


Use of Recycled Additive Materials to Promote Efficient Use of Resources While Acting as an Effective Toughness Modifier of Wood–Polymer Composites




Abstract

1. Introduction
2. Materials and Methods
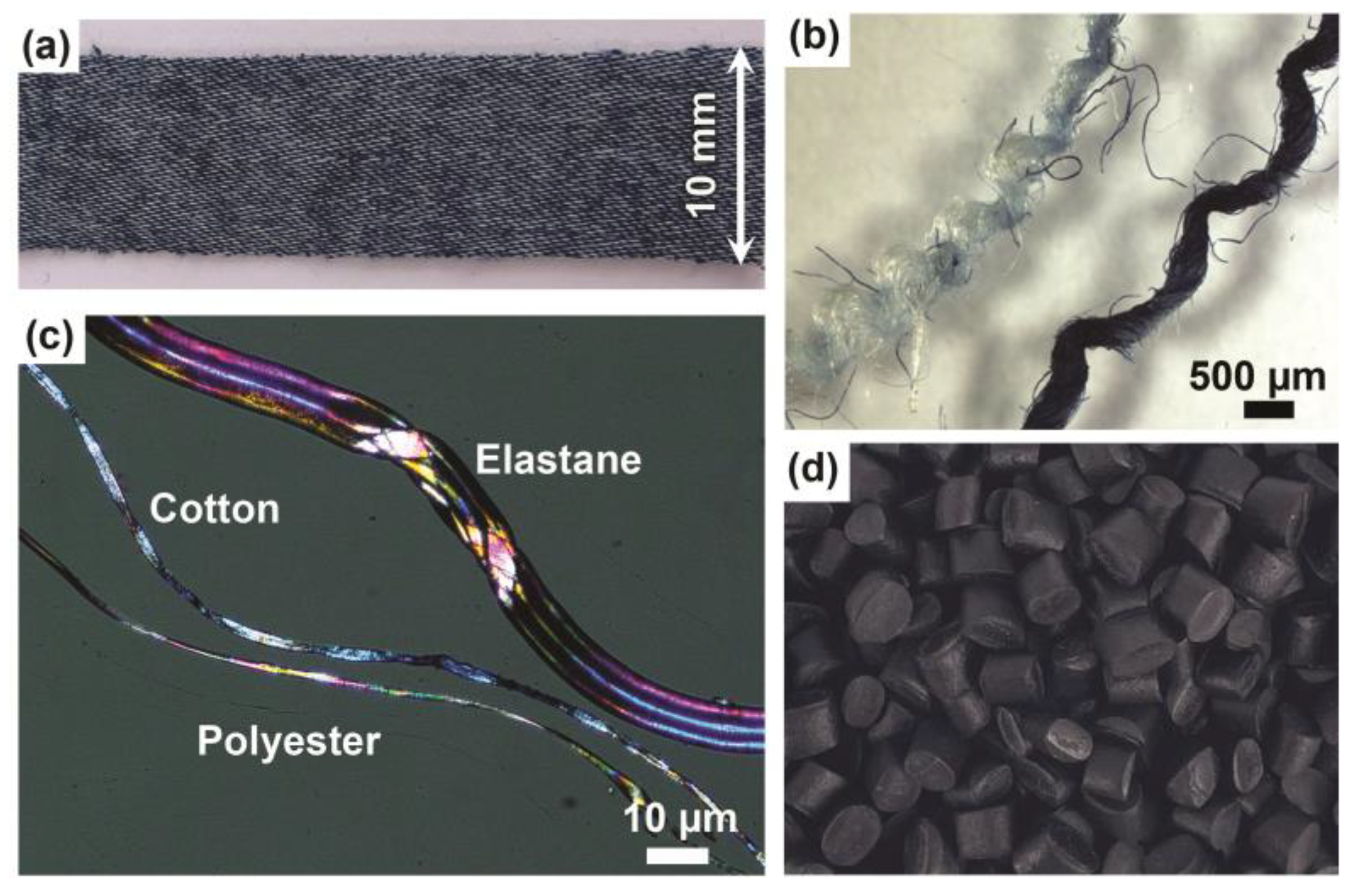
2.1. Materials
2.2. Processing
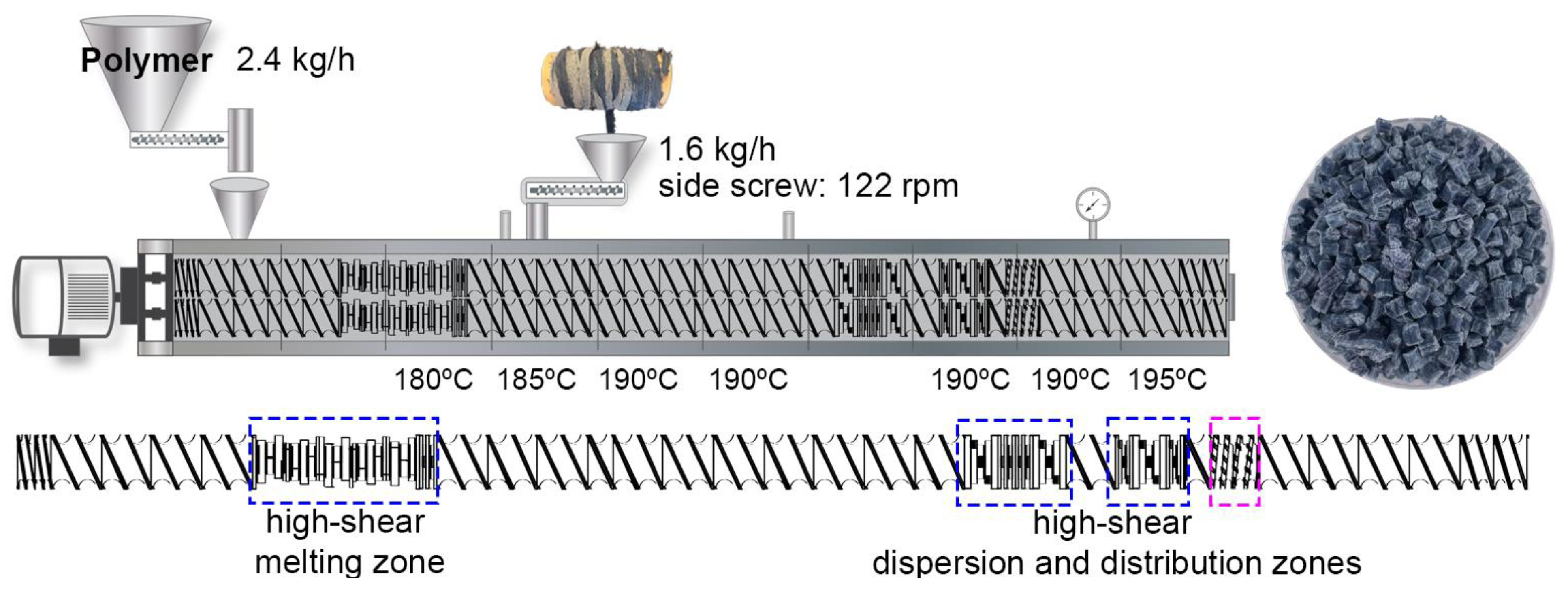
2.2.1. PP-rT Masterbatch
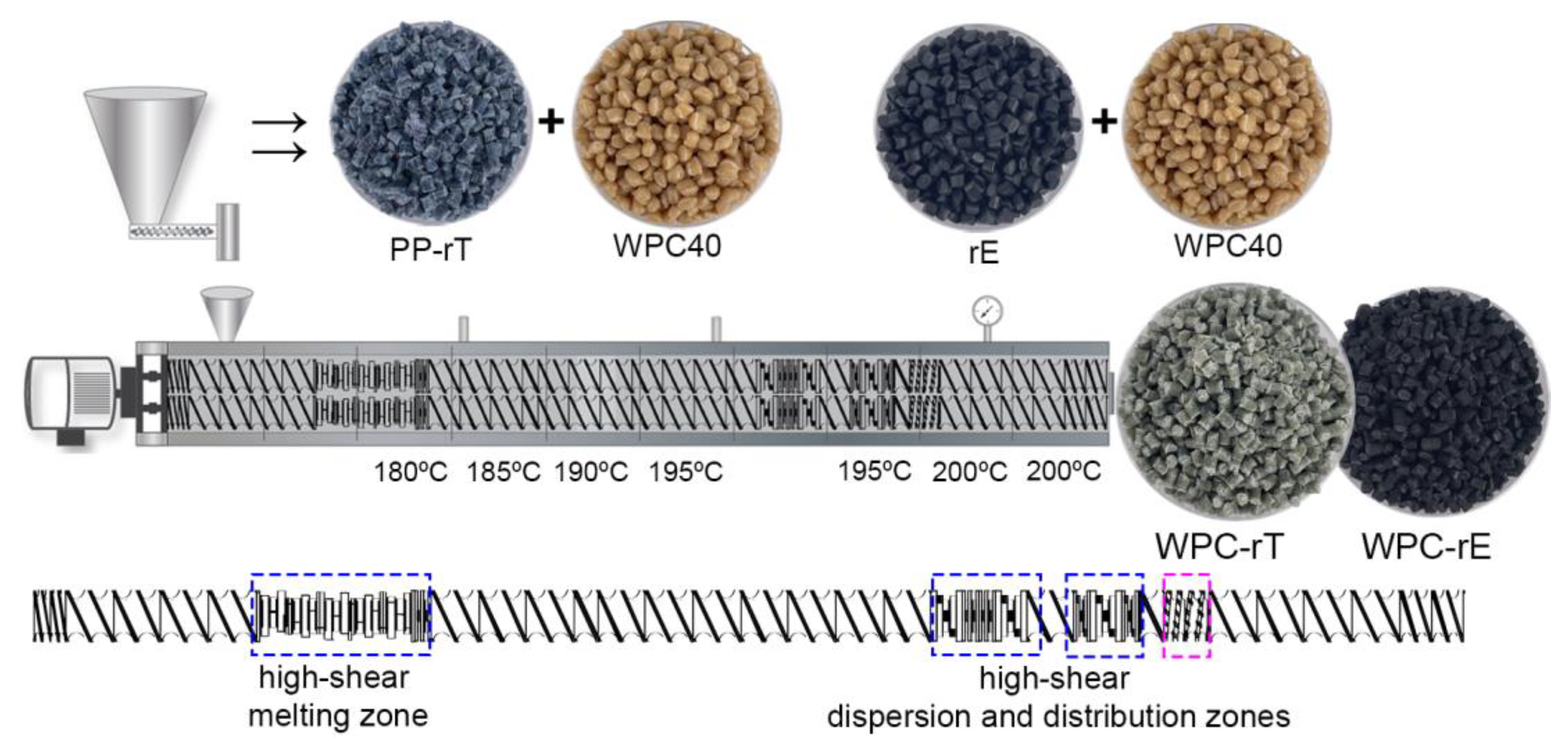
2.2.2. Manufacturing of the Modified WPCs
2.3. Characterizations
2.3.1. Microstructure of Raw Materials
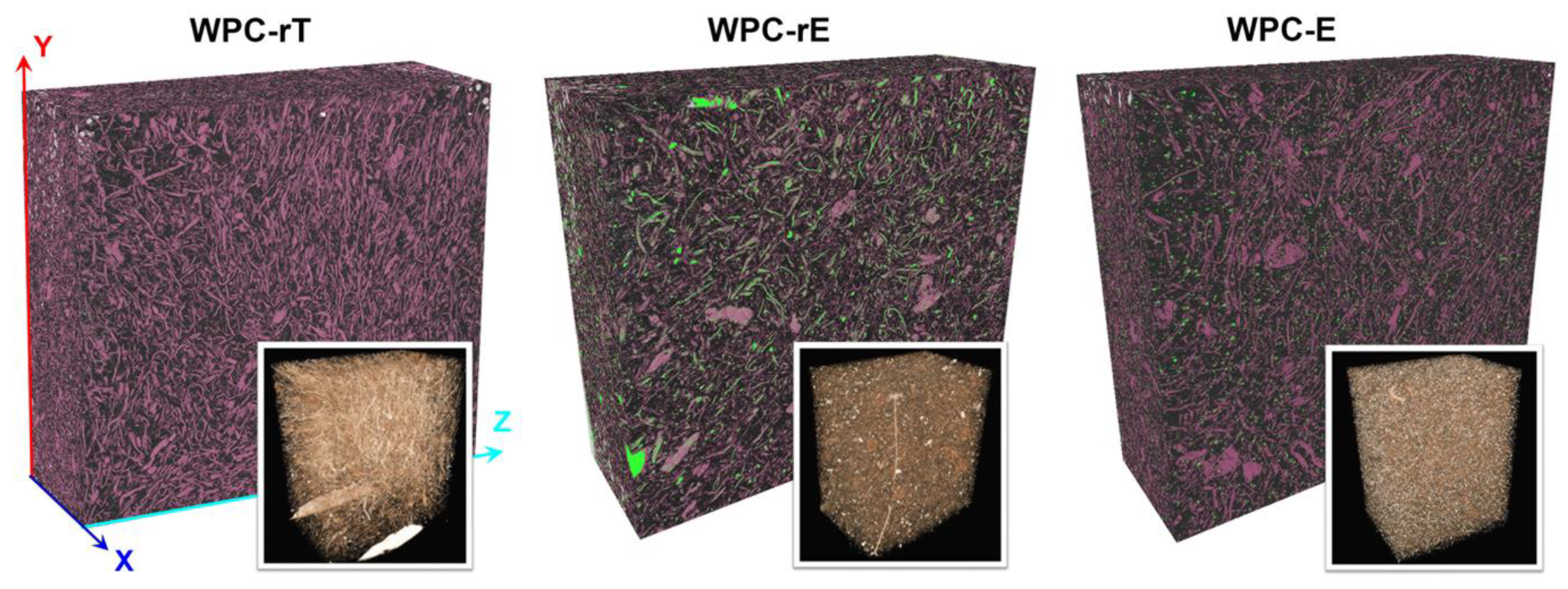
2.3.2. Microstructure of Composites
2.3.3. Falling Weight Impact Testing and Fracture Toughness
2.3.4. Mechanical Testing
2.3.5. Eco-Audit Analysis Tool
3. Results and Discussion
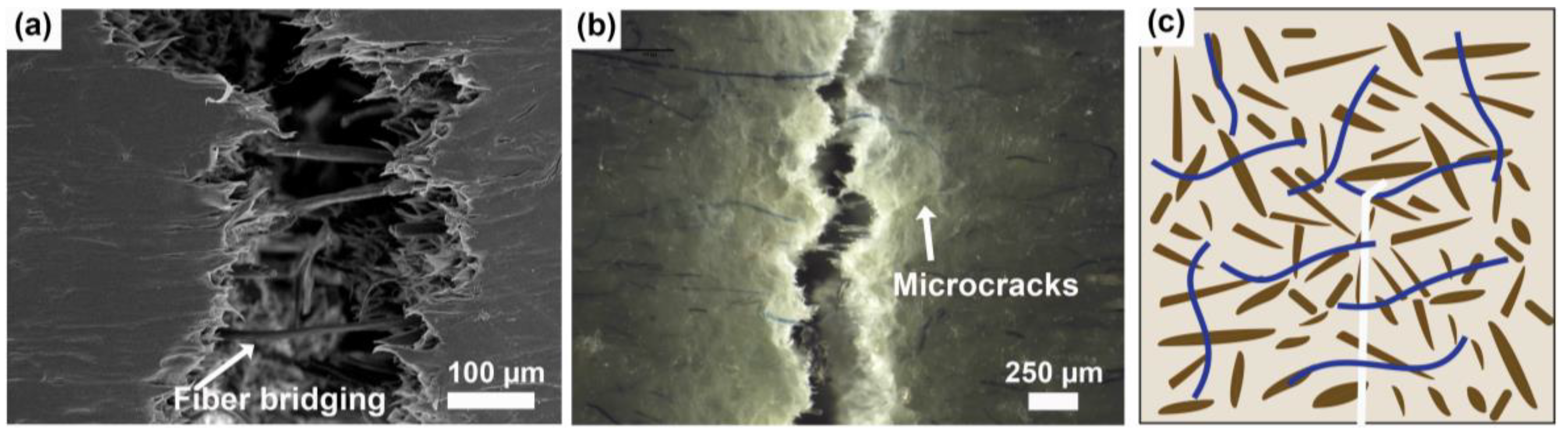
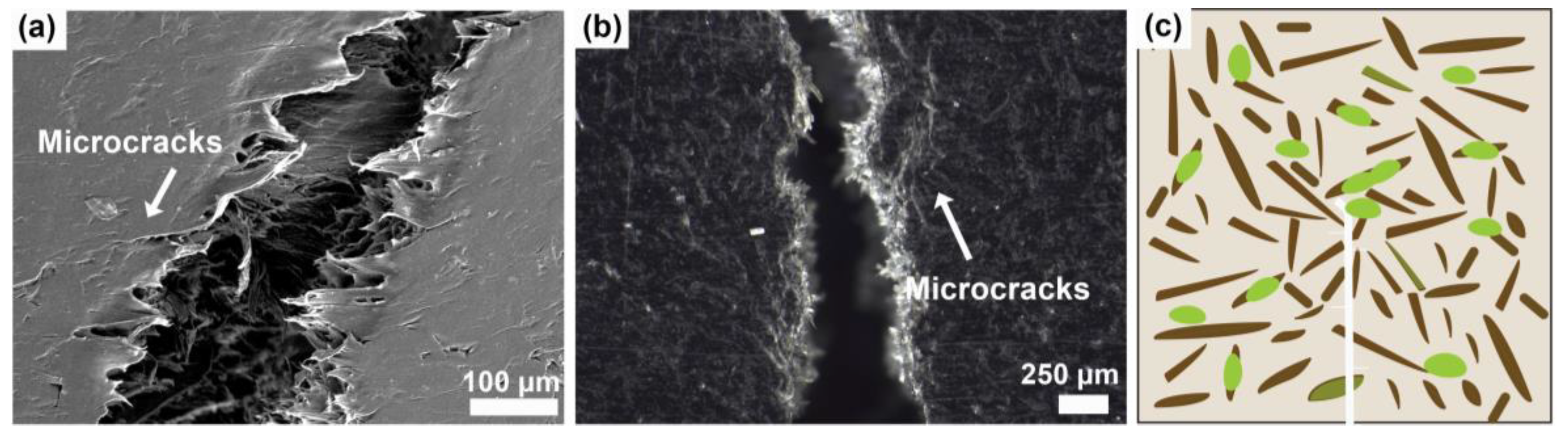
3.1. Microstructural Analysis of the Composites
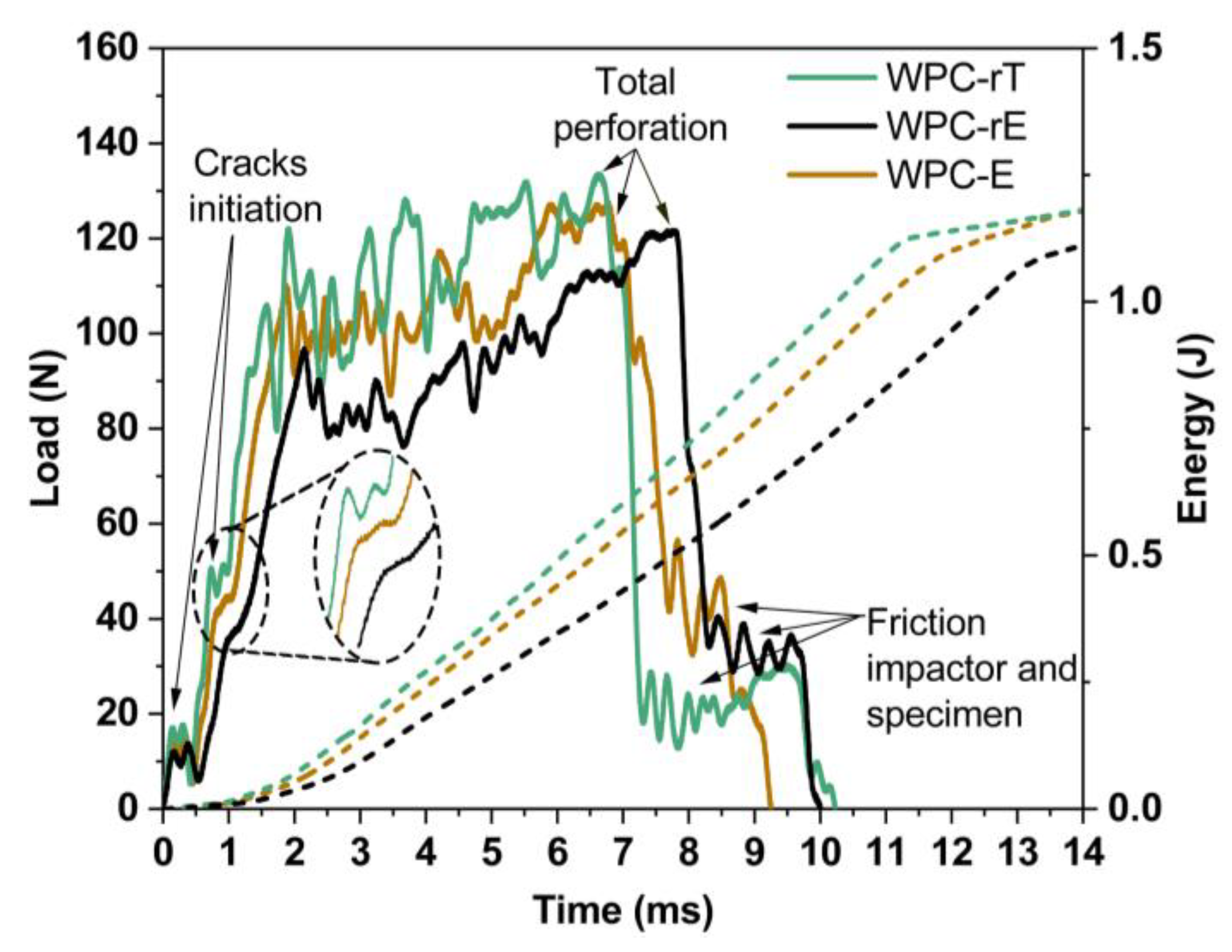
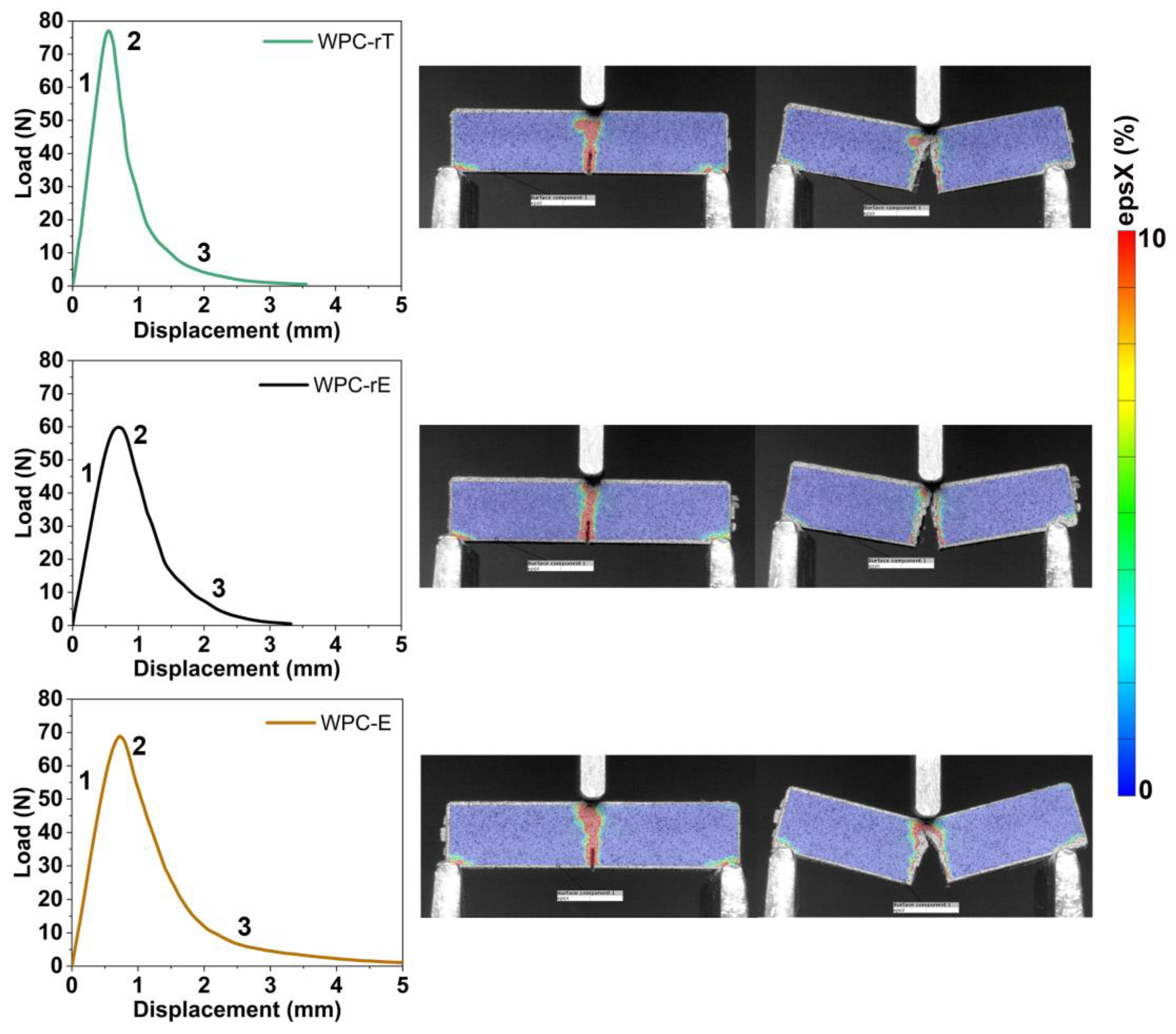
3.2. Impact Strength and Fracture Toughness
3.3. Tensile Properties
3.4. Eco-Audit Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Oksman, K.; Clemons, C. Mechanical Properties and Morphology of Impact Modified Polypropylene-Wood Flour Composites. J. Appl. Polym. Sci. 1998, 67, 1503–1513. [Google Scholar] [CrossRef]
- Klyosov, A.A. Wood-Plastic Composites; John Wiley & Sons: Hoboken, NJ, USA, 2007. [Google Scholar]
- Pérez, E.; Famá, L.; Pardo, S.G.; Abad, M.J.; Bernal, C. Tensile and Fracture Behaviour of PP/Wood Flour Composites. Compos. Part B Eng. 2012, 43, 2795–2800. [Google Scholar] [CrossRef]
- Ferdinánd, M.; Jerabek, M.; Várdai, R.; Lummerstorfer, T.; Pretschuh, C.; Gahleitner, M.; Faludi, G.; Móczó, J.; Pukánszky, B. Impact Modification of Wood Flour Reinforced PP Composites: Problems, Analysis, Solution. Compos. Part A Appl. Sci. Manuf. 2023, 167, 107445. [Google Scholar] [CrossRef]
- Guo, Y.; Zhu, S.; Chen, Y.; Liu, D.; Li, D. Acoustic Emission-Based Study to Characterize the Crack Initiation Point of Wood Fiber/HDPE Composites. Polymers 2019, 11, 701. [Google Scholar] [CrossRef] [PubMed]
- Oksman, K.; Lindberg, H. Influence of Thermoplastic Elastomers on Adhesion in Polyethylene–Wood Flour Composites. J. Appl. Polym. Sci. 1998, 68, 1845–1855. [Google Scholar] [CrossRef]
- Hristov, V.N.; Lach, R.; Grellmann, W. Impact Fracture Behavior of Modified Polypropylene/Wood Fiber Composites. Polym. Test. 2004, 23, 581–589. [Google Scholar] [CrossRef]
- Jiang, F.; Qin, T. Toughening Wood/Polypropylene Composites with Polyethylene Octene Elastomer (POE). J. For. Res. 2006, 17, 312–314. [Google Scholar] [CrossRef]
- Clemons, C. Elastomer Modified Polypropylene–Polyethylene Blends as Matrices for Wood Flour–Plastic Composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1559–1569. [Google Scholar] [CrossRef]
- Sudár, A.; Renner, K.; Móczó, J.; Lummerstorfer, T.; Burgstaller, C.; Jerabek, M.; Gahleitner, M.; Doshev, P.; Pukánszky, B. Fracture Resistance of Hybrid PP/Elastomer/Wood Composites. Compos. Struct. 2016, 141, 146–154. [Google Scholar] [CrossRef]
- Yi, S.; Xu, S.; Li, Y.; Gan, W.; Yi, X.; Liu, W.; Wang, Q.; Wang, H.; Ou, R. Synergistic Toughening Effects of Grafting Modification and Elastomer-Olefin Block Copolymer Addition on the Fracture Resistance of Wood Particle/Polypropylene/Elastomer Composites. Mater. Des. 2019, 181, 107918. [Google Scholar] [CrossRef]
- Mazzanti, V.; Malagutti, L.; Santoni, A.; Sbardella, F.; Calzolari, A.; Sarasini, F.; Mollica, F. Correlation between Mechanical Properties and Processing Conditions in Rubber-Toughened Wood Polymer Composites. Polymers 2020, 12, 1170. [Google Scholar] [CrossRef] [PubMed]
- Várdai, R.; Lummerstorfer, T.; Pretschuh, C.; Jerabek, M.; Gahleitner, M.; Bartos, A.; Móczó, J.; Anggono, J.; Pukánszky, B. Improvement of the Impact Resistance of Natural Fiber–Reinforced Polypropylene Composites through Hybridization. Polym. Adv. Technol. 2021, 32, 2499–2507. [Google Scholar] [CrossRef]
- Várdai, R.; Ferdinánd, M.; Lummerstorfer, T.; Pretschuh, C.; Jerabek, M.; Gahleitner, M.; Faludi, G.; Móczó, J.; Pukánszky, B. Impact Modification of Hybrid Polypropylene Composites with Poly(Vinyl Alcohol) Fibers. J. Reinf. Plast. Compos. 2022, 41, 399–410. [Google Scholar] [CrossRef]
- Kinloch, A.J.; Young, J.R. Fracture Behaviour of Polymers; Springer: Dordrecht, The Netherlands, 2013. [Google Scholar]
- Katz, H.S.; Mileski, J.V. Handbook of Fillers and Reinforcements for Plastics; Van Nostrand Reinhold Company: New York, NY, USA, 1978. [Google Scholar]
- Liang, J.Z.; Li, R.K.Y. Rubber Toughening in Polypropylene: A Review. J. Appl. Polym. Sci. 2000, 77, 409–417. [Google Scholar] [CrossRef]
- Zebarjad, S.M.; Bagheri, R.; Lazzeri, A.; Serajzadeh, S. Fracture Behaviour of Isotactic Polypropylene under Static Loading Condition. Mater. Des. 2003, 24, 105–109. [Google Scholar] [CrossRef]
- Ranganathan, N.; Oksman, K.; Nayak, S.K.; Sain, M. Structure Property Relation of Hybrid Biocomposites Based on Jute, Viscose, and Polypropylene: The Effect of the Fibre Content and the Length on the Fracture Toughness and the Fatigue Properties. Compos. Part A Appl. Sci. Manuf. 2016, 83, 169–175. [Google Scholar] [CrossRef]
- Ranganathan, N.; Oksman, K.; Nayak, S.K.; Sain, M. Regenerated Cellulose Fibers as Impact Modifier in Long Jute Fiber Reinforced Polypropylene Composites: Effect on Mechanical Properties, Morphology, and Fiber Breakage. J. Appl. Polym. Sci. 2015, 132, 41301. [Google Scholar] [CrossRef]
- Hajiha, H.; Sain, M. High Toughness Hybrid Biocomposite Process Optimization. Compos. Sci. Technol. 2015, 111, 44–49. [Google Scholar] [CrossRef]
- Tang, S.; Li, J.; Wang, R.; Zhang, J.; Lu, Y.; Hu, G.-H.; Wang, Z.; Zhang, L.; Key, S. Current Trends in Bio-Based Elastomer Materials. SusMat 2022, 2, 2–33. [Google Scholar] [CrossRef]
- United Nations Sustainable Development Goals Report. 2022. Available online: https://www.un.org/sustainabledevelopment/progress-report/ (accessed on 18 September 2023).
- Dairi, B.; Djidjelli, H.; Boukerrou, A.; Migneault, S.; Koubaa, A. Morphological, Mechanical, and Physical Properties of Composites Made with Wood Flour-Reinforced Polypropylene/Recycled Poly(Ethylene Terephthalate) Blends. Polym. Compos. 2017, 38, 1749–1755. [Google Scholar] [CrossRef]
- Tang, W.; Xu, J.; Fan, Q.; Li, W.; Zhou, H.; Liu, T.; Guo, C.; Ou, R.; Hao, X.; Wang, Q. Rheological Behavior and Mechanical Properties of Ultra-High-Filled Wood Fiber/Polypropylene Composites Using Waste Wood Sawdust and Recycled Polypropylene as Raw Materials. Constr. Build. Mater. 2022, 351, 128977. [Google Scholar] [CrossRef]
- Martinez Lopez, Y.; Paes, J.B.; Gustave, D.; Gonçalves, F.G.; Méndez, F.C.; Theodoro Nantet, A.C. Production of Wood-Plastic Composites Using Cedrela Odorata Sawdust Waste and Recycled Thermoplastics Mixture from Post-Consumer Products—A Sustainable Approach for Cleaner Production in Cuba. J. Clean. Prod. 2020, 244, 118723. [Google Scholar] [CrossRef]
- Keskisaari, A.; Kärki, T. The Use of Waste Materials in Wood-Plastic Composites and Their Impact on the Profitability of the Product. Resour. Conserv. Recycl. 2018, 134, 257–261. [Google Scholar] [CrossRef]
- Khamseh, M.; Maroufkhani, M.; Moghanlou, S.; Lotfi, A.; Pourabbas, B.; Razavi Aghjeh, M.K. Development of Sustainable Cellulose-Based Composite of Polypropylene Reinforced by Recycled Microfibrillar Poly (Ethylene Terephthalate). Polym. Compos. 2023, 44, 7058–7069. [Google Scholar] [CrossRef]
- European Commission Circular Economy for Textiles Report. 2023. Available online: https://ec.europa.eu/commission/presscorner/detail/en/ip_23_3635 (accessed on 18 September 2023).
- West, R. The Benefits of Using Recycled EPDM. 2009. Available online: https://www.sprayfoammagazine.com/foam-news/the-benefits-of-using-recycled-epdm/1021 (accessed on 18 September 2023).
- Völtz, L.R.; Berglund, L.; Oksman, K. Resource-Efficient Manufacturing Process of Composite Materials: Fibrillation of Recycled Textiles and Compounding with Thermoplastic Polymer. Compos. Part A Appl. Sci. Manuf. 2023, 175, 107773. [Google Scholar] [CrossRef]
- ASTM D638-22; Standard Test Method for Tensile Properties of Plastics. American Society for Testing and Materials International: West Conshohocken, PA, USA, 2022.
- ASTM D5045-14; Standard Test Methods for Plane-Strain Fracture Toughness and Strain Energy Release Rate of Plastic Materials. American Society for Testing and Materials International: West Conshohocken, PA, USA, 2022.
- Serra, A.; Tarrés, Q.; Claramunt, J.; Mutjé, P.; Ardanuy, M.; Espinach, F.X. Behavior of the Interphase of Dyed Cotton Residue Flocks Reinforced Polypropylene Composites. Compos. Part B Eng. 2017, 128, 200–207. [Google Scholar] [CrossRef]
- Völtz, L.R.; Di Guiseppe, I.; Geng, S.; Oksman, K. The Effect of Recycling on Wood-Fiber Thermoplastic Composites. Polymers 2020, 12, 1750. [Google Scholar] [CrossRef]
- Puech, L.; Ramakrishnan, K.R.; Le Moigne, N.; Corn, S.; Slangen, P.R.; Duc, A.L.; Boudhani, H.; Bergeret, A. Investigating the Impact Behaviour of Short Hemp Fibres Reinforced Polypropylene Biocomposites through High Speed Imaging and Finite Element Modelling. Compos. Part A Appl. Sci. Manuf. 2018, 109, 428–439. [Google Scholar] [CrossRef]
- Kinloch, A.J.; Shaw, S.J.; Tod, D.A.; Hunston, D.L. Deformation and Fracture Behaviour of a Rubber-Toughened Epoxy: 1. Microstructure and Fracture Studies. Polymer 1983, 24, 1341–1354. [Google Scholar] [CrossRef]
- Naebe, M.; Abolhasani, M.M.; Khayyam, H.; Amini, A.; Fox, B. Crack Damage in Polymers and Composites: A Review. Polym. Rev. 2016, 56, 31–69. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Codes | Polymer (wt%) | WF (wt%) | Impact Modifier (wt%) | Processing Aids (wt%) |
|---|---|---|---|---|
| WPC40 | 60 | 40 | - | - |
| PP-rT | 57.5 | - | 40 | 2.5 |
| WPC-rT | 60 | 30 | 10 | - |
| WPC-rE | 60 | 30 | 10 | - |
| WPC-E | 60 | 30 | 10 | - |
| WPCs | KIC (MPa m1/2) | GIC (kJ m−2) | Toughness (MJ m−3) |
|---|---|---|---|
| WPC-rT | 1.44 ± 0.08 A | 0.48 ± 0.1 A | 1.1 ± 0.1 A |
| WPC-rE | 1.13 ± 0.10 B | 0.45 ± 0.1 A | 1.1 ± 0.2 A |
| WPC-E | 1.44 ± 0.09 A | 0.73 ± 0.1 B | 1.0 ± 0.1 A |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Völtz, L.R.; Berglund, L.; Oksman, K. Use of Recycled Additive Materials to Promote Efficient Use of Resources While Acting as an Effective Toughness Modifier of Wood–Polymer Composites. Polymers 2024, 16, 2549. https://doi.org/10.3390/polym16182549
Völtz LR, Berglund L, Oksman K. Use of Recycled Additive Materials to Promote Efficient Use of Resources While Acting as an Effective Toughness Modifier of Wood–Polymer Composites. Polymers. 2024; 16(18):2549. https://doi.org/10.3390/polym16182549
Chicago/Turabian StyleVöltz, Luísa Rosenstock, Linn Berglund, and Kristiina Oksman. 2024. "Use of Recycled Additive Materials to Promote Efficient Use of Resources While Acting as an Effective Toughness Modifier of Wood–Polymer Composites" Polymers 16, no. 18: 2549. https://doi.org/10.3390/polym16182549
APA StyleVöltz, L. R., Berglund, L., & Oksman, K. (2024). Use of Recycled Additive Materials to Promote Efficient Use of Resources While Acting as an Effective Toughness Modifier of Wood–Polymer Composites. Polymers, 16(18), 2549. https://doi.org/10.3390/polym16182549