
Evolution of the Microstructure of PP-LDHs Nanocomposites during Melt Compounding: A Simulation Approach




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Flow Modeling
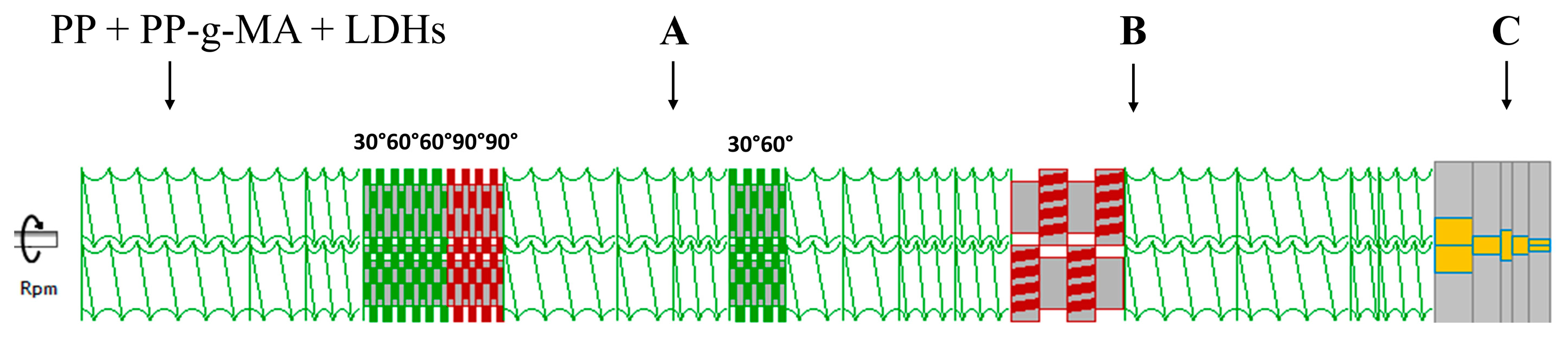
2.2.2. Processing of PP-LDH Nanocomposite
2.2.3. Characterization Techniques
3. Results
3.1. Effect of the Processing Conditions on the Nanocomposite Morphology
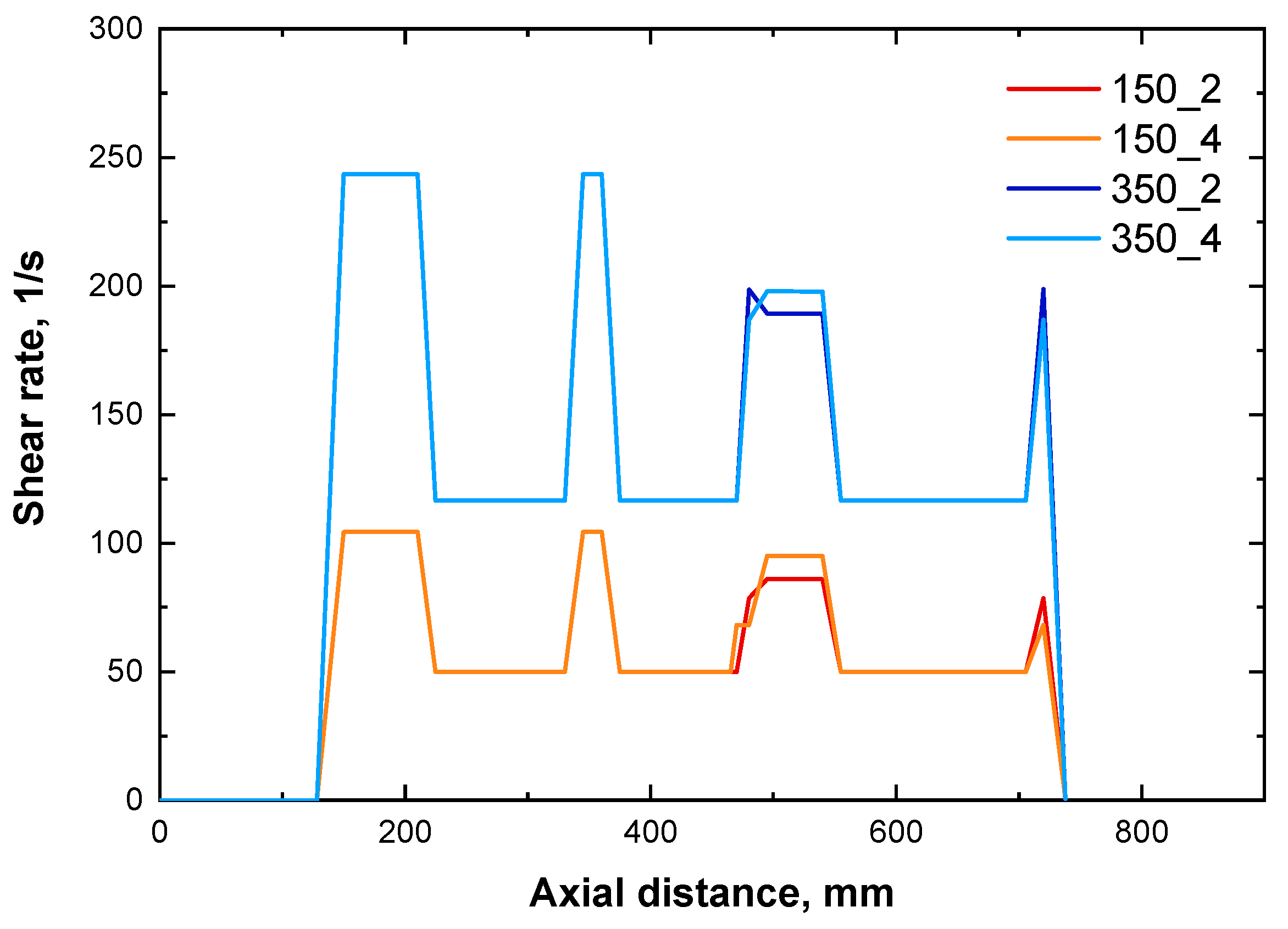
3.2. Evolution of the Nanocomposite Morphology along the Screws
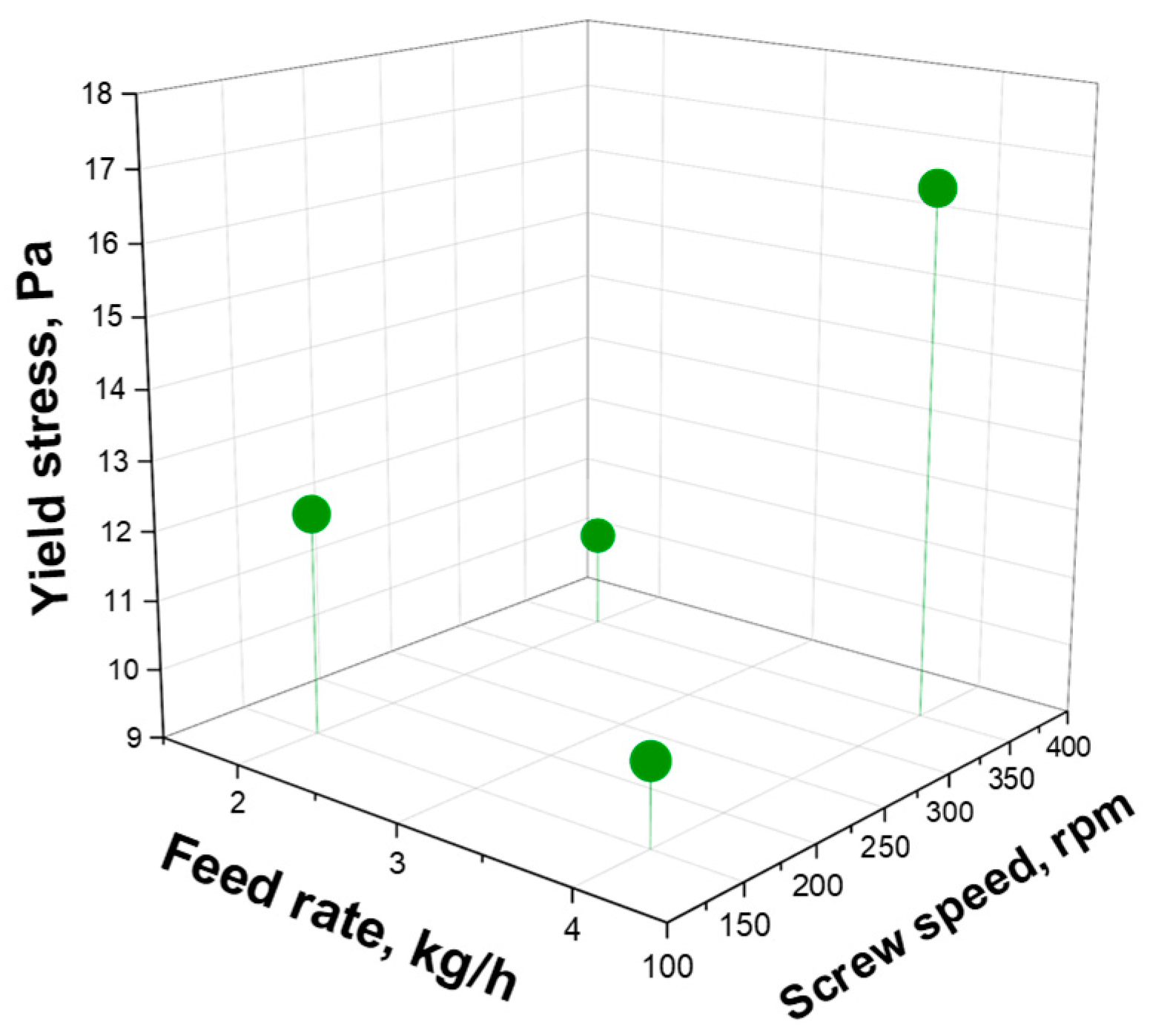
3.3. Flow Parameters—Morphology Relationships
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fu, H.; Sun, Z.; Huang, P.; Li, Y.; Hu, N. Some basic aspects of polymer nanocomposites: A critical review. Nano Mater. Sci. 2019, 1, 2–30. [Google Scholar] [CrossRef]
- Shameem, M.M.; Sasikanth, S.M.; Annamalai, R.; Raman, R.G. A brief review on polymer nanocomposites and its applications. Mater. Today Proc. 2021, 45, 2536–2539. [Google Scholar] [CrossRef]
- Sun, X.; Huang, C.; Wang, L.; Liang, L.; Cheng, Y.; Fei, W.; Li, Y. Recent Progress in Graphene/Polymer Nanocomposites. Adv. Mater. 2021, 33, 2001105. [Google Scholar] [CrossRef] [PubMed]
- Loste, J.; Lopez-Cuesta, J.M.; Billon, L.; Garay, H.; Save, M. Transparent polymer nanocomposites: An overview on their synthesis and advanced properties. Prog. Polym. Sci. 2019, 89, 133–158. [Google Scholar] [CrossRef]
- Sharma, S.; Sudhakara, P.; Omran, A.A.B.; Singh, J.; Ilyas, R.A. Recent Trends and Developments in Conducting Polymer Nanocomposites for Multifunctional Applications. Polymers 2021, 13, 2898. [Google Scholar] [CrossRef] [PubMed]
- Xu, S.; Liao, M.-C.; Zeng, H.-Y.; Zhang, Z.-Q.; Liu, X.-J.; Zhu, P.-H. Ultrafine Hydrotalcite Particles Prepared with Novel Technology to Improve the Flame Retardancy of Polypropylene. Appl. Clay Sci. 2015, 108, 215–221. [Google Scholar] [CrossRef]
- Shen, H.; Wu, W.; Wang, Z.; Wu, W.; Yuan, Y.; Feng, Y. Effect of Modified Layered Double Hydroxide on the Flammability of Intumescent Flame Retardant PP Nanocomposites. J. Appl. Polym. Sci. 2021, 138, 51187. [Google Scholar] [CrossRef]
- Donato, R.K.; Luza, L.; da Silva, R.F.; Moro, C.C.; Guzatto, R.; Samios, D.; Matějka, L.; Dimzoski, B.; Amico, S.C.; Schrekker, H.S. The Role of Oleate-Functionalized Layered Double Hydroxide in the Melt Compounding of Polypropylene Nanocomposites. Mater. Sci. Eng. C 2012, 32, 2396–2403. [Google Scholar] [CrossRef]
- Lonkar, S.P.; Therias, S.; Leroux, F.; Gardette, J.; Singh, R.P. Thermal, Mechanical, and Rheological Characterization of Polypropylene/Layered Double Hydroxide Nanocomposites. Polym. Eng. Sci. 2012, 52, 2006–2014. [Google Scholar] [CrossRef]
- Alexandre, M.; Dubois, P. Polymer-layered silicate nanocomposites: Preparation, properties and uses of a new class of materials. Mater. Sci. Eng. Rep. 2000, 28, 1–63. [Google Scholar] [CrossRef]
- Fu, S.Y.; Feng, X.Q.; Lauke, B.; Mai, Y.W. Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate–polymer composites. Compos. Part B Eng. 2008, 39, 933–961. [Google Scholar] [CrossRef]
- Wu, D.; Wu, L.; Zhou, W.; Sun, Y.; Zhang, M. Relations between the aspect ratio of carbon nanotubes and the formation of percolation networks in biodegradable polylactide/carbon nanotube composites. J. Polym. Sci. Pol. Phys. 2010, 48, 479–489. [Google Scholar] [CrossRef]
- Potschke, P.; Fornes, T.D.; Paul, D.R. Rheological behavior of multiwalled carbon nanotube/polycarbonate composites. Polymer 2002, 43, 3247–3255. [Google Scholar] [CrossRef]
- Idumah, C.I.; Obele, C.M. Understanding interfacial influence on properties of polymer nanocomposites. Surf. Interfaces 2021, 22, 100879. [Google Scholar] [CrossRef]
- Cazan, C.; Enesca, A.; Andronic, L. Synergic Effect of TiO2 Filler on the Mechanical Properties of Polymer Nanocomposites. Polymers 2021, 13, 2017. [Google Scholar] [CrossRef] [PubMed]
- Banerjee, J.; Dutta, K. Melt-mixed carbon nanotubes/polymer nanocomposites. Polym. Compos. 2019, 40, 4473–4488. [Google Scholar] [CrossRef]
- Tsioptsias, C.; Leontiadis, K.; Messaritakis, S.; Terzaki, A.; Xidas, P.; Mystikos, K.; Tzimpilis, E.; Tsivintzelis, I. Experimental Investigation of Polypropylene Composite Drawn Fibers with Talc, Wollastonite, Attapulgite and Single-Wall Carbon Nanotubes. Polymers 2022, 14, 260. [Google Scholar] [CrossRef] [PubMed]
- Ersoy, O.; Köse, H. Comparison of the effect of reactive and nonreactive treatments on the dispersion characteristics of a calcium carbonate (calcite) filler in a polypropylene matrix composite. Polym. Compos. 2020, 41, 3483–3490. [Google Scholar] [CrossRef]
- Costa, F.R.; Wagenknecht, U.; Goad, M.A.; Heinrich, G. Nanocomposites based on polyethylene and Mg-Al layered double hydroxyde. Part II. Rheological characterization. Polymer 2006, 47, 1649–1660. [Google Scholar] [CrossRef]
- Arrigo, R.; Dintcheva, N.; Tarantino, G.; Passaglia, E.; Coiai, S.; Cicogna, F.; Filippi, S.; Nasillo, G.; Chillura Martino, D. An insight into the interaction between functionalized thermoplastic elastomer and layered double hydroxides through rheological investigations. Comp. Part B Eng. 2018, 139, 47–54. [Google Scholar] [CrossRef]
- Modesti, M.; Lorenzetti, A.; Bon, D.; Besco, S. Effect of Processing Conditions on Morphology and Mechanical Properties of Compatibilized Polypropylene Nanocomposites. Polymer 2005, 46, 10237–10245. [Google Scholar] [CrossRef]
- Purohit, P.J.; Huacuja-Sánchez, J.E.; Wang, D.-Y.; Emmerling, F.; Thünemann, A.; Heinrich, G.; Schönhals, A. Structure–Property Relationships of Nanocomposites Based on Polypropylene and Layered Double Hydroxides. Macromolecules 2011, 44, 4342–4354. [Google Scholar] [CrossRef]
- Naseem, S.; Wießner, S.; Kühnert, I.; Leuteritz, A. Layered Double Hydroxide (MgFeAl-LDH)-Based Polypropylene (PP) Nanocomposite: Mechanical Properties and Thermal Degradation. Polymers 2021, 13, 3452. [Google Scholar] [CrossRef] [PubMed]
- Ardanuy, M.; Velasco, J.I.; Antunes, M.; Rodriguez-Perez, M.A.; de Saja, J.A. Structure and Properties of Polypropylene/Hydrotalcite Nanocomposites. Polym. Compos. 2010, 31, 870–878. [Google Scholar] [CrossRef]
- D’Anna, A.; Arrigo, R.; Frache, A. Rheology, Morphology and Thermal Properties of a PLA/PHB/Clay Blend Nanocomposite: The Influence of Process Parameters. J. Polym. Environ. 2022, 30, 102–113. [Google Scholar] [CrossRef]
- Delva, L.; Van De Keere, T.; Alves, R.; Ragaert, K.; Gaspar-Cunha, A.; Cardon, L.; Degrieck, J. Extrusion and Characterization of Nanoclay Filled Polypropylene. Adv. Prod. Eng. Manag. 2013, 8, 88–95. [Google Scholar] [CrossRef]
- Vaia, R.A.; Ishii, H.; Giannelis, E.P. Synthesis and Properties of Two-Dimensional Nanostructures by Direct Intercalation of Polymer Melts in Layered Silicates. Chem. Mater. 1993, 5, 1694–1696. [Google Scholar] [CrossRef]
- Banerjee, S.; Joshi, M.; Ghosh, A.K. Optimization of Polypropylene/Clay Nanocomposite Processing Using Box-Behnken Statistical Design. J. Appl. Polym. Sci. 2012, 123, 2042–2051. [Google Scholar] [CrossRef]
- Lertwimolnun, W.; Vergnes, B. Influence of Screw Profile and Extrusion Conditions on the Microstructure of Polypropylene/Organoclay Nanocomposites. Polym. Eng. Sci. 2007, 47, 2100–2109. [Google Scholar] [CrossRef]
- Domenech, T.; Peuvrel-Disdier, E.; Vergnes, B. Influence of Twin-Screw Processing Conditions on Structure and Properties of Polypropylene–Organoclay Nanocomposites. Int. Polym. Process. 2012, 27, 517–526. [Google Scholar] [CrossRef]
- Lertwimolnun, W.; Vergnes, B. Influence of Compatibilizer and Processing Conditions on the Dispersion of Nanoclay in a Polypropylene Matrix. Polymer 2005, 46, 3462–3471. [Google Scholar] [CrossRef]
- Ezat, G.S.; Kelly, A.L.; Youseffi, M.; Coates, P.D. Effect of Screw Configuration on the Dispersion and Properties of Polypropylene/Multiwalled Carbon Nanotube Composite. Polym. Compos. 2019, 40, 4196–4204. [Google Scholar] [CrossRef]
- Vergnes, B.; Della Valle, G.; Delamare, L. A Global Computer Software for Polymer Flows in Corotating Twin Screw Extruders. Polym. Eng. Sci. 1998, 38, 1781–1792. [Google Scholar] [CrossRef]
- Watzeels, N.; Van Durme, K.; Miltner, H.E.; Block, C.; Van Assche, G.; Van Mele, B.; Bogdanov, B.; Rahier, H. Optimization of Extrusion Parameters for Preparing PCL-Layered Silicate Nanocomposites Supported by Modeling of Twin-Screw Extrusion. Macromol. Mater. Eng. 2013, 298, 210–220. [Google Scholar] [CrossRef]
- Farahanchi, A.; Sobkowicz, M.J. Kinetic and Process Modeling of Thermal and Mechanical Degradation in Ultrahigh Speed Twin Screw Extrusion. Polym. Degrad. Stab. 2017, 138, 40–46. [Google Scholar] [CrossRef]
- Lertwimolnun, W.; Vergnes, B. Effect of Processing Conditions on the Formation of Polypropylene/Organoclay Nanocomposites in a Twin Screw Extruder. Polym. Eng. Sci. 2006, 46, 314. [Google Scholar] [CrossRef]
- Carneiro, O.S.; Covas, J.A.; Vergnes, B. Experimental and Theoretical Study of Twin-Screw Extrusion of Polypropylene. J. Appl. Polym. Sci. 2000, 78, 1419–1430. [Google Scholar] [CrossRef]
- Berzin, F.; Vergnes, B.; Canevarolo, S.V.; Machado, A.V.; Covas, J.A. Evolution of the Peroxide-induced Degradation of Polypropylene along a Twin-screw Extruder: Experimental Data and Theoretical Predictions. J. Appl. Polym. Sci. 2006, 99, 2082–2090. [Google Scholar] [CrossRef]
- Berzin, F.; Vergnes, B.; Lafleur, P.G.; Grmela, M. A Theoretical Approach to Solid Filler Dispersion in a Twin-screw Extruder. Polym. Eng. Sci. 2002, 42, 473–481. [Google Scholar] [CrossRef]
- Berzin, F.; Vergnes, B. Transesterification of Ethylene Acetate Copolymer in a Twin Screw Extruder. Experimental and Theoretical Approaches. Int. Polym. Process. 1998, 13, 13. [Google Scholar] [CrossRef]
- Castéran, F.; Ibanez, R.; Argerich, C.; Delage, K.; Chinesta, F.; Cassagnau, P. Application of Machine Learning Tools for the Improvement of Reactive Extrusion Simulation. Macromol. Mater. Eng. 2020, 305, 2000375. [Google Scholar] [CrossRef]
- Bertolino, M.; Battegazzore, D.; Arrigo, R.; Frache, A. Designing 3D printable polypropylene: Material and process optimization through rheology. Addit. Manuf. 2021, 40, 101944. [Google Scholar] [CrossRef]
- Vergnes, B. The use of apparent yield stress to characterize exfoliation in polymer nanocomposites. Int. Polym. Process. 2011, 226, 2. [Google Scholar] [CrossRef]
- Battegazzore, D.; Cravero, F.; Bernagozzi, G.; Frache, A. Designing a 3D Printable Polypropylene-Based Material from after Use Recycled Disposable Masks. Mater. Today Commun. 2022, 32, 103997. [Google Scholar] [CrossRef]
- Arrigo, R.; Battegazzore, D.; Bernagozzi, G.; Cravero, F.; Ribero Pedraza, D.N.; Frache, A. Recycled PP for 3D Printing: Material and Processing Optimization through Design of Experiment. Appl. Sci. 2022, 12, 10840. [Google Scholar] [CrossRef]
- Mao, N.; Zhou, C.H.; Tong, D.S.; Yu, W.H.; Lin, C.X.C. Exfoliation of layered double hydroxide solids into functional nanosheets. Appl. Clay Sci. 2017, 144, 60–78. [Google Scholar] [CrossRef]
- Puaux, J.P.; Bozga, G.; Ainser, A. Residence time distribution in a corotating twin-screw extruder. Chem. Eng. Sci. 2000, 55, 1641–1651. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Length (mm) | Screw Elements |
|---|---|
| 120 | Conveying (pitch 30 mm) |
| 30 | Conveying (pitch 20 mm) |
| 15 | Kneading (angle 30°) |
| 30 | Kneading (angle 60°) |
| 30 | Kneading (angle 90°) |
| 90 | Conveying (pitch 30 mm) |
| 30 | Conveying (pitch 20 mm) |
| 15 | Kneading (angle 30°) |
| 15 | Kneading (angle 60°) |
| 60 | Conveying (pitch 30 mm) |
| 60 | Conveying (pitch 20 mm) |
| 60 | TME (angle 30°) |
| 120 | Conveying (pitch 30 mm) |
| 45 | Conveying (pitch 20 mm) |
| Input Parameter | Range | Intermediate Steps |
|---|---|---|
| Feed rate | 1–6 kg/h | 0.5 kg/h |
| Screw rotation speed | 100–400 rpm | 50 rpm |
| Temperature | 190–220 °C | 10 °C |
| Sample Code | Screw Speed (rpm) | Feed Rate (kg/h) | Collecting Zone |
|---|---|---|---|
| PP_ref | 150 | 2 | Die—C |
| 150_2_A | 150 | 2 | A |
| 150_4_A | 150 | 4 | A |
| 350_2_A | 350 | 2 | A |
| 350_4_A | 350 | 4 | A |
| 150_2_B | 150 | 2 | B |
| 150_4_B | 150 | 4 | B |
| 350_2_B | 350 | 2 | B |
| 350_4_B | 350 | 4 | B |
| 150_2 | 150 | 2 | Die—C |
| 150_4 | 150 | 4 | Die—C |
| 350_2 | 350 | 2 | Die—C |
| 350_4 | 350 | 4 | Die—C |
| Sample Code | Residence Time (s) |
|---|---|
| 150_2 | 109 |
| 350_2 | 86 |
| 150_4 | 59 |
| 350_4 | 50 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bernagozzi, G.; Arrigo, R.; Frache, A. Evolution of the Microstructure of PP-LDHs Nanocomposites during Melt Compounding: A Simulation Approach. Polymers 2024, 16, 70. https://doi.org/10.3390/polym16010070
Bernagozzi G, Arrigo R, Frache A. Evolution of the Microstructure of PP-LDHs Nanocomposites during Melt Compounding: A Simulation Approach. Polymers. 2024; 16(1):70. https://doi.org/10.3390/polym16010070
Chicago/Turabian StyleBernagozzi, Giulia, Rossella Arrigo, and Alberto Frache. 2024. "Evolution of the Microstructure of PP-LDHs Nanocomposites during Melt Compounding: A Simulation Approach" Polymers 16, no. 1: 70. https://doi.org/10.3390/polym16010070
APA StyleBernagozzi, G., Arrigo, R., & Frache, A. (2024). Evolution of the Microstructure of PP-LDHs Nanocomposites during Melt Compounding: A Simulation Approach. Polymers, 16(1), 70. https://doi.org/10.3390/polym16010070