
Adhesion-Induced Demolding Forces of Hard Coated Microstructures Measured with a Novel Injection Molding Tool

 , ,
, ,  and
and
Abstract
1. Introduction
2. Materials and Methods
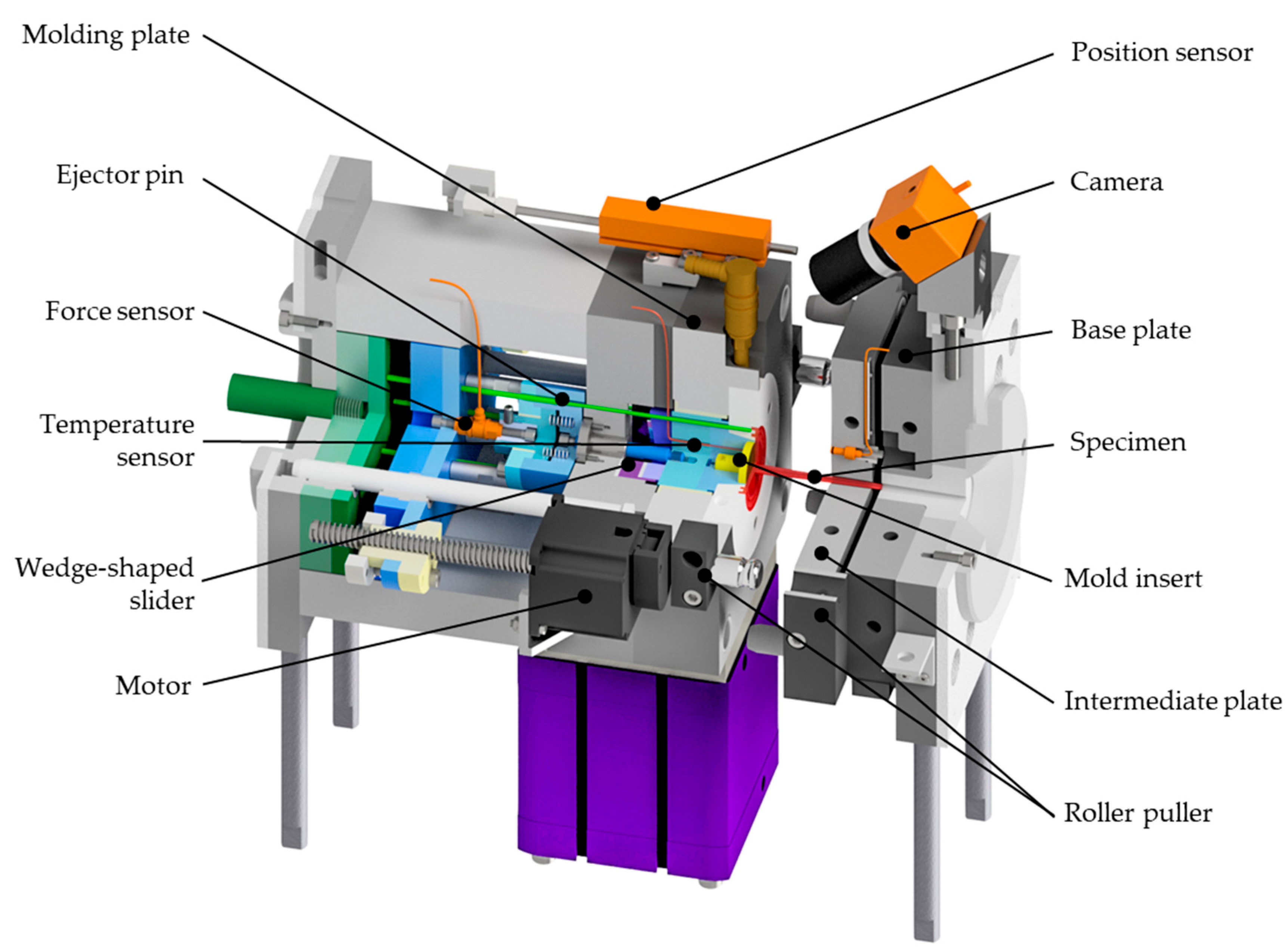
2.1. Injection Molding Tool for Adhesion-Induced Demolding Force Measurement
- (a)
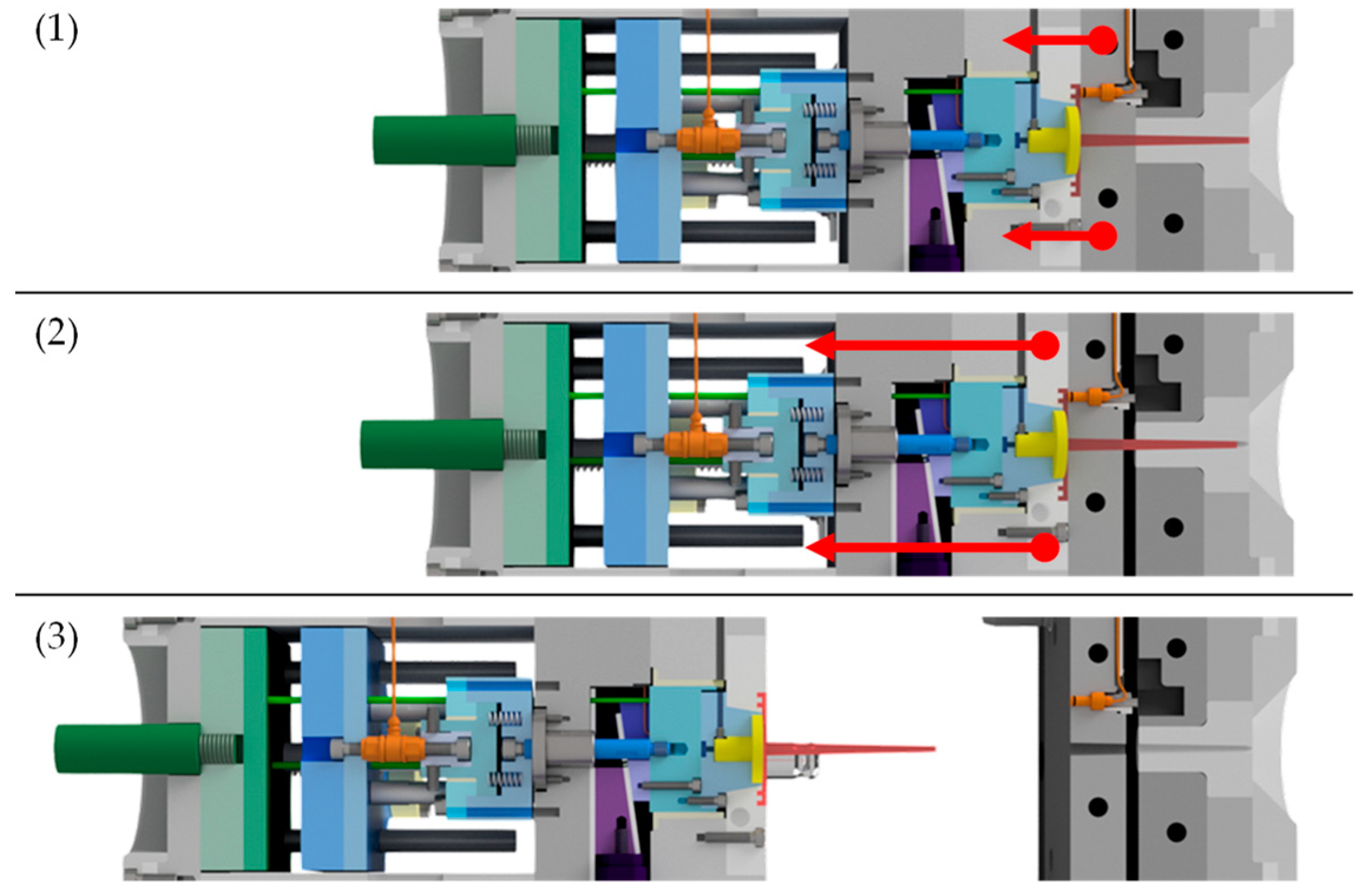
- After closing the mold, the plasticized melt was injected into the cavity. The three plates—molding, intermediate and base plate—were initially in contact, as shown in Figure 2(1). After the mold cooled down to the desired temperature, the mold was opened. At this point, only the intermediate plate was lifted off a short distance from the base plate by the roller puller, as shown in Figure 2(2). The molding plate was still connected to the intermediate plate in this first step. This minimized mechanical stress on the contact surface of the specimen with the mold insert and prevented premature detachment.
- (b)
- The molding plate then lifted off the intermediate plate and the tool was fully opened, as shown in Figure 2(3).
- (c)
- The wedge-shaped slider moved downward, as shown in Figure 3(1). Via the built-in camera, the intact contact surface area between mold insert and specimen was verified.
- (d)
- For the actual demolding force measurement, the entire measuring package was driven backwards by the motor and the mold insert detached from the specimen, as shown in Figure 3(2). The required force was recorded by the force sensor in the measuring package.
- (e)
- The measuring package then returned to its initial position and the slider was moved up again.
- (f)
- Finally, the specimen was ejected by the use of the ejector pins, as shown in Figure 3(3,4).



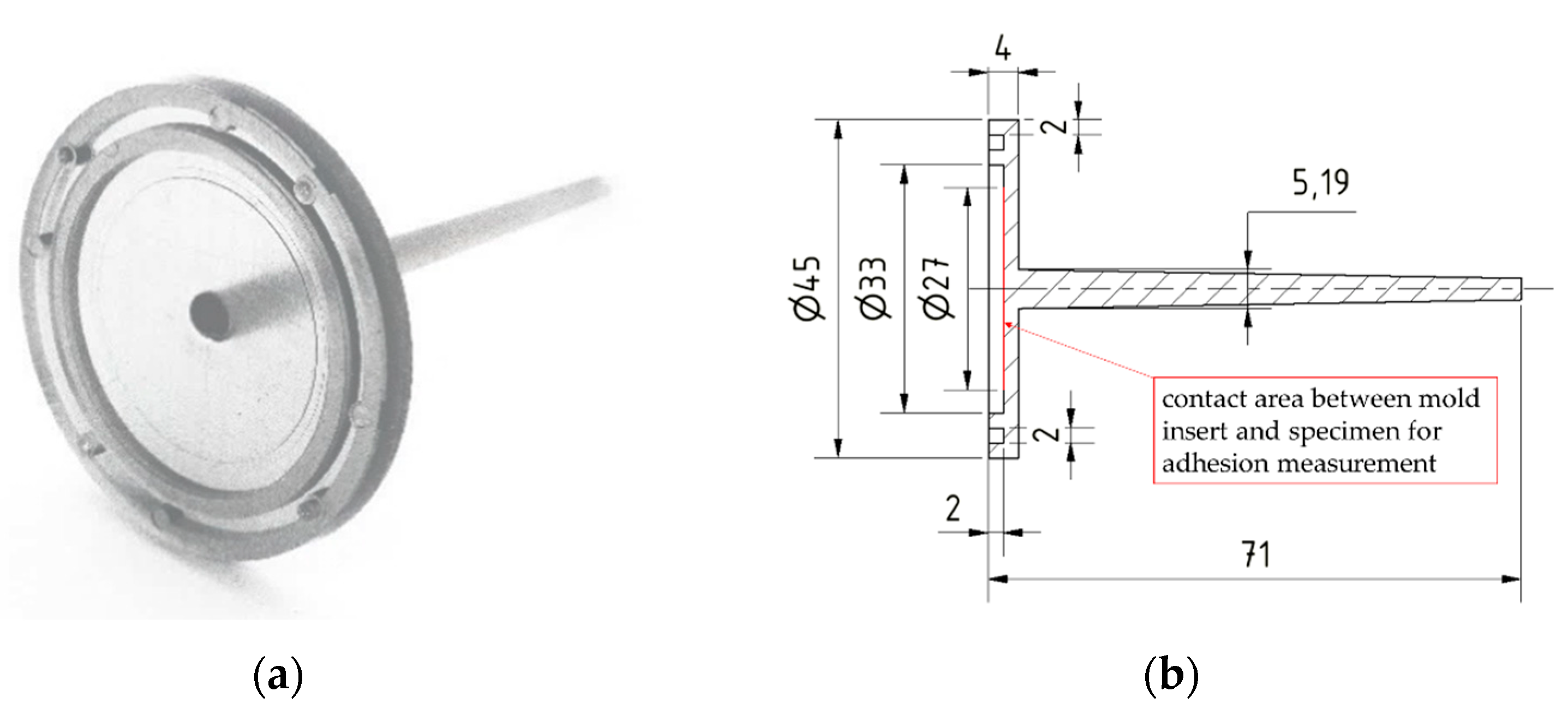
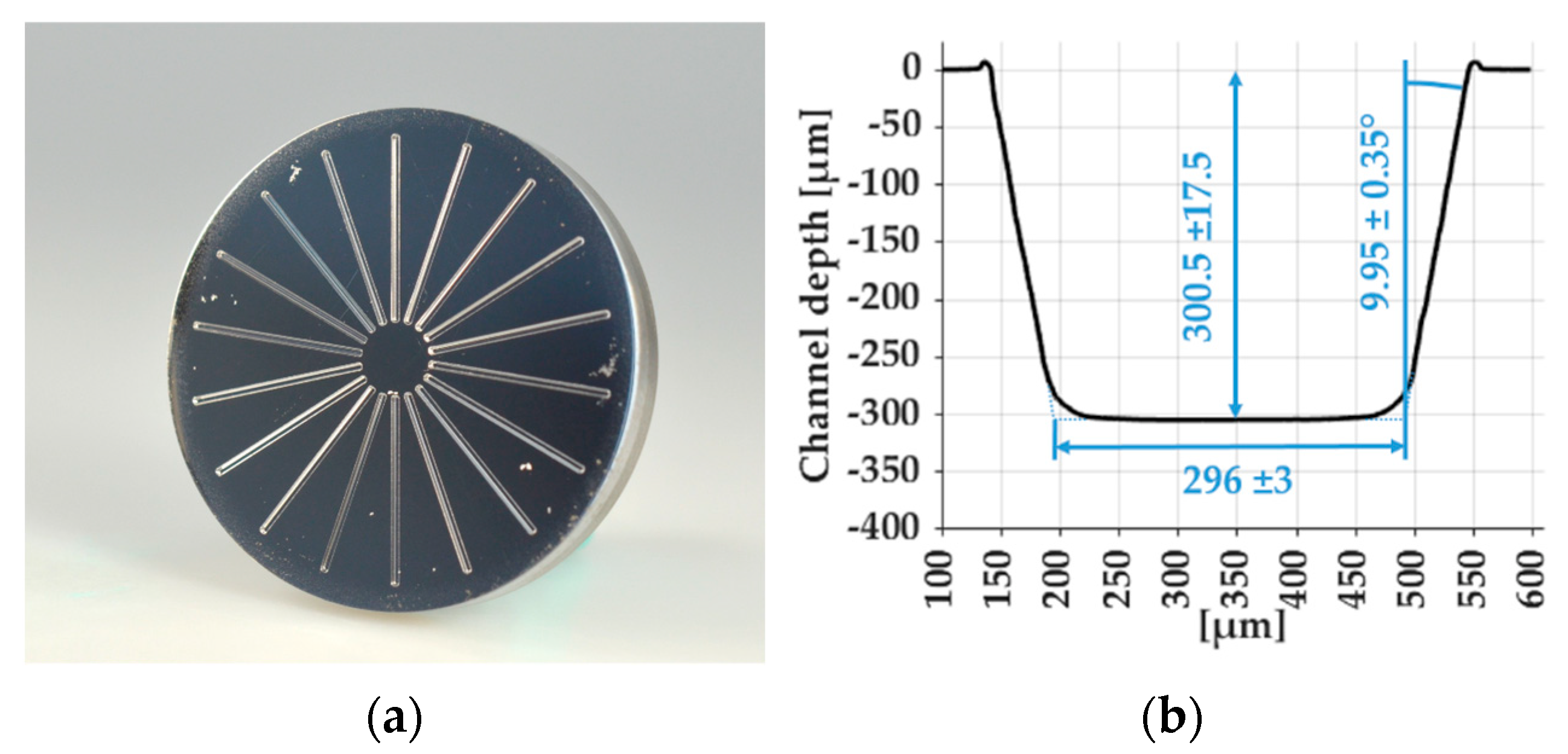
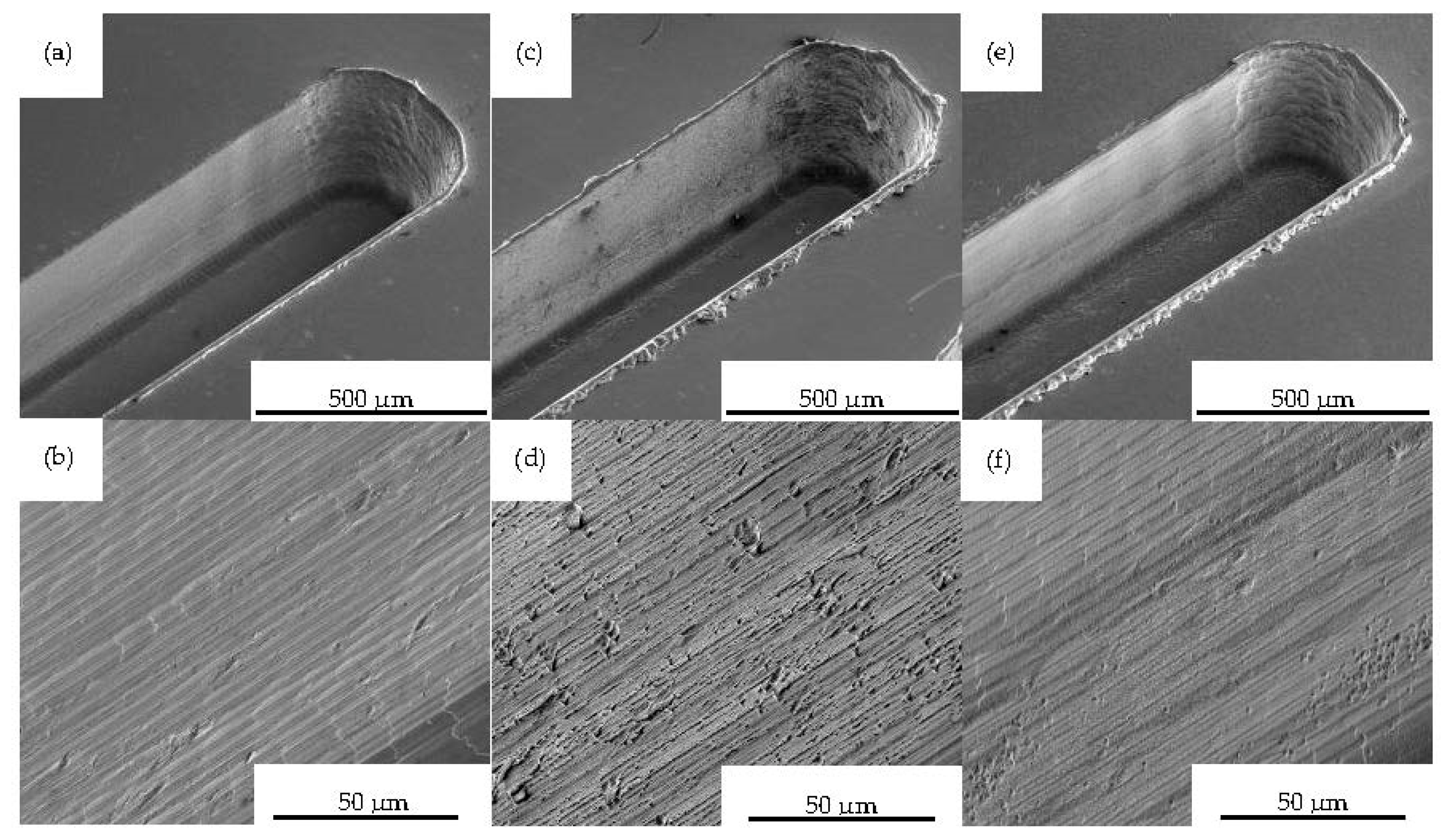
2.2. Mold Insert Manufacturing and Characterization

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mold Insert | Pre-Condition | Structuring | PVD Hard Coating |
|---|---|---|---|
| MI 1 | Polished | None | None |
| MI 2 | Polished | None | a-C:H:Si DLC |
| MI 3 | Polished | None | CrN |
| MI 4 | Polished | Yes | None |
| MI 5 | Polished | Yes | a-C:H:Si DLC |
| MI 6 | Polished | Yes | CrN |
| MI 7 | Ground | None | None |
2.3. Injection Molding Experiments
3. Results
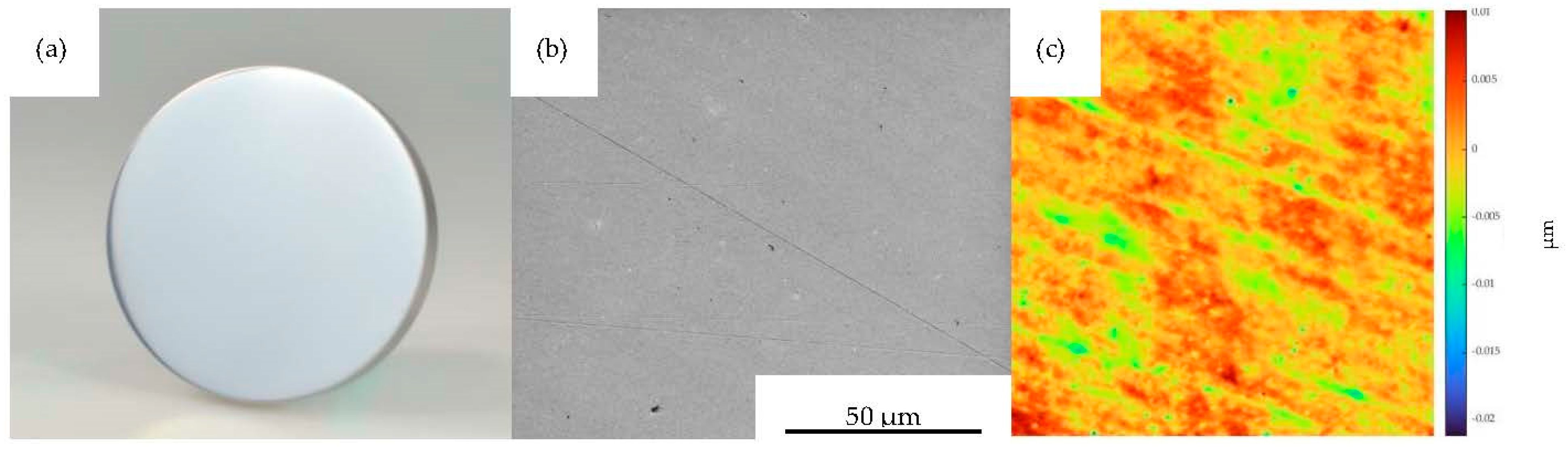
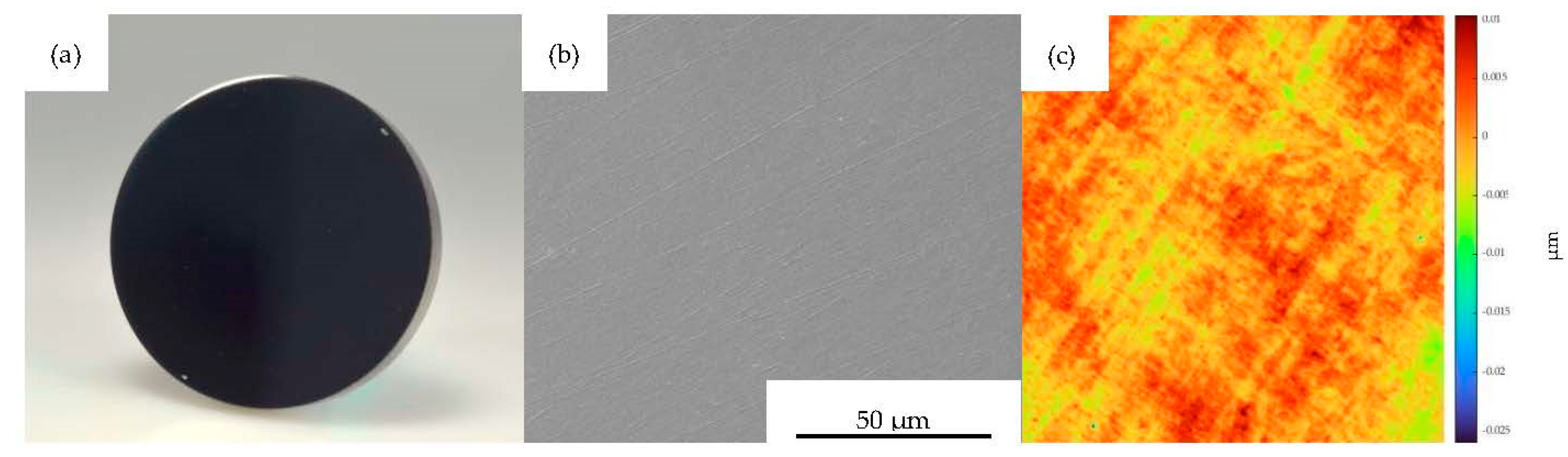
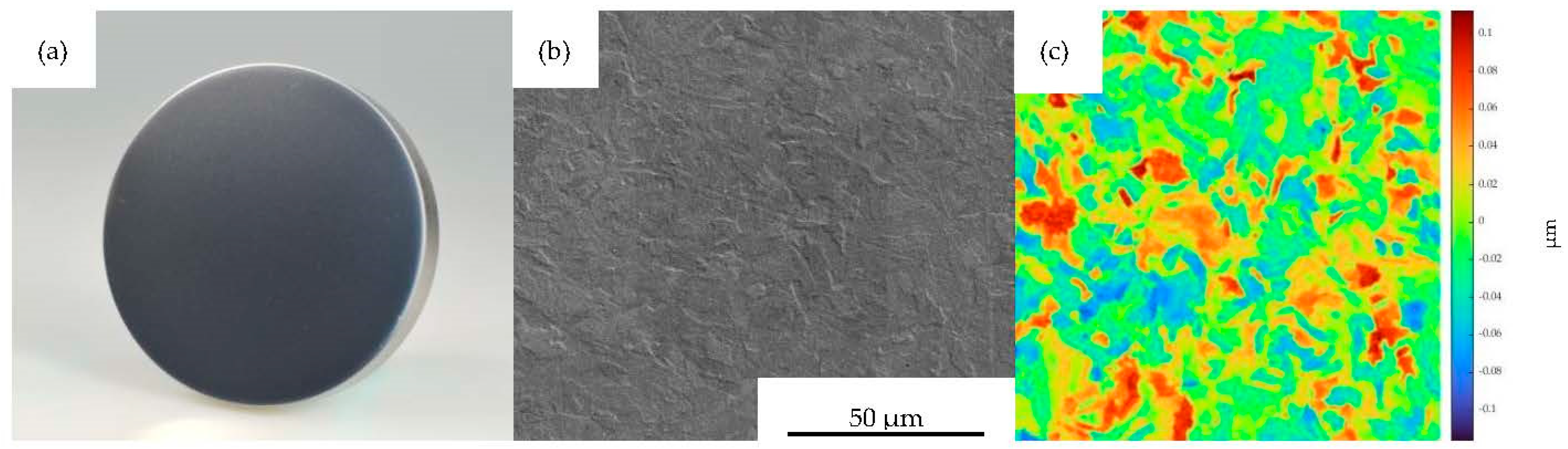
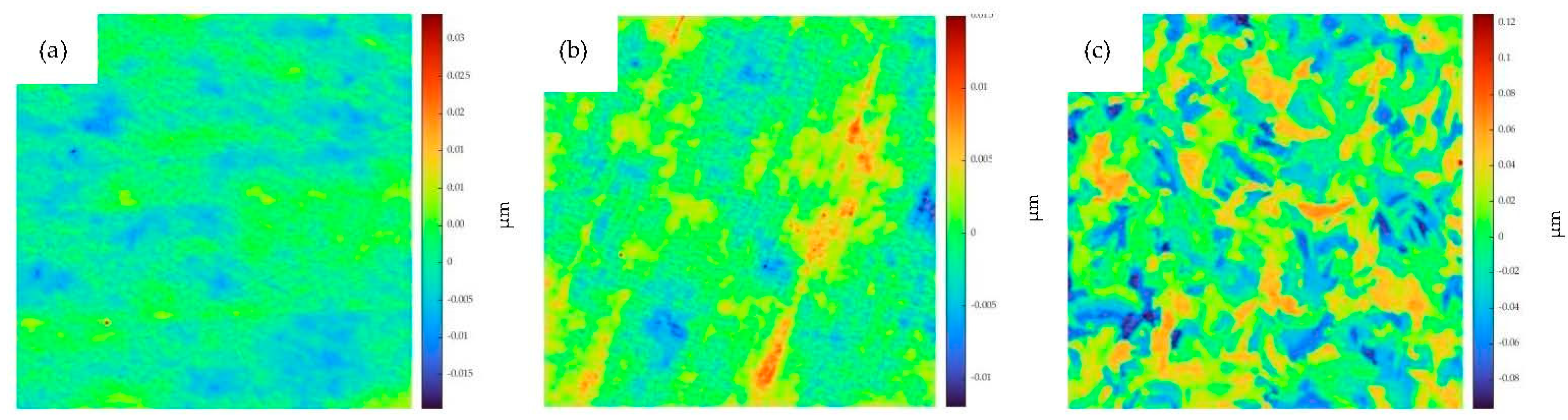
3.1. Characterization of Mold Inserts



3.2. Injection Molding Tool Functionality
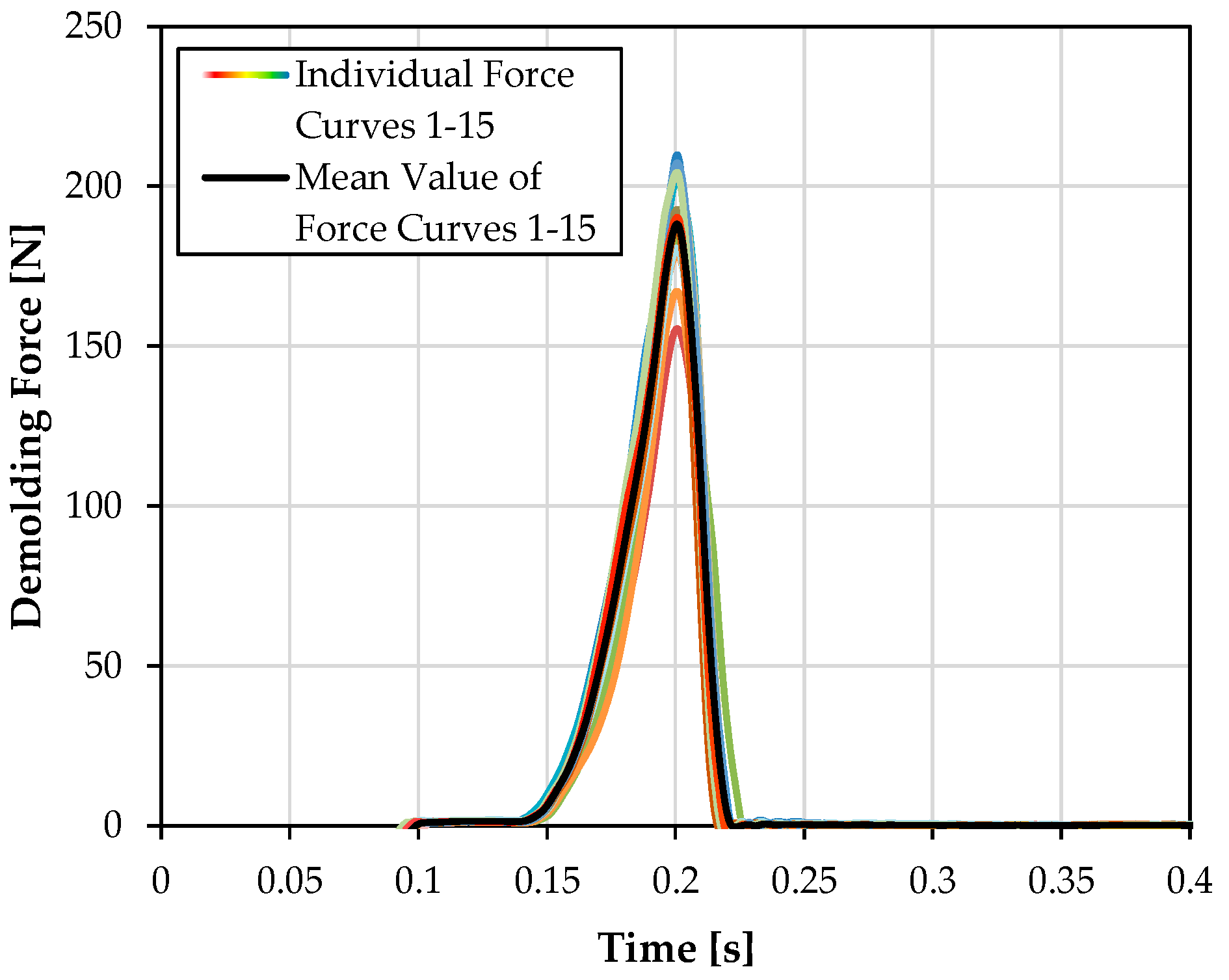
3.2.1. Typical Force Curve for a Demolding Force Measurement
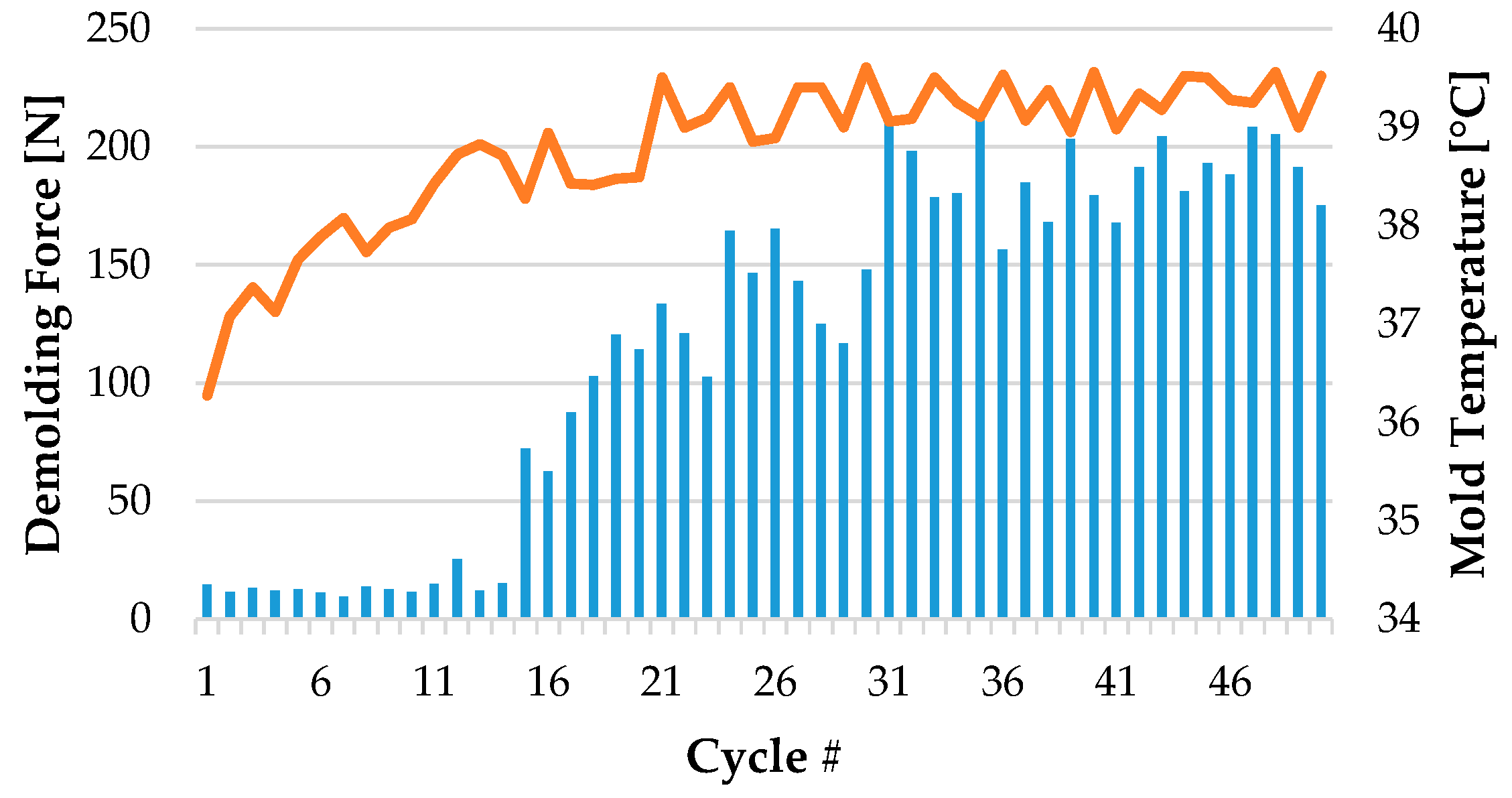
3.2.2. Stability of Measurements
- Within the first 15 cycles, contaminants such as oil and grease were still present on the surface. A low level of wetting was also observed at the beginning of the measurements (Figure 12). The determined demolding force was therefore very low.
- In the next 15 measuring cycles, the demolding force increased steadily due to an established thermal equilibrium caused by the heat supply through the melt. Any contaminants that may be present were usually removed by the 30th cycle. In certain measurements, increasing amounts of polymer residues on the mold insert were also observed.
- After approximately 30 cycles, the system was in a steady state. The measured demolding forces did not increase any longer.


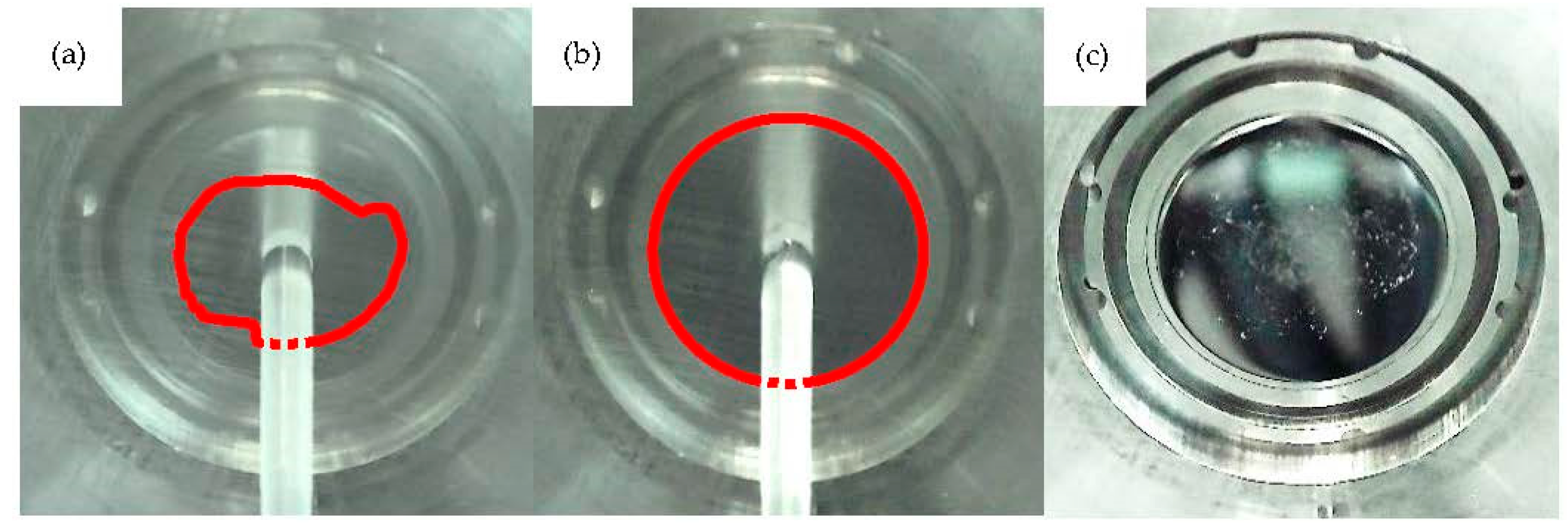
3.2.3. Optical Monitoring of the Contact Surface
3.3. Measurement of Demolding Forces for Mold Inserts
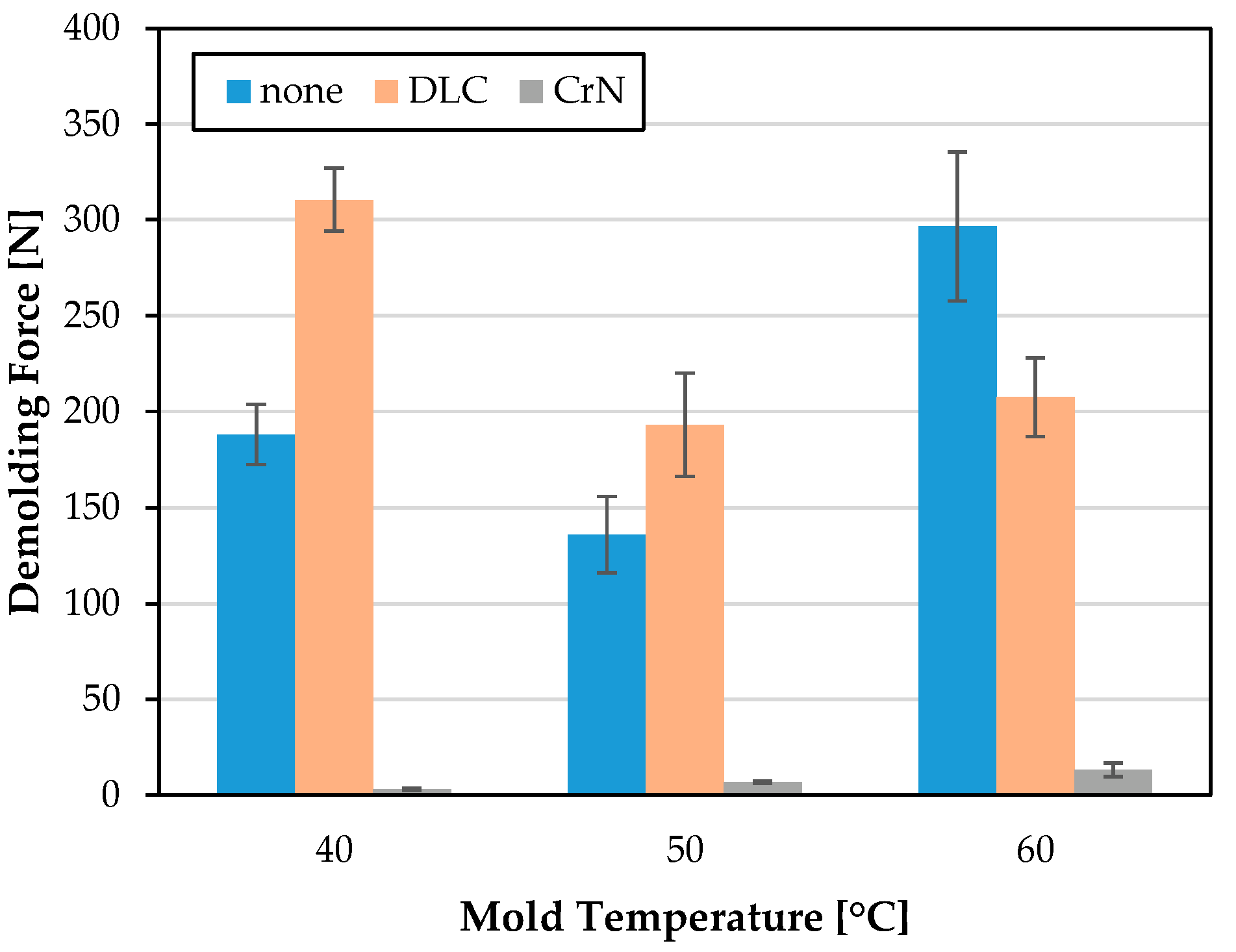
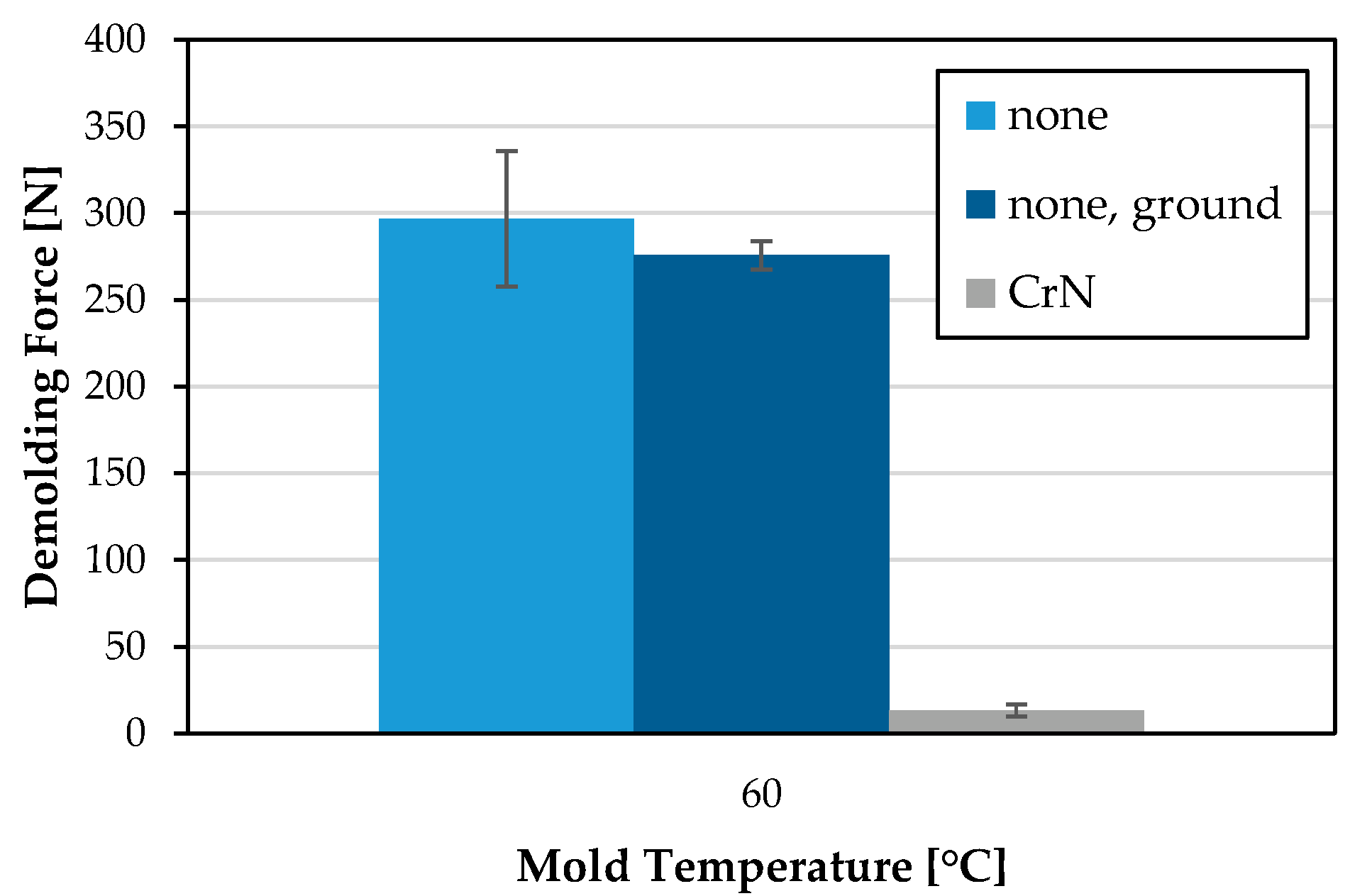
3.3.1. Planar Mold Inserts MI 1–MI 3
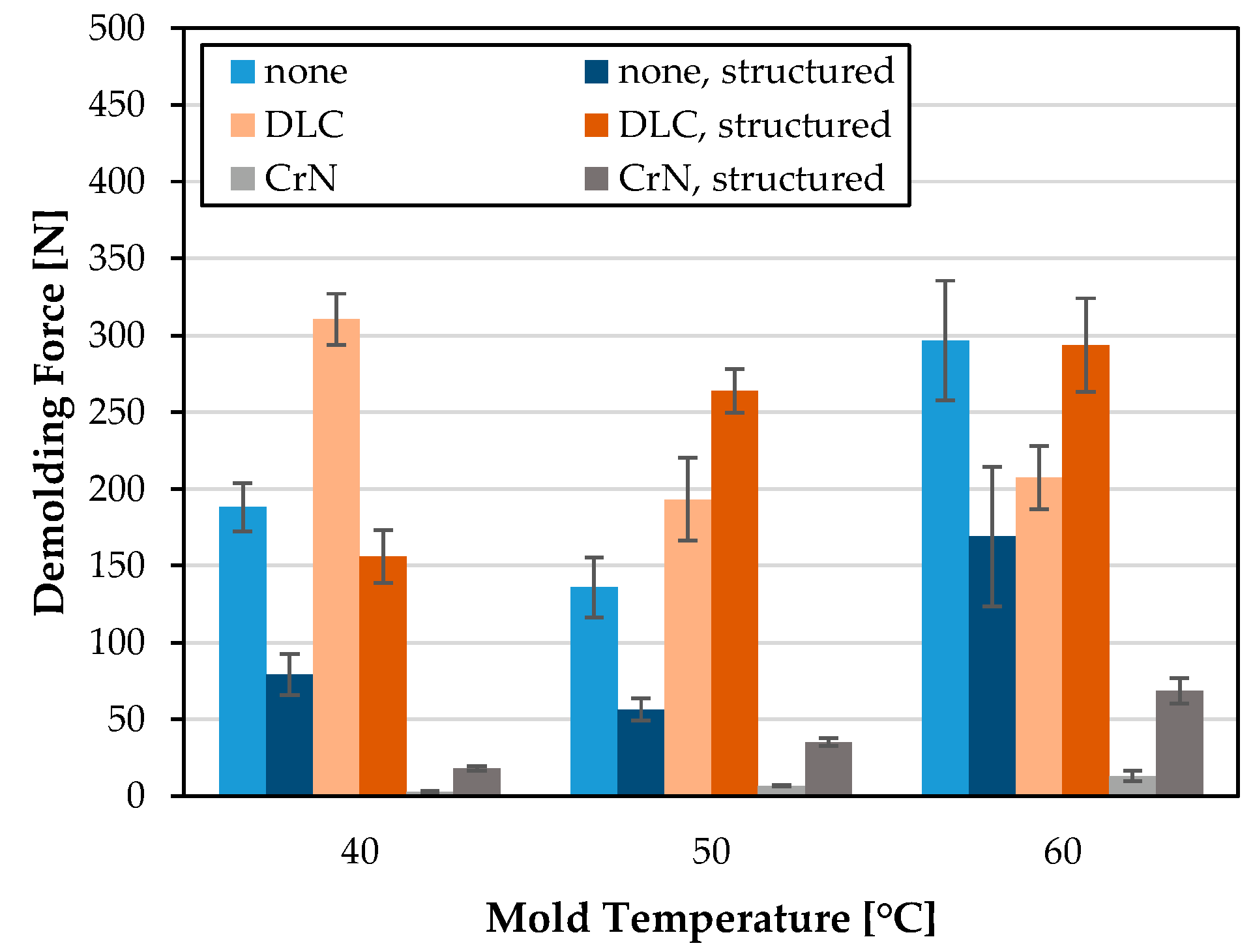
3.3.2. Micro-Milled Mold Inserts MI 4–MI 6
4. Discussion
5. Conclusions
- The presented tool is shown to be effective in measuring adhesion-induced demolding forces with a comparatively good variance.
- A two-factor verification was helpful to ensure complete wetting of the tool surface by the plastic melt. For further investigations, the use of the built-in camera should be sufficient to monitor the wetting, at least of amorphous plastic materials.
- To verify the function of the tool, PET specimens were molded on both uncoated and hard coated mold inserts and then demolded at mold temperatures of 40 °C, 50 °C and 60 °C. CrN provided the lowest demolding force for the experimental setup, regardless of whether the mold insert surface was planar or structured. A complete explanation of how molding parameters and plastic and mold material properties affect the adhesive demolding force in detail cannot yet be given.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

| Mold Insert | Mold Temperature [°C] | Sa [nm] | Sq [nm] |
|---|---|---|---|
| 40 | 2.30 | 2.89 | |
| MI 1 | 50 | 2.25 | 2.87 |
| 60 | 2.37 | 2.98 | |
| 40 | 2.05 | 2.64 | |
| MI 2 | 50 | 2.24 | 2.85 |
| 60 | 2.12 | 2.71 | |
| 40 | 25.09 | 30.59 | |
| MI 3 | 50 | 25.90 | 32.09 |
| 60 | 26.20 | 32.30 |
References
- Saha, B.; Toh, W.Q.; Liu, E.; Tor, S.B.; Hardt, D.E.; Lee, J. A Review on the Importance of Surface Coating of Micro/Nano-Mold in Micro/Nano-Molding Processes. J. Micromech. Microeng. 2016, 26, 13002. [Google Scholar] [CrossRef]
- Delaney, K.D.; Bissacco, G.; Kennedy, D. A Structured Review and Classification of Demolding Issues and Proven Solutions. Int. Polym. Process. 2012, 27, 77–90. [Google Scholar] [CrossRef]
- Pontes, A.J.; Pouzada, A.S. Ejection Force in Tubular Injection Moldings. Part I: Effect of Processing Conditions. Polym. Eng. Sci. 2004, 44, 891–897. [Google Scholar] [CrossRef]
- Sasaki, T.; Koga, N.; Shirai, K.; Kobayashi, Y.; Toyoshima, A. An Experimental Study on Ejection Forces of Injection Molding. Precis. Eng. 2000, 24, 270–273. [Google Scholar] [CrossRef]
- Schoenherr, M.; Gundelsweiler, B. Characterization of Ejection Forces in Injection Molding: New Approach for Determining the Adhesion-Related Tensile Forces between the Tool Surfaces and the Plastic Material. In Beiträge Zum 27. Stuttgarter Kunststoffkolloquium, Proceedings of the 27. Stuttgarter Kunststoffkolloquium, Stuttgart, Germany, 1 March 2021; Bonten, C., Kreutzbruck, M., Eds.; IKT: Stuttgart, Germany, 2021; pp. 11–16. ISBN 978-3-9818681-2-8. [Google Scholar]
- Parenti, P.; Masato, D.; Sorgato, M.; Lucchetta, G.; Annoni, M. Surface Footprint in Molds Micromilling and Effect on Part Demoldability in Micro Injection Molding. J. Manuf. Process. 2017, 29, 160–174. [Google Scholar] [CrossRef]
- Berger, G.R.; Friesenbichler, W.; Schöfer, G.; Freudenschuß, G. Demolding Forces and Coefficients of Friction in Injection Molding. A New Practical Measurement Apparatus. In Proceedings of the 67th Annual Technical Conference of the Society of Plastics Engineers 2009, ANTEC 2009, Chicago, IL, USA, 22–24 June 2009; Curran: Red Hook, NY, USA, 2009; pp. 1699–1703, ISBN 978-1-61567-327-8. [Google Scholar]
- Charmeau, J.-Y.; Chailly, M.; Gilbert, V.; Béreaux, Y. Influence of Mold Surface Coatings in Injection Molding. Application to the Ejection Stage. Int. J. Mater. Form. 2008, 1, 699–702. [Google Scholar] [CrossRef]
- Masato, D.; Sorgato, M.; Lucchetta, G. A New Approach to the Evaluation of Ejection Friction in Micro Injection Molding. J. Manuf. Process. 2021, 62, 28–36. [Google Scholar] [CrossRef]
- Schattka, G. Charakterisierung von Entformungskräften im Kunststoffspritzguss unter Berücksichtigung adhäsiver Bindungskräfte. Ph.D. Thesis, University of Stuttgart, Stuttgart, Germany, 2018. [Google Scholar]
- Worgull, M.; Hétu, J.-F.; Kabanemi, K.K.; Heckele, M. Hot Embossing of Microstructures: Characterization of Friction during Demolding. Microsyst. Technol. 2008, 14, 767–773. [Google Scholar] [CrossRef]
- Delaney, K.; Kennedy, D.; Bissacco, G. Development of a Friction Testing Apparatus for Demoulding Force Prediction. In Proceedings of the IMC28, International Manufacturing Conference, Dublin, Ireland, 30 August–1 September 2011. [Google Scholar]
- Pontes, A.J. Shrinkage and Ejection Forces in Injection Moulded Products. Ph.D. Thesis, University of Minho, Braga, Portugal, 2022. [Google Scholar]
- Burkard, E.; Walther, T.; Schinköthe, W. Influence of Mold Wall Coatings while Demoulding in the Injection Molding Process. In Proceedings of the 16. Stuttgarter Kunststoff-Kolloquium, Stuttgart, Germany, 10–11 March 1999; Fritz, H.-G., Eisenbach, C.D., Eds.; Institut für Kunststofftechnologie, Institut für Technische Chemie II: Stuttgart, Germany, 1999. ISBN 3-00-003720-9. [Google Scholar]
- Tillmann, W.; Stangier, D.; Lopes Dias, N.F.; Gelinski, N.; Stanko, M.; Stommel, M.; Krebs, E.; Biermann, D. Reduction of Ejection Forces in Injection Molding by Applying Mechanically Post-Treated CrN and CrAlN PVD Films. J. Manuf. Mater. Process. 2019, 3, 88. [Google Scholar] [CrossRef]
- Chailly, M.; Gilbert, V.; Charmeau, J.-Y.; Bereaux, Y. Study of the Influence of Surface Mold Deposits on the Demolding Stage of the Injection Molding Process of Thermoplastics. In Proceedings of the ASME Fluids Engineering Division—2006, 2006 ASME International Mechanical Engineering Congress and Exposition, Chicago, IL, USA, 5–10 November 2006; ASME: New York, NY, USA, 2007; pp. 879–885, ISBN 0-7918-4770-5. [Google Scholar]
- Chen, J.-Y.; Hwang, S.-J. Design and Fabrication of an Adhesion Force Tester for the injection Moulding Process. Polym. Test. 2013, 32, 22–31. [Google Scholar] [CrossRef]
- Menges, G.; Bangert, H. Measurement of Coefficients of Static Friction as a Means of Determining Opening and Demoulding Forces in Injection Moulds. Kunstst.-Ger. Plast. 1981, 71, 552–557. [Google Scholar]
- Schattka, G.; Burkard, E.; Schinköthe, W. Analysis of Ejection Forces in the Injection Moulding Process: New Measuring Approaches for the Calculation of the Adhesive Forces and the Slip Friction Forces During the Demoulding Process. In Proceedings of the 23. Stuttgarter Kunststoff-Kolloquium, Stuttgart, Germany, 6–7 March 2013; Bonten, C., Ludwigs, S., Eds.; IKT. IPOC: Stuttgart, Germany, 2013; pp. 111–116, ISBN 9783000412035. [Google Scholar]
- Struklec, T. Demolding of Micro-Structured Surfaces in the Injection Molding Process. Ph.D. Thesis, Montanuniversität Leoben, Leoben, Austria, 2015. [Google Scholar]
- Bobzin, K.; Bagcivan, N.; Gillner, A.; Hartmann, C.; Holtkamp, J.; Michaeli, W.; Klaiber, F.; Schöngart, M.; Theiß, S. Injection molding of products with functional surfaces by micro-structured, PVD coated injection molds. Prod. Eng. Res. Devel. 2011, 5, 415–422. [Google Scholar] [CrossRef]
- Griffiths, C.A.; Tosello, G.; Dimov, S.S.; Scholz, S.G.; Rees, A.; Whiteside, B. Characterisation of Demoulding Parameters in Micro-Injection Moulding. Microsyst. Technol. 2015, 21, 1677–1690. [Google Scholar] [CrossRef]
- Griffiths, C.A.; Dimov, S.S.; Brousseau, E.B.; Chouquet, C.; Gavillet, J.; Bigot, S. Investigation of Surface Treatment Effects In Micro-Injection-Moulding. Int. J. Adv. Manuf. Technol. 2010, 47, 99–110. [Google Scholar] [CrossRef]
- Sorgato, M.; Masato, D.; Lucchetta, G. Tribological Effects of Mold Surface Coatings during Ejection in Micro Injection Molding. J. Manuf. Process. 2018, 36, 51–59. [Google Scholar] [CrossRef]
- Su, Q.; Gilchrist, M.D. Demolding Forces for Micron-sized Features during Micro-Injection Molding. Polym. Eng. Sci. 2016, 56, 810–816. [Google Scholar] [CrossRef]
- Schattka, G.; Burkard, E.; Schinköthe, W. Characterization of Ejection Forces in Injection Moulding in Consideration of Adhesive Binding Forces. In Proceedings of the 25. Stuttgarter Kunststoffkolloquium, Stuttgart, Germany, 22–23 March 2017; Bonten, C., Kreutzbruck, M., Eds.; pp. 101–107, ISBN 978-3-9818681-0-4. [Google Scholar]
- DIN EN ISO 25178-3:2012-11; Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 3: Specification Operators. Beuth Verlag GmbH: Berlin, Germany, 2012.
- Burkard, E.; Schinköthe, W. Einfluß von Werkzeugbeschichtungen auf das Entformungverhalten beim Spritzgießen. In Proceedings of the 17th Stuttgarter Kunststoff-Kolloquium, Stuttgart, Germany, 14–15 March 2001; p. 3/P3, ISBN 3000072977. [Google Scholar]
- Chen, J.-Y.; Hwang, S.-J. Investigation of Adhesion Phenomena in Thermoplastic Polyurethane Injection Molding Process. Polym. Eng. Sci. 2012, 52, 1571–1580. [Google Scholar] [CrossRef]
- Pouzada, A.S.; Ferreira, E.C.; Pontes, A.J. Friction Properties of Moulding Thermoplastics. Polym. Test. 2006, 25, 1017–1023. [Google Scholar] [CrossRef]







| Parameter | |
|---|---|
| Mold temperature [°C] | 40, 50, 60 |
| Injection speed [cm3/s] | 15 |
| Injection pressure [bar] | 500 |
| Measuring package speed [mm/s] | 5 |
| Molding temperature [°C] | 280 |
| Mold Insert | Sa [nm] | Sq [nm] |
|---|---|---|
| 1 | 2.15 | 2.70 |
| 2 | 2.00 | 2.50 |
| 3 | 27.05 | 33.35 |
| 7 | 21.20 | 29.65 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schoenherr, M.; Ruehl, H.; Guenther, T.; Zimmermann, A.; Gundelsweiler, B. Adhesion-Induced Demolding Forces of Hard Coated Microstructures Measured with a Novel Injection Molding Tool. Polymers 2023, 15, 1285. https://doi.org/10.3390/polym15051285
Schoenherr M, Ruehl H, Guenther T, Zimmermann A, Gundelsweiler B. Adhesion-Induced Demolding Forces of Hard Coated Microstructures Measured with a Novel Injection Molding Tool. Polymers. 2023; 15(5):1285. https://doi.org/10.3390/polym15051285
Chicago/Turabian StyleSchoenherr, Maximilian, Holger Ruehl, Thomas Guenther, André Zimmermann, and Bernd Gundelsweiler. 2023. "Adhesion-Induced Demolding Forces of Hard Coated Microstructures Measured with a Novel Injection Molding Tool" Polymers 15, no. 5: 1285. https://doi.org/10.3390/polym15051285
APA StyleSchoenherr, M., Ruehl, H., Guenther, T., Zimmermann, A., & Gundelsweiler, B. (2023). Adhesion-Induced Demolding Forces of Hard Coated Microstructures Measured with a Novel Injection Molding Tool. Polymers, 15(5), 1285. https://doi.org/10.3390/polym15051285