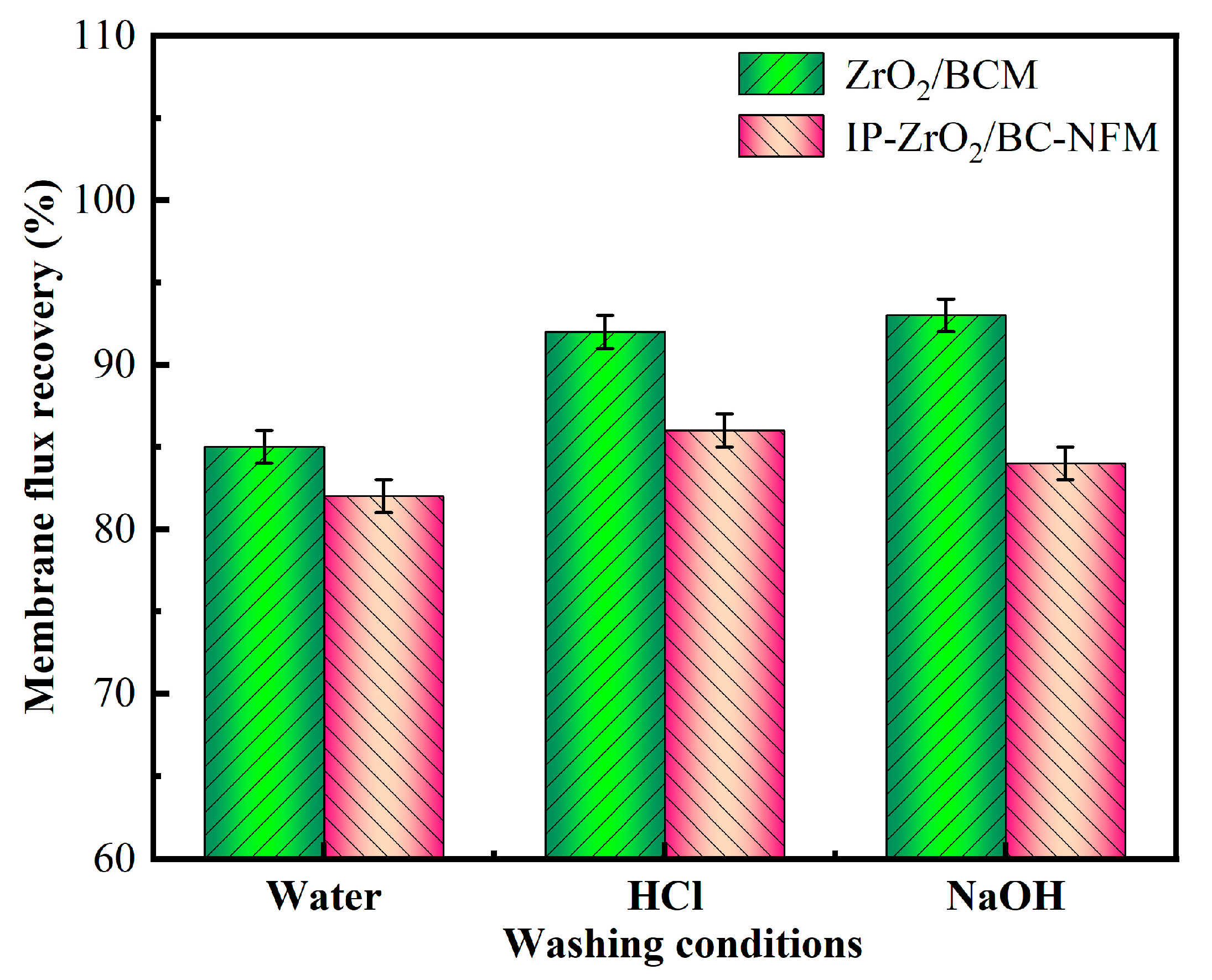
3.4. The Cleaning of Membranes
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Elimelech, M. The global challenge for adequate and safe water. J. Water Supply Res. Technol.—Aqua 2006, 55, 3–10. [Google Scholar] [CrossRef]
- Praveena, S.M.; Mohd Rashid, M.Z.; Mohd Nasir, F.A.; Wee, S.Y.; Aris, A.Z. Occurrence, Human Health Risks, and Public Awareness Level of Pharmaceuticals in Tap Water from Putrajaya (Malaysia). Expo. Health 2021, 13, 93–104. [Google Scholar] [CrossRef]
- Wen, X.; Chen, F.; Lin, Y.; Zhu, H.; Yuan, F.; Kuang, D.; Jia, Z.; Yuan, Z. Microbial Indicators and Their Use for Monitoring Drinking Water Quality—A Review. Sustainability 2020, 12, 2249. [Google Scholar] [CrossRef]
- Mueller, J.T.; Gasteyer, S. The widespread and unjust drinking water and clean water crisis in the United States. Nat. Commun. 2021, 12, 3544. [Google Scholar] [CrossRef] [PubMed]
- Wang, R.; Wang, Q.; Dong, L.; Zhang, J. Cleaner agricultural production in drinking-water source areas for the control of non-point source pollution in China. J. Environ. Manag. 2021, 285, 112096. [Google Scholar] [CrossRef] [PubMed]
- Shannon, M.A.; Bohn, P.W.; Elimelech, M.; Georgiadis, J.G.; Marinas, B.J.; Mayes, A.M. Science and technology for water purification in the coming decades. Nature 2008, 452, 301–310. [Google Scholar] [CrossRef] [PubMed]
- Abu Hasan, H.; Muhammad, M.H.; Ismail, N.I. A review of biological drinking water treatment technologies for contaminants removal from polluted water resources. J. Water Process Eng. 2020, 33, 101035. [Google Scholar] [CrossRef]
- Kurniawan, S.B.; Abdullah, S.R.S.; Imron, M.F.; Said, N.S.M.; Ismail, N.; Hasan, H.A.; Othman, A.R.; Purwanti, I.F. Challenges and Opportunities of Biocoagulant/Bioflocculant Application for Drinking Water and Wastewater Treatment and Its Potential for Sludge Recovery. Int. J. Environ. Res. Public Health 2020, 17, 9312. [Google Scholar] [CrossRef]
- Bandehali, S.; Sanaeepur, H.; Ebadi Amooghin, A.; Shirazian, S.; Ramakrishna, S. Biodegradable polymers for membrane separation. Sep. Purif. Technol. 2021, 269, 118731. [Google Scholar] [CrossRef]
- Na, S.H.; Kim, M.J.; Kim, J.T.; Jeong, S.; Lee, S.; Chung, J.; Kim, E.J. Microplastic removal in conventional drinking water treatment processes: Performance, mechanism, and potential risk. Water Res. 2021, 202, 117417. [Google Scholar] [CrossRef]
- Syafrudin, M.; Kristanti, R.A.; Yuniarto, A.; Hadibarata, T.; Rhee, J.; Al-onazi, W.A.; Algarni, T.S.; Almarri, A.H.; Al-Mohaimeed, A.M. Pesticides in Drinking Water—A Review. Int. J. Environ. Res. Public Health 2021, 18, 468. [Google Scholar] [CrossRef] [PubMed]
- Yang, Z.; Zhou, Y.; Feng, Z.; Rui, X.; Zhang, T.; Zhang, Z. A Review on Reverse Osmosis and Nanofiltration Membranes for Water Purification. Polymers 2019, 11, 1252. [Google Scholar] [CrossRef] [PubMed]
- Hao, J.; Zhao, Q. The development of membrane technology for wastewater treatment in the textile industry in China. Desalination 1994, 98, 353–360. [Google Scholar] [CrossRef]
- Stern, S.A.; Walawender, W.P. Analysis of Membrane Separation Parameters. Sep. Sci. 1969, 4, 129–159. [Google Scholar] [CrossRef]
- Liang, B.; He, X.; Hou, J.; Li, L.; Tang, Z. Membrane Separation in Organic Liquid: Technologies, Achievements, and Opportunities. Adv. Mater. 2019, 31, e1806090. [Google Scholar] [CrossRef]
- Visvanathan, C.; Aim, R.B.; Parameshwaran, K. Membrane Separation Bioreactors for Wastewater Treatment. Crit. Rev. Environ. Sci. Technol. 2000, 30, 1–48. [Google Scholar] [CrossRef]
- Wang, H.; Liu, Y.F.; Peng, D.M.; Wang, F.D.; Lu, M.X. The development of membrane separation technology and its application prospect. Appl. Chem. Ind. 2013, 42, 532–534. [Google Scholar]
- Fonseca Couto, C.; Lange, L.C.; Santos Amaral, M.C. A critical review on membrane separation processes applied to remove pharmaceutically active compounds from water and wastewater. J. Water Process Eng. 2018, 26, 156–175. [Google Scholar] [CrossRef]
- Ciardelli, G.; Corsi, L.; Marcucci, M. Membrane separation for wastewater reuse in the textile industry. Resour. Conserv. Recycl. 2001, 31, 189–197. [Google Scholar] [CrossRef]
- Pendergast, M.M.; Hoek, E.M.V. A review of water treatment membrane nanotechnologies. Energy Environ. Sci. 2011, 4, 1946–1971. [Google Scholar] [CrossRef]
- Chen, W.; Gu, Z.; Ran, G.; Li, Q. Application of membrane separation technology in the treatment of leachate in China: A review. Waste Manag. 2021, 121, 127–140. [Google Scholar] [CrossRef] [PubMed]
- Metsämuuronen, S.; Sillanpää, M.; Bhatnagar, A.; Mänttäri, M. Natural Organic Matter Removal from Drinking Water by Membrane Technology. Sep. Purif. Rev. 2014, 43, 1–61. [Google Scholar] [CrossRef]
- Vetrivel, S.; Rana, D.; Sri Abirami Saraswathi, M.S.; Divya, K.; Kaleekkal, N.J.; Nagendran, A. Cellulose acetate nanocomposite ultrafiltration membranes tailored with hydrous manganese dioxide nanoparticles for water treatment applications. Polym. Adv. Technol. 2019, 30, 1943–1950. [Google Scholar] [CrossRef]
- Du, Y.; Pramanik, B.K.; Zhang, Y.; Dumée, L.; Jegatheesan, V. Recent Advances in the Theory and Application of Nanofiltration: A Review. Curr. Pollut. Rep. 2022, 8, 51–80. [Google Scholar] [CrossRef]
- Bai, L.; Liu, Y.; Ding, A.; Ren, N.; Li, G.; Liang, H. Fabrication and characterization of thin-film composite (TFC) nanofiltration membranes incorporated with cellulose nanocrystals (CNCs) for enhanced desalination performance and dye removal. Chem. Eng. J. 2019, 358, 1519–1528. [Google Scholar] [CrossRef]
- Mulyanti, R.; Susanto, H. Wastewater treatment by nanofiltration membranes. IOP Conf.Ser. Earth Environ. Sci. 2018, 142, 012017. [Google Scholar] [CrossRef]
- Nunes, S.P.; Culfaz-Emecen, P.Z.; Ramon, G.Z.; Visser, T.; Koops, G.H.; Jin, W.; Ulbricht, M. Thinking the future of membranes: Perspectives for advanced and new membrane materials and manufacturing processes. J. Membr. Sci. 2020, 598, 117761. [Google Scholar] [CrossRef]
- Peter-Varbanets, M.; Zurbrügg, C.; Swartz, C.; Pronk, W. Decentralized systems for potable water and the potential of membrane technology. Water Res. 2009, 43, 245–265. [Google Scholar] [CrossRef]
- Saxena, A.; Tripathi, B.P.; Kumar, M.; Shahi, V.K. Membrane-based techniques for the separation and purification of proteins: An overview. Adv. Colloid Interface Sci. 2009, 145, 1–22. [Google Scholar] [CrossRef]
- Ali, W.; Ur Rehman, W.; Younas, M.; Ahmad, M.I.; Gul, S. Reverse osmosis as one-step wastewater treatment: A case study on groundwater pollution. Pol. J. Chem. Technol. 2015, 17, 42–48. [Google Scholar] [CrossRef]
- Ma, B.; Qin, A.; Li, X.; He, C. Preparation of Cellulose Hollow Fiber Membrane from Bamboo Pulp/1-Butyl-3-Methylimidazolium Chloride/Dimethylsulfoxide System. Ind. Eng. Chem. Res. 2013, 52, 9417–9421. [Google Scholar] [CrossRef]
- Li, S.; Wang, D.; Xiao, H.; Zhang, H.; Cao, S.; Chen, L.; Ni, Y.; Huang, L. Ultra-low pressure cellulose-based nanofiltration membrane fabricated on layer-by-layer assembly for efficient sodium chloride removal. Carbohydr. Polym. 2021, 255, 117352. [Google Scholar] [CrossRef] [PubMed]
- Weng, R.; Chen, L.; Lin, S.; Zhang, H.; Wu, H.; Liu, K.; Cao, S.; Huang, L. Preparation and Characterization of Antibacterial Cellulose/Chitosan Nanofiltration Membranes. Polymers 2017, 9, 116. [Google Scholar] [CrossRef] [PubMed]
- Weng, R.; Chen, L.; Xiao, H.; Huang, F.; Lin, S.; Cao, S.; Huang, L. Preparation and characterization of cellulose nanofiltration membrane through hydrolysis followed by carboxymethylation. Fibers Polym. 2017, 18, 1235–1242. [Google Scholar] [CrossRef]
- Weng, R.; Huang, X.; Liao, D.; Xu, S.; Peng, L.; Liu, X. A novel cellulose/chitosan composite nanofiltration membrane prepared with piperazine and trimesoyl chloride by interfacial polymerization. RSC Adv. 2020, 10, 1309–1318. [Google Scholar] [CrossRef] [PubMed]
- Saleem, H.; Trabzon, L.; Kilic, A.; Zaidi, S.J. Recent advances in nanofibrous membranes: Production and applications in water treatment and desalination. Desalination 2020, 478, 114178. [Google Scholar] [CrossRef]
- Li, H.; Chen, V. Chapter 10—Membrane Fouling and Cleaning in Food and Bioprocessing. In Membrane Technology; Cui, Z.F., Muralidhara, H.S., Eds.; Butterworth-Heinemann: Oxford, UK, 2010; pp. 213–254. [Google Scholar]
- Liu, C.; Sun, Y.; Chen, Z.; Zhang, S. From ultrafiltration to nanofiltration: Nanofiltration membrane fabricated by a combined process of chemical crosslinking and thermal annealing. Sep. Purif. Technol. 2019, 212, 465–473. [Google Scholar] [CrossRef]
- Ma, J.; Guo, X.; Ying, Y.; Liu, D.; Zhong, C. Composite ultrafiltration membrane tailored by MOF@GO with highly improved water purification performance. Chem. Eng. J. 2017, 313, 890–898. [Google Scholar] [CrossRef]
- Goh, P.S.; Ng, B.C.; Lau, W.J.; Ismail, A.F. Inorganic Nanomaterials in Polymeric Ultrafiltration Membranes for Water Treatment. Sep. Purif. Rev. 2015, 44, 216–249. [Google Scholar] [CrossRef]
- GB5749-2022; Drinking Water Sanitation Standard. National Standardization Administration of China: Beijing, China, 2022.
- Huang, X.; Tian, F.; Chen, G.; Wang, F.; Weng, R.; Xi, B. Preparation and Characterization of Regenerated Cellulose Membrane Blended with ZrO2 Nanoparticles. Membranes 2022, 12, 42. [Google Scholar] [CrossRef]
- Weng, R.; Tian, F.; Huang, X.; Chen, G. IP-ZrO2/BC Nanofiltration Membranes: Preparation and Properties. Coatings 2022, 12, 1823. [Google Scholar] [CrossRef]
- Konieczny, K.; Kwiecińska, A.; Gworek, B. The recovery of water from slurry produced in high density livestock farming with the use of membrane processes. Sep. Purif. Technol. 2011, 80, 490–498. [Google Scholar] [CrossRef]
- Kai, Z. Study on Preparation of a New Polyamide Composite Nanofiltration Membrane and Its Application in Brackish Water Treatment. Master’s Thesis, Lanzhou Jiaotong University, Lanzhou, China, 2021. [Google Scholar]
- Zhang, Y. The Effects of Chemical Cleaning on The Performance of Ultrafiltration Membranesin Drinking Water Treatment and The Control Methods. Ph.D. Thesis, Tianjin University, Tianjin, China, 2017. [Google Scholar]
- Huang, J. Study on Chemical Cleaning Process of Polyamide Nanofiltration Membranes and Its Chemical Cleaning Agents. Master’s Thesis, University of Chinese Academy of Sciences, Beijing, China, 2021. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Water Quality Index | Tap Water Quality | Filtered Water Quality | Sanitary Standards for Drinking Water Quality Standards | Standard for Drinking Water Purification |
|---|---|---|---|---|
| Chromacity | 6 ± 0.1 | 2 ± 0.1 | ≤5 | |
| Turbidity (NTU) | 1.03 ± 0.01 | 0.08 ± 0.01 | ≤1.0 | ≤0.5 |
| CODMN (mg/L) | 3.238 ± 0.01 | 0.8095 ± 0.01 | ≤3.0 | ≤2.0 |
| pH | 7.54 ± 0.02 | 7.29 ± 0.02 | 6.5~8.5 | 6.5~8.5 |
| Ammonia Nitrogen (mg/L) | 0.411 ± 0.002 | 0.097 ± 0.002 | ≤0.5 | ≤0.5 |
| Total Hardness (mg/L) | 184.3 ± 1.0 | 60.7 ± 1.0 | ≤450 | ≤300 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Weng, R.; Chen, G.; He, X.; Qin, J.; Dong, S.; Bai, J.; Li, S.; Zhao, S. The Performance of Cellulose Composite Membranes and Their Application in Drinking Water Treatment. Polymers 2024, 16, 285. https://doi.org/10.3390/polym16020285
Weng R, Chen G, He X, Qin J, Dong S, Bai J, Li S, Zhao S. The Performance of Cellulose Composite Membranes and Their Application in Drinking Water Treatment. Polymers. 2024; 16(2):285. https://doi.org/10.3390/polym16020285
Chicago/Turabian StyleWeng, Rengui, Guohong Chen, Xin He, Jie Qin, Shuo Dong, Junjiang Bai, Shaojie Li, and Shikang Zhao. 2024. "The Performance of Cellulose Composite Membranes and Their Application in Drinking Water Treatment" Polymers 16, no. 2: 285. https://doi.org/10.3390/polym16020285
APA StyleWeng, R., Chen, G., He, X., Qin, J., Dong, S., Bai, J., Li, S., & Zhao, S. (2024). The Performance of Cellulose Composite Membranes and Their Application in Drinking Water Treatment. Polymers, 16(2), 285. https://doi.org/10.3390/polym16020285