

Mechanical Properties’ Strengthening of Photosensitive 3D Resin in Lithography Technology Using Acrylated Natural Rubber
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
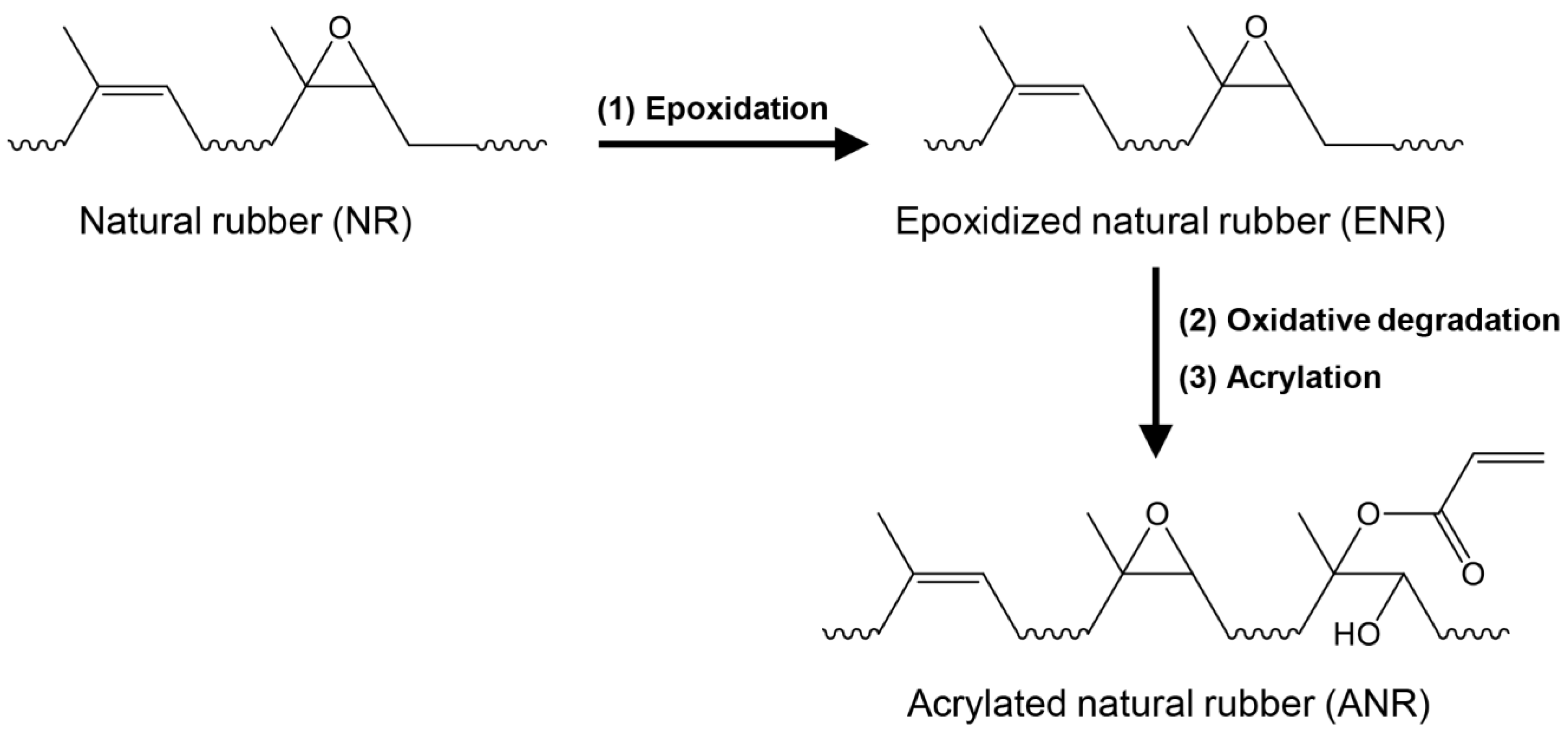
2.2. Synthesis of Acrylated Natural Rubber (ANR)
2.3. Fabrication of 3D Printing Part
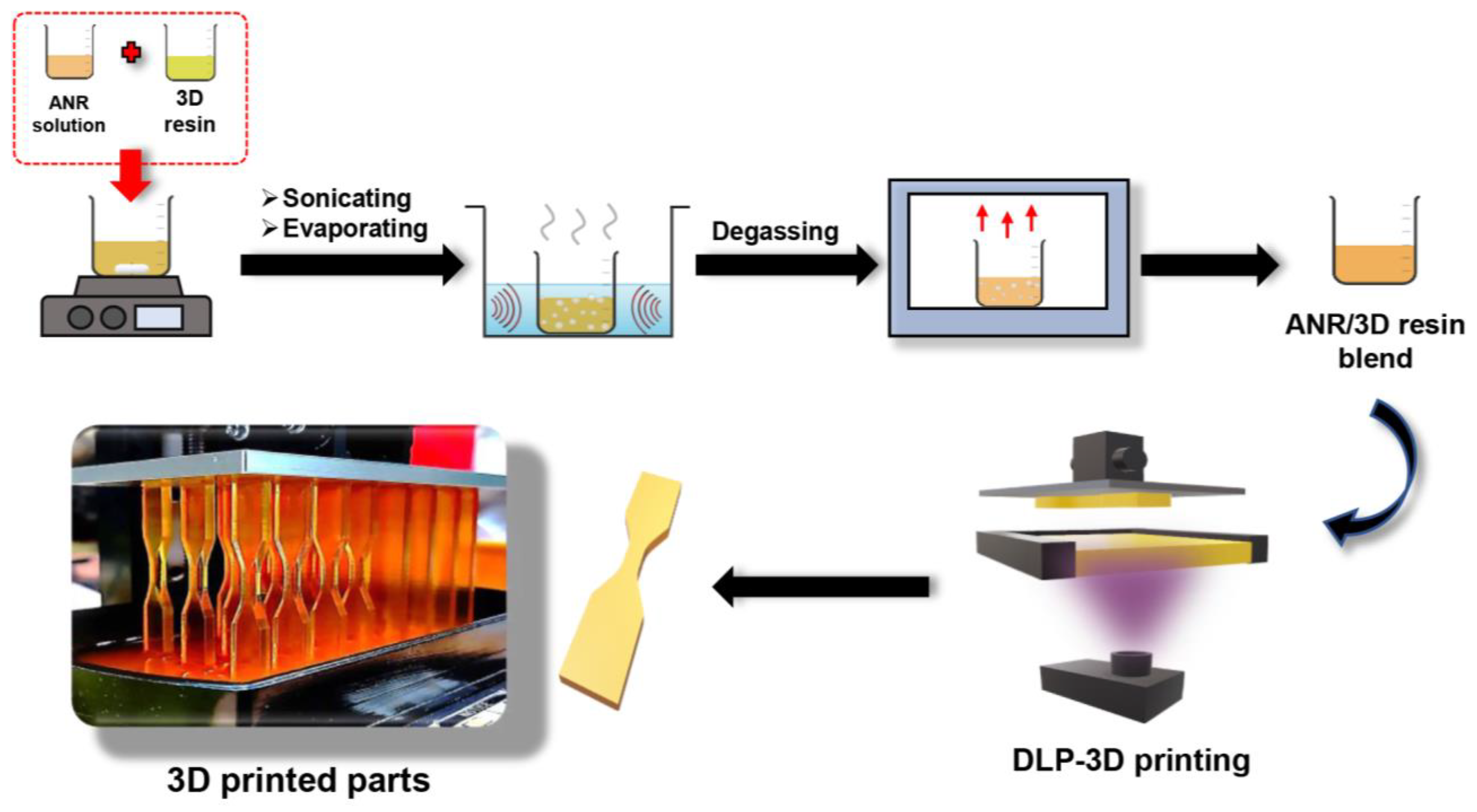
2.3.1. Preparation of ANR/3D Resin Blend
2.3.2. Preparation of 3D Printing Object
2.4. Characterization
2.4.1. Chemical Structure Analysis
2.4.2. Molecular Weight Analysis
2.4.3. Rheological Measurement
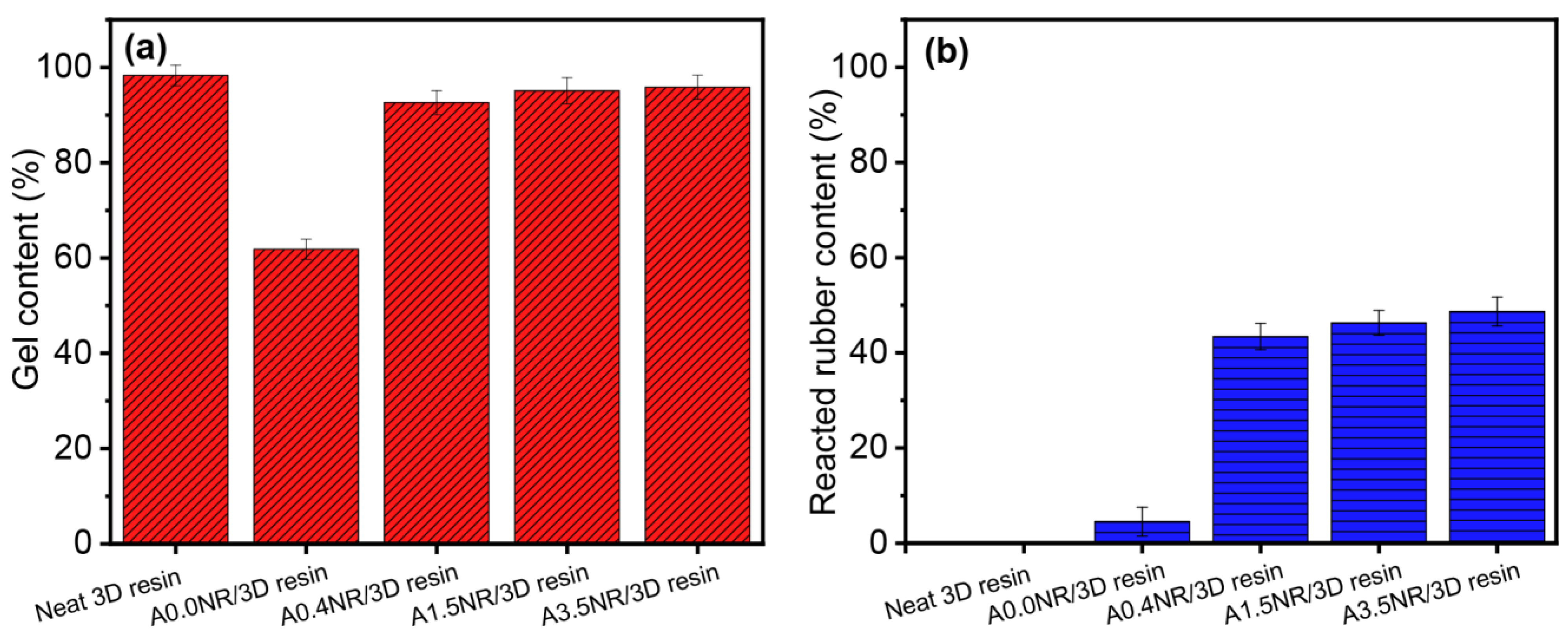
2.4.4. Insoluble Content and Photopolymerization Kinetics
2.4.5. Mechanical Test
2.4.6. Morphological Analysis
2.4.7. Thermal Analysis
3. Results and Discussion
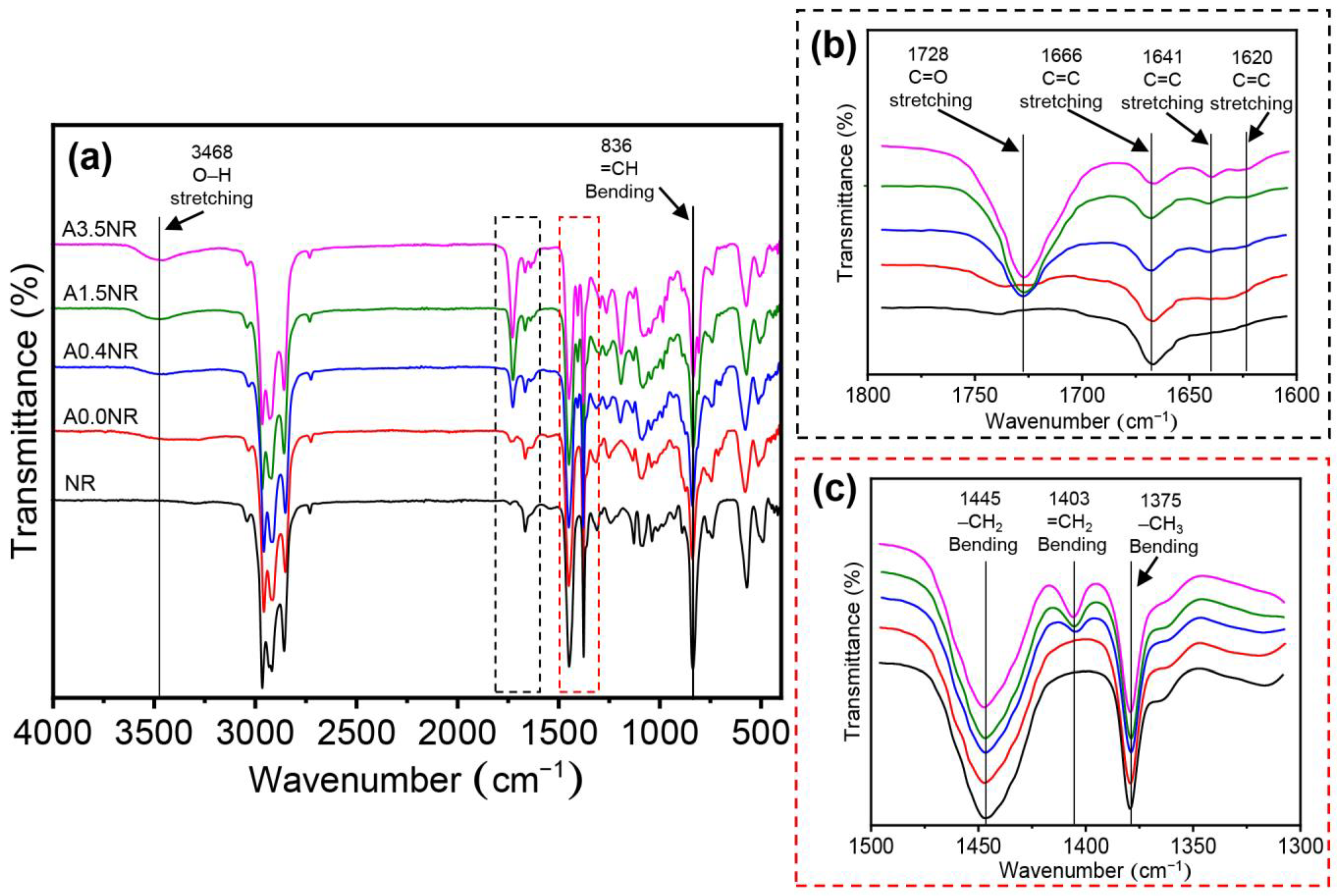
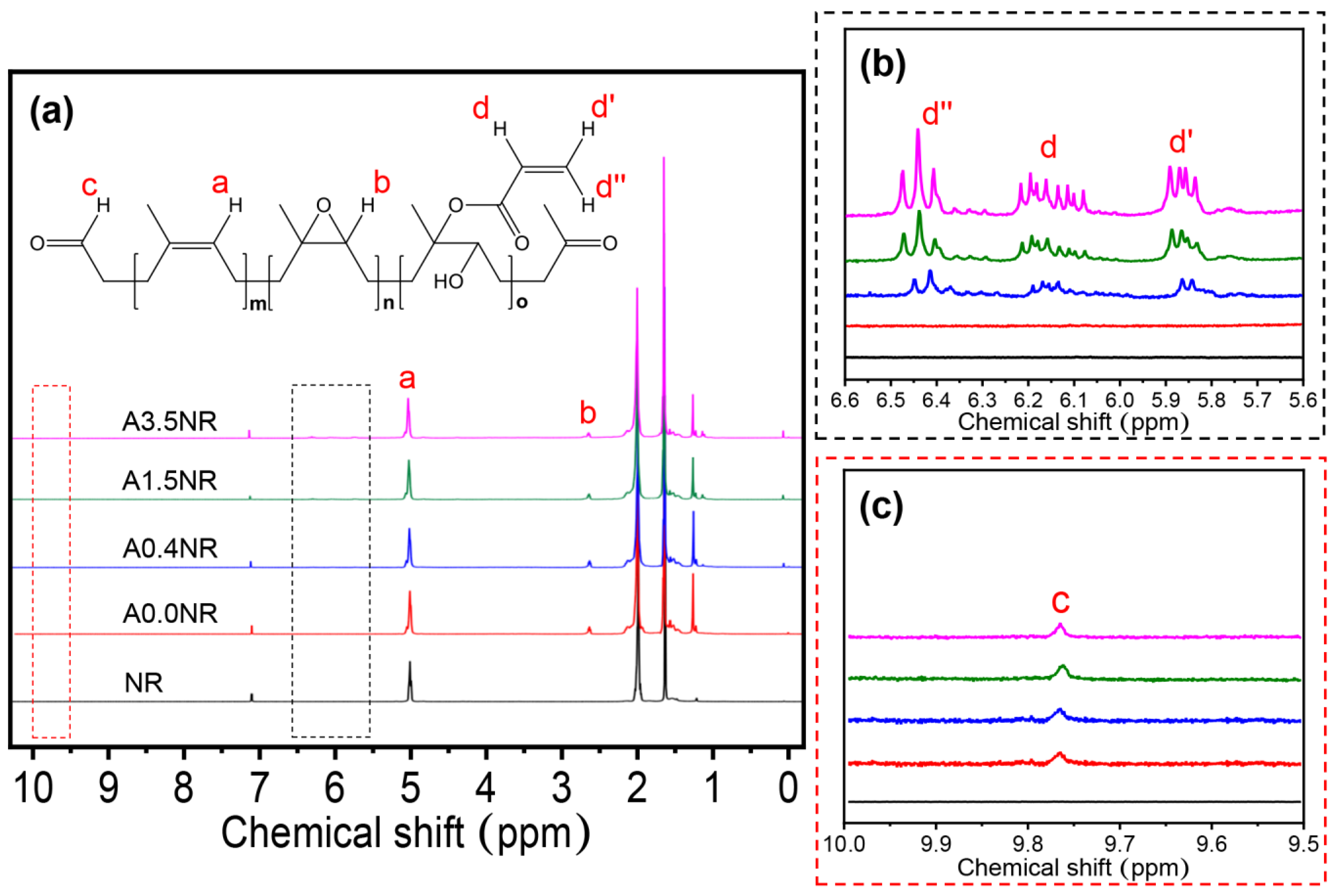
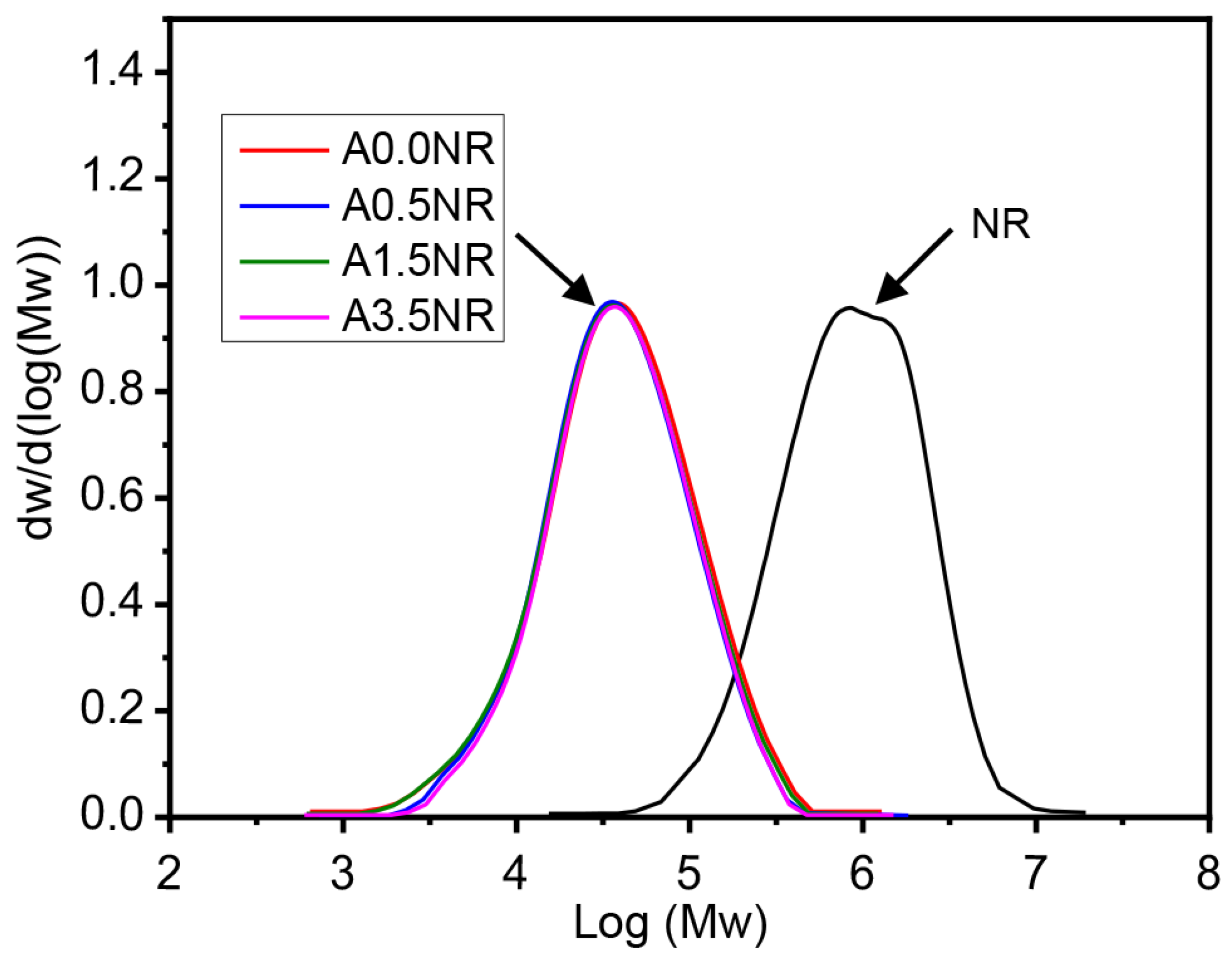
3.1. Chemical Structure and Molecular Weight Analysis of Acrylated Natural Rubber
3.2. The 3D-Printed Part of the Rubber/3D Resin Blend
3.2.1. Rheological Characterization and Viscosity Measurement
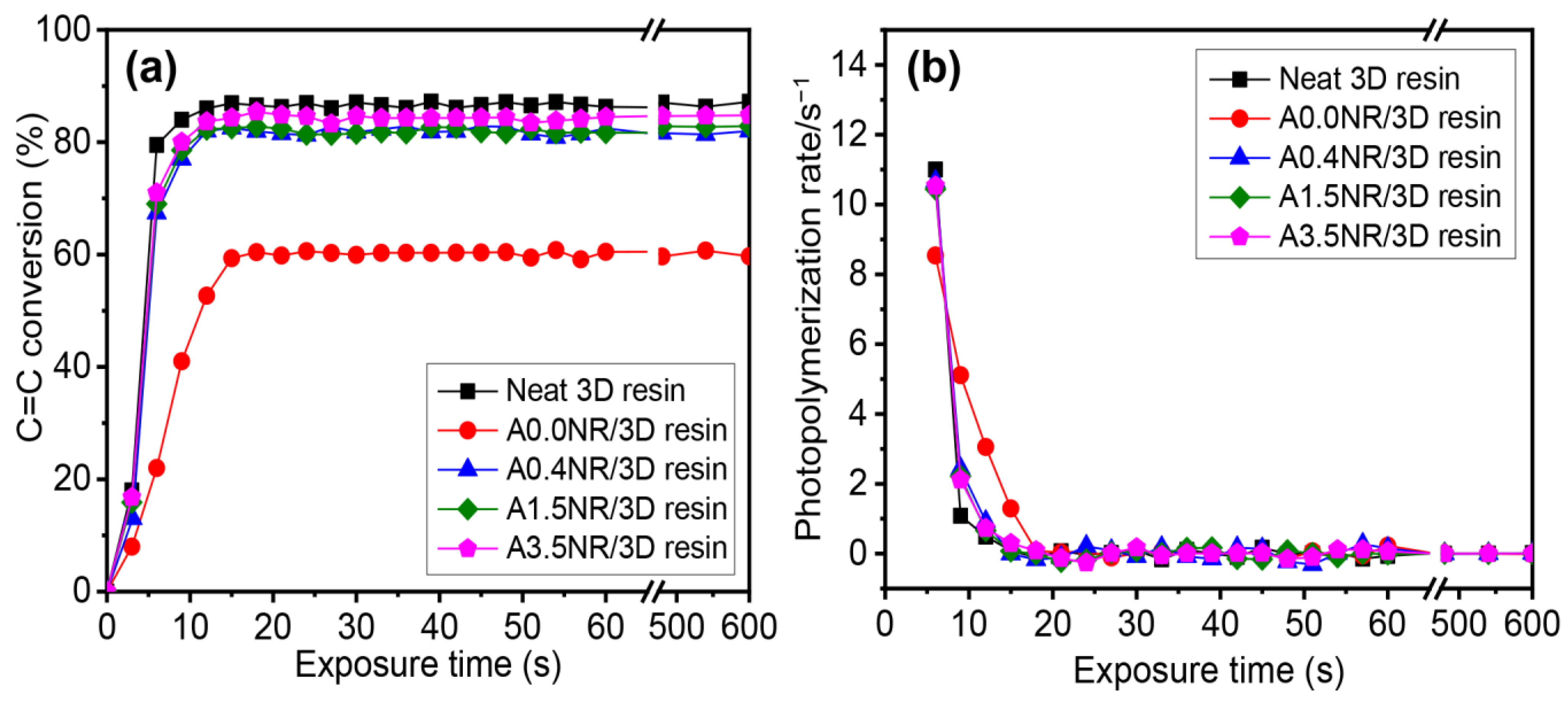
3.2.2. Photopolymerization
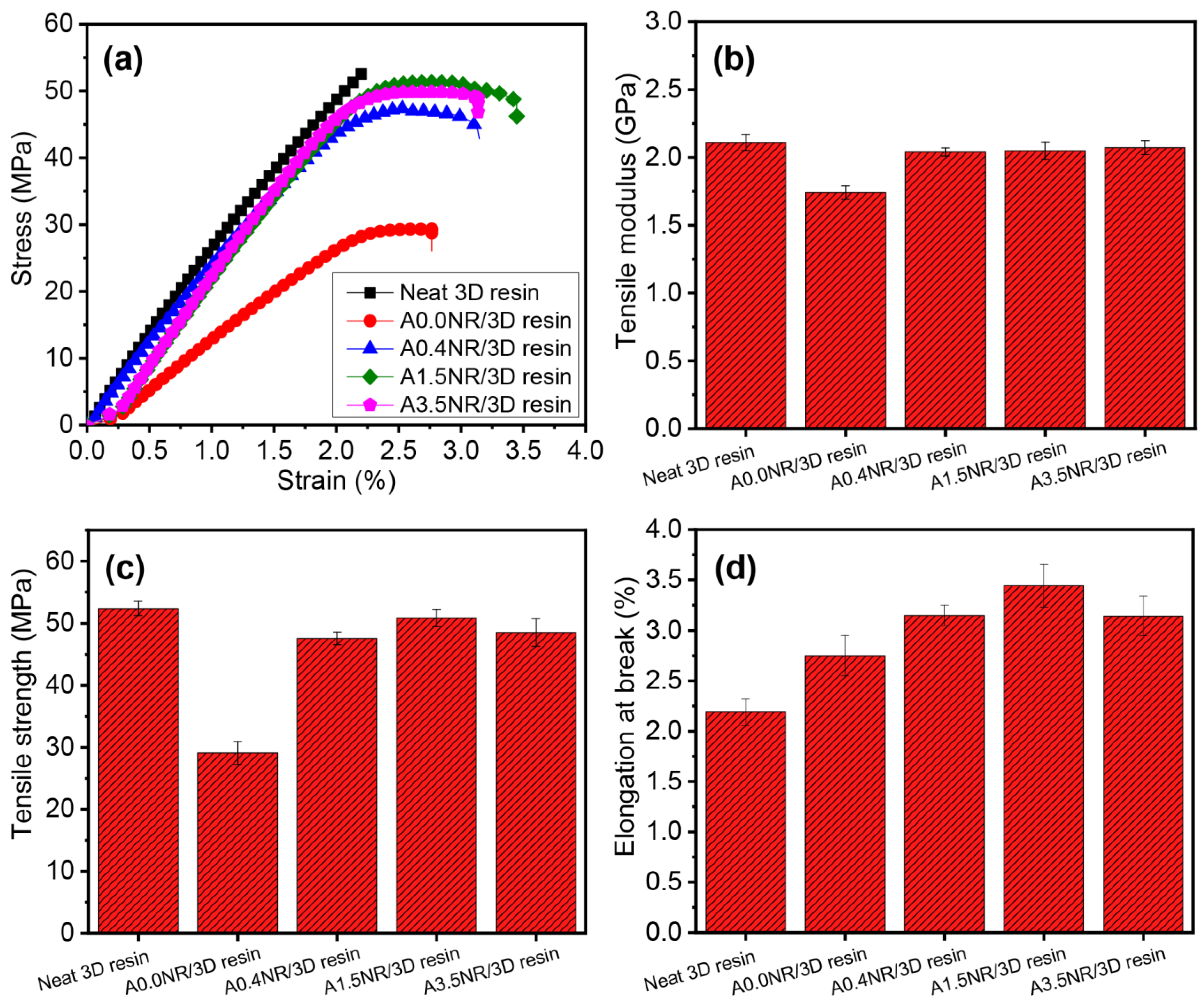
3.2.3. Mechanical Properties
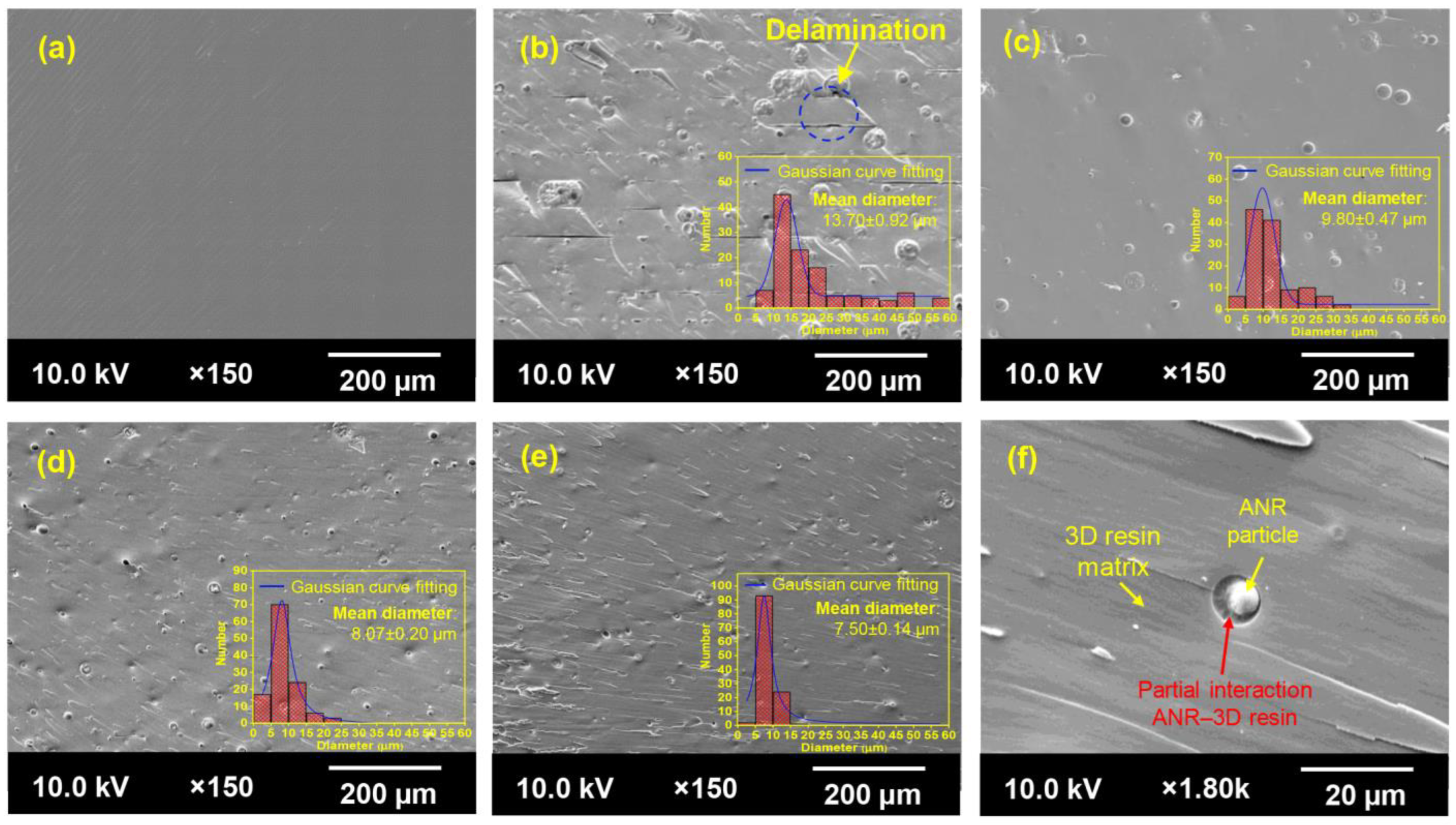
3.2.4. Morphological Properties
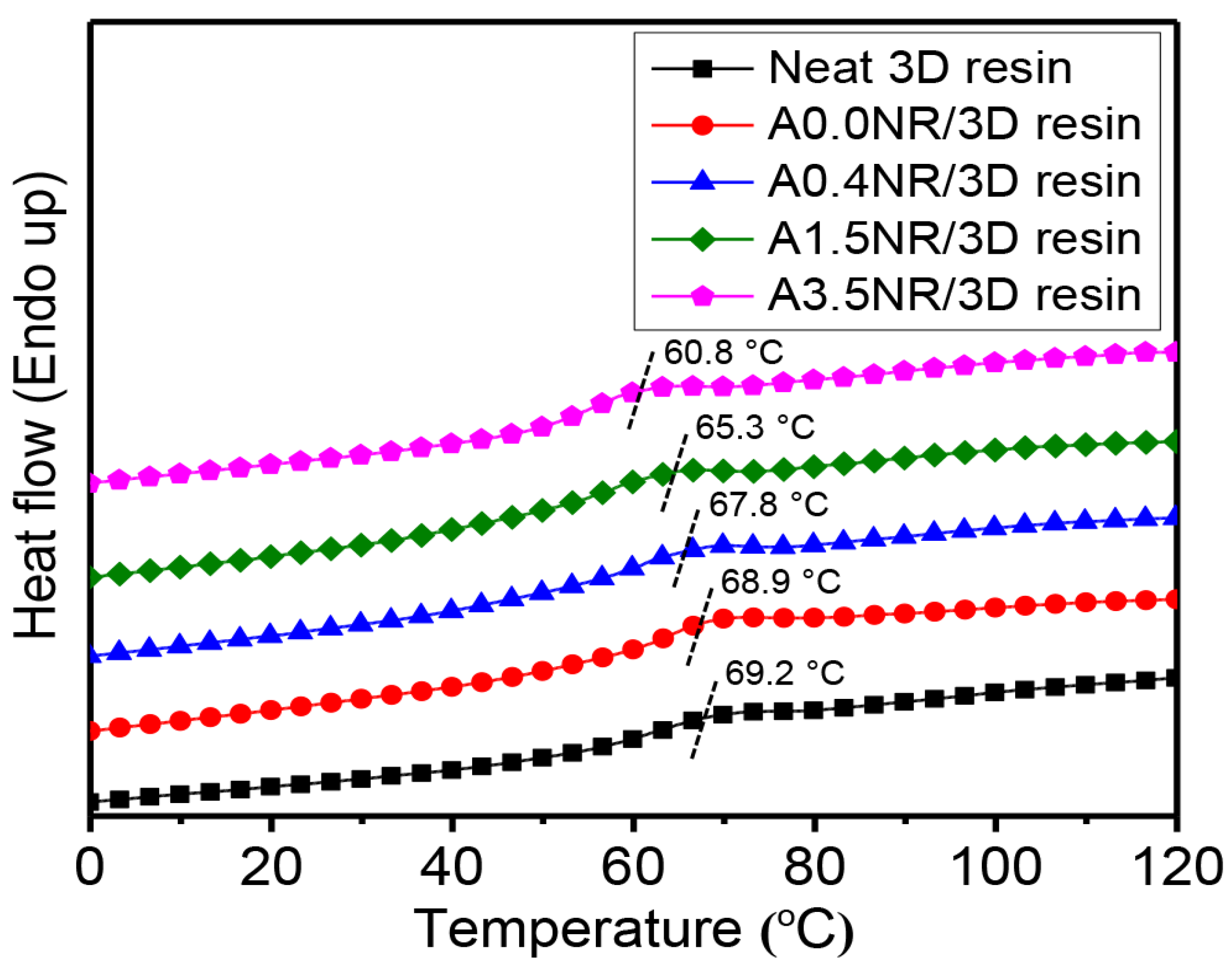
3.2.5. Thermal Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lille, M.; Nurmela, A.; Nordlund, E.; Metsä-Kortelainen, S.; Sozer, N. Applicability of protein and fiber-rich food materials in extrusion-based 3D printing. J. Food Eng. 2018, 220, 20–27. [Google Scholar] [CrossRef]
- Touri, M.; Kabirian, F.; Saadati, M.; Ramakrishna, S.; Mozafari, M. Additive manufacturing of biomaterials—The evolution of rapid prototyping. Adv. Eng. Mater. 2019, 21, 1800511. [Google Scholar] [CrossRef]
- Zuo, Y.; Yao, Z.; Lin, H.; Zhou, J.; Lu, J.; Ding, J. Digital light processing 3D printing of graphene/carbonyl iron/polymethyl methacrylate nanocomposites for efficient microwave absorption. Compos. B. Eng. 2019, 179, 107533. [Google Scholar] [CrossRef]
- Guide to 3D Printing, Learn How 3D Printers Work, Explore the Different Types of 3D Printers, Materials, and Explore Applications of 3D Printing. Available online: https://formlabs.com/asia/3d-printers/ (accessed on 29 August 2023).
- Gill, S.S.; Kaplas, M. Comparative Study of 3D Printing Technologies for Rapid Casting of Aluminium Alloy. Mater. Manuf. Process. 2009, 24, 1405–1411. [Google Scholar] [CrossRef]
- Choi, J.-W.; Kim, H.-C.; Wicker, R. Multi-material Stereolithography. J. Mater. Process. Technol. 2011, 211, 318–328. [Google Scholar] [CrossRef]
- Lee, J.Y.; An, J.; Chua, C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Xu, X.; Awad, A.; Robles-Martinez, P.; Gaisford, S.; Goyanes, A.; Basit, A.W. Vat photopolymerization 3D printing for advanced drug delivery and medical device applications. J. Control. Release 2021, 329, 743–757. [Google Scholar] [CrossRef] [PubMed]
- Schniederjans, D.G. Adoption of 3D-printing technologies in manufacturing: A survey analysis. Int. J. Prod. Econ. 2017, 183, 287–298. [Google Scholar] [CrossRef]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Kuang, X.; Chen, K.; Dunn, C.K.; Wu, J.; Li, V.C.F.; Qi, H.J. 3D Printing of highly stretchable, shape-memory, and self-Healing elastomer toward novel 4D printing. ACS Appl. Mater. Interfaces 2018, 10, 7381–7388. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Z.; Tian, X.; Song, X. Engineering materials with light: Recent progress in digital light processing based 3D printing. J. Mater. Chem. C 2020, 8, 13896–13917. [Google Scholar] [CrossRef]
- Taormina, G.; Sciancalepore, C.; Messori, M.; Bondioli, F. 3D printing processes for photocurable polymeric materials: Technologies, materials, and future trends. J. Appl. Biomater. Funct. Mater. 2018, 16, 151–160. [Google Scholar] [CrossRef] [PubMed]
- Cazin, I.; Rossegger, E.; Roppolo, I.; Sangermano, M.; Granitzer, P.; Rumpf, K.; Schlögl, S. Digital light processing 3D printing of dynamic magneto-responsive thiol-acrylate composites. RSC Adv. 2023, 13, 17536–17544. [Google Scholar] [CrossRef] [PubMed]
- Ligon-Auer, S.C.; Schwentenwein, M.; Gorsche, C.; Stampfl, J.; Liska, R. Toughening of photo-curable polymer networks: A review. Polym. Chem. 2016, 7, 257–286. [Google Scholar] [CrossRef]
- Lebedevaite, M.; Ostrauskaite, J.; Skliutas, E.; Malinauskas, M. Photoinitiator free resins composed of plant-derived monomers for the optical µ-3D printing of thermosets. Polym. Polym. Compos. 2019, 11, 116. [Google Scholar] [CrossRef]
- Corcione, C.E. Development and characterization of novel photopolymerizable formulations for stereolithography. J. Polym. Eng. 2014, 34, 85–93. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Vat photopolymerization processes. In Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2nd ed.; Springer: New York, NY, USA, 2015; pp. 63–106. [Google Scholar]
- McCurdy, K.G.; Laidler, K.J. Rates of Polymerization of acrylates and methacrylates in emulsion systems. Can. J. Chem. 1964, 42, 825–829. [Google Scholar] [CrossRef]
- Lantean, S.; Roppolo, I.; Sangermano, M.; Pirri, C.F.; Chiappone, A. Development of new hybrid acrylic/epoxy DLP-3D printable materials. Inventions 2018, 3, 29. [Google Scholar] [CrossRef]
- Gross, B.C.; Erkal, J.L.; Lockwood, S.Y.; Chen, C.; Spence, D.M. Evaluation of 3D printing and its potential impact on biotechnology and the chemical sciences. Anal. Chem. 2014, 86, 3240–3253. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.; Hofmann, M.; Steinmann, B.; Foster, E.J.; Weder, C. Reinforcement of stereolithographic resins for rapid prototyping with cellulose nanocrystals. ACS Appl. Mater. Interfaces 2012, 4, 5399–5407. [Google Scholar] [CrossRef]
- Tan, S.; Wu, Y.; Hou, Y.; Deng, H.; Liu, X.; Wang, S.; Xiang, H.; Rong, M.; Zhang, M. Waste nitrile rubber powders enabling tougher 3D printing photosensitive resin composite. Polymer 2022, 243, 124609. [Google Scholar] [CrossRef]
- Tanjung, F.A.; Hassan, A.; Hasan, M. Use of epoxidized natural rubber as a toughening agent in plastics. J. Appl. Polym. Sci. 2015, 132, 42270. [Google Scholar] [CrossRef]
- Tessanan, W.; Chanthateyanonth, R.; Yamaguchi, M.; Phinyocheep, P. Improvement of mechanical and impact performance of poly(lactic acid) by renewable modified natural rubber. J. Clean. Prod. 2020, 276, 123800. [Google Scholar] [CrossRef]
- Pyay, S.; Thanungkano, W.; Mungkalasiri, J.; Musikavong, C. A life cycle assessment of intermediate rubber products in Thailand from the product environmental footprint perspective. J. Clean. Prod. 2019, 237, 117632. [Google Scholar] [CrossRef]
- Hayeemasae, N.; Saiwari, S.; Soontaranon, S.; Masa, A. Influence of centrifugation cycles of natural rubber latex on final properties of uncrosslinked deproteinized natural rubber. Polymers 2022, 14, 2713. [Google Scholar] [CrossRef]
- Phinyocheep, P. 3-Chemical modification of natural rubber (NR) for improved performance. In Chemistry, Manufacture and Applications of Natural Rubber; Kohjiya, S., Ikeda, Y., Eds.; Woodhead Publishing: Sawston, UK, 2014; pp. 68–118. [Google Scholar]
- Phinyocheep, P.; Phetphaisit, C.W.; Derouet, D.; Campistron, I.; Brosse, J.C. Chemical degradation of epoxidized natural rubber using periodic acid: Preparation of epoxidized liquid natural rubber. J. Appl. Polym. Sci. 2005, 95, 6–15. [Google Scholar] [CrossRef]
- Phinyocheep, P.; Duangthong, S. Ultraviolet-curable liquid natural rubber. J. Appl. Polym. Sci. 2000, 78, 1478–1485. [Google Scholar] [CrossRef]
- Ang, D.T.C.; Khong, Y.K.; Gan, S.N. Novel approach to enhance film properties of environmentally friendly UV-curable alkyd coating using epoxidised natural rubber. Prog. Org. Coat. 2013, 76, 705–711. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, L.; Zhang, Q.; Huang, Y.; Li, J. Synthesis and characterization of epoxidized acrylated natural rubber cross-linked by star-shaped polystyrene. Iran. Polym. J. 2011, 20, 55–63. [Google Scholar]
- Tessanan, W.; Daniel, P.; Phinyocheep, P. Development of photosensitive natural rubber as a mechanical modifier for ultraviolet-curable resin applied in digital light processing-based three-dimensional printing technology. ACS Omega 2021, 6, 14838–14847. [Google Scholar] [CrossRef] [PubMed]
- ASTM D638; Standard test method for tensile properties of plastics. American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2022.
- ASTM D256; Standard test methods for determining the Izod pendulum impact resistance of plastics. American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2018.
- Kang, D.J.; Park, G.U.; Im, H.-G.; Park, H.Y.; Jin, J. Silica nanoparticle-embedded urethane acrylate nanohybrid thermosets for photo-patternable transparent hard coating. Polymer 2016, 105, 19–24. [Google Scholar] [CrossRef]
- Yin, B.; Zhang, J. A novel photocurable modified epoxy resin for high heat resistance coatings. Colloid Polym. Sci. 2020, 298, 1303–1312. [Google Scholar] [CrossRef]
- Tessanan, W.; Phinyocheep, P. Toughening modification of poly(lactic acid) using modified natural rubber. Iran. Polym. J. 2022, 31, 455–469. [Google Scholar] [CrossRef]
- Derouet, D.; Phinyocheep, P.; Boccaccio, G.; Brosse, J.C. Synthesis of photo-crosslinkable elastomers by chemical modification of liquid natural rubber. J. Nat. Rubb. Res. 1991, 6, 39–54. [Google Scholar]
- Li, B.; Zhang, S.; Tang, L.; Zhou, Q. Preparation of a Novel Infrared Photoinitiator and Kinetic Monitoring of Photopolymerization by Real Time FT-IR Spectroscopy. Polym. J. 2001, 33, 263–269. [Google Scholar] [CrossRef]
- Voet, V.S.D.; Strating, T.; Schnelting, G.H.M.; Dijkstra, P.; Tietema, M.; Xu, J.; Woortman, A.J.J.; Loos, K.; Jager, J.; Folkersma, R. Biobased acrylate photocurable resin formulation for stereolithography 3D printing. ACS Omega 2018, 3, 1403–1408. [Google Scholar] [CrossRef]
- Mondschein, R.J.; Kanitkar, A.; Williams, C.B.; Verbridge, S.S.; Long, T.E. Polymer structure-property requirements for stereolithographic 3D printing of soft tissue engineering scaffolds. Biomaterials 2017, 140, 170–188. [Google Scholar] [CrossRef]
- Narupai, B.; Nelson, A. 100th Anniversary of Macromolecular Science Viewpoint: Macromolecular Materials for Additive Manufacturing. ACS Macro Lett. 2020, 9, 627–638. [Google Scholar] [CrossRef]
- Scalera, F.; Esposito Corcione, C.; Montagna, F.; Sannino, A.; Maffezzoli, A. Development and characterization of UV curable epoxy/hydroxyapatite suspensions for stereolithography applied to bone tissue engineering. Ceram. Int. 2014, 40, 15455–15462. [Google Scholar] [CrossRef]
- Shenoy, R.; Bowman, C.N. Mechanism and Implementation of Oxygen Inhibition Suppression in Photopolymerizations by Competitive Photoactivation of a Singlet Oxygen Sensitizer. Macromolecules 2010, 43, 7964–7970. [Google Scholar] [CrossRef]
- Gonçalves Bardi, M.A.; Leite Munhoz, M.d.M.; Oliveira, H.A.d.; Auras, R.; Machado, L.D.B. Behavior of UV-cured print inks on LDPE and PBAT/TPS blend substrates during curing, postcuring, and accelerated degradation. J. Appl. Polym. Sci. 2014, 131, 41116. [Google Scholar] [CrossRef]
- Chen, J.; Peng, K.; Tu, W. Novel waterborne UV-curable coatings based on hyperbranched polymers via electrophoretic deposition. RSC Adv. 2019, 9, 11013–11025. [Google Scholar] [CrossRef] [PubMed]
- Zhang, F.; Hu, Y.; Zhang, J.; Huang, J.; Liu, R.; Liu, C.; Ren, X.; An, R.; Zhou, Y. High-performance UV-curable Polyurethane Acrylate Resins Derived from Low-iodine Woody Plant Oils. Mater. Today Commun. 2020, 25, 101526. [Google Scholar] [CrossRef]
- Anseth, K.S.; Goodner, M.D.; Reil, M.A.; Kannurpatti, A.R.; Newman, S.M.; Bowman, C.N. The influence of comonomer composition on dimethacrylate resin properties for dental composites. J. Dent. Res. 1996, 75, 1607–1612. [Google Scholar] [CrossRef] [PubMed]
- Gurr, M.; Hofmann, D.; Ehm, M.; Thomann, Y.; Kübler, R.; Mülhaupt, R. Acrylic nanocomposite resins for use in stereolithography and structural light modulation based rapid prototyping and rapid manufacturing technologies. Adv. Funct. Mater. 2008, 18, 2390–2397. [Google Scholar] [CrossRef]
- Mantia, F.P.; Ceraulo, M.; Giacchi, G.; Mistretta, M.C.; Botta, L. Effect of a compatibilizer on the morphology and properties of polypropylene/polyethylentherephthalate spun fibers. Polymers 2017, 9, 47. [Google Scholar] [CrossRef]
- Chiappone, A.; Fantino, E.; Roppolo, I.; Lorusso, M.; Manfredi, D.; Fino, P.; Pirri, C.F.; Calignano, F. 3D Printed PEG-Based Hybrid Nanocomposites Obtained by Sol–Gel Technique. ACS Appl. Mater. Interfaces 2016, 8, 5627–5633. [Google Scholar] [CrossRef]
- Anastasio, R.; Peerbooms, W.; Cardinaels, R.; van Breemen, L.C.A. Characterization of ultraviolet-cured methacrylate networks: From photopolymerization to ultimate mechanical properties. Macromolecules 2019, 52, 9220–9231. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, R.; Chen, H.; Li, Y.; Wu, Y.C.; Suzuki, R.; Sandreckski, T.C.; Ohdaira, T.; Jean, Y.C. Surface and interfacial effect on polymer glass transition temperature studied by positron annihilation. Radiat. Phys. Chem. 2003, 68, 535–539. [Google Scholar] [CrossRef]
- Wu, N.; Zhang, H.; Fu, G. Super-tough poly(lactide) thermoplastic vulcanizates based on modified natural rubber. ACS Sustain. Chem. Eng. 2017, 5, 78–84. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | Acrylate Content in ANR (mol%) | Blend Composition | |
|---|---|---|---|
| ANR Solution (wt.%) | 3D Resin Content (wt.%) | ||
| Neat 3D resin | - | 0 | 100 |
| A0.0NR/3D resin | 0.0 | 5 | 95 |
| A0.4NR/3D resin | 0.4 | 5 | 95 |
| A1.5NR/3D resin | 1.5 | 5 | 95 |
| A3.5NR/3D resin | 3.5 | 5 | 95 |
| Sample | Mn (g/mol) | Mw (g/mol) | PDI |
|---|---|---|---|
| NR | 908,195 ± 23,391 | 1,184,513 ± 218,341 | 1.34 ± 0.14 |
| A0.0NR | 14,441 ± 3703 | 47,132 ± 3309 | 3.26 ± 0.12 |
| A0.4NR | 14,532 ± 2118 | 46,364 ± 2940 | 3.22 ± 0.18 |
| A1.5NR | 14,615 ± 3100 | 45,752 ± 4331 | 3.14 ± 0.20 |
| A3.5NR | 14,387 ± 2860 | 46,303 ± 3710 | 3.21 ± 0.25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tessanan, W.; Daniel, P.; Phinyocheep, P. Mechanical Properties’ Strengthening of Photosensitive 3D Resin in Lithography Technology Using Acrylated Natural Rubber. Polymers 2023, 15, 4110. https://doi.org/10.3390/polym15204110
Tessanan W, Daniel P, Phinyocheep P. Mechanical Properties’ Strengthening of Photosensitive 3D Resin in Lithography Technology Using Acrylated Natural Rubber. Polymers. 2023; 15(20):4110. https://doi.org/10.3390/polym15204110
Chicago/Turabian StyleTessanan, Wasan, Philippe Daniel, and Pranee Phinyocheep. 2023. "Mechanical Properties’ Strengthening of Photosensitive 3D Resin in Lithography Technology Using Acrylated Natural Rubber" Polymers 15, no. 20: 4110. https://doi.org/10.3390/polym15204110
APA StyleTessanan, W., Daniel, P., & Phinyocheep, P. (2023). Mechanical Properties’ Strengthening of Photosensitive 3D Resin in Lithography Technology Using Acrylated Natural Rubber. Polymers, 15(20), 4110. https://doi.org/10.3390/polym15204110