
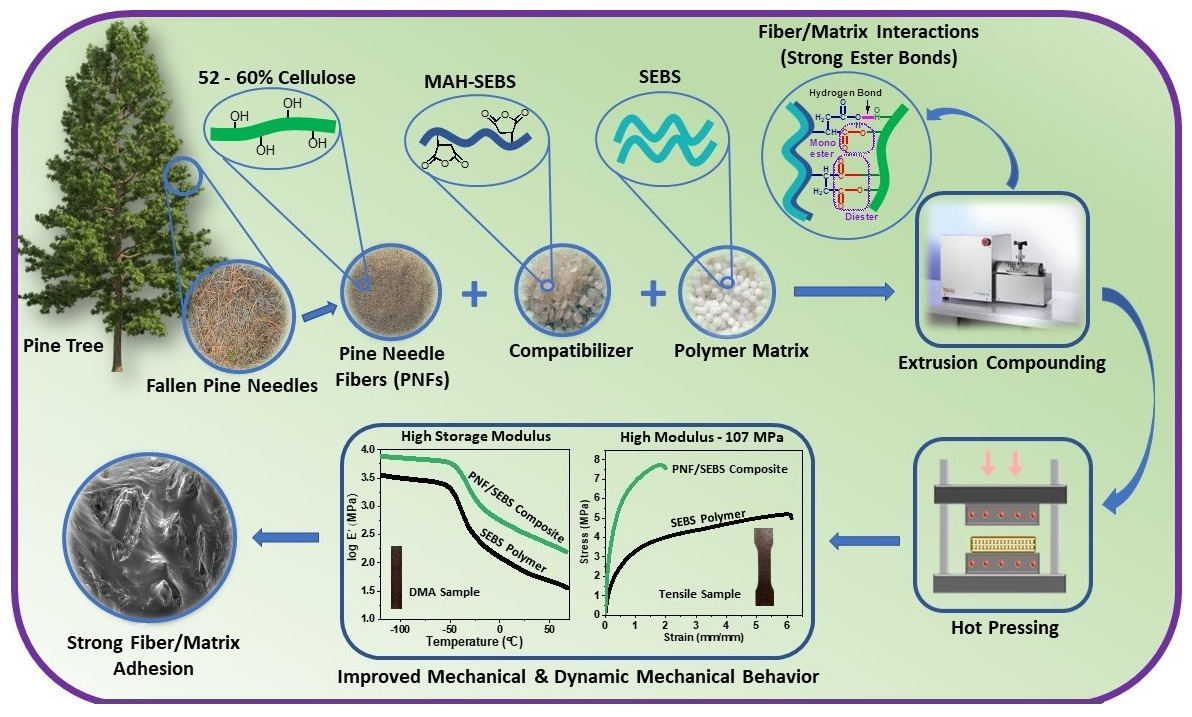
Mechanical and Dynamic Mechanical Behavior of the Lignocellulosic Pine Needle Fiber-Reinforced SEBS Composites




Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composite Preparation
2.3. Chemical Interactions
2.4. Mechanical Testing
2.5. Morphological Analysis
2.6. Dynamic Mechanical Analysis
2.7. Differential Scanning Calorimetry
3. Results and Discussion
3.1. Chemical Interactions
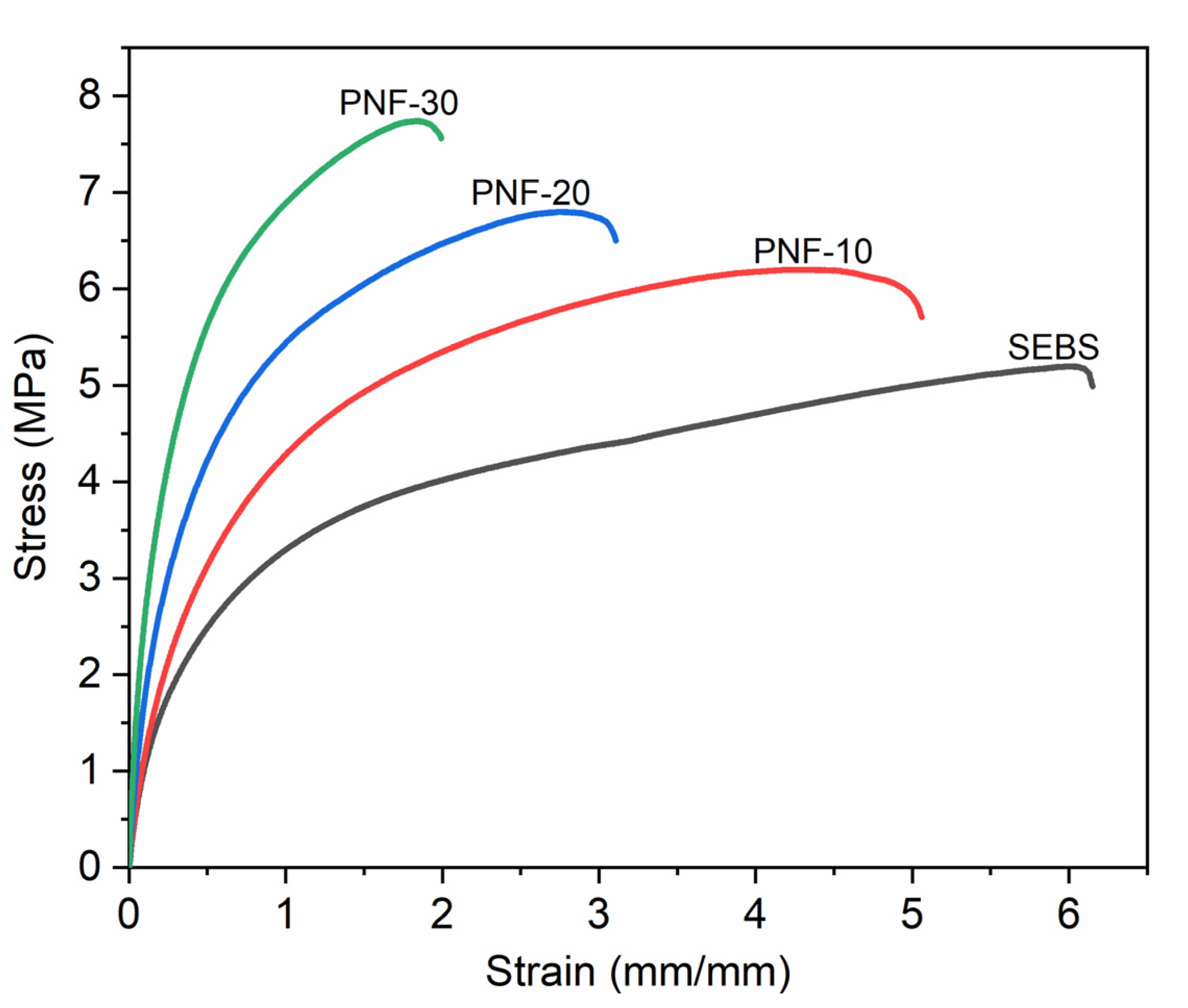
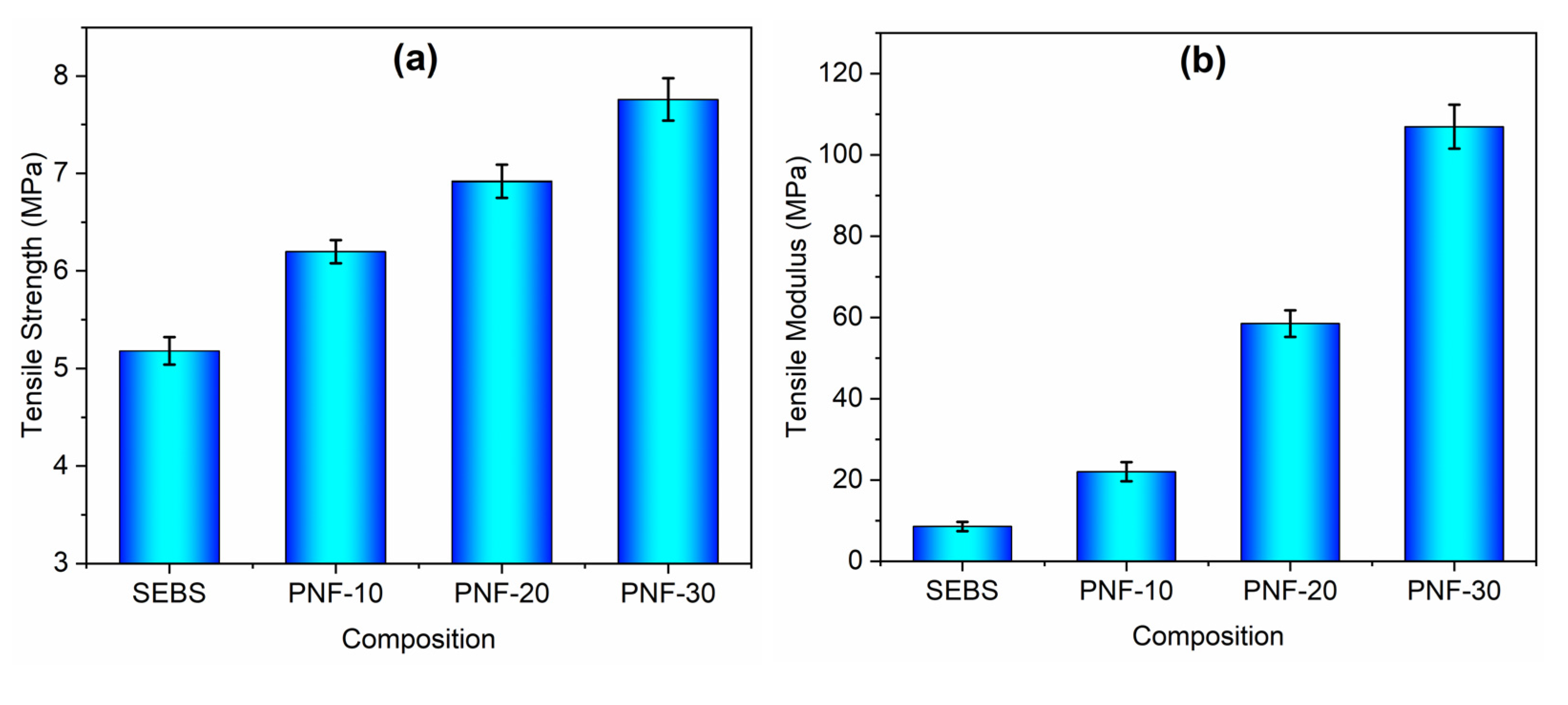
3.2. Mechanical Behaviour
3.3. Fractured Surface Morphology and Fiber/Matrix Interfacial Adhesion
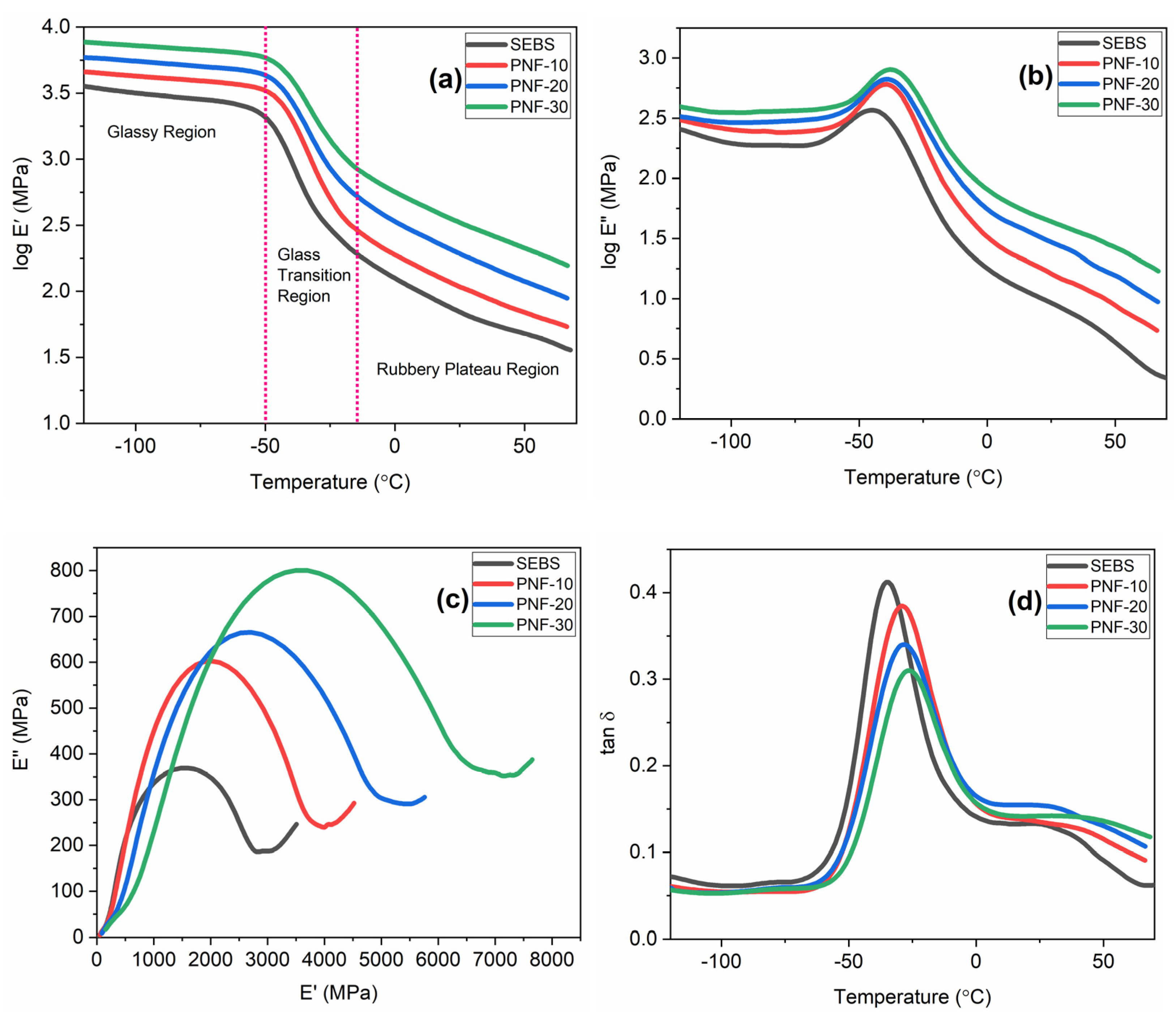
3.4. Dynamic Mechanical Behaviour
3.5. Differential Scanning Calorimetry
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Rangasamy, G.; Mani, S.; Kolandavelu, S.K.S.; Alsoufi, M.S.; Mahmoud Ibrahim, A.M.; Muthusamy, S.; Panchal, H.; Sadasivuni, K.K.; Elsheikh, A.H. An Extensive Analysis of Mechanical, Thermal and Physical Properties of Jute Fiber Composites with Different Fiber Orientations. Case Stud. Therm. Eng. 2021, 28, 101612. [Google Scholar] [CrossRef]
- Latif, M.; Jiang, Y.; Song, J.; Kim, J. Additively-Manufactured High-Concentration Nanocellulose Composites: Structure and Mechanical Properties. Polymers 2023, 15, 669. [Google Scholar] [CrossRef] [PubMed]
- Kumar, B.; Roy, S.; Agumba, D.O.; Pham, D.H.; Kim, J. Effect of Bio-Based Derived Epoxy Resin on Interfacial Adhesion of Cellulose Film and Applicability towards Natural Jute Fiber-Reinforced Composites. Int. J. Biol. Macromol. 2022, 222, 1304–1313. [Google Scholar] [CrossRef] [PubMed]
- Dinesh; Palsule, S. Bagasse Fiber Reinforced Functionalized Styrene Ethylene Butylene Styrene Composites by Palsule Process. J. Nat. Fibers 2022, 19, 3981–3992. [Google Scholar] [CrossRef]
- Yashas Gowda, T.G.; Sanjay, M.R.; Subrahmanya Bhat, K.; Madhu, P.; Senthamaraikannan, P.; Yogesha, B. Polymer Matrix-Natural Fiber Composites: An Overview. Cogent Eng. 2018, 5, 1446667. [Google Scholar] [CrossRef]
- Rogovina, S.Z.; Prut, E.V.; Berlin, A.A. Composite Materials Based on Synthetic Polymers Reinforced with Natural Fibers. Polym. Sci. Ser. A 2019, 61, 417–438. [Google Scholar] [CrossRef]
- Gallos, A.; Paës, G.; Allais, F.; Beaugrand, J. Lignocellulosic Fibers: A Critical Review of the Extrusion Process for Enhancement of the Properties of Natural Fiber Composites. RSC Adv. 2017, 7, 34638–34654. [Google Scholar] [CrossRef]
- Jariwala, H.; Jain, P. A Review on Mechanical Behavior of Natural Fiber Reinforced Polymer Composites and Its Applications. J. Reinf. Plast. Compos. 2019, 38, 441–453. [Google Scholar] [CrossRef]
- Zhuikov, A.; Michele, R.; Soares, D.; Bhuvaneswari, V.; Devarajan, B.; Arulmurugan, B.; Mahendran, R.; Rajkumar, S.; Sharma, S.; Mausam, K.; et al. A Critical Review on Hygrothermal and Sound Absorption Behavior of Natural-Fiber-Reinforced Polymer Composites. Polymers 2022, 14, 4727. [Google Scholar] [CrossRef]
- Chohan, J.S.; Kumar, R.; Singh, S.; Sharma, S.; Ilyas, R.A. A Comprehensive Review on Applications of 3D Printing in Natural Fibers Polymer Composites for Biomedical Applications. Funct. Compos. Struct. 2022, 4, 034001. [Google Scholar] [CrossRef]
- Bi, X.; Huang, R. 3D Printing of Natural Fiber and Composites: A State-of-the-Art Review. Mater. Des. 2022, 222, 111065. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Panchal, H.; Shanmugan, S.; Muthuramalingam, T.; El-Kassas, A.M.; Ramesh, B. Recent Progresses in Wood-Plastic Composites: Pre-Processing Treatments, Manufacturing Techniques, Recyclability and Eco-Friendly Assessment. Clean. Eng. Technol. 2022, 8, 100450. [Google Scholar] [CrossRef]
- Kumar, R.; Ul Haq, M.I.; Raina, A.; Anand, A. Industrial Applications of Natural Fibre-Reinforced Polymer Composites–Challenges and Opportunities. Int. J. Sustain. Eng. 2019, 12, 212–220. [Google Scholar] [CrossRef]
- Kamarudin, S.H.; Mohd Basri, M.S.; Rayung, M.; Abu, F.; Ahmad, S.; Norizan, M.N.; Osman, S.; Sarifuddin, N.; Desa, M.S.Z.M.; Abdullah, U.H.; et al. A Review on Natural Fiber Reinforced Polymer Composites (NFRPC) for Sustainable Industrial Applications. Polymers 2022, 14, 3698. [Google Scholar] [CrossRef]
- Chauhan, V.; Kärki, T.; Varis, J. Review of Natural Fiber-Reinforced Engineering Plastic Composites, Their Applications in the Transportation Sector and Processing Techniques. J. Thermoplast. Compos. Mater. 2019, 35, 1169–1209. [Google Scholar] [CrossRef]
- Du, H.; Ran, J.H.; Feng, Y.Y.; Wang, X.Q. The Flattened and Needlelike Leaves of the Pine Family (Pinaceae) Share a Conserved Genetic Network for Adaxial-Abaxial Polarity but Have Diverged for Photosynthetic Adaptation. BMC Evol. Biol. 2020, 20, 131. [Google Scholar] [CrossRef] [PubMed]
- Malkapuram, R.; Kumar, V.; Negi, Y.S. Novel Treated Pine Needle Fiber Reinforced Polypropylene Composites and Their Characterization. J. Reinf. Plast. Compos. 2010, 29, 2343–2355. [Google Scholar] [CrossRef]
- Dinesh; Wang, H.; Kim, J. Citric Acid-Crosslinked Highly Porous Cellulose Nanofiber Foam Prepared by an Environment-Friendly and Simple Process. Glob. Chall. 2022, 6, 2200090. [Google Scholar] [CrossRef] [PubMed]
- Tolga Cogurcu, M. Investigation of Mechanical Properties of Red Pine Needle Fiber Reinforced Self-Compacting Ultra High Performance Concrete. Case Stud. Constr. Mater. 2022, 16, e00970. [Google Scholar] [CrossRef]
- Alzebdeh, K.I.; Nassar, M.M.A.; Arunachalam, R. Effect of Fabrication Parameters on Strength of Natural Fiber Polypropylene Composites: Statistical Assessment. Measurement 2019, 146, 195–207. [Google Scholar] [CrossRef]
- Sinha, P.; Mathur, S.; Sharma, P.; Kumar, V. Potential of Pine Needles for PLA-Based Composites. Polym. Compos. 2018, 39, 1339–1349. [Google Scholar] [CrossRef]
- Operato, L.; Vitiello, L.; Aprea, P.; Ambrogi, V.; Salzano de Luna, M.; Filippone, G. Life Cycle Assessment of Poly(Lactic Acid)-Based Green Composites Filled with Pine Needles or Kenaf Fibers. J. Clean. Prod. 2023, 387, 135901. [Google Scholar] [CrossRef]
- Kim, K.; Youngblood, J.P.; Pol, V.G.; Governorate, A.-A.; Khalaf, M.A.; Latif, E.A.A.; Gairola, S.; Gairola, S.; Sharma, H.; Rakesh, P.K. Impact Behavior of Pine Needle Fiber/Pistachio Shell Filler Based Epoxy Composite. J. Phys. Conf. Ser. 2019, 1240, 012096. [Google Scholar] [CrossRef]
- Singha, A.S.; Thakur, V.K. Mechanical, Morphological and Thermal Properties of Pine Needle-Reinforced Polymer Composites. Int. J. Polym. Mater. Polym. Biomater. 2008, 58, 21–31. [Google Scholar] [CrossRef]
- Thakur, V.K.; Singha, A.S.; Thakur, M.K. Fabrication and Physico-Chemical Properties of High-Performance Pine Needles/Green Polymer Composites. Int. J. Polym. Mater. Polym. Biomater. 2013, 62, 226–230. [Google Scholar] [CrossRef]
- Thakur, V.K.; Singha, A.S. Physicochemical and Mechanical Behavior of Cellulosic Pine Needle-Based Biocomposites. Int. J. Polym. Mater. Polym. Biomater. 2011, 16, 390–398. [Google Scholar] [CrossRef]
- Singha, A.S.; Thakur, V.K. Synthesis and Characterization of Pine Needles Reinforced RF Matrix Based Biocomposites. J. Chem. 2008, 5, 1055–1062. [Google Scholar] [CrossRef]
- Singha, A.S.; Jyoti, A. Mechanical, Morphological, and Thermal Properties of Chemically Treated Pine Needles Reinforced Thermosetting Composites. J. Appl. Polym. Sci. 2013, 127, 387–393. [Google Scholar] [CrossRef]
- Dinesh; Palsule, S. Bagasse Fiber Reinforced Functionalized Ethylene Propylene Rubber Composites by Palsule Process. J. Nat. Fibers 2021, 18, 1637–1649. [Google Scholar] [CrossRef]
- Grady, B.P.; Cooper, S.L.; Robertson, C.G. Thermoplastic Elastomers. In The Science and Technology of Rubber; Mark, J.E., Erman, B., Roland, C.M., Eds.; Academic Press: San Diego, CA, USA, 2013; pp. 591–652. ISBN 9780123945846. [Google Scholar]
- Maji, P.; Naskar, K. Styrenic Block Copolymer-Based Thermoplastic Elastomers in Smart Applications: Advances in Synthesis, Microstructure, and Structure–Property Relationships—A Review. J. Appl. Polym. Sci. 2022, 139, e52942. [Google Scholar] [CrossRef]
- Amornsakchai, T.; Sinpatanapan, B.; Bualek-Limcharoen, S.; Meesiri, W. Composite of Aramid Fibre (Poly-m-Phenylene Isophthalamide)Thermoplastic Elastomers (SEBS): Enhancement of Tensile Properties by Maleated-SEBS Compatibiliser. Polymer 1999, 40, 2993–2999. [Google Scholar] [CrossRef]
- Chantaratcharoen, A.; Sirisinha, C.; Amornsakchai, T.; Bualek-Limcharoen, S.; Meesiri, W. Improvement of Interfacial Adhesion of Poly(m-Phenylene Isophthalamide) Short Fiber-Thermoplastic Elastomer (SEBS) Composites by N-Alkylation on Fiber Surface. J. Appl. Polym. Sci. 1999, 74, 2414–2422. [Google Scholar] [CrossRef]
- Merlini, C.; Rosa, B.S.; Müller, D.; Ecco, L.G.; Ramôa, S.D.A.S.; Barra, G.M.O. Polypyrrole Nanoparticles Coated Amorphous Short Silica Fibers: Synthesis and Characterization. Polym. Test. 2012, 31, 971–977. [Google Scholar] [CrossRef]
- Yuakkul, D.; Amornsakchai, T.; Saikrasun, S. Effect of Maleated Compatibilizer on Anisotropic Mechanical Properties, Thermo-Oxidative Stability and Morphology of Styrenic Based Thermoplastic Elastomer Reinforced with Alkali-Treated Pineapple Leaf Fiber. Int. J. Plast. Technol. 2015, 19, 388–411. [Google Scholar] [CrossRef]
- Saikrasun, S.; Yuakkul, D.; Amornsakchai, T. Thermo-Oxidative Stability and Remarkable Improvement in Mechanical Performance for Styrenic-Based Elastomer Composites Contributed from Silane-Treated Pineapple Leaf Fiber and Compatibilizer. Int. J. Plast. Technol. 2017, 21, 252–277. [Google Scholar] [CrossRef]
- Cuebas, L.; Neto, J.A.B.; de Barros, R.T.P.; Cordeiro, A.O.T.; dos Santos Rosa, D.; Martins, C.R. The Incorporation of Untreated and Alkali-Treated Banana Fiber in SEBS Composites. Polímeros 2021, 30, e2020040. [Google Scholar] [CrossRef]
- Chen, L.; Wei, F.; Liu, L.; Cheng, W.; Hu, Z.; Wu, G.; Du, Y.; Zhang, C.; Huang, Y. Grafting of Silane and Graphene Oxide onto PBO Fibers: Multifunctional Interphase for Fiber/Polymer Matrix Composites with Simultaneously Improved Interfacial and Atomic Oxygen Resistant Properties. Compos. Sci. Technol. 2015, 106, 32–38. [Google Scholar] [CrossRef]
- Singh, A.A.; Biswas, K.; Priyanka; Dinesh; Palsule, S. Coconut Fiber Reinforced High Density Polyethylene Composites by Compatibilizer Process. Appl. Polym. Compos. 2014, 2, 167–177. [Google Scholar]
- Sobczak, L.; Brüggemann, O.; Putz, R.F. Polyolefin Composites with Natural Fibers and Wood-Modification of the Fiber/Filler-Matrix Interaction. J. Appl. Polym. Sci. 2013, 127, 1–17. [Google Scholar] [CrossRef]
- Lu, J.Z.; Wu, Q.; McNabb, H.S. Chemical Coupling in Wood Fiber and Polymer Composites: A Review of Coupling Agents and Treatments. Wood Fiber Sci. 2000, 32, 88–104. [Google Scholar]
- Marcovich, N.E.; Reboredo, M.M.; Aranguren, M.I. Lignocellulosic Materials and Unsaturated Polyester Matrix Composites: Interfacial Modifications. Compos. Interfaces 2005, 12, 3–24. [Google Scholar] [CrossRef]
- Rowell, R.M.; Cleary, B.A.; Rowell, J.S.; Clemons, C.; Young, R.A. Results of Chemical Modification of Lignocellulosic Fibers for Use in Composites. In Wood-Fiber/Polymer Composites: Fundamental Concepts, Processes, and Material Options; Wolcot, M.P., Ed.; Forest Products Society: Madison, WI, USA, 1993; pp. 121–127. [Google Scholar]
- Matsuda, H. Preparation and Utilization of Esterified Woods Bearing Carboxyl Groups. Wood Sci. Technol. 1987, 21, 75–88. [Google Scholar] [CrossRef]
- Essoua, G.G.E.; Blanchet, P.; Landry, V.; Beauregard, R. Maleic Anhydride Treated Wood: Effects of Drying Time and Esterification Temperature on Properties. BioResources 2015, 10, 6830–6860. [Google Scholar] [CrossRef]
- Felix, J.M.; Gatenholm, P. The Nature of Adhesion in Composites of Modified Cellulose Fibers and Polypropylene. J. Appl. Polym. Sci. 1991, 42, 609–620. [Google Scholar] [CrossRef]
- Dinesh; Palsule, S. Structure and Properties of Recycled Bamboo Fiber Reinforced Chemically Functionalized Ethylene Propylene Rubber Composites. Polym. Polym. Compos. 2020, 28, 609–622. [Google Scholar] [CrossRef]
- George, J.; Bhagawan, S.S.; Thomas, S. Thermogravimetric and Dynamic Mechanical Thermal Analysis of Pineapple Fibre Reinforced Polyethylene Composites. J. Therm. Anal. 1996, 47, 1121–1140. [Google Scholar] [CrossRef]
- Rana, A.K.; Mitra, B.C.; Banerjee, A.N. Short Jute Fiber-Reinforced Polypropylene Composites: Dynamic Mechanical Study. J. Appl. Polym. Sci. 1999, 71, 531–539. [Google Scholar] [CrossRef]
- Mohanty, S.; Verma, S.K.; Nayak, S.K. Dynamic Mechanical and Thermal Properties of MAPE Treated Jute/HDPE Composites. Compos. Sci. Technol. 2006, 66, 538–547. [Google Scholar] [CrossRef]
- Poletto, M.; Zattera, A.J. Mechanical and Dynamic Mechanical Properties of Polystyrene Composites Reinforced with Cellulose Fibers. J. Thermoplast. Compos. Mater. 2017, 30, 1242–1254. [Google Scholar] [CrossRef]
- Cole, K.S.; Cole, R.H. Dispersion and Absorption in Dielectrics I. Alternating Current Characteristics. J. Chem. Phys. 1941, 9, 341–351. [Google Scholar] [CrossRef]
- Luan, L.; Wu, W.; Wagner, M.H. Rheological Behavior of Lubricating Systems in Polypropylene/Seaweed Composites. J. Appl. Polym. Sci. 2011, 121, 2143–2148. [Google Scholar] [CrossRef]
- Pötschke, P.; Fornes, T.D.; Paul, D.R. Rheological Behavior of Multiwalled Carbon Nanotube/Polycarbonate Composites. Polymer 2002, 43, 3247–3255. [Google Scholar] [CrossRef]
- Dinesh; Palsule, S. Dynamic Mechanical Thermal Properties of Bagasse Fiber Reinforced Functionalized EPR Composites. Abstr. Int. Conf. Meet. 2021, 1, 7. [Google Scholar] [CrossRef]
- Menard, K.P.; Menard, N.R. Dynamic Mechanical Analysis in the Analysis of Polymers and Rubbers. In Encyclopedia of Polymer Science and Technology; Wiley: Hoboken, NJ, USA, 2015; pp. 1–33. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Fiber (PNF, wt%) | Compatibilizer (MAH-SEBS, wt%) | Polymer (SEBS, wt%) |
|---|---|---|---|
| SEBS | 00 | 00 | 100 |
| PNF-10 | 10 | 05 | 85 |
| PNF-20 | 20 | 05 | 75 |
| PNF-30 | 30 | 05 | 65 |
| Composition | Tensile Strength (MPa) | Tensile Modulus (MPa) | Strain at Break (%) | Toughness (MJ/m3) |
|---|---|---|---|---|
| SEBS | 5.18 (±0.14) | 8.56 (±1.1) | 617.12 (±11) | 25.38 (±1.8) |
| PNF-10 | 6.20 (±0.12) | 22.03 (±2.3) | 504.02 (±12) | 23.89 (±1.1) |
| PNF-20 | 6.92 (±0.17) | 58.48 (±3.2) | 315.92 (±8) | 17.28 (±0.9) |
| PNF-30 | 7.76 (±0.22) | 106.92 (±5.4) | 202.86 (±7) | 12.44 (±0.6) |
| Composition | Tg of EB Block by DMA (°C) | Tg of EB Block by DSC (°C) | Tg of S Block by DSC (°C) |
|---|---|---|---|
| SEBS | −35.13 | −54.30 | 88.74 |
| PNF-10 | −29.52 | −52.80 | 89.43 |
| PNF-20 | −27.64 | −49.88 | 90.81 |
| PNF-30 | −25.38 | −47.25 | 91.73 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dinesh; Kumar, B.; Kim, J. Mechanical and Dynamic Mechanical Behavior of the Lignocellulosic Pine Needle Fiber-Reinforced SEBS Composites. Polymers 2023, 15, 1225. https://doi.org/10.3390/polym15051225
Dinesh, Kumar B, Kim J. Mechanical and Dynamic Mechanical Behavior of the Lignocellulosic Pine Needle Fiber-Reinforced SEBS Composites. Polymers. 2023; 15(5):1225. https://doi.org/10.3390/polym15051225
Chicago/Turabian StyleDinesh, Bijender Kumar, and Jaehwan Kim. 2023. "Mechanical and Dynamic Mechanical Behavior of the Lignocellulosic Pine Needle Fiber-Reinforced SEBS Composites" Polymers 15, no. 5: 1225. https://doi.org/10.3390/polym15051225
APA StyleDinesh, Kumar, B., & Kim, J. (2023). Mechanical and Dynamic Mechanical Behavior of the Lignocellulosic Pine Needle Fiber-Reinforced SEBS Composites. Polymers, 15(5), 1225. https://doi.org/10.3390/polym15051225