
Water Sorption in Hybrid Polyester/Glass/Jute Composites Processed via Compression Molding and Vacuum-Assisted Resin Transfer Molding
 , ,
, ,  ,
,
Abstract
:1. Introduction
- The literature does not address the combinations and analyses used here when comparing hybrid composites reinforced with vegetable and synthetic fibers after immersion in water at different temperatures with different stacking sequences and manufactured using two different methodologies.
- This study allows a deeper understanding of the experimental water sorption behavior of this composite material under various working conditions to be obtained.
2. Materials and Methods
2.1. Materials
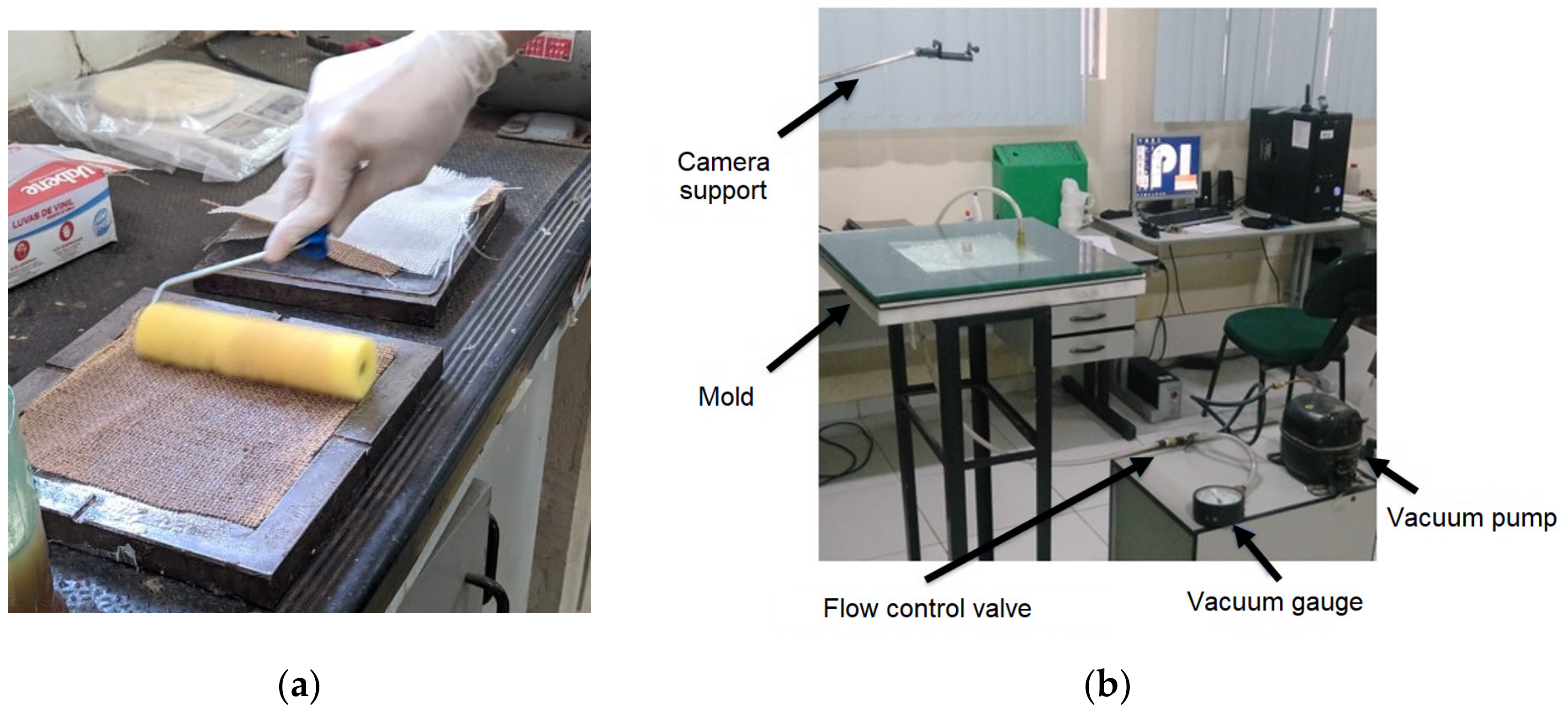
2.2. Manufacture of Composites
2.3. Water Sorption Test—Experimental
2.4. Water Sorption Test—Theoretical
3. Results and Discussion
3.1. Volumetric Fraction of Fibers
3.2. Water Sorption: Experimental Analysis
3.3. Water Sorption: Theoretical Analysis
4. Conclusions
- The composites showed theoretical fiber volume fraction values ranging from approximately 30% to 40%, with the VARTM-produced hybrid composites showing higher values than the compression-molded hybrid composites.
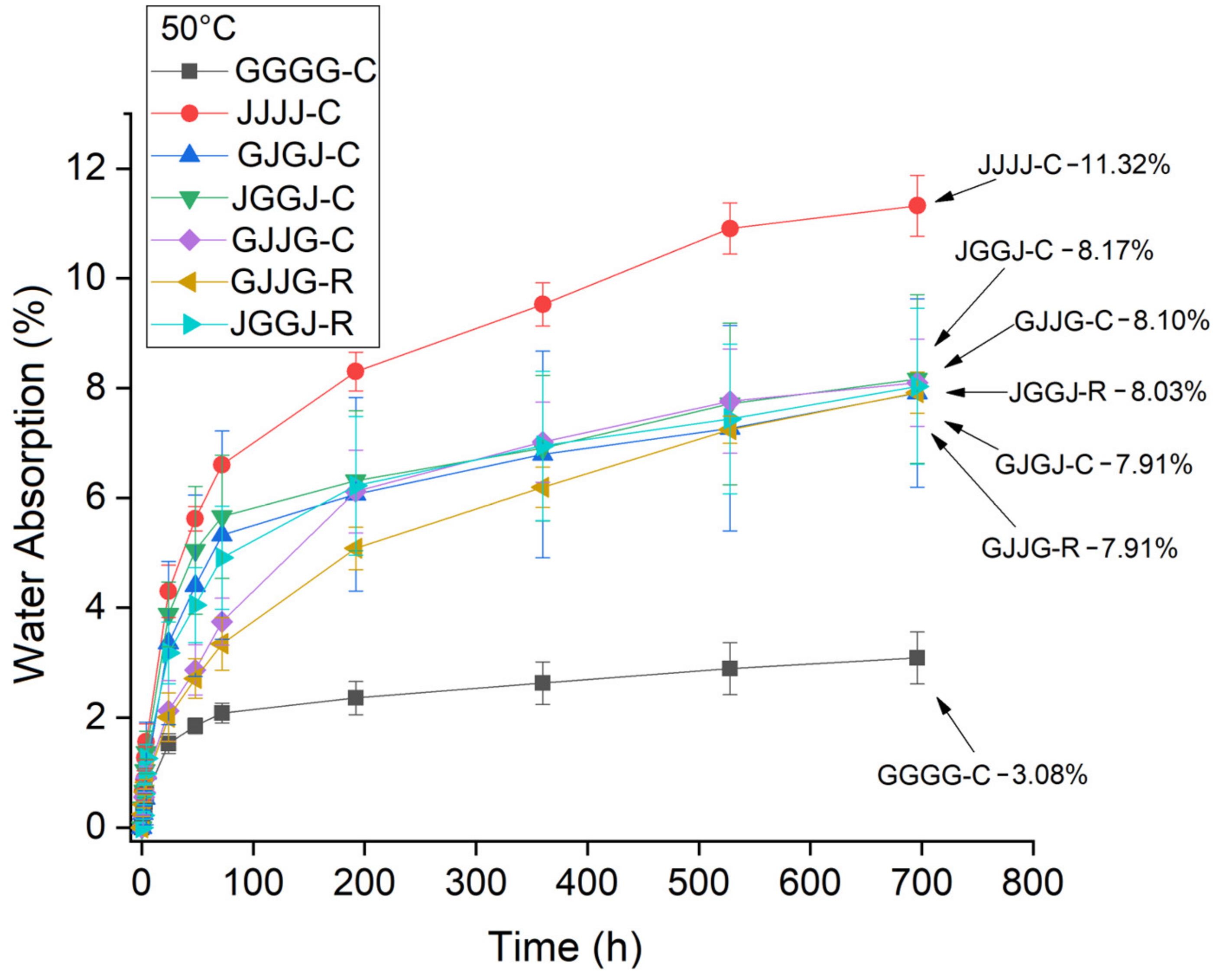
- During the water sorption tests, the composites reached saturation after 696 h. Among them, the jute fiber composites showed the highest moisture absorption content after 696 h. The fiberglass composites exhibited the lowest absorption content, while the hybrid composites had an intermediate absorption rate. Using higher water temperatures during the tests increased the moisture absorption rate for all composites. The hybridization of jute fibers with glass fibers reduced the amount of water absorbed by the composites compared to jute fiber composites.
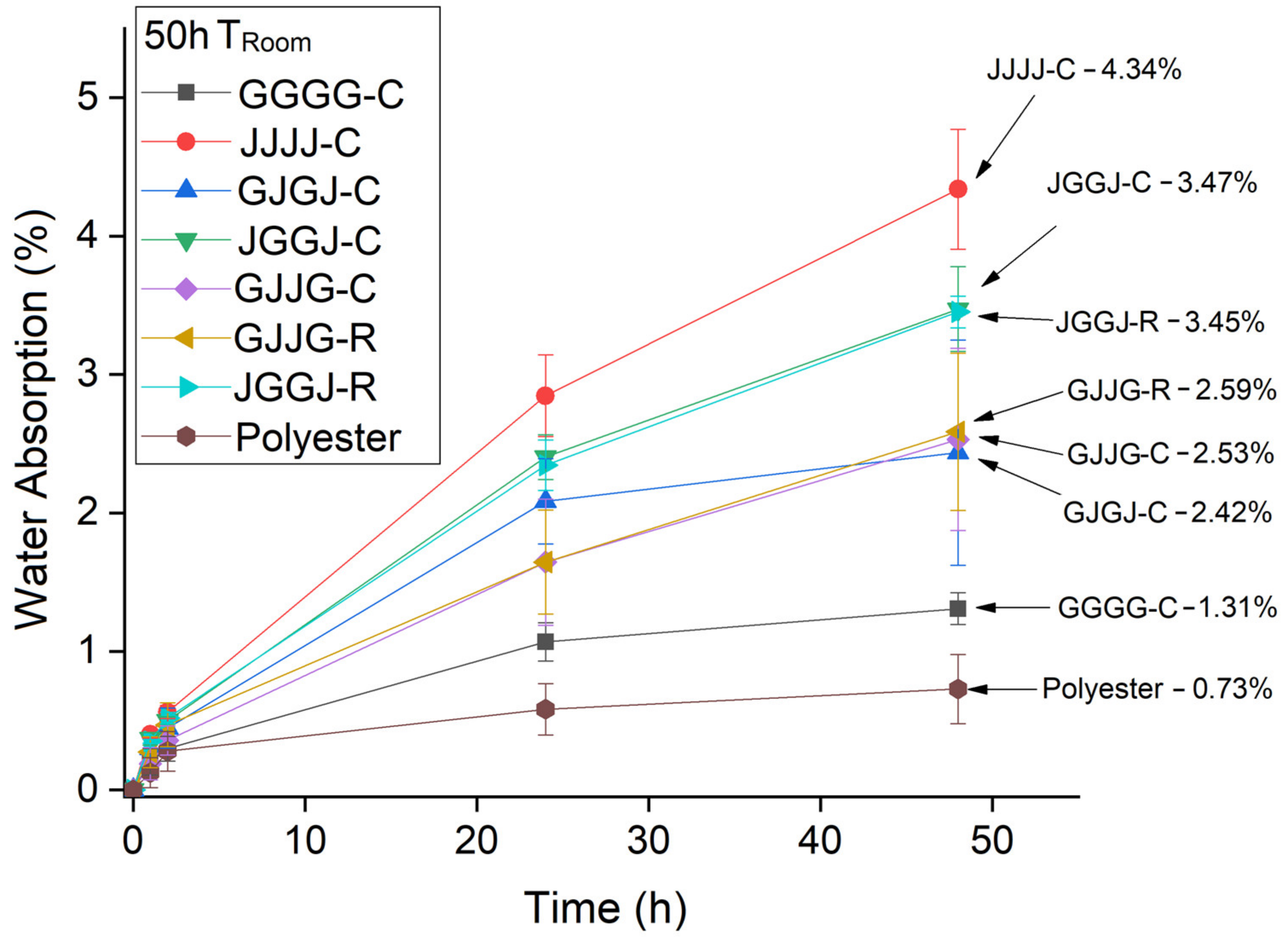
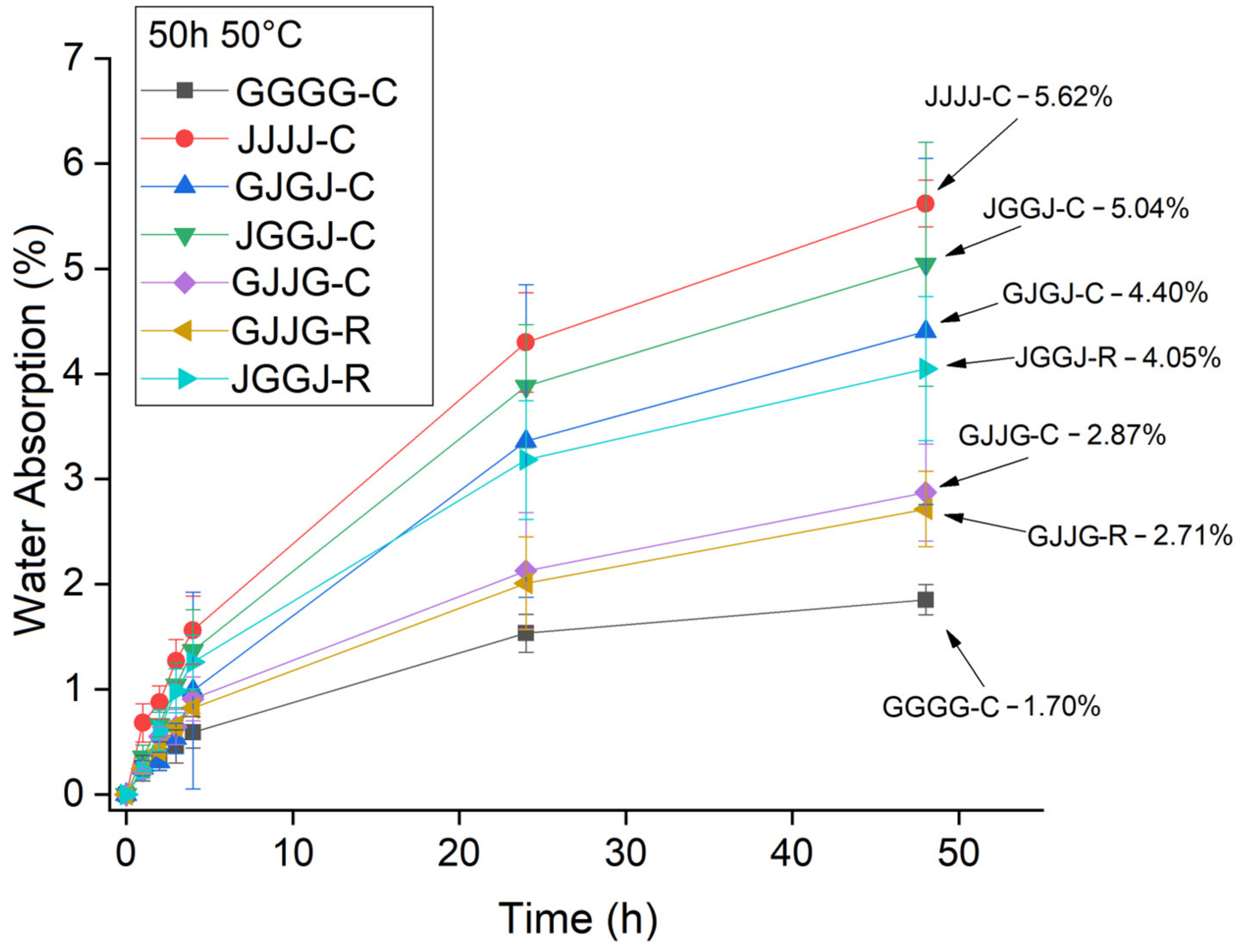
- It was observed that the highest rate of water absorption by the composites occurred within the first 50 h of immersion. Regardless of the test condition, higher moisture absorption rates were observed in the hybrid composites with jute layers on at least one of the surfaces during the initial 50 h.
- At long times, above 600 h, such differences were no longer observed for the composites immersed at room temperature (500 h for the composites immersed at 50 °C and 70 °C). Regardless of the water sorption test condition, at the time of 696 h, differences in the results were not observed when comparing the processing methods, as this is the time associated with sample saturation.
- When comparing the effect of processing methods on the water sorption of hybrid composites for all temperatures, the results showed equivalence. VJJV-C and VJJV-R composites, and the JVVJ-C and JVVJ-R composites, showed similar values to each other. VARTM-fabricated composites showed similar absorption values for a higher jute fiber content compared to the compression-fabricated composites.
- The estimation of the diffusion coefficient calculated through Fick’s second law showed that the jute fiber composites exhibited the highest diffusion coefficient, the fiberglass composites showed the lowest values, and the hybrid composites presented intermediate values. The JVVJ composites had a higher diffusion coefficient among hybrids due to the presence of jute fiber on the surfaces. The VJJV composites had the lowest values for the diffusion coefficient. Higher values of the diffusion coefficient were observed at temperatures of 50 °C and 70 °C when compared to the composites immersed at room temperature.
- For the observed composite structures, the main influencing factors on the absorbed moisture content are the presence and content of jute fibers in the system, temperature increase, and the processing method used in composite manufacturing.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sanjay, M.R.; Yogesha, B. Studies on Natural/Glass Fiber Reinforced Polymer Hybrid Composites: An Evolution. Mater. Today Proc. 2017, 4, 2739–2747. [Google Scholar] [CrossRef]
- Singh, H.; Inder Preet Singh, J.; Singh, S.; Dhawan, V.; Kumar Tiwari, S. A Brief Review of Jute Fibre and Its Composites. Mater. Today Proc. 2018, 5, 28427–28437. [Google Scholar] [CrossRef]
- Venkateshwaran, N.; ElayaPerumal, A.; Alavudeen, A.; Thiruchitrambalam, M. Mechanical and water absorption behaviour of banana/sisal reinforced hybrid composites. Mater. Des. 2011, 32, 4017–4021. [Google Scholar] [CrossRef]
- Kretsis, G. A review of the tensile, compressive, flexural and shear properties of hybrid fibre-reinforced plastics. Composites 1987, 18, 13–23. [Google Scholar] [CrossRef]
- Velmurugan, R.; Manikandan, V. Mechanical properties of palmyra/glass fiber hybrid composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2216–2226. [Google Scholar] [CrossRef]
- Swolfs, Y.; Gorbatikh, L.; Verpoest, I. Fibre hybridisation in polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2014, 67, 181–200. [Google Scholar] [CrossRef]
- John, M.J.; Thomas, S. Biofibres and biocomposites. Carbohydr. Polym. 2008, 71, 343–364. [Google Scholar] [CrossRef]
- Yu, H.; Longana, M.L.; Jalalvand, M.; Wisnom, M.R.; Potter, K.D. Pseudo-ductility in intermingled carbon/glass hybrid composites with highly aligned discontinuous fibres. Compos. Part A Appl. Sci. Manuf. 2015, 73, 35–44. [Google Scholar] [CrossRef]
- Swolfs, Y.; Verpoest, I.; Gorbatikh, L. Recent advances in fibre-hybrid composites: Materials selection, opportunities and applications. Int. Mater. Rev. 2019, 64, 181–215. [Google Scholar] [CrossRef]
- Rajpurohit, A.; Joannès, S.; Singery, V.; Sanial, P.; Laiarinandrasana, L. Hybrid Effect in In-Plane Loading of Carbon/Glass Fibre Based Inter- and Intraply Hybrid Composites. J. Compos. Sci. 2020, 4, 6. [Google Scholar] [CrossRef]
- Kim, H.; Park, M.; Hsieh, K. Fatigue fracture of embedded copper conductors in multifunctional composite structures. Compos. Sci. Technol. 2006, 66, 1010–1021. [Google Scholar] [CrossRef]
- Yao, H.; Sui, X.; Zhao, Z.; Xu, Z.; Chen, L.; Deng, H.; Liu, Y.; Qian, X. Optimization of interfacial microstructure and mechanical properties of carbon fiber/epoxy composites via carbon nanotube sizing. Appl. Surf. Sci. 2015, 347, 583–590. [Google Scholar] [CrossRef]
- Paran, S.M.R.; Abdorahimi, M.; Shekarabi, A.; Khonakdar, H.A.; Jafari, S.H.; Saeb, M.R. Modeling and analysis of nonlinear elastoplastic behavior of compatibilized polyolefin/polyester/clay nanocomposites with emphasis on interfacial interaction exploration. Compos. Sci. Technol. 2018, 154, 92–103. [Google Scholar] [CrossRef]
- Ahmed, K.S.; Vijayarangan, S. Tensile, flexural and interlaminar shear properties of woven jute and jute-glass fabric reinforced polyester composites. J. Mater. Process. Technol. 2008, 207, 330–335. [Google Scholar] [CrossRef]
- Joseph, K.; Thomas, S.; Pavithran, C. Effect of chemical treatment on the tensile properties of short sisal fibre-reinforced polyethylene composites. Polymer 1996, 37, 5139–5149. [Google Scholar] [CrossRef]
- Devireddy, S.B.R.; Biswas, S. Physical and thermal properties of unidirectional banana–jute hybrid fiber-reinforced epoxy composites. J. Reinf. Plast. Compos. 2016, 35, 1157–1172. [Google Scholar] [CrossRef]
- Latha, P.S.; Rao, M.V.; Kumar, V.K.; Raghavendra, G.; Ojha, S.; Inala, R. Evaluation of mechanical and tribological properties of bamboo–glass hybrid fiber reinforced polymer composite. J. Ind. Text. 2016, 46, 3–18. [Google Scholar] [CrossRef]
- Sriranga, B.K.; Kirthan, L.J.; Ananda, G. The mechanical properties of hybrid laminates composites on epoxy resin with natural jute fiber and S-glass fibers. Mater. Today Proc. 2021, 46, 8927–8933. [Google Scholar] [CrossRef]
- Mishra, C.; Ranjan Deo, C.; Baskey, S. Influence of moisture absorption on mechanical properties of kenaf/glass reinforced polyester hybrid composite. Mater. Today Proc. 2021, 38, 2596–2600. [Google Scholar] [CrossRef]
- Braga, R.A.; Magalhaes, P.A.A. Analysis of the mechanical and thermal properties of jute and glass fiber as reinforcement epoxy hybrid composites. Mater. Sci. Eng. C 2015, 56, 269–273. [Google Scholar] [CrossRef]
- Kaddami, H.; Arrakhiz, F.-e.; Hafs, O.; Assimi, T.E.; Boulafrouh, L.; Ablouh, E.-H.; Mansori, M.; Banouni, H.; Bouzit, S.; Erchiqui, F.; et al. Implementation and Characterization of a Laminate Hybrid Composite Based on Palm Tree and Glass Fibers. Polymers 2021, 13, 3444. [Google Scholar] [CrossRef]
- White, J.R. Polymer ageing: Physics, chemistry or engineering? Time to reflect. Comptes Rendus Chim. 2006, 9, 1396–1408. [Google Scholar] [CrossRef]
- Chateauminois, A.; Vincent, L.; Chabert, B.; Soulier, J.P. Study of the interfacial degradation of a glass-epoxy composite during hygrothermal ageing using water diffusion measurements and dynamic mechanical thermal analysis. Polymer 1994, 35, 4766–4774. [Google Scholar] [CrossRef]
- Apicella, A.; Nicolais, L.; Astarita, G.; Drioli, E. Effect of thermal history on water sorption, elastic properties and the glass transition of epoxy resins. Polymer 1979, 20, 1143–1148. [Google Scholar] [CrossRef]
- Andreopoulos, A.G.; Tarantili, P.A. Water sorption characteristics of epoxy resin–UHMPE fibers composites. J. Appl. Polym. Sci. 1998, 70, 747–755. [Google Scholar] [CrossRef]
- Marcovich, N.E.; Reboredo, M.M.; Aranguren, M.I. Moisture diffusion in polyester–woodflour composites. Polymer 1999, 40, 7313–7320. [Google Scholar] [CrossRef]
- Scida, D.; Assarar, M.; Poilâne, C.; Ayad, R. Influence of hygrothermal ageing on the damage mechanisms of flax-fibre reinforced epoxy composite. Compos. Part B Eng. 2013, 48, 51–58. [Google Scholar] [CrossRef]
- Pignatello, J.J.; Xing, B. Mechanisms of Slow Sorption of Organic Chemicals to Natural Particles. Environ. Sci. Technol. 1996, 30, 1–11. [Google Scholar] [CrossRef]
- Kaboorani, A. Characterizing water sorption and diffusion properties of wood/plastic composites as a function of formulation design. Constr. Build. Mater. 2017, 136, 164–172. [Google Scholar] [CrossRef]
- Bond, D.A.; Smith, P.A. Modeling the Transport of Low-Molecular-Weight Penetrants Within Polymer Matrix Composites. Appl. Mech. Rev. 2006, 59, 249–268. [Google Scholar] [CrossRef]
- Arbelaiz, A.; Cantero, G.; Fernández, B.; Mondragon, I.; Gañán, P.; Kenny, J.M. Flax fiber surface modifications: Effects on fiber physico mechanical and flax/polypropylene interface properties. Polym. Compos. 2005, 26, 324–332. [Google Scholar] [CrossRef]
- El Hachem, Z.; Célino, A.; Challita, G.; Moya, M.-J.; Fréour, S. Hygroscopic multi-scale behavior of polypropylene matrix reinforced with flax fibers. Ind. Crops Prod. 2019, 140, 111634. [Google Scholar] [CrossRef]
- Dhakal, H.N.; Zhang, Z.Y.; Richardson, M.O.W. Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 2007, 67, 1674–1683. [Google Scholar] [CrossRef]
- Le Duigou, A.; Davies, P.; Baley, C. Seawater ageing of flax/poly(lactic acid) biocomposites. Polym. Degrad. Stab. 2009, 94, 1151–1162. [Google Scholar] [CrossRef]
- Kafodya, I.; Xian, G.; Li, H. Durability study of pultruded CFRP plates immersed in water and seawater under sustained bending: Water uptake and effects on the mechanical properties. Compos. Part B Eng. 2015, 70, 138–148. [Google Scholar] [CrossRef]
- Ghabezi, P.; Harrison, N.M. Hygrothermal deterioration in carbon/epoxy and glass/epoxy composite laminates aged in marine-based environment (degradation mechanism, mechanical and physicochemical properties). J. Mater. Sci. 2022, 57, 4239–4254. [Google Scholar] [CrossRef]
- Esleman, E.A.; Önal, G. Effect of saltwater on the mechanical properties of basalt/carbon/glass-epoxy hybrid composites. J. Compos. Mater. 2022, 56, 3783–3799. [Google Scholar] [CrossRef]
- Hu, Y.; Lang, A.W.; Li, X.; Nutt, S.R. Hygrothermal aging effects on fatigue of glass fiber/polydicyclopentadiene composites. Polym. Degrad. Stab. 2014, 110, 464–472. [Google Scholar] [CrossRef]
- Xian, G.; Li, H.; Su, X. Effects of immersion and sustained bending on water absorption and thermomechanical properties of ultraviolet cured glass fiber-reinforced acylate polymer composites. J. Compos. Mater. 2013, 47, 2275–2285. [Google Scholar] [CrossRef]
- Hu, Y.; Li, X.; Lang, A.W.; Zhang, Y.; Nutt, S.R. Water immersion aging of polydicyclopentadiene resin and glass fiber composites. Polym. Degrad. Stab. 2016, 124, 35–42. [Google Scholar] [CrossRef]
- Tripathy, C.; Ranjan Deo, C.; Kumar Das, S. Performance studies of polyester-based hybrid composites reinforced with palmyra-palm leaf stalk and glass fibers. Mater. Today Proc. 2021, 38, 2671–2674. [Google Scholar] [CrossRef]
- Velmurugan, G.; Natrayan, L. Experimental investigations of moisture diffusion and mechanical properties of interply rearrangement of glass/Kevlar-based hybrid composites under cryogenic environment. J. Mater. Res. Technol. 2023, 23, 4513–4526. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Chow, C.P.L.; Xing, X.S.; Li, R.K.Y. Moisture absorption studies of sisal fibre reinforced polypropylene composites. Compos. Sci. Technol. 2007, 67, 306–313. [Google Scholar] [CrossRef]
- Chen, H.; Miao, M.; Ding, X. Influence of moisture absorption on the interfacial strength of bamboo/vinyl ester composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 2013–2019. [Google Scholar] [CrossRef]
- Airinei, A.; Asandulesa, M.; Stelescu, M.D.; Tudorachi, N.; Fifere, N.; Bele, A.; Musteata, V. Dielectric, Thermal and Water Absorption Properties of Some EPDM/Flax Fiber Composites. Polymers 2021, 13, 2555. [Google Scholar] [CrossRef] [PubMed]
- Krapež Tomec, D.; Straže, A.; Haider, A.; Kariž, M. Hygromorphic Response Dynamics of 3D-Printed Wood-PLA Composite Bilayer Actuators. Polymers 2021, 13, 3209. [Google Scholar] [CrossRef]
- Akil, H.M.; Cheng, L.W.; Mohd Ishak, Z.A.; Abu Bakar, A.; Abd Rahman, M.A. Water absorption study on pultruded jute fibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 2009, 69, 1942–1948. [Google Scholar] [CrossRef]
- Komai, K.; Minoshima, K.; Shiroshita, S. Hygrothermal degradation and fracture process of advanced fibre-reinforced plastics. Mater. Sci. Eng. A 1991, 143, 155–166. [Google Scholar] [CrossRef]
- Kim, H.J.; Seo, D.W. Effect of water absorption fatigue on mechanical properties of sisal textile-reinforced composites. Int. J. Fatigue 2006, 28, 1307–1314. [Google Scholar] [CrossRef]
- Rezgani, L.; Madani, K.; Feaugas, X.; Touzain, S.; Cohendoz, S.; Valette, J. Influence of water ingress onto the crack propagation rate in a AA2024-T3 plate repaired by a carbon/epoxy patch. Aerosp. Sci. Technol. 2016, 55, 359–365. [Google Scholar] [CrossRef]
- Kabbej, M.; Guillard, V.; Angellier-Coussy, H.; Thoury-Monbrun, V.; Gontard, N.; Orgéas, L.; Du Roscoat, S.R.; Gaucel, S. From 3D real structure to 3D modelled structure: Modelling water vapor permeability in polypropylene/cellulose composites. Polymer 2023, 269, 125672. [Google Scholar] [CrossRef]
- Razavi-Nouri, M.; Karami, M. Water sorption kinetics of acrylonitrile-butadiene rubber/poly(ethylene-co-vinyl acetate)/organoclay nanocomposites. Polymer 2018, 154, 101–110. [Google Scholar] [CrossRef]
- You, M.; Wang, B.; Singh, P.; Meng, J. Water and salt transport properties of the cellulose triacetate/reduced graphene oxide nanocomposite membranes. Polymer 2020, 210, 122976. [Google Scholar] [CrossRef]
- Siedlaczek, P.; Sinn, G.; Peter, P.; Wan-Wendner, R.; Lichtenegger, H.C. Characterization of moisture uptake and diffusion mechanisms in particle-filled composites. Polymer 2022, 249, 124799. [Google Scholar] [CrossRef]
- Glaskova-Kuzmina, T.; Aniskevich, A.; Papanicolaou, G.; Portan, D.; Zotti, A.; Borriello, A.; Zarrelli, M. Hydrothermal Aging of an Epoxy Resin Filled with Carbon Nanofillers. Polymers 2020, 12, 1153. [Google Scholar] [CrossRef]
- Ghabezi, P.; Harrison, N.M. Indentation characterization of glass/epoxy and carbon/epoxy composite samples aged in artificial salt water at elevated temperature. Polym. Test. 2022, 110, 107588. [Google Scholar] [CrossRef]
- Wang, Z.; Zhao, X.-L.; Xian, G.; Wu, G.; Singh Raman, R.K.; Al-Saadi, S.; Haque, A. Long-term durability of basalt- and glass-fibre reinforced polymer (BFRP/GFRP) bars in seawater and sea sand concrete environment. Constr. Build. Mater. 2017, 139, 467–489. [Google Scholar] [CrossRef]
- ASTM D 570-98; Standard Test Method for Water Absorption of Plastics. American Society for Testing Materials (ASTM): West Conshohocken, PA, USA, 2022.
- Crank, J. The Mathematics of Diffusion, 2nd ed.; Oxford University Press: Oxford, UK, 1975. [Google Scholar]
- Alamri, H.; Low, I.M. Mechanical properties and water absorption behaviour of recycled cellulose fibre reinforced epoxy composites. Polym. Test. 2012, 31, 620–628. [Google Scholar] [CrossRef]
- Muñoz, E.; García-Manrique, J.A. Water Absorption Behaviour and Its Effect on the Mechanical Properties of Flax Fibre Reinforced Bioepoxy Composites. Int. J. Polym. Sci. 2015, 2015, 390275. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, X. Moisture sorption–desorption–resorption characteristics and its effect on the mechanical behavior of the epoxy system. Polymer 2005, 46, 11994–12003. [Google Scholar] [CrossRef]
- Manaila, E.; Craciun, G.; Ighigeanu, D. Water Absorption Kinetics in Natural Rubber Composites Reinforced with Natural Fibers Processed by Electron Beam Irradiation. Polymers 2020, 12, 2437. [Google Scholar] [CrossRef] [PubMed]
- Lee, G.W.; Lee, N.J.; Jang, J.; Lee, K.J.; Nam, J.D. Effects of surface modification on the resin-transfer moulding (RTM) of glass-fibre/unsaturated-polyester composites. Compos. Sci. Technol. 2002, 62, 9–16. [Google Scholar] [CrossRef]
- Silva, R.V.; Aquino, E.M.F.; Rodrigues, L.P.S.; Barros, A.R.F. Curaua/Glass Hybrid Composite: The Effect of Water Aging on the Mechanical Properties. J. Reinf. Plast. Compos. 2009, 28, 1857–1868. [Google Scholar] [CrossRef]
- Saidane, E.H.; Scida, D.; Assarar, M.; Sabhi, H.; Ayad, R. Hybridisation effect on diffusion kinetic and tensile mechanical behaviour of epoxy based flax–glass composites. Compos. Part A Appl. Sci. Manuf. 2016, 87, 153–160. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Values |
|---|---|
| Viscosidade Brookfield viscosity at 25 °C sp3: 60 rpm (CP) | 250–350 |
| Thixotropy index | 1.30–2.10 |
| Solid content—Reichhold method (%) | 55–63 |
| Density at 25 °C (g/cm3) | 1.07–1.11 |
| Acidity index (mgKOH/g) | 30 maximum |
Exothermic Curve at 25 °C
| |
5–7 8–14 140–180 | |
| Post-cure | 60 °C |
| Composites | Glass Fiber Weight Fraction (%) | Jute Fiber Weight Fraction (%) | Total Fiber Weight Fraction of Composites (%) | Fiber Volume Fraction of Composites (%) | Total Fiber Volume Fraction of Jute (%) |
|---|---|---|---|---|---|
| GGGG-C 1 | 59.70 ± 3.27 | 0 | 59.70 ± 3.27 | 39.35 ± 3.21 | 0 |
| JJJJ-C | 0 | 44.10 ± 2.10 | 44.10 ± 2.10 | 36.87 ± 1.97 | 36.87 ± 1.97 |
| GJGJ-C | 15.23 ± 0.43 | 26.10 ± 0.74 | 41.33 ± 1.17 | 30.68 ± 1.02 | 24.77 ± 0.90 |
| GJJG-C | 15.23 ± 1.06 | 26.11 ± 1.82 | 41.34 ± 2.89 | 30.72 ± 2.55 | 24.81 ± 2.24 |
| GJJG-R 1 | 17.77 ± 1.77 | 30.46 ± 3.04 | 48.23 ± 4.82 | 36.99 ± 4.48 | 30.42 ± 4.06 |
| JGGJ-C | 15.28 ± 1.16 | 26.19 ± 2.00 | 41.47 ± 3.16 | 30.83 ± 2.76 | 24.91 ± 2.42 |
| JGGJ-R | 18.15 ± 1.18 | 31.12 ± 2.02 | 49.28 ± 3.20 | 37.94 ± 3.00 | 31.27 ± 2.73 |
| Composites | M∞ (%) | k (h−1) | D, ×10−13 (m2/s) |
|---|---|---|---|
| VVVV-C | 3.04 | 0.00189 | 0.76 |
| JJJJ-C | 11.27 | 0.00639 | 13.26 |
| VJVJ-C | 7.88 | 0.00437 | 7.40 |
| VJJV-C | 7.97 | 0.00373 | 5.27 |
| VJJV-R | 7.88 | 0.00370 | 5.56 |
| JVVJ-C | 7.95 | 0.00514 | 10.54 |
| JVVJ-R | 7.92 | 0.00508 | 10.37 |
| Composites | M∞ (%) | k (h−1) | D, ×10−13 (m2/s) |
|---|---|---|---|
| VVVV-C | 3.08 | 0.00284 | 1.67 |
| JJJJ-C | 11.32 | 0.00756 | 18.40 |
| VJVJ-C | 7.91 | 0.00699 | 18.78 |
| VJJV-C | 8.10 | 0.00440 | 7.10 |
| VJJV-R | 7.91 | 0.00401 | 6.48 |
| JVVJ-C | 8.17 | 0.00662 | 16.55 |
| JVVJ-R | 8.03 | 0.00624 | 15.22 |
| Composites | M∞ (%) | k (h−1) | D, ×10−13 (m2/s) |
|---|---|---|---|
| VVVV-C | 3.06 | 0.00354 | 2.63 |
| JJJJ-C | 11.44 | 0.01244 | 48.77 |
| VJVJ-C | 7.99 | 0.0069 | 17.94 |
| VJJV-C | 8.10 | 0.00600 | 13.20 |
| VJJV-R | 7.95 | 0.00690 | 18.99 |
| JVVJ-C | 8.08 | 0.00918 | 32.54 |
| JVVJ-R | 8.06 | 0.00842 | 27.51 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aranha, R.; Filho, M.A.A.; de Lima Santos, C.; Fonseca, V.M.; Rivera, J.L.V.; de Lima, A.G.B.; de Amorim, W.F., Jr.; Carvalho, L.H. Water Sorption in Hybrid Polyester/Glass/Jute Composites Processed via Compression Molding and Vacuum-Assisted Resin Transfer Molding. Polymers 2023, 15, 4438. https://doi.org/10.3390/polym15224438
Aranha R, Filho MAA, de Lima Santos C, Fonseca VM, Rivera JLV, de Lima AGB, de Amorim WF Jr., Carvalho LH. Water Sorption in Hybrid Polyester/Glass/Jute Composites Processed via Compression Molding and Vacuum-Assisted Resin Transfer Molding. Polymers. 2023; 15(22):4438. https://doi.org/10.3390/polym15224438
Chicago/Turabian StyleAranha, Rudá, Mario A. Albuquerque Filho, Cícero de Lima Santos, Viviane M. Fonseca, José L. V. Rivera, Antonio G. B. de Lima, Wanderley F. de Amorim, Jr., and Laura H. Carvalho. 2023. "Water Sorption in Hybrid Polyester/Glass/Jute Composites Processed via Compression Molding and Vacuum-Assisted Resin Transfer Molding" Polymers 15, no. 22: 4438. https://doi.org/10.3390/polym15224438
APA StyleAranha, R., Filho, M. A. A., de Lima Santos, C., Fonseca, V. M., Rivera, J. L. V., de Lima, A. G. B., de Amorim, W. F., Jr., & Carvalho, L. H. (2023). Water Sorption in Hybrid Polyester/Glass/Jute Composites Processed via Compression Molding and Vacuum-Assisted Resin Transfer Molding. Polymers, 15(22), 4438. https://doi.org/10.3390/polym15224438