3.1. Numerical Model Results
The coefficients obtained for the polynomial linking the mechanical yield strength to the three chosen parameters are shown in
Table 10. The table also shows the relative coefficients
to
, which helps determine the significance of each coefficient on the overall calculated mechanical property. A minimal threshold for significance, chosen as 0.05 (5%), helps determine the necessary coefficients to obtain a sufficiently accurate model later.
The calculated coefficients provide detailed insights into how different parameters influence the material’s yield strength. The coefficient represents the baseline yield strength when all predictors (, , ) are set to zero. This intercept value indicates that the yield strength starts at 37.12 MPa under these conditions. When comparing this to the observed baseline yield strength of 35.22 MPa, it is quite close to , with a reduction of 5.11%. This supports the validity of the linear model assumption, showing that the model’s baseline prediction is consistent with the experimental observations. The coefficient signifies that for each additional layer in the side surfaces (), the yield strength increases by 4.56 MPa. This coefficient indicates that the number of layers of the side surfaces has a significant impact on enhancing the yield strength, although it is less influential compared with other parameters. The coefficient denotes that for each additional layer in the upper and lower surfaces (), the yield strength increases by 9.12 MPa. This coefficient is notably higher than , suggesting that the number of layers of the upper and lower surfaces has a more pronounced effect on yield strength compared with the number of layers of the side surfaces. Finally, the coefficient implies that each unit increase in the infill percentage () corresponds to a 2.77 MPa increase in the yield strength. Although this coefficient is positive, it is lower than both and , indicating that the infill percentage has a smaller impact on yield strength relative to the number of layers of the upper and lower surfaces and of the side surfaces. Overall, the coefficients reveal that the number of layers of the upper and lower surfaces () has the greatest influence on yield strength, followed by the number of layers of the side surfaces (), and finally, the infill percentage (). The previous comments do not account for the presence of variables within interaction terms, which further complicates the impact that these individual parameters have on the performance of the material. The coefficients , , and describe interactions between parameters and their effects on yield strength. The negative coefficients MPa, MPa and MPa indicate that the interactions between ()/(), ()/() and ()/(), respectively, result in a small reduction in the two variables’ collective effect on the yield strength of the samples. Finally, the very small positive coefficient MPa indicates that the combined optimization of all three parameters results in a miniscule increase in yield strength; this coefficient is non-significant, however, due to its miniscule impact compared with . These findings highlight complex interactions and a minor combined effect of these parameters on yield strength.
Similarly, the coefficients obtained for the polynomial linking the Young’s modulus to the three chosen parameters are shown in
Table 11. Similar work was then conducted to compare the experimental results of Young’s modulus and the numerical model results by utilizing the coefficients shown in
Table 11.
The coefficient MPa represents the baseline Young’s modulus when all predictors (, , ) are set to zero. This intercept value indicates that the Young’s modulus starts at 1997.02 MPa under these conditions. This non-zero baseline supports the validity of the linear model assumption, suggesting that the model’s prediction aligns with expected values even in the absence of the other parameters. The coefficient MPa signifies that for each additional layer in the side surfaces (), the Young’s modulus increases by 132.12 MPa. This coefficient indicates that while the number of layers of the side surfaces positively impacts the Young’s modulus, its effect is moderate compared with other parameters. Meanwhile, MPa denotes that for each additional layer in the upper and lower surfaces (), the Young’s modulus increases by 277.82 MPa. This coefficient is notably higher than , suggesting that the number of layers of the upper and lower surfaces has a more pronounced effect on the Young’s modulus compared with the number of layers of the side surfaces. Finally, the coefficient MPa implies that each unit increase in the infill percentage () corresponds to a 147.93 MPa increase in the Young’s modulus. Although this coefficient is positive, it is lower than , indicating that the infill percentage has a smaller impact on Young’s modulus relative to the number of layers of the upper and lower surfaces but still contributes significantly. Overall, the coefficients reveal that the number of layers of the upper and lower surfaces () has the greatest influence on Young’s modulus, followed by the infill percentage (), and then the number of layers of the side surfaces (). The coefficients , , and describe the interactions between parameters and their effects on the Young’s modulus. The coefficients MPa, MPa and MPa indicate that the interactions between ()/(), ()/(), and ()/, respectively, impact negatively the two variables’ collective effect on the Young’s modulus of the samples, albeit to a smaller extent. Finally, MPa reflects the three-way interaction among , and . The positive value suggests that optimizing all three parameters together leads to a modest increase in the Young’s modulus, indicating that the combined effect of these factors is slightly more beneficial than the sum of their individual values and interactions in pairs.
For the yield strength prediction model, the obtained values are shown in
Table 12. The table also includes a variant of the predictions where only the coefficients related to the terms without interactions are taken into account. Interaction terms are coefficients affecting more than one variable. The polynomial without interaction terms becomes the following:
where the following apply:
- —
Y, the yield strength (MPa);
- —
X1, the number of layers of the side surfaces;
- —
X2, the number of layers of the upper and lower surfaces;
- —
X3, the infill percentage (%);
- —
(n = 0,…,3), the coefficients of the polynomial.
Table 12.
Comparison of measured yield strengths and numerical model yield strengths.
Table 12.
Comparison of measured yield strengths and numerical model yield strengths.
| Sample Group ID | Measured Mean Yield Strength [MPa] | Measurement Range (Maximum Value–Minimum Value) [MPa] | Predicted Yield Strength Redefined without Interactions Terms [MPa] |
|---|
| Sample group 1 | 35.225 | 2.345 | 37.127 |
| Sample group 2 | 49.370 | 0.677 | 53.590 |
| Sample group 3 | 16.443 | 0.906 | 20.664 |
| Sample group 4 | 36.974 | 0.102 | 35.342 |
| Sample group 5 | 26.93 | 0.376 | 26.20 |
| Sample group 6 | 48.77 | 0.171 | 48.04 |
| Sample group 7 | 40.54 | 0.177 | 38.91 |
| Sample group 8 | 31.66 | 0.113 | 29.80 |
| Sample group 9 | 46.31 | 0.951 | 44.45 |
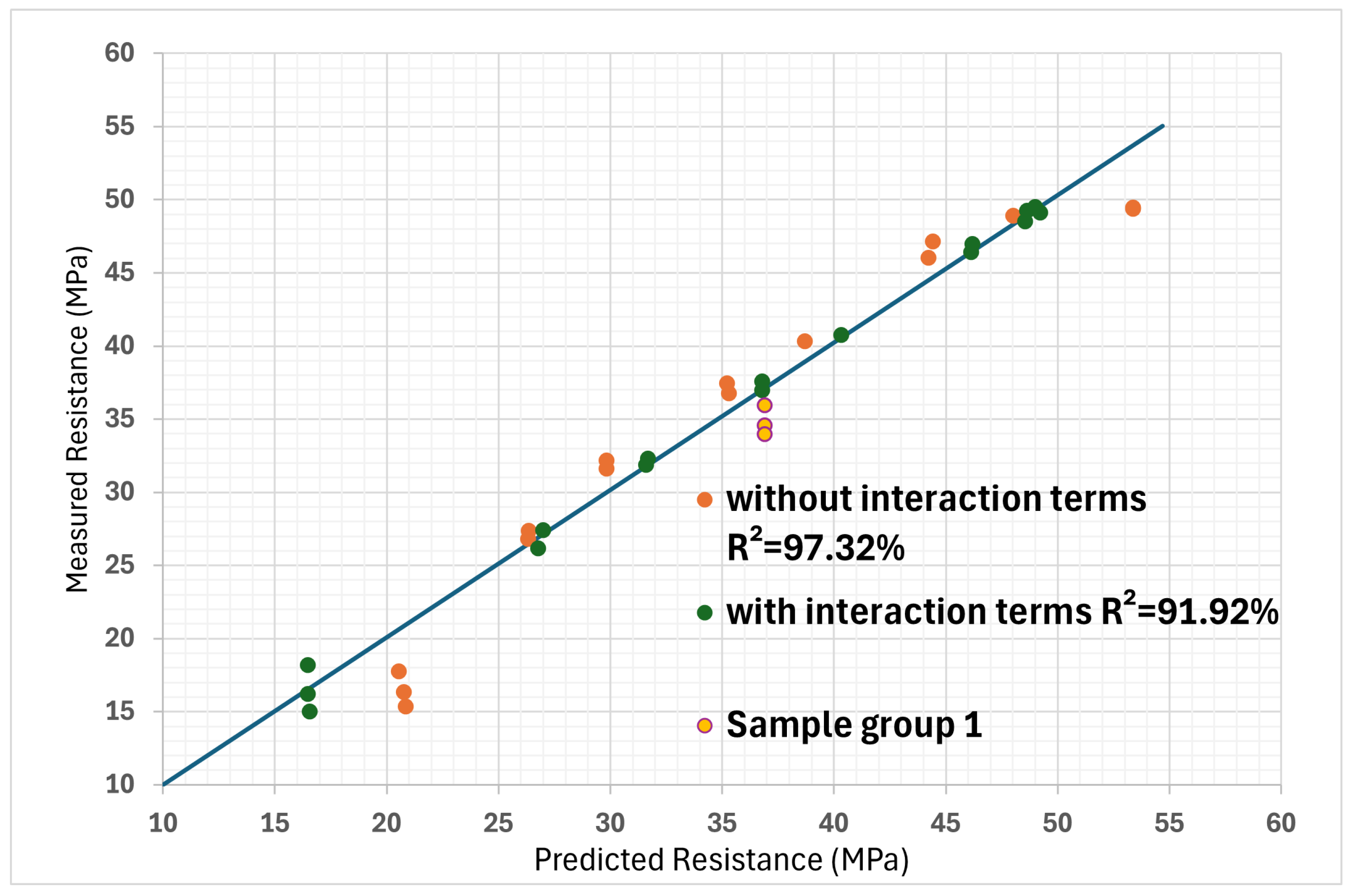
When there is an interaction term, the effect of one variable that forms the interaction depends on the level of the other variable in the interaction. These values help illustrate the individual impact of each isolated printing parameter on the tensile properties of the part. It can be observed that for the case where all the coefficients are taken into account, the values are equal to those of the experiments, which is logical because eight experiments were used to establish eight coefficients. In the case where the interaction terms are neglected, the predictions are a little different but remain rather close to reality. These results are better represented visually in
Figure 6. The diagonal line shows perfectly linear results, where R
2 = 100%. This helps to quickly visually assess the accuracy of the model.
To determine if multicollinearity was present among the predictor variables , and , the correlation matrix of these predictors was first examined. This matrix revealed that the pairwise correlations among the predictors were low, suggesting that no strong linear relationships existed between them. Additionally, the Variance Inflation Factors (VIFs) for each predictor were calculated. Since the VIF values were found to be close to 1, it indicated that the predictors were not inflating the variance of the regression coefficients significantly. Consequently, based on both the correlation analysis and VIF results, the conclusion was made that there was no significant multicollinearity among the predictor variables.
The probability values obtained for Fisher’s test are shown in
Table 13. The probability in % obtained (
p-value) represents the probability that the influence of the parameter on the result is random. It is generally considered that a
p-value above 5% indicates that the parameter does not have a significant influence. The
p-value gives the probability of rejecting the null hypothesis, not the relative importance of the effects. In this case, the hypothesis is that the variation in the parameter impacts the part’s mechanical properties. To evaluate the assumption of the nonexistent influence of the infill ratio on yield strength, calculations were performed as if the infill parameter was not involved. Each measured strength value was multiplied by the total cross-sectional area of the test specimen and then divided by the cross-sectional area of the outer surfaces. The obtained
p-values, shown in
Table 13, confirm the lack of influence that the infill percentage had on the yield strength of the samples; thus, it could safely be eliminated.
An additional analysis was conducted to verify that the influence of the infill ratio parameter had a linear relation with the yield strength. This analysis was based on the fact that some specimens had the same number of layers in the top/bottom and side surfaces; these were, therefore, differentiated only by the change in the infill ratio. The difference between the maximum force at 75% and at 25% infill was performed for each pair of specimens of the same geometry. This difference in force is attributable only to this parameter. By plotting these differences as a function of the cross-section occupied by the infill, a check on the influence of the cross-section on the properties can be made to see if it is linear. The result of these operations is shown in
Figure 7. It can be seen from this graph that the hypothesis of linear influence is plausible but unlikely, since the values fall far from the regression line. The correlation coefficient between the line and the points is equal to R
2 = 77.94%, which indicates that the infill ratio still has an impact on the yield strength of the printed part, despite it being less significant than the other studied parameters.
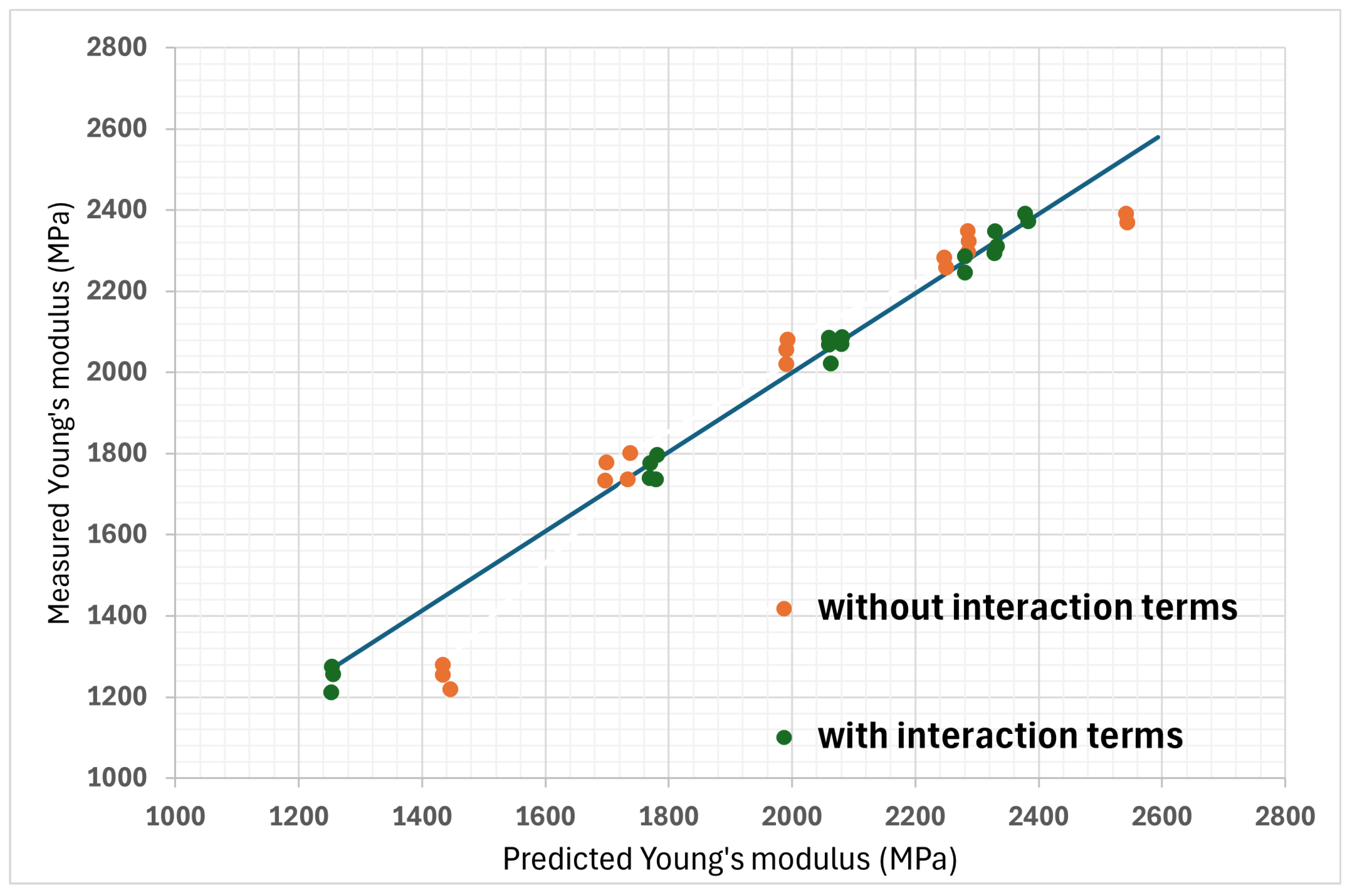
To establish the coefficients of the polynomial linking the Young’s modulus to the three chosen parameters, coefficients were calculated as previously. For the Young’s modulus prediction model, a linearity verification was conducted with and without the interaction terms, and the difference is plotted in
Figure 8. Fisher’s test was also performed on the Young’s modulus results. The
p-values obtained are shown in
Table 14. It can be seen that the order of importance is different from what was deduced from the previous yield strength model. The thickness of the upper and lower surfaces clearly has a significant influence. The infill ratio is below the redundancy value but close to it, and finally, the thickness of the side surfaces is not considered to have a significant influence on the Young’s modulus.
3.2. Simplified Section Area Numerical Model
Since the results of Fisher’s test indicate that the infill percentage could be ignored only for the yield strength prediction model, a new model was considered. The idea is to reconstruct the model with the proportion of the different zones in the tested cross-section instead of the number of layers of the side and top/bottom surfaces. The two zones considered were the side surface parts in dark blue in
Figure 9 and the top and bottom layers in lighter blue in the same figure; this model completely eliminates the infill percentage from the calculations.
The two new parameters chosen are, therefore, the proportion in % of the side surfaces and the percentage of the lower and upper layers in the total section of the specimen. In
Table 15, it can be seen that the values of the designations vary between 0 and 4, with each value representing an exact sidewall or top/bottom wall percentage. These new parameters were used to obtain new coefficients for a new polynomial with the same method as before. The coefficients obtained with the same polynomial method as the yield strength without interaction are shown in
Table 16.
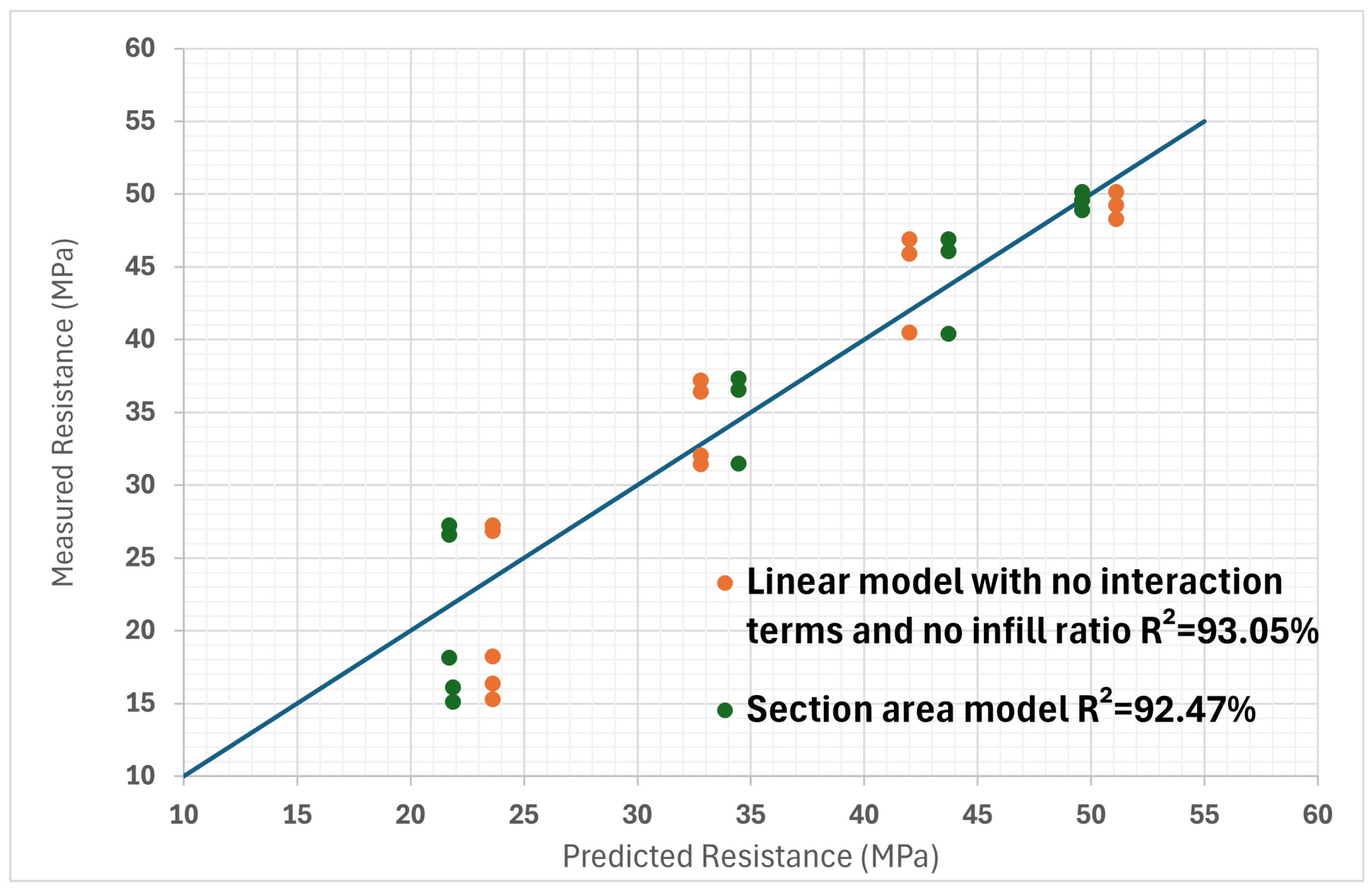
The results are also shown in
Figure 10, which shows the old predictions without interaction and without the infill percentage coefficient in order to evaluate the efficiency of the section area model. It can be seen that the point couples appear to be better distributed on either side of the slope line with the new model. This is confirmed by a calculation of the correlation coefficient in both cases between the measurements and the model predictions. The original model has a value of R
2 = 87.95%, while the new model reaches R
2 = 89.57%. The yield strength of the sample where all the parameters are at their median value, however, is not as accurately predicted as before.
A possible improvement to this model would be to also take into account the infill percentage, which was omitted in the section area model. Even if its influence has been identified as being less important, improvements to the model can potentially be found. By using the same approach as before but with infill percentage in addition, new coefficients can be determined for the polynomial. Through a calculation of the correlation coefficient between the measurements and the model predictions for the original model without interactions and the area model with the infill percentage, it can be seen that the area model is again slightly better. The original model has a value of R
2 = 92.44%, while the new model reaches R
2 = 96.06%. It can be seen that all the possibilities of the models summarized so far in
Figure 11.
A second series of tests was conducted. The new experiments were performed on samples with different parameters from the first set of tests, both within and outside the previous bounds. The validity of the models predicting yield strength was evaluated.



 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}