
The Potential Valorization of Corn Stalks by Alkaline Sequential Fractionation to Obtain Papermaking Fibers, Hemicelluloses, and Lignin—A Comprehensive Mass Balance Approach




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Equipment
2.2.1. CS Treatment, Pulp Production, Sheet Formation, and Testing
2.2.2. Analysis of Sugars
2.2.3. Spectroscopy
2.2.4. Other Equipment
2.3. Experimental
2.4. Corn Stalk Treatment Strategy
2.4.1. HWT Treatment
2.4.2. Alkali Extraction of Corn Stalks and Soda Pulping
2.4.3. Separation and Purification of Lignin and HCs from Alkaline Process Liquors
2.5. Characterization Methods
2.5.1. CS, Treated CsS, and Pulp Characterization
2.5.2. Characterization of Liquor Samples, Raw Lignin, and Crude Hemicellulose Samples
2.5.3. Evaluation of the Antioxidant Activity
3. Results and Discussion
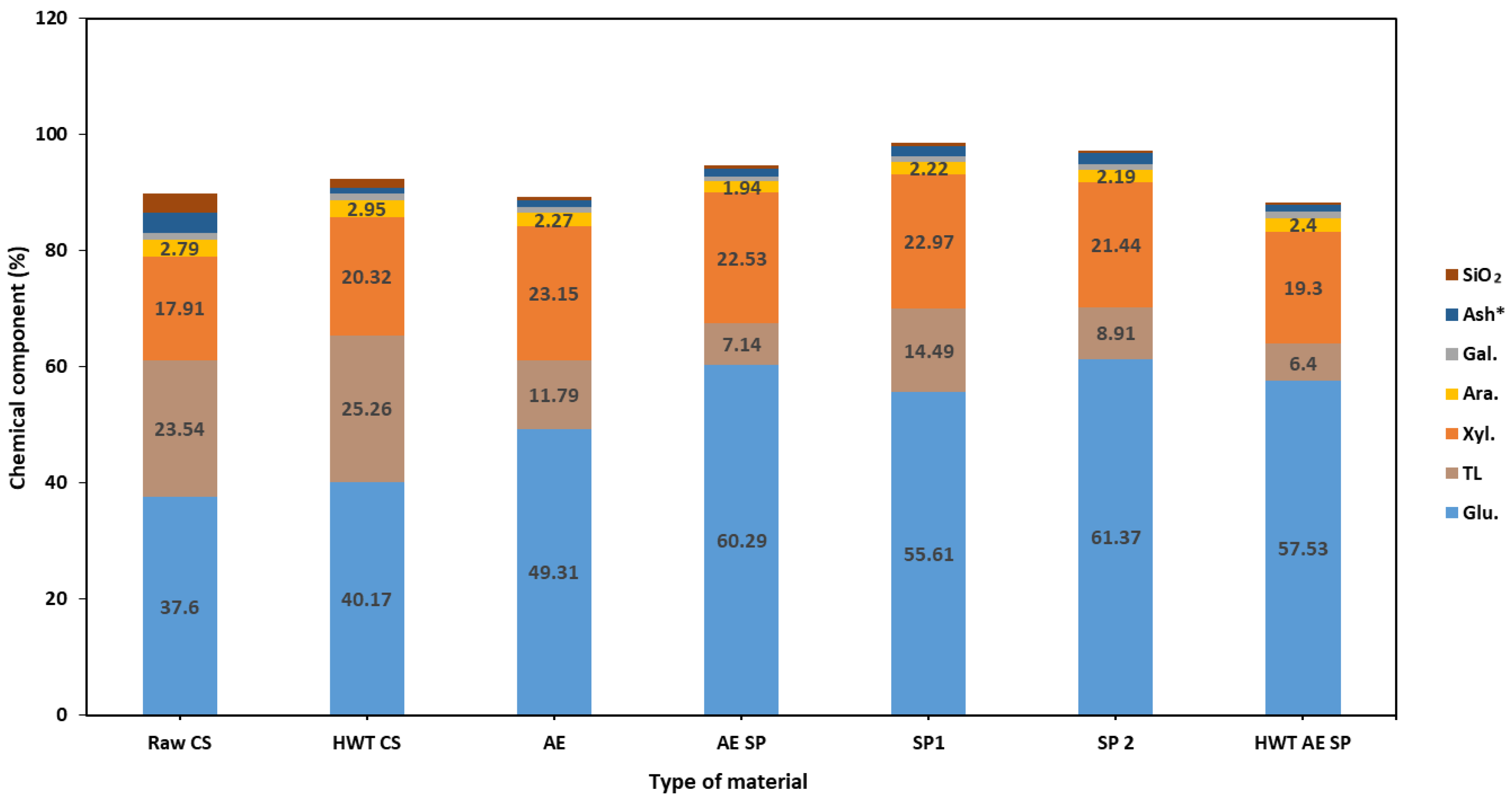
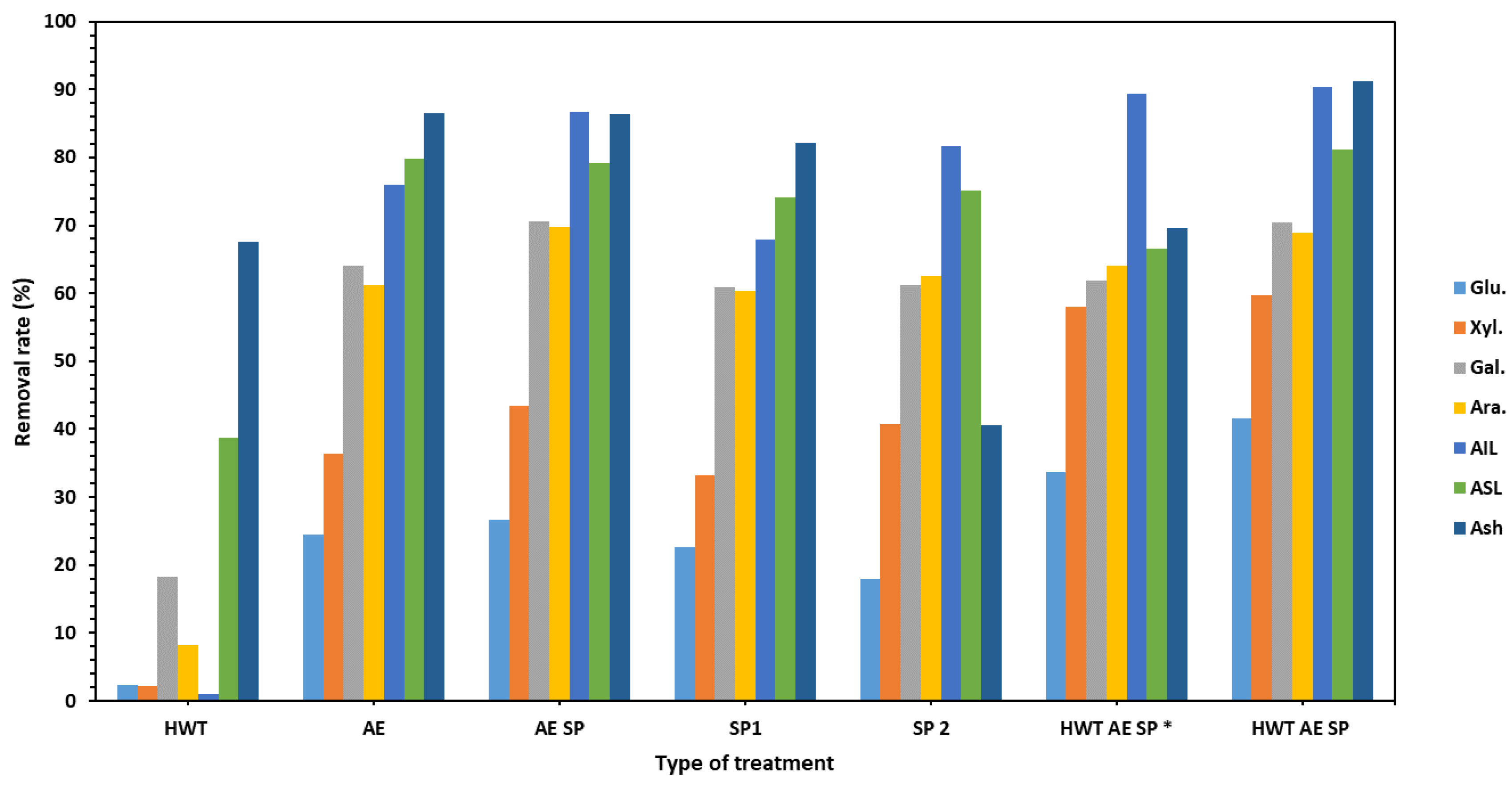
3.1. Chemical Composition of CSs and Treated CSs, and the Mechanical Strength of Pulps
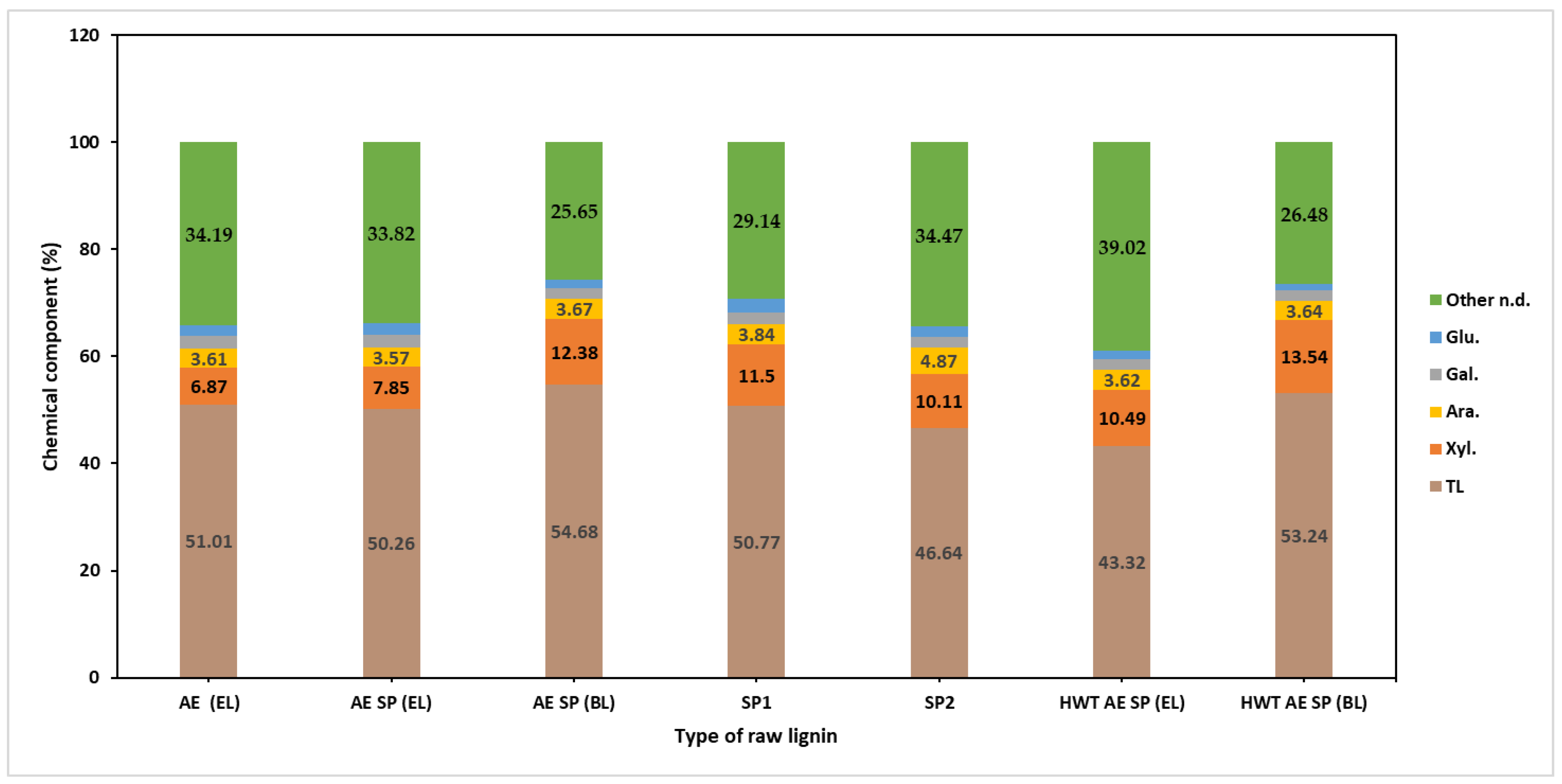
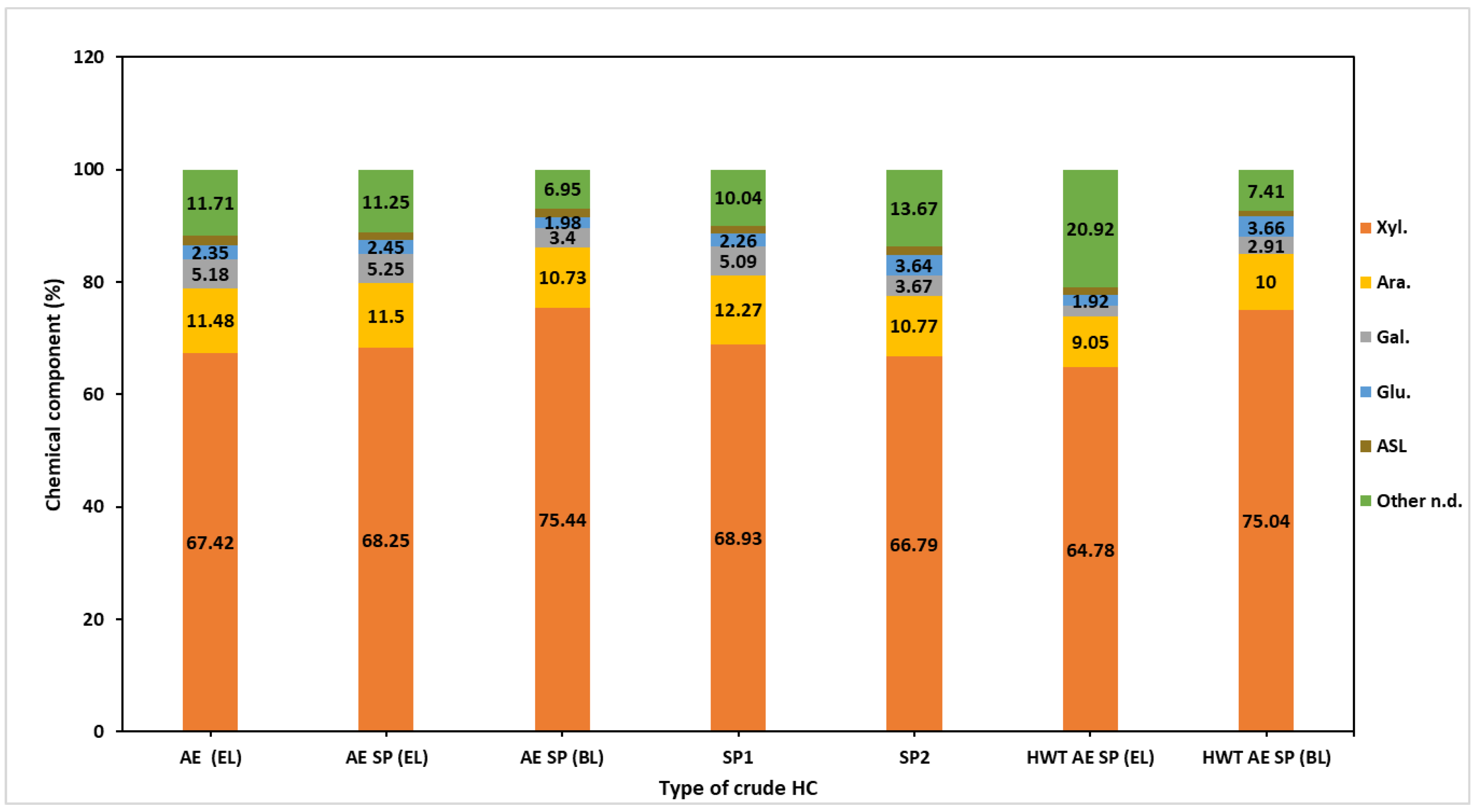
3.2. Chemical Composition of Liquid Streams and Co-Products
3.3. FTIR Spectroscopy Characterization of the Lignin and Hemicellulose Samples
3.4. The Antioxidant Activity of Lignin, HCs, and ERLSs
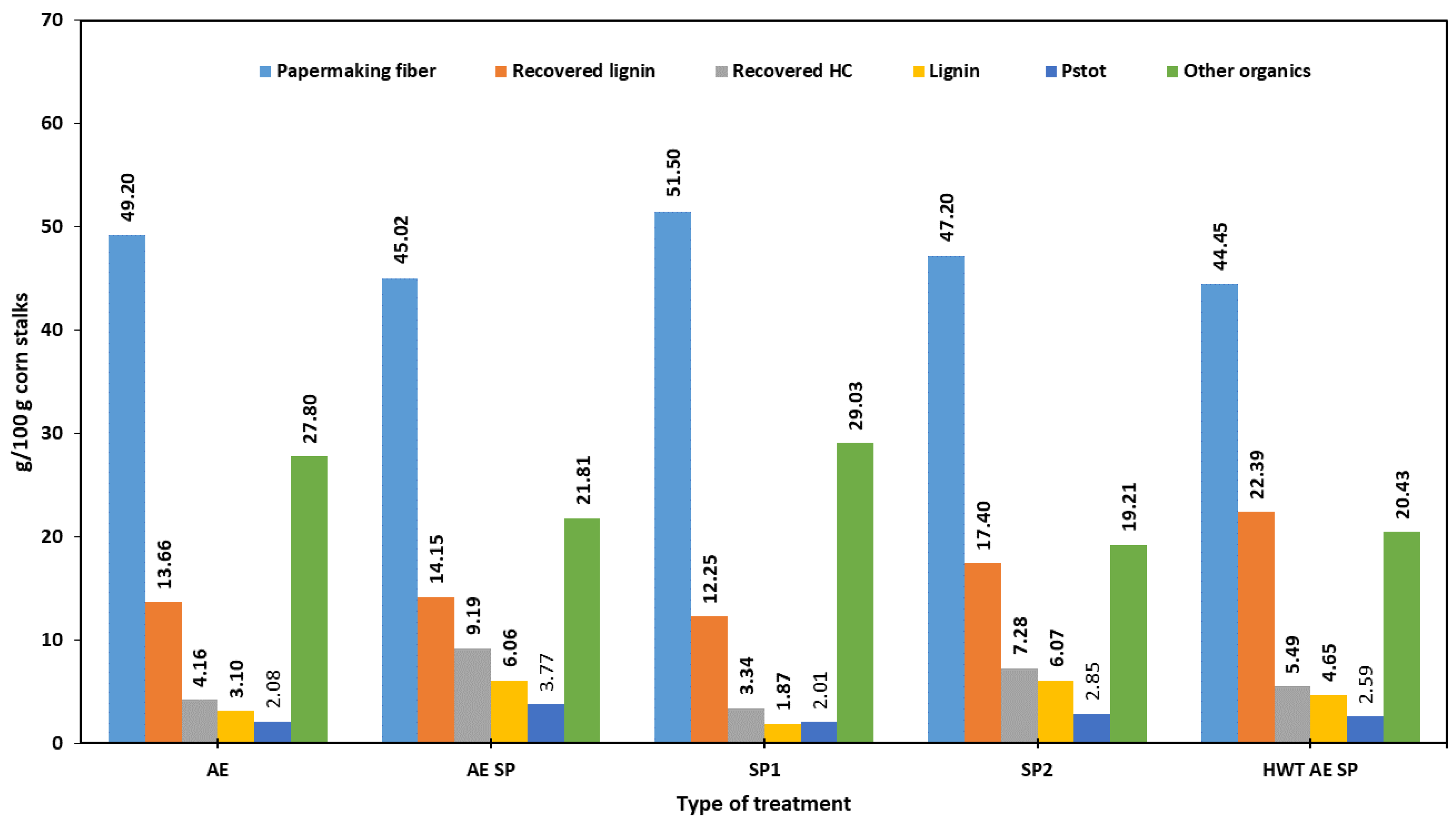
3.5. Mass Balance Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- García-Lara, S.; Serna-Saldivar, S.O. Chapter 1—Corn History and Culture. In Corn, 3rd ed.; Serna-Saldivar, S.O., Ed.; AACC International Press: Oxford, UK, 2019; pp. 1–18. [Google Scholar]
- Fu, Y.; Zhang, J.; Guan, T. High-Value Utilization of Corn Straw: From Waste to Wealth. Sustainability 2023, 15, 14618. [Google Scholar] [CrossRef]
- Arnold, L.K. Corn-Stalks and Cobs in Industry. Sci. Mon. 1929, 28, 463–470. [Google Scholar]
- Ferraretto, L.F.; Shaver, R.D.; Luck, B.D. Silage review: Recent advances and future technologies for whole-plant and fractionated corn silage harvesting. J. Dairy Sci. 2018, 101, 3937–3951. [Google Scholar] [CrossRef] [PubMed]
- Tiammee, S.; Likasiri, C. Sustainability in corn production management: A multi-objective approach. J. Clean. Prod. 2020, 257, 120855. [Google Scholar] [CrossRef]
- Ojediran, J.O.; Adeboyejo, K.; Adewumi, A.D.; Okonkwo, C.E. Evaluation of briquettes produced from maize cob and stalk. IOP Conf. Ser. Earth Environ. Sci. 2020, 445, 012052. [Google Scholar] [CrossRef]
- Enawgaw, H.; Tesfaye, T.; Yilma, K.T.; Limeneh, D.Y. Multiple Utilization Ways of Corn By-Products for Biomaterial Production with Bio-Refinery Concept; a Review. Mater. Circ. Econ. 2023, 5, 7. [Google Scholar] [CrossRef]
- Kamusoko, R.; Jingura, R.M.; Parawira, W.; Chikwambi, Z. Strategies for valorization of crop residues into biofuels and other value-added products. Biofuels Bioprod. Biorefining 2021, 15, 1950–1964. [Google Scholar] [CrossRef]
- Kukreti, N.; Kag, S.; Ruhal, R.; Kataria, R. A Sustainable Biorefinery Approach to Valorize Corn Waste to Valuable Chemicals. In Zero Waste Biorefinery; Nandabalan, Y.K., Garg, V.K., Labhsetwar, N.K., Singh, A., Eds.; Springer Nature: Singapore, 2022; pp. 269–292. [Google Scholar]
- Miranda, M.T.; García-Mateos, R.; Arranz, J.I.; Sepúlveda, F.J.; Romero, P.; Botet-Jiménez, A. Selective Use of Corn Crop Residues: Energy Viability. Appl. Sci. 2021, 11, 3284. [Google Scholar] [CrossRef]
- Rame, R.; Purwanto, P.; Sudarno, S. Biotechnological approaches in utilizing agro-waste for biofuel production: An extensive review on techniques and challenges. Bioresour. Technol. Rep. 2023, 24, 101662. [Google Scholar] [CrossRef]
- Santolini, E.; Bovo, M.; Barbaresi, A.; Torreggiani, D.; Tassinari, P. Turning Agricultural Wastes into Biomaterials: Assessing the Sustainability of Scenarios of Circular Valorization of Corn Cob in a Life-Cycle Perspective. Appl. Sci. 2021, 11, 6281. [Google Scholar] [CrossRef]
- Sokhansanj, S.; Turhollow, A.; Cushman, J.; Cundiff, J. Engineering aspects of collecting corn stover for bioenergy. Biomass-Bioenergy 2002, 23, 347–355. [Google Scholar] [CrossRef]
- Zabed, H.M.; Akter, S.; Yun, J.; Zhang, G.; Zhao, M.; Mofijur, M.; Awasthi, M.K.; Kalam, M.A.; Ragauskas, A.; Qi, X. Towards the sustainable conversion of corn stover into bioenergy and bioproducts through biochemical route: Technical, economic and strategic perspectives. J. Clean. Prod. 2023, 400, 136699. [Google Scholar] [CrossRef]
- Santana, Á.L.; Meireles, M.A.A. Valorization of Cereal Byproducts with Supercritical Technology: The Case of Corn. Processes 2023, 11, 289. [Google Scholar] [CrossRef]
- Melati, R.B.; Shimizu, F.L.; Oliveira, G.; Pagnocca, F.C.; de Souza, W.; Sant’Anna, C.; Brienzo, M. Key Factors Affecting the Recalcitrance and Conversion Process of Biomass. BioEnergy Res. 2019, 12, 1–20. [Google Scholar] [CrossRef]
- Zhao, X.; Zhang, L.; Liu, D. Biomass recalcitrance. Part I: The chemical compositions and physical structures affecting the enzymatic hydrolysis of lignocellulose. Biofuels Bioprod. Biorefining 2012, 6, 465–482. [Google Scholar]
- Zhao, X.; Zhang, L.; Liu, D. Biomass recalcitrance. Part II: Fundamentals of different pre-treatments to increase the enzymatic digestibility of lignocellulose. Biofuels Bioprod. Biorefining 2012, 6, 561–579. [Google Scholar]
- Zhang YaNing, Z.Y.; Ghaly, A.; Li BingXi, L.B. Physical properties of corn residues. Am. J. Biochem. Biotechnol. 2012, 8, 44–53. [Google Scholar]
- Li, P.; Cai, D.; Luo, Z.; Qin, P.; Chen, C.; Wang, Y.; Zhang, C.; Wang, Z.; Tan, T. Effect of acid pretreatment on different parts of corn stalk for second generation ethanol production. Bioresour. Technol. 2016, 206, 86–92. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Zhai, H.; Zhang, Y.; Yu, L. Cell morphology and chemical characteristics of corn stover fractions. Ind. Crop. Prod. 2012, 37, 130–136. [Google Scholar] [CrossRef]
- Wang, Y.; Xu, X.; Xue, H.; Zhang, D.; Li, G. Physical–chemical properties of cell wall interface significantly correlated to the complex recalcitrance of corn straw. Biotechnol. Biofuels 2021, 14, 196. [Google Scholar] [CrossRef]
- Berchem, T.; Roiseux, O.; Vanderghem, C.; Boisdenghien, A.; Foucart, G.; Richel, A. Corn stover as feedstock for the production of ethanol: Chemical composition of different anatomical fractions and varieties. Biofuels Bioprod. Biorefining 2017, 11, 430–440. [Google Scholar] [CrossRef]
- Zhu, Y.; Lee, Y.Y.; Elander, R.T. Optimization of dilute-acid pretreatment of corn stover using a high-solids percolation reactor. Appl. Biochem. Biotechnol. 2005, 124, 1045–1054. [Google Scholar] [CrossRef]
- Puițel, A.C.; Suditu, G.D.; Danu, M.; Ailiesei, G.-L.; Nechita, M.T. An Experimental Study on the Hot Alkali Extraction of Xylan-Based Hemicelluloses from Wheat Straw and Corn Stalks and Optimization Methods. Polymers 2022, 14, 1662. [Google Scholar] [CrossRef]
- Kang, K.; Nanda, S.; Sun, G.; Qiu, L.; Gu, Y.; Zhang, T.; Zhu, M.; Sun, R. Microwave-assisted hydrothermal carbonization of corn stalk for solid biofuel production: Optimization of process parameters and characterization of hydrochar. Energy 2019, 186, 115795. [Google Scholar] [CrossRef]
- Zhang, H.; Wu, J. Statistical Optimization of Tween-80-Assisted Potassium Hydroxide Pretreatment and Enzymatic Hydrolysis for Enhancing Sugar Yields from Corn Cob. Fermentation 2023, 9, 1009. [Google Scholar] [CrossRef]
- Venturin, B.; Frumi Camargo, A.; Scapini, T.; Mulinari, J.; Bonatto, C.; Bazoti, S.; Pereira Siqueira, D.; Maria Colla, L.; Alves, S.L.; Paulo Bender, J.; et al. Effect of pretreatments on corn stalk chemical properties for biogas production purposes. Bioresour. Technol. 2018, 266, 116–124. [Google Scholar] [CrossRef]
- Guo, P.; Mochidzuki, K.; Cheng, W.; Zhou, M.; Gao, H.; Zheng, D.; Wang, X.; Cui, Z. Effects of different pretreatment strategies on corn stalk acidogenic fermentation using a microbial consortium. Bioresour. Technol. 2011, 102, 7526–7531. [Google Scholar] [CrossRef]
- Cai, D.; Li, P.; Luo, Z.; Qin, P.; Chen, C.; Wang, Y.; Wang, Z.; Tan, T. Effect of dilute alkaline pretreatment on the conversion of different parts of corn stalk to fermentable sugars and its application in acetone–butanol–ethanol fermentation. Bioresour. Technol. 2016, 211, 117–124. [Google Scholar] [CrossRef] [PubMed]
- Lou, C.; Zhou, Y.; Yan, A.; Liu, Y. Extraction cellulose from corn-stalk taking advantage of pretreatment technology with immobilized enzyme. RSC Adv. 2022, 12, 1208–1215. [Google Scholar] [CrossRef]
- Liu, C.; Liu, M.; Wang, P.; Chang, J.; Yin, Q.; Zhu, Q.; Lu, F. Effect of steam-assisted alkaline pretreatment plus enzymolysis on converting corn stalk into reducing sugar. Renew. Energy 2020, 159, 982–990. [Google Scholar] [CrossRef]
- Wang, Y.; Zheng, X.; Lin, X.; Liu, X.; Han, D.; Zhang, Q. Total component transformation of corn stalk to ethyl levulinate assisted by ionic liquid pretreatment. Cellulose 2024, 31, 3533–3543. [Google Scholar] [CrossRef]
- Buyukoztekin, G.K.; Buyukkileci, A.O. Enzymatic hydrolysis of organosolv-pretreated corncob and succinic acid production by Actinobacillus succinogenes. Ind. Crop. Prod. 2024, 208, 117922. [Google Scholar] [CrossRef]
- Serna-Loaiza, S.; Adamcyk, J.; Beisl, S.; Miltner, M.; Friedl, A. Sequential Pretreatment of Wheat Straw: Liquid Hot Water Followed by Organosolv for the Production of Hemicellulosic Sugars, Lignin, and a Cellulose-Enriched Pulp. Waste Biomass Valoriz. 2022, 13, 4771–4784. [Google Scholar] [CrossRef]
- Serna-Loaiza, S.; Zikeli, F.; Adamcyk, J.; Friedl, A. Towards a wheat straw biorefinery: Combination of Organosolv and Liquid Hot Water for the improved production of sugars from hemicellulose and lignin hydrolysis. Bioresour. Technol. Rep. 2021, 14, 100667. [Google Scholar] [CrossRef]
- Puițel, A.C.; Balan, C.D.; Ailiesei, G.-L.; Drăgoi, E.N.; Nechita, M.T. Integrated Hemicellulose Extraction and Papermaking Fiber Production from Agro-Waste Biomass. Polymers 2023, 15, 4597. [Google Scholar] [CrossRef]
- ISO 5269-2:2004 I; Pulps—Preparation of Laboratory Sheets for Physical Testing—Part 2: Rapid-Köthen Method. ISO: Geneva, Switzerland, 2004.
- ISO 5264-3:1979 I; Pulps—Laboratory Beating—Part 3: Jokro Mill Method. ISO: Geneva, Switzerland, 1979.
- ISO 1924-2:2008 I; Paper and board—Determination of Tensile Properties—Part 2: Constant rate of Elongation Method (20 mm/min). ISO: Geneva, Switzerland, 2008.
- ISO 2758:2014 I; Paper—Determination of Bursting Strength. ISO: Geneva, Switzerland, 2014.
- ISO 9895; Paper and Board Compressive Strength. Short-Span Test. International Organization for Standardization: Geneva, Switzerland, 2008; 8p, Edition 2.
- ISO 7263-1:2018; Corrugating Medium. Determination of the Flat Crush Resistance after Laboratory Fluting. Part 1: A-Flute. International Organization for Standardization: Geneva, Switzerland, 2018; 12p, Edition 1.
- Ziegler-Devin, I.; Chrusciel, L.; Brosse, N. Steam Explosion Pretreatment of Lignocellulosic Biomass: A Mini-Review of Theorical and Experimental Approaches. Front. Chem. 2021, 9, 705358. [Google Scholar] [CrossRef] [PubMed]
- Overend, R.P.; Chornet, E. Fractionation of lignocellulosics by steam-aqueous pretreatments. Philos. Trans. R. Soc. Lond. Ser. A Math. Phys. Sci. 1987, 321, 523–536. [Google Scholar]
- Technical Association of the Pulp and Paper Industry. Water Solubility of Wood and Pulp; TAPPI: Atlanta, GA, USA, 1988. [Google Scholar]
- Technical Association of the Pulp and Paper Industry. 204 cm-97, Solvent Extractives of Wood and Pulp; TAPPI: Atlanta, GA, USA, 2007. [Google Scholar]
- Technical Association of the Pulp and Paper Industry. Acetone Extractives of Wood and Pulp; Technical Association of the Pulp and Paper Industry, TAPPI Press: Atlanta, GA, USA, 2000. [Google Scholar]
- Sluiter, A.; Hames, B.; Hyman, D.; Payne, C.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Wolfe, J. Determination of total solids in biomass and total dissolved solids in liquid process samples. NREL 2008, 9, 1–6. [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of structural carbohydrates and lignin in biomass. Lab. Anal. Proced. 2008, 1617, 1–16. [Google Scholar]
- Atİk, C.; Ates, S. Mass balance of silica in straw from the perspective of silica reduction in straw pulp. BioResources 2012, 7, 3274–3282. [Google Scholar] [CrossRef]
- Okorie, N.N.; Momoh, I.M.; Adeeyinwo, C.E. Molybdenum blue method determination of silicon in amorphous silica. Acta Tech. Corviniensis-Bull. Eng. 2015, 8, 29. [Google Scholar]
- Farhat, W.; Venditti, R.; Quick, A.; Taha, M.; Mignard, N.; Becquart, F.; Ayoub, A. Hemicellulose extraction and characterization for applications in paper coatings and adhesives. Ind. Crop. Prod. 2017, 107, 370–377. [Google Scholar] [CrossRef]
- Koshijima, T.; Timell, T.E.; Zinbo, M. The number-average molecular weight of native hardwood xylans. J. Polym. Sci. Part C Polym. Symp. 1965, 11, 265–279. [Google Scholar] [CrossRef]
- Salam, A.; Pawlak, J.J.; Venditti, R.A.; El-tahlawy, K. Incorporation of carboxyl groups into xylan for improved absorbency. Cellulose 2011, 18, 1033–1041. [Google Scholar] [CrossRef]
- 5351-1 I; Cellulose in Dilute Solutions—Determination of Limiting Viscosity Number—Part 1: Method in Cupri-Ethylene-Diamine (CED) Solution. ISO: Geneva, Switzerland, 1981.
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of sugars, byproducts, and degradation products in liquid fraction process samples. Gold. Nat. Renew. Energy Lab. 2006, 11, 65–71. [Google Scholar]
- ISO 6439:1990; Water quality—Determination of phenol index—4-Aminoantipyrine spectrometric methods after distillation. International Organization for Standardization: Geneva, Switzerland, 1990; 7p, Edition 2.
- ISO 15705:2002; Water quality—Determination of the chemical oxygen demand index (ST-COD) — Small-scale sealed-tube method. International Organization for Standardization: Geneva, Switzerland, 2002; 18p, Edition 1.
- Amarowicz, R.; Pegg, R.B. Chapter One—Natural Antioxidants of Plant Origin. In Advances in Food and Nutrition Research; Ferreira, I.C.F.R., Barros, L., Eds.; Academic Press: Cambridge, MA, USA, 2019; pp. 1–81. [Google Scholar]
- Bondet, V.; Brand-Williams, W.; Berset, C. Kinetics and Mechanisms of Antioxidant Activity using the DPPH. Free Radical Method. LWT-Food Sci. Technol. 1997, 30, 609–615. [Google Scholar] [CrossRef]
- Dai, Y.; Sun, Q.; Wang, W.; Lu, L.; Liu, M.; Li, J.; Yang, S.; Sun, Y.; Zhang, K.; Xu, J.; et al. Utilizations of agricultural waste as adsorbent for the removal of contaminants: A review. Chemosphere 2018, 211, 235–253. [Google Scholar] [CrossRef] [PubMed]
- Ding, K.; Lin, H.; Liu, L.; Jia, X.; Zhang, H.; Tan, Y.; Liang, X.; He, Y.; Liu, D.; Han, L.; et al. Effect of ball milling on enzymatic sugar production from fractionated corn stover. Ind. Crop. Prod. 2023, 196, 116502. [Google Scholar] [CrossRef]
- Liang, J.; Li, Z.; Dai, S.; Tian, G.; Wang, Z. Production of hemicelluloses sugars, cellulose pulp, and lignosulfonate surfactant using corn stalk by prehydrolysis and alkaline sulfite cooking. Ind. Crop. Prod. 2023, 192, 115880. [Google Scholar] [CrossRef]
- Pordesimo, L.O.; Hames, B.R.; Sokhansanj, S.; Edens, W.C. Variation in corn stover composition and energy content with crop maturity. Biomass Bioenergy 2005, 28, 366–374. [Google Scholar] [CrossRef]
- Tripathi, S.K.; Bhardwaj, N.K. Chapter 5—Pulping and Papermaking of Cornstalk. In Pulping and Papermaking of Nonwood Plant Fibers; Ainun, Z.M.A., Sapuan, S.M., Ilyas, R.A., Eds.; Academic Press: Cambridge, MA, USA, 2023; pp. 63–99. [Google Scholar]
- Kim, T.H.; Lee, Y.Y. Fractionation of corn stover by hot-water and aqueous ammonia treatment. Bioresour. Technol. 2006, 97, 224–232. [Google Scholar] [CrossRef] [PubMed]
- Kang, X.; Wang, Y.-Y.; Wang, S.; Song, X. Xylan and xylose decomposition during hot water pre-extraction: A pH-regulated hydrolysis. Carbohydr. Polym. 2021, 255, 117391. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; Sun, H.; Li, X.; Zhang, D.; Yong, T. Method of black liquor combustion to remove silicon from wheat straw pulping. BioResources 2015, 10, 1988–1997. [Google Scholar]
- Małachowska, E.; Dubowik, M.; Boruszewski, P.; Łojewska, J.; Przybysz, P. Influence of lignin content in cellulose pulp on paper durability. Sci. Rep. 2020, 10, 19998. [Google Scholar] [CrossRef] [PubMed]
- Hubbe, M.A. Prospects for maintaining strength of paper and paperboard products while using less forest resources: A review. BioResources 2014, 9, 1634–1763. [Google Scholar] [CrossRef]
- Hagel, S.; Schütt, F. Reinforcement Fiber Production from Wheat Straw for Wastepaper-Based Packaging Using Steam Refining with Sodium Carbonate. Clean Technol. 2024, 6, 322–338. [Google Scholar] [CrossRef]
- Krogell, J.; Eränen, K.; Granholm, K.; Pranovich, A.; Willför, S. High-temperature pH measuring during hot-water extraction of hemicelluloses from wood. Ind. Crop. Prod. 2014, 61, 9–15. [Google Scholar] [CrossRef]
- Brown, M.T.; Hart, P.W. Understanding conductivity and soda loss. TAPPI J. 2017, 16, 65–75. [Google Scholar] [CrossRef]
- Sasmal, S.; Mohanty, K. Pretreatment of Lignocellulosic Biomass Toward Biofuel Production. In Biorefining of Biomass to Biofuels: Opportunities and Perception; Kumar, S., Sani, R.K., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 203–221. [Google Scholar]
- Manorma, S.; André, S.; Patrícia, A.; Licínio, M.G.-F. Efficient Recovery of Lignin and Hemicelluloses from Kraft Black Liquor. KnE Mater. Sci. 2022, 7, 1–7. [Google Scholar]
- Andeme Ela, R.C.; Spahn, L.; Safaie, N.; Ferrier, R.C., Jr.; Ong, R.G. Understanding the Effect of Precipitation Process Variables on Hardwood Lignin Characteristics and Recovery from Black Liquor. ACS Sustain. Chem. Eng. 2020, 8, 13997–14005. [Google Scholar] [CrossRef]
- Jose, S.; Mishra, L.; Basu, G.; Kumar Samanta, A. Study on Reuse of Coconut Fiber Chemical Retting Bath. Part II—Recovery and Characterization of Lignin. J. Nat. Fibers 2017, 14, 510–518. [Google Scholar]
- Hubbe, M.A.; Alén, R.; Paleologou, M.; Kannangara, M.; Kihlman, J. Lignin recovery from spent alkaline pulping liquors using acidification, membrane separation, and related processing steps: A review. BioResources 2019, 14, 2300–2351. [Google Scholar] [CrossRef]
- Li, R.; Yang, G.; Chen, J.; He, M. The characterization of hemicellulose extract from corn stalk with stepwise alkali extraction. J. Korea Tech. Assoc. Pulp Pap. Ind. 2017, 49, 29–40. [Google Scholar] [CrossRef]
- Weng, V.; Cardeira, M.; Bento-Silva, A.; Serra, A.T.; Brazinha, C.; Bronze, M.R. Arabinoxylan from Corn Fiber Obtained through Alkaline Extraction and Membrane Purification: Relating Bioactivities with the Phenolic Compounds. Molecules 2023, 28, 5621. [Google Scholar] [CrossRef] [PubMed]
- Slama, H.B.; Chenari Bouket, A.; Pourhassan, Z.; Alenezi, F.N.; Silini, A.; Cherif-Silini, H.; Oszako, T.; Luptakova, L.; Golińska, P.; Belbahri, L. Diversity of Synthetic Dyes from Textile Industries, Discharge Impacts and Treatment Methods. Appl. Sci. 2021, 11, 6255. [Google Scholar] [CrossRef]
- Lazar, L.; Bandrabur, B.; Tataru-Fărmuş, R.-E.; Drobotă, M.; Bulgariu, L.; Gutt, G. FTIR analysis of ion exchange resins with application in permanent hard water softening. Environ. Eng. Manag. J. 2014, 13, 2145–2152. [Google Scholar] [CrossRef]
- Xu, F.; Yu, J.; Tesso, T.; Dowell, F.; Wang, D. Qualitative and quantitative analysis of lignocellulosic biomass using infrared techniques: A mini-review. Appl. Energy 2013, 104, 801–809. [Google Scholar] [CrossRef]
- Zhang, A.; Liu, C.; Sun, R. Fractional isolation and characterization of lignin and hemicelluloses from Triploid of Populus tomentosa Carr. Ind. Crop. Prod. 2010, 31, 357–362. [Google Scholar] [CrossRef]
- Sun, X.-F.; Jing, Z.; Fowler, P.; Wu, Y.; Rajaratnam, M. Structural characterization and isolation of lignin and hemicelluloses from barley straw. Ind. Crop. Prod. 2011, 33, 588–598. [Google Scholar] [CrossRef]
- Gbenebor, O.P.; Olanrewaju, O.A.; Usman, M.A.; Adeosun, S.O. Lignin from Brewers’ Spent Grain: Structural and Thermal Evaluations. Polymers 2023, 15, 2346. [Google Scholar] [CrossRef]
- Prozil, S.O.; Evtuguin, D.V.; Silva, A.M.S.; Lopes, L.P.C. Structural Characterization of Lignin from Grape Stalks (Vitis vinifera L.). J. Agric. Food Chem. 2014, 62, 5420–5428. [Google Scholar] [CrossRef] [PubMed]
- Reyes-Rivera, J.; Terrazas, T. Lignin Analysis by HPLC and FTIR: Spectra Deconvolution and S/G Ratio Determination. In Xylem: Methods and Protocols; Agusti, J., Ed.; Springer: New York, NY, USA, 2024; pp. 149–169. [Google Scholar]
- Liu, Q.; Zhu, S. Fractionation of depectinated sugar beet pulp into cellulose, hemicellulose, and lignin with NaOH/urea/H2O and ionic liquid. Int. J. Biol. Macromol. 2023, 242, 124706. [Google Scholar] [CrossRef] [PubMed]
- Kostryukov, S.G.; Matyakubov, H.B.; Masterova, Y.Y.; Kozlov, A.S.; Pryanichnikova, M.K.; Pynenkov, A.A.; Khluchina, N.A. Determination of Lignin, Cellulose, and Hemicellulose in Plant Materials by FTIR Spectroscopy. J. Anal. Chem. 2023, 78, 718–727. [Google Scholar] [CrossRef]
- Rivas, S.; Conde, E.; Moure, A.; Domínguez, H.; Parajó, J.C. Characterization, refining and antioxidant activity of saccharides derived from hemicelluloses of wood and rice husks. Food Chem. 2013, 141, 495–502. [Google Scholar] [CrossRef] [PubMed]
- Hassan, A.A.; Hasanin, M.S.; Ismail, S.A. Enzymatic valorization of cellulosic and hemicellulosic-based biomasses via the production of antioxidant water-soluble hydrolyzate of maize stalks and the green bio-deinking of mixed office waste paper. Biomass Convers. Biorefinery 2023, 1–16. [Google Scholar] [CrossRef]
- Cassoni, A.C.; Mota, I.; Costa, P.; Vasconcelos, M.W.; Pintado, M. Effect of alkaline and deep eutectic solvents pretreatments on the recovery of lignin with antioxidant activity from grape stalks. Int. J. Biol. Macromol. 2022, 220, 406–414. [Google Scholar] [CrossRef] [PubMed]
- Piccinino, D.; Capecchi, E.; Trifero, V.; Tomaino, E.; Marconi, C.; Del Giudice, A.; Galantini, L.; Poponi, S.; Ruggieri, A.; Saladino, R. Lignin Nanoparticles as Sustainable Photoprotective Carriers for Sunscreen Filters. ACS Omega 2022, 7, 37070–37077. [Google Scholar] [CrossRef] [PubMed]
- Lu, Q.; Liu, W.; Yang, L.; Zu, Y.; Zu, B.; Zhu, M.; Zhang, Y.; Zhang, X.; Zhang, R.; Sun, Z.; et al. Investigation of the effects of different organosolv pulping methods on antioxidant capacity and extraction efficiency of lignin. Food Chem. 2012, 131, 313–317. [Google Scholar] [CrossRef]
- Duan, X.; Wang, X.; Chen, J.; Liu, G.; Liu, Y. Structural properties and antioxidation activities of lignins isolated from sequential two-step formosolv fractionation. RSC Adv. 2022, 12, 24242–24251. [Google Scholar] [CrossRef]
- Borovkova, V.S.; Malyar, Y.N.; Sudakova, I.G.; Chudina, A.I.; Skripnikov, A.M.; Fetisova, O.Y.; Kazachenko, A.S.; Miroshnikova, A.V.; Zimonin, D.V.; Ionin, V.A.; et al. Molecular Characteristics and Antioxidant Activity of Spruce (Picea abies) Hemicelluloses Isolated by Catalytic Oxidative Delignification. Molecules 2022, 27, 266. [Google Scholar] [CrossRef]
- Al-Dajani, W.W.; Tschirner, U. Alkaline extraction of hemicelluloses from aspen chips and its impact on subsequent kraft pulping. In Engineering, Pulping and Environmental Conference 2007; TAPPI: Atlanta, GA, USA, 2007. [Google Scholar]
- Vena, P.F.; García-Aparicio, M.P.; Brienzo, M.; Görgens, J.F.; Rypstra, T. Effect of Alkaline Hemicellulose Extraction on Kraft Pulp Fibers from Eucalyptus Grandis. J. Wood Chem. Technol. 2013, 33, 157–173. [Google Scholar] [CrossRef]
- Malik, S.; Rana, V.; Joshi, G.; Gupta, P.K.; Sharma, A. Valorization of Wheat Straw for the Paper Industry: Pre-extraction of Reducing Sugars and Its Effect on Pulping and Papermaking Properties. ACS Omega 2020, 5, 30704–30715. [Google Scholar] [CrossRef] [PubMed]
- Vakkilainen, E.; Välimäki, E. Effect of lignin separation to black liquor and recovery boiler operation. In TAPPI Engineering, Pulping & Environmental Conference; TAPPI: Atlanta, GA, USA, 2009. [Google Scholar]
- Hamaguchi, M.; Kautto, J.; Vakkilainen, E. Effects of hemicellulose extraction on the kraft pulp mill operation and energy use: Review and case study with lignin removal. Chem. Eng. Res. Des. 2013, 91, 1284–1291. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Product | Pretreatment | Extraction | Ref. | ||
|---|---|---|---|---|---|
| Type | Parameters | Method | Key Factor | ||
| Biogas | acidic | T = 100, 108, 116, 124, and 132 °C t = 5, 17.5, 30, 42.5, and 50 min H2SO4 conc. = 0, 0.75, 1.5, 2.25, and 3% (v∙v−1) dry mass = 1, 5.5, 10, 14.5, and 19 g | co-digestion | swine manure, mesophilic anaerobic microorganisms | [28] |
| alkaline, H2O2 | T = 36, 47, and 58 °C t = 32.5, 60, and 87.5 min H2O2 conc. = 4, 8, and 12% (v∙v−1) dry mass = 3, 5, and 7 g stirring = 130, 150, and 170 rpm | ||||
| Organic acids | acidic | 50 g dry mass in 1 L H2SO4 (1 M) or CH3-COOH (1 M), 24 h, room temperature, static | fermentation | microbial consortium | [29] |
| alkaline | 50 g dry mass in 1 L NaOH (0.4 N) or NH4OH (1 M), 24 h, room temperature, static | ||||
| steam explosion | 20 g dry mass, 1 L reactor, saturated steam P = 0.65–0.75 MPa, T = 165 °C, t = 3 min | ||||
| Ethanol | acidic | H2SO4 conc. 2% (w/v) T = 121 °C, t = 60 min dry mass = 10% (w/v) | enzymatic hydrolysis and fermentation | cellulase, Saccharomyces cerevisiae | [20] |
| Acetone–butanol–ethanol | alkaline | NaOH conc. = 0.5, 1, 1.5, and 2% (w/v) T = 80, 100, and 120 °C t = 60 min dry mass = 10% (w/v) | enzymatic hydrolysis and fermentation | cellulase, Clostridium acetobutylicum | [30] |
| Cellulose | enzymatic | Xylanase, laccase T = 40 °C, 0.1 mol∙L−1 acetic acid/sodium acetate buffer solution, t = 12 h | alkaline treatment | sodium chlorite, acetic acid | [31] |
| Reducing sugar | alkaline | 60 g dry mass, 2.40 g NaOH and 3.60 g CaO dissolved in 60 mL distilled water, steamed at 50 Hz and 2200 W, t = 0.50, 1.00, 1.50, and 2.00 h | enzymatic hydrolysis | cellulase and β-glucanase | [32] |
| Ethyl levulinate | ionic liquid: [B2-HEA][OAc] | 1 g dry mass, 10 g of [B2-HEA][OAc], T = 110–150 °C | catalytic conversion | [C3H6SO3Hmim]HSO4 | [33] |
| Succinic acid | organosolv: 70% ethanol | T = 170 °C, t = 1 h s:L = 1:10, ethanol 70% | enzymatic hydrolysis/fermentation | Actinobacillus succinogenes | [34] |
| Type of Sample | SF | HC | ||
|---|---|---|---|---|
| P (%) | RY (%) | DPv | ||
| AE | 2.77 | 86.45 | 59.25 | 247 |
| AE SP (BL) | 3.98 | 89.45 | 63.83 | 265 |
| SP1 | 3.92 | 88.55 | 55.69 | 260 |
| SP2 | 3.94 | 84.87 | 69.81 | 243 |
| HWT AE SP (BL) | 4.01 | 84.65 | 60.41 | 163 |
| Type of Sample | SF | TI (N·m/g) | BI (kPa·m2/g) | SCTI (N·m/kg) | CMTI (N·m/g) | DPv | Total Pulp Yield (%) | Rejects (%) |
|---|---|---|---|---|---|---|---|---|
| AE | 2.77 | 70.4 | 3.79 | 44.51 | 1.33 | n.d. | 49.2 | 25.22 |
| AE SP | 3.98 | 77.1 | 4.72 | 45.10 | 1.72 | 950 | 45.03 | 4.52 |
| SP1 | 3.92 | 68.2 | 3.59 | 39.97 | 1.74 | 1080 | 51.47 | 22.22 |
| SP2 | 3.94 | 72.7 | 4.61 | 45.78 | 1.33 | 1050 | 47.2 | 10.05 |
| HWT AE SP | 4.01 | 74.5 | 4.46 | 45.23 | 1.49 | 810 | 44.4 | 3.45 |
| Experiment Type | Sample Type | pH | Cond. (mS/cm) | AIL (g/L) | ASL (g/L) | TL (g/L) | Xyl. (g/L) | PStotal (g/L) | DMC (g/L) | IMC (g/L) | OMC (g/L) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| HWT | HWT | 5.5 | 5.2 | 0.32 | 0.61 | 0.93 | 0.55 | 1.01 | 3.48 | 1.195 | 2.28 |
| AE | AE | 12.85 | 33.2 | 3.73 | 0.79 | 4.52 | 2.25 | 4.68 | 27.89 | 13.24 | 14.65 |
| AE SP | AE | 12.75 | 32.8 | 3.56 | 0.74 | 4.30 | 2.24 | 4.63 | 27.41 | 13.42 | 13.99 |
| BL | 12.61 | 26.5 | 6.55 | 1.07 | 7.62 | 4.44 | 7.92 | 37.38 | 13.97 | 23.41 | |
| SP1 | BL | 10.11 | 21.3 | 10.32 | 1.28 | 11.60 | 4.65 | 10.90 | 50.66 | 15.67 | 34.99 |
| SP2 | BL | 12.72 | 29.3 | 6.95 | 0.99 | 7.94 | 3.60 | 7.19 | 34.59 | 14.29 | 20.3 |
| HWT AE SP | AE | 12.66 | 32.3 | 4.88 | 0.76 | 5.64 | 2.86 | 4.78 | 26.66 | 13.57 | 13.09 |
| BL | 12.40 | 28.2 | 9.37 | 1.17 | 10.54 | 5.83 | 9.83 | 39.3 | 17.01 | 22.29 |
| Experiment Type | Sample Type | ASL (g/L) | Phenols (g/L) | Xyl. (g/L) | PStotal (g/L) | DMC (g/L) | IMC (g/L) | OMC (g/L) |
|---|---|---|---|---|---|---|---|---|
| AE | AE | 5.37 | 4.06 × 10−3 | 0.82 | 3.47 | 49.9 | 23.39 | 26.51 |
| AE SP | AE | 5.25 | 3.93 × 10−3 | 0.8 | 3.65 | 51.2 | 23.05 | 28.15 |
| BL | 6.48 | 16.38 × 10−3 | 0.82 | 3.95 | 45.15 | 20.26 | 24.58 | |
| SP1 | BL | 3.74 | 7.00 × 10−3 | 0.79 | 4.02 | 48.27 | 21.03 | 27.24 |
| SP2 | BL | 6.07 | 16.16 × 10−3 | 0.60 | 2.85 | 40.01 | 18.64 | 21.37 |
| HWT AE SP | AE | 4.90 | 6.78 × 10−3 | 0.92 | 2.91 | 40.94 | 19.77 | 21.17 |
| BL | 6.00 | 35.78 × 10−3 | 0.64 | 3.23 | 38.20 | 17.73 | 20.47 |
| Wavenumber (cm−1) | Functional Groups |
|---|---|
| 3414 | O–H stretching (aliphatic and phenolic structures) |
| 2937 | CH2 asymmetric vibration (methylene group, guaiacyl-syringyl) |
| 2846–3000 | C–H stretch (methoxyl group and methylene (CH2) group) |
| 1713 | C=O carbonyl stretching (conjugated ketone and carboxylic groups) |
| 1651 | Conjugated C–O and absorbed O–H (degradation of hydroxycinnamic moieties in lignin) |
| 1597, 1513, 1423 | Aromatic skeletal vibrations |
| 1463 | C–H, CH2 deformations stretching in lignin and xylan |
| 1328 | C–O of syringyl ring |
| 1265 | C–O stretching (coniferyl groups or guaiacyl ring breathing with C–O stretching |
| 1219 | Sinapyl and p-coumaryl groups |
| 1154 | CH stretching (aromatic ring-guaiacylic) |
| 1124 | Aromatic C–H in-plane deformation (syringyl type) |
| 837, 915 | C–H out of plane (aromatic rings) |
| Wavenumber (cm−1) | Functional Groups |
|---|---|
| 3412 | O-H stretch, H-bonded (alcohols, phenols) |
| 2878–2924 | Symmetric and asymmetric C–H starch, CH2 (methylene), and CH3 (methyl) groups |
| 1712–1774 | C=O stretching bands in acetyl fragments (ketone/aldehyde and free ester) |
| 1634 | Bending vibrations of water |
| 1515 | Lignin (minimal amounts in the hemicellulosic fractions) |
| 1463, 1422, 1385, 1323 | Carbonyl groups in uronic acid or acetyl groups |
| 1250 | C=O and C–O of acetyl and uronic ester groups |
| 1163, 1072 and 990 | Arabinoxylans and arabinose side chains |
| 1045 | C–O and C–C stretching and the glycosidic bond stretching (xylan) and pyranose ring |
| 896 | Glycosidic linkages (xylose units) |
| 700–400 | Bending vibrations of hydroxyl groups (out of plane) |
| Experiment Type | Sample Origin | IC50 (mg/mL) | ||
|---|---|---|---|---|
| Lignin | Hemicelluloses | ERLS Solids | ||
| AE | AEL | 0.36 | 3.22 | 13.01 |
| AE SP | AEL | 0.35 | 3.11 | 14.60 |
| BL | 0.36 | 1.55 | 13.69 | |
| SP1 | BL | 0.33 | 2.19 | 16.27 |
| SP2 | BL | 0.37 | 1.82 | 12.44 |
| HWT AE SP | BL | 0.37 | 2.21 | 12.24 |
| BL | 0.39 | 2.41 | 11.59 | |
| Experiment Type | PRL (g/100 g) | PR HC (g/100 g) | Chemical Consumption g/100 g CS | COD g/100 g CS | |||
|---|---|---|---|---|---|---|---|
| NaOH | AA | EtOH | |||||
| AE | AEL | 6.61 | 3.60 | 20 | 57.1 | 55.4 | 16.22 |
| AE SP | AEL | 1.35 | 1.73 | 20 | 27.3 | 55.4 | |
| BL | 5.86 | 3.47 | 25.7 | 55.4 | |||
| total AE SP | 7.21 | 5.20 | 53.0 | 110.8 | 15.43 | ||
| SP1 | BL | 5.89 | 2.96 | 10 | 12.6 | 55.4 | 13.37 |
| SP2 | BL | 7.62 | 6.18 | 20 | 48.3 | 55.4 | 14.78 |
| HWT AE SP | AEL | 3.26 | 1.38 | 20 | 29.0 | 55.4 | |
| BL | 7.23 | 3.40 | 23.7 | 55.4 | |||
| total HWT AE SP | 10.49 | 4.78 | 52.7 | 110.8 | 23.34 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Puițel, A.C.; Bălușescu, G.; Balan, C.D.; Nechita, M.T. The Potential Valorization of Corn Stalks by Alkaline Sequential Fractionation to Obtain Papermaking Fibers, Hemicelluloses, and Lignin—A Comprehensive Mass Balance Approach. Polymers 2024, 16, 1542. https://doi.org/10.3390/polym16111542
Puițel AC, Bălușescu G, Balan CD, Nechita MT. The Potential Valorization of Corn Stalks by Alkaline Sequential Fractionation to Obtain Papermaking Fibers, Hemicelluloses, and Lignin—A Comprehensive Mass Balance Approach. Polymers. 2024; 16(11):1542. https://doi.org/10.3390/polym16111542
Chicago/Turabian StylePuițel, Adrian Cătălin, Georgiana Bălușescu, Cătălin Dumitrel Balan, and Mircea Teodor Nechita. 2024. "The Potential Valorization of Corn Stalks by Alkaline Sequential Fractionation to Obtain Papermaking Fibers, Hemicelluloses, and Lignin—A Comprehensive Mass Balance Approach" Polymers 16, no. 11: 1542. https://doi.org/10.3390/polym16111542
APA StylePuițel, A. C., Bălușescu, G., Balan, C. D., & Nechita, M. T. (2024). The Potential Valorization of Corn Stalks by Alkaline Sequential Fractionation to Obtain Papermaking Fibers, Hemicelluloses, and Lignin—A Comprehensive Mass Balance Approach. Polymers, 16(11), 1542. https://doi.org/10.3390/polym16111542