

Automatic Detection of the Orientation of Strain Gauges Bonded on Composite Materials with Polymer Matrix, in Order to Reduce the Measurement Errors

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Method Description
- Detection of SG positioning within the acquired image, in the form of a binary mask representing the connected domain associated with the transducer;
- Detection of the orientation of the SG filaments (θSG) with the help of the existing triangular markings on the transducer support, which indicates the parallel and respectively perpendicular directions in relation to the transducer filaments;
- Detection of the orientation of the reinforcement fibers of the analyzed composite material (θfibres);
- Calculation of the angular positioning error β as the deviation between θSG (determined in step 2.) and θfibres (determined in step 3).
2.1. Automatic Detection of SG Positioning
- Simplicity of implementation—the method must be easy in order to be implemented in practice;
- Accuracy and stability—the results obtained with the developed method should be optimal, even when the transducer–composite chromatic configuration is difficult;
- Speed—the detection time of the region occupied by the SG must be as short as possible;
- Reduced complexity.
- The input layer is represented by a vector containing the flattened region of small dimensions (2r + 1) × (2r + 1) to be classified as belonging to SG or to composite material. For an RGB image and a typical value for r = 3, this results in an input vector size of 147. The input vector is also normalized by dividing with 255;
- Two fully connected layers were used as hidden layers with ReLU (rectified linear unit) activation, Equation (1)having 256 neurons;
- The output layer consists of a single neuron with sigmoid activation that provides the probability of the analyzed small region belonging to the transducer.
- Equidistant positions are generated both horizontally and vertically for the acquired image containing the composite material with the attached transducer. The distance between these positions is controlled by the parameter s, which has typical values such as 5, 10, 20. For each position, a region of dimensions (2r + 1) × (2r + 1) is selected, which is subsequently classified as belonging to the composite material or to the transducer, using the neural model described in this section. Depending on the classification result, that position is associated with either the composite material or the SG. The purpose of this step is to quickly find an approximate positioning of the transducer within the image. If every possible position within the image were evaluated (situation equivalent to setting the parameter s to the value 1), the SG mask would be obtained directly from this step. However, using this strategy, the computational effort would be huge, since many classifications with the neural model are required. If the value of the parameter s is greater than 1, then the number of classifications becomes s2 times smaller. Figure 2 shows the acquired image and the result obtained after this phase;
- Interconnect the positions classified as belonging to SG in step 1 by marking the rectangular region associated with a position. For a position classified as SG, the rectangular region bounded by the eight adjacent positions is colored only if all adjacent positions are classified as belonging to SG. Following this procedure, a simply connected domain is expected to result, representing a raw mask for the transducer. If several connected domains are obtained, as a result of possible classification errors with the neural model, only the one with the largest area is kept. Additionally, for the selected domain, any gaps, possibly generated by the markings on the transducer, are filled. Figure 3 shows the result obtained after this phase;
- For the image that represents the raw mask, the following processes are successively applied:
- (a)
- Erosion—a rectangular filter of size (2s + 1) × (2s + 1) is used in order to obtain a shrunk version of the SG mask;
- (b)
- Dilation—a rectangular filter of size (4s + 1) × (4s + 1) is used in order to obtain an enlarged version of the mask;
- (c)
- XOR—is performed between the eroded image obtained in step 3.a and the dilated image obtained in step 3.b.
- 4.
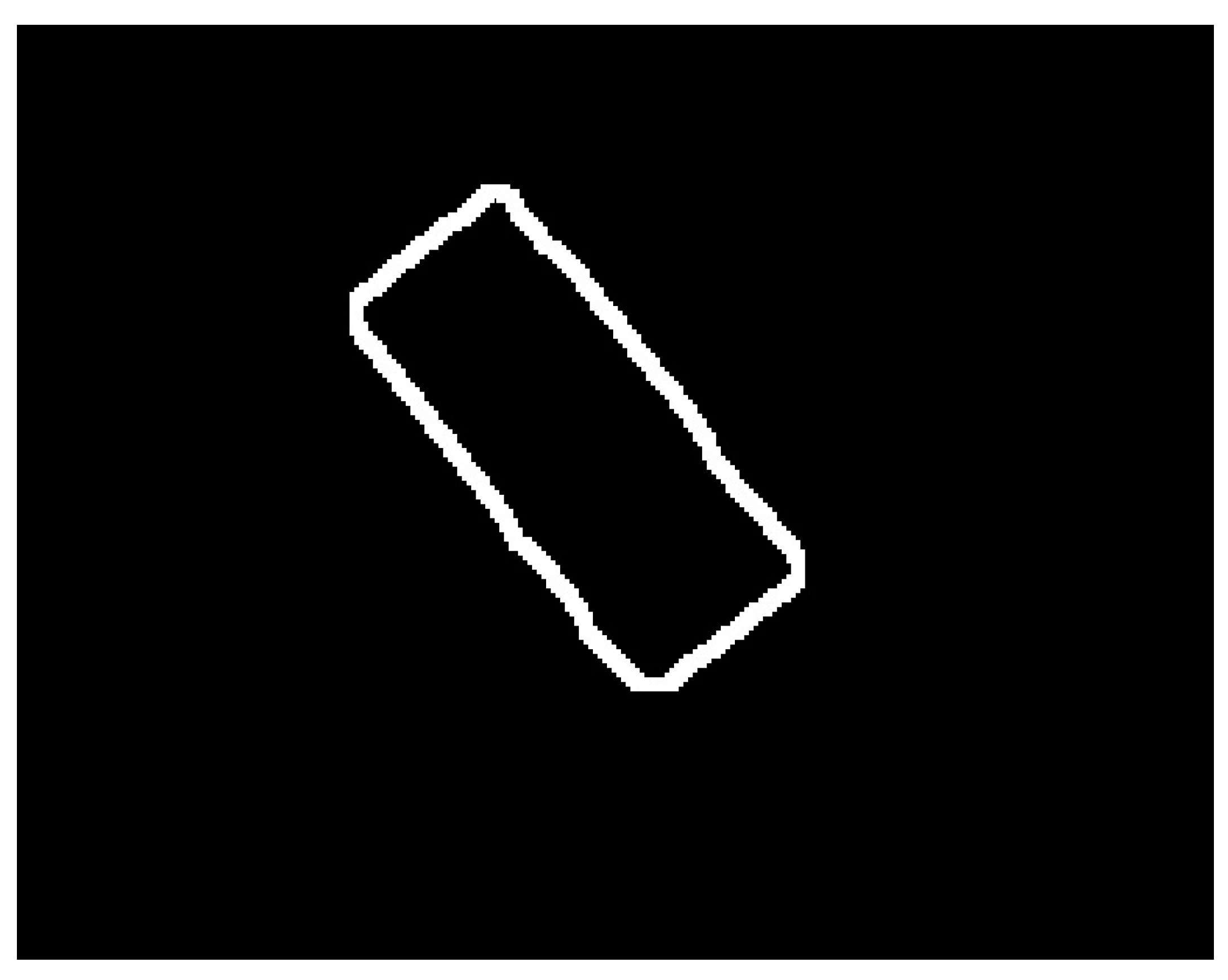
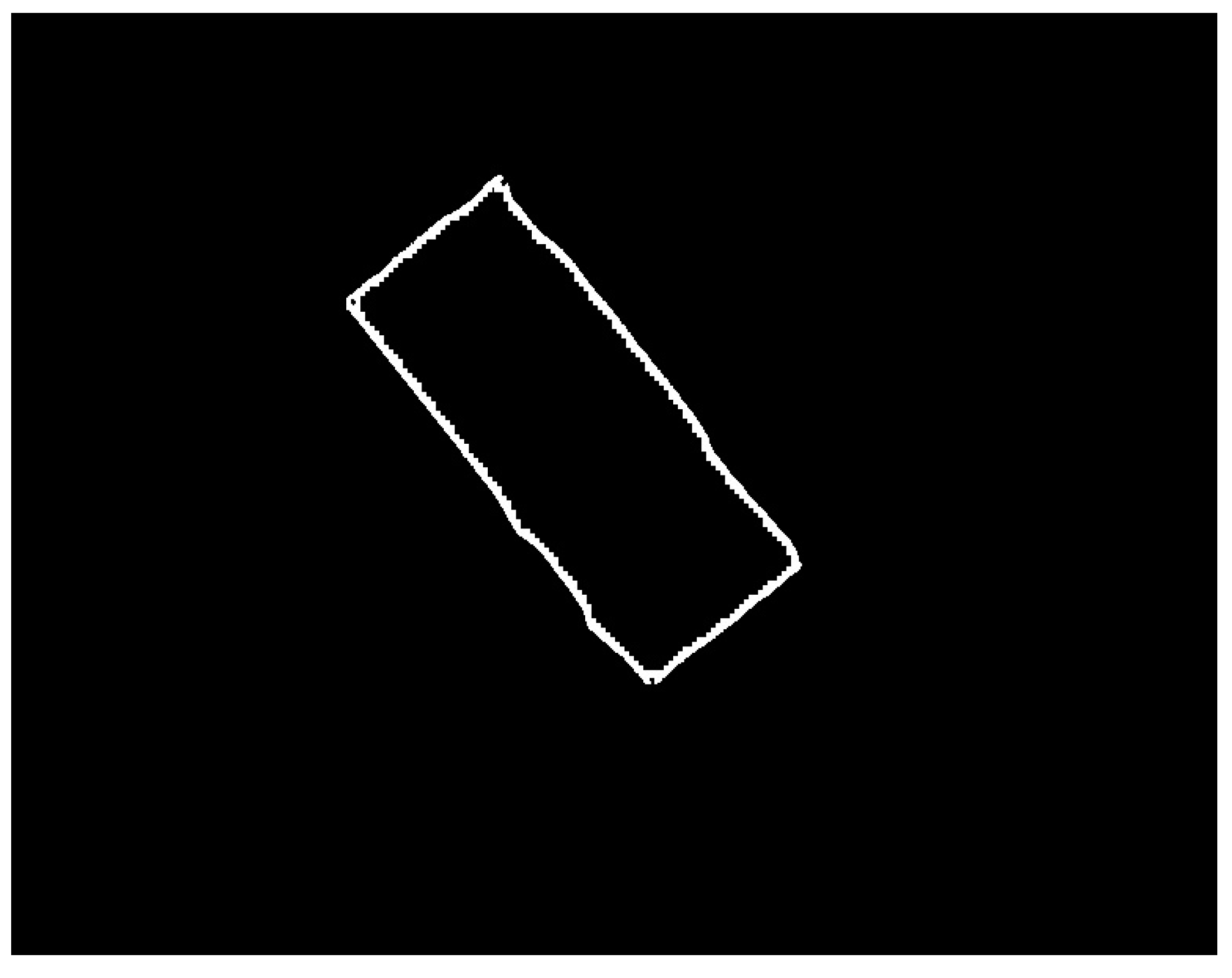
- For all positions contained in the coarse band obtained in step 3, the neural model is used to classify them as belonging to the composite material or to the transducer. Following this processing, it is expected that the coarse band obtained in step 3 will erode so that the outer contour of the new (fine) band accurately follows the chromatic contour of the transducer. Figure 5 shows the result obtained after this phase;
- 5.
- Finally, the following post-processing is applied to the image obtained in step 4:
- (a)
- Filling the domain bounded by the fine band, thus obtaining the SG mask;
- (b)
- Extracting the outline of the SG mask as a polygon.
2.2. Automatic Detection of SG Filament Orientation
- In order to determine an approximate orientation of the SG, the minimum area enclosing rectangle (MAER) is calculated. It contains the mask resulting from the SG position detection step. The slope of the long side of the MAER (whose angular orientation with respect to the horizontal axis is denoted by θMAER) is used as the orientation characteristic;
- Only that part of the image contained by the minimum area rectangle detected in step 1 is extracted and rotated around the center by the value of θMAER. The result of this operation is that the image processed in the following steps contains only the SG at an approximately horizontal orientation;
- A binary image is obtained in which the triangular markings, 45° markings, SG filaments etc. are represented;
- Objects are extracted from the binary image and their outline is determined. Additionally, in this phase, various dimensional filters can be applied in order to eliminate those objects about which can be said with certainty that they are not triangular markings;
- Triangular markings are determined. Having an approximately horizontal orientation of the SG, the relative positions of these markings can be easily identified: north, south, east or west;
- The angular orientation θHORIZ of the SG filaments is determined as the orientation of the straight line that passes through the centers of gravity of the triangular markings corresponding to the east and west relative positions;
- Accurately calculate the initial orientation θSG of the SG filaments as the sum of θMAER and θHORIZ.
- The chromatic characteristics of the region representing the SG are favorable in the sense that they allow for the markers present in this region to be easily detected. In other words, the binary image resulting from image processing using classical techniques is clean, stable and accurately reproduces the markers for SG orientation;
- The availability of triangular orientation markings and determination of SG orientation based on them is indisputable, being similar to the procedure applied in practice for gluing SG. Another option would be to determine the orientation based on the filaments resulting from image processing, but this approach was more laborious, more prone to errors and required an image acquired at a very high resolution, given that the width of these filaments is very small.
- Calculation of the center of gravity of the boundary of the object, which is done with relations (11a,b) and (12) from Section 2.2.2 of [29].
- Developing the distance profile, which consists of calculating the distance from the center of gravity to each point on the object’s border, maintaining the order of the points;
- Circular displacement of the distance profile so that the first position corresponds to the minimum distance in the profile;
- Iterative smoothing of the distance profile in order to remove noise caused by imperfect detection and discrete space of point positions. For this, a filter window of size r is considered, and the distance value from a certain position i in the distance profile is replaced by the average of the distance values from position i − r to position i + r. This smoothing process is executed in an iterative manner by a number of times equal to niter;
- Detecting the minimum and maximum positions of the shifted and smoothed distance profile;
- An object is validated as triangular if the following conditions are met:
- o
- The center of gravity is inside the object’s border;
- o
- The shifted and smoothed distance profile has exactly three minimum positions (which would correspond to the midpoints of the sides of the triangle) and has exactly three maximum positions (which would correspond to the vertices of the triangle);
- o
- All distances corresponding to minimum positions are less than a value lmin and all distances corresponding to maximum positions are greater than a value lmax.
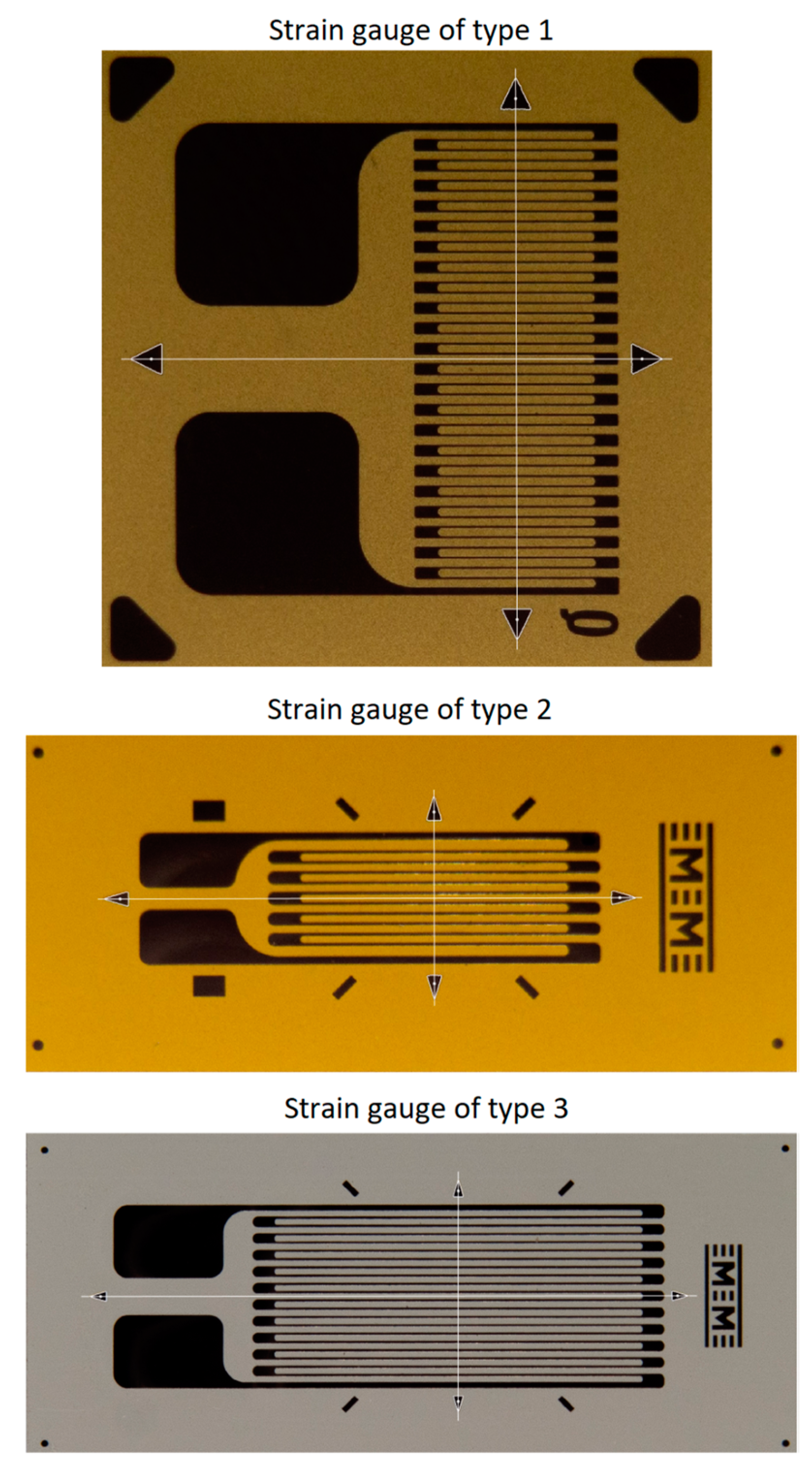
- Type 1 transducer: min = 90.1315°, max = 90.1724°, mean = 90.1541°, standard deviation = 0.0087°, obtained using 40 acquired images;
- Type 2 transducer: min = 89.9228°, max = 90.0009°, mean = 89.9779°, standard deviation = 0.0175°, obtained using 29 acquired images;
- Type 3 transducer: min = 89.9071°, max = 89.9381°, mean = 89.9252°, standard deviation = 0.0054°, obtained using 50 acquired images.
- Type 1 transducer: distance profile filtering window of size r = 10, iterative filtering niter = 2 times, validation of minimum positions using lmin = 20, validation of maximum positions using lmax = 25;
- Type 2 transducer: distance profile filtering window of size r = 10, iterative filtering niter = 2 times, validation of minimum positions using lmin = 25, validation of maximum positions using lmax = 20;
- Type 3 transducer: distance profile filtering window of size r = 3, iterative filtering niter = 2 times, validation of minimum positions using lmin = 20, validation of maximum positions using lmax = 15.
2.3. Automatic Detection of Fiber Orientation of Composite Material
3. Conclusions
- The computing station required for the practical implementation of the proposed solution does not involve special performance specifications.
- The execution time of the procedure is reduced, being less than one second for the computing station on which the numerical experiments were run.
- The proposed solution is modular and involves the following main steps: identification of the position of the SG glued on the composite material, detection of the orientation of the SG and detection of the orientation of the reinforcing fibers of the composite. This allows for any improvements made to one of the modules to be very easily integrated into the overall solution, without affecting the other modules.
- The method is stable and accurate, as demonstrated by the analyses done throughout this paper.
- Neural models are used in the SG position identification and fiber orientation detection steps, thus eliminating the tedious parameter calibration process present in classical image processing approaches. Additionally, neural models have simple architectures and are easy to reproduce in practice.
- Although a classical deterministic procedure is used in the SG orientation detection step, it is controlled by few parameters and their calibration is very easy.
- Neural models can be easily scaled if accuracy improvement is required, both horizontally (by increasing the number of neurons and convolutional filters) and vertically (by adding new neural layers).
- Although complex neural architectures specialized for semantic segmentation, such as CMX and DeepLabV3+ [45,46], could be used for the SG position identification step, the problem was reformulated so that a very simple neural model could be used without performance degradation. This was motivated, in particular, by the need to easily generate datasets. Otherwise, the method would have become impractical.
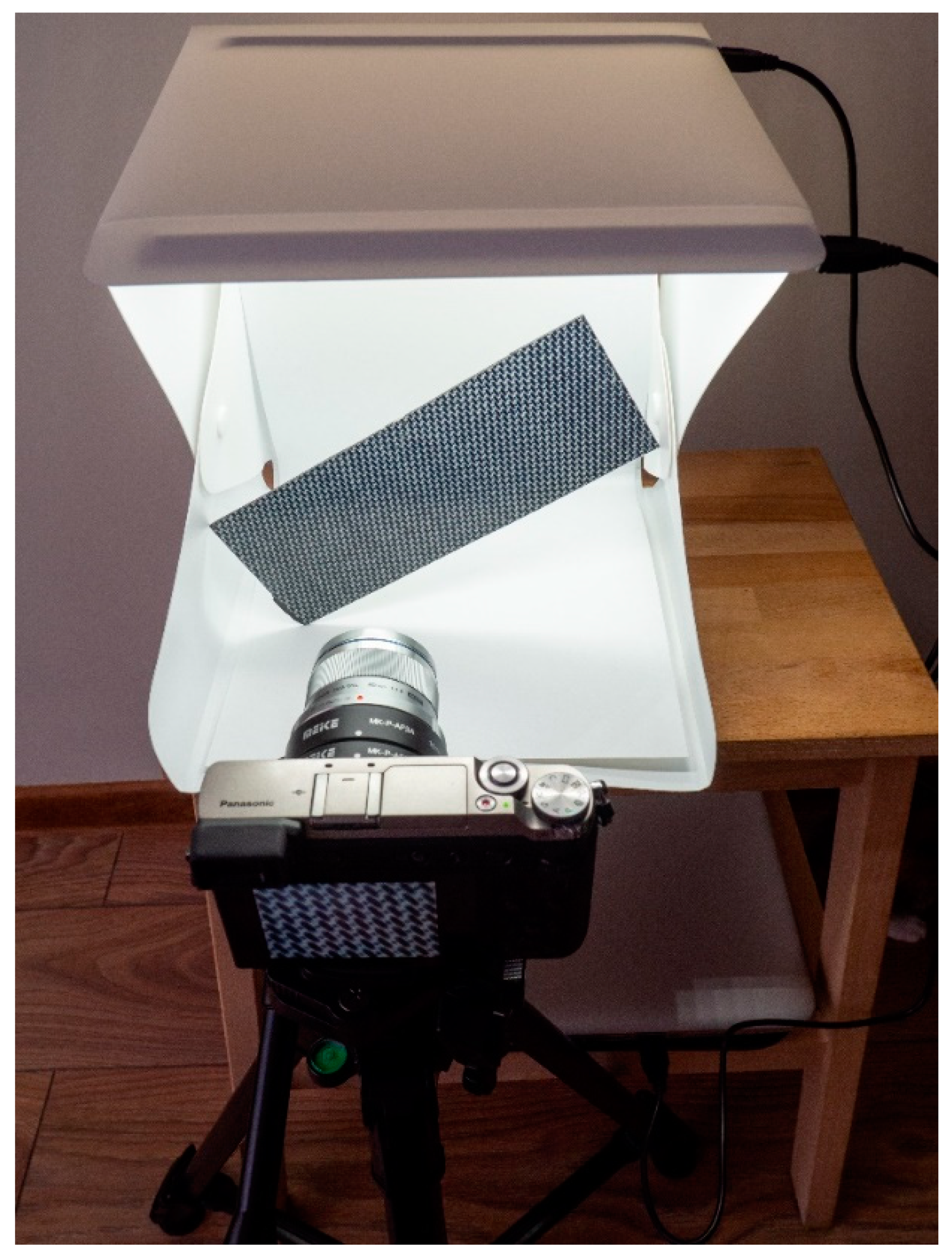
- The hardware support required for image acquisition must be professional due to the small size of the strain gauges. For example, the filament lengths for type 1, 2 and 3 transducers used in the experiments in this article are 3.1 mm, 5.2 mm and 6.7 mm, respectively. In order to capture the necessary details, especially in the SG orientation detection step, a very good resolution and a good quality image is required, without reflections or other artifacts that could destabilize the procedure. Figure 17 shows the environment in which the images used in the automatic detection of SG orientation errors were acquired. Since the experiments undertaken throughout this paper are relatively few, issuing recommendations/specifications for a possible image acquisition system is difficult. This aspect is very important, and the analyses presented for the proposed method are, at this moment, insufficient to allow the project to advance from the research phase to the finished product phase applicable in practice, at least in terms of hardware support for image acquisition.
- Neural models must go through a training stage. However, the dataset generation procedure is clear and easily reproducible for both the SG positioning identification step and the fiber orientation detection step (if method 2 presented in [30] is used). Furthermore, training of fully connected and/or convolutional networks is done quite quickly, within minutes, depending on available hardware support (GPU or CPU).
- The method can only be used for strain gauges glued on the surface of the structures and it cannot be used for strain gauges embedded in the composite structures with polymer matrices.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Daniel, M.I.; Ishai, O. Engineering Mechanics of Composite Materials, 2nd ed.; Oxford University Press: Oxford, UK, 2006. [Google Scholar]
- Campbell, F.C. Structural Composite Materials; ASM International: Novelty, OH, USA, 2010. [Google Scholar]
- Mrazova, M. Advanced composite materials of the future in aerospace industry. INCAS Bull. 2013, 5, 139–150. [Google Scholar] [CrossRef]
- Zhang, J.; Lin, G.; Vaidya, U.; Wang, H. Past, present and future prospective of global carbon fibre composite developments and applications. Compos. Part B Eng. 2023, 250, 110463. [Google Scholar] [CrossRef]
- Kessler, S.S. Piezoelectric-Based In-Situ Damage Detection of Composite Materials for Structural Health Monitoring Systems. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2002. Available online: https://dspace.mit.edu/handle/1721.1/16836 (accessed on 16 January 2023).
- Ahmed, O.; Wang, X.; Tran, M.V.; Ismadi, M.Z. Advancements in fiber-reinforced polymer composite materials damage detection methods: Towards achieving energy-efficient SHM systems. Compos. Part B Eng. 2021, 223, 109136. [Google Scholar] [CrossRef]
- Wang, B.; Zhong, S.; Lee, T.L.; Fancey, K.S.; Mi, J. Non-destructive testing and evaluation of composite materials/structures: A state-of-the-art review. Adv. Mech. Eng. 2020, 12, 1–28. [Google Scholar] [CrossRef]
- Smit, T.C.; Reid, R.G. Residual Stress Measurement in Composite Laminates Using Incremental Hole-Drilling with Power Series. Exp. Mech. 2018, 58, 1221–1235. [Google Scholar] [CrossRef]
- Yue, Z.; Wang, X.; Peng, L.; Xu, S.; Ren, M. In situ simultaneous measurement system combining photoelastic, strain gauge measurement, and DIC methods for studying dynamic fracture. Theor. Appl. Fract. Mech. 2022, 122, 103596. [Google Scholar] [CrossRef]
- Kyowa Electronic Instruments Co. Payload Testing of Aircraft Components. Available online: https://www.kyowa-ei.com/eng/product/sector/aviation/application_065.html (accessed on 1 December 2022).
- Kyowa Electronic Instruments Co. Ground Deployment Testing of Solar Array Paddles and Antennas. Available online: https://www.kyowa-ei.com/eng/product/sector/aviation/application_089.html (accessed on 1 December 2022).
- Kyowa Electronic Instruments Co. Vibration Test for Artificial Satellites. Available online: https://www.kyowa-ei.com/eng/product/sector/aviation/application_090.html (accessed on 1 December 2022).
- Kyowa Electronic Instruments Co. Drop and Impact Test for Helicopters. Available online: https://www.kyowa-ei.com/eng/product/sector/aviation/application_092.html (accessed on 1 December 2022).
- Niculescu, N.A.; Curcau, J.I.; Alexandru, G. Integrated System for Monitoring Aircraft Structural Condition by Using the Strain Gauge Marks Method. In Proceedings of the 2021 International Conference on Applied and Theoretical Electricity (ICATE), Craiova, Romania, 27–29 May 2021. [Google Scholar] [CrossRef]
- Yin, F.; Ye, D.; Zhu, C.; Qiu, L.; Huang, Y. Stretchable, Highly Durable Ternary Nanocomposite Strain Sensor for Structural Health Monitoring of Flexible Aircraft. Sensors 2017, 17, 2677. [Google Scholar] [CrossRef]
- Papadopoulos, K.; Morfiadakis, E.; Philippidis, T.P.; Lekou, D.J. Assessment of the Strain Gauge Technique for Measurement of Wind Turbine Blade Loads. Wind. Energy 2000, 3, 35–65. [Google Scholar] [CrossRef]
- Zaucher, P.; Woerndle, R.; Weiss, H. Inherent Pitch Control for Wind Power through Composite Material Properties and Design. In Proceedings of the 2008 IEEE Region 8 International Conference on Computational Technologies in Electrical and Electronics Engineering, Novosibirsk, Russia, 21–25 July 2008; pp. 145–150. [Google Scholar]
- Arena, M.; Viscardi, M. Strain State Detection in Composite Structures: Review and New Challenges. J. Compos. Sci. 2020, 4, 60. [Google Scholar] [CrossRef]
- Sierra-Pérez, J.; Torres-Arredondo, M.A.; Güemes, A. Damage and nonlinearities detection in wind turbine blades based on strain field pattern recognition. FBGs, OBR and strain gauges comparison. Compos. Struct. 2016, 135, 156–166. [Google Scholar] [CrossRef]
- Vallons, K.; Duque, I.; Lomov, S.; Verpoest, I. Fibre orientation effects on the tensile properties of biaxial carbon/epoxy NCF composites. In Proceedings of the ICCM International Conference on Composite Materials, Edinburgh, UK, 27–31 July 2009. [Google Scholar]
- Yi, Q.; Wilcox, P.; Hughes, R. Modelling and evaluation of carbon fibre composite structures using high-frequency eddy current imaging. Compos. Part B Eng. 2023, 248, 110243. [Google Scholar] [CrossRef]
- Mehdikhani, M.; Breite, C.; Swolfs, Y.; Wevers, M.; Lomov, S.V.; Gorbatikh, L. Combining digital image correlation with X-ray computed tomography for characterization of fiber orientation in unidirectional composites. Compos. Part A Appl. Sci. Manuf. 2021, 142, 106234. [Google Scholar] [CrossRef]
- Amjada, K.; Christiana, W.J.R.; Dvurecenskaa, K.; Chapmanb, M.G.; Uchicc, M.D.; Przybylac, C.P.; Patterson, E.A. Computationally efficient method of tracking fibres in composite materials using digital image correlation. Compos. Part A Appl. Sci. Manuf. 2020, 129, 105683. [Google Scholar] [CrossRef]
- Wilhelmssona, D.; Rikemansona, D.; Brub, T.; Asp, L.E. Compressive strength assessment of a CFRP aero-engine component—An approach based on measured fibre misalignment angles. Compos. Struct. 2020, 233, 111632. [Google Scholar] [CrossRef]
- Wuest, J.; Denarie, E.; Bruhwiler, E.; Tamarit, L.; Kocher, M.; Gallucci, E. Tomography Analysis of Fiber Distribution and Orientation in Ultra High–Performance Fiber-Reinforced Composites with High-Fiber Dosages. Exp. Tech. 2009, 33, 50–55. [Google Scholar] [CrossRef]
- Bedrosian, A.D.; Thompson, M.R.; Hrymak, A.; Lanza, G. Developing a supervised machine-learning model capable of distinguishing fiber orientation of polymer composite samples nondestructively tested using active ultrasonics. J. Adv. Manuf. Process. 2022, 5, e10138. [Google Scholar] [CrossRef]
- Yang, X.; Ju, B.F.; Kersemans, M. Ultrasonic tomographic reconstruction of local fiber orientation in multi-layer composites using Gabor filter-based information diagram method. NDT E Int. 2021, 124, 102545. [Google Scholar] [CrossRef]
- Chiverton, J.P.; Kao, A.; Roldo, M. Automatic diameter and orientation distribution determination of fibrous materials in micro X-ray CT imaging data. J. Microsc. 2018, 272, 180–195. [Google Scholar] [CrossRef]
- Serban, A. Automatic detection of fiber orientation on CF/PPS composite materials with 5-harness satin weave. Fibers Polym. 2016, 17, 1925–1933. [Google Scholar] [CrossRef]
- Serban, A.; Barsanescu, P.D. Automatic detection of fibers orientation on composite laminates using convolutional neural networks. IOP Conf. Ser. Mater. Sci. Eng. 2020, 997, 012107. [Google Scholar] [CrossRef]
- Dokoupil, P. Determination of Measurement Uncertainty of Strain and Stress Using Strain Gages. In Transactions of the VŠB—Technical University of Ostrava, Mechanical Series; Technical University of Ostrava: Ostrava, Czech Republic, 2017; Volume LXIII. [Google Scholar] [CrossRef]
- Available online: https://www.hbm.com/en/3180/tips-and-tricks-strain-gage-installation-on-fiber-reinforced-plastics/ (accessed on 1 December 2022).
- Hoffmann, K. Practical Hints for the Installation of Strain Gages; HBM Publications: Darmstadt, Germany, 1996; Available online: https://www.straingauges.cl/images/blog/Practical%20Hints%20For%20Strain%20Gauging_784.pdf (accessed on 21 November 2022).
- The Route to Measurement Transducers—A Guide to the Use of the HBM K Series Foil Strain Gages and Accessories; s2304; HBM Publications: Darmstadt, Germany, 2008; Available online: https://www.hbm.com/fileadmin/mediapool/hbmdoc/technical/s2304.pdf (accessed on 1 December 2022).
- Micro-Measurements, Vishay Precision Group, Tech Note TN-511, Errors Due to Misalignment of Strain Gages. Available online: https://intertechnology.com/Vishay/pdfs/TechNotes_TechTips/TN-511.pdf (accessed on 1 December 2022).
- Available online: https://www.hbm.com/en/6021/measurement-uncertainty-experimental-stress-analysis/ (accessed on 1 December 2022).
- Tuttle, M.E.; Brinson, H.F. Resistance Fail Strain Gage Technology as Applied to Composite Materials. Exp. Mech. 1984, 24, 54–65. [Google Scholar] [CrossRef]
- Montero, W.; Farag, R.; Diaz, V.; Ramirez, M.; Boada, B.L. Uncertainties associated with strain-measuring systems using resistance strain gauges. J. Strain Anal. Eng. Des. 2010, 46, 1–13. [Google Scholar] [CrossRef]
- Lekou, D.J. Assimakopoulou, Estimation of the Uncertainty in Measurement of Composite Material Mechanical Properties During Static Testing. Strain 2011, 5, 430–438. [Google Scholar] [CrossRef]
- Kalita, K.; Das, N.; Boruah, P.K.; Sarma, U. Design and Uncertainty Evaluation of a Strain Measurement System. MAPAN-J. Metrol. Soc. India 2016, 31, 17–24. [Google Scholar] [CrossRef]
- Horoschenkoff, A.; Klein, S.; Haase, K.-H. Structural Integration of Strain Gages; s2182-1.2en; HBM Publications: Darmstadt, Germany, 2006; Available online: http://2007.parcfd.org/seminar/strain-gage/integ.pdf (accessed on 2 September 2022).
- Ajovalasit, A.; Mancuso, A.; Cipolla, N. Strain Measurement on Composites: Errors due to Rosette Misalignment. Strain 2002, 38, 150–156. [Google Scholar] [CrossRef]
- Ajovalasit, A. Advances in Strain Gauge Measurement on Composite Materials. Strain 2011, 47, 313–325. [Google Scholar] [CrossRef]
- Ajovalasit, A.; Pitarresi, G. Strain Measurement on Composites: Effects due to Strain Gauge Misalignment. Strain 2011, 47, e84–e92. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, J.; Yang, K.; Hu, X.; Stiefelhagen, R. CMX: Cross-Modal Fusion for RGB-X Semantic Segmentation with Transformers. arXiv 2022, arXiv:2203.04838. [Google Scholar]
- Chen, L.-C.; Zhu, Y.; Papandreou, G.; Schroff, F.; Adam, H. Encoder-Decoder with Atrous Separable Convolution for Semantic Image Segmentation. arXiv 2018, arXiv:1802.02611. [Google Scholar]
- Otsu, N. A Threshold Selection Method from Gray-Level Histograms. IEEE Trans. Syst. Man Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef]
- Barron, J.T. A Generalization of Otsu’s Method and Minimum Error Thresholding. In Proceedings of the 16th European Conference on Computer Vision, Glasgow, UK, 23–28 August 2020; pp. 455–470. [Google Scholar] [CrossRef]

















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Serban, A.; Barsanescu, P.D. Automatic Detection of the Orientation of Strain Gauges Bonded on Composite Materials with Polymer Matrix, in Order to Reduce the Measurement Errors. Polymers 2023, 15, 876. https://doi.org/10.3390/polym15040876
Serban A, Barsanescu PD. Automatic Detection of the Orientation of Strain Gauges Bonded on Composite Materials with Polymer Matrix, in Order to Reduce the Measurement Errors. Polymers. 2023; 15(4):876. https://doi.org/10.3390/polym15040876
Chicago/Turabian StyleSerban, Alexandru, and Paul Doru Barsanescu. 2023. "Automatic Detection of the Orientation of Strain Gauges Bonded on Composite Materials with Polymer Matrix, in Order to Reduce the Measurement Errors" Polymers 15, no. 4: 876. https://doi.org/10.3390/polym15040876
APA StyleSerban, A., & Barsanescu, P. D. (2023). Automatic Detection of the Orientation of Strain Gauges Bonded on Composite Materials with Polymer Matrix, in Order to Reduce the Measurement Errors. Polymers, 15(4), 876. https://doi.org/10.3390/polym15040876