

Impact Performance of 3D Printed Spatially Varying Elastomeric Lattices


 ,
,  ,
,  , , , and
, , , and
Abstract
1. Introduction
2. Materials and Methods
2.1. Geometry Generation of Functionally Graded Lattices
2.2. Additive Manufacturing Processes of Elastomeric Structures
2.3. Thermoplastic Material Extrusion of Ultimaker™ TPU
2.4. Vat Photopolymerization of Carbon™ SIL30 Elastomer
2.5. Dynamic Impact with High-Speed Video Evaluation
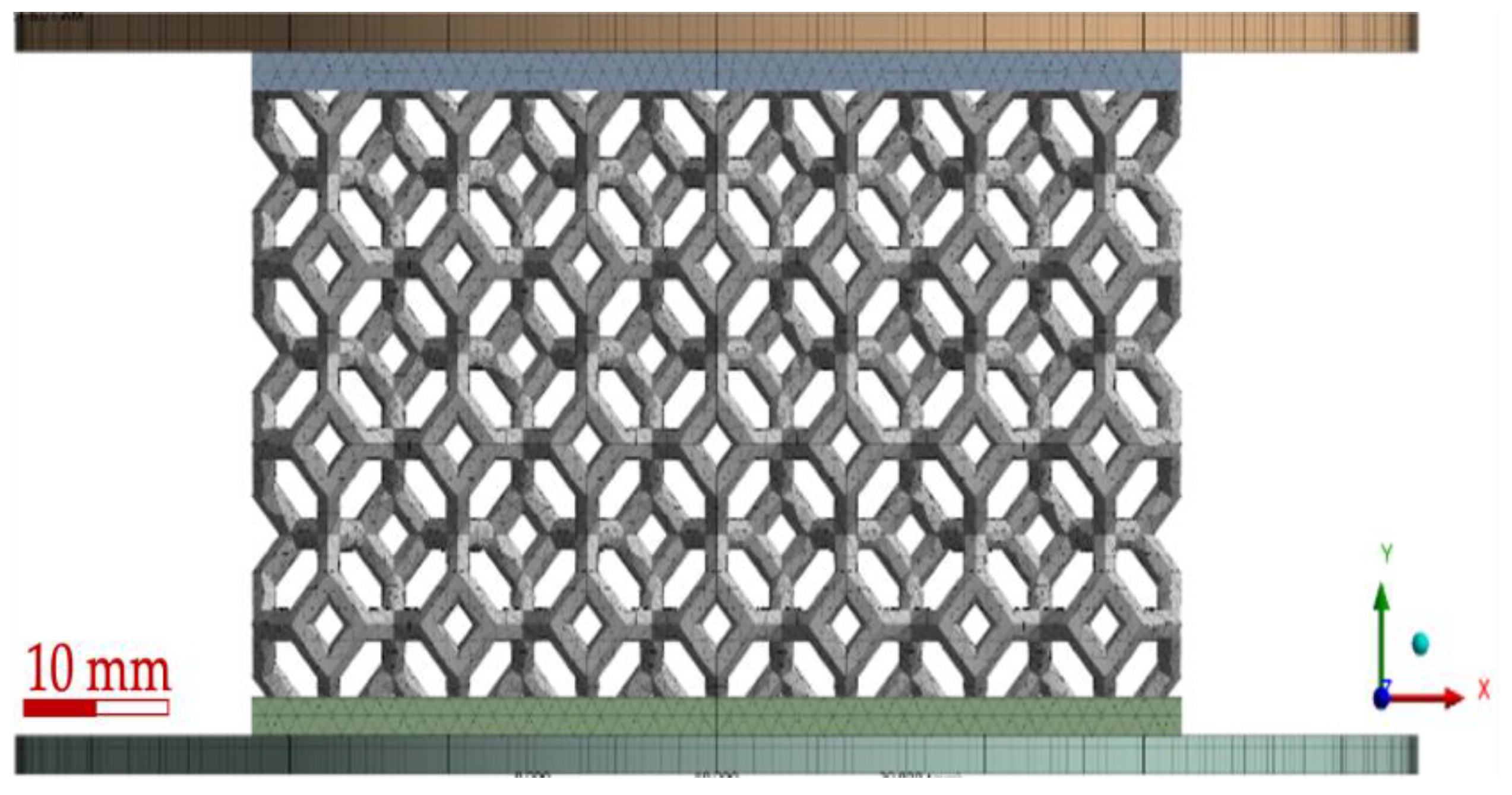
2.6. Finite Element Simulation
3. Results and Discussion
3.1. Non- and Spatially Graded Lattice Structures
3.2. Hybrid Lattice Configuration (Vertically-Graded)
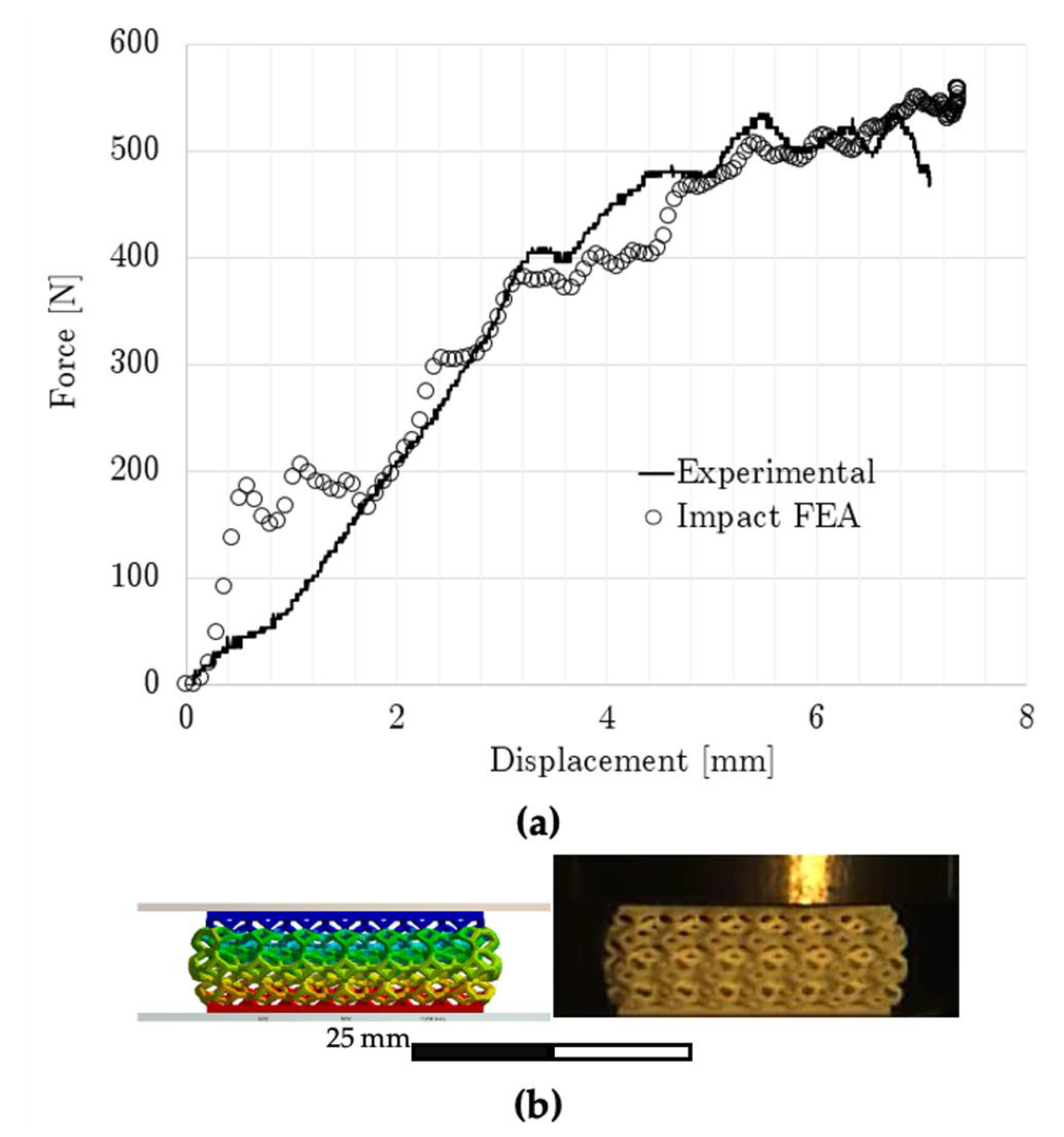
3.3. Finite Element Analysis Results
4. Conclusions
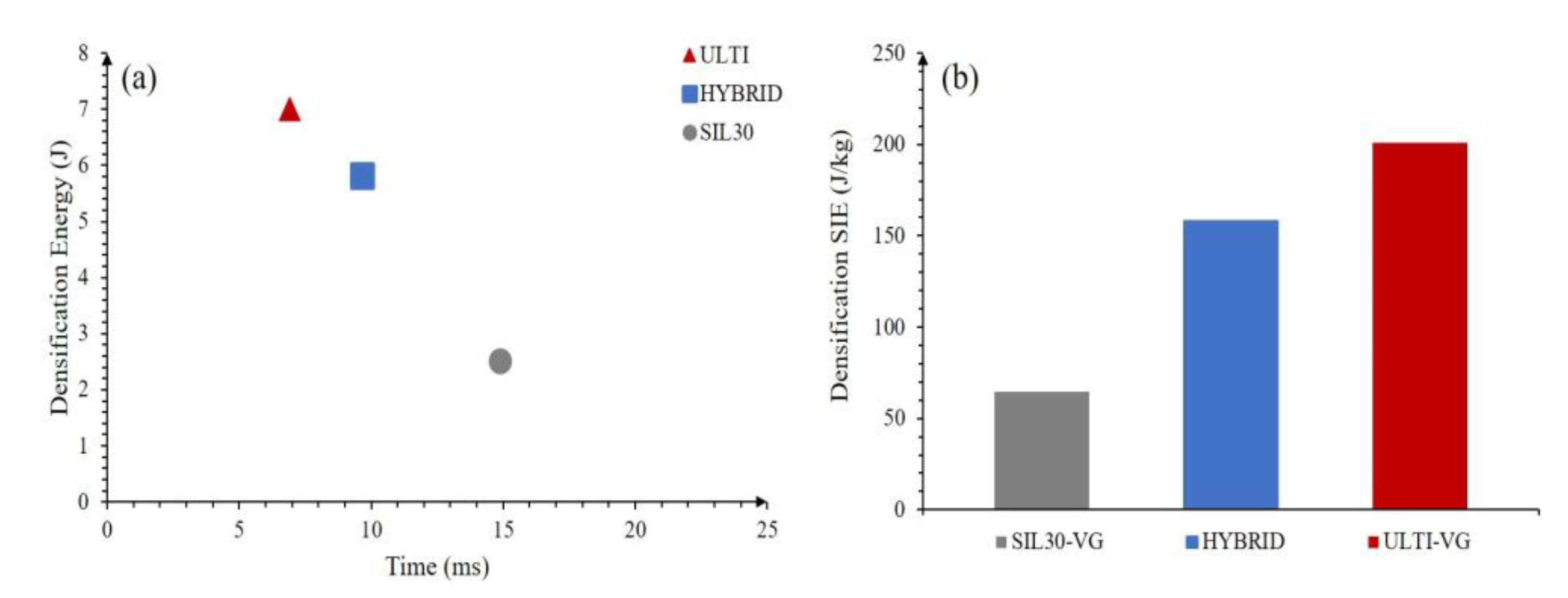
- The vertical-graded system displayed larger displacement than its non-graded counterpart during the impact events, a direct result of the 50% thinner struts at the bottom of the VG samples. This softer profile on the vertically-graded configuration resulted in an earlier densification. It was also shown that the ULTI material displayed a significantly stiffer impact response when compared to the SIL30 material. Therefore, the densification energy of the ULTI was about two times higher than the SIL30, suggesting applications in more extreme impact conditions.
- Impact analysis on stacked vertically-graded lattices showed that although the SIL30-VG was not capable of supporting impact energies higher than 9.6 J, it had a more lengthy response than the ULTI-VG material under low energy impacts. In contrast, the ULTI-VG was able to withstand impact energies as high as 28.3 J but absorbed the energy over a much shorter period of time resulting in higher forces.
- The incorporation of a hybrid lattice resulted in a structure that displayed benefits of both materials. Observed were a densification time (10 ms) falling between that of the SIL30-VG (15 ms) and the ULTI-VG (~7 ms), and a densification energy considerably larger than that of SIL30-VG. In cases, in which the minimum feature size is reached for a given printer, including a second soft material can provide a wider range of impact energy management.
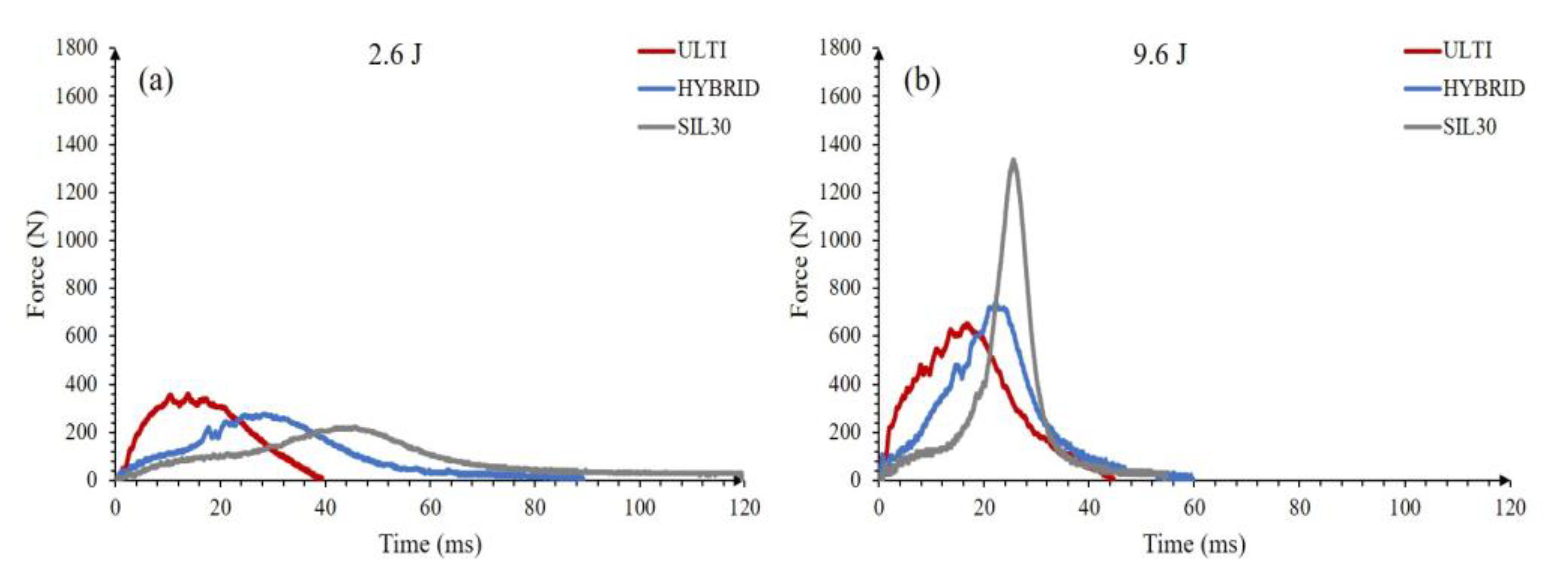
- Acceleration analysis on the impacted materials showed that the hybrid lattice was able to effectively manage impacts of varying energies by limiting the force measured on the impactor and by lengthening the total impact time. During the 2.6 J impact, the hybrid and SIL30-VG samples recorded impact times in excess of 60 ms, while the ULTI-VG lattice impact lasted less than 36 ms. Meanwhile, during the 9.6 J impact, the load cell experienced up to 17 g of acceleration with the hybrid and ULTI-VG samples, while the SIL30-VG material allowed the impactor to reach over 31 g. Therefore, unlike the hybrid system, the individual samples were not able to employ both strategies at once for both high energy impacts and low energy impacts.
- The non-graded lattice FEA results resembled the experimental data, the displacement and force showed good agreement. A similar modeling procedure can be used to numerically evaluate additional spatially graded lattice configurations.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Munford, M.; Hossain, U.; Ghouse, S.; Jeffers, J.R.T. Prediction of Anisotropic Mechanical Properties for Lattice Structures. Addit. Manuf. 2020, 32, 101041. [Google Scholar] [CrossRef]
- Dong, G.; Tang, Y.; Li, D.; Zhao, Y.F. Design and Optimization of Solid Lattice Hybrid Structures Fabricated by Additive Manufacturing. Addit. Manuf. 2020, 33, 101116. [Google Scholar] [CrossRef]
- Carneiro, V.H.; Rawson, S.D.; Puga, H.; Meireles, J.; Withers, P.J. Additive Manufacturing Assisted Investment Casting: A Low-Cost Method to Fabricate Periodic Metallic Cellular Lattices. Addit. Manuf. 2020, 33, 101085. [Google Scholar] [CrossRef]
- Flores, I.; Kretzschmar, N.; Azman, A.H.; Chekurov, S.; Pedersen, D.B.; Chaudhuri, A. Implications of Lattice Structures on Economics and Productivity of Metal Powder Bed Fusion. Addit. Manuf. 2020, 31, 100947. [Google Scholar] [CrossRef]
- McGregor, D.J.; Tawfick, S.; King, W.P. Mechanical Properties of Hexagonal Lattice Structures Fabricated Using Continuous Liquid Interface Production Additive Manufacturing. Addit. Manuf. 2019, 25, 10–18. [Google Scholar] [CrossRef]
- Habib, F.N.; Iovenitti, P.; Masood, S.H.; Nikzad, M. Fabrication of Polymeric Lattice Structures for Optimum Energy Absorption Using Multi Jet Fusion Technology. Mater. Des. 2018, 155, 86–98. [Google Scholar] [CrossRef]
- Mazur, M.; Leary, M.; McMillan, M.; Sun, S.; Shidid, D.; Brandt, M. Mechanical Properties of Ti6Al4V and AlSi12Mg Lattice Structures Manufactured by Selective Laser Melting (SLM). In Laser Additive Manufacturing; Woodhead Publishing: Cambridge, UK, 2017; pp. 119–161. [Google Scholar]
- Park, S.-I.; Rosen, D.W.; Choi, S.-K.; Duty, C.E. Effective Mechanical Properties of Lattice Material Fabricated by Material Extrusion Additive Manufacturing. Addit. Manuf. 2014, 1–4, 12–23. [Google Scholar] [CrossRef]
- Panesar, A.; Abdi, M.; Hickman, D.; Ashcroft, I. Strategies for Functionally Graded Lattice Structures Derived Using Topology Optimisation for Additive Manufacturing. Addit. Manuf. 2018, 19, 81–94. [Google Scholar] [CrossRef]
- Gorny, B.; Niendorf, T.; Lackmann, J.; Thoene, M.; Troester, T.; Maier, H.J. In Situ Characterization of the Deformation and Failure Behavior of Non-Stochastic Porous Structures Processed by Selective Laser Melting. Mater. Sci. Eng. A 2011, 528, 7962–7967. [Google Scholar] [CrossRef]
- Rethinking Foam with the Carbon Lattice Innovation. Available online: https://www.carbon3d.com/resources/whitepaper/rethinking-foam-carbons-lattice-innovation/ (accessed on 26 December 2022).
- Maheo, L.; Viot, P. Impact on Multi-Layered Polypropylene Foams. Int. J. Impact Eng. 2013, 53, 84–93. [Google Scholar] [CrossRef]
- Robinson, M.; Soe, S.; Johnston, R.; Adams, R.; Hanna, B.; Burek, R.; McShane, G.; Celeghini, R.; Alves, M.; Theobald, P. Mechanical Characterisation of Additively Manufactured Elastomeric Structures for Variable Strain Rate Applications. Addit. Manuf. 2019, 27, 398–407. [Google Scholar] [CrossRef]
- Balderrama-Armendariz, C.O.; MacDonald, E.; Roberson, D.A.; Ruiz-Huerta, L.; Maldonado-Macias, A.; Valadez-Gutierrez, E.; Caballero-Ruiz, A.; Espalin, D. Folding Behavior of Thermoplastic Hinges Fabricated with Polymer Extrusion Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2019, 105, 233–245. [Google Scholar] [CrossRef]
- Rossiter, J.; Walters, P.; Stoimenov, B. Printing 3D Dielectric Elastomer Actuators for Soft Robotics; SPIE: San Diego, CA, USA, 2009. [Google Scholar] [CrossRef]
- Ziegelmeier, S.; Wöllecke, F.; Tuck, C.J.; Goodridge, R.D.; Hague, R.J.M. Aging Behavior of Thermoplastic Elastomers in the Laser Sintering Process. J. Mater. Res. 2014, 29, 1841–1851. [Google Scholar] [CrossRef]
- Muth, J.T.; Vogt, D.M.; Truby, R.L.; Mengüç, Y.; Kolesky, D.B.; Wood, R.J.; Lewis, J.A. 3D Printing: Embedded 3D Printing of Strain Sensors within Highly Stretchable Elastomers (Adv. Mater. 36/2014). Adv. Mater. 2014, 26, 6202. [Google Scholar] [CrossRef]
- Johnson, W.; Skorecki, J.; Reid, S.R. The Gadd Severity Index and Measurements of Acceleration When Heading an Association Football. International Research Council on the Biomechanics of Injury (IRCOBI): Birmingham, UK, 1975. [Google Scholar]
- Versace, J. A Review of the Severity Index. In Proceedings of the 15th Stapp Car Crash Conference (1971), Warrendale, PA, USA, 17–19 November 1971. SAE Technical Paper. [Google Scholar]
- Antona-Makoshi, J.; Davidsson, J.; Ejima, S.; Ono, K. Development of a Comprehensive Injury Criterion for Moderate and Mild Traumatic Brain Injuries. Int. J. Automot. Eng. 2016, 7, 69–75. [Google Scholar] [CrossRef] [PubMed]
- Khosroshahi, S.F.; Duckworth, H.; Galvanetto, U.; Ghajari, M. The Effects of Topology and Relative Density of Lattice Liners on Traumatic Brain Injury Mitigation. J. Biomech. 2019, 97, 109376. [Google Scholar] [CrossRef]
- Clough, E.C.; Plaisted, T.A.; Eckel, Z.C.; Cante, K.; Hundley, J.M.; Schaedler, T.A. Elastomeric Microlattice Impact Attenuators. Matter 2019, 1, 1519–1531. [Google Scholar] [CrossRef]
- Alizadeh, H.V.; Fanton, M.G.; Domel, A.G.; Grant, G.; Camarillo, D.B. A Computational Study of Liquid Shock Absorption for Prevention of Traumatic Brain Injury. J. Biomech. Eng. 2021, 143, 041008. [Google Scholar] [CrossRef]
- Ge, C.; Priyadarshini, L.; Cormier, D.; Pan, L.; Tuber, J. A Preliminary Study of Cushion Properties of a 3D Printed Thermoplastic Polyurethane Kelvin Foam. Packag. Technol. Sci. 2018, 31, 361–368. [Google Scholar] [CrossRef]
- Iso/astm 52900:2021. Available online: https://www.iso.org/standard/74514.html (accessed on 26 December 2022).
- Moore, J.P.; Williams, C.B. Fatigue Characterization of 3D Printed Elastomer Material. In Proceedings of the 23rd Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, SFF 2012, Austin, TX, USA, 6–8 August 2012; University of Texas at Austin (freeform), 2012; pp. 641–655. [Google Scholar]
- Janusziewicz, R.; Tumbleston, J.R.; Quintanilla, A.L.; Mecham, S.J.; DeSimone, J.M. Layerless Fabrication with Continuous Liquid Interface Production. Proc. Natl. Acad. Sci. USA 2016, 113, 11703–11708. [Google Scholar] [CrossRef]
- Tumbleston, J.R.; Shirvanyants, D.; Ermoshkin, N.; Janusziewicz, R.; Johnson, A.R.; Kelly, D.; Chen, K.; Pinschmidt, R.; Rolland, J.P.; Ermoshkin, A.; et al. Additive Manufacturing. Continuous Liquid Interface Production of 3D Objects. Science 2015, 347, 1349–1352. [Google Scholar] [CrossRef] [PubMed]
- Herzberger, J.; Sirrine, J.M.; Williams, C.B.; Long, T.E. Polymer Design for 3D Printing Elastomers: Recent Advances in Structure, Properties, and Printing. Prog. Polym. Sci. 2019, 97, 101144. [Google Scholar] [CrossRef]
- El-Helou, C.; Harne, R.L. Exploiting Functionally Graded Elastomeric Materials to Program Collapse and Mechanical Properties. Adv. Eng. Mater. 2019, 21, 1900807. [Google Scholar] [CrossRef]
- Digital Foam—3D Printing with Foams. Available online: https://www.eos.info/press/digital-foam (accessed on 26 December 2022).
- Hussein, A.; Hao, L.; Yan, C.; Everson, R.; Young, P. Advanced Lattice Support Structures for Metal Additive Manufacturing. J. Mater. Process. Technol. 2013, 213, 1019–1026. [Google Scholar] [CrossRef]
- Chu, C.; Graf, G.; Rosen, D.W. Design for Additive Manufacturing of Cellular Structures. Comput. Aided Des. Appl. 2008, 5, 686–696. [Google Scholar] [CrossRef]
- du Plessis, A.; Yadroitsava, I.; Yadroitsev, I.; le Roux, S.G.; Blaine, D.C. Numerical Comparison of Lattice Unit Cell Designs for Medical Implants by Additive Manufacturing. Virtual Phys. Prototyp. 2018, 13, 266–281. [Google Scholar] [CrossRef]
- Alabort, E.; Barba, D.; Reed, R.C. Design of Metallic Bone by Additive Manufacturing. Scr. Mater. 2019, 164, 110–114. [Google Scholar] [CrossRef]
- Hao, L.; Raymont, D.; Yan, C.; Hussein, A.; Young, P. Design and Additive Manufacturing of Cellular Lattice Structures. In Proceedings of the International Conference on Advanced Research in Virtual and Rapid Prototyping (VRAP), Leiria, Portugal, 28 September–1 October 2011; Taylor & Francis Group: Didcot, UK, 2011; pp. 249–254. [Google Scholar]
- Mahmoud, D.; Elbestawi, M.A. Lattice Structures and Functionally Graded Materials Applications in Additive Manufacturing of Orthopedic Implants: A Review. J. Manuf. Mater. Process. 2017, 1, 13. [Google Scholar] [CrossRef]
- Bhate, D.; Penick, C.A.; Ferry, L.A.; Lee, C. Classification and Selection of Cellular Materials in Mechanical Design: Engineering and Biomimetic Approaches. Designs 2019, 3, 19. [Google Scholar] [CrossRef]
- Syrlybayev, D.; Perveen, A.; Talamona, D. Experimental Investigation of Mechanical Properties and Energy Absorption Capabilities of Hybrid Lattice Structures Manufactured Using Fused Filament Fabrication. Int. J. Adv. Manuf. Technol. 2023. [Google Scholar] [CrossRef]
- Rayneau-Kirkhope, D. Stiff Auxetics: Hierarchy as a Route to Stiff, Strong Lattice Based Auxetic Meta-Materials. Sci. Rep. 2018, 8, 12437. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Li, T.; Scarpa, F.; Wang, L. Lattice Metamaterials with Mechanically Tunable Poisson’s Ratio for Vibration Control. Phys. Rev. Appl. 2017, 7, 024012. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Rowshan, R.; Abu Al-Rub, R.K. Topology-Mechanical Property Relationship of 3D Printed Strut, Skeletal, and Sheet Based Periodic Metallic Cellular Materials. Addit. Manuf. 2018, 19, 167–183. [Google Scholar] [CrossRef]
- Miralbes, R.; Ranz, D.; Pascual, F.J.; Zouzias, D.; Maza, M. Characterization of Additively Manufactured Triply Periodic Minimal Surface Structures under Compressive Loading. Mech. Adv. Mater. Struct. 2022, 29, 1841–1855. [Google Scholar] [CrossRef]
- Helou, M.; Kara, S. Design, Analysis and Manufacturing of Lattice Structures: An Overview. Int. J. Comput. Integr. Manuf. 2018, 31, 243–261. [Google Scholar] [CrossRef]
- Fadeel, A.; Abdulhadi, H.; Newaz, G.; Srinivasan, R.; Mian, A. Computational Investigation of the Post-Yielding Behavior of 3D-Printed Polymer Lattice Structures. Finite Elem. Anal. Des. 2022, 9, 263–277. [Google Scholar] [CrossRef]
- Eren, O.; Sezer, H.K.; Yalçın, N. Effect of Lattice Design on Mechanical Response of PolyJet Additively Manufactured Cellular Structures. J. Manuf. Process. 2022, 75, 1175–1188. [Google Scholar] [CrossRef]
- Verma, S.; Yang, C.-K.; Lin, C.-H.; Jeng, J.Y. Additive Manufacturing of Lattice Structures for High Strength Mechanical Interlocking of Metal and Resin during Injection Molding. Addit. Manuf. 2022, 49, 102463. [Google Scholar] [CrossRef]
- Dar, U.A.; Mian, H.H.; Abid, M.; Nutkani, M.B.; Jamil, A.; Sheikh, M.Z. Quasi-Static Compression and Deformation Behavior of Additively Manufactured Flexible Polymeric Lattice Structure. J. Mater. Eng. Perform. 2022, 31, 3107–3119. [Google Scholar] [CrossRef]
- Graziosi, S.; Maria, B.F.; Libonati, F.; Senna, S. 3D Printing of Bending-Dominated Soft Lattices: Numerical and Experimental Assessment. Rapid Prototyp. J. 2022, 28, 51–64. [Google Scholar] [CrossRef]
- Fadeel, A.; Abdulhadi, H.; Srinivasan, R.; Mian, A. A Computational Approach in Understanding the Low-Velocity Impact Behavior and Damage of 3D-Printed Polymer Lattice Structures. J. Mater. Eng. Perform. 2021, 30, 6511–6521. [Google Scholar] [CrossRef]
- León-Becerra, J.; González-Estrada, O.A.; Quiroga, J. Effect of Relative Density in In-Plane Mechanical Properties of Common 3D-Printed Polylactic Acid Lattice Structures. ACS Omega 2021, 6, 29830–29838. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Fan, H.; Bian, Y.; Yang, F. Plastic Deformation and Energy Absorption of Polycrystalline-like Lattice Structures. Mater. Des. 2021, 198, 109321. [Google Scholar] [CrossRef]
- Kankanamge, U.M.H.U.; Mohamed, O.A.; Xu, W. Superelastic Behavior of Additively Manufactured Nylon-12 Lattice Structures. J. Mater. Eng. Perform. 2021, 30, 9352–9358. [Google Scholar] [CrossRef]
- Montgomery, S.M.; Hilborn, H.; Hamel, C.M.; Kuang, X.; Long, K.N.; Qi, H.J. The 3D Printing and Modeling of Functionally Graded Kelvin Foams for Controlling Crushing Performance. Extrem. Mech. Lett. 2021, 46, 101323. [Google Scholar] [CrossRef]
- Jhou, S.-Y.; Hsu, C.-C.; Yeh, J.-C. The Dynamic Impact Response of 3D-Printed Polymeric Sandwich Structures with Lattice Cores: Numerical and Experimental Investigation. Polymers 2021, 13, 4032. [Google Scholar] [CrossRef]
- Wang, S.; Wang, J.; Xu, Y.; Zhang, W.; Zhu, J. Compressive Behavior and Energy Absorption of Polymeric Lattice Structures Made by Additive Manufacturing. Front. Mech. Eng. Chin. 2020, 15, 319–327. [Google Scholar] [CrossRef]
- Kummert, C.; Schmid, H.-J.; Risse, L.; Kullmer, G. Mechanical Characterization and Numerical Modeling of Laser-Sintered TPE Lattice Structures. J. Mater. Res. 2021, 36, 3182–3193. [Google Scholar] [CrossRef]
- Zhang, P.; To, A.C. Transversely Isotropic Hyperelastic-Viscoplastic Model for Glassy Polymers with Application to Additive Manufactured Photopolymers. Int. J. Plast. 2016, 80, 56–74. [Google Scholar] [CrossRef]
- Sun, B.; Kulinsky, L. Fabrication of Regular Polystyrene Foam Structures with Selective Laser Sintering. Mater. Today Commun. 2017, 13, 346–353. [Google Scholar] [CrossRef]
- Maskery, I.; Sturm, L.; Aremu, A.O.; Panesar, A.; Williams, C.B.; Tuck, C.J.; Wildman, R.D.; Ashcroft, I.A.; Hague, R.J.M. Insights into the Mechanical Properties of Several Triply Periodic Minimal Surface Lattice Structures Made by Polymer Additive Manufacturing. Polymer 2018, 152, 62–71. [Google Scholar] [CrossRef]
- Maskery, I.; Aremu, A.O.; Parry, L.; Wildman, R.D.; Tuck, C.J.; Ashcroft, I.A. Effective Design and Simulation of Surface-Based Lattice Structures Featuring Volume Fraction and Cell Type Grading. Mater. Des. 2018, 155, 220–232. [Google Scholar] [CrossRef]
- Habib, F.; Iovenitti, P.; Masood, S.; Nikzad, M.; Ruan, D. Design and Evaluation of 3D Printed Polymeric Cellular Materials for Dynamic Energy Absorption. Int. J. Adv. Manuf. Technol. 2019, 103, 2347–2361. [Google Scholar] [CrossRef]
- Li, Z.-H.; Nie, Y.-F.; Liu, B.; Kuai, Z.-Z.; Zhao, M.; Liu, F. Mechanical Properties of AlSi10Mg Lattice Structures Fabricated by Selective Laser Melting. Mater. Des. 2020, 192, 108709. [Google Scholar] [CrossRef]
- Pan, C.; Han, Y.; Lu, J. Design and Optimization of Lattice Structures: A Review. NATO Adv. Sci. Inst. Ser. E Appl. Sci. 2020, 10, 6374. [Google Scholar] [CrossRef]
- Ashby, M.F. The Properties of Foams and Lattices. Philos. Trans. A Math. Phys. Eng. Sci. 2006, 364, 15–30. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Hussein, A.; Young, P. Ti–6Al–4V Triply Periodic Minimal Surface Structures for Bone Implants Fabricated via Selective Laser Melting. J. Mech. Behav. Biomed. Mater. 2015, 51, 61–73. [Google Scholar] [CrossRef]
- White, B.C.; Garland, A.; Alberdi, R.; Boyce, B.L. Interpenetrating Lattices with Enhanced Mechanical Functionality. Addit. Manuf. 2021, 38, 101741. [Google Scholar] [CrossRef]
- Liang, M.; Xin, H. 3D Printed Microwave and THz Components. In Proceedings of the 2015 Asia-Pacific Microwave Conference (APMC), Nanjing, China, 6–9 December 2015; Volume 2, pp. 1–3. [Google Scholar]
- Larimore, Z.; Jensen, S.; Good, A.; Lu, A.; Suarez, J.; Mirotznik, M. Additive Manufacturing of Luneburg Lens Antennas Using Space-Filling Curves and Fused Filament Fabrication. IEEE Trans. Antennas Propag. 2018, 66, 2818–2827. [Google Scholar] [CrossRef]
- Liang, M.; Ng, W.-R.; Chang, K.; Gbele, K.; Gehm, M.E.; Xin, H. A 3-D Luneburg Lens Antenna Fabricated by Polymer Jetting Rapid Prototyping. IEEE Trans. Antennas Propag. 2014, 62, 1799–1807. [Google Scholar] [CrossRef]
- Gorguluarslan, R.M.; Gungor, O.U.; Yıldız, S.; Erem, E. Energy Absorption Behavior of Stiffness Optimized Graded Lattice Structures Fabricated by Material Extrusion. Meccanica 2021, 56, 2825–2841. [Google Scholar] [CrossRef]
- Brauer, C.; Aukes, D. Applying Graded Material Transitions with Low-Cost Additive Manufacturing. Rapid Prototyp. J. 2022, 29, 378–392. [Google Scholar] [CrossRef]
- Patel, D.K.; Sakhaei, A.H.; Layani, M.; Zhang, B.; Ge, Q.; Magdassi, S. Highly Stretchable and UV Curable Elastomers for Digital Light Processing Based 3D Printing. Adv. Mater. 2017, 29, 1606000. [Google Scholar] [CrossRef] [PubMed]
- Yang, H.; Li, C.; Yang, M.; Pan, Y.; Yin, Q.; Tang, J.; Qi, H.J.; Suo, Z. Printing Hydrogels and Elastomers in Arbitrary Sequence with Strong Adhesion. Adv. Funct. Mater. 2019, 29, 1901721. [Google Scholar] [CrossRef]
- Traugutt, N.A.; Mistry, D.; Luo, C.; Yu, K.; Ge, Q.; Yakacki, C.M. Liquid-Crystal-Elastomer-Based Dissipative Structures by Digital Light Processing 3D Printing. Adv. Mater. 2020, 32, e2000797. [Google Scholar] [CrossRef] [PubMed]
- Ji, Z.; Zhang, X.; Yan, C.; Jia, X.; Xia, Y.; Wang, X.; Zhou, F. 3D Printing of Photocuring Elastomers with Excellent Mechanical Strength and Resilience. Macromol. Rapid Commun. 2019, 40, e1800873. [Google Scholar] [CrossRef] [PubMed]
- Jiang, Y.; Wang, Q. Highly-Stretchable 3D-Architected Mechanical Metamaterials. Sci. Rep. 2016, 6, 34147. [Google Scholar] [CrossRef]
- Meza, L.R.; Zelhofer, A.J.; Clarke, N.; Mateos, A.J.; Kochmann, D.M.; Greer, J.R. Resilient 3D Hierarchical Architected Metamaterials. Proc. Natl. Acad. Sci. USA 2015, 112, 11502–11507. [Google Scholar] [CrossRef]
- Simcenter HEEDS. Available online: https://www.plm.automation.siemens.com/global/en/products/simcenter/simcenter-heeds.html (accessed on 26 December 2022).
- Gupta, A.; Kurzeja, K.; Rossignac, J.; Allen, G.; Kumar, P.S.; Musuvathy, S. Programmed-Lattice Editor and Accelerated Processing of Parametric Program-Representations of Steady Lattices. Comput. Aided Des. Appl. 2019, 113, 35–47. [Google Scholar] [CrossRef]
- Weeks, J.S.; Ravichandran, G. High Strain-Rate Compression Behavior of Polymeric Rod and Plate Kelvin Lattice Structures. Mech. Mater. 2022, 166, 104216. [Google Scholar] [CrossRef]
- Hawreliak, J.A.; Lind, J.; Maddox, B.; Barham, M.; Messner, M.; Barton, N.; Jensen, B.J.; Kumar, M. Dynamic Behavior of Engineered Lattice Materials. Sci. Rep. 2016, 6, 28094. [Google Scholar] [CrossRef]
- Meza, L.R.; Phlipot, G.P.; Portela, C.M.; Maggi, A.; Montemayor, L.C.; Comella, A.; Kochmann, D.M.; Greer, J.R. Reexamining the Mechanical Property Space of Three-Dimensional Lattice Architectures. Acta Mater. 2017, 140, 424–432. [Google Scholar] [CrossRef]
- Ultimaker TPU 95A. Available online: https://ultimaker.com/materials/tpu-95a (accessed on 26 December 2022).
- SIL 30. Available online: https://www.carbon3d.com/materials/sil-30/ (accessed on 26 December 2022).
- Ultimaker S3. Available online: https://ultimaker.com/3d-printers/ultimaker-s3 (accessed on 26 December 2022).
- DLS Design Guidelines. Available online: https://www.carbon3d.com/wp-content/uploads/Carbon-DLS-Design-Guide.pdf (accessed on 26 December 2022).
- Ling, C.; Cernicchi, A.; Gilchrist, M.D.; Cardiff, P. Mechanical Behaviour of Additively-Manufactured Polymeric Octet-Truss Lattice Structures under Quasi-Static and Dynamic Compressive Loading. Mater. Des. 2019, 162, 106–118. [Google Scholar] [CrossRef]
- Diosdado-De la Peña, J.A.; Dwyer, C.M.; Krzeminski, D.; MacDonald, E.; Saldaña-Robles, A.; Cortes, P.; Choo, K. Low Impact Velocity Modeling of 3D Printed Spatially Graded Elastomeric Lattices. Polymers 2022, 14, 4780. [Google Scholar] [CrossRef]
- Ramirez, B.J.; Gupta, V. Energy Absorption and Low Velocity Impact Response of Open-Cell Polyurea Foams. J. Dyn. Behav. Mater. 2019, 5, 132–142. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Label | Printer Process | Spatial Variation | Structural Density * kg/m3 | Material Density kg/m3 | Volume Fraction % | Structural Stiffness MPa | Material Stiffness ** MPa (Hardness S) |
|---|---|---|---|---|---|---|---|
| SIL30 Non-Graded | Vat Photo Polymerization | Uniform | 367 | 1070 | 34.3 | 0.14 | 1.54 (35 Shore A) |
| SIL30 Vert.-Graded | Vat Photo Polymerization | Vertical | 310 | 1070 | 28.9 | 0.07 | 1.54 (35 Shore A) |
| ULTI Non-Graded | Material Extrusion | Uniform | 284 | 1220 | 23.2 | 2.17 | 39.1 (95 Shore A) |
| ULTI Vert.-Graded | Material Extrusion | Vertical | 248 | 1220 | 20.4 | 1.00 | 39.1 (95 Shore A) |
| Hybrid Vert.-Graded | Both | Vertical | 277 | N/A | 24.6 | 0.13 | N/A |
| Properties/Parameters | Value |
|---|---|
| Layer resolution | 200–20 µm |
| XYZ resolution | 6.9, 6.9, 2.5 µm |
| Build speed | <24 mm3/s |
| Nozzle temperature | 180–280 ℃ |
| Build plate temperature | 20–140 ℃ |
| Properties/Parameters | Value |
|---|---|
| Pixel size (XY resolution) | 75 µm |
| Slice thickness | 100 µm |
| Wall thickness | 2.5 mm |
| Unsupported angle | 40° |
| Overhangs | 1 mm |
| Height (cm) | Impact Energy (J) | Velocity (m/s) |
|---|---|---|
| 5 | 2.6 | 1.04 |
| 10 | 4.9 | 1.43 |
| 15 | 7.2 | 1.74 |
| 20 | 9.6 | 2.00 |
| 30 | 14.3 | 2.44 |
| 40 | 18.9 | 2.81 |
| 50 | 23.6 | 3.14 |
| 60 | 28.3 | 3.44 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dwyer, C.M.; Carrillo, J.G.; De la Peña, J.A.D.; Santiago, C.C.; MacDonald, E.; Rhinehart, J.; Williams, R.M.; Burhop, M.; Yelamanchi, B.; Cortes, P. Impact Performance of 3D Printed Spatially Varying Elastomeric Lattices. Polymers 2023, 15, 1178. https://doi.org/10.3390/polym15051178
Dwyer CM, Carrillo JG, De la Peña JAD, Santiago CC, MacDonald E, Rhinehart J, Williams RM, Burhop M, Yelamanchi B, Cortes P. Impact Performance of 3D Printed Spatially Varying Elastomeric Lattices. Polymers. 2023; 15(5):1178. https://doi.org/10.3390/polym15051178
Chicago/Turabian StyleDwyer, Charles M., Jose G. Carrillo, Jose Angel Diosdado De la Peña, Carolyn Carradero Santiago, Eric MacDonald, Jerry Rhinehart, Reed M. Williams, Mark Burhop, Bharat Yelamanchi, and Pedro Cortes. 2023. "Impact Performance of 3D Printed Spatially Varying Elastomeric Lattices" Polymers 15, no. 5: 1178. https://doi.org/10.3390/polym15051178
APA StyleDwyer, C. M., Carrillo, J. G., De la Peña, J. A. D., Santiago, C. C., MacDonald, E., Rhinehart, J., Williams, R. M., Burhop, M., Yelamanchi, B., & Cortes, P. (2023). Impact Performance of 3D Printed Spatially Varying Elastomeric Lattices. Polymers, 15(5), 1178. https://doi.org/10.3390/polym15051178