
The Effect of Expanded Vermiculite on the Fire Resistance of Waterborne Acrylic Coatings

 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Fire-Retardant Coatings
2.3. Characterization
3. Results and Discussion
3.1. Fire Protection Properties of the Coatings
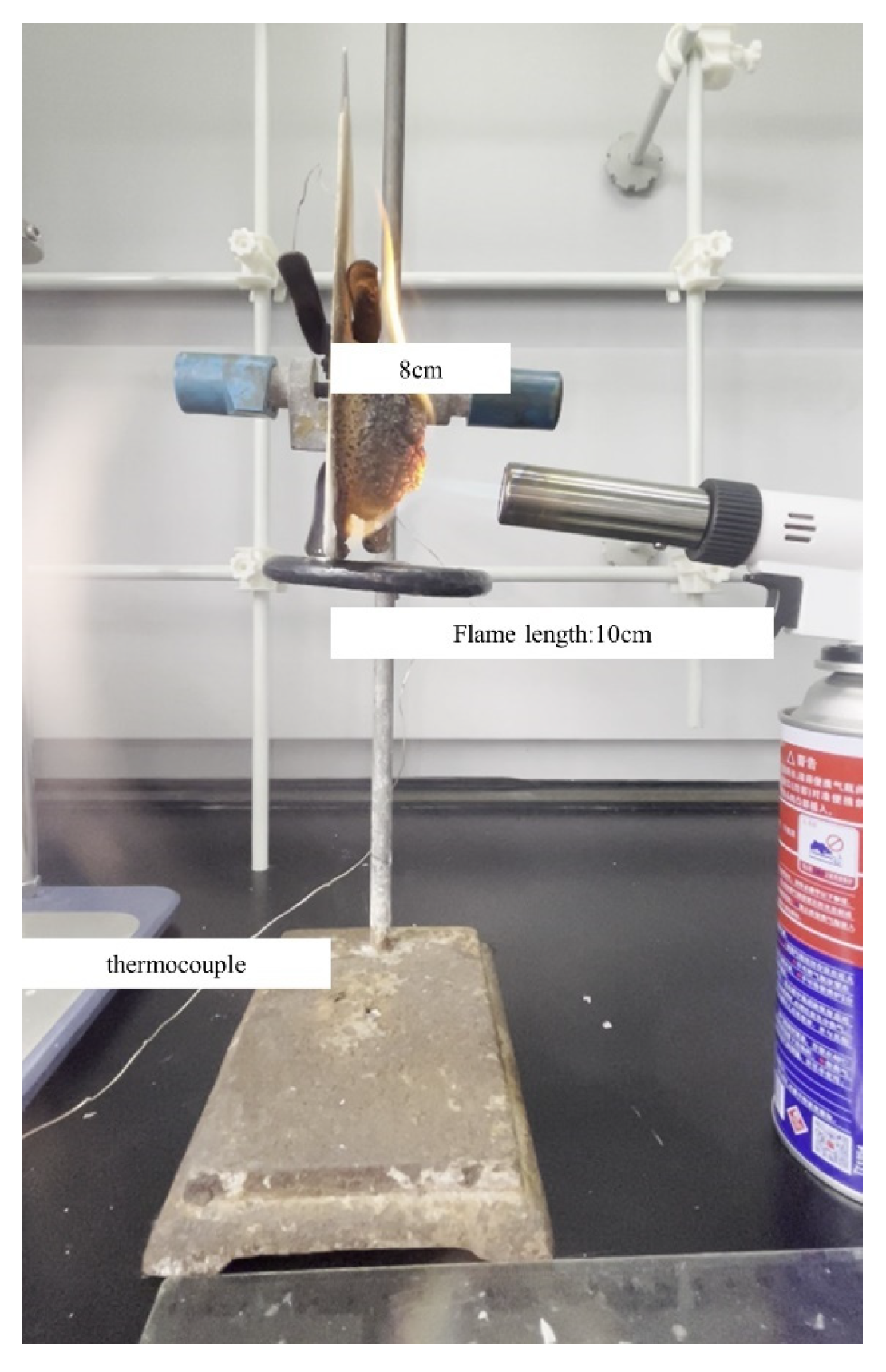
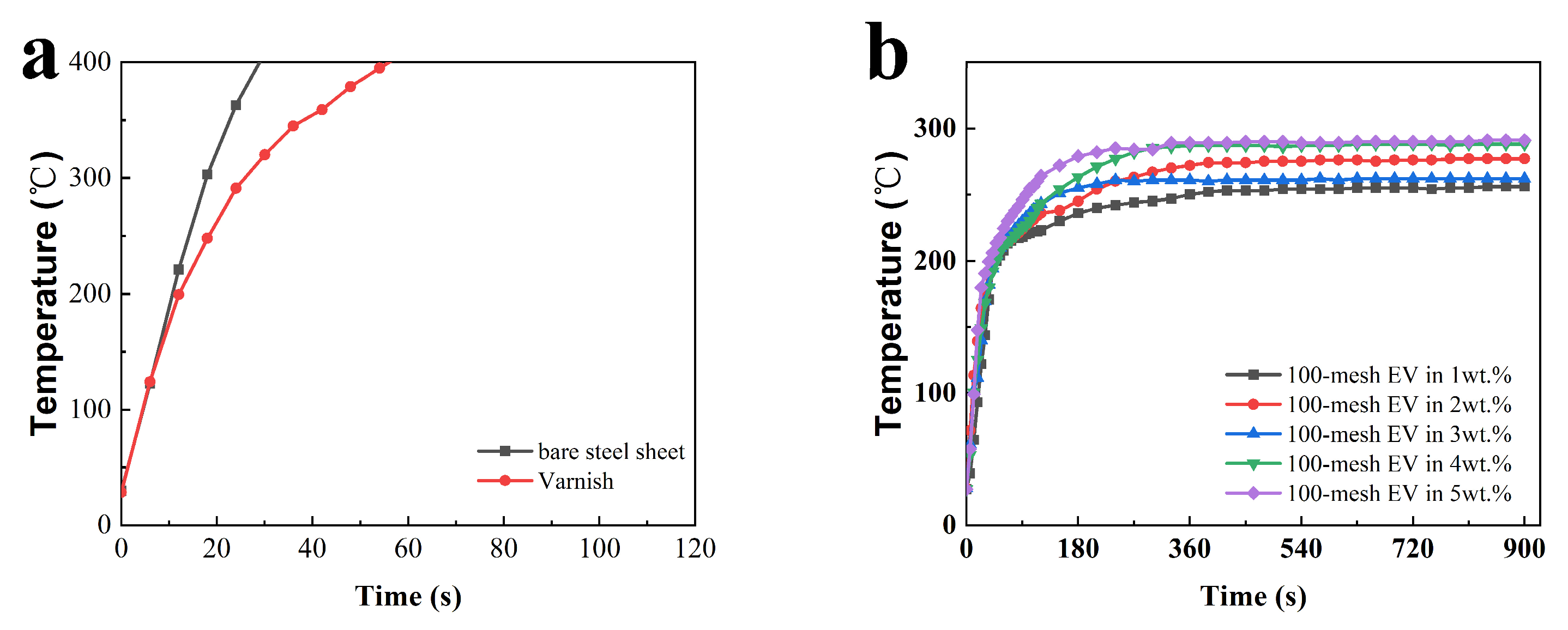
3.1.1. Analysis of Time-to-Backboard Temperature Results in Fire Tests
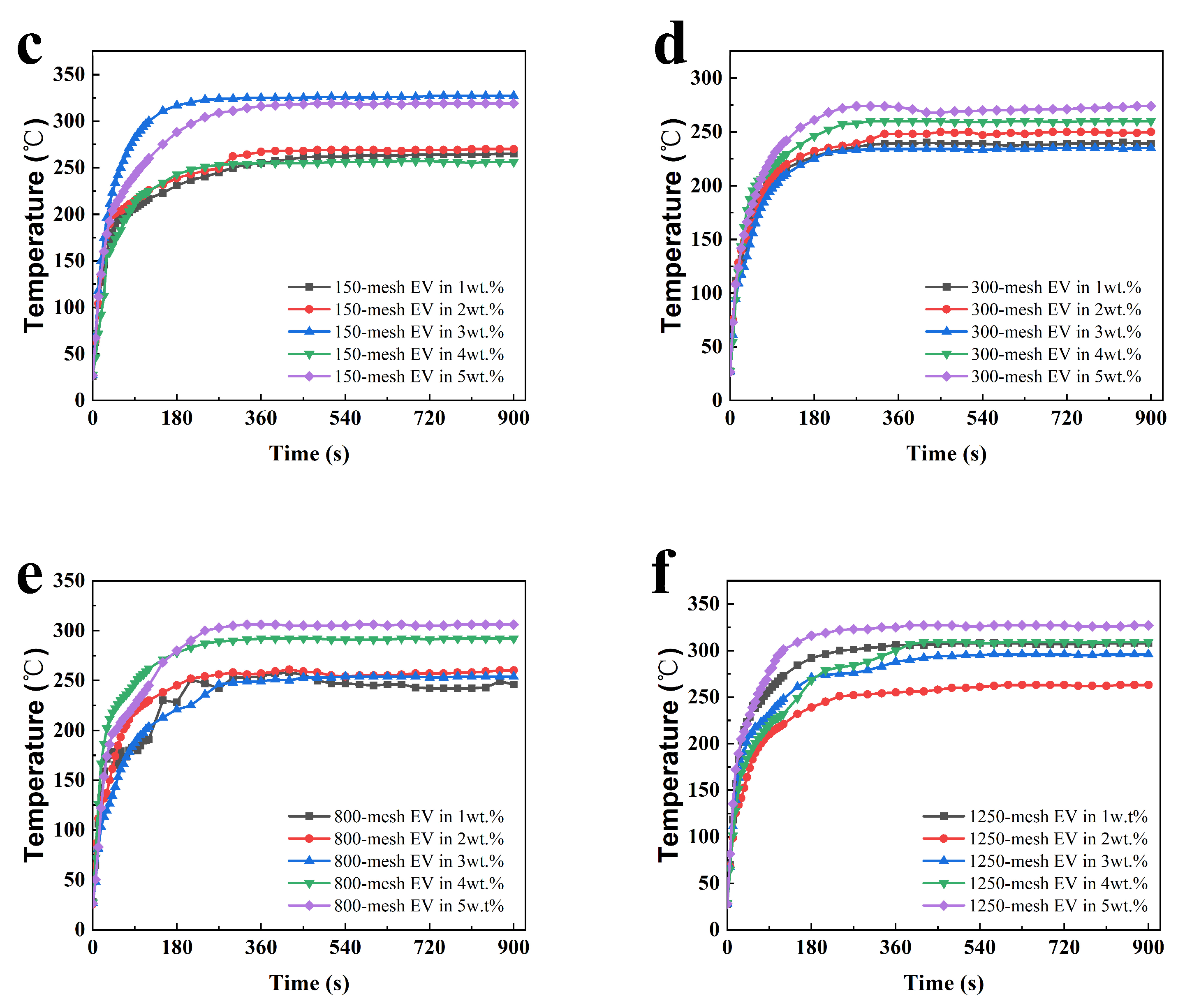
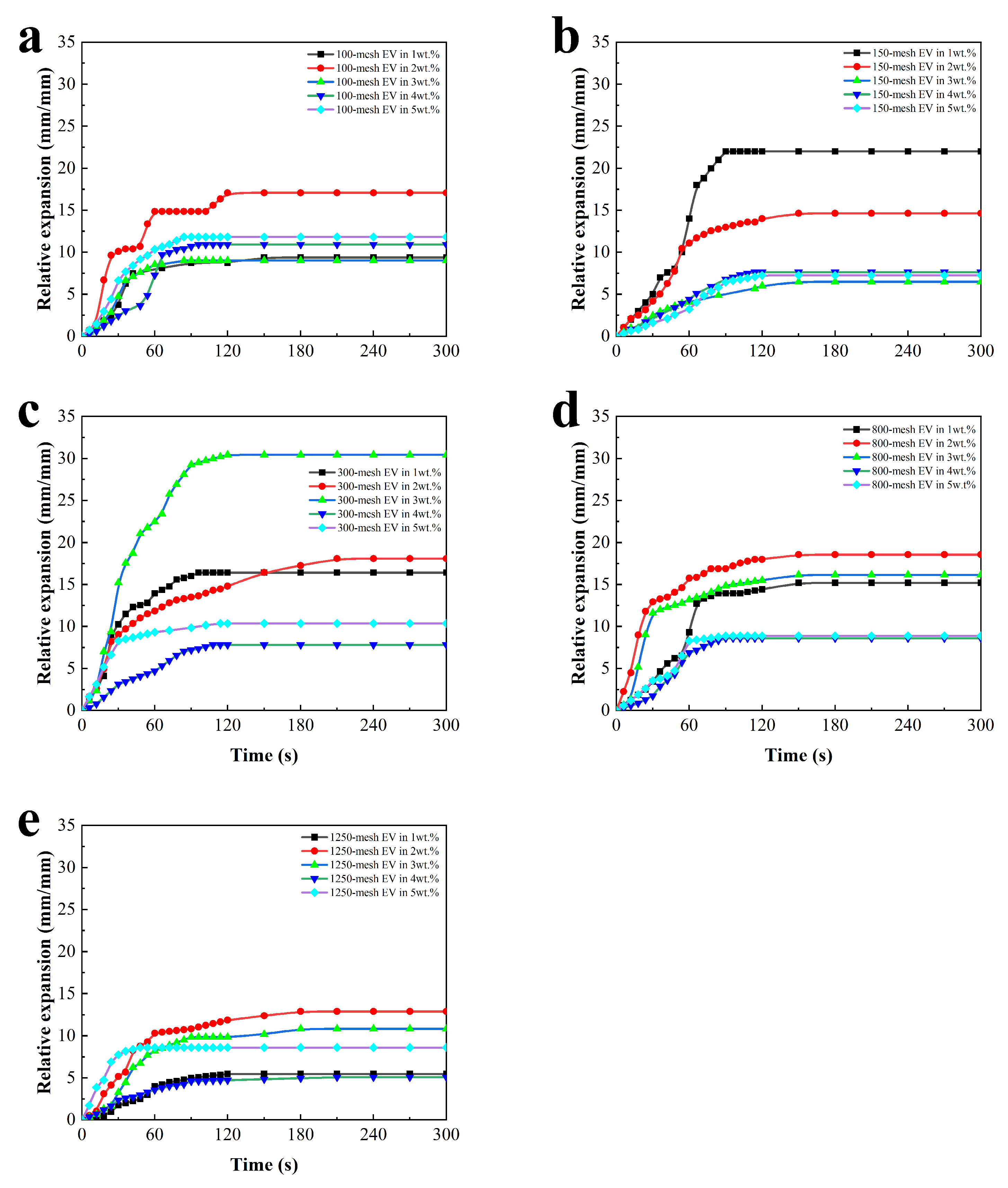
3.1.2. Analysis of Time-to-Relative Expansion Results in the Fire Tests
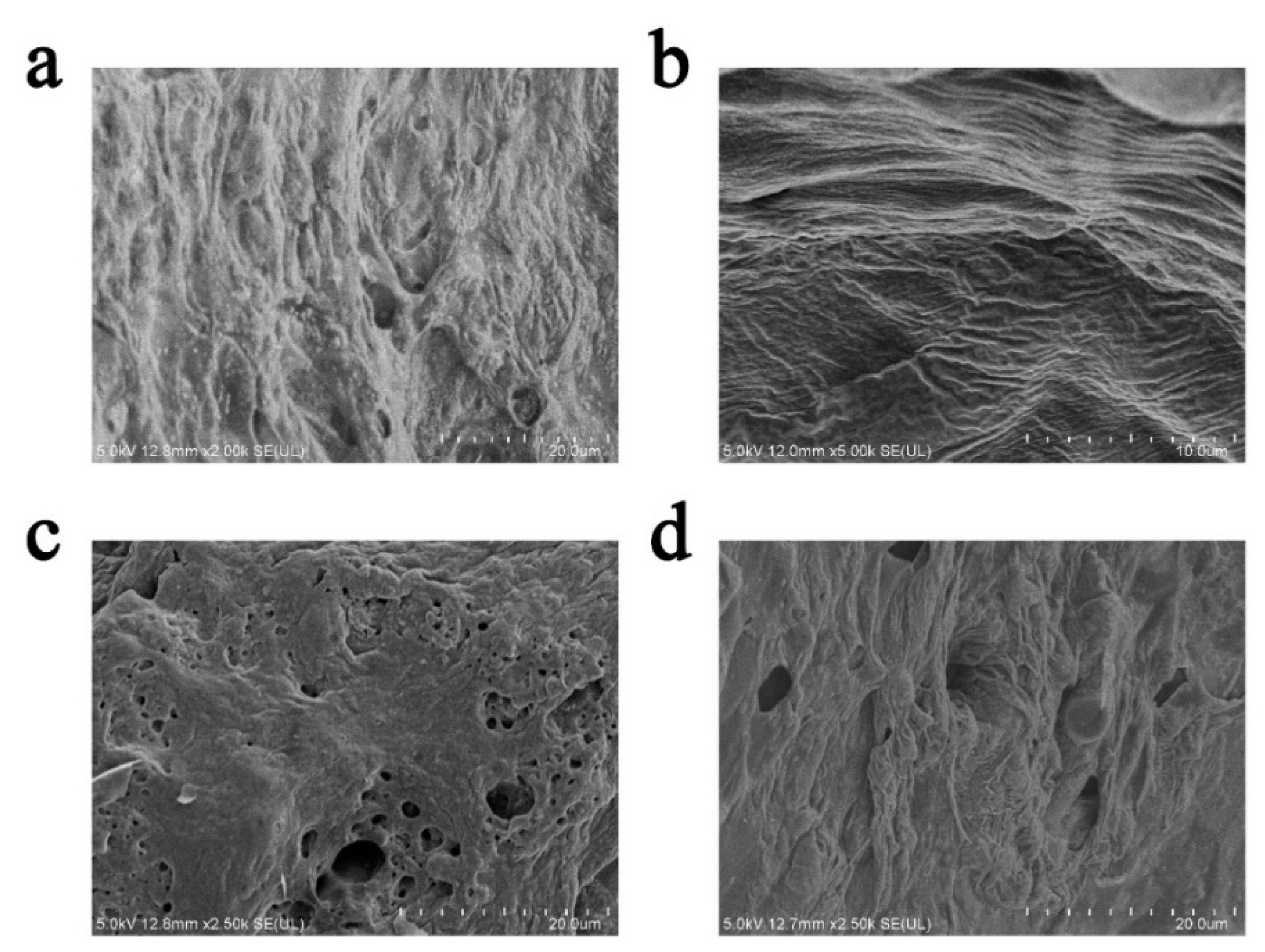
3.2. Carbon Layer Surface Morphology
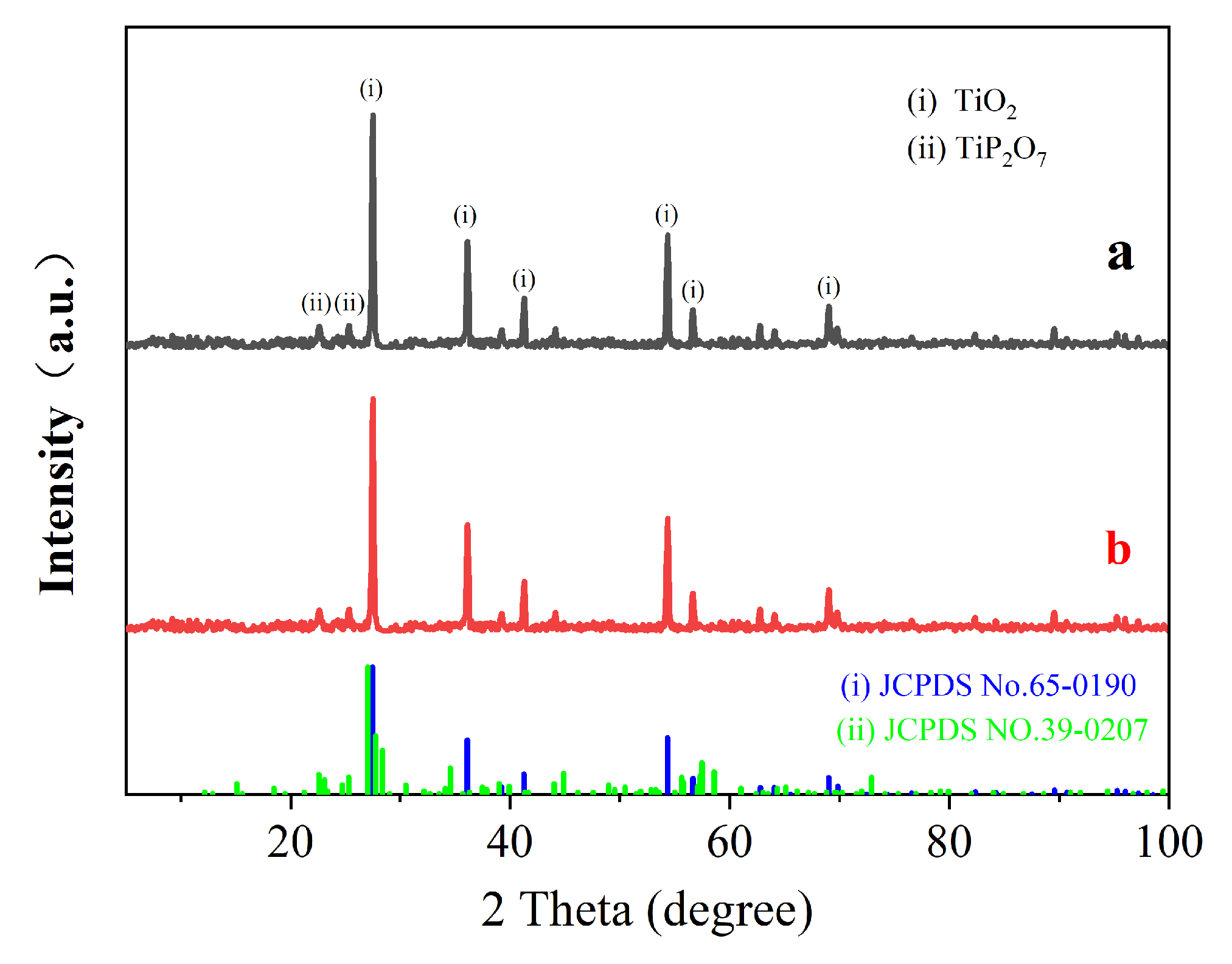
3.3. XRD Analysis of the Carbon Layer Surface
3.4. Thermal Analysis of Fire-Retardant Coatings
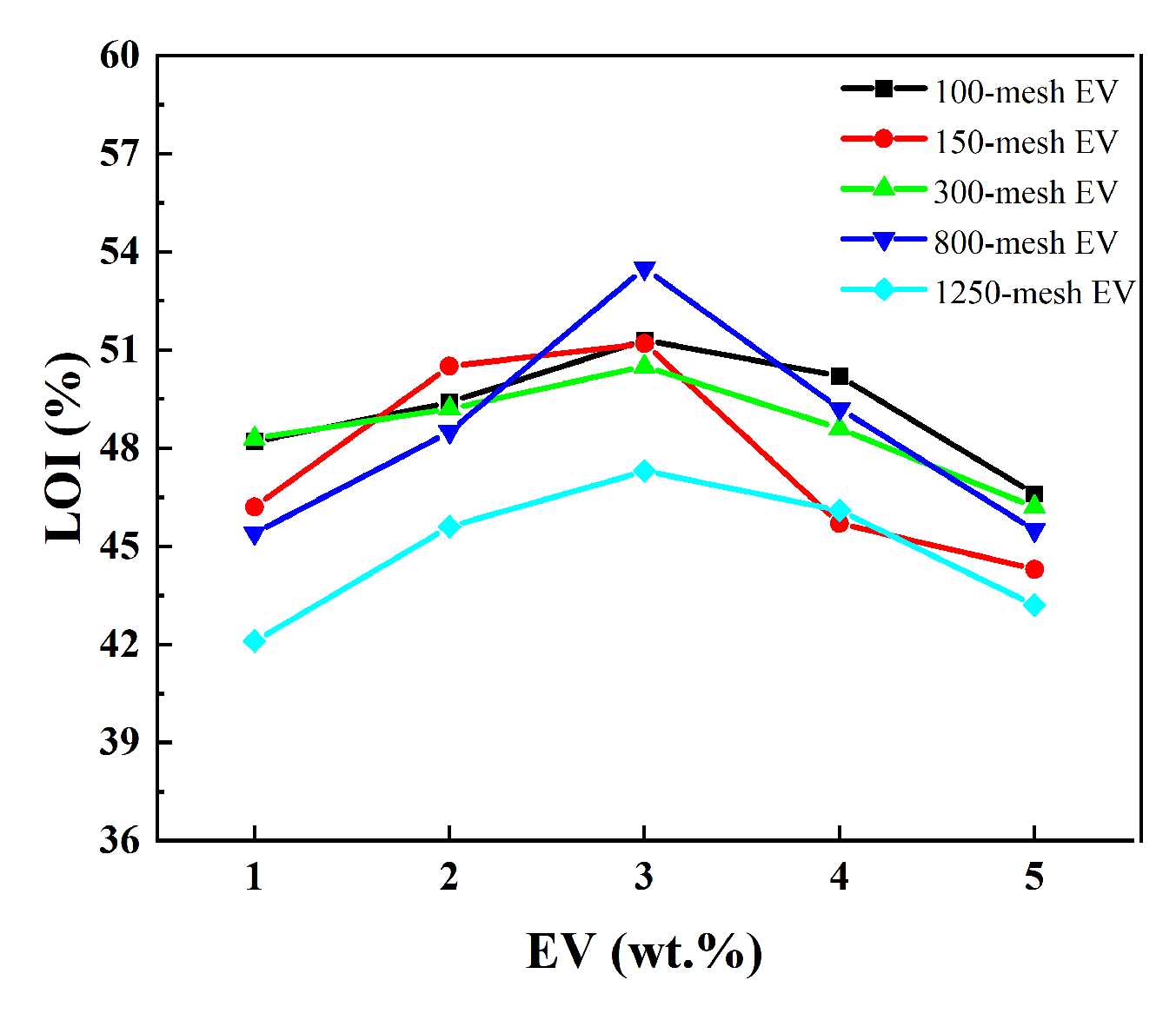
3.5. Limiting Oxygen Index of Fire-Retardant Coatings
3.6. Cone Calorimetry Tests for Fire-Retardant Coatings
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Calabrese, L.; Bozzoli, F.; Bochicchio, G.; Tessadri, B.; Vocale, P.; Rainieri, S. Parameter estimation approach to the thermal characterization of intumescent fire retardant paints. JPCS 2015, 655, 12048. [Google Scholar] [CrossRef]
- Chen, Z.; Nie, S.; Han, W.; Tang, M.; Yang, B.; Elchalakani, M. A study on static properties of high-performance steel after corrosion damage. J. Constr. Steel Res. 2023, 207, 107970. [Google Scholar] [CrossRef]
- Guo, D.; Wang, Y.; Yi, Y. Research and prospect on column-column connection of assembled multi-layer steel structure. IOP Conf. Ser. Earth Environ. Sci. 2019, 330, 22002. [Google Scholar] [CrossRef]
- Haydar, H.; Far, H.; Saleh, A. Portal steel trusses vs. portal steel frames for long-span industrial buildings. Steel Constr. 2018, 11, 205–217. [Google Scholar] [CrossRef]
- Pan, Y.; Li, D.; Yang, R. Effect of charring agents on solvent-free coatings. Polym. Advan. Technol. 2020, 31, 2038–2050. [Google Scholar] [CrossRef]
- Horacek, H. Reactions of stoichiometric intumescent paints. J. Appl. Polym. Sci. 2009, 113, 1745–1756. [Google Scholar] [CrossRef]
- Li, H.; Hu, Z.; Zhang, S.; Gu, X.; Wang, H.; Jiang, P.; Zhao, Q. Effects of titanium dioxide on the flammability and char formation of water-based coatings containing intumescent flame retardants. Prog. Org. Coat. 2015, 78, 318–324. [Google Scholar] [CrossRef]
- Li, K.; Li, Y.; Zou, Y.; Yuan, B.; Walsh, A.; Carradine, D. Improving the Fire Performance of Structural Insulated Panel Core Materials with Intumescent Flame-Retardant Epoxy Resin Adhesive. Fire Technol. 2023, 59, 29–51. [Google Scholar] [CrossRef]
- Zia-ul-Mustafa, M.; Ahmad, F.; Megat-Yusoff, P.S.; Aziz, H. The effect of particle size of wollastonite filler on thermal performance of intumescent fire retardant coating. MATEC Web Conf. 2014, 13, 03012. [Google Scholar] [CrossRef]
- Yan, L.; Xu, Z.; Liu, D. Synthesis and application of novel magnesium phosphate ester flame retardants for transparent intumescent fire-retardant coatings applied on wood substrates. Prog. Org. Coat. 2019, 129, 327–337. [Google Scholar] [CrossRef]
- Ullah, S.; Ahmad, F. Effects of zirconium silicate reinforcement on expandable graphite based intumescent fire retardant coating. Polym. Degrad. Stabil. 2014, 103, 49–62. [Google Scholar] [CrossRef]
- Yan, L.; Xu, Z.; Wang, X.; Deng, N.; Chu, Z. Synergistic effects of aluminum hydroxide on improving the flame retardancy and smoke suppression properties of transparent intumescent fire-retardant coatings. J. Coat. Technol. Res. 2018, 15, 1357–1369. [Google Scholar] [CrossRef]
- Huo, S.; Wang, C.; Hu, Q.; Liu, S.; Zhang, Q.; Liu, Z. A facile strategy to fabricate an intumescent fire-retardant coating with improved fire resistance and water tolerance for steel structure. J. Coat. Technol. Res. 2020, 17, 1401–1411. [Google Scholar] [CrossRef]
- Yan, L.; Xu, Z.; Wang, X. Synergistic flame-retardant and smoke suppression effects of zinc borate in transparent intumescent fire-retardant coatings applied on wood substrates. J. Therm. Anal. Calorim. 2019, 136, 1563–1574. [Google Scholar] [CrossRef]
- Zhang, F.; Chen, P.; Wang, Y.; Li, S. Smoke suppression and synergistic flame retardancy properties of zinc borate and diantimony trioxide in epoxy-based intumescent fire-retardant coating. J. Therm. Anal. Calorim. 2016, 123, 1319–1327. [Google Scholar] [CrossRef]
- Wang, G.; Yang, J. Influences of glass flakes on fire protection and water resistance of waterborne intumescent fire resistive coating for steel structure. Prog. Org. Coat. 2011, 70, 150–156. [Google Scholar] [CrossRef]
- Zhan, W.; Chen, L.; Cui, F.; Gu, Z.; Jiang, J. Effects of carbon materials on fire protection and smoke suppression of waterborne intumescent coating. Prog. Org. Coat. 2020, 140, 105491. [Google Scholar] [CrossRef]
- Zhan, W.; Gu, Z.; Jiang, J.; Chen, L. Influences of surface area of graphene on fire protection of waterborne intumescent fire resistive coating. Process Saf. Environ. 2020, 139, 106–113. [Google Scholar] [CrossRef]
- Xu, Z.; Xie, X.; Yan, L.; Zhou, H. Influence of carbon nanoparticle geometry on the fire resistance and anti-aging properties of intumescent fire-retardant coatings. Fire Mater. 2022, 46, 628–638. [Google Scholar] [CrossRef]
- Li, Y.; Feng, Y.; Xu, Z.; Yan, L.; Xie, X.; Wang, Z. Synergistic effect of clam shell bio-filler on the fire-resistance and char formation of intumescent fire-retardant coatings. J. Mater. Res. Technol. 2020, 9, 14718–14728. [Google Scholar] [CrossRef]
- Canosa, G.; Alfieri, P.V.; Giudice, C.A. Hybrid Intumescent Coatings for Wood Protection against Fire Action. I&EC Res. 2011, 50, 11897–11905. [Google Scholar] [CrossRef]
- Xue, Y.; Zhang, S.; Yang, W. Influence of expanded vermiculite on fire protection of intumescent fireproof coatings for steel structures. J. Coat. Technol. Res. 2015, 12, 357–364. [Google Scholar] [CrossRef]
- Levchik, S.V.; Camino, G.; Luda, M.P. Epoxy resins cured with aminophenylmethylphosphine oxide—II. Mechanism of thermal decomposition. Polym. Degrad. Stabil. 1998, 60, 169–183. [Google Scholar] [CrossRef]
- Md Nasir, K.; Ramli Sulong, N.H.; Johan, M.R.; Afifi, A.M. An investigation into waterborne intumescent coating with different fillers for steel application. Pigm. Resin. Technol. 2018, 47, 142–153. [Google Scholar] [CrossRef]
- Yan, L.; Xu, Z.; Wang, X. Influence of nano-silica on the flame retardancy and smoke suppression properties of transparent intumescent fire-retardant coatings. Prog. Org. Coat. 2017, 112, 319–329. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Type | Producers |
|---|---|---|
| Water-based hydroxyl-modified acrylic resin | Industrial grade | Qixiang Qingchen New Material Technology Co., Ltd., Shanghai, China. |
| Expandable vermiculite (100, 150, 300, 800, and 1250 mesh) | Industrial grade | Qingdao Qianshuo International Trade Co., Ltd., Qingdao, China. |
| Calcium carbonate | Industrial grade | Hebei Hongyao Mineral Products Processing Factory, Shijiazhuang, China. |
| Titanium dioxide | Industrial grade | Yangzhou Dilan Chemical Materials Co., Ltd., Yangzhou, China. |
| Ammonium polyphosphate | Chemically pure | Fengxi Fertiliser Group Co., Ltd., Yuncheng, China. |
| Pentaerythritol | Chemically pure | Sinopharm Group Chemical Reagent Co., Ltd., Shanghai, China. |
| Melamine | Industrial grade | Shanghai Xumiao Non-halogenated Smoke Reduction and Flame Retardant Co., Ltd., Shanghai, China. |
| Thickener | Industrial grade | Haimens Deqian (Shanghai) Chemical Co., Ltd., Shanghai, China. |
| Materials | Mass Fraction (wt.%) |
|---|---|
| Water-based hydroxyl-modified acrylic resin | 25.0 |
| Expandable vermiculite (100, 150, 300, 800, and 1250 mesh) | 1.0; 2.0; 3.0; 4.0; 5.0 |
| Calcium carbonate | 1.0 |
| Titanium dioxide | 10.0 |
| Ammonium polyphosphate | 18.0 |
| Pentaerythritol | 8.0 |
| Melamine | 8.0 |
| Thickener | Appropriate amount |
| Deionized water | Appropriate amount |
| Dosage of EV | |||||
|---|---|---|---|---|---|
| Mesh | 1 wt.% | 2 wt.% | 3 wt.% | 4 wt.% | 5 wt.% |
| 100 |  |  |  |  | 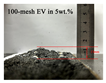 |
| 150 | 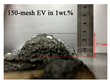 | 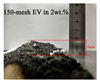 |  | 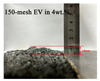 |  |
| 300 | 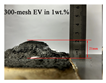 |  |  |  |  |
| 800 |  | 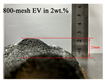 |  |  | 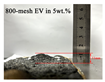 |
| 1500 | 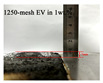 | 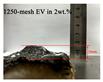 |  |  |  |
| M0 (Mesh) | W (wt.%) | T5% (°C) | Tmax (°C) | PMLR (%/min) | Residue Weight (%) |
|---|---|---|---|---|---|
| / | 0 | 201 | 398 | 0.515 | 40.0 |
| 300 | 1 | 210 | 399 | 0.576 | 41.7 |
| 3 | 213 | 404 | 0.587 | 43.9 | |
| 5 | 223 | 405 | 0.521 | 44.3 |
| M0 (Mesh) | W (wt.%) | TTI (s) | P-HRR (kW/m2) | THR (MJ/m2) | TSP (m2) | TSR (m2/m2) |
|---|---|---|---|---|---|---|
| 100 | 3 | 107 | 88.52 | 13.36 | 0.77 | 17.62 |
| 300 | 1 | 54 | 74.44 | 14.06 | 0.22 | 18.25 |
| 300 | 3 | 81 | 106.55 | 16.51 | 0.18 | 0.25 |
| 300 | 5 | 57 | 93.27 | 23.28 | 0.24 | 18.76 |
| 1250 | 3 | 59 | 76.29 | 23.39 | 0.30 | 22.82 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, S.; Wang, J.; Wen, S.; Chen, K.; Zhou, J.; Wang, H.; Deng, X. The Effect of Expanded Vermiculite on the Fire Resistance of Waterborne Acrylic Coatings. Polymers 2024, 16, 2302. https://doi.org/10.3390/polym16162302
Jiang S, Wang J, Wen S, Chen K, Zhou J, Wang H, Deng X. The Effect of Expanded Vermiculite on the Fire Resistance of Waterborne Acrylic Coatings. Polymers. 2024; 16(16):2302. https://doi.org/10.3390/polym16162302
Chicago/Turabian StyleJiang, Sihong, Jihu Wang, Shaoguo Wen, Kaimin Chen, Jianlong Zhou, Haopeng Wang, and Xuying Deng. 2024. "The Effect of Expanded Vermiculite on the Fire Resistance of Waterborne Acrylic Coatings" Polymers 16, no. 16: 2302. https://doi.org/10.3390/polym16162302
APA StyleJiang, S., Wang, J., Wen, S., Chen, K., Zhou, J., Wang, H., & Deng, X. (2024). The Effect of Expanded Vermiculite on the Fire Resistance of Waterborne Acrylic Coatings. Polymers, 16(16), 2302. https://doi.org/10.3390/polym16162302