
Promising New Horizons in Medicine: Medical Advancements with Nanocomposite Manufacturing via 3D Printing

 ,
,  , , ,
, , ,
Abstract
1. Introduction
2. Polymer Particle Polymerization
2.1. Polymer Nanocomposites: The Synergistic Combination of Polymers and Nanoparticles
2.2. Nanoparticle Dispersions and Concentrations
2.3. Interfacial Interactions at the Polymer–Particulate Interface
3. Light-Induced Polymerization for Advanced Materials
3.1. Powder Bed Fusion
3.2. Vat Polymerization
3.2.1. Stereolithography (SLA)
3.2.2. 2PP/MPP 3D Printing
3.2.3. 2PP: Conducting Polymers
3.2.4. DLP Printing
3.3. Material Jetting MJ
3.3.1. Water-Based Jetting Processes: Inkjet Printing
3.3.2. Multijet and Polyjet
3.3.3. Binder Jetting Printing
3.4. Direct Energy Deposition (DED)
Electron Beam Melting 3D Printing
3.5. Extrusion-Based 3D Printing
3.5.1. Fused Deposition Modeling (FDM)
3.5.2. Low-Density Polyethylene Printing (LDM)
3.6. Visible-Light-Mediated Printing
3.7. 3D Bioprinting
4. Applications of 3D Printing in the Medical Domain
4.1. Mechanical Applications
- i
- Orthopedic implants: Orthopedic implants have been 3D-printed employing polyethylene, polycarbonate, or polyetherketone (PEEK). These materials have high yield strength, durability, and wear and fatigue resistance. Incorporating carbon fibers or ceramics in polymers can improve their durability and render them suitable for applications requiring load support.
- ii
- Cardiovascular devices: Cardiovascular devices, such as stents, pacemakers, and heart valves, often include polymers or their composites 3DP processes. These devices need materials that possess exceptional mechanical qualities, such as elevated strength, flexibility, and durability. Composites integrating silicon polyurethane and PTFE, along with metallic materials or ceramics, can enhance their durability [226].
- iii
- Tissue engineering: Polymer composites act as scaffolds to support cell development and tissue regeneration. It is vital to investigate the mechanical characteristics of these materials to guarantee tissue’s appropriate functioning and its successful integration with surrounding tissues. Polymers such as polylactic acid (PLA), polyglycolic acid (PGA), or their copolymers (PLGA) have usually been employed in tissue engineering [226]. The incorporation of HA or silk fibers could potentially enhance the strength and flexibility of these polymeric materials [227].
- iv
- Drug delivery devices: Implants, microparticles, and nanoparticles are all examples of polymer- or polymer-composite-based drug delivery methods [228]. Materials with specific mechanical qualities, such as drug-controlled release, biodegradability, and mechanical stability, are needed for these devices. Polymers such as PLA, PGA, or copolymers (PLGA) are often used in drug delivery [229].
- v
- Prosthetics: Utilizing polymers and their composites, prosthetics are manufactured, including artificial hands, feet, and limbs. The devices mentioned earlier require materials with exceptional mechanical properties, such as strength, flexibility, and durability. PEEK, PMMA, and polyethylene (PE) are just a few of the polymers that have been widely used in 3DP.
- vi
- Surgical instruments: Polymers such as nylon, polypropylene, and PEEK have widespread usage across various applications. Mechanically robust components must be employed to 3DP for optimal performance. These properties should include high strength, stiffness, and longevity.
- vii
- Diagnostic imaging: In diagnostic imaging devices such as X-ray films, MRI coils, and ultrasound transducers, polymers composites are also employed. The aforementioned devices necessitate materials possessing distinct mechanical characteristics, including but not limited to electrical conductivity, flexibility, and acoustic impedance. Polymers, i.e., polyvinyl chloride (PVC), polystyrene, and PEEK, are frequently utilized [230].
- viii
- Wound care: Dressings, bandages, and sutures use polymers and their composites. The aforementioned materials necessitate distinct mechanical characteristics such as pliability, permeability, and assimilation capacity. The incorporation of PTFE, polyurethane, or chitin with hydrogels or antimicrobial agents may enhance the strength and rigidity of these composites.
- ix
- Rehabilitation: Rehabilitation applications commonly employ polymers and their composites, including but not limited to splints, braces, and supports. The successful deployment of these devices necessitates the utilization of materials that possess specific mechanical characteristics, including adaptability, toughness, and resilience. The utilization of polymers, namely nylon, PEEK, and polyethylene, is prevalent in various applications [231].
4.2. Drug Delivery Applications
- i
- Precise drug delivery: The capacity to precisely regulate medication release is a major benefit of 3D-printed polymers containing nanoparticles for use in drug delivery. Experts may modify the structure, shape, and chemical composition of drug-containing nanoparticles to regulate their release. This may increase a treatment’s efficiency while decreasing the potential for adverse effects.
- ii
- Personalized medicine: Drug delivery systems tailored to individual patients can be easily done via 3DP. Researchers have developed 3D models according to patients’ anatomy using imaging data, allowing them to better design medication delivery systems that are suited to their particular requirements [234]. This may enhance treatment results and lower the possibility of negative side effects.
- iii
- Reduced dosage: Drugs may be released gradually over time with the use of 3DP drug delivery devices, which eliminates the need for several doses and lowers the total dosage needed. This may increase patient compliance and lessen the possibility of negative effects from excessive dosages.
- iv
- Cost-effective: Three-dimensional printing in the pharmaceutical industry might drastically cut down on medication delivery system costs. Eliminating processes such as injection molding and machining might decrease manufacturing costs and boost healthcare accessibility.
- v
- Versatile: The use of 3DP enables the fabrication of drug delivery systems encompassing a diverse array of forms and sizes. The adaptability of this characteristic might prove to be very advantageous in scenarios where targeted medication delivery to precise anatomical sites is required.
- vi
- Controlled release: Drugs may be released through 3DP drug delivery devices in response to biological stimuli such as changes in pH or temperature [235]. This may increase a treatment’s efficiency while decreasing the potential for adverse effects.
- vii
- Targeted drug delivery: The use of nanoparticles in conjunction with 3DP polymers enables the precise targeting of certain cells or tissues inside the human body. Hydrogel scaffold 3D-printed with incorporated nanoparticles of iron oxide, when exposed to a magnetic field, can attract and retain stem cells, which can be used to repair damaged tissues [235].
- viii
- Improved bioavailability: Nanoparticles containing polymer may increase pharmacological bioavailability, allowing lower doses and fewer side effects. A microneedle patch composed of polymeric material can be fabricated via 3DP and that contains nanoparticles of the anti-cancer medication doxorubicin. The transdermal patch may be administered topically, facilitating the localized administration of medication and enhancing its absorption into the bloodstream. This method improves the delivery of medication and bioavailability [236].
- ix
- Extended release: Incorporating nanoparticles into 3DP polymers allows for controlled medication release over a prolonged period of time. A stent was infused with the medication paclitaxel, combining polycaprolactone (PCL) and poly(lactic-co-glycolic acid) (PLGA), via 3DP [237]. Restenosis may be prevented using a medication that is slowly released from the stent over a period of weeks.
- x
- Customization: The customization of medication delivery systems to satisfy the specific requirements of individual patients is made possible via 3DP. An insulin device made via 3DP for patients with type 1 diabetes may be molded to the patient’s anatomy and made from a biocompatible polymer containing insulin nanoparticles [238].
4.3. Regeneration Applications
- i
- Enhanced scaffold properties: Incorporating nanoparticles into the polymer matrix can improve a scaffold’s mechanical strength, stiffness, and degradation properties. For example, the addition of silica nanoparticles to a polycaprolactone (PCL) scaffold improved its mechanical properties, making it suitable for bone tissue engineering [242]. Dante Ronca and his colleagues used AM to create biodegradable and nanocomposite scaffolds for bone tissue regeneration [243]. These scaffolds were made of poly(-caprolactone) (PCL) reinforced with hydroxyapatite nanoparticles. The architecture and the addition of HA influenced the mechanical performances of the built scaffolds. The construction process affected the scaffolds’ mechanical attributes. It was discovered that scaffolds with a 0/90° pattern had a higher compressive modulus and higher maximum stress than those with 0/60/120° and 0/45/90/135° patterns because a greater contact area (i.e., fused area) correlated to a smaller amplitude of the deposition angle (from 0/90° to 0/45/90/135°). Fibers placed using a lay-down pattern of 0/45/90/135° showed reduced stiffness [243].
- ii
- Controlled release of growth factors: Growth factors are important for promoting cell proliferation and differentiation in tissue regeneration. Incorporating nanoparticles into a polymer matrix can help control the release of growth factors over a prolonged period. For example, a study used gelatin-based scaffolds loaded with chitosan nanoparticles to deliver vascular endothelial growth factor (VEGF) in order to promote angiogenesis in wound healing [244]. Similarly, 3D-printed polylactic acid (PLA) scaffolds with the addition of polyethyleneimine-coated iron oxide nanoparticles were used to encapsulate and control the release of bone morphogenetic protein-2 (BMP-2), a growth factor that promotes bone regeneration [245].
- iii
- Biomimicry: Three-dimensionally printed polymers with nanoparticles can be designed to mimic the structure and properties of natural tissues. For example, a study used a blend of PCL and hydroxyapatite nanoparticles to fabricate a scaffold for cartilage tissue engineering. The resulting scaffold exhibited similar mechanical and biological properties to native cartilage tissue [246].
- iv
- Customization: Three-dimensional printing allows customized scaffolds to be fabricated with precise control over their shape, porosity, and interconnectivity. This enables the creation of patient-specific implants that can integrate seamlessly with the surrounding tissue. For example, a study used 3D-printed PCL scaffolds loaded with gelatin nanoparticles for spinal cord injury repair [247].
- v
- Reduced cost and time: Three-dimensional printing enables the rapid prototyping of scaffolds, reducing the time and cost associated with traditional manufacturing methods. This makes it a cost-effective solution for tissue engineering applications.
- vi
- Improved cell adhesion and proliferation: The addition of nanoparticles can also improve a scaffold’s ability to support cell adhesion and proliferation, which are important steps in tissue regeneration. For example, researchers have developed 3D-printed PCL scaffolds with the addition of graphene oxide nanoparticles, which improved the scaffolds’ ability to support the adhesion and proliferation of human mesenchymal stem cells, which are important cells for bone tissue regeneration [248].
- vii
- Personalized Tissue Engineering: Three-dimensional printing allows for the creation of patient-specific tissue engineering scaffolds, which can be tailored to an individual’s unique anatomy and pathology. Three-dimensional printing has been used to create personalized nasal implants for patients with nasal defects made from a polymer/nanoparticle composite material [249].
- viii
- Enhanced angiogenesis: The formation of new blood vessels is critical for the growth and survival of engineered tissues. The addition of nanoparticles to the polymer scaffold can promote angiogenesis by enhancing the release of angiogenic growth factors or by creating a microenvironment that supports the growth and migration of endothelial cells. For example, researchers have developed 3D-printed PCL scaffolds with the addition of gold nanoparticles, which improved the angiogenic properties of the scaffold and enhanced the formation of blood vessels [250].
- ix
- Improved antibacterial properties: Adding nanoparticles with antibacterial properties, such as Ag nanoparticles, can help prevent bacterial infections in tissue engineering applications [251]. Three-dimensionally printed PCL scaffolds with the addition of Ag nanoparticles have shown excellent antibacterial properties against Staphylococcus aureus, a common bacteria associated with infections in tissue engineering [252].
- x
- Drug screening: Three-dimensionally printed polymer with nanoparticles can also be used as a platform for drug screening, allowing for the testing of drugs on engineered tissues in a controlled environment. Three-dimensionally printed PCL scaffolds with the addition of magnetic iron oxide nanoparticles were used to create a magnetic field that could be used to control the direction of cells and drug particles within a scaffold [253].
- xi
- Nerve regeneration: Three-dimensionally printed polymers with nanoparticles can also be used for nerve regeneration. Three-dimensionally printed scaffolds with the addition of graphene oxide nanoparticles showed improved electrical conductivity and promoted the differentiation of neural stem cells into neurons [254].
4.4. Diagnostic Applications
- i
- Personalized diagnostics: Three-dimensional printing technology enables the production of patient-specific diagnostic devices to detect biomarkers or analyze samples in real time. This personalized approach can enhance the accuracy of diagnostics and enable more targeted treatments. Three-dimensionally printed microfluidic systems containing iron oxide nanoparticles may identify heart attack biomarkers promptly [257].
- ii
- Rapid diagnostics: Devices for quick sample analysis and real-time findings may be developed using 3DP polymer with nanoparticles. Microfluidic devices, including carbon nanotubes, have been successfully 3D-printed, allowing for quick bacterial detection [258].
- iii
- Cost-effective diagnostics: Three-dimensional printing technology now allows for the rapid and low-cost production of diagnostic instruments. Low-cost, rapid-prototyping 3D-printed diagnostic strips include silver nanoparticles for detecting microbial and viral illnesses.
- iv
- Improved accuracy: The ability to create 3D-printed diagnostic devices with complex geometries and precise dimensions can improve the accuracy of diagnostic testing. A 3DP microfluidic approach is based on Fe2O3 nanoparticles for very accurate and sensitive detection of RBCs infected with malaria [259].
- v
- Customizable design: Three-dimensionally printed diagnostic devices allow for the fabrication of devices that may be adapted to individual diagnostic requirements via the customization of design and material qualities. In order to detect various analytes, such as glucose, urea, and cholesterol, scientists have created a 3D-printed biosensor that incorporates graphene oxide nanoparticles [260].
- vi
- Sensitive and specific detection: The addition of nanoparticles to the polymer scaffold can improve the sensitivity and specificity of diagnostic devices. The incorporation of Au nanoparticles to a 3D-printed biosensor allows it to detect low quantities of a cancer biomarker with great sensitivity and specificity.
- vii
- Real-time monitoring: A 3D-printed microfluidic device containing magnetic nanoparticles helps monitor the growth of microbes and their response to drugs in real time.
4.5. Wound Healing Applications
- i
- Controlled drug release: Three-dimensionally printed polymers with nanoparticles can be used to create wound dressings that release drugs or growth factors in a controlled manner. Chitosan nanoparticles can accelerate the healing of wounds when incorporated into 3DP polycaprolactone (PCL)/gelatin scaffolds [262]. This incorporation offers the advantages of increased antibacterial activity and the controlled release of growth factors.
- ii
- Customized wound dressings: Three-dimensional printing enables the production of personalized wound dressings that accurately correspond to the size and shape of specific wounds. This phenomenon has the potential to result in enhanced wound covering and expedited healing durations.
- iii
- Reduced risk of infection: Nanoparticles boost a polymer scaffold’s antibacterial properties, reducing infection risk. Three-dimensionally printed PCL/gelatin scaffolds exhibited remarkable antibacterial efficacy against a variety of bacterial species when combined with Ag nanoparticles.
- iv
- Enhanced tissue regeneration: Tissue regeneration is improved when scaffolds made from 3DP polymer containing nanoparticles are utilized to model native tissue architecture, i.e., HA nanoparticle-enhanced 3D-printed PCL/gelatin scaffolds for bone regeneration.
- v
- Customized wound dressings: Customized wound dressings may now be printed in any size or form using 3DP technological advances. This may boost the dressing’s effectiveness and protect against infection.
- vi
- Enhanced drug delivery: Improving medication distribution to the wound site by incorporating nanoparticles into the polymer scaffold may accelerate the healing process. Ag nanoparticles, incorporated into 3D-printed wound dressings, are antimicrobial and aid in wound healing.
- vii
- Reduced healing time: By providing a framework that cells can grow and renew on, 3D-printed polymers containing nanoparticles might expedite the healing process. The improved adherence of cells and proliferation, in turn, accelerate up the wound healing mechanism when Au nanoparticles are integrated into 3D-printed polycaprolactone (PCL) scaffolds.
- viii
- Reduced scarring: 3D-printed polymers with nanoparticles can also reduce scarring by promoting healthy tissue formation. New blood vessel growth was stimulated and inflammation was reduced via 3DP PCL scaffolds loaded with hyaluronic acid nanoparticles.
4.6. Biocompatibility Enhancement
- i
- Reduced inflammation and toxicity: Nanoparticles that minimize inflammation and toxicity, such as silver or gold, may be used to increase the biocompatibility of polymers. In vitro studies have demonstrated that 3D-printed scaffolds incorporating Au nanoparticles reduce inflammation and increase cell proliferation. Three-dimensionally printed polymer scaffolds containing GO display lower cytotoxicity than that of traditional medical device materials.
- ii
- Improved mechanical properties: Polymer materials may find more use in the medical field if nanoparticles are included to enhance their mechanical qualities. Three-dimensionally printed poly(lactic-co-glycolic acid) (PLGA) scaffolds’ endurance and compatibility were enhanced via the inclusion of MgO particles.
- iii
- Enhanced drug delivery: Targeted medicine distribution to specific bodily areas may also be accomplished using 3D-printed nanoparticle polymers. Mesoporous SiO2 nanoparticles may be integrated into 3DP hydrogels to provide a prolonged release of medicines and other therapeutic drugs.
- iv
- Tissue regeneration: Three-dimensionally printed polymers with nanoparticles can also be used for tissue regeneration applications. In vivo, 3D-printed chitosan scaffolds containing Ag nanoparticles boosted antibacterial characteristics and tissue regeneration.
- v
- Biodegradability: Iron oxide and calcium phosphate nanoparticles may improve polymer biodegradability, making them acceptable for implanted medical devices. The inclusion of Fe2O3 nanoparticles into 3D-printed polycaprolactone (PCL) scaffolding enhanced the rate of biological degradation in culture.
- vi
- Improved implant integration: Three-dimensionally printed polymers with nanoparticles can enhance the integration of implants with adjacent tissue. For instance, the addition of bioactive glass nanoparticles improved an implant’s compatibility and facilitated its integration with adjacent tissue.
4.7. Surgical Training Applications
- i
- Realistic models: A 3D-printed polymer with nanoparticles can be used to create highly realistic surgical models that closely mimic the physical properties of human tissue. This facilitates enhanced surgical training and preparation, resulting in improved patient outcomes.
- ii
- Customization: The utilization of 3DP permits the fabrication of customized surgical models and simulators, thereby facilitating the customization of these instruments to meet the specific needs of individual surgeons and medical trainees. The efficacy and efficiency of surgical training courses may be enhanced via the adoption of this technique.
- iii
- Cost-effective: Traditional surgical training methods can be expensive and time-consuming. Three-dimensional printing eliminates the need for costly surgical models and cadavers.
- iv
- Risk reduction: Three-dimensionally printed surgical models and simulators decrease surgical complications and mishaps. They improve patient safety and reduce the cost of healthcare.
- v
- Improved surgical planning: Surgeons may design and perform difficult surgeries using 3D-printed surgical models. This can lead to more precise and efficient surgeries.
4.8. Neural Tissue Engineering
- Precision in creating neural tissue structures: Researchers can now develop intricate, patient-specific models of neurological disorders and injuries using 3DP, which allows for the accurate manufacturing of neural tissue structures.
- Enhanced neural tissue growth: It has been shown that incorporating nanoparticles into the polymer framework enhances brain tissue development and regeneration. Adding GO nanoparticles to 3D-printed PCL scaffolds promotes neural stem cell proliferation and axon outgrowth.
- Customizable scaffolds: The application of 3DP enables the customization of scaffolds that closely mimic the intricate structures of brain tissue. This may enhance the scaffold’s compatibility and integration with the surrounding brain tissue, aiding in tissue repair and regeneration.
- Brain implants: The creation of brain implants that may link to the brain and provide therapeutic benefits has shown promise when 3D printing technology and polymer materials containing nanoparticles are combined. Three-dimensional printing may be used to create a neural implant for focused brain stimulation to treat epilepsy.
- Drug delivery: Targeted medication administration to the brain is another potential use of 3D-printed polymers with nanoparticles. Drug-releasing microdevices created on a 3D printer may be implanted in the brain and activated via external stimuli such as light or heat. The integration of drug-loaded nanoparticles into a 3D-printed scaffold may effectively improve treatment effectiveness and reduce the occurrence of undesirable effects.
4.9. 3D-Printed Biosensors
5. Drawbacks
- Material properties: The size, distribution, and bond strength of nanoparticles in 3D-printed polymer composites may affect their mechanical properties. This can result in unpredictable mechanical behavior and reduced reliability compared to conventionally manufactured parts.
- Regulatory challenges: The absence of specific regulations for the utilization of 3D-printed polymers containing nanoparticles in medical applications poses regulatory challenges. It is sometimes difficult to acquire regulatory clearance for innovative devices, which might raise questions about their usefulness and safety.
- Cost: Particularly when producing high-grade medical-grade materials and specialist equipment, 3D printing may be rather costly. Due to this, it may be challenging to compare the cost of 3D-printed medical apparatus to that of conventional manufacturing methods.
- Limited material options: The range of materials available for 3DP is currently limited compared to traditional production methods despite the potential use of various polymers and nanoparticles. This may restrict the design possibilities and functionality of 3D-printed medical devices.
- Surface finish: In comparison to parts created using traditional means, it is common for 3D-printed components to have a somewhat coarse surface texture. This might provide challenges in terms of cleaning and disinfection, especially in medical contexts where maintaining sterility is crucial.
- Biocompatibility: A broad spectrum of polymers and nanoparticles were recognized as biologically compatible. The long-term biocompatibility of 3DP components is still uncertain.
- Size limitations: The existing capabilities of 3D printing technology impose limitations on the dimensions of printable objects. This is especially problematic in contexts where bigger components, such as implants or prostheses, are needed, such as in medicine.
- Durability: Although 3D-printed components exhibit notable strength and durability, apprehensions arise over their sustained performance when they are subjected to settings including repetitive loading or exposure to severe environmental factors. The complex microstructural composition of 3D-printed components makes them more prone to failure or degradation over time.
- Intellectual property: Three-dimensional printing technology makes it easier to replicate existing medical devices or parts, which can raise concerns about intellectual property and patent infringement. This can create legal challenges for manufacturers and limit the incentives for innovation in the field.
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| Additive manufacturing | AM |
| 3D printing | 3DP |
| Rapid prototyping | RP |
| Tissue engineering | TE |
| Extracellular matrix | ECM |
| Poly-caprolactone | PCL |
| Poly-glycolic acid | PGA |
| Poly(hydroxy butyrate) | PHB |
| Acrylonitrile butadiene styrene | ABS |
| Tricalcium phosphate | TCP |
| Hydroxyapatite | HAP |
| Computer tomography | CT |
| Polyethylene glycol dimethacrylate | PEGDMA |
| Polyetherimide | PEI |
| Polyether ether ketone | PEEK |
| Fused filament fabrication | FFF |
| Acrylonitrile butadiene styrene | ABS |
| Selective laser sintering | SLS |
| Biodegradable stents | BRS |
| Poly-l-lactic acid | PLLA |
| Methacrylic | MAA |
| Poly(lactic-co-glycolic acid) | PLGA |
| Polycaprolactone | PCL |
| Smooth muscle cells | SMCs |
| Endothelial cell layer | ECs |
| Poly-3,4-ethylenedioxythiophene | PEDOT |
| Polystyrene sulfonate | PSS |
| Critical micelle concentration | CMC |
| Polyethene oxide | PEO |
| Polyurethane | PU |
| Bovine aortic endothelial cells | BAECs |
| Tissue engineering | TE |
| Two-photon polymerization | 2PP |
References
- Tabaczynski, J.R.; Stoll, T.; Shepard, L.M.; Siddiqui, M.I.G.; Karkhanis, N.V.; Sommer, K. Use of Patient Specific 3D Printed (3DP) Neurovascular Phantoms for Mechanical Assessment of Devices Used in Image Guided Minimally Invasive Procedures. Available online: https://lens.org/035-591-417-289-741 (accessed on 27 September 2021).
- Udelson, J.E.; Stevenson, L.W. The Future of Heart Failure Diagnosis, Therapy, and Management. Circulation 2016, 133, 2671–2686. [Google Scholar] [CrossRef]
- Mandelbaum, B.R.; Browne, J.E.; Fu, F.; Micheli, L.; Mosely, J.B.; Erggelet, C.; Minas, T.; Peterson, L. Articular Cartilage Lesions of the Knee. Am. J. Sports Med. 1998, 26, 853–861. [Google Scholar] [CrossRef]
- Miriyev, A.; Xia, B.; Joseph, J.C.; Lipson, H. Additive Manufacturing of Silicone Composites for Soft Actuation. 3D Print. Addit. Manuf. 2019, 6, 309–318. [Google Scholar] [CrossRef]
- Michler, R.E. Stem Cell Therapy for Heart Failure. Cardiol. Rev. 2014, 22, 105–116. [Google Scholar] [CrossRef]
- Punyaratabandhu, T.; Liacouras, P.C.; Pairojboriboon, S. Using 3D models in orthopedic oncology: Presenting personalized advantages in surgical planning and intraoperative outcomes. 3D Print. Med. 2018, 4, 12. [Google Scholar] [CrossRef] [PubMed]
- Moldovanu, C.-G.; Lebovici, A.; Buruian, M.M. A systematic review of the clinical value and applications of three-dimensional virtual reconstructions in renal tumors. Med. Pharm. Rep. 2021, 95, 11–23. [Google Scholar] [CrossRef]
- Lupulescu, C.; Sun, Z. A Systematic Review of the Clinical Value and Applications of Three-Dimensional Printing in Renal Surgery. J. Clin. Med. 2019, 8, 990. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.; Nguyen, N.H.; Hwang, S.I.; Lee, H.J.; Hong, S.K.; Byun, S.S. Personalized 3D kidney model produced by rapid prototyping method and its usefulness in clinical applications. Int. Braz. J. Urol. 2018, 44, 952–957. [Google Scholar] [CrossRef]
- Dai, S.; Wang, Q.; Jiang, Z.; Liu, C.; Teng, X.; Yan, S.; Xia, D.; Tuo, Z.; Bi, L. Application of Three-Dimensional Printing Technology in Renal Diseases. Front. Med. 2022, 9, 1088592. [Google Scholar] [CrossRef]
- Hoon Kang, S. 3D Printing and Characterization of a Soft and Biostable Elastomer with High Flexibility and Strength for Biomedical Applications. Morressier. 18 September 2020. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Traxel, K.D.; Bose, S. Nature-inspired materials and structures using 3D Printing. Mater. Sci. Eng. R Rep. 2021, 145, 100609. [Google Scholar] [CrossRef]
- Piao, Y.; You, H.; Xu, T.; Bei, H.P.; Piwko, I.Z.; Kwan, Y.Y.; Zhao, X. Biomedical applications of gelatin methacryloyl hydrogels. Eng. Regen. 2021, 2, 47–56. [Google Scholar] [CrossRef]
- Kreider, P.B.; Cardew-Hall, A.; Sommacal, S.; Chadwick, A.; Hümbert, S.; Nowotny, S.; Nisbet, D.; Tricoli, A.; Compston, P. The effect of a superhydrophobic coating on moisture absorption and tensile strength of 3D-printed carbon-fibre/polyamide. Compos. Part A Appl. Sci. Manuf. 2021, 145, 106380. [Google Scholar] [CrossRef]
- Wu, Y.; Fuh, J.; Ozbolat, I.T. Bioprinting of other tissues and organs. In 3D Bioprinting in Tissue and Organ Regeneration; Elsevier: Amsterdam, The Netherlands; pp. 215–245.
- Fico, D.; Rizzo, D.; Casciaro, R.; Esposito Corcione, C. A Review of Polymer-Based Materials for Fused Filament Fabrication (FFF): Focus on Sustainability and Recycled Materials. Polymers 2022, 14, 465. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. Toughening PVC with Biocompatible PCL Softeners for Supreme Mechanical Properties, Morphology, Shape Memory Effects, and FFF Printability. Macromol. Mater. Eng. 2023, 308, 2300114. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Zolfagharian, A.; Bodaghi, M.; Baghani, M. A New Strategy for Achieving Shape Memory Effects in 4D Printed Two-Layer Composite Structures. Polymers 2022, 14, 5446. [Google Scholar] [CrossRef] [PubMed]
- Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. 4D printing of PLA-TPU blends: Effect of PLA concentration, loading mode, and programming temperature on the shape memory effect. J. Mater. Sci. 2023, 58, 7227–7243. [Google Scholar] [CrossRef]
- Zarek, M.; Mansour, N.; Shapira, S.; Cohn, D. 4D Printing of Shape Memory-Based Personalized Endoluminal Medical Devices. Macromol. Rapid Commun. 2016, 38, 1600628. [Google Scholar] [CrossRef]
- Qu, G.; Huang, J.; Gu, G.; Li, Z.; Wu, X.; Ren, J. Smart implants: 4D-printed shape-morphing scaffolds for medical implantation. Int. J. Bioprinting 2023, 9, 764. [Google Scholar] [CrossRef]
- Lumpe, T.; Shea, K. Computational Design of 4D Printed Shape Morphing Multi-State Lattice Structures. In Proceedings of the 45th Design Automation Conference. American Society of Mechanical Engineers, Anaheim, CA, USA, 8–13 June 2008. [Google Scholar] [CrossRef]
- Wan, M.; Yu, K.; Sun, H. 4D printed programmable auxetic metamaterials with shape memory effects. Compos. Struct. 2022, 279, 114791. [Google Scholar] [CrossRef]
- Wu, J.; Zhao, Z.; Hamel, C.M.; Mu, X.; Kuang, X.; Guo, Z.; Qi, H.J. Evolution of material properties during free radical photopolymerization. J. Mech. Phys. Solids 2018, 112, 25–49. [Google Scholar] [CrossRef]
- Wang, L.; Liu, X.; Jiang, T.; Huang, L. Three-dimensional printed polyether-ether-ketone implant for extensive chest wall reconstruction: A case report. Thorac. Cancer 2020, 11, 2709–2712. [Google Scholar] [CrossRef] [PubMed]
- Izci, Y. Three-dimensional printing in healthcare. In Biotechnology in Healthcare; Elsevier: Amsterdam, The Netherlands, 2021; Volume 1, pp. 27–39. [Google Scholar]
- Mahmoud, D.; Elbestawi, M. Lattice Structures and Functionally Graded Materials Applications in Additive Manufacturing of Orthopedic Implants: A Review. J. Manuf. Mater. Process. 2017, 1, 13. [Google Scholar] [CrossRef]
- Mangano, F.; Bazzoli, M.; Tettamanti, L.; Farronato, D.; Maineri, M.; Macchi, A.; Mangano, C. Custom-made, selective laser sintering (SLS) blade implants as a non-conventional solution for the prosthetic rehabilitation of extremely atrophied posterior mandible. Lasers Med. Sci. 2012, 28, 1241–1247. [Google Scholar] [CrossRef] [PubMed]
- Barrios-Muriel, J.; Romero-Sánchez, F.; Alonso-Sánchez, F.J.; Salgado, D.R. Advances in Orthotic and Prosthetic Manufacturing: A Technology Review. Materials 2020, 13, 295. [Google Scholar] [CrossRef]
- Jones, D. Impact of advanced manufacturing technology on prosthetic and orthotic practice. J. Biomed. Eng. 1988, 10, 179–183. [Google Scholar] [CrossRef]
- Alalawy, H.; Abdulnabi, H.A. The use of virtual surgical planning and 3D printing in reconstruction of a mandibular symphesial defect, challenges and gains: A case report. Adv. Oral Maxillofac. Surg. 2022, 5, 100235. [Google Scholar] [CrossRef]
- Koupaei, N.; Karkhaneh, A.; Daliri Joupari, M. Preparation and characterization of (PCL-crosslinked-PEG)/hydroxyapatite as bone tissue engineering scaffolds. J. Biomed. Mater. Res. Part A 2015, 103, 3919–3926. [Google Scholar] [CrossRef]
- Donaldson, L. 3D printing helps improve biocompatibility of metallic implants. Mater. Today 2021, 44, 4. [Google Scholar] [CrossRef]
- Christensen, A.M. 3D Printing and Patient-Matched Implants. In 3D Printing in Medicine; Springer International Publishing: Cham, Switzerland, 2017; pp. 85–95. [Google Scholar]
- Baudis, S.; ESHNR OFFICE. 3D-Printing—Bone Replacement Implants. Morressier. 2 September 2021. [Google Scholar] [CrossRef]
- Abyaneh, M.H.; Kalfa, D.; Li, R.; Barakat, A.; Ferrari, G.; Bacha, E.; Dujardin, C. A Biohybrid Tissue Engineering Scaffold for Heart Valve Prosthesis Based on Biodegradable and Biostable Polymers Designed to Maintain Mechanical Integrity and Allow Growth. Struct. Heart 2020, 4, 103–104. [Google Scholar] [CrossRef]
- Tan, H.T. Three-Dimensional Printing of Biodegradable Polymeric Scaffold. Ph.D. Thesis, Nanyang Technological University, Singapore, 2007. [Google Scholar] [CrossRef]
- Ko, J.H.; Kim, J.H.; Chung, D.J. Synthesis of Biodegradable Scaffold from Nano Fibers and Evaluation of Protein Adsorption Behaviors on its Surface. Key Eng. Mater. 2007, 342–343, 341–344. [Google Scholar] [CrossRef]
- Crim, M.T.; Shore, S.; Lee, S.K.; Wells, B.J. Anticoagulation for Cardiac Prosthetic Devices: Prosthetic Heart Valves, Left Ventricular Assist Devices, and Septal Closure Devices. In Anticoagulation Therapy; Springer International Publishing: Cham, Switzerland, 2018; pp. 253–295. [Google Scholar]
- Kur, F.; Beiras-Fernandez, A.; Oberhoffer, M.; Nikolaou, K.; Vicol, C.; Reichart, B. Minimizing cardiac surgery risks in a Hepatitis C patient: Changing surgical strategy after evaluation by modern imaging technologies. Ther. Clin. Risk Manag. 2009, 5, 409–412. [Google Scholar] [PubMed]
- Wu, G.-H.; Hsu, S. Review: Polymeric-Based 3D Printing for Tissue Engineering. J. Med. Biol. Eng. 2015, 35, 285–292. [Google Scholar] [CrossRef] [PubMed]
- Morteza, Z.; James, W.J.; Mostafa, Y. 3D Printing of Short-Carbon-Fiber-Reinforced Thermoset Polymer Composites via Frontal Polymerization. ACS Appl. Mater. Interfaces 2022, 14, 16694–16702. [Google Scholar]
- Yang, W.; Liu, L.; Zhou, Z.; Liu, H.; Xie, B.; Xu, W. Rational preparation of dibenzothiophene-imprinted polymers by surface imprinting technique combined with atom transfer radical polymerization. Appl. Surf. Sci. 2013, 282, 809–819. [Google Scholar] [CrossRef]
- Okubo, M.; Yonehara, H.; Kurino, T. Influence of viscosity within polymerizing particle on the morphology of micron-sized, monodisperse composite polymer particles produced by seeded polymerization for the dispersion of highly monomer-swollen polymer particles. Colloid Polym. Sci. 2003, 281, 1002–1005. [Google Scholar] [CrossRef]
- Coppola, A.M.; Huelskamp, S.R.; Tanner, C.; Rapking, D.; Ricchi, R.D. Application of tailored fiber placement to fabricate automotive composite components with complex geometries. Compos. Struct. 2023, 313, 116855. [Google Scholar] [CrossRef]
- Khan, S.B.; Li, N.; Liang, J.; Xiao, C.; Sun, X.; Chen, S. Influence of Exposure Period and Angle Alteration on the Flexural Resilience and Mechanical Attributes of Photosensitive Resin. Nanomaterials 2022, 12, 2566. [Google Scholar] [CrossRef]
- Thakur, R.; Arora, V. Comprehensive review on polymeric and metal nanoparticles: Possible therapeutic avenues. Int. J. Polym. Mater. Polym. Biomater. 2022, 72, 1–21. [Google Scholar] [CrossRef]
- Hur, O.-N.; Kim, H.-W.; Park, S.-H. Bending Properties of Carbon Nanotube/Polymer Composites with Various Aspect Ratios and Filler Contents. Micromachines 2020, 11, 857. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Maniadi, A.; Koudoumas, E.; Kenanakis, G.; Romanitan, C.; Tutunaru, O.; Suchea, M.; Kechagias, J. The Mechanical and Physical Properties of 3D-Printed Materials Composed of ABS-ZnO Nanocomposites and ABS-ZnO Microcomposites. Micromachines 2020, 11, 615. [Google Scholar] [CrossRef]
- Khan, S.B.; Irfan, S.; Lam, S.S.; Sun, X.; Chen, S. 3D printed nanofiltration membrane technology for waste water distillation. J. Water Process Eng. 2022, 49, 102958. [Google Scholar] [CrossRef]
- Zhou, G.; Wang, K.P.; Liu, H.W.; Wang, L.; Xiao, X.F.; Dou, D.D.; Fan, Y.B. Three-dimensional polylactic acid@graphene oxide/chitosan sponge bionic filter: Highly efficient adsorption of crystal violet dye. Int. J. Biol. Macromol. 2018, 113, 792–803. [Google Scholar] [CrossRef] [PubMed]
- Kannan, S.; Ramamoorthy, M. Mechanical characterization and experimental modal analysis of 3D Printed ABS, PC and PC-ABS materials. Mater. Res. Express 2020, 7, 015341. [Google Scholar] [CrossRef]
- Yin, Z.N.; Wang, T.J. Deformation response and constitutive modeling of PC, ABS and PC/ABS alloys under impact tensile loading. Mater. Sci. Eng. A 2010, 527, 1461–1468. [Google Scholar] [CrossRef]
- Singh, R.; Kumar, R. Energy Storage Device from Polymeric Waste Based Nano-Composite by 3D Printing. In Encyclopedia of Renewable and Sustainable Materials; Elsevier: Amsterdam, The Netherlands, 2020; pp. 425–432. [Google Scholar]
- Al-Mazrouei, N.; Ismail, A.; Ahmed, W.; Al-Marzouqi, A.H. ABS/Silicon Dioxide Micro Particulate Composite from 3D Printing Polymeric Waste. Polymers 2022, 14, 509. [Google Scholar] [CrossRef]
- Gong, M.; Sun, J.; Liu, G.; Li, L.; Wu, S.; Xiang, Z. Graphene oxide–modified 3D acellular cartilage extracellular matrix scaffold for cartilage regeneration. Mater. Sci. Eng. C 2021, 119, 111603. [Google Scholar] [CrossRef]
- Ozbolat, I.T.; Hospodiuk, M. Current advances and future perspectives in extrusion-based bioprinting. Biomaterials 2016, 76, 321–343. [Google Scholar] [CrossRef]
- Shi, S.; Peng, Z.; Jing, J.; Yang, L.; Chen, Y. 3D Printing of Delicately Controllable Cellular Nanocomposites Based on Polylactic Acid Incorporating Graphene/Carbon Nanotube Hybrids for Efficient Electromagnetic Interference Shielding. ACS Sustain. Chem. Eng. 2020, 21, 7962–7972. [Google Scholar] [CrossRef]
- Shukla, M.K.; Sharma, K. Improvement in mechanical and thermal properties of epoxy hybrid composites by functionalized graphene and carbon-nanotubes. Mater. Res. Express 2019, 6, 125323. [Google Scholar] [CrossRef]
- Mansor, M.R.; Nurfaizey, A.H.; Tamaldin, N.; Nordin, M.N.A.; Nurfaizey, A.H.; Tamaldin, N. Natural fiber polymer composites. In Biomass, Biopolymer-Based Materials, and Bioenergy; Elsevier: Amsterdam, The Netherlands, 2019; pp. 203–224. [Google Scholar]
- Bittmann, B.; Haupert, F.; Schlarb, A.K. Ultrasonic dispersion of inorganic nanoparticles in epoxy resin. Ultrason. Sonochem. 2009, 16, 622–628. [Google Scholar] [CrossRef]
- Garcia, E.A.; Ayranci, C.; Qureshi, A.J. Material Property-Manufacturing Process Optimization for Form 2 Vat-Photo Polymerization 3D Printers. J. Manuf. Mater. Process. 2020, 4, 12. [Google Scholar] [CrossRef]
- Dilag, J.; Chen, T.; Li, S.; Bateman, S.A. Design and direct additive manufacturing of three-dimensional surface micro-structures using material jetting technologies. Addit. Manuf. 2019, 27, 167–174. [Google Scholar] [CrossRef]
- Pan, Y.S.; Shen, Q.Q.; Chen, Y.; Yu, K.; Pan, C.L.; Zhang, L. Mechanical properties of hydroxyapatite reinforced polyetheretherketone biocomposites. Mater. Technol. 2014, 30, 257–263. [Google Scholar] [CrossRef]
- Moniruzzaman, M.; O’Neal, C.; Bhuiyan, A.; Egan, P.F. Design and Mechanical Testing of 3D Printed Hierarchical Lattices Using Biocompatible Stereolithography. Designs 2020, 4, 22. [Google Scholar] [CrossRef]
- Zhang, Y.; He, X.; Cao, M.; Shen, X.; Yang, Y.; Yi, J.; Guan, J.; Shen, J.; Xi, M.; Zhang, Y.; et al. Tribological and Thermo-Mechanical Properties of TiO2 Nanodot-Decorated Ti3C2/Epoxy Nanocomposites. Materials 2021, 14, 2509. [Google Scholar] [CrossRef] [PubMed]
- Gay, P.; Blanco, D.; Pelayo, F.; Noriega, A.; Fernández, P. Analysis of Factors Influencing the Mechanical Properties of Flat PolyJet Manufactured Parts. Procedia Eng. 2015, 132, 70–77. [Google Scholar] [CrossRef]
- Lazutin, A.A.; Vasilevskaya, V.V. Matrix free polymer nanocomposites from amphiphilic hairy nanoparticles: Solvent selectivity and mechanical properties. Polymer 2022, 255, 125172. [Google Scholar] [CrossRef]
- Brighenti, R.; Cosma, M.P.; Marsavina, L.; Spagnoli, A.; Terzano, M. Laser-based additively manufactured polymers: A review on processes and mechanical models. J. Mater. Sci. 2020, 56, 961–998. [Google Scholar] [CrossRef]
- Gunti, R.; Ratna Prasad, A.V.; Gupta, A.V.S.S.K.S. Mechanical and degradation properties of natural fiber-reinforced PLA composites: Jute, sisal, and elephant grass. Polym. Compos. 2016, 39, 1125–1136. [Google Scholar] [CrossRef]
- Stamhuis, J.E. Mechanical properties and morphology of polypropylene composites. III. Short glass fiber reinforced elastomer modified polypropylene. Polym. Compos. 1988, 9, 280–284. [Google Scholar] [CrossRef]
- He, J.; Chen, R.; Lu, Y.; Zhan, L.; Liu, Y.; Li, D.; Jin, Z. Fabrication of circular microfluidic network in enzymatically-crosslinked gelatin hydrogel. Mater. Sci. Eng. C 2016, 59, 53–60. [Google Scholar] [CrossRef]
- Křivánková, L.; Pantůčková, P.; Boček, P. Capillary zone electrophoresis and micellar electrokinetic chromatography of solution of polyaniline particles. Electrophoresis 2000, 21, 627–632. [Google Scholar] [CrossRef]
- Dubé, A.; Slater, G.W. Detrapping particles in gel electrophoresis: A numerical study of different pulsed field sequences. Electrophoresis 2010, 31, 3233–3246. [Google Scholar] [CrossRef]
- Muenks, D.; Kyosev, Y. Productivity Comparison Between Vat Polymerization and Fused Filament Fabrication Methods for Additive Manufacturing of Polymers. 3D Print. Addit. Manuf. 2023, 10, 40–49. [Google Scholar] [CrossRef]
- Smit, B.; Schlijper, A.G.; Rupert, L.A.M.; Van Os, N.M. Effects of chain length of surfactants on the interfacial tension: Molecular dynamics simulations and experiments. J. Phys. Chem. 1990, 94, 6933–6935. [Google Scholar] [CrossRef]
- Lin, Y.; Tang, W.; Xiao, P.; Ma, J.; Han, X.; Xu, X.; Luo, J.; Zhao, S. Synergistic Effect of Salt and Anionic Surfactants on Interfacial Tension Reduction: Insights from Molecular Dynamics Simulations. Langmuir 2023, 39, 12392–12401. [Google Scholar] [CrossRef]
- Magno, M.H.R.; Kim, J.; Srinivasan, A.; McBride, S.; Bolikal, D.; Darr, A.; Hollinger, J.O.; Kohn, J. Synthesis, degradation and biocompatibility of tyrosine-derived polycarbonate scaffolds. J. Mater. Chem. 2010, 20, 8885. [Google Scholar] [CrossRef]
- Salgın, S. Effects of ionic environment on the interfacial interactions between α-amylase and polyether sulphone membranes. Surf. Interface Anal. 2010, 43, 1318–1324. [Google Scholar] [CrossRef]
- Miller, R.; Fainerman, V.B. Interfacial rheology of adsorbed layers. In Interface Science and Technology; Elsevier: Amsterdam, The Netherlands, 2004; pp. 61–90. [Google Scholar]
- Rafiee, R.; Sharaei, M. Investigating the influence of bonded and non-bonded interactions on the interfacial bonding between carbon nanotube and polymer. Compos. Struct. 2020, 238, 111996. [Google Scholar] [CrossRef]
- Luo, Y. Interfacial Interactions between Carbon Nanoparticles and Conjugated Polymers; Robert, E., Ed.; Kennedy Librar: Boston, MA, USA, 2014. [Google Scholar] [CrossRef]
- Bignotti, F.; Baldi, F.; Grassi, M.; Abrami, M.; Spagnoli, G. Hydrophobically-Modified PEG Hydrogels with Controllable Hydrophilic/Hydrophobic Balance. Polymers 2021, 13, 1489. [Google Scholar] [CrossRef]
- Mack, H.-G.; Oberhammer, H. Structures and conformations of some compounds containing C-C, C-N, C-O, N-O, and O-O single bonds 0. In Advances in Molecular Structure Research; Elsevier: Amsterdam, The Netherlands, 1997; Volume 3, pp. 83–115. [Google Scholar]
- Krisyuk, B.E.; Popov, A.A.; Zaikov, G.Y. The surface tension of polymer films and its effect on the chemical reaction kinetics. Eff. Ozone Polypropyl. Polym. Sci. USSR 1980, 22, 365–372. [Google Scholar] [CrossRef]
- Sankaramoorthy, T.; Karthikeyan, R.; Pradeep, G.M.; Athikesavan, D.; Girimurugan, R. Improved performance of confinement of RC beam with glass fibre reinforced polymer laminates. Mater. Today Proc. 2022, 56, 3190–3195. [Google Scholar] [CrossRef]
- Li, S.; Xiong, Z.; Wang, X.; Yan, Y.; Liu, H.; Zhang, R. Direct Fabrication of a Hybrid Cell/Hydrogel Construct by a Double-nozzle Assembling Technology. J. Bioact. Compat. Polym. 2009, 24, 249–265. [Google Scholar]
- Sivamani, S.; Nadarajan, M.; Kameshwaran, R.; Bhatt, C.D.; Premkumar, M.T.; Hariram, V. Analysis of cross axis wind turbine blades designed and manufactured by FDM based additive manufacturing. Mater. Today Proc. 2020, 33, 3504–3509. [Google Scholar] [CrossRef]
- Suzuki, M.; Homma, T.; Numasawa, Y. Low temperature interlayer formation technology using a new siloxane polymer film. In Proceedings of the Seventh International IEEE Conference on VLSI Multilevel Interconnection, Santa Clara, CA, USA, 12–13 June 1990. [Google Scholar] [CrossRef]
- Yadav, D.; Chhabra, D.; Gupta, R.K.; Phogat, A.; Ahlawat, A. Modeling and analysis of significant process parameters of FDM 3D printer using ANFIS. Mater. Today Proc. 2020, 21, 1592–1604. [Google Scholar] [CrossRef]
- Banks, J.D.; Emami, A. Carbon-Based Piezoresistive Polymer Nanocomposites by Extrusion Additive Manufacturing: Process, Material Design, and Current Progress. 3D Print. Addit. Manuf. 2022; ahead of print. [Google Scholar] [CrossRef]
- Liu, M.; Song, Y.; Qin, H.; Li, Z.; Fu, Y.; Xiong, C.; Liu, F. Polyamide-imide/polyimide alloy with enhanced energy density and efficiency. J. Mater. Chem. C 2022, 10, 17225–17235. [Google Scholar] [CrossRef]
- Sarkar, S.; Nag, A. Spray Drying Encapsulation of Probiotics. In Spray Drying Encapsulation of Bioactive Materials; CRC Press: Boca Raton, FL, USA, 2021; pp. 271–301. [Google Scholar]
- Huang, J.; Nie, X. A simple and novel method to design flexible and transparent epoxy resin with tunable mechanical properties. Polym. Int. 2016, 65, 835–840. [Google Scholar] [CrossRef]
- Ma, R.; Fang, L.; Luo, Z.; Weng, L.; Song, S.; Zheng, R.; Sun, H.; Fu, H. Mechanical performance and in vivo bioactivity of functionally graded PEEK–HA biocomposite materials. J. Sol. Gel. Sci. Technol. 2014, 70, 339–345. [Google Scholar] [CrossRef]
- Lin, G.-P.; Lin, L.; Wang, X.-L.; Chen, L.; Wang, Y.Z. PBT/PC Blends Compatibilized and Toughened via Copolymers in Situ Formed by MgO-Catalyzed Transesterification. Ind. Eng. Chem. Res. 2015, 54, 1282–1291. [Google Scholar] [CrossRef]
- Walz, J.Y.; Sun, N. Effects of surface roughness on van der Waals and electrostatic contributions to particle-particle interactions and particle adhesion. In Particles on Surfaces: Detection, Adhesion and Removal; CRC Press: London, UK, 2023; Volume 7, pp. 151–169. [Google Scholar]
- Ignaczak, W.; Sobolewski, P.; El Fray, M. Bio-Based PBT–DLA Copolyester as an Alternative Compatibilizer of PP/PBT Blends. Polymers 2019, 11, 1421. [Google Scholar] [CrossRef] [PubMed]
- Hong, R.; Zhao, Z.; Leng, J.; Wu, J.; Zhang, J. Two-step approach based on selective laser sintering for high performance carbon black/ polyamide 12 composite with 3D segregated conductive network. Compos. Part B Eng. 2019, 176, 107214. [Google Scholar] [CrossRef]
- D’Accolti, L.; De Cataldo, A.; Montagna, F.; Esposito Corcione, C.; Maffezzoli, A. The Role of 3D Printing in the Development of a Catalytic System for the Heterogeneous Fenton Process. Polymers 2023, 15, 580. [Google Scholar] [CrossRef] [PubMed]
- Ding, H.; Zhang, Q.; Tian, Y.; Shi, Y.; Liu, B. Preparation of porous structure in the system of PEEK/PPS/diphenyl ketone via thermally induced phase separation. J. Appl. Polym. Sci. 2007, 104, 1523–1530. [Google Scholar] [CrossRef]
- Sui, G.; Liu, D.; Liu, Y.; Ji, W.; Zhang, Q.; Fu, Q. The dispersion of CNT in TPU matrix with different preparation methods: Solution mixing vs melt mixing. Polymer 2019, 182, 121838. [Google Scholar] [CrossRef]
- Mys, N.; Van De Sande, R.; Verberckmoes, A.; Cardon, L. Processing of Polysulfone to Free Flowing Powder by Mechanical Milling and Spray Drying Techniques for Use in Selective Laser Sintering. Polymers 2016, 8, 150. [Google Scholar] [CrossRef]
- Wang, G.; Wang, P.; Zhen, Z.; Zhang, W.; Ji, J. Preparation of PA12 microspheres with tunable morphology and size for use in SLS processing. Mater. Des. 2015, 87, 656–662. [Google Scholar] [CrossRef]
- Gui, C.; Chen, Z.; Yao, C.; Yang, G. Preparation of nickel/PA12 composite particles by defect-induced electroless plating for use in SLS processing. Sci. Rep. 2018, 8, 13407. [Google Scholar] [CrossRef]
- Košir, T.; Slavič, J. Single-process fused filament fabrication 3D-printed high-sensitivity dynamic piezoelectric sensor. Addit. Manuf. 2022, 49, 102482. [Google Scholar] [CrossRef]
- Lupo, M.; Ajabshir, S.Z.; Sofia, D.; Barletta, D.; Poletto, M. Experimental metrics of the powder layer quality in the selective laser sintering process. Powder Technol. 2023, 419, 118346. [Google Scholar] [CrossRef]
- Li, Y.; Zheng, L.; Peng, S.; Miao, J.T.; Zhong, J.; Wu, L.; Weng, Z. Structure–Property Relationship of Stereolithography Resins Containing Polysiloxane Core–Shell Nanoparticles. ACS Appl. Mater. Interfaces 2020, 12, 4917–4926. [Google Scholar] [CrossRef]
- Shinde, V.V.; Celestine, A.D.; Beckingham, L.E.; Beckingham, B.S. Stereolithography 3D Printing of Microcapsule Catalyst-Based Self-Healing Composites. ACS Appl. Polym. Mater. 2020, 2, 5048–5057. [Google Scholar] [CrossRef]
- LaFratta, C.N.; Li, L. Making Two-Photon Polymerization Faster. In Three-Dimensional Microfabrication Using Two-Photon Polymerization; Elsevier: Amsterdam, The Netherlands, 2020; pp. 221–241. [Google Scholar]
- Elomaa, L.; Teixeira, S.; Hakala, R.; Korhonen, H.; Grijpma, D.W.; Seppälä, J.V. Preparation of poly(ε-caprolactone)-based tissue engineering scaffolds by stereolithography. Acta Biomater. 2011, 7, 3850–3856. [Google Scholar] [CrossRef]
- Mironov, V.; Visconti, R.P.; Kasyanov, V.; Forgacs, G.; Drake, C.J.; Markwald, R.R. Organ printing: Tissue spheroids as building blocks. Biomaterials 2009, 30, 2164–2174. [Google Scholar] [CrossRef]
- Smith, C.M.; Stone, A.L.; Parkhill, R.L.; Stewart, R.L.; Simpkins, M.W.; Kachurin, A.M.; Warren, W.L.; Williams, S.K. Three-Dimensional BioAssembly Tool for Generating Viable Tissue-Engineered Constructs. Tissue Eng. 2004, 10, 1566–1576. [Google Scholar] [CrossRef]
- Staudinger, U.; Zyla, G.; Krause, B.; Janke, A.; Fischer, D.; Esen, C.; Voit, B.; Ostendorf, A. Development of electrically conductive microstructures based on polymer/CNT nanocomposites via two-photon polymerization. Microelectron. Eng. 2017, 179, 48–55. [Google Scholar] [CrossRef]
- Long, J.; Xiong, W.; Wei, C.; Lu, C.; Wang, R.; Deng, C.; Liu, H.; Fan, X.; Jiao, B.; Gao, S.; et al. Directional Assembly of ZnO Nanowires via Three-Dimensional Laser Direct Writing. Nano Lett. 2020, 20, 5159–5166. [Google Scholar] [CrossRef]
- Poikelispää, M.; Shakun, A.; Das, A.; Vuorinen, J. High actuation performance offered by simple diene rubbers. Polym. Adv. Technol. 2016, 28, 130–136. [Google Scholar] [CrossRef]
- Hodgkin, J.H.; Eibl, R. Gold extraction with poly(diallylamine) resins. React. Polym. Ion Exch. Sorbents 1988, 9, 285–291. [Google Scholar] [CrossRef]
- Ovsianikov, A.; Deiwick, A.; Van Vlierberghe, S.; Dubruel, P.; Möller, L.; Dräger, G.; Chichkov, B. Laser Fabrication of Three-Dimensional CAD Scaffolds from Photosensitive Gelatin for Applications in Tissue Engineering. Biomacromolecules 2011, 12, 851–858. [Google Scholar] [CrossRef]
- Yuk, H.; Lu, B.; Lin, S.; Qu, K.; Xu, J.; Luo, J.; Zhao, X. 3D printing of conducting polymers. Nat. Commun. 2020, 11, 1604. [Google Scholar] [CrossRef] [PubMed]
- Bolshin, D.S.; Kashkarov, P.K. Study of Conductive Hydrogels Based on Xanthan and PEDOT PSS Using Raman Spectroscopy. Nanobiotechnol. Rep. 2022, 17, 380–388. [Google Scholar] [CrossRef]
- Wang, S.; Guan, S.; Wang, J.; Liu, H.; Liu, T.; Ma, X.; Cui, Z. Fabrication and characterization of conductive poly (3,4-ethylenedioxythiophene) doped with hyaluronic acid/poly (l-lactic acid) composite film for biomedical application. J. Biosci. Bioeng. 2017, 123, 116–125. [Google Scholar] [CrossRef] [PubMed]
- Terzaki, K.; Kissamitaki, M.; Skarmoutsou, A.; Fotakis, C.; Charitidis, C.A.; Farsari, M.; Vamvakaki, M.; Chatzinikolaidou, M. Pre-osteoblastic cell response on three-dimensional, organic-inorganic hybrid material scaffolds for bone tissue engineering. J. Biomed. Mater. Res. Part A 2013, 101A, 2283–2294. [Google Scholar] [CrossRef] [PubMed]
- Marino, A.; Barsotti, J.; de Vito, G.; Filippeschi, C.; Mazzolai, B.; Piazza, V.; Labardi, M.; Mattoli, V.; Ciofani, G. Two-Photon Lithography of 3D Nanocomposite Piezoelectric Scaffolds for Cell Stimulation. ACS Appl. Mater. Interfaces 2015, 7, 25574–25579. [Google Scholar] [CrossRef]
- Xia, H.; Wang, J.; Tian, Y.; Chen, Q.D.; Du, X.B.; Zhang, Y.L.; He, Y.; Sun, H.B. Nanomachines: Ferrofluids for Fabrication of Remotely Controllable Micro-Nanomachines by Two-Photon Polymerization (Adv. Mater. 29/2010). Adv. Mater. 2010, 22, 3204–3207. [Google Scholar] [CrossRef]
- Klein, F.; Richter, B.; Striebel, T.; Franz, C.M.; Freymann, G.V.; Wegener, M.; Bastmeyer, M. Two-Component Polymer Scaffolds for Controlled Three-Dimensional Cell Culture. Adv. Mater. 2011, 23, 1341–1345. [Google Scholar] [CrossRef]
- Nishiguchi, A.; Zhang, H.; Schweizerhof, S.; Schulte, M.F.; Mourran, A.; Möller, M. 4D Printing of a Light-Driven Soft Actuator with Programmed Printing Density. ACS Appl. Mater. Interfaces 2020, 12, 12176–12185. [Google Scholar] [CrossRef]
- El-Tamaly, H.H.; Nassef, A.Y. Tip speed ratio and Pitch angle control based on ANN for putting variable speed WTG on MPP. In Proceedings of the 2016 Eighteenth International Middle East Power Systems Conference (MEPCON), Cairo, Egypt, 27–29 December 2016. [Google Scholar] [CrossRef]
- Chen, Q.; Hu, Z.; Zhang, X.; Liu, D.; Li, F.; Lai, G. The Development of SLA (Stereolithography) and DLP (Digital Light Processing) Technology in China. Adv. Theor. Comput. Phys. 2018, 1, 1–3. [Google Scholar] [CrossRef]
- Griffin, K.; Pappas, D. 3D printed microfluidics for bioanalysis: A review of recent advancements and applications. TrAC Trends Anal. Chem. 2023, 158, 116892. [Google Scholar] [CrossRef]
- Chozhan, C.K.; Alagar, M.; Gnanasundaram, P. Synthesis and Characterization of Bis(3-Vinyl Ester-2-Hydroxy Propane) Ether-Terminated Poly(Dimethylsiloxane) Toughened Epoxy-Clay Hybrid Nanocomposites. Polym. Polym. Compos. 2008, 16, 331–341. [Google Scholar] [CrossRef]
- Schmidt, J.; Altun, A.A.; Schwentenwein, M.; Colombo, P. Complex mullite structures fabricated via digital light processing of a preceramic polysiloxane with active alumina fillers. J. Eur. Ceram. Soc. 2019, 39, 1336–1343. [Google Scholar] [CrossRef]
- Xiao, T.; Qian, C.; Yin, R.; Wang, K.; Gao, Y.; Xuan, F. 3D Printing of Flexible Strain Sensor Array Based on UV-Curable Multiwalled Carbon Nanotube/Elastomer Composite. Adv. Mater. Technol. 2020, 6, 2000745. [Google Scholar] [CrossRef]
- Fantino, E.; Chiappone, A.; Roppolo, I.; Manfredi, D.; Bongiovanni, R.; Pirri, C.F.; Calignano, F. 3D Printing: 3D Printing of Conductive Complex Structures with In Situ Generation of Silver Nanoparticles (Adv. Mater. 19/2016). Adv. Mater. 2016, 28, 3711. [Google Scholar] [CrossRef]
- Wei, Y.; Zhao, D.; Cao, Q.; Wang, J.; Wu, Y.; Yuan, B.; Li, X.; Chen, X.; Zhou, Y.; Yang, X.; et al. Stereolithography-Based Additive Manufacturing of High-Performance Osteoinductive Calcium Phosphate Ceramics by a Digital Light-Processing System. ACS Biomater. Sci. Eng. 2020, 6, 1787–1797. [Google Scholar] [CrossRef]
- Cao, Y.; Shi, T.; Jiao, C.; Liang, H.; Chen, R.; Tian, Z.; Zou, A.; Yang, Y.; Wei, Z.; Wang, C.; et al. Fabrication and properties of zirconia/hydroxyapatite composite scaffold based on digital light processing. Ceram. Int. 2020, 46, 2300–2308. [Google Scholar] [CrossRef]
- Mattana, G.; Loi, A.; Woytasik, M.; Barbaro, M.; Noël, V.; Piro, B. Inkjet-Printing: A New Fabrication Technology for Organic Transistors. Adv. Mater. Technol. 2017, 2, 1700063. [Google Scholar] [CrossRef]
- Jiang, J.; Bao, B.; Li, M.; Sun, J.; Zhang, C.; Li, Y.; Li, F.; Yao, X.; Song, Y. Inkjet Printing: Fabrication of Transparent Multilayer Circuits by Inkjet Printing (Adv. Mater. 7/2016). Adv. Mater. 2016, 28, 1523. [Google Scholar] [CrossRef]
- Kwon, J.; Takeda, Y.; Fukuda, K.; Cho, K.; Tokito, S.; Jung, S. Printed Electronics: Vertically Stacked Complementary Organic Field-Effect Transistors and Logic Circuits Fabricated by Inkjet Printing (Adv. Electron. Mater. 7/2016). Adv. Electron. Mater. 2016, 2, 1600046. [Google Scholar] [CrossRef]
- Conti, S.; Martínez-Domingo, C.; Lay, M.; Terés, L.; Vilaseca, F.; Ramon, E. Inkjet-Printed Diodes: Nanopaper-Based Organic Inkjet-Printed Diodes (Adv. Mater. Technol. 6/2020). Adv. Mater. Technol. 2020, 5, 2070031. [Google Scholar] [CrossRef]
- Wallace, D. Overview of Inkjet-Based Micromanufacturing. In Inkjet-Based Micromanufacturing; Wiley: Weinheim, Germany, 2012; pp. 1–17. [Google Scholar]
- Perez Herrera, M.; Vasanthan, T.; Chen, L. Rheology of starch nanoparticles as influenced by particle size, concentration and temperature. Food Hydrocoll. 2017, 66, 237–245. [Google Scholar] [CrossRef]
- Yoshimune, W.; Harada, M. Temperature-induced shear-thinning in catalyst inks. Electrochem. Commun. 2021, 130, 107099. [Google Scholar] [CrossRef]
- Su, C.-H.; Chiu, H.-L.; Chen, Y.-C.; Yesilmen, M.; Schulz, F.; Ketelsen, B.; Vossmeyer, T.; Liao, Y.C. Highly Responsive PEG/Gold Nanoparticle Thin-Film Humidity Sensor via Inkjet Printing Technology. Langmuir 2019, 35, 3256–3264. [Google Scholar] [CrossRef]
- Nayak, L.; Mohanty, S.; Nayak, S.K.; Ramadoss, A. A review on inkjet printing of nanoparticle inks for flexible electronics. J. Mater. Chem. C 2019, 7, 8771–8795. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, Y.F. Investigation of Sintering Shrinkage in Binder Jetting Additive Manufacturing Process. Procedia Manuf. 2017, 10, 779–790. [Google Scholar] [CrossRef]
- Ning, F.; Hu, Y.; Liu, Z.; Cong, W.; Li, Y.; Wang, X. Ultrasonic Vibration-Assisted Laser Engineered Net Shaping of Inconel 718 Parts: A Feasibility Study. Procedia Manuf. 2017, 10, 771–778. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Chen, Q.; Valino, A.D.; Advincula, R.C. Thermo-mechanical and swelling properties of three-dimensional-printed poly (ethylene glycol) diacrylate/silica nanocomposites. MRS Commun. 2019, 9, 209–217. [Google Scholar] [CrossRef]
- Padmavathi NCh Chatterji, P.R. Structural Characteristics and Swelling Behavior of Poly(ethylene glycol) Diacrylate Hydrogels. Macromolecules 1996, 29, 1976–1979. [Google Scholar] [CrossRef]
- Fazeli, N.; Arefian, E.; Irani, S.; Ardeshirylajimi, A.; Seyedjafari, E. 3D-Printed PCL Scaffolds Coated with Nanobioceramics Enhance Osteogenic Differentiation of Stem Cells. ACS Omega 2021, 6, 35284–35296. [Google Scholar] [CrossRef]
- Beheshtizadeh, N.; Azami, M.; Abbasi, H.; Farzin, A. Applying extrusion-based 3D printing technique accelerates fabricating complex biphasic calcium phosphate-based scaffolds for bone tissue regeneration. J. Adv. Res. 2022, 40, 69–94. [Google Scholar] [CrossRef]
- Rahimnejad, M.; Rezvaninejad, R.; Rezvaninejad, R.; França, R. Biomaterials in bone and mineralized tissue engineering using 3D printing and bioprinting technologies. Biomed. Phys. Eng. Express 2021, 7, 062001. [Google Scholar] [CrossRef] [PubMed]
- Turnbull, G.; Clarke, J.; Picard, F.; Riches, P.; Jia, L.; Han, F.; Li, B.; Shu, W. 3D bioactive composite scaffolds for bone tissue engineering. Bioact. Mater. 2018, 3, 278–314. [Google Scholar] [CrossRef] [PubMed]
- Cheng, C.; Moon, Y.J.; Hwang, J.Y.; Chiu, G.T.C.; Han, B. A scaling law of particle transport in inkjet-printed particle-laden polymeric drops. Int. J. Heat Mass Transf. 2022, 191, 122840. [Google Scholar] [CrossRef]
- Łabowska, M.B.; Cierluk, K.; Jankowska, A.M.; Kulbacka, J.; Detyna, J.; Michalak, I. A Review on the Adaption of Alginate-Gelatin Hydrogels for 3D Cultures and Bioprinting. Materials 2021, 14, 858. [Google Scholar] [CrossRef] [PubMed]
- Zapka, W. Pros and Cons of Inkjet Technology in Industrial Inkjet Printing. In Handbook of Industrial Inkjet Printing; Wiley: Weinheim, Germany, 2017; pp. 1–6. [Google Scholar]
- Christensen, K.; Xu, C.; Chai, W.; Zhang, Z.; Fu, J.; Huang, Y. Freeform inkjet printing of cellular structures with bifurcations. Biotechnol. Bioeng. 2015, 112, 1047–1055. [Google Scholar] [CrossRef]
- Wei, C.; Qin, H.; Ramírez-Iglesias, N.A.; Chiu, C.P.; Lee, Y.S.; Dong, J. High-resolution ac-pulse modulated electrohydrodynamic jet printing on highly insulating substrates. J. Micromech. Microeng. 2014, 24, 045010. [Google Scholar] [CrossRef]
- Khan, S.B.; Lee, S.-L. Supramolecular Chemistry: Host–Guest Molecular Complexes. Molecules 2021, 26, 3995. [Google Scholar] [CrossRef]
- Vespini, V.; Coppola, S.; Todino, M.; Paturzo, M.; Bianco, V.; Grilli, S.; Ferraro, P. Forward electrohydrodynamic inkjet printing of optical microlenses on microfluidic devices. Lab Chip 2016, 16, 326–333. [Google Scholar] [CrossRef]
- Ahn, J.-H.; Hong, H.-J.; Lee, C.-Y. Temperature-Sensing Inks Using Electrohydrodynamic Inkjet Printing Technology. Materials 2021, 14, 5623. [Google Scholar] [CrossRef]
- Li, X.; Park, H.; Lee, M.H.; Hwang, B.; Kim, S.H.; Lim, S. High resolution patterning of Ag nanowire flexible transparent electrode via electrohydrodynamic jet printing of acrylic polymer-silicate nanoparticle composite overcoating layer. Org. Electron. 2018, 62, 400–406. [Google Scholar] [CrossRef]
- Jeong, Y.J.; Lee, X.; Bae, J.; Jang, J.; Joo, S.W.; Lim, S.; Kim, S.H.; Park, C.E. Direct patterning of conductive carbon nanotube/polystyrene sulfonate composites via electrohydrodynamic jet printing for use in organic field-effect transistors. J. Mater. Chem. C 2016, 4, 4912–4919. [Google Scholar] [CrossRef]
- Wang, B.; Chen, X.; Ahmad, Z.; Huang, J.; Chang, M.W. 3D electrohydrodynamic printing of highly aligned dual-core graphene composite matrices. Carbon 2019, 153, 285–297. [Google Scholar] [CrossRef]
- An, B.W.; Kim, K.; Lee, H.; Kim, S.Y.; Shim, Y.; Lee, D.Y.; Song, J.Y.; Park, J.U. High-Resolution Printing of 3D Structures Using an Electrohydrodynamic Inkjet with Multiple Functional Inks. Adv. Mater. 2015, 27, 4322–4328. [Google Scholar] [CrossRef] [PubMed]
- Dawei, Z.; Qi, Z.; Xiaoguang, F.; Shengdun, Z. Review on Joining Process of Carbon Fiber-Reinforced Polymer and Metal: Methods and Joining Process. Rare Met. Mater. Eng. 2018, 47, 3686–3696. [Google Scholar] [CrossRef]
- Shen, X.; Chu, M.; Hariri, F.; Vedula, G.; Naguib, H.E. Binder Jetting Fabrication of Highly Flexible and Electrically Conductive Graphene/PVOH Composites. Addit. Manuf. 2020, 36, 101565. [Google Scholar] [CrossRef]
- Liravi, F.; Vlasea, M. Powder bed binder jetting additive manufacturing of silicone structures. Addit. Manuf. 2018, 21, 112–124. [Google Scholar] [CrossRef]
- Zhang, J.; Allardyce, B.J.; Rajkhowa, R.; Wang, X.; Liu, X. 3D printing of silk powder by Binder Jetting technique. Addit. Manuf. 2021, 38, 101820. [Google Scholar] [CrossRef]
- Pal, S.K.; Ghosh, S.K. Metallic nanoparticle-based nano-inks for chemical and biological sensing. In Smart Multifunctional Nano-inks; Elsevier: Amsterdam, The Netherlands, 2023; pp. 561–578. [Google Scholar]
- Bai, Y.; Williams, C.B. Binder jetting additive manufacturing with a particle-free metal ink as a binder precursor. Mater. Des. 2018, 147, 146–156. [Google Scholar] [CrossRef]
- Wei, Q.; Wang, Y.; Chai, W.; Zhang, Y.; Chen, X. Molecular dynamics simulation and experimental study of the bonding properties of polymer binders in 3D powder printed hydroxyapatite bioceramic bone scaffolds. Ceram. Int. 2017, 43, 13702–13709. [Google Scholar] [CrossRef]
- Khan, S.B.; Irfan, S.; Lee, S.-L. Influence of Zn+2 Doping on Ni-Based Nanoferrites; (Ni1−x ZnxFe2O4). Nanomaterials 2019, 9, 1024. [Google Scholar] [CrossRef]
- Zhou, Z.; Cunningham, E.; Lennon, A.; McCarthy, H.O.; Buchanan, F.; Clarke, S.A.; Dunne, N. Effects of poly (ε-caprolactone) coating on the properties of three-dimensional printed porous structures. J. Mech. Behav. Biomed. Mater. 2017, 70, 68–83. [Google Scholar] [CrossRef]
- Yang, Q.; Li, M.; Zhao, Z.; Liao, X.; Li, J. Simulation of Binder Jetting and Analysis of Magnesium Alloy Bonding Mechanism. 3D Print. Addit. Manuf. 2022; ahead of print. [Google Scholar] [CrossRef]
- Punyaratabandhu, T.; Lohwongwatana, B.; Puncreobutr, C.; Kosiyatrakul, A.; Veerapan, P.; Luenam, S. A Patient-Matched Entire First Metacarpal Prosthesis in Treatment of Giant Cell Tumor of Bone. Case Rep. Orthop. 2017, 2017, 1–6. [Google Scholar] [CrossRef] [PubMed]
- Afifi, H.A. Ultrasonic Pulse Echo Studies of the Physical Properties of PMMA, PS, and PVC. Polym. Plast. Technol. Eng. 2003, 42, 193–205. [Google Scholar] [CrossRef]
- Aberoumand, M.; Rahmatabadi, D.; Aminzadeh, A.; Moradi, M. 4D Printing by Fused Deposition Modeling (FDM). In Materials Forming, Machining and Tribology; Springer International Publishing: Cham, Switzerland, 2021; pp. 377–402. [Google Scholar]
- Zhang, X.; Fan, W.; Liu, T. Fused deposition modeling 3D printing of polyamide-based composites and its applications. Compos. Commun. 2020, 21, 100413. [Google Scholar] [CrossRef]
- Sezer, H.K.; Eren, O. FDM 3D printing of MWCNT re-inforced ABS nano-composite parts with enhanced mechanical and electrical properties. J. Manuf. Process. 2019, 37, 339–347. [Google Scholar] [CrossRef]
- Abdullah, A.M.; Tuan Rahim, T.N.A.; Mohamad, D.; Akil, H.M.; Rajion, Z.A. Mechanical and physical properties of highly ZrO2 /β-TCP filled polyamide 12 prepared via fused deposition modelling (FDM) 3D printer for potential craniofacial reconstruction application. Mater. Lett. 2017, 189, 307–309. [Google Scholar] [CrossRef]
- Biryan, F.; Demirelli, K. A methacrylate monomer bearing nitro, aryl, and hydroxyl side groups: Homopolymerization, characterization, dielectric, and thermal degradation behaviors. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Zhou, Y.; Fan, Y.; Chen, Z.; Yue, Z.; Wallace, G.G. Catechol functionalized ink system and thrombin-free fibrin gel for fabricating cellular constructs with mechanical support and inner micro channels. Biofabrication 2021, 14, 015004. [Google Scholar] [CrossRef]
- Xu, L.; Varkey, M.; Jorgensen, A.; Ju, J.; Jin, Q.; Park, J.H.; Fu, Y.; Zhang, G.; Ke, D.; Zhao, W.; et al. Bioprinting small diameter blood vessel constructs with an endothelial and smooth muscle cell bilayer in a single step. Biofabrication 2020, 12, 045012. [Google Scholar] [CrossRef]
- Xiong, R.; Zhang, Z.; Chai, W.; Huang, Y.; Chrisey, D.B. Freeform drop-on-demand laser printing of 3D alginate and cellular constructs. Biofabrication 2015, 7, 045011. [Google Scholar] [CrossRef] [PubMed]
- Shinoka, T. Validation of Biodegradable Synthetic Small Diameter Arterial Vascular Grafts Using a Large Animal Model. Biomedical. J. Sci. Tech. Res. 2020, 28. [Google Scholar] [CrossRef]
- Zhou, X.; Nowicki, M.; Sun, H.; Hann, S.Y.; Cui, H.; Esworthy, T.; Lee, J.D.; Plesniak, M.; Zhang, L.G. 3D Bioprinting-Tunable Small-Diameter Blood Vessels with Biomimetic Biphasic Cell Layers. ACS Appl. Mater. Interfaces 2020, 12, 45904–45915. [Google Scholar] [CrossRef]
- Hansuebsai, A.; Chareonsopa, K.; Manseki, K. Optimization of LDM 3D printing parameters for TiO2 thin film fabrication. Int. J. Thin Film. Sci. Technol. 2020, 9, 163–169. [Google Scholar]
- Pamuła, E.; Błażewicz, M.; Chomyszyn-Gajewska, M. Effect of Sterilization on Biodegradable Composite Material for Controlled Tissue Regeneration. In Materials for Medical Engineering; Wiley: Weinheim, Germany, 2000; pp. 116–121. [Google Scholar]
- Ge, Q.; Qi, H.J.; Dunn, M.L. Active materials by four-dimension printing. Appl. Phys. Lett. 2013, 103, 131901. [Google Scholar] [CrossRef]
- Wei, Y.; Huang, P.; Li, Z.; Wang, P.; Feng, X. Design of active materials distributions for four-dimensional printing based on multi-material topology optimization. Smart Mater. Struct. 2021, 30, 095002. [Google Scholar] [CrossRef]
- Zhao, W.; Li, N.; Liu, L.; Leng, J.; Liu, Y. Origami derived self-assembly stents fabricated via 4D printing. Compos. Struct. 2022, 293, 115669. [Google Scholar] [CrossRef]
- Yang, J.; Li, N.; Shi, J.; Tang, W.; Zhang, G.; Zhang, F. Foundation of 3D printing and CAD file formats used in the industry. In Multimaterial 3D Printing Techology; Elsevier: Amsterdam, The Netherlands, 2023; pp. 17–42. [Google Scholar]
- Neagu, A. 4D printing: Definition, smart materials, and applications. In Towards 4D Bioprinting; Elsevier: Amsterdam, The Netherlands, 2023; pp. 13–51. [Google Scholar]
- Wu, Y.; Liu, T.; Shi, Y.; Wang, H. Dramatically enhancing mechanical properties of hydrogels by drying reactive polymers at elevated temperatures to introduce strong physical and chemical crosslinks. Polymer 2022, 249, 124842. [Google Scholar] [CrossRef]
- Taşar, Ş.; Orhan, R. Temperature-responsive Poly(acrylamide-co-N-isopropyl acrylamide) Hydrogel: Synthesis, Characterization, and Sorption Application. Polym. Korea 2020, 44, 49–60. [Google Scholar] [CrossRef]
- Zhao, Y.; Wei, F.; Zhao, X.; Yang, Q.; Guo, L.; Jiang, L. Effect of phosphorus content on mechanical properties of polymeric nickel composite materials with a diamond-structure microlattice. RSC Adv. 2018, 8, 33025–33029. [Google Scholar] [CrossRef]
- Nadgorny, M.; Xiao, Z.; Chen, C.; Connal, L.A. Three-Dimensional Printing of pH-Responsive and Functional Polymers on an Affordable Desktop Printer. ACS Appl. Mater. Interfaces 2016, 8, 28946–28954. [Google Scholar] [CrossRef] [PubMed]
- Muzaffar, A.; Ahamed, M.B.; Deshmukh, K.; Kovářík, T.; Křenek, T.; Pasha, S.K. 3D and 4D printing of pH-responsive and functional polymers and their composites. In 3D and 4D Printing of Polymer Nanocomposite Materials; Elsevier: Amsterdam, The Netherlands, 2020; pp. 85–117. [Google Scholar]
- Vanaei, S.; Parizi, M.S.; Vanaei, S.; Salemizadehparizi, F.; Vanaei, H.R. An Overview on Materials and Techniques in 3D Bioprinting Toward Biomedical Application. Eng. Regen. 2021, 2, 1–18. [Google Scholar] [CrossRef]
- Kannayiram, G.; Sendilvelan, S. Importance of nanocomposites in 3D bioprinting: An overview. Bioprinting 2023, 32, e00280. [Google Scholar] [CrossRef]
- Klotz, B.J.; Gawlitta, D.; Rosenberg, A.J.W.P.; Malda, J.; Melchels, F.P.W. Gelatin-Methacryloyl Hydrogels: Towards Biofabrication-Based Tissue Repair. Trends Biotechnol. 2016, 34, 394–407. [Google Scholar] [CrossRef] [PubMed]
- Hu, J.; Hou, Y.; Park, H.; Choi, B.; Hou, S.; Chung, A.; Lee, M. Visible light crosslinkable chitosan hydrogels for tissue engineering. Acta Biomater. 2012, 8, 1730–1738. [Google Scholar] [CrossRef] [PubMed]
- Shih, H.; Lin, C.-C. Visible-Light-Mediated Thiol-Ene Hydrogelation Using Eosin-Y as the Only Photoinitiator. Macromol. Rapid Commun. 2013, 34, 269–273. [Google Scholar] [CrossRef]
- Kamoun, E.A.; Winkel, A.; Eisenburger, M.; Menzel, H. Carboxylated camphorquinone as visible-light photoinitiator for biomedical application: Synthesis, characterization, and application. Arab. J. Chem. 2016, 9, 745–754. [Google Scholar] [CrossRef]
- Fairbanks, B.D.; Schwartz, M.P.; Bowman, C.N.; Anseth, K.S. Photoinitiated polymerization of PEG-diacrylate with lithium phenyl-2,4,6-trimethylbenzoylphosphinate: Polymerization rate and cytocompatibility. Biomaterials 2009, 30, 6702–6707. [Google Scholar] [CrossRef]
- Lim, K.S.; Klotz, B.J.; Lindberg, G.C.J.; Melchels, F.P.W.; Hooper, G.J.; Malda, J.; Gawlitta, D.; Woodfield, T.B.F. Visible Light Cross-Linking of Gelatin Hydrogels Offers an Enhanced Cell Microenvironment with Improved Light Penetration Depth. Macromol. Biosci. 2019, 19. [Google Scholar] [CrossRef]
- Chang, H.-I.; Wang, Y. Cell Responses to Surface and Architecture of Tissue Engineering Scaffolds. In Regenerative Medicine and Tissue Engineering—Cells and Biomaterials; InTech: London, UK, 2011. [Google Scholar] [CrossRef]
- Xia, B.; Krutkramelis, K.; Oakey, J. Oxygen-Purged Microfluidic Device to Enhance Cell Viability in Photopolymerized PEG Hydrogel Microparticles. Biomacromolecules 2016, 17, 2459–2465. [Google Scholar] [CrossRef]
- Lim, K.S.; Schon, B.S.; Mekhileri, N.V.; Brown, G.C.; Chia, C.M.; Prabakar, S.; Hooper, G.J.; Woodfield, T.B. New Visible-Light Photoinitiating System for Improved Print Fidelity in Gelatin-Based Bioinks. ACS Biomater. Sci. Eng. 2016, 2, 1752–1762. [Google Scholar] [CrossRef] [PubMed]
- Karvinen, J.; Kellomäki, M. Design aspects and characterization of hydrogel-based bioinks for extrusion-based bioprinting. Bioprinting 2023, 32, e00274. [Google Scholar] [CrossRef]
- Gockler, T.; Li, D.; Grimm, A.; Mecklenburg, F.; Grün, M.; Schepers, U.; Srivastava, S. Polyelectrolyte Complex Hydrogel Scaffoldings Enable Extrusion-Based 3D Bioprinting of Low-Viscosity Bioinks. American Chemical Society (ACS), 26 April 2023. [Google Scholar] [CrossRef]
- Lim, K.S.; Levato, R.; Costa, P.F.; Castilho, M.D.; Alcala-Orozco, C.R.; Van Dorenmalen, K.M.; Melchels, F.P.; Gawlitta, D.; Hooper, G.J.; Malda, J.; et al. Bio-resin for high resolution lithography-based biofabrication of complex cell-laden constructs. Biofabrication 2018, 10, 034101. [Google Scholar] [CrossRef] [PubMed]
- Boniface, A.; Madrid-Wolff, J.; Moser, C. High resolution light-based 3D printing of cell-laden bio constructs. In Proceedings of the Advanced Fabrication Technologies for Micro/Nano Optics and Photonics XVI, San Francisco, CA, USA, 28 January–3 February 2023. [Google Scholar] [CrossRef]
- Ouyang, L.; Yao, R.; Chen, X.; Na, J.; Sun, W. 3D printing of HEK 293FT cell-laden hydrogel into macroporous constructs with high cell viability and normal biological functions. Biofabrication 2015, 7, 015010. [Google Scholar] [CrossRef] [PubMed]
- Mubarok, W.; Elvitigala, K.C.M.L.; Kotani, T.; Sakai, S. Visible light photocrosslinking of sugar beet pectin for 3D bioprinting applications. Carbohydr. Polym. 2023, 316, 121026. [Google Scholar] [CrossRef]
- Guo, X.; Guo, X.; Yu, S.; Sakai, S. Influences of the different chemical components of sugar beet pectin on the emulsifying performance of conjugates formed between sugar beet pectin and whey protein isolate. Food Hydrocoll. 2018, 82, 1–10. [Google Scholar] [CrossRef]
- Nie, M.; Takeuchi, S. 3D Biofabrication Using Living Cells for Applications in Biohybrid Sensors and Actuators. ACS Appl. Bio. Mater. 2020, 3, 8121–8126. [Google Scholar] [CrossRef]
- Jakab, K.; Norotte, C.; Marga, F.; Murphy, K.; Vunjak-Novakovic, G.; Forgacs, G. Tissue engineering by self-assembly and bio-printing of living cells. Biofabrication 2010, 2, 022001. [Google Scholar] [CrossRef]
- Bilici, Ç.; Tatar, A.G.; Şentürk, E.; Dikyol, C.; Koç, B. Bisulfite-initiated crosslinking of gelatin methacryloyl hydrogels for embedded 3D bioprinting. Biofabrication 2022, 14, 025011. [Google Scholar] [CrossRef]
- Li, Z.; Zhong, W.; Ying, L.; Liu, F.; Li, N.; Huang, F.; Cao, Y. Morphology optimization via molecular weight tuning of donor polymer enables all-polymer solar cells with simultaneously improved performance and stability. Nano Energy 2019, 64, 103931. [Google Scholar] [CrossRef]
- Cvrček, L.; Krčil, J.; Musílková, J.; Musílková, V.; Bačáková, L.; Nehasil, V.; Denk, F.; Čejka, Z. Nanostructured TiNb coating improves the bioactivity of 3D printed PEEK. Mater. Des. 2022, 224, 111312. [Google Scholar] [CrossRef]
- Wang, L.; He, H.; Yang, X.; Zhang, Y.; Xiong, S.; Wang, C.; Yang, X.; Chen, B.; Wang, Q. Bimetallic ions regulated PEEK of bone implantation for antibacterial and osteogenic activities. Mater. Today Adv. 2021, 12, 100162. [Google Scholar] [CrossRef]
- Wang, F.; Wang, M.; He, Q.; Wang, X.; Sun, P.; Ji, Y.; Niu, Y.; Li, F.; Wei, J. Black tantalic oxide submicro-particles coating on PEEK fibers woven into fabrics as artificial ligaments with photothermal antibacterial effect and osteogenic activity for promoting ligament-bone healing. J. Mater. Sci. Technol. 2023, 133, 195–208. [Google Scholar] [CrossRef]
- Kurtz, S.M. Applications of Polyaryletheretherketone in Spinal Implants. In PEEK Biomaterials Handbook; Elsevier: Amsterdam, The Netherlands, 2012; pp. 201–220. [Google Scholar]
- Agarwal, S.; Saxena, N.S.; Agrawal, R.; Saraswat, V.K. Study of mechanical properties of polyvinyl chloride (PVC) and polystyrene (PS) polymers and their blends. AIP Conf. Proc. 2013, 1536, 777–778. [Google Scholar] [CrossRef]
- Simões, I.G.; dos Reis, A.C.; da Costa Valente, M.L. Influence of surface treatment by laser irradiation on bacterial adhesion on surfaces of titanium implants and their alloys: Systematic review. Saudi Dent. J. 2023, 35, 111–124. [Google Scholar] [CrossRef]
- Chen, C.-J.; Ding, S.-J.; Chen, C.-C. Effects of Surface Conditions of Titanium Dental Implants on Bacterial Adhesion. Photomed. Laser Surg. 2016, 34, 379–388. [Google Scholar] [CrossRef] [PubMed]
- Fraker, A.; Ruff, A.; Sung, P.; Van Orden, A.; Speck, K. Surface Preparation and Corrosion Behavior of Titanium Alloys for Surgical Implants. In Titanium Alloys in Surgical Implants; ASTM International: West Conshohocken, PA, USA, 1983. [Google Scholar]
- Kocak-Oztug, N.A.; Ravali, E.I. Titanium Dental Implants in Compromised Conditions: Need for Enhanced Bioactivity and Therapy. In Surface Modification of Titanium Dental Implants; Springer International Publishing: Cham, Switzerland, 2023; pp. 23–59. [Google Scholar]
- Genina, N.; Boetker, J.P.; Rantanen, J. 3D printing in oral drug delivery. In Nanotechnology for Oral Drug Delivery; Elsevier: Amsterdam, The Netherlands, 2020; pp. 359–386. [Google Scholar]
- Xu, Y.; Kim, C.; Saylor, D.M.; Koo, D. Polymer degradation and drug delivery in PLGA-based drug–polymer applications: A review of experiments and theories. J. Biomed. Mater. Res. Part B: Appl. Biomater. 2016, 105, 1692–1716. [Google Scholar] [CrossRef]
- Bazgir, M.; Zhang, W.; Zhang, X.; Elies, J.; Saeinasab, M.; Coates, P.; Youseffi, M.; Sefat, F. Degradation and Characterisation of Electrospun Polycaprolactone (PCL) and Poly(lactic-co-glycolic acid) (PLGA) Scaffolds for Vascular Tissue Engineering. Materials 2021, 14, 4773. [Google Scholar] [CrossRef]
- Kim, B.-S.; Yang, S.-S.; Kim, C.S. Incorporation of BMP-2 nanoparticles on the surface of a 3D-printed hydroxyapatite scaffold using an ε-polycaprolactone polymer emulsion coating method for bone tissue engineering. Colloids Surf. B Biointerfaces 2018, 170, 421–429. [Google Scholar] [CrossRef]
- Martins, C.; Sarmento, B. Microfluidic Manufacturing of Multitargeted PLGA/PEG Nanoparticles for Delivery of Taxane Chemotherapeutics. In Drug Delivery Systems; Springer: New York, NY, USA, 2020; pp. 213–224. [Google Scholar]
- Pierstorff, E.; Lam, R.; Ho, D. Nanoscale architectural tuning of parylene patch devices to control therapeutic release rates. Nanotechnology 2008, 19, 445104. [Google Scholar] [CrossRef]
- Leong, K.W. Synthetic Biodegradable Polymer Drug Delivery Systems. In Polymers for Controlled Drug Delivery; CRC Press: Boca Raton, FL, USA, 1990; pp. 127–148. [Google Scholar]
- Ronca, D.; Langella, F.; Chierchia, M.; D’amora, U.; Russo, T.; Domingos, M.; Gloria, A.; Bartolo, P.; Ambrosio, L. Bone Tissue Engineering: 3D PCL-based Nanocomposite Scaffolds with Tailored Properties. Procedia CIRP 2016, 49, 51–54. [Google Scholar] [CrossRef]
- Tabriz, A.G.; Douroumis, D.; Boateng, J. 3D Printed Scaffolds for Wound Healing and Tissue Regeneration. Ther. Dress. Wound Health Appl. 2020, 385–398. [Google Scholar] [CrossRef]
- Boateng, J.S.; Hafezi, F.; Tabriz, A.G.; Douroumis, D. 3D Printed Composite Dressings Loaded with Human Epidermal Growth Factor for Potential Chronic Wound Healing Applications. J. Drug Deliv. Sci. Technol. 2023, 86, 104684. [Google Scholar] [CrossRef]
- Tavakol, D.N.; Fleischer, S.; Falcucci, T.; Graney, P.L.; Halligan, S.P.; Kaplan, D.L.; Vunjak-Novakovic, G. Emerging Trajectories for Next Generation Tissue Engineers. ACS Biomater. Sci. Eng. 2021, 8, 4598–4604. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Wu, Y.; Yao, Z.; Wang, C. Study of a new nano-hydroxyapatite/basic fibroblast growth factor composite promoting periodontal tissue regeneration. Mater. Express 2020, 10, 1802–1807. [Google Scholar] [CrossRef]
- Unagolla, J.M.; Jayasuriya, A.C. Enhanced cell functions on graphene oxide incorporated 3D printed polycaprolactone scaffolds. Mater. Sci. Eng. C 2019, 102, 1–11. [Google Scholar] [CrossRef]
- Zhou, S.; Bei, Z.; Wei, J.; Yan, X.; Wen, H.; Cao, Y.; Li, H. Mussel-inspired injectable chitosan hydrogel modified with catechol for cell adhesion and cartilage defect repair. J. Mater. Chem. B 2022, 10, 1019–1030. [Google Scholar] [CrossRef]
- Joseph, B.; Ninan, N.; Visalakshan, R.M.; Denoual, C.; Bright, R.; Kalarikkal, N.; Grohens, Y.; Vasilev, K.; Thomas, S. Insights into the biomechanical properties of plasma treated 3D printed PCL scaffolds decorated with gold nanoparticles. Compos. Sci. Technol. 2021, 202, 108544. [Google Scholar] [CrossRef]
- Chen, F.; Han, J.; Guo, Z.; Mu, C.; Yu, C.; Ji, Z.; Sun, L.; Wang, Y.; Wang, J. Antibacterial 3D-Printed Silver Nanoparticle/Poly Lactic-Co-Glycolic Acid (PLGA) Scaffolds for Bone Tissue Engineering. Materials 2023, 16, 3895. [Google Scholar] [CrossRef]
- Xu, Z.; Omar, A.M.; Bartolo, P. Experimental and Numerical Simulations of 3D-Printed Polycaprolactone Scaffolds for Bone Tissue Engineering Applications. Materials 2021, 14, 3546. [Google Scholar] [CrossRef]
- MacDonald, A.F.; Harley-Troxell, M.E.; Newby, S.D.; Dhar, M.S. 3D-Printing Graphene Scaffolds for Bone Tissue Engineering. Pharmaceutics 2022, 14, 1834. [Google Scholar] [CrossRef] [PubMed]
- Yeo, A.; Sju, E.; Rai, B.; Teoh, S.H. Customizing the degradation and load-bearing profile of 3D polycaprolactone-tricalcium phosphate scaffolds under enzymatic and hydrolytic conditions. J. Biomed. Mater. Res. Part B Appl. Biomater. 2008, 87B, 562–569. [Google Scholar] [CrossRef]
- Gholizadeh, O.; Yasamineh, S.; Amini, P.; Afkhami, H.; Delarampour, A.; Akbarzadeh, S.; Matloub, R.K.; Zahedi, M.; Hosseini, P.; Hajiesmaeili, M.; et al. Therapeutic and diagnostic applications of nanoparticles in the management of COVID-19: A comprehensive overview. Virol. J. 2022, 19. ahead of print. [Google Scholar] [CrossRef] [PubMed]
- Narayanan, K.; Sakthivel, N. Nanotechnology and Cardiovascular Diseases. In Cardiovascular Diseases; CRC Press: Boca Raton, FL, USA, 2021; pp. 255–276. [Google Scholar]
- Zhang, S.; Zhao, W.; Zeng, J.; He, Z.; Wang, X.; Zhu, Z.; Hu, R.; Liu, C.; Wang, Q. Wearable non-invasive glucose sensors based on metallic nanomaterials. Mater. Today Bio 2023, 20, 100638. [Google Scholar] [CrossRef]
- Kumar, N.; Kumari, M.; Arun, R.K. Development and Implementation of Portable Biosensors in Microfluidic Point-of-Care Devices for Pathogen Detection. In Miniaturized Biosensing Devices; Springer Nature: Singapore, 2022; pp. 99–122. [Google Scholar]
- Wang, Q.; Wang, X.; Feng, Y. Chitosan Hydrogel as Tissue Engineering Scaffolds for Vascular Regeneration Applications. Gels 2023, 9, 373. [Google Scholar] [CrossRef] [PubMed]
- Farsari, M. 3D Printing via Multiphoton Polymerization. Nanomater. 2D 3D Print. 2017, 83–105. [Google Scholar] [CrossRef]
- Koch, F.; Thaden, O.; Conrad, S.; Tröndle, K.; Finkenzeller, G.; Zengerle, R.; Kartmann, S.; Zimmermann, S.; Koltay, P. Mechanical Properties of Polycaprolactone (PCL) Scaffolds for Hybrid 3D-Bioprinting with Alginate-Gelatin Hydrogel. SSRN Electron. J. 2021, 130, 105219. [Google Scholar] [CrossRef]
- Dey, P.; Ray, S. Resource management using 3D printing technology. In 3D Printing Technology for Water Treatment Applications; Elsevier: Amsterdam, The Netherlands, 2023; pp. 213–228. [Google Scholar]
- Alifui-Segbaya, F.; Varma, S.; Lieschke, G.J.; George, R. Biocompatibility of Photopolymers in 3D Printing. 3D Print. Addit. Manuf. 2017, 4, 185–191. [Google Scholar] [CrossRef]
- Guo, R.; Ren, Z.; Bi, H.; Xu, M.; Cai, L. Electrical and Thermal Conductivity of Polylactic Acid (PLA)-Based Biocomposites by Incorporation of Nano-Graphite Fabricated with Fused Deposition Modeling. Polymers 2019, 11, 549. [Google Scholar] [CrossRef]
- Bikiaris, N.D.; Koumentakou, I.; Samiotaki, C.; Meimaroglou, D.; Varytimidou, D.; Karatza, A.; Kalantzis, Z.; Roussou, M.; Bikiaris, R.D.; Papageorgiou, G.Z. Recent Advances in the Investigation of Poly(lactic acid) (PLA) Nanocomposites: Incorporation of Various Nanofillers and their Properties and Applications. Polymers 2023, 15, 1196. [Google Scholar] [CrossRef]
- Rinaldi, M.; Ghidini, T.; Nanni, F. Fused filament fabrication of polyetheretherketone/multiwalled carbon nanotube nanocomposites: The effect of thermally conductive nanometric filler on the printability and related properties. Polym. Int. 2021, 70, 1080–1089. [Google Scholar] [CrossRef]
- Tran, T.Q.; Canturri, C.; Deng, X.; Tham, C.L.; Ng, F.L. Enhanced tensile strength of acrylonitrile butadiene styrene composite specimens fabricated by overheat fused filament fabrication printing. Compos. Part B Eng. 2022, 235, 109783. [Google Scholar] [CrossRef]
- Zhu, D.; Ren, Y.; Liao, G.; Jiang, S.; Liu, F.; Guo, J.; Xu, G. Thermal and mechanical properties of polyamide 12/graphene nanoplatelets nanocomposites and parts fabricated by fused deposition modeling. J. Appl. Polym. Sci. 2017, 134. ahead of print. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.H.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Shanmugam, V.; Rajendran, D.J.J.; Babu, K.; Rajendran, S.; Veerasimman, A.; Marimuthu, U.; Singh, S.; Das, O.; Neisiany, R.E.; Hedenqvist, M.S.; et al. The mechanical testing and performance analysis of polymer-fibre composites prepared through the additive manufacturing. Polym. Test. 2021, 93, 106925. [Google Scholar] [CrossRef]
- Lage-Rivera, S.; Ares-Pernas, A.; Becerra Permuy, J.C.; Gosset, A.; Abad, M.J. Enhancement of 3D Printability by FDM and Electrical Conductivity of PLA/MWCNT Filaments Using Lignin as Bio-Dispersant. Polymers 2023, 15, 999. [Google Scholar] [CrossRef] [PubMed]
- Gungor-Ozkerim, P.S.; Inci, I.; Zhang, Y.S.; Khademhosseini, A.; Dokmeci, M.R. Bioinks for 3D bioprinting: An overview. Biomater. Sci. 2018, 6, 915–946. [Google Scholar] [CrossRef] [PubMed]
- Eosoly, S.; Brabazon, D.; Lohfeld, S.; Looney, L. Selective laser sintering of hydroxyapatite/poly-ε-caprolactone scaffolds. Acta Biomater. 2010, 6, 2511–2517. [Google Scholar] [CrossRef]
- Peng, T.; Shi, Q.; Chen, M.; Yu, W.; Yang, T. Antibacterial-Based Hydrogel Coatings and Their Application in the Biomedical Field—A Review. J. Funct. Biomater. 2023, 14, 243. [Google Scholar] [CrossRef]
- Elomaa, L.; Keshi, E.; Sauer, I.M.; Weinhart, M. Development of GelMA/PCL and dECM/PCL resins for 3D printing of acellular in vitro tissue scaffolds by stereolithography. Mater. Sci. Eng. C 2020, 112, 110958. [Google Scholar] [CrossRef]
- Han, J.; Li, Z.; Sun, Y.; Cheng, F.; Zhu, L.; Zhang, Y.; Zhang, Z.; Wu, J.; Wang, J. Surface Roughness and Biocompatibility of Polycaprolactone Bone Scaffolds: An Energy-Density-Guided Parameter Optimization for Selective Laser Sintering. Front. Bioeng. Biotechnol. 2022, 10. ahead of print. [Google Scholar] [CrossRef] [PubMed]
- Mubarak, S.; Dhamodharan, D.; Divakaran, N.; Kale, M.B.; Senthil, T.; Wu, L.; Wang, J. Enhanced Mechanical and Thermal Properties of Stereolithography 3D Printed Structures by the Effects of Incorporated Controllably Annealed Anatase TiO2 Nanoparticles. Nanomaterials 2020, 10, 79. [Google Scholar] [CrossRef] [PubMed]
- Kim, Y.-H.; Dawson, J.I.; Oreffo, R.O.C.; Tabata, Y.; Kumar, D.; Aparicio, C.; Mutreja, I. Gelatin Methacryloyl Hydrogels for Musculoskeletal Tissue Regeneration. Bioengineering 2022, 9, 332. [Google Scholar] [CrossRef] [PubMed]
- Yang, Z.; Ren, X.; Liu, Y. N-halamine modified ceria nanoparticles: Antibacterial response and accelerated wound healing application via a 3D printed scaffold. Compos. Part B Eng. 2021, 227, 109390. [Google Scholar] [CrossRef]
- Lu, Y.; Xu, J.; Su, Y.; Fang, H.; Liu, J.; Lv, S.; Cheng, Y.Y.; Nie, Y.; Li, W.; Pan, B.; et al. A biocompatible double-crosslinked gelatin/ sodium alginate/dopamine/quaterniazed chitosan hydrogel for wound dressings based on 3D bioprinting technology. Int. J. Bioprint. 2023, 9, 689. [Google Scholar] [CrossRef]
- Laux, C.J.; Hodel, S.M.; Farshad, M.; Müller, D.A. Carbon fibre/polyether ether ketone (CF/PEEK) implants in orthopaedic oncology. World J. Surg. Oncol. 2018, 16. ahead of print. [Google Scholar] [CrossRef]
- Lor Huai, C.; Hassan, M.I.; Sultana, N. Electrospun Polycaprolactone (PCL) and PCL/ nano-hydroxyapatite (PCL/nHA)-based nanofibers for bone tissue engineering application. In Proceedings of the 2015 10th Asian Control Conference (ASCC), Kota Kinabalu, Malaysia, 31 May–3 June 2015. [Google Scholar] [CrossRef]
- Germain, L.; Fuentes, C.A.; van Vuure, A.W.; des Rieux, A.; Dupont-Gillain, C. 3D-printed biodegradable gyroid scaffolds for tissue engineering applications. Mater. Des. 2018, 151, 113–122. [Google Scholar] [CrossRef]
- Novakova-Marcincinova, L.; Novak-Marcincin, J. Testing of ABS Material Tensile Strength for Fused Deposition Modeling Rapid Prototyping Method. Adv. Mater. Res. 2014, 912–914, 370–373. [Google Scholar] [CrossRef]
- Kim, J.; Shin, Y.; Song, S.; Lee, J.; Kim, J. Rapid prototyping of multifunctional microfluidic cartridges for electrochemical biosensing platforms. Sens. Actuators B Chem. 2014, 202, 60–66. [Google Scholar] [CrossRef]
- Wu, H.; Liu, C.; Cheng, L.; Yu, Y.; Zhao, H.; Wang, L. Enhancing the mechanical and tribological properties of epoxy composites via incorporation of reactive bio-based epoxy functionalized graphene oxide. RSC Adv. 2020, 10, 40148–40156. [Google Scholar] [CrossRef]
- Carter, J.; Singh, K.V.; Khan, F. Vibration Characteristics of 3D Printed Viscoelastic Graded Polymeric Plates. In Proceedings of the 33rd Conference on Mechanical Vibration and Sound (VIB), Online, 17–19 August 2021; American Society of Mechanical Engineers: New York, NY, USA, 2021; Volume 10. [Google Scholar] [CrossRef]
- Martins, G.; Gogola, J.L.; Budni, L.H.; Janegitz, B.C.; Marcolino-Junior, L.H.; Bergamini, M.F. 3D-printed electrode as a new platform for electrochemical immunosensors for virus detection. Anal. Chim. Acta 2021, 1147, 30–37. [Google Scholar] [CrossRef] [PubMed]
- Cardoso, R.M.; Silva, P.R.L.; Lima, A.P.; Rocha, D.P.; Oliveira, T.C.; do Prado, T.M.; Fava, E.L.; Fatibello-Filho, O.; Richter, E.M.; Muñoz, R.A. 3D-Printed graphene/polylactic acid electrode for bioanalysis: Biosensing of glucose and simultaneous determination of uric acid and nitrite in biological fluids. Sens. Actuators B Chem. 2020, 307, 127621. [Google Scholar] [CrossRef]
- Do, T.D.; Le, M.C.; Nguyen, T.A.; Le, T.H. Effect of Infill Density and Printing Patterns on Compressive Strength of ABS, PLA, PLA-CF Materials for FDM 3D Printing. Mater. Sci. Forum 2022, 1068, 19–27. [Google Scholar] [CrossRef]
- O’Hanlon, S.; O’Dwyer, C. Electrodeposition onto Conductive Additive-Impregnated 3D Printed Polylactic Acid Electrodes. J. Electrochem. Soc. 2022, 169, 082514. [Google Scholar] [CrossRef]
- Sieber, I.; Thelen, R.; Gengenbach, U. 3Dprinted highly compact varifocal optics. In Proceedings of the Imaging and Applied Optics Congress, Washington, DC, USA, 22–26 June 2020; Optica Publishing Group: Washington, DC, USA, 2020. [Google Scholar] [CrossRef]
- Zhou, D.; Yang, Y.; Rao, W.-F. 3D Printed Magnetoelectric Composites for Personalized Wearable Multifunctional Sensors. 3D Print. Addit. Manuf. 2023; ahead of print. [Google Scholar] [CrossRef]
- Narasaiah, D. An enzyme electrode for hydrogen peroxide based on peroxidase immobilized on glassy carbon electrode. In Biosensors ’92 Proceedings; Elsevier: Amsterdam, The Netherlands, 1994; p. 211. [Google Scholar]
- Sahai, N.; Gogoi, M. Techniques and Software Used in 3D Printing for Nanomedicine Applications. In 3D Printing Technology in Nanomedicine; Elsevier: Amsterdam, The Netherlands, 2019; pp. 23–41. [Google Scholar]
- Lawal, A.T. Recent Developments in Electrochemical Sensors Based on Graphene for Bioanalytical Applications. Sens. Bio-Sens. Res. 2023, 41, 100571. [Google Scholar] [CrossRef]
- Zheng, S.; Wang, H.; Li, J.; Wei, P.; Qi, Y.; Xie, Y. Effective improvement of the carbon-based CsPbI2Br perovskite solar cells through additive and interface strategies. Opt. Mater. 2023, 136, 113427. [Google Scholar] [CrossRef]
- Khan, S.B.; Hou, M.; Shuang, S.; Zhang, Z. Morphological influence of TiO2 nanostructures (nanozigzag, nanohelics and nanorod) on photocatalytic degradation of organic dyes. Appl. Surf. Sci. 2017, 400, 184–193. [Google Scholar] [CrossRef]
- Brighenti, R.; Cosma, M.P. Mechanical behavior of photopolymerized materials. J. Mech. Phys. Solids 2021, 153, 104456. [Google Scholar] [CrossRef]
- Palmara, G.; Frascella, F.; Roppolo, I.; Chiappone, A.; Chiadò, A. Functional 3D printing: Approaches and bioapplications. Biosens. Bioelectron. 2021, 175, 112849. [Google Scholar] [CrossRef]
- Sarapat, N. Tissue Culture with 3D Monitoring by Distributed Ring Circuits. J. Biosens. Bioelectron. 2013, 4, e19–e22. [Google Scholar] [CrossRef]
- Zein, I.; Hutmacher, D.W.; Tan, K.C.; Teoh, S.H. Fused deposition modeling of novel scaffold architectures for tissue engineering applications. Biomaterials 2002, 23, 1169–1185. [Google Scholar] [CrossRef] [PubMed]
- Cao, T.; Ho, K.-H.; Teoh, S.-H. Scaffold Design andin VitroStudy of Osteochondral Coculture in a Three-Dimensional Porous Polycaprolactone Scaffold Fabricated by Fused Deposition Modeling. Tissue Eng. 2003, 9, 103–112. [Google Scholar] [CrossRef] [PubMed]
- Zafar, M.S. Prosthodontic Applications of Polymethyl Methacrylate (PMMA): An Update. Polymers 2020, 12, 2299. [Google Scholar] [CrossRef] [PubMed]
- Maina, R.M.; Barahona, M.J.; Finotti, M.; Lysyy, T.; Geibel, P.; D’amico, F.; Mulligan, D.; Geibel, J.P. Generating vascular conduits: From tissue engineering to three-dimensional bioprinting. Innov. Surg. Sci. 2018, 3, 203–213. [Google Scholar] [CrossRef] [PubMed]
- Akpek, A. Three Dimensional Bioprinting of Tissue Engineered Artificial Heart Valves by Stereolithograph. In Proceedings of the 2017 21st National Biomedical Engineering Meeting (BIYOMUT), Istanbul, Turkey, 24 November–26 December 2017. [Google Scholar] [CrossRef]
- Saluja, A. Implementation of Convolutional Neural Networks for Warp Detection in 3D Printed Components Manufactured Via Fused Filament Fabrication: A Bayesian-Based Automated Approach; Ryerson University Library and Archives: Toronto, ON, Canada, 2021. [Google Scholar] [CrossRef]
- Khan, S.B.; Li, N.; Chen, S.; Liang, J.; Xiao, C.; Sun, X. Influence of Nanoparticle Size on the Mechanical and Tribological Characteristics of TiO2 Reinforced Epoxy Composites. J. Mater. Res. Technol. 2023, 26, 6001–6015. [Google Scholar] [CrossRef]
- Da Silva Fernandes, F.A.; Serra, J.C.V.; de Oliveira Costa, D.d.S.; Martin, C.A.G. Production of Biodegradable Polymeric Composites with the Addition of Waste. Materials 2023, 16, 6305. [Google Scholar] [CrossRef]
- Muzyka, R.; Sobek, S.; Korytkowska-Wałach, A.; Drewniak, Ł.; Sajdak, M. Recycling of Both Resin and Fibre from Wind Turbine Blade Waste via Small Molecule-Assisted Dissolution. Sci. Rep. 2023, 13, 9270. [Google Scholar] [CrossRef]
- Kothari, J.; Iroh, J.O. Self-Healing Poly(Urea Formaldehyde) Microcapsules: Synthesis and Characterization. Polymers 2023, 15, 1668. [Google Scholar] [CrossRef]
- Zhou, K.; Ding, R.; Tao, X.; Cui, Y.; Yang, J.; Mao, H.; Gu, Z. Peptide-Dendrimer-Reinforced Bioinks for 3D Bioprinting of Heterogeneous and Biomimetic in Vitro Models. Acta Biomater. 2023, 169, 243–255. [Google Scholar] [CrossRef]
- Wang, Y.; Bai, J.; Wang, M. Digital Light Processing (DLP) and Its Biomedical Applications. In Advances in 3D Bioprinting; CRC Press: Boca Raton, FL, USA, 2023; pp. 55–89. [Google Scholar]












{kind=link}
{kind=link}
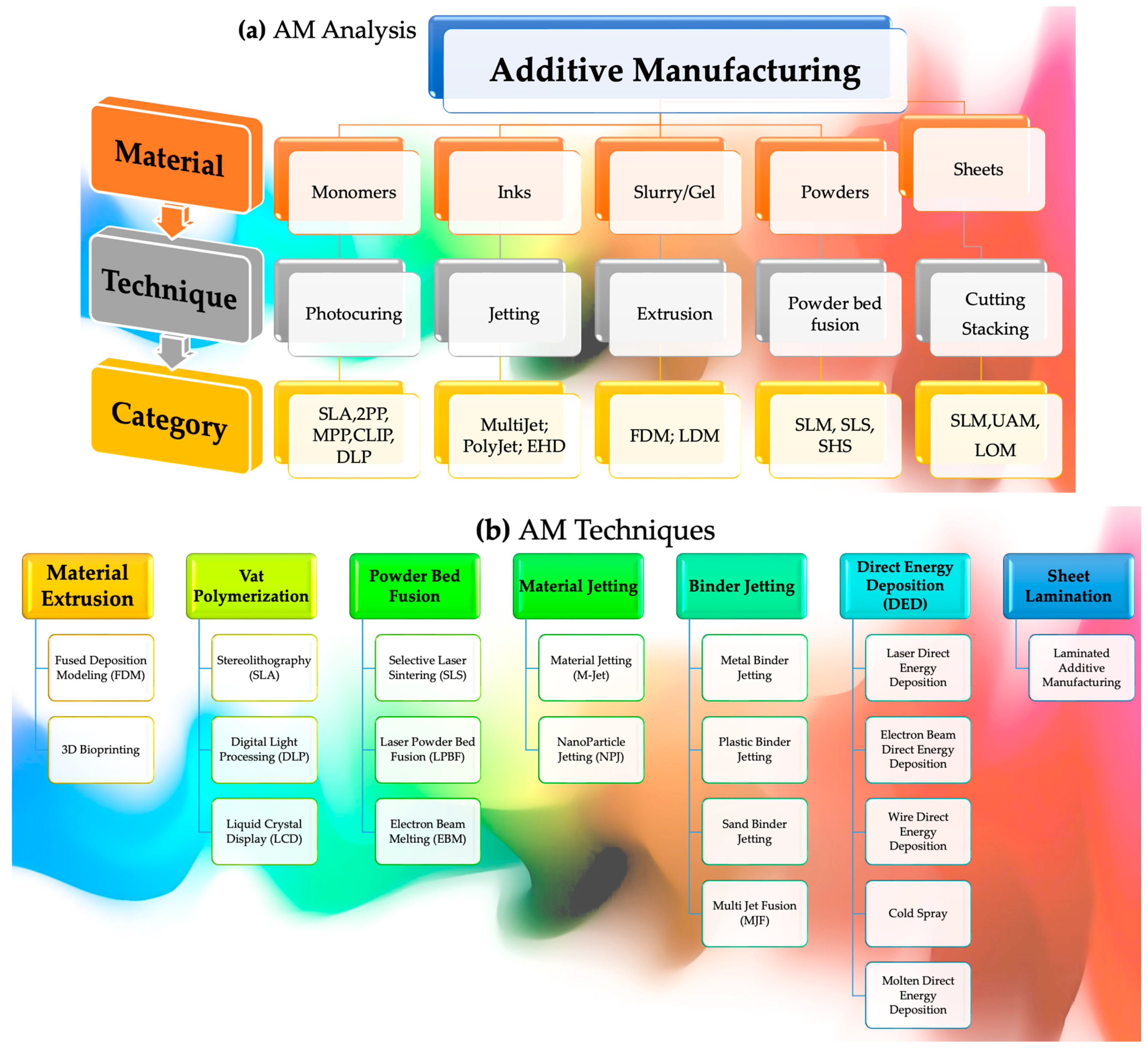{kind=link}
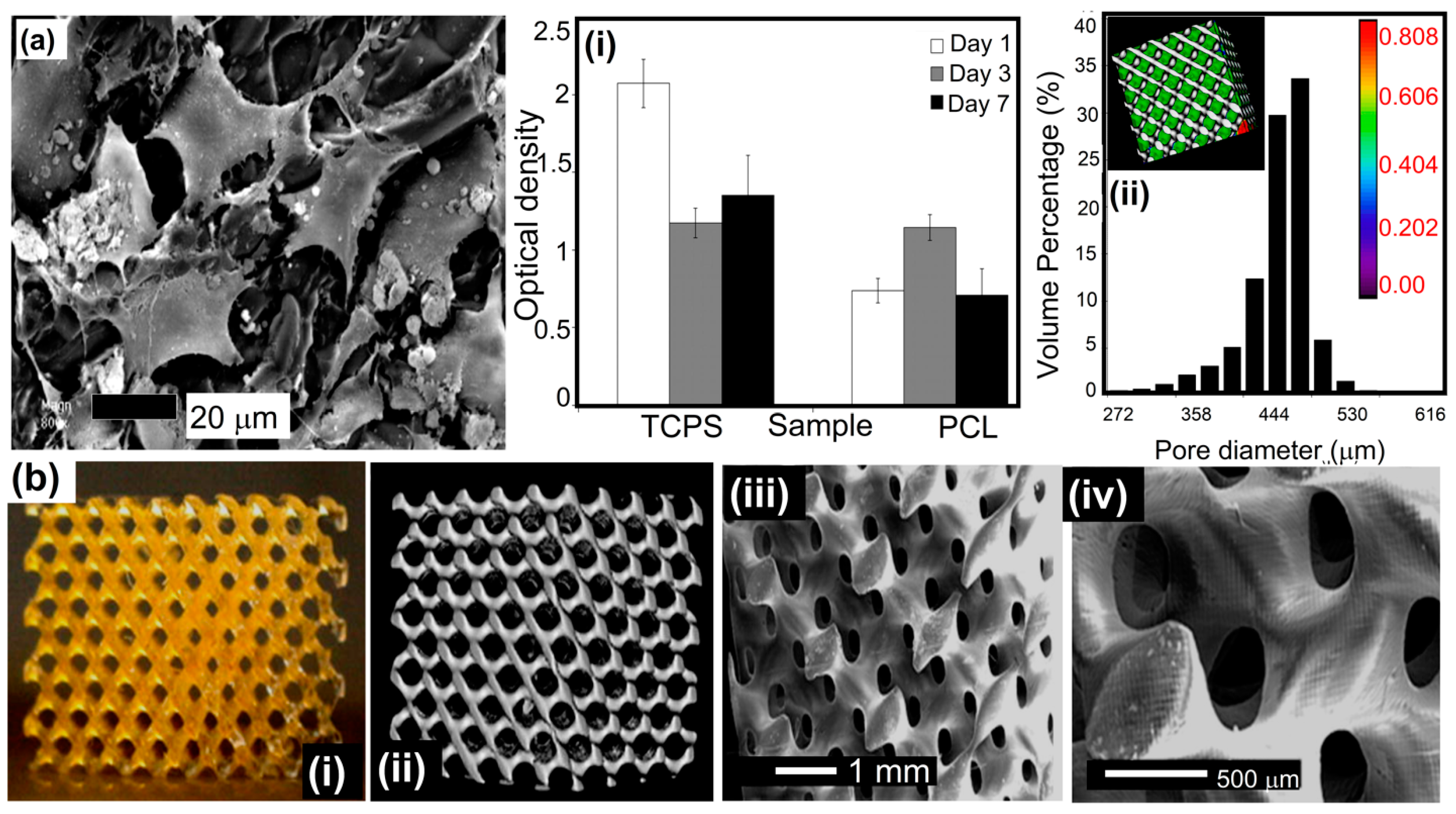{kind=link}
{kind=link}
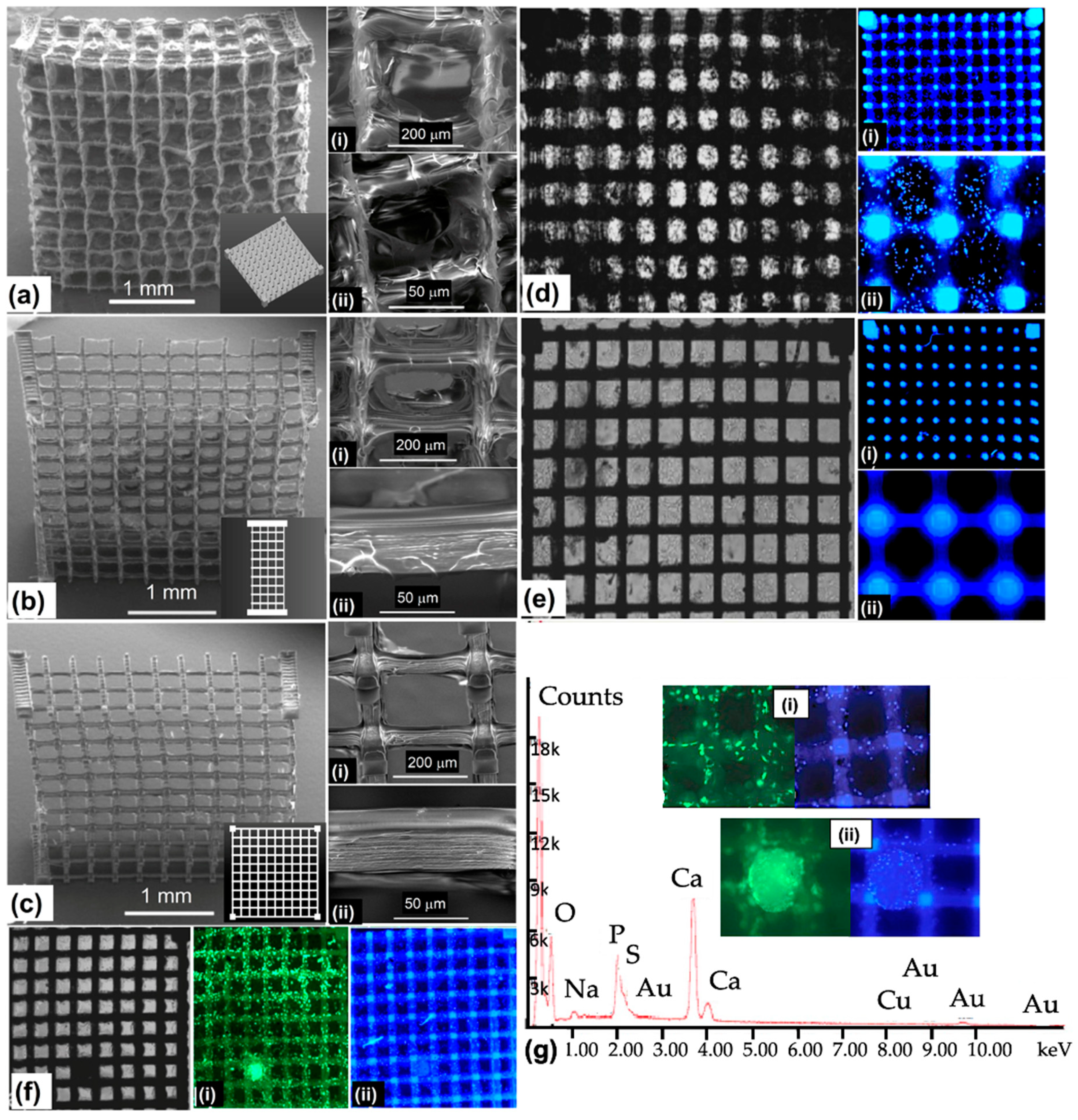{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Year | Polymer | Powder | Benefits | Ref |
|---|---|---|---|---|---|
| FDM | 2022 | Polylactic acid (PLA) | Graphene oxide (GO) | Improved mechanical, thermal, and electrical properties of nanocomposites | [264] |
| FDM | 2021 | Nylon, polycarbonate, and PEEK | Glass, carbon, and aramid fibers | Enhanced mechanical and thermal properties of composites, improved printability and surface quality, and cost-effectiveness | [265] |
| Fused filament fabrication (FFF) | 2020 | Polyetheretherketone (PEEK) | Carbon nanotubes (CNTs) | Improved mechanical, thermal, and electrical properties of composites, enhanced printability, and reduction in defects and porosity | [266] |
| FDM | 2019 | Acrylonitrile butadiene styrene | Carbon fiber | Improved mechanical properties of composites, enhanced printability, and reduction in defects and porosity | [267] |
| FDM | 2018 | Polycarbonate (PC), polyamide | Graphene nanoplatelets (GNPs) | Enhanced mechanical and thermal properties of composites, improved printability and surface quality, and cost-effectiveness | [268] |
| FDM | 2017 | Nylon, polycarbonate, and ABS | Carbon, glass, and aramid fibers | Enhanced mechanical and thermal properties of composites, improved printability and surface quality, and cost-effectiveness | [269] |
| FDM | 2021 | ABS, nylon, and polycarbonate | Carbon, glass, and aramid fibers | Enhanced mechanical and thermal properties of composites, improved printability and surface quality, and cost-effectiveness | [270] |
| FDM | 2023 | Polylactic acid (PLA), ABS | Nanoclays and carbon nanotubes | Improved mechanical, thermal, and electrical properties of nanocomposites, enhanced printability, and reduction in defects and porosity | [271] |
| Inkjet printing | 2017 | Hydrogels | Customizable shapes, high biocompatibility and cell viability, and the ability to print living tissues and organs | [272] | |
| SLS | 2010 | Polycaprolactone (PCL) | Hydroxyapatite (HA) | Improved biocompatibility and mechanical properties for tissue engineering applications | [273] |
| SLA | 2022 | Polyethylene glycol diacrylate (PEGDA) | Copper nanoparticles | Enhanced antibacterial properties for biomedical applications | [274] |
| SLA | 2022 | GelMA/PCL-MA hybrid resins | Enhanced wound healing and antibacterial properties for tissue engineering applications | [275] | |
| SLS | 2020 | Polycaprolactone (PCL) | Improved biocompatibility and mechanical properties for tissue engineering applications | [276] | |
| SLA | 2020 | PMMA | TiO2 nanoparticles | Enhanced antibacterial properties for biomedical applications | [277] |
| DIW | 2022 | Gelatin methacryloyl (GelMA) | Silver nanoparticles | Musculoskeletal tissue regeneration | [278] |
| DIW | 2021 | GelMA | CeO2/N-halamine hybrid nanoparticles (NPs) | Enhanced wound healing and antibacterial properties | [279] |
| 3D bioprinter | 2023 | Hydrogel | Sodium alginate (SA) | Antibacterial activity and biocompatibility | [280] |
| SLS | 2022 | Polyether ether ketone (PEEK) | Biocompatible, high temperature resistance, and excellent mechanical properties | [281] | |
| SLS | 2015 | Polycaprolactone (PCL) | Enhanced mechanical and thermal properties of composites, improved printability and surface quality, and cost-effectiveness | [282] | |
| FDM | 2018 | Poly lactic acid (PLA) | Biodegradable, low-cost, and ease of processing | [283] | |
| FDM | 2014 | Acrylonitrile butadiene styrene (ABS) | High strength, durability, and ease of processing | [284] |
| Technique | Materials | Application | Benefits | Drawbacks |
|---|---|---|---|---|
| Fused deposition modeling (FDM) | Poly(lactic acid) (PLA), Polyethylene glycol (PEG), Polyethylene oxide (PEO), etc. | Customized implants, surgical guides, prosthetics, etc. | Low-cost, versatile, and easy to use | Limited strength and stiffness, poor resolution, and surface finish |
| Stereolithography (SLA) | Photopolymerizable resins, such as acrylates, epoxies, and polyurethanes | Dental models, prosthetics, surgical guides, etc. | High resolution, smooth surface finish, and accuracy | Expensive, limited material selection, and potentially toxic photoinitiators |
| Selective laser sintering (SLS) | Polyamide (PA), polycarbonate (PC), polyetherimide (PEI), etc. | Customized implants, surgical tools, prosthetics, etc. | High strength, durability, and complex geometries | Expensive, limited resolution, and surface finish |
| Inkjet printing (IJP) | Hydrogels, synthetic polymers, bioinks, etc. | Tissue engineering, drug delivery, and regenerative medicine | High flexibility, scalability, and control over composition | Limited mechanical properties, resolution, and stability |
| Electrospinning (ESP) | Polycaprolactone (PCL), polyvinyl alcohol (PVA), collagen, etc. | Tissue engineering, wound healing, and drug delivery | High porosity, biocompatibility, and fiber diameter control | Limited mechanical strength and complex 3D structures |
| Digital light processing (DLP) | Poly(ethylene glycol) diacrylate (PEGDA), methacrylated gelatin (GelMA), polyurethane (PU), etc. | Tissue engineering, drug delivery, and surgical planning | High resolution, accuracy, and speed | Limited material selection, biocompatibility concerns, and light scattering in thick structures |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, N.; Khan, S.B.; Chen, S.; Aiyiti, W.; Zhou, J.; Lu, B. Promising New Horizons in Medicine: Medical Advancements with Nanocomposite Manufacturing via 3D Printing. Polymers 2023, 15, 4122. https://doi.org/10.3390/polym15204122
Li N, Khan SB, Chen S, Aiyiti W, Zhou J, Lu B. Promising New Horizons in Medicine: Medical Advancements with Nanocomposite Manufacturing via 3D Printing. Polymers. 2023; 15(20):4122. https://doi.org/10.3390/polym15204122
Chicago/Turabian StyleLi, Nan, Sadaf Bashir Khan, Shenggui Chen, Wurikaixi Aiyiti, Jianping Zhou, and Bingheng Lu. 2023. "Promising New Horizons in Medicine: Medical Advancements with Nanocomposite Manufacturing via 3D Printing" Polymers 15, no. 20: 4122. https://doi.org/10.3390/polym15204122
APA StyleLi, N., Khan, S. B., Chen, S., Aiyiti, W., Zhou, J., & Lu, B. (2023). Promising New Horizons in Medicine: Medical Advancements with Nanocomposite Manufacturing via 3D Printing. Polymers, 15(20), 4122. https://doi.org/10.3390/polym15204122