
From Waste Vegetable Oil to a Green Compatibilizer for HDPE/PA6 Blends

 ,
,  , , ,
, , ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Determination of Molecular Weight (Mw) and C=C Content of WVO
2.3. Compatibilizer Precursor (CP) Synthesis
2.4. Blends Preparation
2.5. Blends Characterization
3. Results and Discussion
3.1. Determination of Mw and C=C Content of WVO
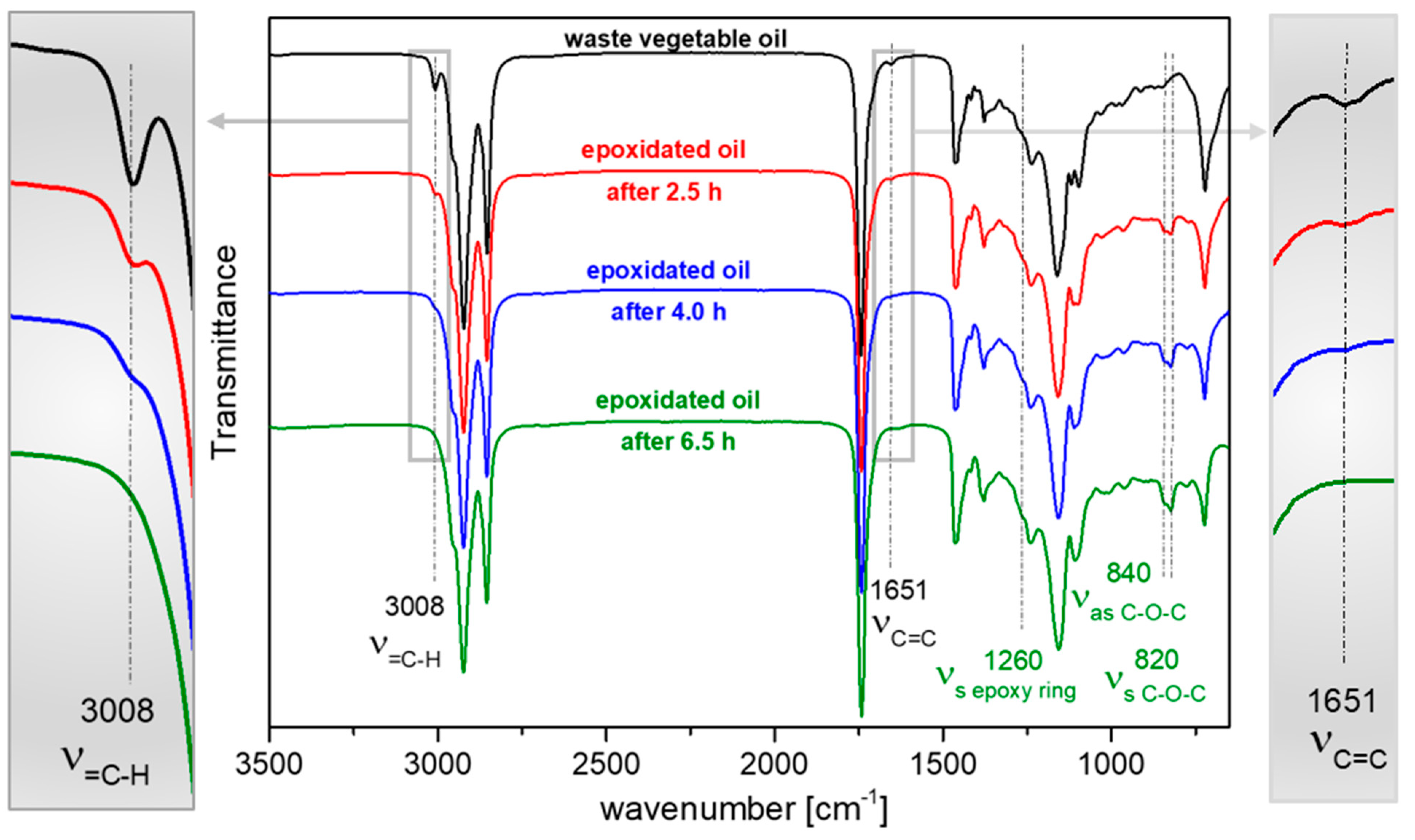
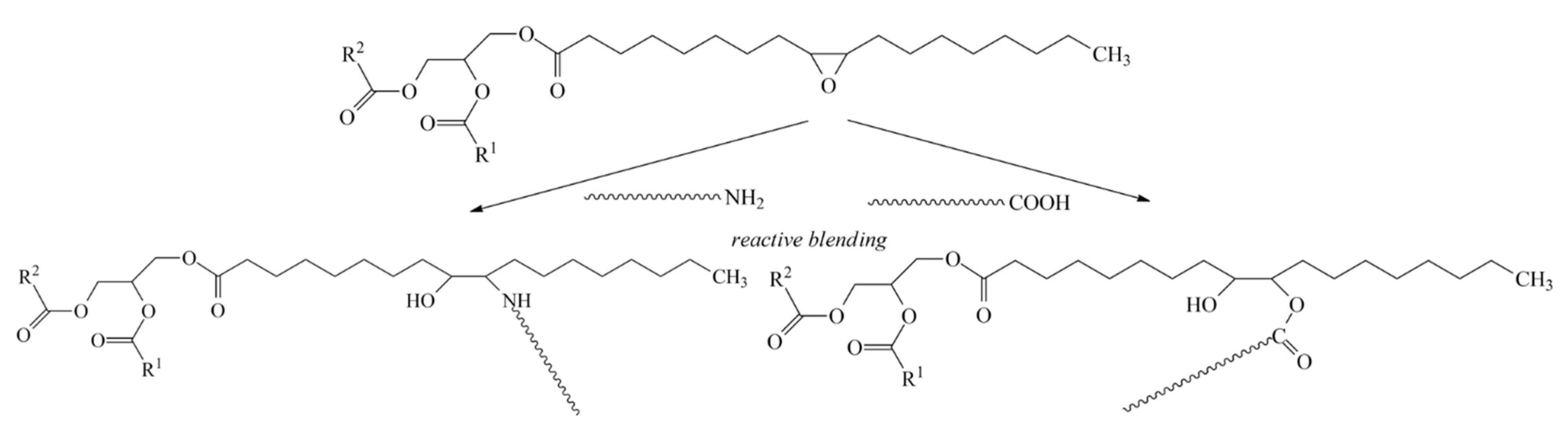
3.2. Compatibilizer Precursor (CP)
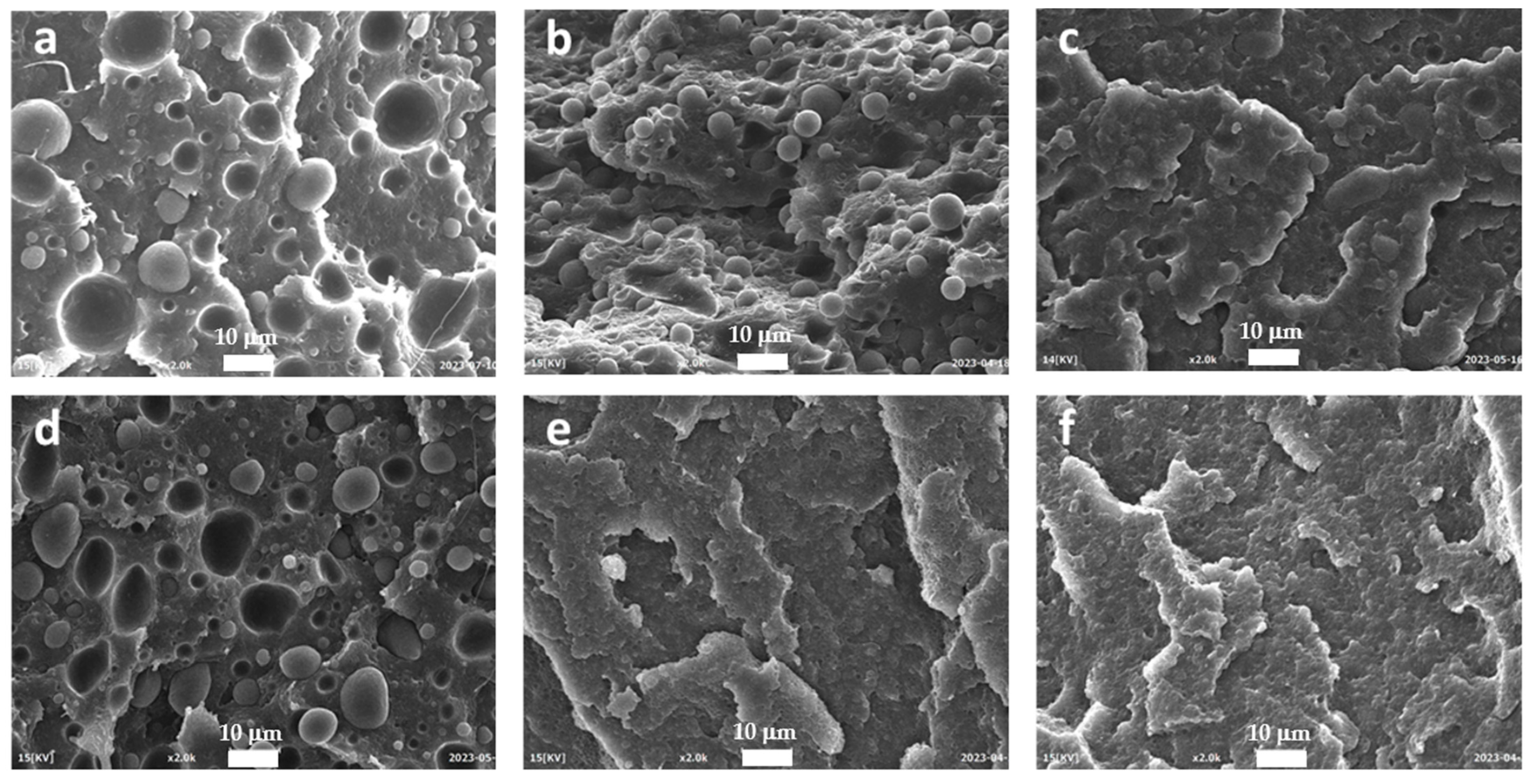
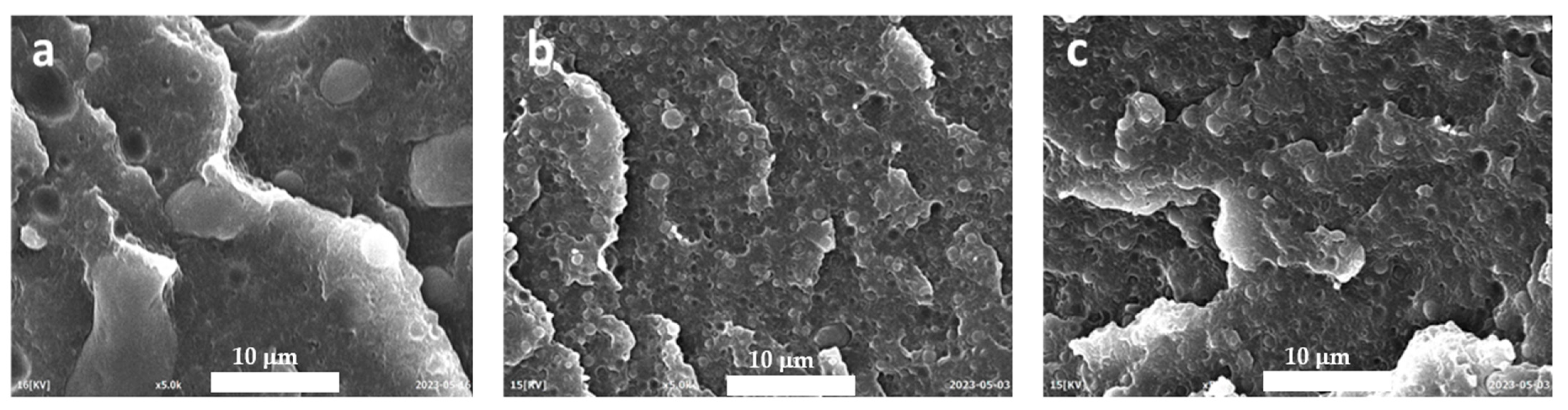
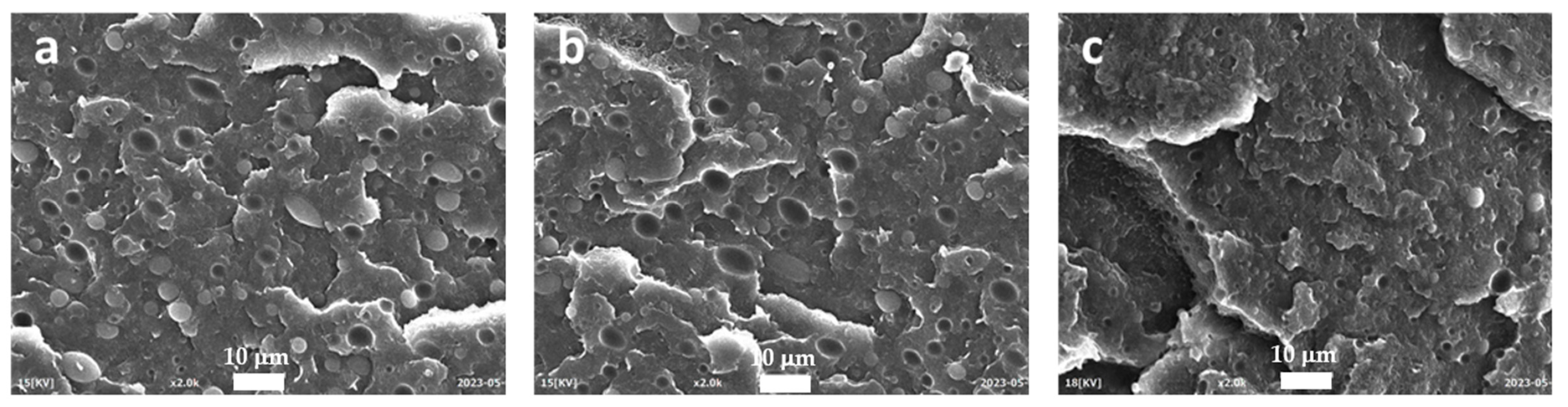
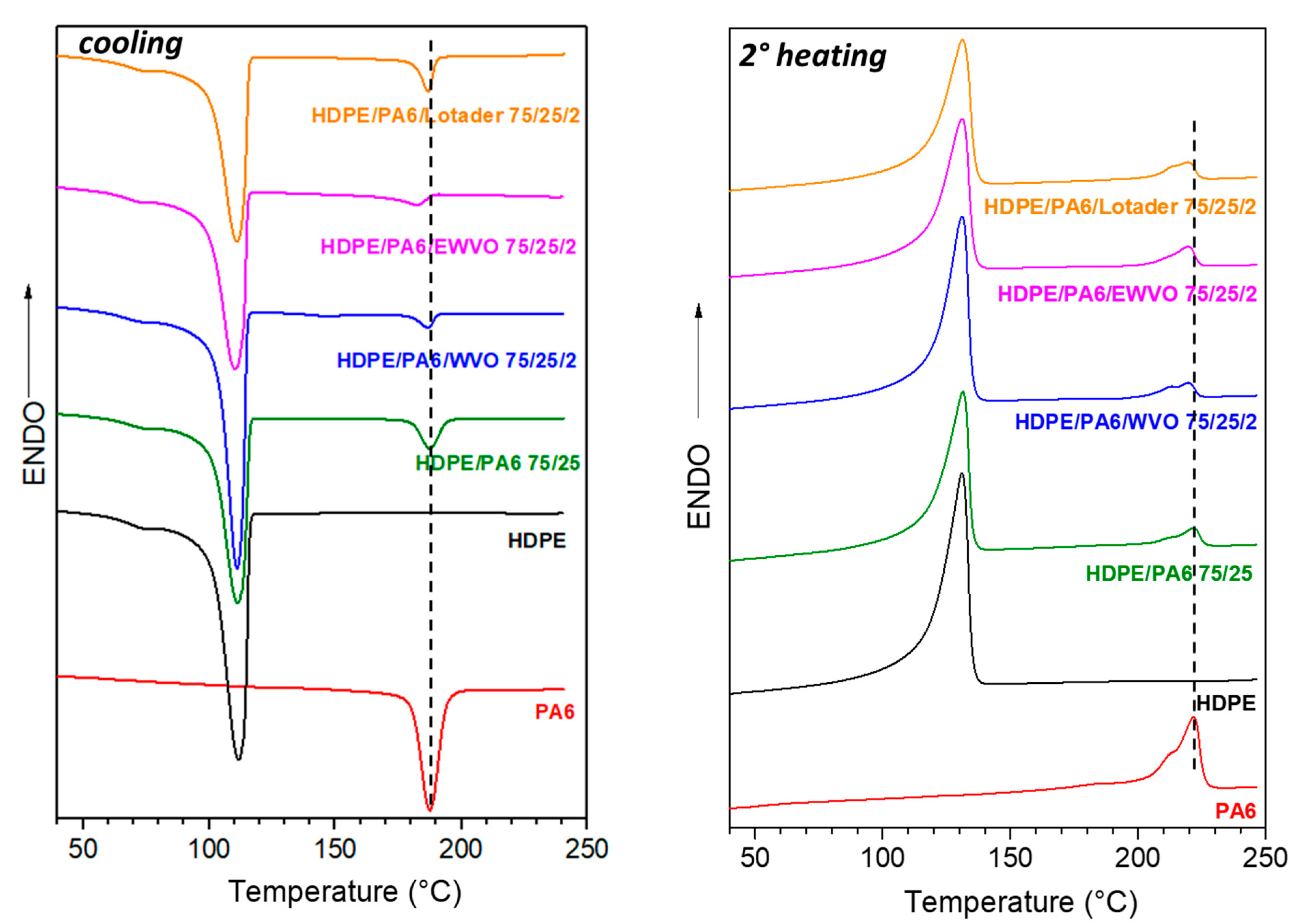
3.3. Blends
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Filippi, S.; Yordanov, H.; Minkova, L.; Polacco, G.; Talarico, M. Reactive Compatibilizer Precursors for LDPE/PA6 Blends, 4. Macromol. Mater. Eng. 2004, 289, 512–523. [Google Scholar] [CrossRef]
- Filippi, S.; Chiono, V.; Polacco, G.; Paci, M.; Minkova, L.I.; Magagnini, P. Reactive Compatibilizer Precursors for LDPE/PA6 Blends, 1. Ethylene/Acrylic Acid Copolymers. Macromol. Chem. Phys. 2002, 203, 1512–1525. [Google Scholar] [CrossRef]
- Jiang, C.; Filippi, S.; Magagnini, P. Reactive Compatibilizer Precursors for LDPE/PA6 Blends. II: Maleic Anhydride Grafted Polyethylenes. Polymer 2003, 44, 2411–2422. [Google Scholar] [CrossRef]
- Chiono, V.; Filippi, S.; Yordanov, H.; Minkova, L.; Magagnini, P. Reactive Compatibilizer Precursors for LDPE/PA6 Blends. III: Ethylene–Glycidylmethacrylate Copolymer. Polymer 2003, 44, 2423–2432. [Google Scholar] [CrossRef]
- Scaffaro, R.; La Mantia, F.P.; Canfora, L.; Polacco, G.; Filippi, S.; Magagnini, P. Reactive Compatibilization of PA6/LDPE Blends with an Ethylene–Acrylic Acid Copolymer and a Low Molar Mass Bis-Oxazoline. Polymer 2003, 44, 6951–6957. [Google Scholar] [CrossRef]
- Dasdemir, M.; Maze, B.; Anantharamaiah, N.; Pourdeyhimi, B. Reactive Compatibilization of Polyamide 6/Polyethylene Nonwoven Based Thermoplastic Composites. Eur. Polym. J. 2015, 63, 194–206. [Google Scholar] [CrossRef]
- Moreno, D.D.P.; Saron, C. Influence of Compatibilizer on the Properties of Low-Density Polyethylene/Polyamide 6 Blends Obtained by Mechanical Recycling of Multilayer Film Waste. Waste Manag. Res. 2018, 36, 729–736. [Google Scholar] [CrossRef]
- Lin, X.; Liu, Y.; Chen, X.; Wu, Y.; Cui, L.; Mao, L.; Zheng, W.; Lin, M. Reactive Compatibilization of Polyamide 6/Olefin Block Copolymer Blends: Phase Morphology, Rheological Behavior, Thermal Behavior, and Mechanical Properties. Materials 2020, 13, 1146. [Google Scholar] [CrossRef]
- Luna, C.B.B.; Ferreira, E.D.S.B.; Costa, A.R.D.M.; De Almeida, Y.M.B.; De Melo, J.B.D.C.A.; Araújo, E.M. Toward Reactive Processing of Polyamide 6 Based Blends with Polyethylene Grafted with Maleic Anhydride and Acrylic Acid: Effect of Functionalization Degree. Macro React. Eng. 2023, 17, 2300031. [Google Scholar] [CrossRef]
- Oshinski, A.J.; Keskkula, H.; Paul, D.R. Rubber Toughening of Polyamides with Functionalized Block Copolymers: 1. Nylon-6. Polymer 1992, 33, 268–283. [Google Scholar] [CrossRef]
- Oshinski, A.J.; Keskkula, H.; Paul, D.R. Rubber Toughening of Polyamides with Functionalized Block Copolymers: 2. Nylon-6,6. Polymer 1992, 33, 284–293. [Google Scholar] [CrossRef]
- Oshinski, A.J.; Keskkula, H.; Paul, D.R. The Role of Matrix Molecular Weight in Rubber Toughened Nylon 6 Blends: 1. Morphology. Polymer 1996, 37, 4891–4907. [Google Scholar] [CrossRef]
- Takeda, Y.; Keskkula, H.; Paul, D.R. Effect of Polyamide Functionality on the Morphology and Toughness of Blends with a Functionalized Block Copolymer. Polymer 1992, 33, 3173–3181. [Google Scholar] [CrossRef]
- Padwa, A.R. Compatibilized Blends of Polyamide-6 and Polyethylene. Polym. Eng. Sci. 1992, 32, 1703–1710. [Google Scholar] [CrossRef]
- Majumdar, B.; Keskkula, H.; Paul, D.R. Mechanical Properties and Morphology of Nylon-6/Acrylonitrile-Butadiene-Styrene Blends Compatibilized with Imidized Acrylic Polymers. Polymer 1994, 35, 5453–5467. [Google Scholar] [CrossRef]
- Moreno, D.D.P.; Saron, C. Low-density Polyethylene/Polyamide 6 Blends from Multilayer Films Waste. J. Appl. Polym. Sci. 2019, 136, 47456. [Google Scholar] [CrossRef]
- Feng, J.; Zhang, G.; MacInnis, K.; Li, Z.; Olah, A.; Baer, E. Effect of Compatibilizer on Morphology and Properties of HDPE/Nylon 6 Blends. J. Polym. Sci. B Polym. Phys. 2019, 57, 281–290. [Google Scholar] [CrossRef]
- Turriziani, B.B.; Vieira, R.P.; Marangoni Júnior, L.; Alves, R.M.V. Mechanical Recycling of Multilayer Flexible Packaging Employing Maleic Anhydride as Compatibilizer. J. Polym. Environ. 2023. [Google Scholar] [CrossRef]
- Argoud, A.; Trouillet-Fonti, L.; Ceccia, S.; Sotta, P. Morphologies in Polyamide 6/High Density Polyethylene Blends with High Amounts of Reactive Compatibilizer. Eur. Polym. J. 2014, 50, 177–189. [Google Scholar] [CrossRef]
- De Almeida Santos Da Silva, G.; d’Almeida, J.R.M.; Letichevsky, S.; De Avillez, R.R. Crystallinity and Rheology of HDPE/PA12 Blends Compatibilized with HDPE-alt-MAH. Polym. Adv. Technol. 2023, 34, 145–154. [Google Scholar] [CrossRef]
- El-Wakil, A.A.; Moustafa, H.; Abdel-Hakim, A. Effect of LDPE-g-MA as a Compatibilizer for LDPE/PA6 Blend on the Phase Morphology and Mechanical Properties. Polym. Bull. 2022, 79, 2249–2262. [Google Scholar] [CrossRef]
- Marriam, F.; Irshad, A.; Umer, I.; Asghar, M.A.; Atif, M. Vegetable Oils as Bio-Based Precursors for Epoxies. Sustain. Chem. Pharm. 2023, 31, 100935. [Google Scholar] [CrossRef]
- Hosney, H.; Nadiem, B.; Ashour, I.; Mustafa, I.; El-Shibiny, A. Epoxidized Vegetable Oil and Bio-based Materials as PVC Plasticizer. J. Appl. Polym. Sci. 2018, 135, 46270. [Google Scholar] [CrossRef]
- Ghasemi Rad, N.; Karami, Z.; Zohuriaan-Mehr, M.J.; Salimi, A.; Kabiri, K. Linseed Oil-based Reactive Diluents Preparation to Improve Tetra-functional Epoxy Resin Properties. Polym. Adv. Techs 2019, 30, 2361–2369. [Google Scholar] [CrossRef]
- Das, G.; Karak, N. Epoxidized Mesua Ferrea L. Seed Oil-Based Reactive Diluent for BPA Epoxy Resin and Their Green Nanocomposites. Prog. Org. Coat. 2009, 66, 59–64. [Google Scholar] [CrossRef]
- Rosu, L.; Varganici, C.; Mustata, F.; Rosu, D.; Rosca, I.; Rusu, T. Epoxy Coatings Based on Modified Vegetable Oils for Wood Surface Protection against Fungal Degradation. ACS Appl. Mater. Interfaces 2020, 12, 14443–14458. [Google Scholar] [CrossRef]
- Mustapha, R.; Rahmat, A.R.; Abdul Majid, R.; Mustapha, S.N.H. Vegetable Oil-Based Epoxy Resins and Their Composites with Bio-Based Hardener: A Short Review. Polym. -Plast. Technol. Mater. 2019, 58, 1311–1326. [Google Scholar] [CrossRef]
- Wang, R. Manufacturing of Vegetable Oils-Based Epoxy and Composites for Structural Applications. Ph.D. Thesis, Missouri University of Science and Technology, St, Rolla, MO, USA, 2014. [Google Scholar]
- Thomas, J.; Patil, R. Enabling Green Manufacture of Polymer Products via Vegetable Oil Epoxides. Ind. Eng. Chem. Res. 2023, 62, 1725–1735. [Google Scholar] [CrossRef]
- Chong, K.L.; Lai, J.C.; Rahman, R.A.; Adrus, N.; Al-Saffar, Z.H.; Hassan, A.; Lim, T.H.; Wahit, M.U. A Review on Recent Approaches to Sustainable Bio-Based Epoxy Vitrimer from Epoxidized Vegetable Oils. Ind. Crops Prod. 2022, 189, 115857. [Google Scholar] [CrossRef]
- Han, Y.; Shi, J.; Mao, L.; Wang, Z.; Zhang, L. Improvement of Compatibility and Mechanical Performances of PLA/PBAT Composites with Epoxidized Soybean Oil as Compatibilizer. Ind. Eng. Chem. Res. 2020, 59, 21779–21790. [Google Scholar] [CrossRef]
- Mauck, S.C.; Wang, S.; Ding, W.; Rohde, B.J.; Fortune, C.K.; Yang, G.; Ahn, S.-K.; Robertson, M.L. Biorenewable Tough Blends of Polylactide and Acrylated Epoxidized Soybean Oil Compatibilized by a Polylactide Star Polymer. Macromolecules 2016, 49, 1605–1615. [Google Scholar] [CrossRef]
- Dominguez-Candela, I.; Gomez-Caturla, J.; Cardona, S.C.; Lora-García, J.; Fombuena, V. Novel Compatibilizers and Plasticizers Developed from Epoxidized and Maleinized Chia Oil in Composites Based on PLA and Chia Seed Flour. Eur. Polym. J. 2022, 173, 111289. [Google Scholar] [CrossRef]
- Ge, Q.; Dou, Q. “In Situ” Compatibilization of Poly(L-Lactic Acid)/Epoxidized Soybean Oil Bio-Blends by Reactive Additives. Ind. Crops Prod. 2022, 188, 115698. [Google Scholar] [CrossRef]
- ISO 1133-1:2022; Plastics—Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Thermoplastics. International Organization for Standardization: Geneva, Switzerland, 2022.
- Miyake, Y.; Yokomizo, K.; Matsuzaki, N. Rapid Determination of Iodine Value by 1H Nuclear Magnetic Resonance Spectroscopy. J. Amer. Oil Chem. Soc. 1998, 75, 15–19. [Google Scholar] [CrossRef]
- Polaczek, K.; Kurańska, M.; Prociak, A. Open-Cell Bio-Polyurethane Foams Based on Bio-Polyols from Used Cooking Oil. J. Clean. Prod. 2022, 359, 132107. [Google Scholar] [CrossRef]
- ISO 527-1:2019; Plastics—Determiantion of Tensile Properties. International Organization for Standardization: Geneva, Switzerland, 2019.
- Shi, L.; Liu, Z.; Li, J.; Qin, Z. Analysis of Edible Vegetable Oils by Infrared Absorption Spectrometry. In Proceedings of the Proceedings of the 2017 2nd International Conference on Electrical, Automation and Mechanical Engineering (EAME 2017), Shanghai, China, 23–24 April 2017; Atlantis Press: Shanghai, China, 2017. [Google Scholar]
- La Mantia, F.P.; Scaffaro, R.; Valenza, A.; Marchetti, A.; Filippi, S. Morphology and Mechanical Properties of Extruded Ribbons of LDPE/PA6 Blends Compatibilized with an Ethylene-acrylic Acid Copolymer. Macromol. Symp. 2003, 198, 173–182. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
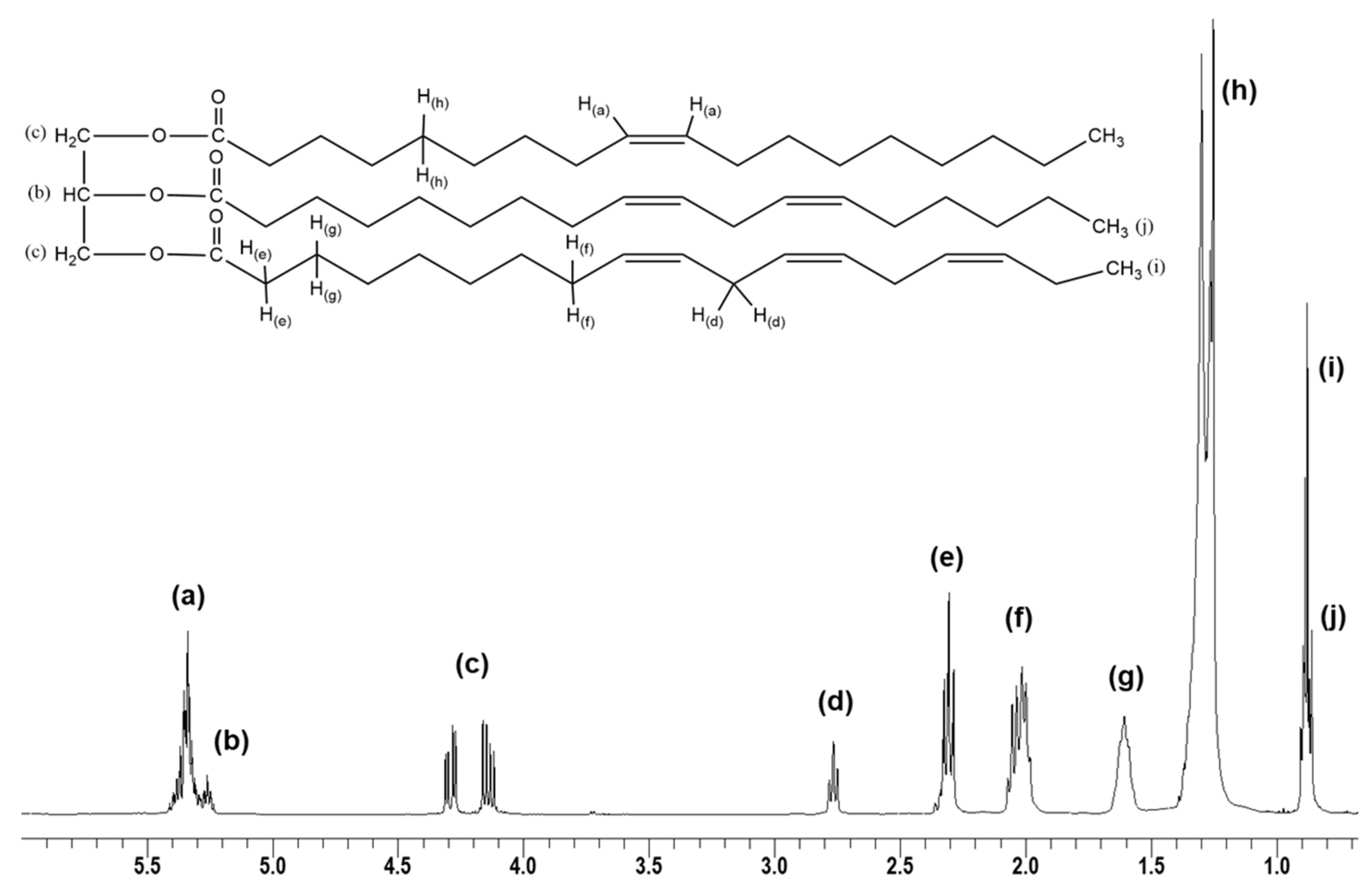
| Signal | Group | #Proton |
|---|---|---|
| a | Olefinic protons in the glyceryl group | 2 |
| b | Methine proton in the glyceryl group | 2 |
| c | The four methylene protons in the glyceryl group | 4 |
| d | Divinyl methylene protons | 2 |
| e | The six α-methylene protons adjacent to the carbonyl group | 2 |
| f | Allyl methylene protons | 2 |
| g | The six β-methylene protons from carbonyl carbon | 2 |
| h | Methylene protons on saturated carbon atoms | 2 |
| i + j | The nine terminal methyl protons | 3 |
| Sample Name | HDPE (wt.%) | PA6 (wt.%) | CP | |
|---|---|---|---|---|
| Name | phr | |||
| HDPE | 100 | - | ||
| PA6 | - | 100 | ||
| HDPE/PA6 75/25 | 75 | 25 | - | - |
| HDPE/PA6/EWVO 75/25/1 | 75 | 25 | EWVO | 1 |
| HDPE/PA6/EWVO 75/25/2 | 75 | 25 | EWVO | 2 |
| HDPE/PA6/EWVO 75/25/5 | 75 | 25 | EWVO | 5 |
| HDPE/PA6/WVO 75/25/2 | 75 | 25 | WVO | 2 |
| HDPE/PA6/Lotader 75/25/2 | 75 | 25 | Lotader | 2 |
| HDPE/PA6 85/15 | 85 | 15 | - | - |
| HDPE/PA6/EWVO 85/15/2 | 85 | 15 | EWVO | 2 |
| HDPE/PA6/WVO 85/15/2 | 85 | 15 | WVO | 2 |
| HDPE/PA6/Lotader 85/15/2 | 85 | 15 | Lotader | 2 |
| HDPE/PA6 25/75 | 25 | 75 | - | - |
| HDPE/PA6/EWVO 25/75/2 | 25 | 75 | EWVO | 2 |
| HDPE/PA6/WVO 25/75/2 | 25 | 75 | WVO | 2 |
| HDPE/PA6/Lotader 25/75/2 | 25 | 75 | Lotader | 2 |
| Signal | a + b | c | d | e | f | g | h | i + j |
|---|---|---|---|---|---|---|---|---|
| Intensity | 2.46 | 1.32 | 0.61 | 2.00 | 3.20 | 2.10 | 18.81 | 2.96 |
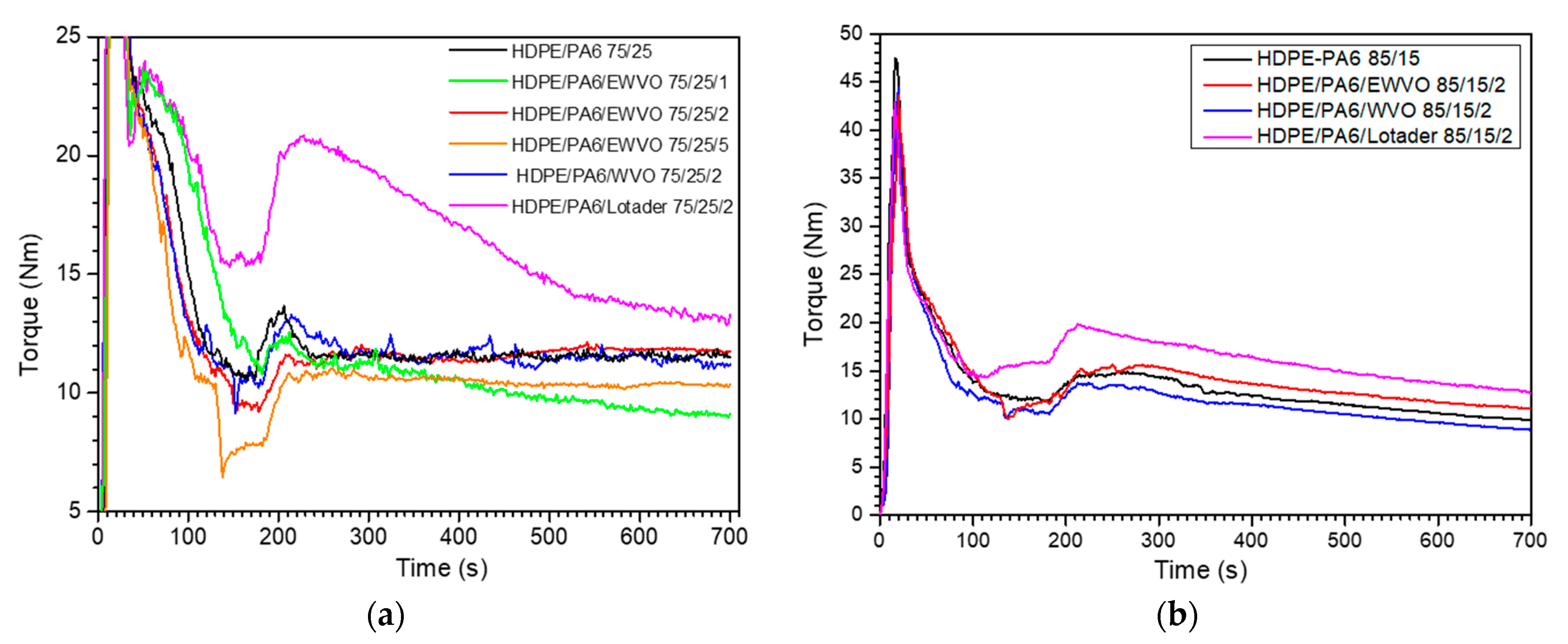
| Blend | Torque (Nm) | Temperature (°C) |
|---|---|---|
| HDPE/PA6 75/25 | 10.84 | 245.0 |
| HDPE/PA6/EWVO 75/25/1 | 9.1 | 241.5 |
| HDPE/PA6/EWVO 75/25/2 | 11.7 | 242.3 |
| HDPE/PA6/EWVO 75/25/5 | 10.3 | 242.0 |
| HDPE/PA6/WVO 75/25/2 | 11.2 | 234.6 |
| HDPE/PA6/Lotader 75/25/2 | 13.3 | 245.4 |
| HDPE/PA6 85/15 | 9.85 | 245.0 |
| HDPE/PA6/EWVO 85/15/2 | 11.13 | 247.7 |
| HDPE/PA6/WVO 85/15/2 | 8.84 | 245.8 |
| HDPE/PA6/Lotader 85/15/2 | 12.7 | 251.3 |
| Sample | HDPE Phase | PA6 Phase | ||||||
|---|---|---|---|---|---|---|---|---|
| Tc (°C) | ΔHc (J/g) | Tm (°C) | ΔHm (J/g) | Tc (°C) | ΔHc (J/g) | Tm (°C) | ΔHm (J/g) | |
| HDPE | 111.7 | 191.9 | 131.1 | 182.0 | - | - | - | - |
| PA6 | - | - | - | - | 187.1 | 67.9 | 221.7 | 67.5 |
| HDPE/PA6 75/25 | 111.6 | 190.8 | 130.4 | 180.0 | 187.5 | 64.5 | 219.6 | 67.0 |
| HDPE/PA6/Lotader 75/25/2 | 111.3 | 189.0 | 131.2 | 186.0 | 186.7 | 48.3 | 219.7 | 52.6 |
| HDPE/PA6/EWVO 75/25/2 | 110.4 | 182.5 | 131.1 | 188.2 | 182.9 | 31.1 | 219.7 | 54.0 |
| HDPE/PA6/WVO 75/25/2 | 111.1 | 194.8 | 131.1 | 209.0 | 186.7 | 21.6 | 212.4 | 47.8 |
| HDPE/PA6 85/15 | 110.6 | 192.6 | 130.7 | 194.9 | - | - | 219.4 | 59.7 |
| HDPE/PA6/Lotader 85/15/2 | 111.5 | 190.0 | 130.5 | 192.3 | - | - | 218.1 | 65.7 |
| HDPE/PA6/EWVO 85/15/2 | 109.2 | 182.5 | 131.6 | 181.3 | - | - | 219.1 | 62.2 |
| HDPE/PA6/WVO 85/15/2 | 110.1 | 183.7 | 130.8 | 187.2 | - | - | 219.3 | 61.9 |
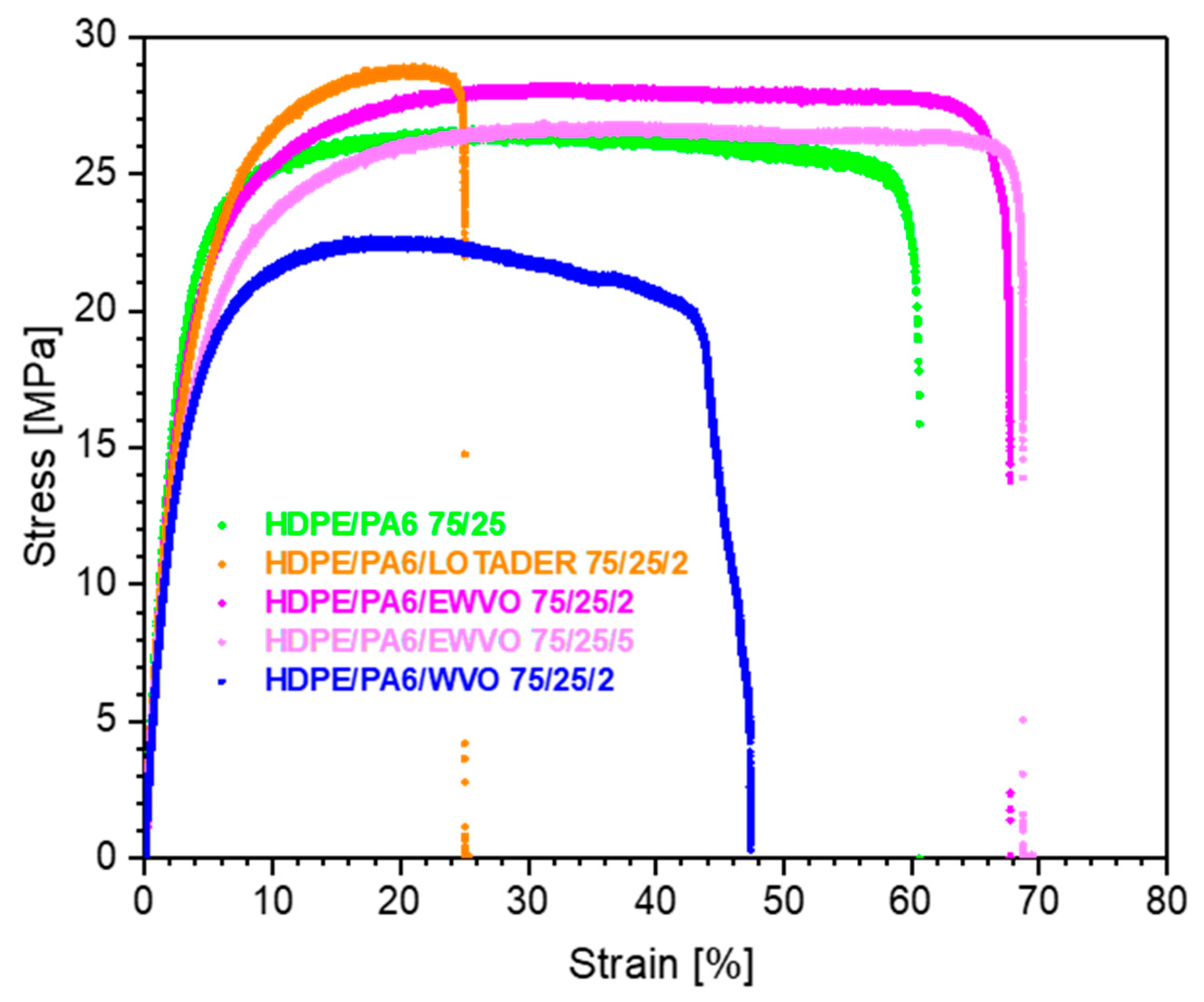
| Blend | Elastic Modulus (GPa) | Stress at Break (MPa) | Elongation at Break (%) |
|---|---|---|---|
| HDPE | 1.29 ± 0.23 | 26.1 ± 0.2 | 82 ± 4 |
| PA6 | 2.69 ± 0.20 | 67.0 ± 4.8 | 225 ± 3 |
| HDPE/PA6 75/25 | 1.18 ± 0.13 | 24.8 ± 0.5 | 56 ± 5 |
| HDPE/PA6/WVO 75/25/2 | 1.08 ± 0.14 | 21.8 ± 1.8 | 41 ± 4 |
| HDPE/PA6/EWVO 75/25/2 | 1.26 ± 0.08 | 27.3 ± 0.5 | 60 ± 7 |
| HDPE/PA6/EWVO 75/25/5 | 1.04 ± 0.17 | 26.2 ± 0.2 | 62 ± 9 |
| HDPE/PA6/Lotader 75/25/2 | 1.13 ± 0.11 | 28.9 ± 0.1 | 24 ± 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cappello, M.; Strangis, G.; Cinelli, P.; Camodeca, C.; Filippi, S.; Polacco, G.; Seggiani, M. From Waste Vegetable Oil to a Green Compatibilizer for HDPE/PA6 Blends. Polymers 2023, 15, 4178. https://doi.org/10.3390/polym15204178
Cappello M, Strangis G, Cinelli P, Camodeca C, Filippi S, Polacco G, Seggiani M. From Waste Vegetable Oil to a Green Compatibilizer for HDPE/PA6 Blends. Polymers. 2023; 15(20):4178. https://doi.org/10.3390/polym15204178
Chicago/Turabian StyleCappello, Miriam, Giovanna Strangis, Patrizia Cinelli, Caterina Camodeca, Sara Filippi, Giovanni Polacco, and Maurizia Seggiani. 2023. "From Waste Vegetable Oil to a Green Compatibilizer for HDPE/PA6 Blends" Polymers 15, no. 20: 4178. https://doi.org/10.3390/polym15204178
APA StyleCappello, M., Strangis, G., Cinelli, P., Camodeca, C., Filippi, S., Polacco, G., & Seggiani, M. (2023). From Waste Vegetable Oil to a Green Compatibilizer for HDPE/PA6 Blends. Polymers, 15(20), 4178. https://doi.org/10.3390/polym15204178