

Influence of Cutting Regime Parameters on Determining the Main Cutting Resistance during Polypropylene Machining
 ,
,  ,
,  , , and
, , and
Abstract
1. Introduction
2. Materials and Methods
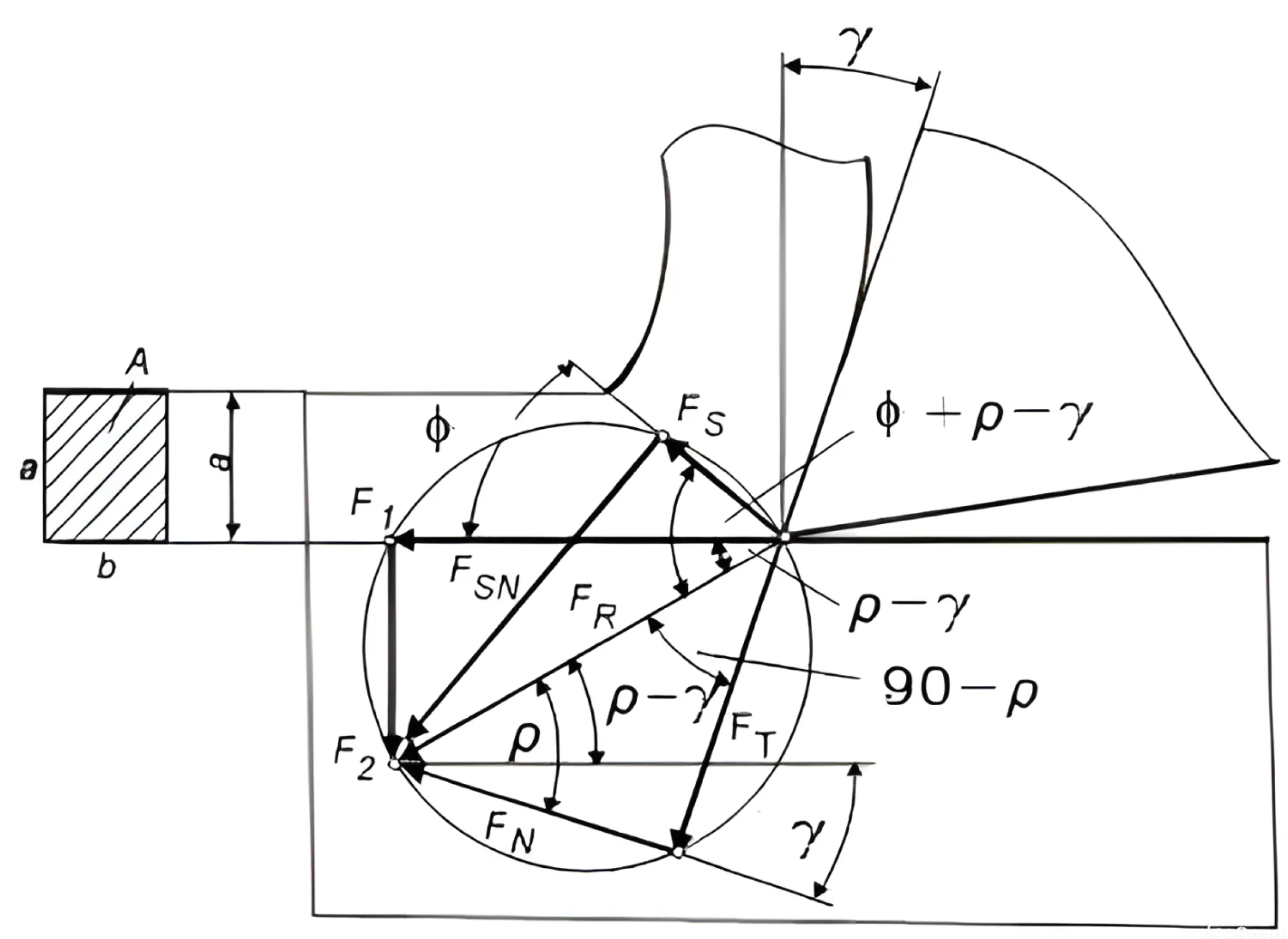
2.1. Influence of Force on the Cutting System
2.2. Technical Preparation of the Experiment
2.3. Workpiece
2.4. Force Measurement in the Cutting Zone
3. Results and Discussion
3.1. Generating Main Cutting Resistance on a EMCO F5 CNC Lathe
3.2. Measuring Elements
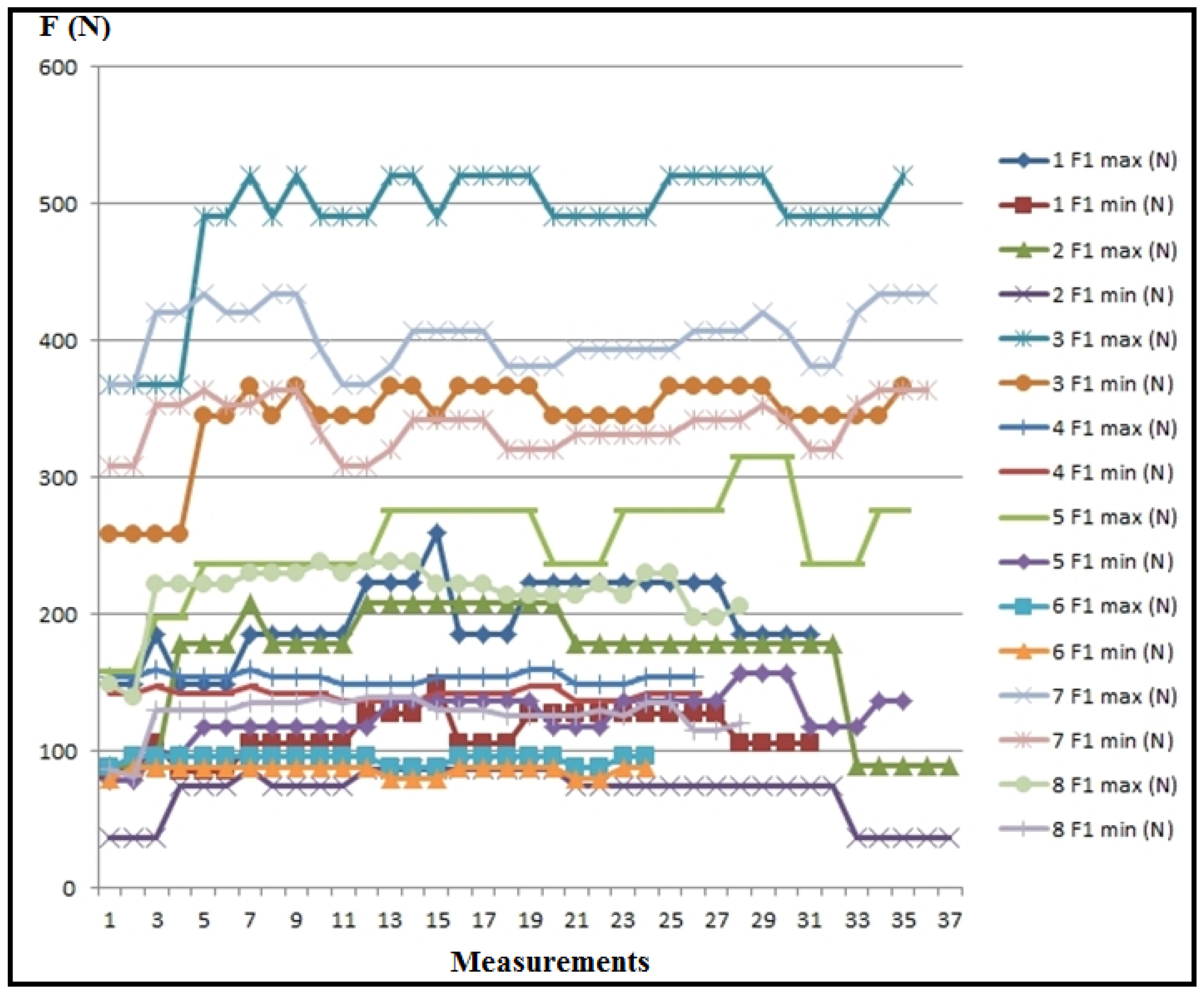
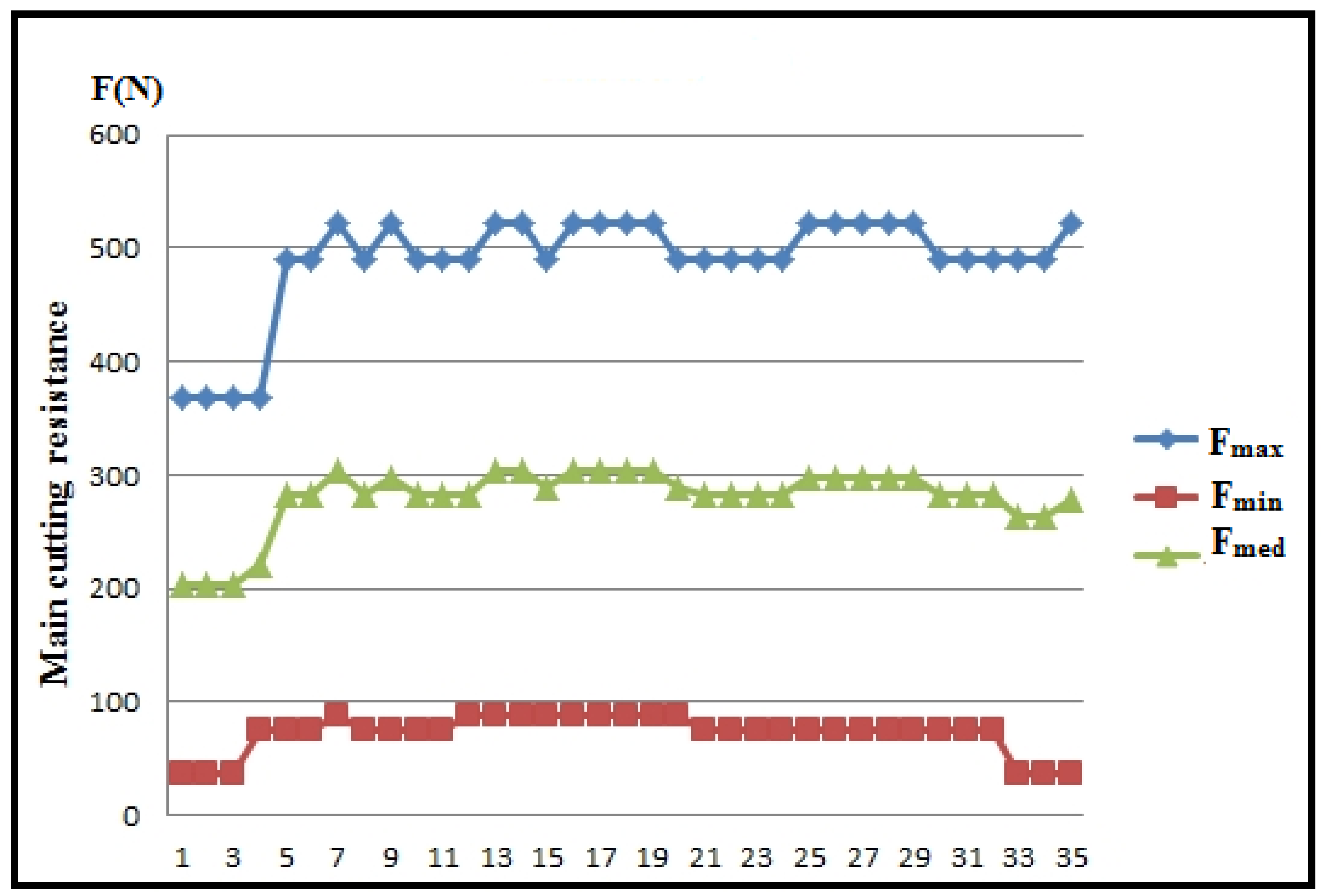
3.3. Processing and Presentation of Measurement Results
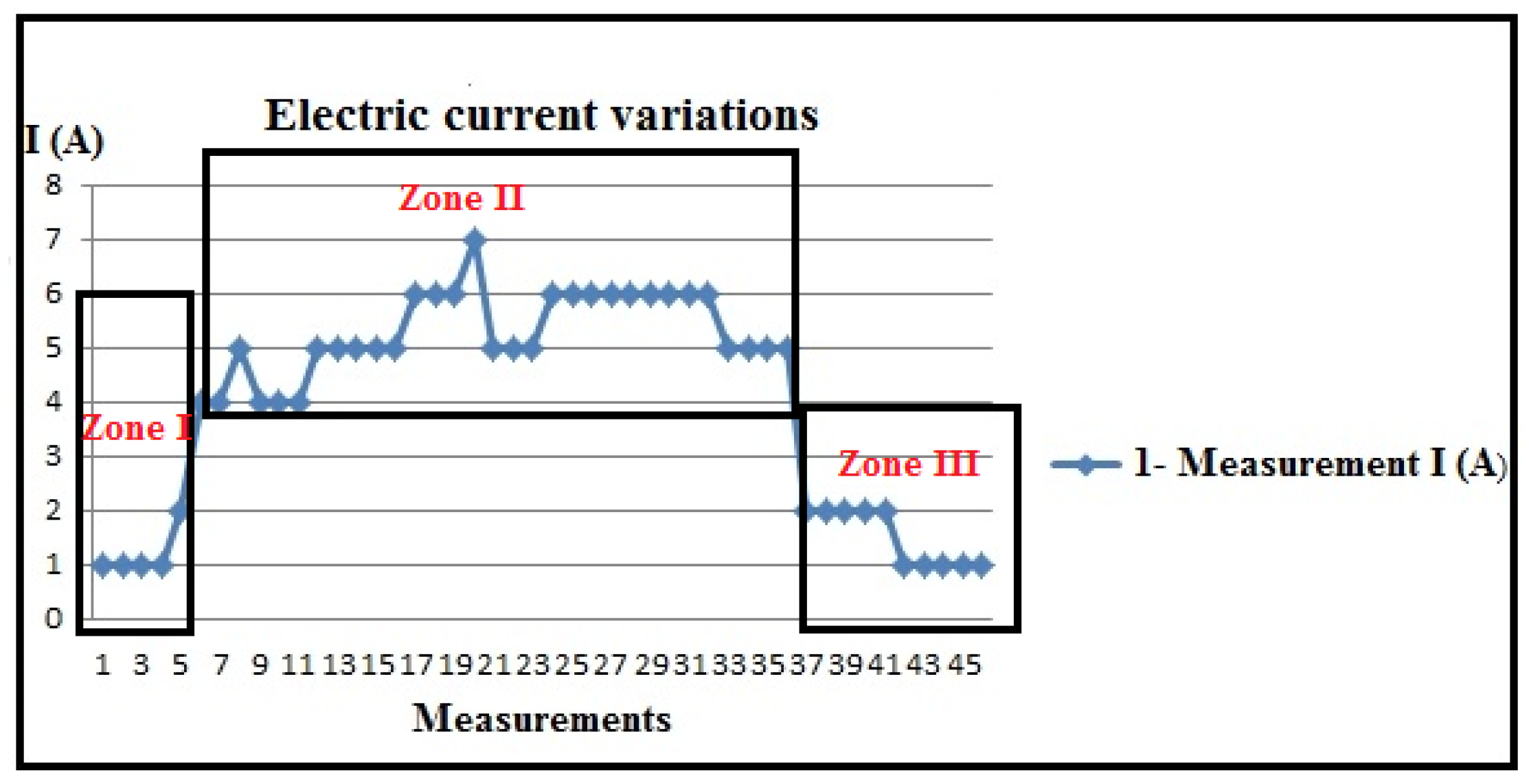
- Current detection zone during tool positioning without processing;
- Current detection zone during processing;
- Current detection zone as the tool exits the engagement.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Ljevar, A.; Rancic, M. Processing of Plastics Cutting and Surface Roughness, Materials from Conference Proceedings, XV Jupiter. In Proceedings of the Materials from Conference Proceedings, Jupiter, Cavtat, Croatia, 1989; pp. 101–105. [Google Scholar]
- Dutta, H.; Debnath, K.; Sarma, D.K. A Study of Material Removal and Surface Characteristics in Micro-electrical Discharge Machining of Carbon Fiber-reinforced Plastics. Polym. Compos. 2019, 40, 4033–4041. [Google Scholar] [CrossRef]
- Xu, J.; Huang, X.; Davim, J.P.; Ji, M.; Chen, M. On the Machining Behavior of Carbon Fiber Reinforced Polyimide and PEEK Thermoplastic Composites. Polym. Compos. 2020, 41, 3649–3663. [Google Scholar] [CrossRef]
- Nagel, T. Complete Solutions for Plastics Processing: Faster and More Precise with Portal Milling Machine; 161; VDI-Z Integrierte Produktion: Eltville, Germany, 2019; Volume 1–2. [Google Scholar]
- Mallick, P.S.; Pratap, A.; Patra, K. Review on Cryogenic Assisted Micro-Machining of Soft Polymer: An Emphasis on Molecular Physics, Chamber Design, Performance Analysis and Sustainability. J. Manuf. Process. 2022, 80, 930–957. [Google Scholar] [CrossRef]
- Ononiwu, N.; Ako, P.; Anyaoha, C.; Ikwuagwu, C.; Jacobs, I. Sustainable Considerations in Additive Manufacturing Processes: A Review. J. Mech. Eng. Sci. 2024, 18, 9853–9871. [Google Scholar] [CrossRef]
- Prodan, D.; Bucuresteanu, A.; Motomancea, A. Construction of Plastic Parts on CNC Engraving Machines and 3D Printers. Mater. Plast. 2018, 55, 75–78. [Google Scholar] [CrossRef]
- Denkena, B.; Bergmann, B.; Lepper, T.; Rahner, B.; Schneider, S.; Nonnast, G.; Preller, F.; Hannesen, F.; Braungardt, G.; Weissensee, K. Ein Roboter Für Die Effiziente Zerspanung*/A Robot for Efficient Milling Operations-Cutting of Carbon Fibre Reinforced Plastics Using a New Machine Kinematic. Wt Werkstattstech. Online 2019, 109, 194–198. [Google Scholar] [CrossRef]
- Prvulovic, S.; Mosorinski, P.; Radosav, D.; Tolmac, J.; Josimovic, M.; Sinik, V. Determination of the Temperature in the Cutting Zone While Processing Machine Plastic Using Fuzzy-Logic Controller (FLC). Ain Shams Eng. J. 2022, 13, 101624. [Google Scholar] [CrossRef]
- Kalchenko, V.V.; Yeroshenko, A.M.; Boyko, S.V.; Ignatenko, P.L. Development and Research of Thermoplastic Methods for Hardening Details. Nauk. Visnyk Natsionalnoho Hirnychoho Universytetu 2020, 2, 53–60. [Google Scholar] [CrossRef]
- Shiou, F.-J.; Chen, C.-C.A.; Li, W.-T. Automated Surface Finishing of Plastic Injection Mold Steel with Spherical Grinding and Ball Burnishing Processes. Int. J. Adv. Manuf. Technol. 2006, 28, 61–66. [Google Scholar] [CrossRef]
- Karania, R.; Kazmer, D. Low Volume Plastics Manufacturing Strategies. In Proceedings of the Design Engineering, Parts A and B; ASMEDC: Orlando, FL, USA, 2005; pp. 265–274. [Google Scholar]
- Lin, T.D.; Lin, A.C. The Use of Supports to Fast Fabrication of Plastic Parts. Adv. Mater. Res. 2014, 939, 222–229. [Google Scholar] [CrossRef]
- Latha, B.; Senthilkumar, V.S.; Palanikumar, K. Modeling and optimization of process parameters for delamination in drilling glass fiber reinforced plastic (gfrp) composites. Mach. Sci. Technol. 2011, 15, 172–191. [Google Scholar] [CrossRef]
- Fox, R.T.; Rudschuck, M. Wear Testing on Plastics Processing Machines 2004. Available online: https://res.cloudinary.com/sternwald-systems/raw/upload/v1/hugoprd/ARTIKEL_ATTACH/00242DE5_19DA197E1439/a2f781373bc7e62eb795fef7931154d2b0c5d213/PE_2004_03_Model-Test-Systems-Wear-Testing-on-Plastics-processing-Machines.pdf (accessed on 20 February 2024).
- Pei, Z.; Zhu, N.; Gong, Y. A Study on Cutting Temperature for Wood–Plastic Composite. J. Thermoplast. Compos. Mater. 2016, 29, 1627–1640. [Google Scholar] [CrossRef]
- Vasudevan, H.; Deshpande, N.C.; Rajguru, R.R. Grey Fuzzy Multiobjective Optimization of Process Parameters for CNC Turning of GFRP/Epoxy Composites. Procedia Eng. 2014, 97, 85–94. [Google Scholar] [CrossRef]
- Mosorinski, P.; Mulic, V.; Rancic, M. Temperatures in the Cutting Zone during Lathe Machining Engine Seals Made of Plastic (PTFE). In Proceedings of the Materials from Conf. Proceedings PIM, Zrenjanin, Serbia, 25–28 September 2013; pp. 301–307. [Google Scholar]
- Sahu, K.K.; Meher, S.; Menon, A.M.; Sridhar, M.K.; Harsha Vardhan, G.V.; Pandey, S.; Kumar, A.; Das, S. Artificial Intelligence and Machine Learning: New Age Tools for Augmenting Plastic Materials Designing, Processing, and Manufacturing. In Encyclopedia of Materials: Plastics and Polymers; Elsevier: Amsterdam, The Netherlands, 2022; pp. 127–152. ISBN 978-0-12-823291-0. [Google Scholar]
- Available online: https://www.ensingerplastics.com/en-us/ (accessed on 10 October 2023).
- Caprino, G.; Langela, A. Machining Tecnology for Composite Materials; University of Naples-Federico II: Naples, Italy, 2012. [Google Scholar]
- Palanikumar, K. Analyzing Surface Quality in Machined Composites. In Machining Technology for Composite Materials; Elsevier: Amsterdam, The Netherlands, 2012; pp. 154–182. ISBN 978-0-85709-030-0. [Google Scholar]
- Yan, Y.; Han, M.; Jiang, Y.; Ng, E.L.L.; Zhang, Y.; Owh, C.; Song, Q.; Li, P.; Loh, X.J.; Chan, B.Q.Y.; et al. Electrically Conductive Polymers for Additive Manufacturing. ACS Appl. Mater. Interfaces 2024, 16, 5337–5354. [Google Scholar] [CrossRef]
- Sola, A. Materials Requirements in Fused Filament Fabrication: A Framework for the Design of Next-Generation 3D Printable Thermoplastics and Composites. Macromol. Mater. Eng. 2022, 307, 2200197. [Google Scholar] [CrossRef]
- Nedic, B.; Lazic, M. Production Technologies-Machining by Cutting; Faculty of Mechanical Engineering: Kragujevac, Serbia, 2007. [Google Scholar]
- Mudhukrishnan, M.; Hariharan, P.; Palanikumar, K.; Latha, B. Optimization and Sensitivity Analysis of Drilling Parameters for Sustainable Machining of Carbon Fiber–Reinforced Polypropylene Composites. J. Thermoplast. Compos. Mater. 2019, 32, 1485–1508. [Google Scholar] [CrossRef]
- Deepa, A.; Padmanabhan, K.; Kuppan, P. Analysis and Optimization of Machining Parameters of Laser Cutting for Polypropylene Composite. IOP Conf. Ser. Mater. Sci. Eng. 2017, 263, 062043. [Google Scholar] [CrossRef]
- Grzesik, W. Machining of Hard Materials. In Machining; Springer: London, UK, 2008; pp. 97–126. ISBN 978-1-84800-212-8. [Google Scholar]
- Ge, J.; Catalanotti, G.; Falzon, B.G.; Higgins, C.; McClory, C.; Thiebot, J.-A.; Zhang, L.; He, M.; Jin, Y.; Sun, D. Process Characteristics, Damage Mechanisms and Challenges in Machining of Fibre Reinforced Thermoplastic Polymer (FRTP) Composites: A Review. Compos. Part B Eng. 2024, 273, 111247. [Google Scholar] [CrossRef]
- Rawal, S.; Sidpara, A.M.; Paul, J. A Review on Micro Machining of Polymer Composites. J. Manuf. Process. 2022, 77, 87–113. [Google Scholar] [CrossRef]
- Islam, M.A.; Mobarak, M.H.; Rimon, M.I.H.; Al Mahmud, M.Z.; Ghosh, J.; Ahmed, M.M.S.; Hossain, N. Additive Manufacturing in Polymer Research: Advances, Synthesis, and Applications. Polym. Test. 2024, 132, 108364. [Google Scholar] [CrossRef]
- George, A.; Sanjay, M.R.; Srisuk, R.; Parameswaranpillai, J.; Siengchin, S. A Comprehensive Review on Chemical Properties and Applications of Biopolymers and Their Composites. Int. J. Biol. Macromol. 2020, 154, 329–338. [Google Scholar] [CrossRef] [PubMed]
- Woźniak-Budych, M.; Staszak, K.; Wieszczycka, K.; Bajek, A.; Staszak, M.; Roszkowski, S.; Giamberini, M.; Tylkowski, B. Microplastic Label in Microencapsulation Field—Consequence of Shell Material Selection. J. Hazard. Mater. 2024, 465, 133000. [Google Scholar] [CrossRef] [PubMed]
- Sandeep, R.; Arivazhagan, N. Innovation of Thermoplastic Polymers and Metals Hybrid Structure Using Friction Stir Welding Technique: Challenges and Future Perspectives. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 27. [Google Scholar] [CrossRef]
- Guo, X.; Nakagawa, S.; Yoshie, N. Tunable Mechanical Properties in Microphase-Separated Thermoplastic Elastomers via Metal–Ligand Coordination. Macromolecules 2024, 57, 2351–2362. [Google Scholar] [CrossRef]
- Sun, M.-L.; Hu, Z.-P.; Wang, H.-Y.; Suo, Y.-J.; Yuan, Z.-Y. Design Strategies of Stable Catalysts for Propane Dehydrogenation to Propylene. ACS Catal. 2023, 13, 4719–4741. [Google Scholar] [CrossRef]
- Assen, A.H.; Adil, K.; Cordova, K.E.; Belmabkhout, Y. The Chemistry of Metal–Organic Frameworks with Face-Centered Cubic Topology. Coord. Chem. Rev. 2022, 468, 214644. [Google Scholar] [CrossRef]
- Shagwira, H.; Wambua, J.; Mwema, F.M.; Akinlabi, E.; Jen, T.-C. Investigation into the Effects of Milling Input Parameters on the Material Removal Rate and Surface Roughness of Polypropylene + 80 Wt. % Quarry Dust Composite during Machining. Adv. Mater. Process. Technol. 2022, 8, 2410–2424. [Google Scholar] [CrossRef]
- Tofil, S. The Micro Machining of Polypropylene by UV Laser—The Influence of Laser Operating Parameters. Mater. Res. Proc. 2020, 17, 126–131. [Google Scholar]
- Deepa, A.; Kuppan, P.; Krishnan, P. A Comparative Study of Structural Changes in Conventional and Unconventional Machining and Mechanical Properties Evaluation of Polypropylene Based Self Reinforced Composites. Sci. Eng. Compos. Mater. 2020, 27, 108–118. [Google Scholar] [CrossRef]
- Takarada, W.; Barique, M.A.; Kunimitsu, T.; Kameda, T.; Kikutani, T. Verification of the Influence of Processing History through Comparing High-Speed Melt Spinning Behavior of Virgin and Recycled Polypropylene. Polymers 2022, 14, 3238. [Google Scholar] [CrossRef]
- Gope, A.K.; Liao, Y.-S.; Kuo, C.-F.J. Quality Prediction and Abnormal Processing Parameter Identification in Polypropylene Fiber Melt Spinning Using Artificial Intelligence Machine Learning and Deep Learning Algorithms. Polymers 2022, 14, 2739. [Google Scholar] [CrossRef] [PubMed]
- Shaji, S.; Jose, J. Jeny Jose Global Issues of Plastics on Enviornment and Public Health. Int. J. Emerg. Res. Areas 2023, 3, 256–265. [Google Scholar] [CrossRef]
- Voudrias, E.A. Management of COVID-19 Healthcare Waste Based on the Circular Economy Hierarchy: A Critical Review. Waste Manag. Res. J. Sustain. Circ. Econ. 2023. [Google Scholar] [CrossRef] [PubMed]
- Saleem, J.; Moghal, Z.K.B.; McKay, G. Transforming Polypropylene Waste into Transparent Anti-Corrosion Weather-Resistant and Anti-Bacterial Superhydrophobic Films. J. Hazard. Mater. 2024, 466, 133597. [Google Scholar] [CrossRef] [PubMed]
- Moradi, M.; Rezaei, M. Construction of Highly Anti-Corrosion and Super-Hydrophobic Polypropylene/Graphene Oxide Nanocomposite Coatings on Carbon Steel: Experimental, Electrochemical and Molecular Dynamics Studies. Constr. Build. Mater. 2022, 317, 126136. [Google Scholar] [CrossRef]
- Hossain, M.T.; Shahid, M.A.; Mahmud, N.; Habib, A.; Rana, M.M.; Khan, S.A.; Hossain, M.D. Research and Application of Polypropylene: A Review. Discov. Nano 2024, 19, 2. [Google Scholar] [CrossRef] [PubMed]
- Abubakre, O.K.; Medupin, R.O.; Akintunde, I.B.; Jimoh, O.T.; Abdulkareem, A.S.; Muriana, R.A.; James, J.A.; Ukoba, K.O.; Jen, T.-C.; Yoro, K.O. Carbon Nanotube-Reinforced Polymer Nanocomposites for Sustainable Biomedical Applications: A Review. J. Sci. Adv. Mater. Devices 2023, 8, 100557. [Google Scholar] [CrossRef]
- Hani, U. Comprehensive Review of Polymeric Nanocomposite Membranes Application for Water Treatment. Alex. Eng. J. 2023, 72, 307–321. [Google Scholar] [CrossRef]
- Kameyama, N.; Yoshida, H.; Fukagawa, H.; Yamada, K.; Fukuda, M. Thin-Film Processing of Polypropylene and Polystyrene Sheets by a Continuous Wave CO2 Laser with the Cu Cooling Base. Polymers 2021, 13, 1448. [Google Scholar] [CrossRef] [PubMed]
- www.curbellplastics.com. Available online: https://shorturl.at/dzEX1 (accessed on 1 December 2023).
- Boothroyd, G.; Knight, W.A. Fundamentals of Machining and Machine Tools, 3rd ed.; Mechanical Engineering; Taylor and Francis: Boca Raton, FL, USA, 2006; ISBN 978-1-57444-659-3. [Google Scholar]
- Niu, J.; Xu, J.; Ren, F.; Sun, Y.; Guo, D. A Short Review on Milling Dynamics in Low-Stiffness Cutting Conditions: Modeling and Analysis. J. Adv. Manuf. Sci. Technol. 2021, 1, 2020004. [Google Scholar] [CrossRef]
- Filipović, L. Manual for Designing and Preparing Technological Procedures for Metal Cutting; ZUNS: Belgrade, Serbia, 1999. [Google Scholar]
- Sredanović, B. Development of a Model for Defining Universal Machinability Based on Cutting Process Parameters Conference Proceedings. In Proceedings of the II International Conference Industrial Engineering and Environmental Protection, IIZS 2012, Zrenjanin, Serbia, 31 October 2012; pp. 250–255. [Google Scholar]
- Mošorinski, P.; Prvulovic, S.; Josimovic, L. Determination of the Optimal Cutting Parameters for Machining Technical Plastics. Mater. Tehnol. 2020, 54, 11–15. [Google Scholar] [CrossRef]
- Dhokia, V.G.; Kumar, S.; Vichare, P.; Newman, S.T. An Intelligent Approach for the Prediction of Surface Roughness in Ball-End Machining of Polypropylene. Robot. Comput. Integr. Manuf. 2008, 24, 835–842. [Google Scholar] [CrossRef]
- Dhokia, V.G.; Kumar, S.; Vichare, P.; Newman, S.T.; Allen, R.D. Surface Roughness Prediction Model for CNC Machining of Polypropylene. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2008, 222, 137–157. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Min | Max | |
|---|---|---|
| ap (mm) | 1.5 | 2 |
| vf (mm/min) | 80 | 300 |
| n (rpm) | 600 | 1200 |
| Measurements | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
| ap | (mm) | 1.5 | 1.5 | 1.5 | 1.5 | 2 | 2 | 2 | 2 |
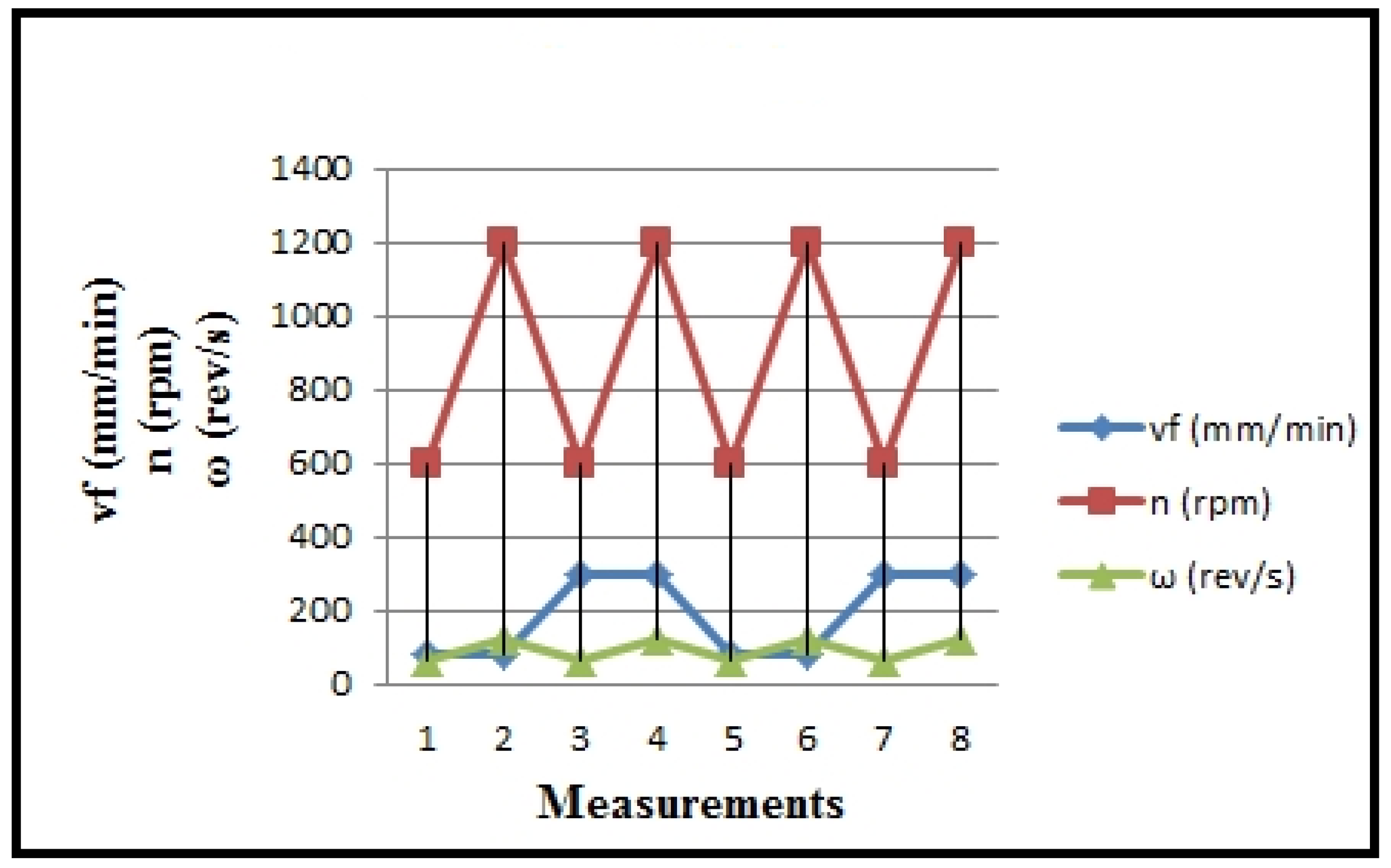
| vf | (mm/min) | 80 | 80 | 300 | 300 | 80 | 80 | 300 | 300 |
| s | (mm/rev) | 0.133 | 0.067 | 0.500 | 0.250 | 0.133 | 0.067 | 0.500 | 0.250 |
| n | (rpm) | 600 | 1200 | 600 | 1200 | 600 | 1200 | 600 | 1200 |
| ω | (rev/s) | 62.8 | 125.6 | 62.8 | 125.6 | 62.8 | 125.6 | 62.8 | 125.6 |
| Measurements | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
| Ammeter | A | 0.85 | 1.7 | 1.4 | 1 | 1.1 | 0.9 | 2.5 | 1.9 |
| PLC | |||||||||
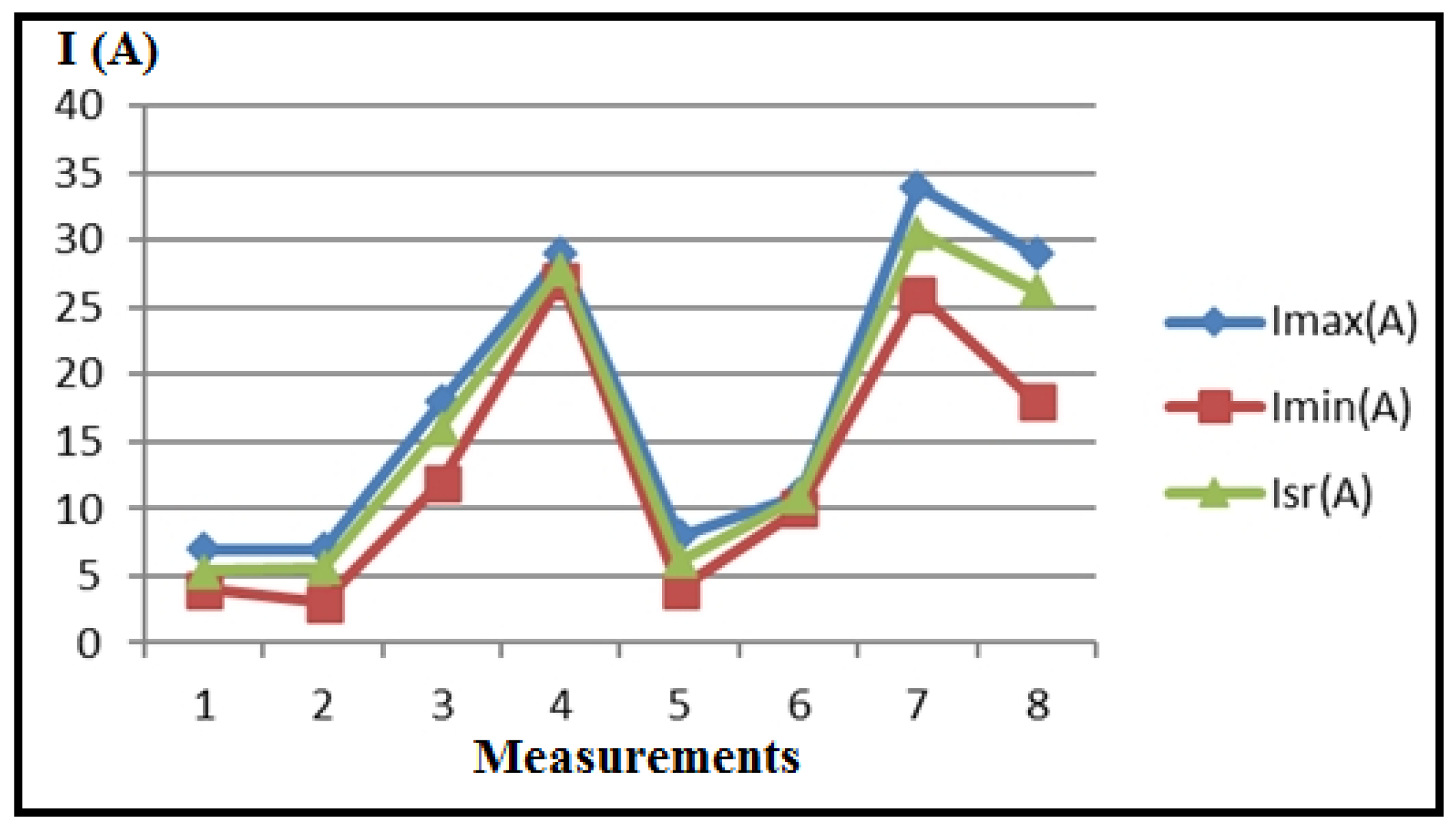
| Imax | A | 7 | 7 | 18 | 29 | 8 | 11 | 34 | 29 |
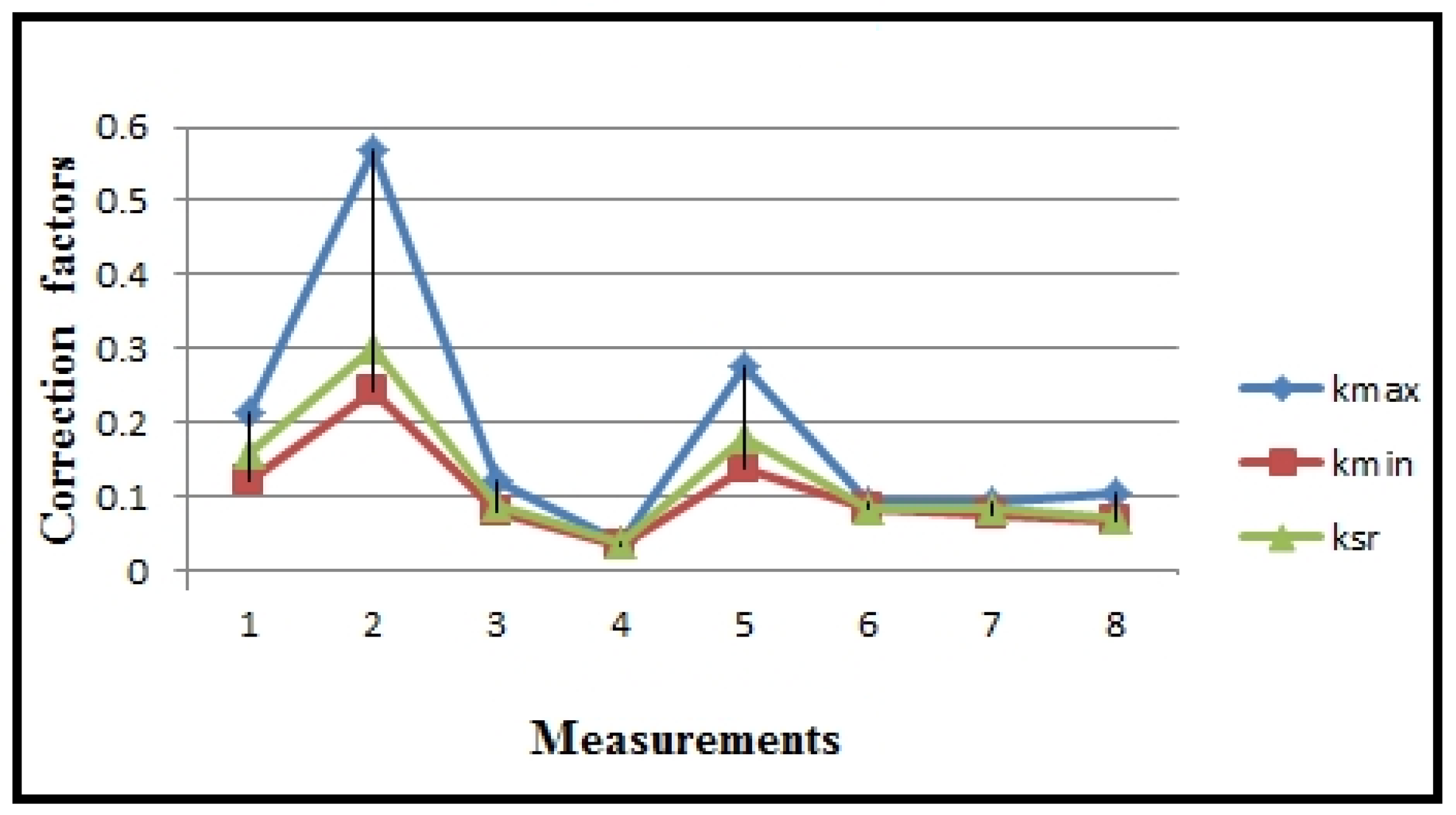
| kmax | 0.2125 | 0.57 | 0.12 | 0.037 | 0.275 | 0.09 | 0.09 | 0.105 | |
| Imin | A | 4 | 3 | 12 | 27 | 4 | 10 | 26 | 18 |
| kmin | 0.121 | 0.242 | 0.078 | 0.034 | 0.137 | 0.082 | 0.073 | 0.065 | |
| Isr | A | 5.375 | 5.625 | 16 | 27.87 | 6.125 | 10.875 | 30.625 | 26.25 |
| ksr | 0.158 | 0.302 | 0.087 | 0.036 | 0.18 | 0.082 | 0.082 | 0.072 | |
| Measurements | |||||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| I [A] | |||||||
| 1 | 1 | 4 | 0 | 1 | 0 | 2 | 2 |
| 1 | 1 | 5 | 0 | 1 | 0 | 2 | 2 |
| 1 | 1 | 12 | 0 | 1 | 0 | 2 | 2 |
| 1 | 1 | 12 | 0 | 1 | 0 | 1 | 3 |
| 2 | 1 | 12 | 0 | 1 | 0 | 1 | 4 |
| 4 | 3 | 12 | 0 | 4 | 0 | 18 | 4 |
| 4 | 3 | 16 | 4 | 4 | 3 | 18 | 4 |
| 5 | 3 | 16 | 4 | 5 | 3 | 32 | 4 |
| 4 | 6 | 17 | 5 | 5 | 3 | 32 | 18 |
| 4 | 6 | 16 | 5 | 6 | 3 | 33 | 17 |
| 4 | 6 | 17 | 3 | 6 | 3 | 32 | 27 |
| 5 | 7 | 16 | 3 | 6 | 3 | 32 | 27 |
| 5 | 6 | 16 | 3 | 6 | 4 | 33 | 27 |
| 5 | 6 | 16 | 3 | 6 | 4 | 33 | 27 |
| 5 | 6 | 17 | 28 | 6 | 4 | 30 | 28 |
| 5 | 6 | 17 | 28 | 6 | 4 | 28 | 28 |
| 6 | 7 | 16 | 29 | 6 | 3 | 28 | 28 |
| 6 | 7 | 17 | 28 | 7 | 3 | 29 | 29 |
| 6 | 7 | 17 | 28 | 7 | 10 | 31 | 28 |
| 7 | 7 | 17 | 28 | 7 | 11 | 31 | 29 |
| 5 | 7 | 17 | 29 | 7 | 11 | 31 | 29 |
| 5 | 7 | 16 | 28 | 7 | 11 | 31 | 29 |
| 5 | 7 | 16 | 28 | 7 | 11 | 29 | 27 |
| 6 | 7 | 16 | 28 | 7 | 11 | 29 | 27 |
| 6 | 7 | 16 | 27 | 6 | 11 | 29 | 27 |
| 6 | 6 | 16 | 27 | 6 | 11 | 30 | 26 |
| 6 | 6 | 17 | 27 | 6 | 11 | 30 | 26 |
| 6 | 6 | 17 | 27 | 7 | 11 | 30 | 26 |
| 6 | 6 | 17 | 28 | 7 | 11 | 30 | 26 |
| 6 | 6 | 17 | 28 | 7 | 11 | 30 | 27 |
| 6 | 6 | 17 | 28 | 7 | 10 | 31 | 26 |
| 6 | 6 | 16 | 28 | 7 | 10 | 31 | 28 |
| 5 | 6 | 16 | 29 | 8 | 10 | 31 | 28 |
| 5 | 6 | 16 | 29 | 8 | 11 | 32 | 24 |
| 5 | 6 | 16 | 27 | 8 | 11 | 31 | 24 |
| 5 | 6 | 16 | 27 | 6 | 11 | 29 | 25 |
| 2 | 6 | 17 | 27 | 6 | 11 | 29 | 6 |
| 2 | 3 | 4 | 28 | 6 | 11 | 32 | 6 |
| 2 | 3 | 4 | 28 | 7 | 10 | 33 | 6 |
| 2 | 3 | 3 | 28 | 7 | 10 | 33 | 4 |
| 2 | 3 | 3 | 3 | 2 | 11 | 33 | 4 |
| 1 | 3 | 2 | 3 | 2 | 11 | 5 | 4 |
| 1 | 3 | 1 | 2 | 2 | 3 | 5 | 4 |
| 1 | 1 | 1 | 3 | 2 | 2 | 3 | 4 |
| 1 | 1 | 1 | 3 | 2 | 2 | 3 | 4 |
| 1 | 1 | 1 | 3 | 1 | 1 | 3 | 4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Prvulović, S.; Mošorinski, P.; Josimović, L.; Tolmač, J.; Djordjević, L.; Djurdjev, M.; Bakator, M.; Radišić, B.; Bajić, D. Influence of Cutting Regime Parameters on Determining the Main Cutting Resistance during Polypropylene Machining. Polymers 2024, 16, 1537. https://doi.org/10.3390/polym16111537
Prvulović S, Mošorinski P, Josimović L, Tolmač J, Djordjević L, Djurdjev M, Bakator M, Radišić B, Bajić D. Influence of Cutting Regime Parameters on Determining the Main Cutting Resistance during Polypropylene Machining. Polymers. 2024; 16(11):1537. https://doi.org/10.3390/polym16111537
Chicago/Turabian StylePrvulović, Slavica, Predrag Mošorinski, Ljubiša Josimović, Jasna Tolmač, Luka Djordjević, Mića Djurdjev, Mihalj Bakator, Branislava Radišić, and Dejan Bajić. 2024. "Influence of Cutting Regime Parameters on Determining the Main Cutting Resistance during Polypropylene Machining" Polymers 16, no. 11: 1537. https://doi.org/10.3390/polym16111537
APA StylePrvulović, S., Mošorinski, P., Josimović, L., Tolmač, J., Djordjević, L., Djurdjev, M., Bakator, M., Radišić, B., & Bajić, D. (2024). Influence of Cutting Regime Parameters on Determining the Main Cutting Resistance during Polypropylene Machining. Polymers, 16(11), 1537. https://doi.org/10.3390/polym16111537