2.1. Polyesters Based on FDCA and Its Derivatives
The first synthesis of a furan-based polyester was recorded in 1946 by the Celanese Corporation of America, which submitted a patent for the synthesis of PEF using FDCA [
65]. The rise in the intensity of research work on obtaining polyesters based on FDCA and its derivatives did not occur until the 21st century. There has been a surge in interest, evidenced by significant investments in two major European initiatives focused on researching and potentially commercializing FDCA-based polyesters. These initiatives include PEFerence (project number 744409), which is supported by Horizon 2020, the European Union’s flagship research and innovation program, and the COST Action FUR4Sustain (CA18220), which is part of the European Cooperation in Science and Technology framework. This sudden growth of interest is due to the fact that the methods for preparing and purifying FDCA have seen significant advancements. Among the various methods available for synthesizing FDCA, the most efficient and promising is conversion from 5-hydroxymethylfurfural (HMF) [
66]. This process begins with the dehydration of cellulose or cellulose-based carbohydrates to form HMF. Following this, the hydroxymethyl group in HMF undergoes oxidation to transform into an aldehyde group. This aldehyde group is then further oxidized into a carboxyl group, culminating in the production of FDCA. A majority of furan-based polyesters are synthesized via two-step melt polycondensation, which is presented in
Figure 5. The first step of this process is esterification or transesterification, which is followed by polycondensation. Polyesters are more frequently synthesized using dimethyl-2,5-furandicarboxylate (DMFD) instead of FDCA, primarily due to the easier purifying of DMFD through recrystallization from methanol. This process ensures a higher purity of this monomer. Additionally, a synthesis using DMFD can be conducted under milder conditions compared to a synthesis that utilizes FDCA [
67].
Academia has taken up the challenge of synthesizing furan-based polyesters utilizing linear diols with a different number of carbon atoms (C3–20) [
40]. The most popular furan-based polyesters (except the abovementioned PEF) are poly(propylene 2,5-furandicarboxylate) (PPF) and poly(butylene 2,5-furandicarboxylate) (PBF). The reason for this is that, as with PEF, PPF and PBF are homologs for the commercially available poly(propylene terephthalate) (PPT) and poly(butylene terephthalate) (PBT). According to [
8,
12], PPF has a higher value of T
g compared to PPT and very similar values of the beginning of the thermal decomposition temperature and temperature at the maximum degradation rate (T
d,max). Moreover, PTF has higher barrier properties when compared to PEF [
68]. PPF exhibits excellent mechanical properties, with a Young’s modulus (E) of around 1.6–2.7 GPa, a tensile stress at break (σ
b) 67–82 MPa, and elongation at a break (ε
b) of around 3% [
1,
8,
69]. PPF can be used for packing but also in other fields like sensors or electronics [
70]. The functional properties of PBF were found to be comparable to those of PBT [
71,
72,
73]. The T
g value of PBF is around 31–46 °C and exhibits a melting temperature of about 168–172 °C [
8,
70,
73,
74]. The E value of PBF is reported to be at 742–1000 MPa, while the σ
b is approximately at 5.5–31.8 MPa, and elongation occurs at a break of around 2.5–1184% [
7,
71]. Moreover, PBF has two crystalline structures (α phase and β phase) that are similar to the crystal structure of PBT [
70]. The length of the linear diol units used for the synthesis of FDCA-based polyesters influences thermal and mechanical properties. Along with the increasing chain length, one can observe the decrease in the T
g, σ
b, and E values. Furthermore, the value of ε
b increases [
8,
67,
75,
76,
77]. The degree of crystallinity increases with a greater distance between the furan rings, which allows for higher mobility and results in a higher regularity of the molecular chain [
78]. The melting temperature (T
m) is also influenced by the length and the structure of the diol units; with an increasing length, the value of T
m decreases.
2.2. Polyesters and Copolyesters Based on FDCA and Isosorbide
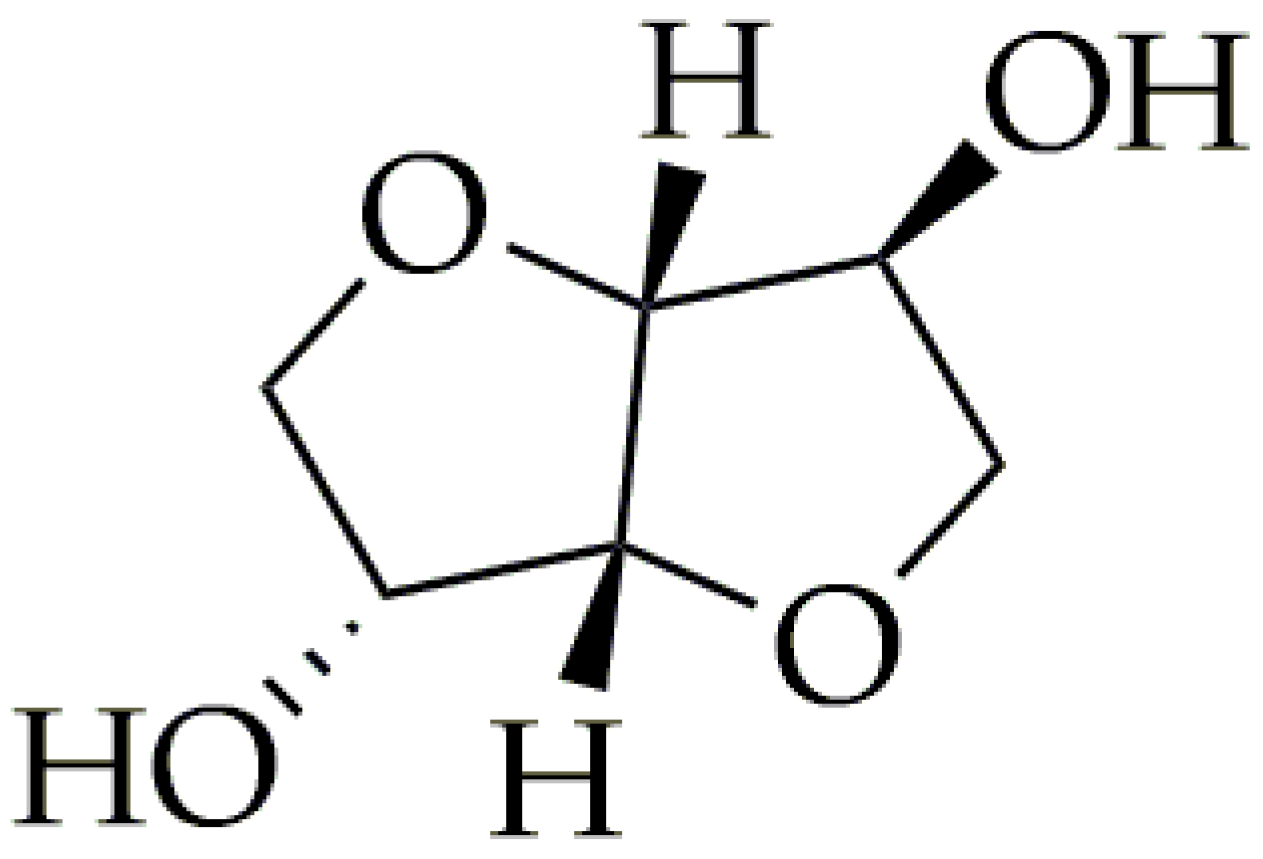
The synthesis of FDCA polyesters, which contain isosorbide units, has been proven to be difficult [
38,
39]. This is due to the fact that isosorbide is a secondary diol, which results in low reactivity. The first attempt to solve this problem for FDCA-based copolyesters which contain isosorbide was made in 1993 by Storbeck et al. [
79]. Instead of using FDCA for the synthesis, 2,5-furandicarbonyl dichloride was used, and they did not limit themselves only for the isosorbide but for all three isomers of 1,4:3,6-dianhydrohexitol. The solution polycondensation took place in 1,1,2,2-tetrachloroethane in the presence of pyridine. The T
g values of the obtained polyesters were within the range 173–194 °C, while the intrinsic viscosities were in the range of 0.11 dL/g and 0.38 dL/g. The intrinsic viscosity of the PET used for the production of bottles is between 0.7 dL/g and 0.78 dL/g [
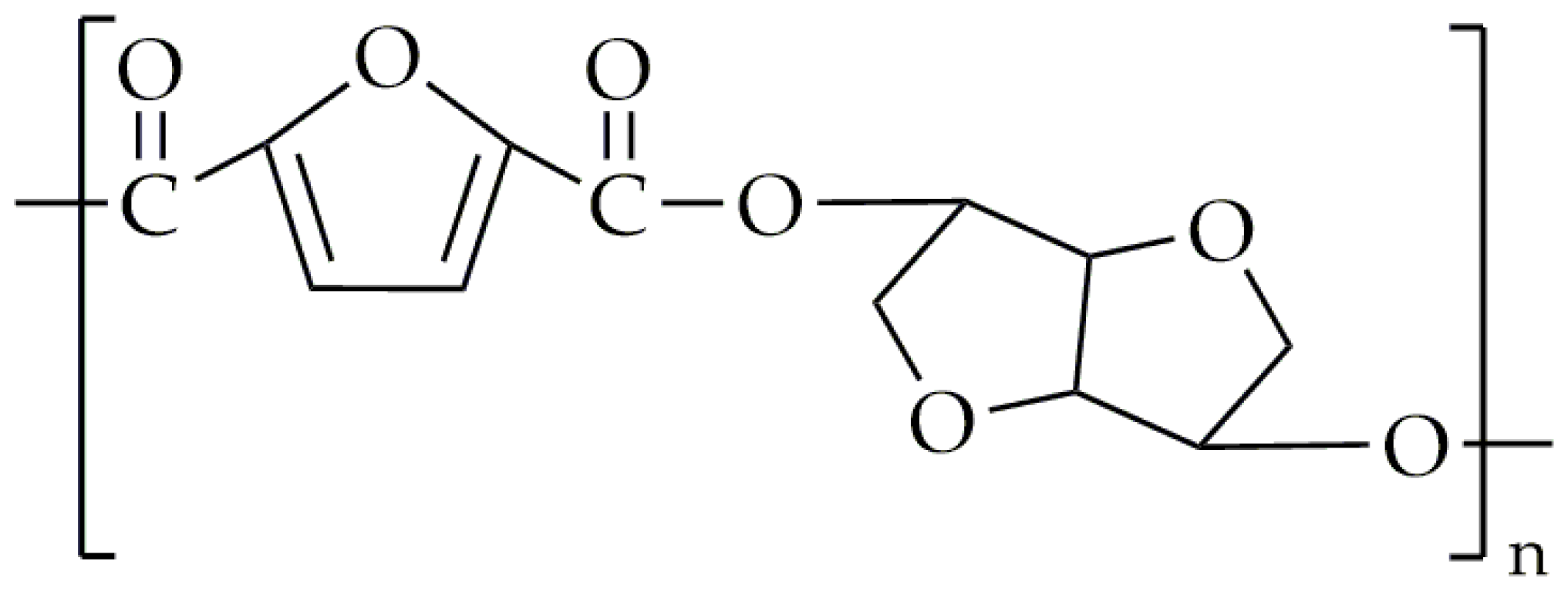
80], which is significantly higher than obtained results for the mentioned polyesters. However, the main scope of this review is the synthesis of polyesters and copolyesters via melt polycondensation. Several attempts were made to synthesize poly(isosorbide 2,5-furandicarboxylate) (PIF) [
81,
82], aiming to achieve high T
g and intrinsic viscosity values. The chemical structure of PIF is presented in
Figure 6. Wang et al. [
81] performed melt polycondensation using DMFD and isosorbide as the monomer and the as catalyst, and they chose COOMe/OH 1:1.6. However, the intrinsic viscosity of the synthesized material was only about 0.27 dL/g, while its T
g value was 162 °C. PepsiCo, Inc. (New York, NY, USA) [
82], in 2013, patented the synthesis of PIF using FDCA and isosorbide as the monomer and Sb
2O
3 as the catalyst. The esterification was conducted in two steps: (1) The mixture was heated to 220–230 °C and maintained at this temperature for 10 h. (2) The temperature was then increased to 260 °C and maintained for an additional 10 h. After that, a vacuum was applied to remove any water. The PIF synthesized by PepsiCo, Inc. had a T
g value of around 137 °C. Unfortunately, the molecular weight or intrinsic viscosity value was not provided. Terzopoulou et al. [
83] modified the procedure of melt polycondensation for the synthesis of PIF. The transesterification was performed with a temperature range of 150 °C to 170 °C for 4 h under an argon atmosphere. After that, another 1.05 equivalents of DMFD were added. The reaction between the newly added DMFD and the mixture in the reactor lasted 5 h at 150–170 °C in an argon atmosphere. The polycondensation was carried out for 3 h within the temperature range of 210 °C to 230 °C under low-pressure conditions. The main objective of this modification was to obtain a high molecular weight of the PIF. The intrinsic value of the synthesized PIF was 0.39 dL/g, and the T
g value was about 157 °C.
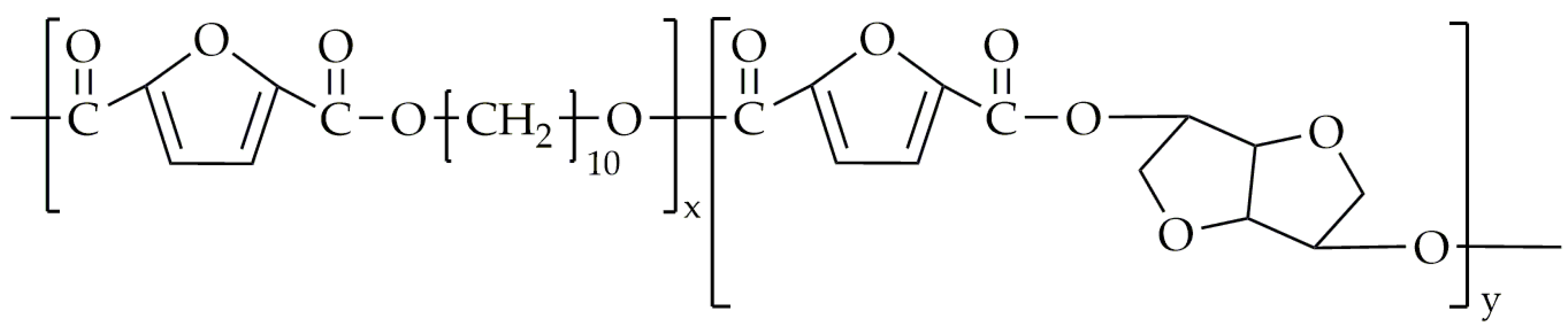
Moving to copolyesters based on FDCA and its derivatives, the best studied FDCA-based polyester is PEF, and there are already published papers and patents attempting a synthesis of poly(ethylene-co-isosorbide-2,5-furandicarboxylate) (PEIF) with a high value of molecular mass, intrinsic viscosity, and T
g with the use of the traditional route of two-step melt polycondensation. The chemical structure is presented in
Figure 7. PEIF was patented in US20130171397A1 by PepsiCo, Inc. [
82], with an isosorbide content of 0.7%, 2%, 5%, and 10%. The highest observed value of T
g was 78 °C for PEIF 99.3%EG/0.7IS, while the lowest T
g value was 64 °C for PEIF with 95%EG/5%IS. Compared to the synthesized PEF, which had a T
g of 79 °C, it can be concluded that the addition of isosorbide in this case did not increase the T
g. The degree of crystallinity (X
c) for PEIF was between 20–25%.
The other patent, WO2015142181A1, by Roquette Frères was published in 2015 [
84]. This synthesis was performed in a 200 mL glass reactor and a 2 L stainless-steel reactor. Furthermore, DMFD was used instead of FDCA as the monomer, and in most cases, titanium tetrabutoxide was used as the catalyst. In a glass reactor, the transesterification was conducted at 160–190 °C, while polycondensation was carried out at up to 240 °C for 210 min at a pressure reduced to 5 mbar. In a 2 L stainless-steel reactor at the beginning of the reaction, vacuum–nitrogen cycles were performed at 60–80 °C at a constant string of 20 rpm. The transesterification was carried out at 130–190 °C, under nitrogen pressure, and stirred at the rate of 150 rpm. The polycondensation process was conducted at temperatures ranging from 235 °C to 270 °C and lasted between 100 min and 255 min under low-pressure conditions. The results are presented in
Table 1.Moreover, a modified route of this synthesis was presented in WO2015142181A1. Firstly, the authors carried out the transesterification between isosorbide/ethylene glycol and DMFD at a molar ratio of 1:2.1 or 2.5:1, respectively. This procedure involved heating the mixture to 190 °C for 2 h when isosorbide was added or for 3 h when ethylene glycol was added. After that, isosorbide/ethylene glycol was added, and the mixture was kept for an additional 2 h. The polycondensation was carried out at 240 °C for 4 h under low-pressure conditions. The results are presented in
Table 2.
The authors of this work attempted the synthesis of poly(propylene-co-isosorbide-2,5-furandicarboxylate) (PPIF) via two-step melt polycondensation. As monomers, we used DMFD (Henan Coreychem Co., Ltd., Zhengzhou, China); dimethyl isosorbide (Sigma-Aldrich, Saint Louis, MO, USA); and 1,3-propanediol (bio-PDO, DuPont Tate & Lyle BioProducts, London, OH, USA). The transesterification was conducted at a temperature range of 165 °C to 195 °C for up to 4 h. The polycondensation was performed at up to 235 °C under low-pressure conditions. Dimethyl isosorbide was added in molar fractions at 15 mol.% and 25 mol.%. The chemical structure of PPIF is shown in
Figure 8.
The proton nuclear magnetic resonance (
1H NMR) was carried out on a spectrometer operating at a frequency of 400 MHz (Bruker, Karlsruhe, Germany). Before the experiment, all samples were subjected to continuous methanol extraction for 24 h. All materials were dissolved in chloroform-d CDCl
3 at 10 mg/mL. The spectrometer operated at 400 MHz, and tetramethylsilane (TMS) was used as an internal chemical shift reference. The obtained spectra are presented in
Figure 9. Unfortunately, an analysis of NMR spectroscopy showed that the isosorbide units were not incorporated into the polymer chain.
Wang et al. [
81] attempted to synthesize poly(1,4-butylene-co-isosorbide-2,5-furandicarboxylate) PBIF using traditional two-step melt polycondensation. The chemical structure is presented in
Figure 10. The transesterification was performed at 200 °C for 2 h, followed by an additional hour at 210 °C. The polycondensation lasted 6 h at 250 °C under low-pressure conditions. The synthesized copolyesters contained 20 mol% to 80 mol% isosorbide units. The properties of copolyester can be found in
Table 3.
With an increase in the isosorbide content, a decrease in the value of Mn and intrinsic viscosity was observed. The incorporation of the isosorbide resulted in an amorphous structure. Furthermore, a significant increase in the Tg value is observed; the PBIF with 80 mol.% of isosorbide content had an almost 3-times higher Tg value when compared to the PBF. A higher content of isosorbide units resulted in an increased value of σb, with PBIF containing 70% isosorbide units reaching the highest value of 140 MPa, which is 87 MPa higher than that of PBF. However, the εb value decreased with a higher content of isosorbide. The PBIF with 80% isosorbide units exhibited the lowest εb value at approximately 15%, in contrast to PBF, which exhibited an εb value of around 685%. The E value decreased with up to 50% of isosorbide content, but beyond that, the E value of copolyesters began to exceed that of PBF.
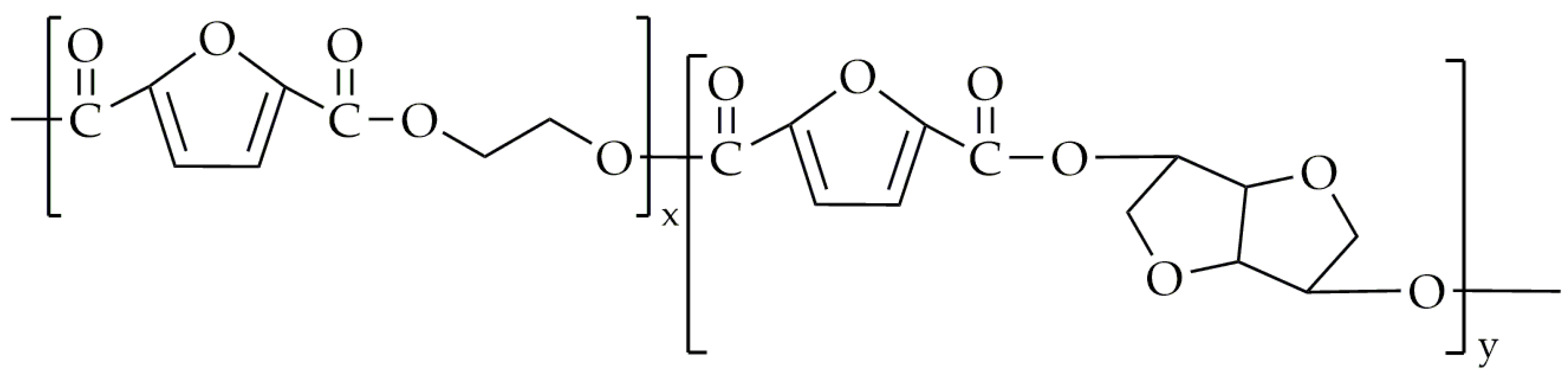
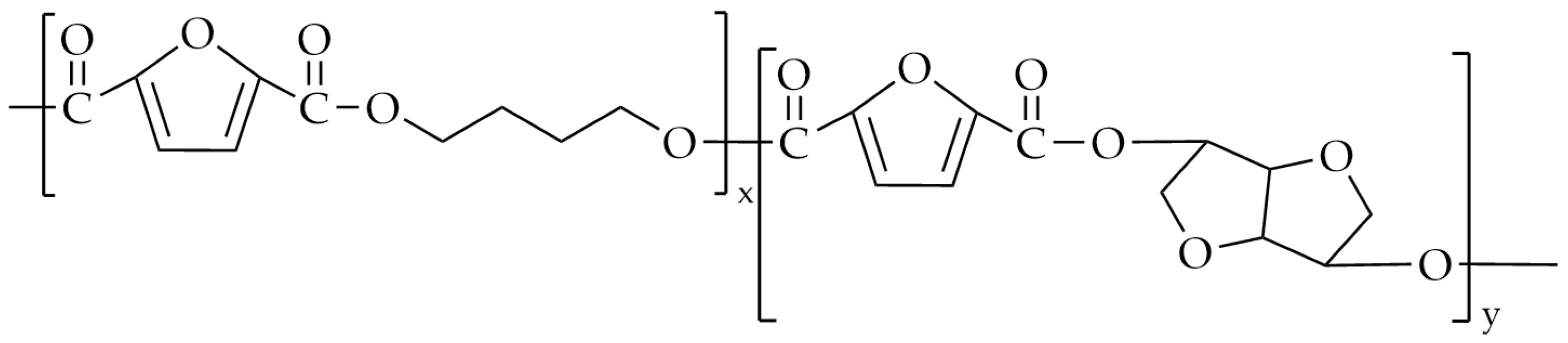
The chemical structure of poly(1,6-hexamethylene-co-isosorbide-2,5-furandicarboxylate) (PHIF) is shown in
Figure 11.
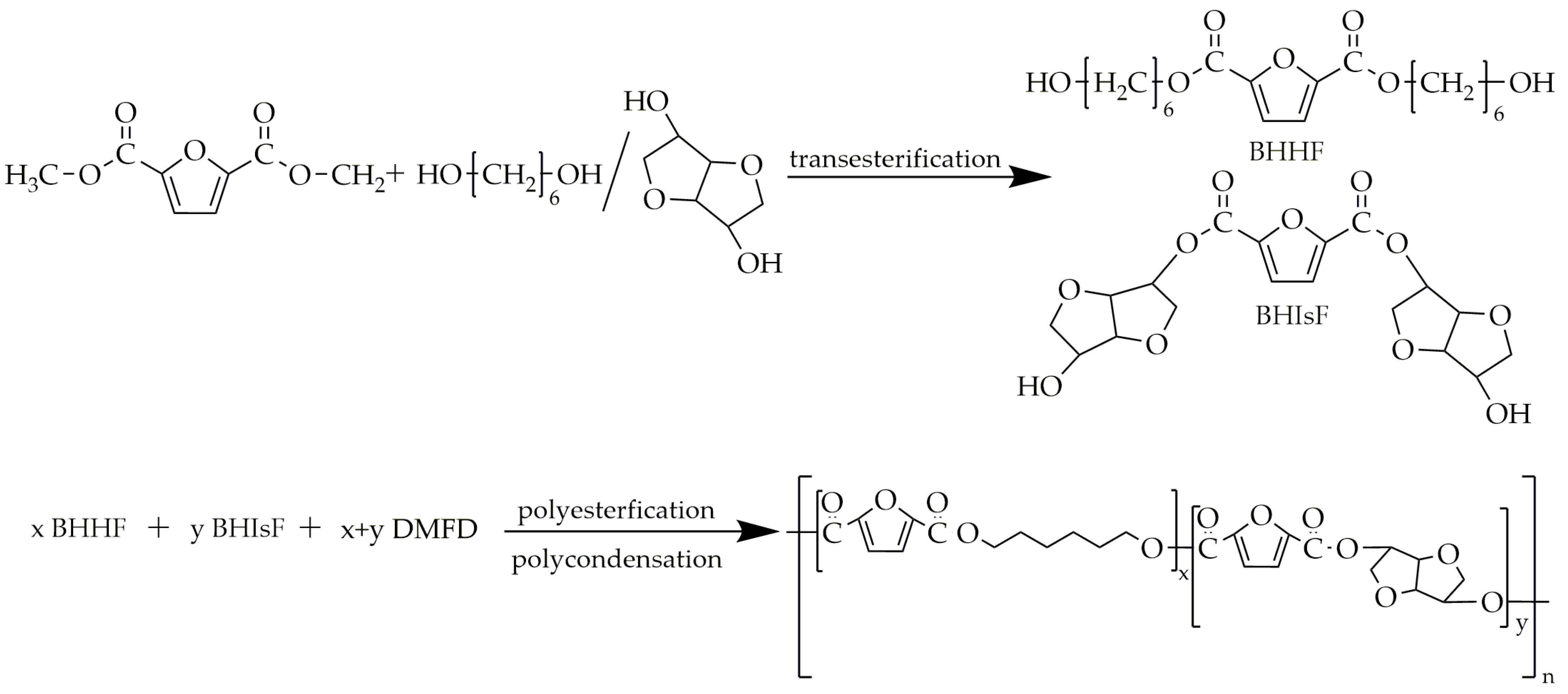
Kasmi et al. [
85] synthesized PHIF using DMFD, 1,6-hexanediol (HDO), and isosorbide as monomers and titanium (IV) isopropoxide as the catalyst. The copolyesters were synthesized utilizing three-step melt polycondensation. The first step was transesterification between DMFD and HDO/isosorbide in order to obtain bis(hydroxylhexamethylene)-2,5-furan dicarboxylate (BHHF) and bis(hydroxyisosorbide)-2,5-furan dicarboxylate (BHIsF). this transesterification lasted 4 h over a temperature range of 160 °C to 180 °C. The next step involved the polyesterification of BHHF and BHIsF with an equimolar addition of DMFD, with the ratio of BHIsF varying from 3% to 90%. This polyesterification was carried out in the range of temperatures from 160 °C to 190 °C for about 4.5 h. The last step, polycondensation, was conducted under low-pressure conditions, with a temperature range of 220–250 °C, and lasted 3.5 h. The scheme of this synthesis is presented in
Figure 12.
The properties of the selected copolyesters are summarized in
Table 4. The intrinsic viscosity values of the obtained copolyesters ranged from 0.23 dL/g to 0.58 dL/g. PHIF 10/90 has the lowest intrinsic viscosity value while PHIF 90/10 has the highest. PHF exhibited an intrinsic viscosity of around 0.40 dL/g. This indicates an improvement in the method, as copolyesters with up to 40% isosorbide units have a similar intrinsic viscosity to neat polyester. The incorporation of the isosorbide unit resulted in a significant increase in the T
g value. PHIF 90/10 exhibited the highest T
g value at 135 °C, which is approximately 128 °C higher than that of neat PHF. Moreover, the addition of isosorbide resulted in a decrease in the value of X
c, above 10% of the isosorbide unit content of the copolyesters, which were completely amorphous. The copolyesters exhibited a higher value of decomposition temperatures at a 5% weight loss (T
d,5%) when compared to the PHF. PHIF 90/10 had a T
d,5% value of approximately 373.5 °C compared to neat PHF, which had a T
d,5% value of 339.7 °C. This is due to the higher thermal stability of the rigid diols compared to aliphatic diols.
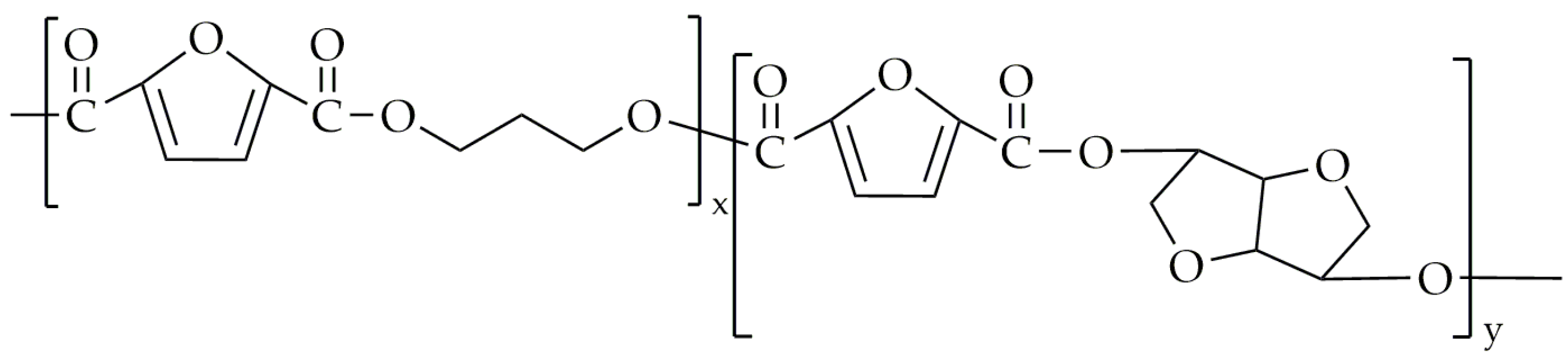
Another copolyester synthesized by the same group was poly(decamethylene-co-isosorbide-2,5-furandicarboxylate) (PDIF) [
86], with its chemical structure shown in
Figure 13.
The synthesis of PDIF was nearly identical to that of PHIF, with the exception that 1,10-decanediol was used instead of 1,6-hexanediol. The content of the added isosorbide unit ranges from 5 mol.% to 40 mol.%. The properties of PDIF can be found in
Table 5. As with the other copolyesters, the incorporation of isosorbide resulted in a gradual decrease in the values of M
n and M
w. However, the highest decrease was observed for PDIF 70/30 instead of PDIF 60/40. The addition of the 5 mol.% and 10 mol.% of isosorbide units resulted in a decrease in T
g when compared to the neat poly(decamethylene 2,5-furandicarboxylate) (PDF). The highest value of T
g was exhibited by PDIF 60/40 (20.6 °C). Unlike the most copolyester-containing isosorbide, all PDIF copolyesters have a semicrystalline structure with an X
c value ranging from 29.2% to 23.2%. However, in contrast to PHIF copolymers, the incorporation of isosorbide units into PDIF does not significantly increase the value of T
d,5%, exhibiting an increase of only up to 6.7 °C. The addition of up to 15 mol% isosorbide units resulted in higher E, σ
b, and ε
b values compared to PDF. Beyond a 15 mol% isosorbide content, significant decreases in E and σ
b values were observed. This effect is due to the lower values of molecular weight and X
c. Furthermore, copolyesters with an isosorbide content of up to 20 mol% were subjected to soil burial for 24 weeks. The visible change in weight of the sample was observed at 16 weeks of the experiment. However, the higher the isosorbide content, the lower the weight loss of the sample.
Kim et al. [
87] attempted the synthesis of poly(ethylene-co-isosorbide-co-1,4-cyclohexanedimethylene-2,5-furandicarboxylate) (PEICF), whose chemical structure is presented in
Figure 14.
The terpolysters were synthesized with the use of two-step melt polycondensation. Before the esterification, the monomers were melted in a reactor at 110–150 °C under mechanical stirring. This lasted until the mixture was completely melted, after which a catalyst (titanium butoxide) was added. The esterification was carried out at 230 °C, and it lasted for 2 h. The polycondensation was performed at 250 °C, under low-pressure conditions, until the torque reached 30 Nm. The content of the EG in all copolyesters was 50 mol.%, the CHDM unit varied from 19 mol.% to 51 mol.%, and the isosorbide unit was in range of 12 mol.% to 49 mol.%. The properties of terpolysters can be found in
Table 6. The M
n value did not differ significantly between copolymers. Poly(ethylene-co-1,4-cyclohexanedimethylene-2,5-furandicarboxylate) (PECF) had the lowest value of T
g (80.93 °C), while the highest value of T
g was exhibited by PE
50I
30C
20F (119.03 °C).
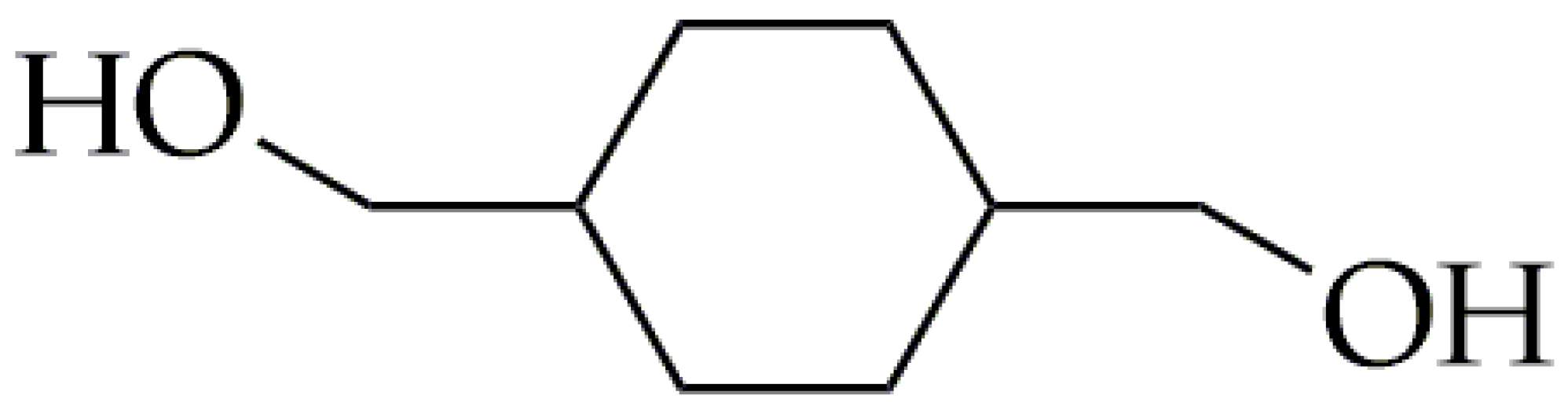
2.3. Polyesters and Copolyesters Based on FDCA and CHDM
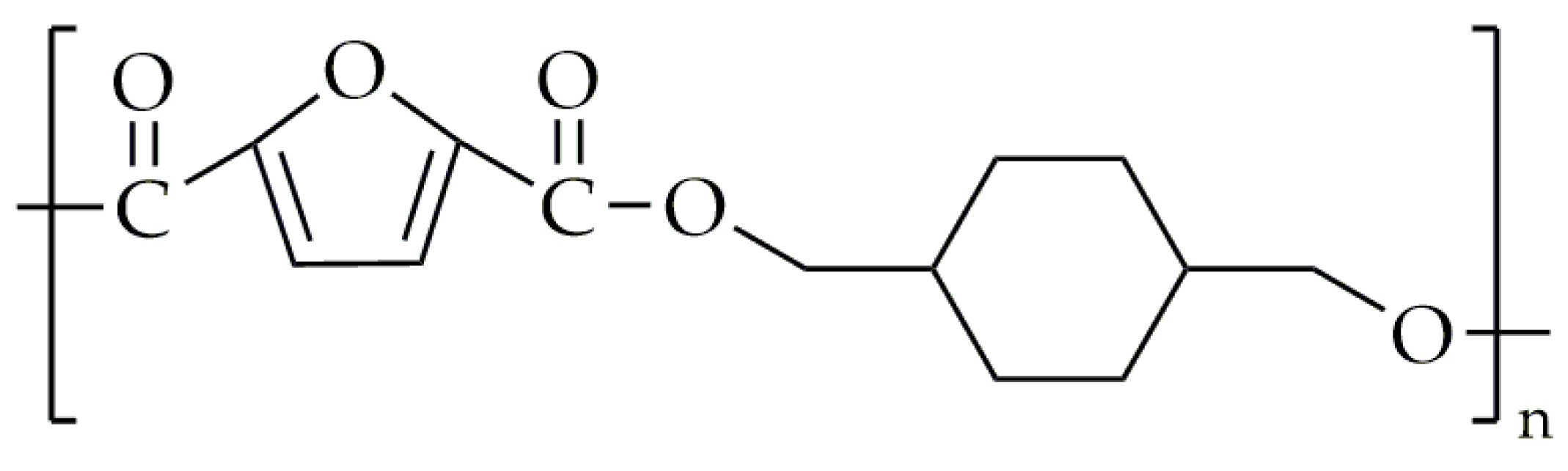
There are not as many publications and patents on the synthesis of polyesters and copolyesters based on FDCA and CHDM when compared to copolyesters with isosorbide. Poly(1,4-cyclohexanedimethylene-2,5-furanoate) (PCHDMF) was synthesized by Terzopoulou et al. [
83]. The chemical structure of PCHDMF is shown in
Figure 15.
The PCHDMF was synthesized with the use of a modified two-step melt polycondensation. During the first step, transesterification between DMFD and CHDM occurs at 150–170 °C. After that, DMFD is added to the mixture at the molar ratio of 1/1.05, and the process is carried out in the same temperature range. The polycondensation was carried out in the temperature range of 240 °C to 260 °C under low-pressure conditions. The intrinsic viscosity of PCHDMF was 0.52 dL/g. In contrast to polyester and most copolyesters based on isosorbide, PCHDMF exhibits a crystalline structure. The peaks that were observed on WAXD diffractograms were spotted on t 2θ = 10.03, 16.7, 20.19, 22.39, and 30.81°, which is very similar to these of poly(1,4-cyclohexanedimethylene terephthalate) (PCHDMT) [
88]. The T
g value of PCHDMF was about 74 °C, and its melting temperature (T
m) was about 262 °C.
Wang et al. [
89] also performed the synthesis of poly(ethylene-co-1,4-cyclohexanedimethylene-2,5-furanoate) (PECF) and PCF. The chemical structure of PECF is presented in
Figure 16.
Transesterification was carried out at 180 °C until 95% of the theoretical amount of methanol was distilled. The polycondensation was performed at 240–260 °C under low-pressure conditions. The polycondensation reaction was carried out for a specific duration until the torque value of the stirrer reached the same value for all copolyesters, ensuring a consistent viscosity across all products. The CHDM was incorporated in molar fractions: 15%, 32%, 59%, and 76%. The properties of PECF can be found in
Table 7. The incorporation of the CHDM did not result in a significantly lower intrinsic viscosity value when compared to neat PEF. Nevertheless, the intrinsic viscosity of PEF was about 0.1 dL/g higher than that of PCF, which had an intrinsic viscosity of around 0.72 dL/g. The PECF with 15 mol.% and 32 mol.% CHDM units did not exhibit a crystalline structure. At low concentrations, the CHDM units disrupt chain regularity, preventing crystallization. With a higher content of CHDM units in copolyesters and in neat PCF, the materials demonstrated a better ability to crystallize compared to PEF. However, the PEF exhibited the highest value of T
g (87.0 °C) when compared to copolyesters and PCF. The T
5% and T
d,max values of copolyesters did not show any significant changes when compared to the PEF, meaning that the incorporation of CHDM units does not impact the thermal stability. The E and σ
b values of copolyesters decreased with the higher content of CHDM units, which is probably due to the more flexible molecular chains. Thus, the ε
b value increased with the higher content of CHDM units (except for PE
24C
76F). Furthermore, the incorporation of CHDM units resulted in a greater permeability of CO
2 and O
2 in copolyesters when compared to the neat PEF.
An attempt at the synthesis of poly(propylene-co-1,4-cyclohexane-2,5-furandicarboxylate) (PPCF) was made by Jia et al. [
90]. The chemical structure of PPCF is shown in
Figure 17.
The transesterification was carried out at 180 °C for 3 h and at 190 °C for up to 2 h. After that, polycondensation was performed under low-pressure conditions at 250–260 °C. The polycondensation reaction was conducted until the torque value of the stirrer stabilized at the same level for all copolyesters, ensuring consistent viscosity across all products. The CHDM was incorporated in molar fractions: 20%, 40%, 57%, and 79%. The selected properties are shown in
Table 8. The addition of CHDM units in some copolyesters resulted in higher intrinsic viscosity and M
n values. However, these values did not change significantly for most of the copolyesters. For the PPF, only a weak melting peak was detected, while the copolyesters, until a 79 mol.% of CHDM units, did not exhibit a crystalline structure. The reason for this is that CHDM units most likely enhance the crystallizability of copolyesters. The incorporation of the CHDM units also resulted in higher T
g values when compared to the neat PPF. Furthermore, similar to the case of PEF and PECFs, the addition of CHDM units to PPF did not affect the thermal stability of copolyesters. The incorporation of CHDM units resulted in a decrease in the E, σ
b, and ε
b values. This is likely due to the higher flexibility of propylene glycol compared to CHDM.
Shen et al. [
91] synthesized poly(1,4-butylene-co-1,4-cyclohexanedimethylene-2,5-furandicarboxylate) (PBCF) in 2021. The chemical structure of PBCF is presented in
Figure 18.
This research group synthesized PBCF copolyesters via the traditional two-step melt polycondensation. The transesterification was conducted at 180 °C, and it lasted for about 4 h. The polycondensation was performed in the temperature range of 230 °C to 270 °C under low-pressure conditions for about 3 h. The molar content of the CHDM units in PBCF was in the range of 20 mol.% to 68 mol.%. The selected properties can be found in
Table 9. The M
n values of copolyesters were lower when compared to the neat PBF. The incorporation of CHDM units at 20 mol.% and 40 mol.% resulted in a fully amorphous structure. Beyond 40 mol.% of CHDM units, the copolyesters exhibited a crystalline structure, with PCF demonstrating the best crystallizability. A low content of CHDM units hindered crystallization by disrupting chain regularity. In contrast, a higher content of CHDM units led to longer CHDM sequences, which enhanced regularity and promoted crystallization. The T
g value increased with an increasing content of CHDM units in copolyesters, even at up to 65.8 °C, which is about 27.8 °C higher than the T
g value of neat PBF. The thermal stability in the air and nitrogen of the copolyesters did not differ significantly from neat PBF. The higher content of CHDM units resulted in a significant increase in the E and σ
b values, while the ε
b value decreased.
Dialo et al. [
92] also performed the synthesis of PBCF copolyesters. The PBCFs were also synthesized via two-step melt polycondensation. The esterification was carried out at a temperature range of 170 °C to 190 °C for about 5 h. The polycondensation was performed at 230–280 °C and lasted 5 h under low-pressure conditions. The selected properties are demonstrated in
Table 10. The value of intrinsic viscosity differed significantly with the incorporation of CHDM units when compared to the neat PBF. Similarly, as in the PBFCs synthesized by Shen et al., the incorporation of CHDM units resulted in higher T
g values. Except for PB
80C
20F and PB
69C
31F, the T
m values increased alongside an increase in the CHDM units. A low content of CHDM hindered crystallization. For example, the PB
69C
31F copolyester was completely amorphous. With a higher content of the CHMD units, the copolyesters exhibited better values of T
d,max at up to 15 °C when compared to the neat PBF.
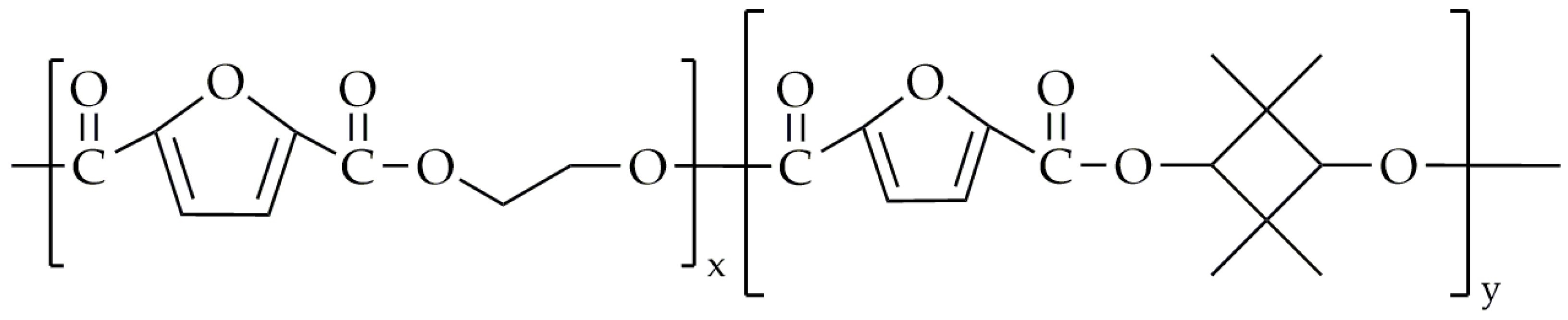
Wang et al. [
93] attempted the synthesis of poly(ethylene-co-1,4-cyclohexanedimethylene-co-2,2,4,4-tetramethyl-1,3-cyclobutanediol-2,5-furandicarboxylate) (PECTF). The chemical structure of PECTF is presented in
Figure 19.
The terpolysters were synthesized via the traditional two-step melt polycondensation. The esterification was carried out in the temperature range of 180 °C to 200 °C for about 3 h. The polycondensation was performed at 245–260 °C, under low-pressure conditions, and lasted 3–4 h. The molar fraction of ethylene glycol was constant among all copolyesters (~20 mol.%). The selected properties are shown in
Table 11. The incorporation of a small number of CBDO units, up to 20 mol%, resulted in higher values of M
n. However, a further decrease in CHDM units and an increase in CBDO units resulted in significantly lower M
n values. The M
n value of PECTF-0 was two times higher than the M
n value of PECTF-53. The T
g values of copolyesters increased with the increase in CBDO units. PECTF-53 had the highest T
g value, at about 105.7 °C, which was 25.2 °C higher when compared to PECT-0 (80.3 °C). However, only copolyesters with small amount of CBDO units (up to 15 mol.%) had a crystalline structure. The increase in T
g values and the reduction in or complete loss of crystalline structures were attributed to the incorporation of CBDO units. This is due to the increased rigidity and stiffness of the molecular chains resulting from the incorporation of CBDO units, which hindered the crystallization process and increased the T
g values of the copolyesters. Nevertheless, the increase in CBDO units did not affect the thermal stability of the copolyesters. With an increase in the CBDO units and a decrease in the CHDM units, the E and σ
b values generally increased, except for PECTF-53, which exhibited the lowest E and σ
b values. This is likely due to the very low M
n value of this particular copolyester. The highest value of σ
b was exhibited by PECTF-45, about 88 MPa, which was 13 MPa higher compared to PECTF-0. The ε
b value decreased with an increase in the CBDO units. This was especially visible for PECTF-53, which had ε
b value of around 5%, which was 188% lower than PECTF-0. This is likely due to the low M
n value of PECTF-53 and the increased chain stiffness resulting from the addition of CBDO units.
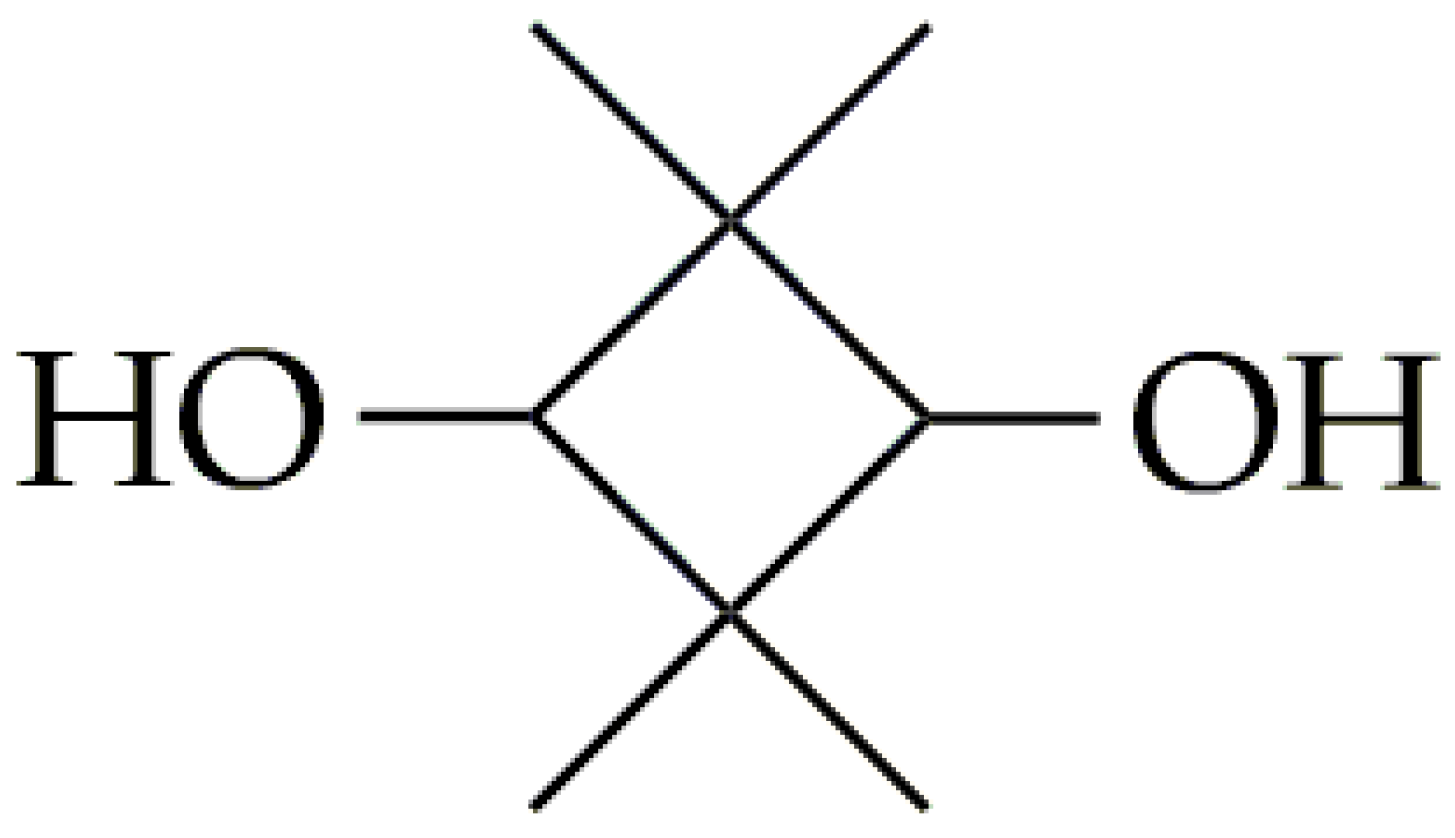
2.4. Polyesters and Copolyesters Based on FDCA and CBDO
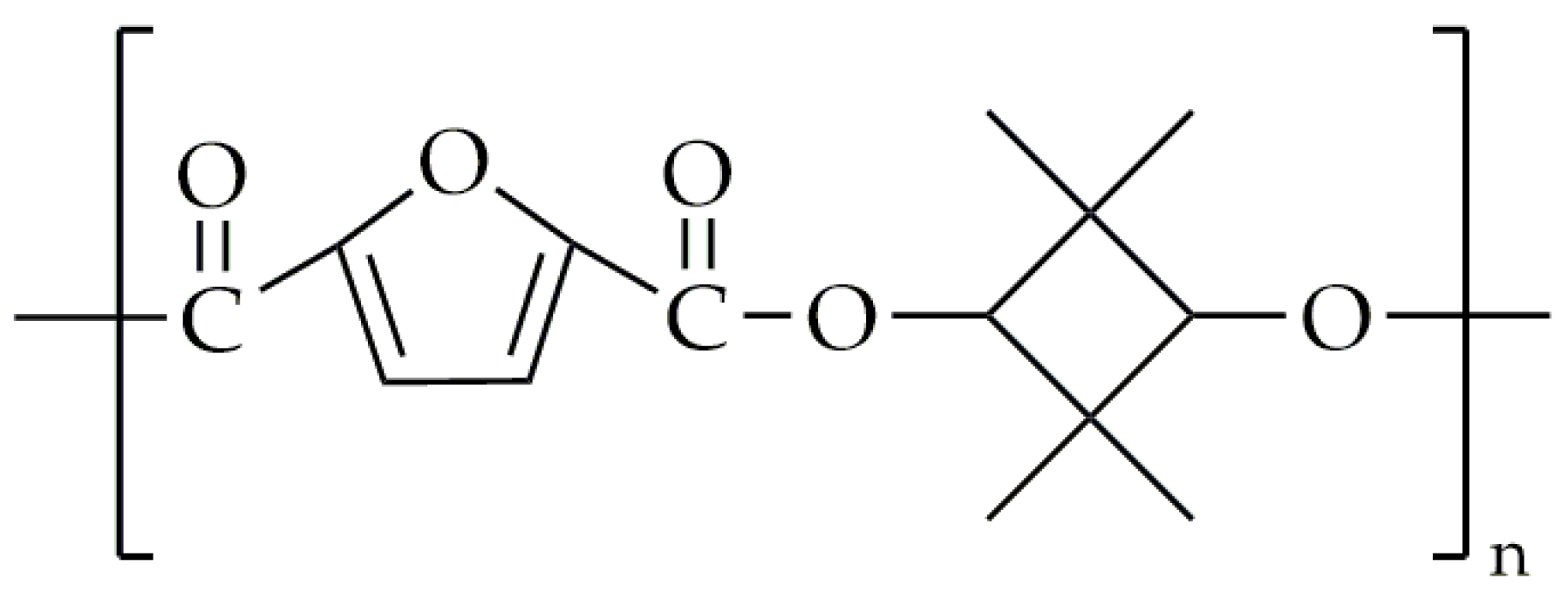
The only source available regarding the synthesis of poly(2,2,4,4-tetramethyl-1,3-cyclobutanediol-2,5-furandicarboxylate) (PTF) is the European patent EP3235848A1 by Van ES et al. [
94]. The chemical structure of PTF is presented in
Figure 20.
The PTF was synthesized via the traditional two-step melt polycondensation. The transesterification was performed for 12 h at 160 °C. The second step was carried out at 215–220 °C and lasted 3 h under low-pressure conditions. The synthesized polyester exhibited a Tg value of 124 °C, which was higher when compared to the Tg value of PEF or PCF but lower than that of PIF. Additionally, the Mn value of the polymer was approximately 10,000 g/mol. Unfortunately, no further data regarding the polymer’s structural or compositional characteristics were provided in the patent.
Wang et al. [
95] attempted the synthesis of poly(ethylene-co-2,2,4,4-tetramethyl-1,3-cyclobutanediol 2,5-furandicarboxylate) (PETF). The two-step melt polycondensation was carried out in a 500 mL three-necked round-bottom flask. The esterification was conducted at 175–180 °C and lasted 4 h. The polycondensation was performed at 235–240 °C under low-pressure conditions. The second step lasted until the torque value reached the same fixed value for all materials. The scheme of the synthesis is presented in
Figure 21.
Selected properties of the materials are presented in
Table 12. The incorporation of the CBDO units resulted in a decrease in the value of intrinsic viscosity, even at up to 0.21 dL/g, when compared to the neat PEF. The M
n value did not change significantly with a higher CBDO content among the copolyesters, exhibiting a value of around 18,000 g/mol. The PETFs had a higher value of T
g when compared to PEF, but their structure was completely amorphous. The reason for this is the higher rigidity of CBDO when compared to ethylene glycol. The thermal stability of PEF and PETFs was comparable, with T
d,5% differing by approximately 9 °C and T
d,max varying by only about 5 °C. The increase in the content of CBDO units resulted in an increase in the E and σ
b values, while the ε
b value remained unchanged. This was attributed to the increased rigidity of the molecular chain, which had resulted from the introduction of CBDO units.
This same research group undertook a subsequent synthesis of various polyesters [
96], including PEF and PETFs, along with PPF and its copolyesters, poly(propylene-co-2,2,4,4-tetramethyl-1,3-cyclobutanediol 2,5-furandicarboxylate)s (PPTF)s. Additionally, they synthesized PBF and its copolymers, poly(tetramethylene-co-2,2,4,4-tetramethyl-1,3-cyclobutanediol 2,5-furandicarboxylate)s (PBTF)s. The chemical structures of PPTF and PBTF are presented in
Figure 22. Similar to the previous attempt, the two-step melt polycondensation was carried out in a 500 mL three-necked round-bottom flask. The transesterification was performed at 180 °C and lasted 4 h. During the second step, polycondensation was conducted at a temperature range of 230 to 245 °C under low-pressure conditions. The polycondensation reaction was conducted until the torque value of the stirrer stabilized at the same level for all copolyesters, ensuring consistent viscosity across all products. The CBDO units were incorporated in 10% and 18% molar fractions. The selected properties are presented in
Table 13.
In the case of PETFs and PPTFs, one can observe a decrease in the intrinsic viscosity and Mn value when compared to PEF and PPF, respectively, with the exception of PP90T10F. However, the incorporation of CBDO units had no notable effect on the intrinsic viscosity and Mn values of PBTF compared to PBF. The Tg value of copolyesters increased with a higher content of CBDO units. The highest Tg value was exhibited by PE82T18F (91.1 °C), while the lowest was exhibited by PBF (39.0 °C). Moreover, the incorporation of CBDO units caused a completely amorphous structure in copolyesters. The higher Tg value and lack of crystalline structure were attributed to the rigid structure of CBDO units, which hindered the movement of molecular chains. The thermal stability alongside the materials did not significantly differ with the addition of CBDO units. The incorporation of CBDO units resulted in higher values of E and σb of the copolyesters when compared to the neat polyesters that they were based on. The difference in σb value between the copolyester and neat polyester was even up to 18 MPa. Nevertheless, the εb value decreased with a higher content of CBDO units in copolyesters. This alteration was not notable for PEF and its copolyesters. The most significant impact of incorporating CBDO units into the copolyesters was observed for PBF and its copolyesters. Specifically, PB82T18F exhibited an εb that was around 80% lower than that of neat PBF. The E and σb values, along with the lower εb value of the copolyesters, compared to their respective neat polyesters, could be attributed to the increased rigidity of the molecular chains resulting from the incorporation of CBDO units.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}