
Recent Progress of 3D Printing of Polymer Electrolyte Membrane-Based Fuel Cells for Clean Energy Generation


Abstract
:1. Introduction
2. Three-Dimensional Printing for Fuel Cell Fabrication
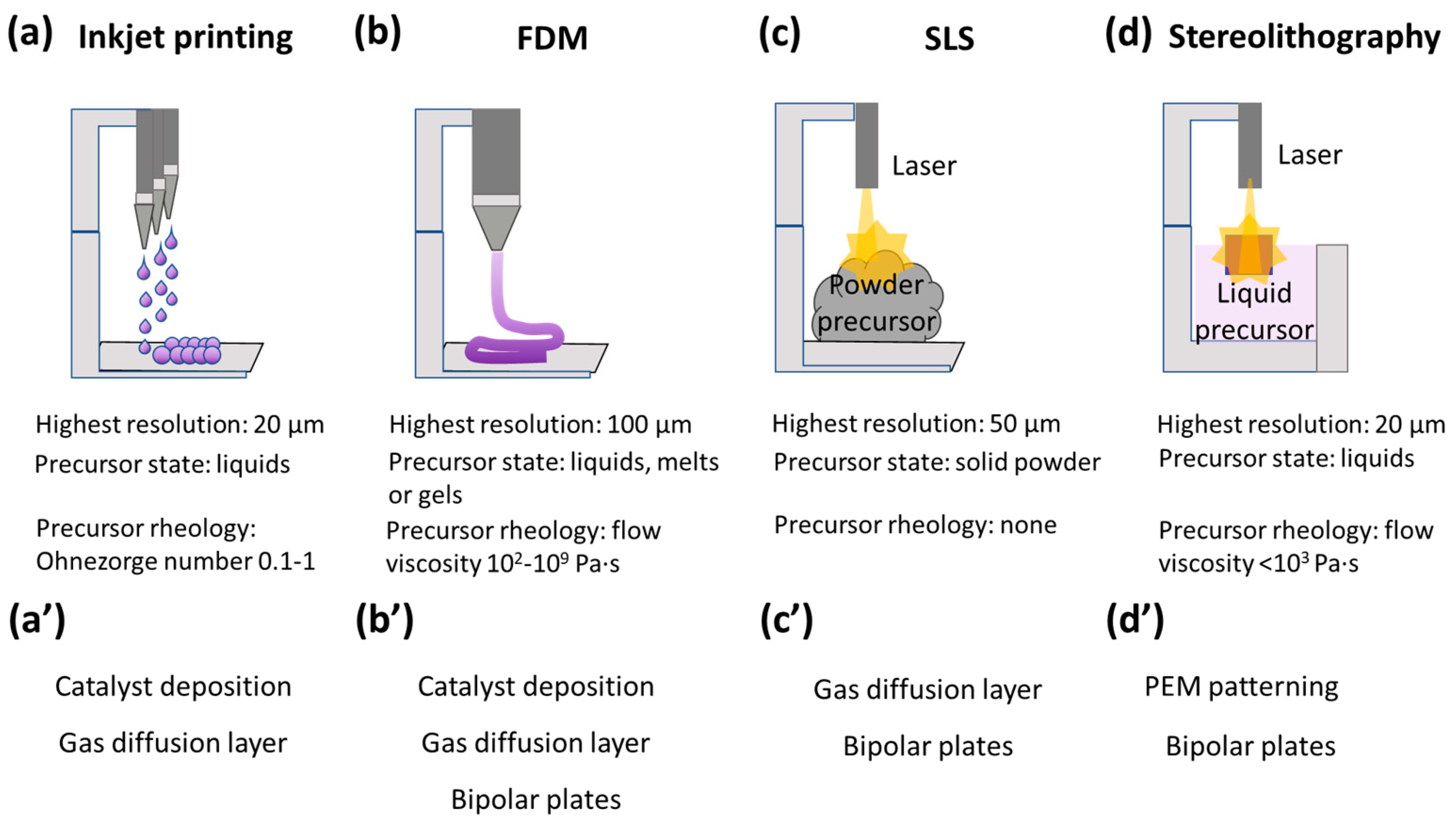
2.1. Overview of 3D Printing for Fuel Cell Fabrication
2.2. Components of Fuel Cells Fabricated by 3D Printing
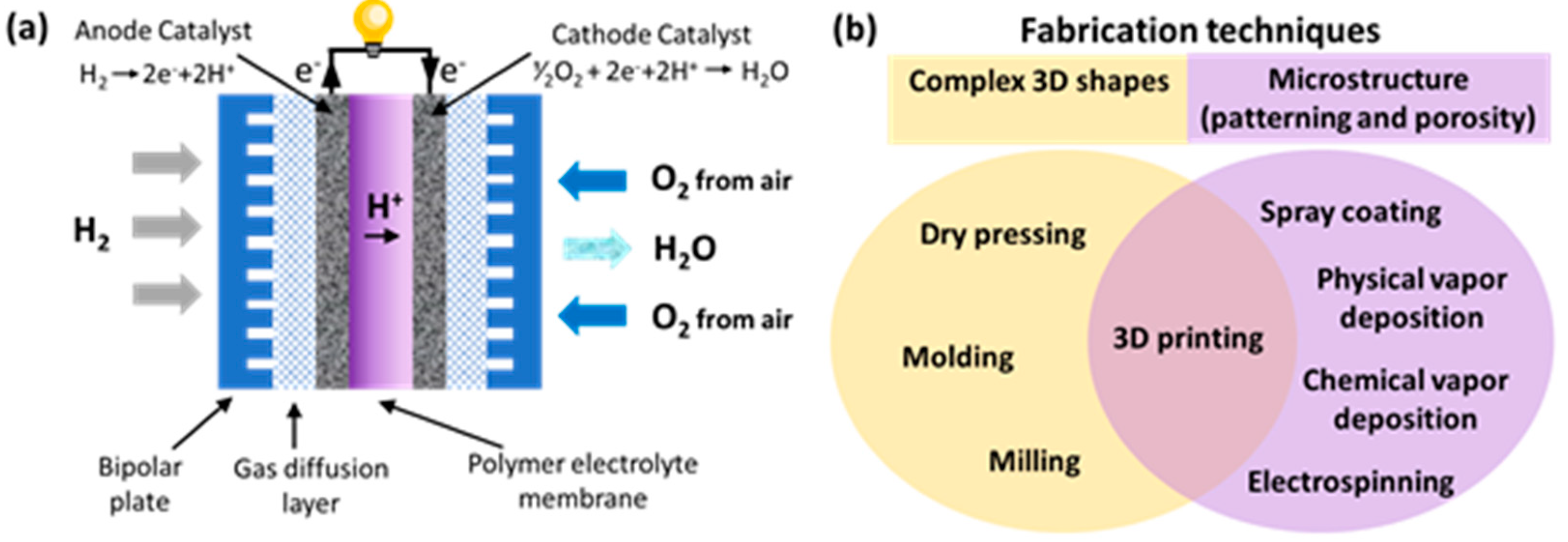
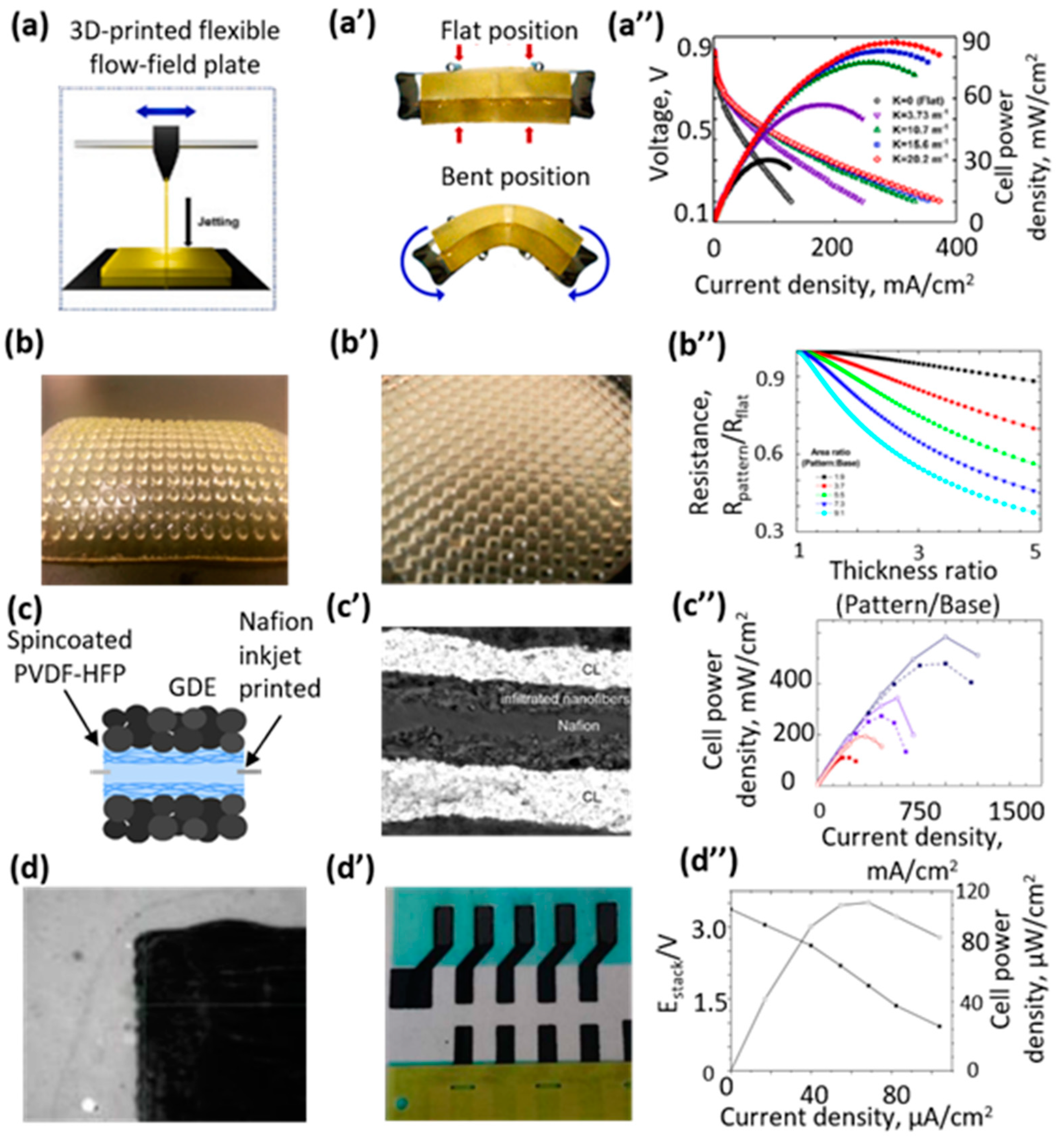
2.2.1. Bipolar Plates

2.2.2. Gas Diffusion Layer
2.2.3. Polyelectrolyte
2.2.4. Catalyst Layer
3. Effect of 3D Printed Components on Fuel Cell Parameters
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yue, M.; Lambert, H.; Pahon, E.; Roche, R.; Jemei, S.; Hissel, D. Hydrogen energy systems: A critical review of technologies, applications, trends and challenges. Renew. Sustain. Energy Rev. 2021, 146, 111180. [Google Scholar] [CrossRef]
- Olabi, A.G.; Abdelkareem, M.A. Renewable energy and climate change. Renew. Sustain. Energy Rev. 2022, 158, 112111. [Google Scholar] [CrossRef]
- Scovell, M.D. Explaining hydrogen energy technology acceptance: A critical review. Int. J. Hydrogen Energy 2022, 47, 10441–10459. [Google Scholar] [CrossRef]
- Filippov, S.P.; Yaroslavtsev, A.B. Hydrogen energy: Development prospects and materials. Russ. Chem. Rev. 2021, 90, 627. [Google Scholar] [CrossRef]
- Wang, Y.; Yuan, H.; Martinez, A.; Hong, P.; Xu, H.; Bockmiller, F.R. Polymer electrolyte membrane fuel cell and hydrogen station networks for automobiles: Status, technology, and perspectives. Adv. Appl. Energy 2021, 2, 100011. [Google Scholar] [CrossRef]
- Wang, Y.; Seo, B.; Wang, B.; Zamel, N.; Jiao, K.; Adroher, X.C. Fundamentals, materials, and machine learning of polymer electrolyte membrane fuel cell technology. Energy AI 2020, 1, 100014. [Google Scholar] [CrossRef]
- Mekhilef, S.; Saidur, R.; Safari, A. Comparative study of different fuel cell technologies. Renew. Sustain. Energy Rev. 2012, 16, 981–989. [Google Scholar] [CrossRef]
- Wang, Y.; Pang, Y.; Xu, H.; Martinez, A.; Chen, K.S. PEM Fuel cell and electrolysis cell technologies and hydrogen infrastructure development—A review. Energy Environ. Sci. 2022, 15, 2288–2328. [Google Scholar] [CrossRef]
- Jeong, K.I.; Oh, J.; Song, S.A.; Lee, D.; Kim, S.S. A review of composite bipolar plates in proton exchange membrane fuel cells: Electrical properties and gas permeability. Compos. Struct. 2021, 262, 113617. [Google Scholar] [CrossRef]
- Luo, X.; Ren, C.; Song, J.; Luo, H.; Xiao, K.; Zhang, D.; Li, X. Design and fabrication of bipolar plates for PEM water electrolyser. J. Mater. Sci. Technol. 2023, 146, 19–41. [Google Scholar] [CrossRef]
- Okonkwo, P.C.; Otor, C. A review of gas diffusion layer properties and water management in proton exchange membrane fuel cell system. Int. J. Energy Res. 2021, 45, 3780–3800. [Google Scholar] [CrossRef]
- Athanasaki, G.; Jayakumar, A.; Kannan, A.M. Gas diffusion layers for PEM fuel cells: Materials, properties and manufacturing–A review. Int. J. Hydrogen Energy 2023, 48, 2294–2313. [Google Scholar] [CrossRef]
- Strong, A.; Thornberry, C.; Beattie, S.; Chen, R.; Coles, S.R. Depositing catalyst layers in polymer electrolyte membrane fuel cells: A review. J. Fuel Cell Sci. Technol. 2015, 12, 064001. [Google Scholar] [CrossRef]
- Liu, H.; Ney, L.; Zamel, N.; Li, X. Effect of catalyst ink and formation process on the multiscale structure of catalyst layers in PEM fuel cells. Appl. Sci. 2022, 12, 3776. [Google Scholar] [CrossRef]
- Rasaki, S.A.; Liu, C.; Lao, C.; Zhang, H.; Chen, Z. The innovative contribution of additive manufacturing towards revolutionizing fuel cell fabrication for clean energy generation: A comprehensive review. Renew. Sustain. Energy Rev. 2021, 148, 111369. [Google Scholar] [CrossRef]
- Zhou, T.; Yuk, H.; Hu, F.; Wu, J.; Tian, F.; Roh, H.; Zhao, X. 3D printable high-performance conducting polymer hydrogel for all-hydrogel bioelectronic interfaces. Nat. Mater. 2023, 22, 1–8. [Google Scholar] [CrossRef]
- Yu, J.; Tian, F.; Wang, W.; Wan, R.; Cao, J.; Chen, C.; Lu, B. Design of Highly Conductive, Intrinsically Stretchable, and 3D Printable PEDOT: PSS Hydrogels via PSS-Chain Engineering for Bioelectronics. Chem. Mater. 2023, 35, 5936–5944. [Google Scholar] [CrossRef]
- Thiam, B.G.; El Magri, A.; Vanaei, H.R.; Vaudreuil, S. 3D Printed and Conventional Membranes—A Review. Polymers 2022, 14, 1023. [Google Scholar] [CrossRef]
- Tai, X.Y.; Zhakeyev, A.; Wang, H.; Jiao, K.; Zhang, H.; Xuan, J. Accelerating fuel cell development with additive manufacturing technologies: State of the art, opportunities and challenges. Fuel Cells 2019, 19, 636–650. [Google Scholar] [CrossRef]
- Hornés, A.; Pesce, A.; Hernández-Afonso, L.; Morata, A.; Torrell, M.; Tarancón, A. 3D Printing of Fuel Cells and Electrolyzers. In 3D Printing for Energy Applications; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2021; pp. 273–306. [Google Scholar]
- El-Sayegh, S.; Romdhane, L.; Manjikian, S. A critical review of 3D printing in construction: Benefits, challenges, and risks. Arch. Civ. Mech. Eng. 2020, 20, 1–25. [Google Scholar] [CrossRef]
- Li, G.; Hu, L.; Liu, J.; Huang, J.; Yuan, C.; Takaki, K.; Hu, Y. A review on 3D printable food materials: Types and development trends. Int. J. Food Sci. Technol. 2022, 57, 164–172. [Google Scholar] [CrossRef]
- Charan, G.S.; Haque, M.A.; Mohanty, D.; Bakshi, V. Review on Recent Advances in Drug Development by Using 3D Printing Technology. Pharm. Chem. J. 2022, 56, 270–276. [Google Scholar] [CrossRef]
- Zhu, Y.; Tang, T.; Zhao, S.; Joralmon, D.; Poit, Z.; Ahire, B.; Li, X. Recent advancements and applications in 3D printing of functional optics. Addit. Manuf. 2022, 52, 102682. [Google Scholar] [CrossRef]
- Rao, C.H.; Avinash, K.; Varaprasad, B.K.S.V.L.; Goel, S. A review on printed electronics with digital 3D printing: Fabrication techniques, materials, challenges and future opportunities. J. Electron. Mater. 2022, 51, 2747–2765. [Google Scholar] [CrossRef]
- Zeng, L.; Li, P.; Yao, Y.; Niu, B.; Niu, S.; Xu, B. Recent progresses of 3D printing technologies for structural energy storage devices. Mater. Today Nano 2020, 12, 100094. [Google Scholar] [CrossRef]
- Shah, M.A.; Lee, D.G.; Lee, B.Y.; Hur, S. Classifications and applications of inkjet printing technology: A review. IEEE Access 2021, 9, 140079–140102. [Google Scholar] [CrossRef]
- Wang, M.J.; Park, Y.W.; Choo, Y.; Huang, S.; Phuntsho, H.K.; Shon, C. Inkjet printing technique for membrane fabrication and modification: A review. Desalination 2023, 565, 116841. [Google Scholar] [CrossRef]
- Neterebskaia, V.O.; Goncharenko, A.O.; Morozova, S.M.; Kolchanov, D.S.; Vinogradov, A.V. Inkjet printing humidity sensing pattern based on self-organizing polystyrene spheres. Nanomaterials 2020, 10, 1538. [Google Scholar] [CrossRef]
- Jun, H.Y.; Kim, S.J.; Choi, C.H. Ink formulation and printing parameters for inkjet printing of two dimensional materials: A mini review. Nanomaterials 2021, 11, 3441. [Google Scholar] [CrossRef]
- Koltsov, S.I.; Statsenko, T.G.; Morozova, S.M. Modification of Commercial 3D Fused Deposition Modeling Printer for Extrusion Printing of Hydrogels. Polymers 2022, 14, 5539. [Google Scholar] [CrossRef]
- Solomon, I.J.; Sevvel, P.; Gunasekaran, J. A review on the various processing parameters in FDM. Mater. Today Proc. 2021, 37, 509–514. [Google Scholar]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-based 3D printing of polymer and associated composite: A review on mechanical properties, defects and treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef] [PubMed]
- Yoo, O.; Kwon, J.; Kim, H.; Cha, H.; Kim, H.; Choi, S.; Jeong, Y.; Jo, B.; Kim, G.; Eun, J.; et al. 3D-printed flexible flow-field plates for bendable polymer electrolyte membrane fuel cells. J. Power Sources 2022, 532, 231273. [Google Scholar] [CrossRef]
- Wang, H.; Ma, H.; Peng, Y.; Wang, G.; Wang, L.; Xiao, J.; Lu, L.; Zhuang, X. Enhanced mass transport and water management of polymer electrolyte fuel cells via 3-D printed architectures. J. Power Sources 2021, 515, 230636. [Google Scholar] [CrossRef]
- Cannio, S.; Righi, P.E.; Santangelo, M.; Romagnoli, R.; Pedicini, A.; Carbone, I.; Gatto, M. Smart catalyst deposition by 3D printing for Polymer Electrolyte Membrane Fuel Cell manufacturing. Renew. Energy 2021, 163, 414–422. [Google Scholar] [CrossRef]
- Seo, D.I.; Kushner, M.A.; Hickner, J. 3D Printing of Micropatterned Anion Exchange Membranes. ACS Appl. Mater. Interfaces 2016, 8, 16656–16663. [Google Scholar] [CrossRef]
- Zhou, R.; Liu, H.; Wang, H. Modeling and simulation of metal selective laser melting process: A critical review. Int. J. Adv. Manuf. Technol. 2022, 121, 5693–5706. [Google Scholar] [CrossRef]
- Han, W.; Kong, L.; Xu, M. Advances in selective laser sintering of polymers. Int. J. Extrem. Manuf. 2022, 4, 042002. [Google Scholar] [CrossRef]
- Jayakumar, S.; Singamneni, M.; Ramos, A.M.; Al-jumaily, A. Manufacturing the Gas Diffusion Layer for PEM Fuel Cell Using a Novel 3D Printing Technique and Critical Assessment of the Challenges Encountered. Materials 2017, 10, 796. [Google Scholar] [CrossRef]
- Ma, J.; Zhang, B.; Fu, Y.; Hu, X.; Cao, X.; Pan, Z.; Li, X. Effect of cold deformation on corrosion behavior of selective laser melted 316L stainless steel bipolar plates in a simulated environment for proton exchange membrane fuel cells. Corros. Sci. 2022, 201, 110257. [Google Scholar] [CrossRef]
- Ge, Q.; Li, Z.; Wang, Z.; Kowsari, K.; Zhang, W.; He, X.; Fang, N.X. Projection micro stereolithography based 3D printing and its applications. Int. J. Extrem. Manuf. 2020, 2, 022004. [Google Scholar] [CrossRef]
- Tsuchiya, H.; Kobayashi, O. Mass production cost of PEM fuel cell by learning curve. Int. J. Hydrogen Energy 2004, 29, 985–990. [Google Scholar] [CrossRef]
- Dawson, R.J.; Patel, A.J.; Rennie, A.E.; White, S. An investigation into the use of additive manufacture for the production of metallic bipolar plates for polymer electrolyte fuel cell stacks. J. Appl. Electrochem. 2015, 45, 637–645. [Google Scholar] [CrossRef]
- Saadat, N.; Dhakal, H.N.; Tjong, J.; Jaffer, S.; Yang, W.; Sain, M. Recent advances and future perspectives of carbon materials for fuel cell. Renew. Sustain. Energy Rev. 2021, 138, 110535. [Google Scholar] [CrossRef]
- Jayakumar, A.; Madheswaran, D.K.; Velu, R. Metal additive manufacturing of PEM fuel cell flow field plates and the scope of nanomaterials for its fabrication.; Nanotechnology-Based Addit. Manuf. Prod. Des. Prop. Appl. 2021, 1, 103–129. [Google Scholar]
- Porstmann, S.; Wannemacher, T.; Drossel, W.G. A comprehensive comparison of state-of-the-art manufacturing methods for fuel cell bipolar plates including anticipated future industry trends. J. Manuf. Process. 2020, 60, 366–383. [Google Scholar] [CrossRef]
- Zhang, S.; Xu, H.; Qu, Z.; Liu, S.; Talkhoncheh, F.K. Bio-inspired flow channel designs for proton exchange membrane fuel cells: A review. J. Power Sources 2022, 522, 231003. [Google Scholar] [CrossRef]
- Iranzo, A.; Arredondo, C.H.; Kannan, A.M.; Rosa, F. Biomimetic flow fields for proton exchange membrane fuel cells: A review of design trends. Energy 2020, 190, 116435. [Google Scholar] [CrossRef]
- Trogadas, P.; Cho, J.I.S.; Neville, T.P.; Marquis, J.; Wu, B.; Brett, D.J.L.; Coppens, M.O. A lung-inspired approach to scalable and robust fuel cell design. Energy Environ. Sci. 2018, 11, 136–143. [Google Scholar] [CrossRef]
- Breitwieser, M.; Klose, C.; Klingele, M.; Hartmann, A.; Erben, J.; Cho, H.; Thiele, S. Simple fabrication of 12 μm thin nanocomposite fuel cell membranes by direct electrospinning and printing. J. Power Sources 2017, 337, 137–144. [Google Scholar] [CrossRef]
- Hakola, L.; Puerto, A.P.; Vaari, A.; Maaninen, T.; Kucernak, A.; Viik, S.; Smolander, M. Anode ink formulation for a fully printed flexible fuel cell stack. Flex. Print. Electron. 2020, 5, 025002. [Google Scholar] [CrossRef]
- Jayakumar, A.; Sethu, S.P.; Ramos, M.; Robertson, J.; Al-Jumaily, A. A technical review on gas diffusion, mechanism and medium of PEM fuel cell. Ionics 2015, 21, 1–18. [Google Scholar] [CrossRef]
- Mo, J.; Dehoff, R.R.; Peter, W.H.; Toops, T.J.; Green Jr, J.B.; Zhang, F.Y. Additive manufacturing of liquid/gas diffusion layers for low-cost and high-efficiency hydrogen production. Int. J. Hydrogen Energy 2016, 41, 3128–3135. [Google Scholar] [CrossRef]
- Ke, Y.; Yuan, W.; Zhou, F.; Guo, W.; Li, J.; Zhuang, Z.; Song, J. A critical review on surface-pattern engineering of nafion membrane for fuel cell applications. Renew. Sustain. Energy Rev. 2021, 145, 110860. [Google Scholar] [CrossRef]
- Wei, X.; Wang, R.Z.; Zhao, W.; Chen, G.; Chai, M.R.; Zhang, L.; Zhang, J. Recent research progress in PEM fuel cell electrocatalyst degradation and mitigation strategies. Energy Chem. 2021, 3, 100061. [Google Scholar] [CrossRef]
- Lori, O.; Elbaz, L. Recent advances in synthesis and utilization of ultra-low loading of precious metal-based catalysts for fuel cells. Chem. Cat. Chem. 2020, 12, 3434–3446. [Google Scholar] [CrossRef]
- Jang, G.E.; Cho, G.Y. Effects of Ag Current Collecting Layer Fabricated by Sputter for 3D-Printed Polymer Bipolar Plate of Ultra-Light Polymer Electrolyte Membrane Fuel Cells. Sustainability 2022, 14, 2997. [Google Scholar] [CrossRef]
- Willert, A.; Tabary, F.Z.; Zubkova, T.; Santangelo, P.E.; Romagnoli, M.; Baumann, R.R. Multilayer additive manufacturing of catalyst-coated membranes for polymer electrolyte membrane fuel cells by inkjet printing. Int. J. Hydrogen Energy 2022, 47, 20973–20986. [Google Scholar] [CrossRef]
- Gomes Bezerra, C.A.; Deiner, L.J.; Tremiliosi-Filho, G. Unexpected performance of inkjet-printed membrane electrode assemblies for proton exchange membrane fuel cells. Adv. Eng. Mater. 2019, 21, 1900703. [Google Scholar] [CrossRef]
- Bezerra, C.A.G.; Deiner, L.J.; Tremiliosi-Filho, G. Inkjet Printed Double-Layered Cathodes for PEM Fuel Cells. J. Electrochem. Soc. 2020, 167, 124503. [Google Scholar] [CrossRef]
- Contini, V.; Mahadevan, K.; Eubanks, F.; Smith, J.; Stout, G.; Jansen, M. Manufacturing Cost Analysis of Fuel Cells for Material Handling Applications. Battelle 2013, 5, 2013. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
| Type of Printing | Printed Element | Other Elements of Fuel Cell | A, mW/cm2 | OCV, V | T, oC | Power Density of Non-3D Printed Analogue | Ref. |
|---|---|---|---|---|---|---|---|
| FDM | Catalyst layers | 40 wt% Pt/C5, hydroalcoholic Nafion | 727 | 0.98 | 80 | 829 | [36] |
| FDM | Bipolar plates | 40 wt% Pt/C (40 wt% Pt), Nafion solution 5 wt% in water-alcohol | 87.1 | ND * | 25 | 30.2 | [34] |
| FDM | Bipolar plates | Nafion 211 commercial membrane | 308.35 | 1.02 | 25 | ND | [58] |
| FDM | GDL | 40 wt% Pt/C, Nafion solution 2 wt% was mixed in ratio 0.25 | 1200 | ND | 80 | ND | [35] |
| SLS | GDL | 0.5 mg Pt/cm2 on either side of the Nafion membrane | 0.5 | ND | 75 | ND | [40] |
| Inkjet printing | Catalyst and membrane layers | Commercial Nafion® 115 membrane (125 mm thickness) | 800 | 0.5 | 60 | ~650 | [59] |
| Inkjet printing | Membrane | Nafion D2020 dispersion | 190 | ND | 120 | 110 | [51] |
| Inkjet printing | Catalyst layers | Nafion ionomer (5 wt%), 50 wt% Pt/C | 579 | ND | 25 | ND | [60] |
| Inkjet printing | Catalyst layers | Nafion ionomer dispersion (4.24 wt% of total, or 0.21 wt% Nafion), 50 wt% Pt/C | 550 | ND | 70 | 220 | [61] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Golubkov, S.S.; Morozova, S.M. Recent Progress of 3D Printing of Polymer Electrolyte Membrane-Based Fuel Cells for Clean Energy Generation. Polymers 2023, 15, 4553. https://doi.org/10.3390/polym15234553
Golubkov SS, Morozova SM. Recent Progress of 3D Printing of Polymer Electrolyte Membrane-Based Fuel Cells for Clean Energy Generation. Polymers. 2023; 15(23):4553. https://doi.org/10.3390/polym15234553
Chicago/Turabian StyleGolubkov, Sergey S., and Sofia M. Morozova. 2023. "Recent Progress of 3D Printing of Polymer Electrolyte Membrane-Based Fuel Cells for Clean Energy Generation" Polymers 15, no. 23: 4553. https://doi.org/10.3390/polym15234553
APA StyleGolubkov, S. S., & Morozova, S. M. (2023). Recent Progress of 3D Printing of Polymer Electrolyte Membrane-Based Fuel Cells for Clean Energy Generation. Polymers, 15(23), 4553. https://doi.org/10.3390/polym15234553