
Thermoplastic Laminated Composites Applied to Impact Resistant Protective Gear: Structural Design and Development


 ,
, 
Abstract

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Materials
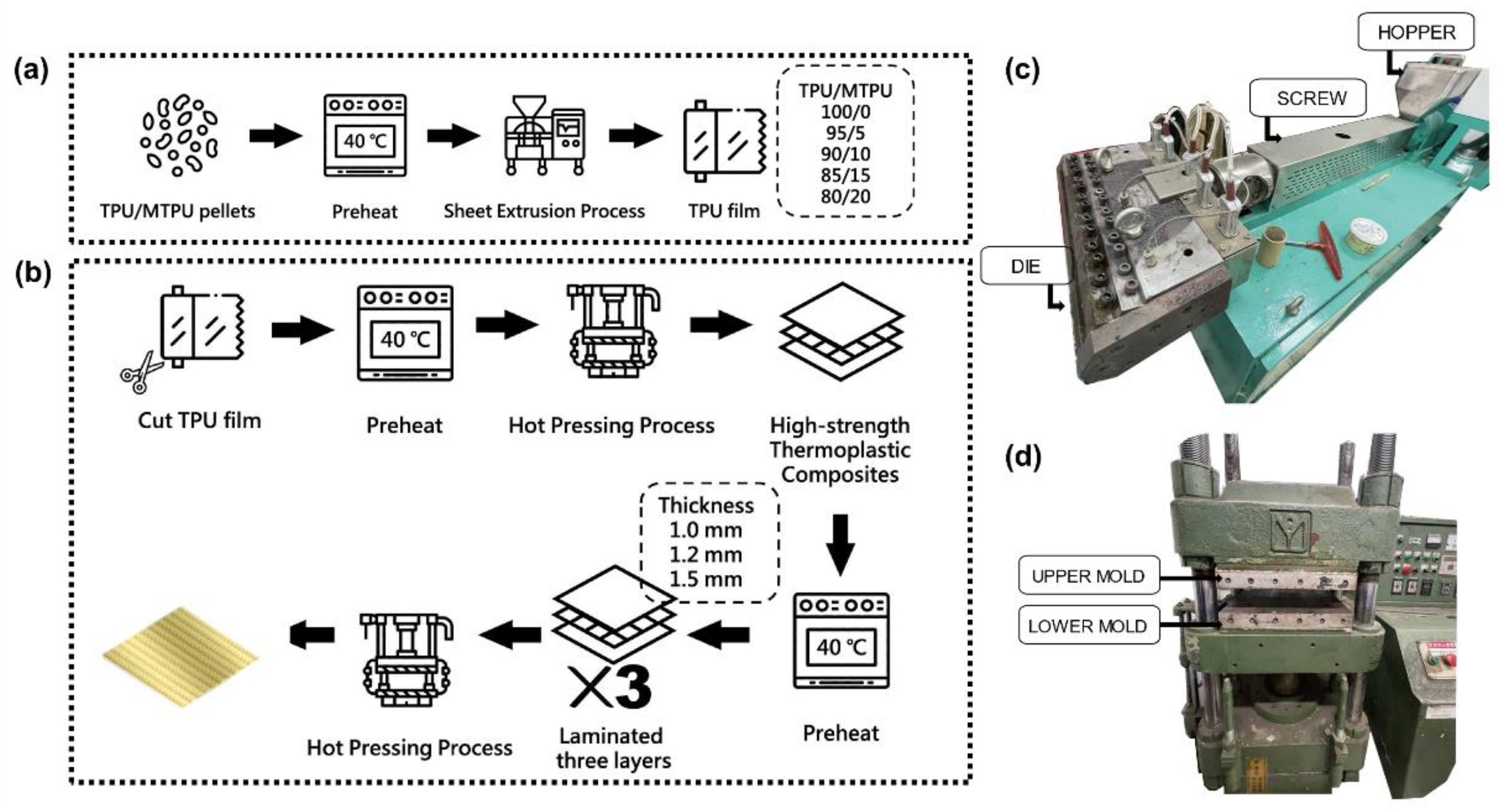
2.2. Preparation Process for TPU Composite Films and Kevlar/TPU Laminated Composites
2.3. Measurements
3. Results and Discussion
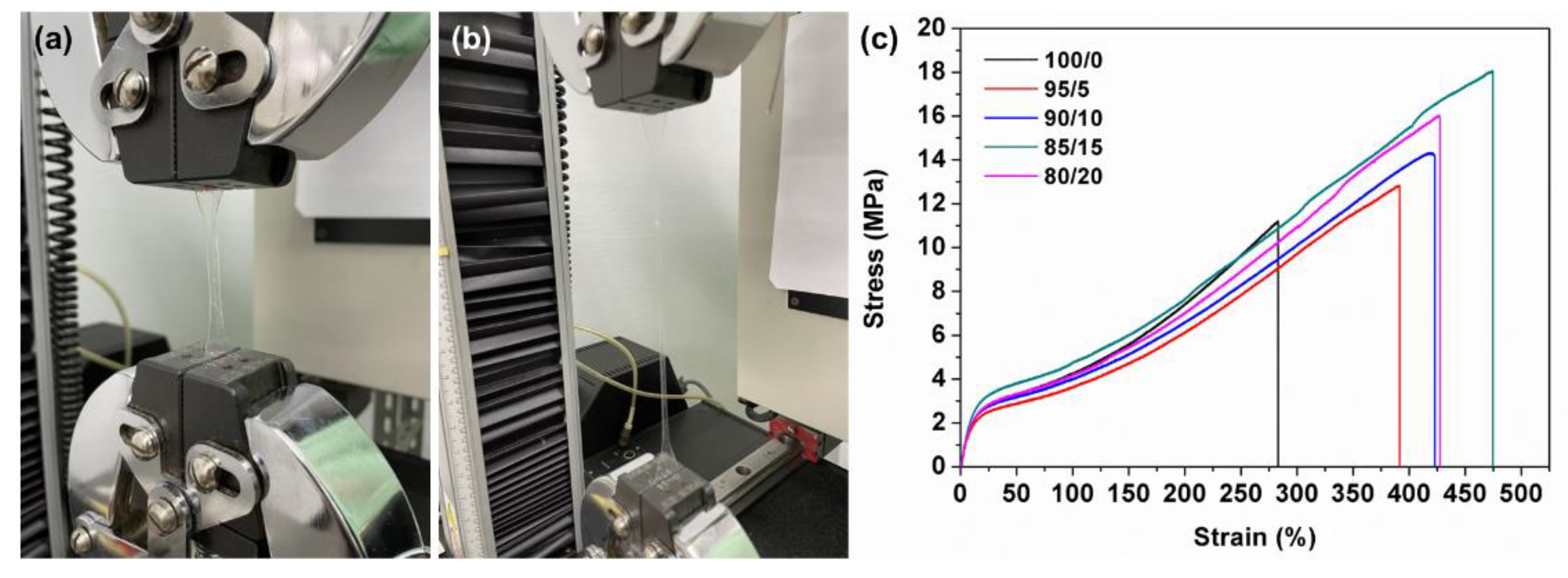
3.1. Tensile Performance of TPU Composite Films
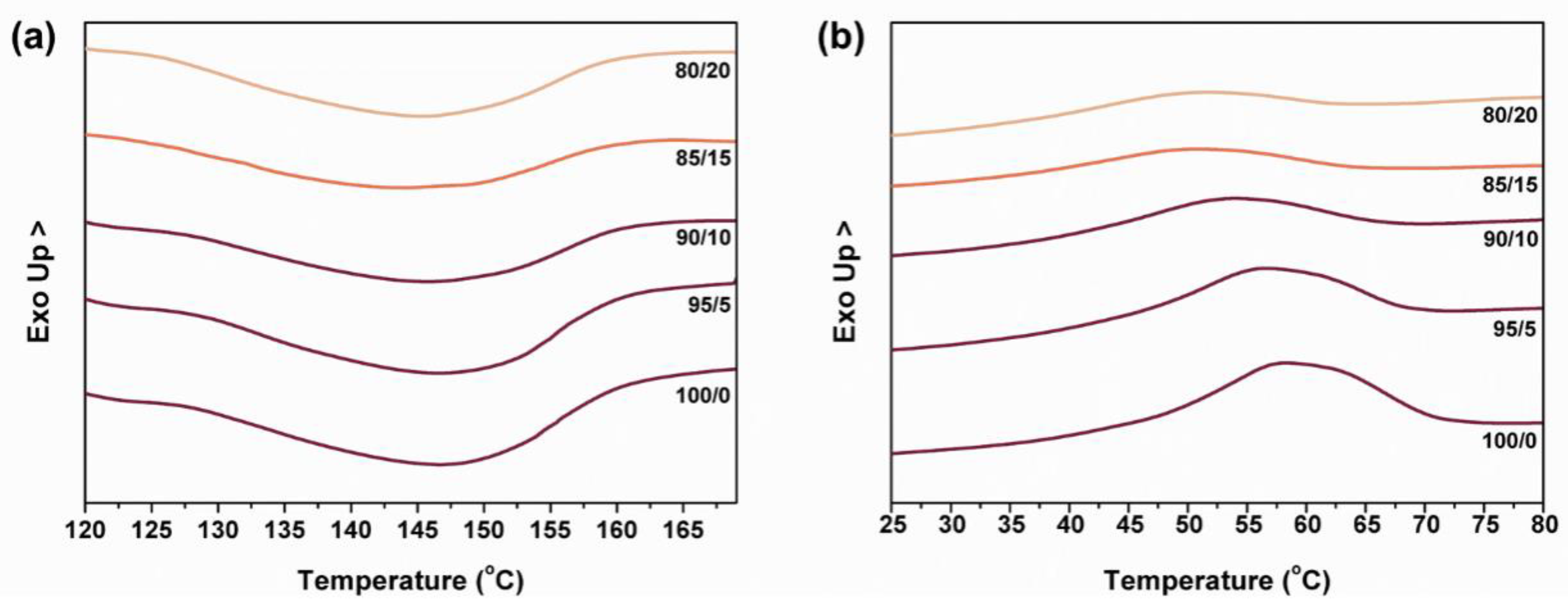
3.2. DSC Observation of TPU Composite Films
3.3. Composition and Morphology of Kevlar/TPU Laminated Composites
3.4. Tensile Properties of Kevlar/TPU Laminated Composites
3.5. Effects of Thickness on Tensile Properties of Kevlar/TPU Laminated Composites
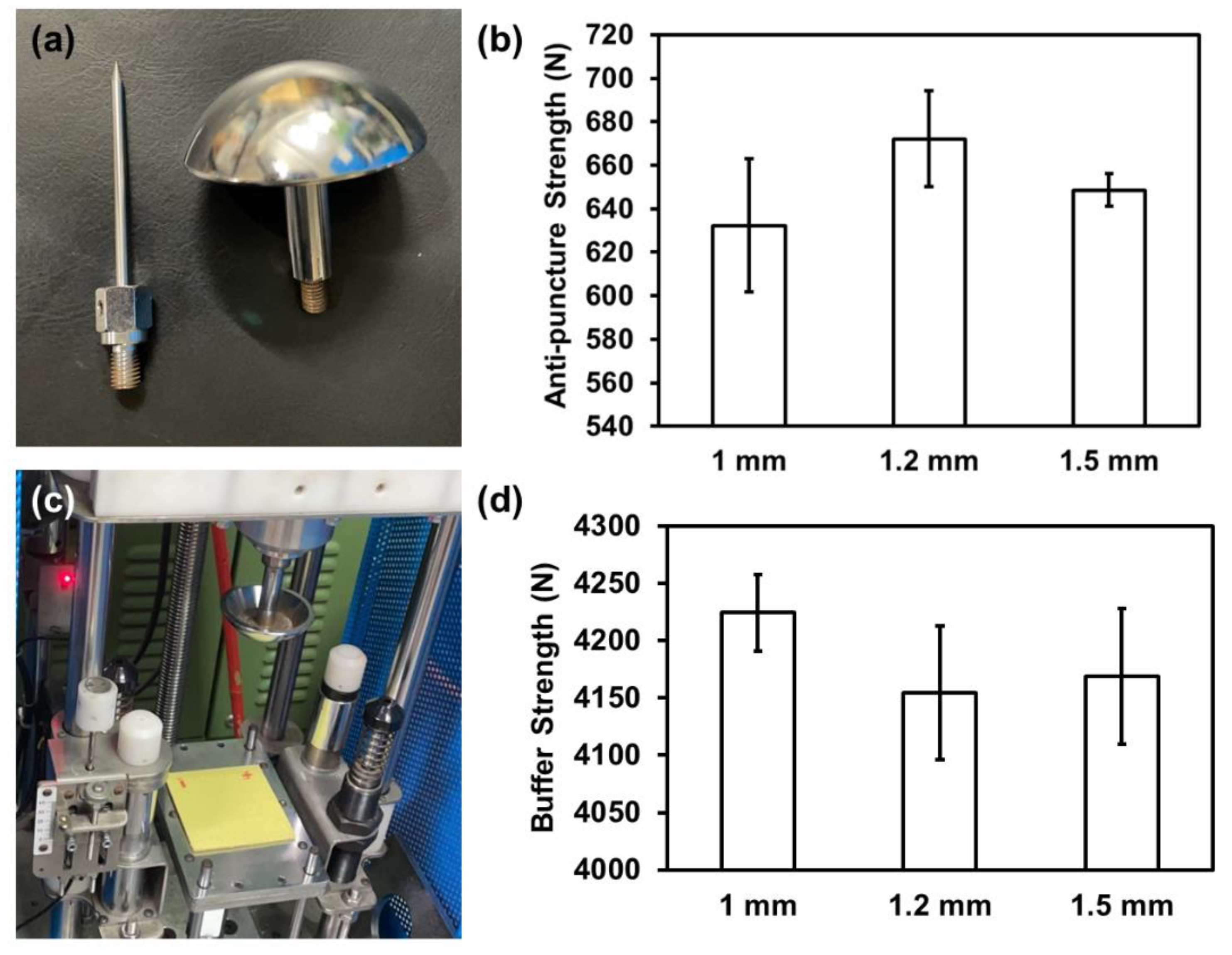
3.6. Dynamic Puncture Resistance and Impact Resistance of Kevlar/TPU Laminated Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, Z.; Wang, H.; Yang, L.; Du, J. Research on mechanical properties and durability of flax/glass fiber bio-hybrid FRP composites laminates. Compos. Struct. 2022, 290, 115566. [Google Scholar] [CrossRef]
- Cho, S.-Y.; Yu, H.; Choi, J.; Kang, H.; Park, S.; Jang, J.-S.; Hong, H.-J.; Kim, I.-D.; Lee, S.-K.; Jeong, H.S.; et al. Continuous Meter-Scale Synthesis of Weavable Tunicate Cellulose/Carbon Nanotube Fibers for High-Performance Wearable Sensors. ACS Nano 2019, 13, 9332–9341. [Google Scholar] [CrossRef] [PubMed]
- Sánchez-Adsuar, M.S.; Linares-Solano, A.; Cazorla-Amorós, D.; Ibarra-Rueda, L. Influence of the nature and the content of carbon fiber on properties of thermoplastic polyurethane-carbon fiber composites. J. Appl. Polym. Sci. 2003, 90, 2676–2683. [Google Scholar] [CrossRef]
- Yin, X.; Wang, L.; Li, S.; He, G.; Yang, Z.; Feng, Y.; Qu, J. Preparation and characterization of carbon fiber/polylactic acid/thermoplastic polyurethane (CF/PLA/TPU) composites prepared by a vane mixer. J. Polym. Eng. 2016, 37, 355–364. [Google Scholar] [CrossRef]
- Radzi, A.M.; Sapuan, S.M.; Jawaid, M.; Mansor, M.R. Influence of fibre contents on mechanical and thermal properties of roselle fibre reinforced polyurethane composites. Fibers Polym. 2017, 18, 1353–1358. [Google Scholar] [CrossRef]
- Attahu, C.Y.; Thein, C.K.; Wong, K.H.; Yang, J. Enhanced damping and stiffness trade-off of composite laminates interleaved with recycled carbon fiber and short virgin aramid fiber non-woven mats. Compos. Struct. 2022, 297, 115981. [Google Scholar] [CrossRef]
- Sitohang, R.; Grouve, W.; Warnet, L.; Wijskamp, S.; Akkerman, R. The relation between in-plane fiber waviness severity and first ply failure in thermoplastic composite laminates. Compos. Struct. 2022, 289, 115374. [Google Scholar] [CrossRef]
- Kutty, S.K.N.; Nando, G.B. Short kevlar fiber–thermoplastic polyurethane composite. J. Appl. Polym. Sci. 1991, 43, 1913–1923. [Google Scholar] [CrossRef]
- Zhao, C.; Ren, R.; Zhong, J.; Goh, K.L.; Zhang, K.; Zhang, Z.; Le, G. Intralaminar crack propagation of glass fiber reinforced composite laminate. Structures 2022, 41, 787–803. [Google Scholar] [CrossRef]
- Anuse, V.S.; Shankar, K.; Velmurugan, R.; Ha, S.K. Compression-After-Impact analysis of carbon fiber reinforced composite laminate with different ply orientation sequences. Int. J. Impact Eng. 2022, 167, 104277. [Google Scholar] [CrossRef]
- O’Donnell, J.; Chalivendra, V. Multi-functional glass/carbon fibers hybrid inter/intra laminated composites. Compos. Part C Open Access 2021, 4, 100121. [Google Scholar] [CrossRef]
- Trabal, G.G.; Bak, B.L.V.; Chen, B.; Jensen, S.M.; Lindgaard, E. Delamination toughening of composite laminates using weakening or toughening interlaminar patches to initiate multiple delaminations: A numerical study. Eng. Fract. Mech. 2022, 273. [Google Scholar] [CrossRef]
- Russo, P.; Langella, A.; Papa, I.; Simeoli, G.; Lopresto, V. Low-velocity Impact and Flexural Properties of Thermoplastic Polyurethane/Woven Glass Fabric Composite Laminates. Procedia Eng. 2016, 167, 190–196. [Google Scholar] [CrossRef]
- Kutty, S.K.; Nando, G.B. Self adhesion of short Kevlar fibre-thermoplastic polyurethane composite. J. Adhes. Sci. Technol. 1993, 7, 105–113. [Google Scholar] [CrossRef]
- Boyd, S.E.; Bogetti, T.A.; Staniszewski, J.M.; Lawrence, B.D.; Walter, M.S. Enhanced delamination resistance of thick-section glass-epoxy composite laminates using compliant thermoplastic polyurethane interlayers. Compos. Struct. 2018, 189, 184–191. [Google Scholar] [CrossRef]
- Vajrasthira, C.; Amornsakchai, T.; Bualek-Limcharoen, S. Fiber-matrix interactions in aramid-short-fiber-reinforced thermoplastic polyurethane composites. J. Appl. Polym. Sci. 2002, 87, 1059–1067. [Google Scholar] [CrossRef]
- Liu, H.; Falzon, B.G.; Dear, J.P. An experimental and numerical study on the crush behaviour of hybrid unidirectional/woven carbon-fibre reinforced composite laminates. Int. J. Mech. Sci. 2019, 164, 105160. [Google Scholar] [CrossRef]
- Liu, H.; Zhou, J.; Kong, X.; Li, S. Fracture behaviour of fibre-reinforced composite materials subjected to shear loading: An experimental and numerical study. Int. J. Lightweight Mater. Manuf. 2022, 6, 108–116. [Google Scholar] [CrossRef]
- Chen, Y.; Hou, S.; Fu, K.; Han, X.; Ye, L. Low-velocity impact response of composite sandwich structures: Modelling and experiment. Compos. Struct. 2017, 168, 322–334. [Google Scholar] [CrossRef]
- Chen, Y.; Ye, L.; Escobedo-Diaz, J.P.; Zhang, Y.-X.; Fu, K. Quasi-static and dynamic progressive crushing of CF/EP composite sandwich panels under in-plane localised compressive loads. Compos. Struct. 2019, 222, 110839. [Google Scholar] [CrossRef]
- Chen, Y.; Ye, L.; Escobedo-Diaz, J.P.; Zhang, Y.X. Effect of initiator geometry on energy absorption of CFRP tubes under dynamic crushing. Int. J. Crashworthiness 2020, 26, 526–536. [Google Scholar] [CrossRef]
- Azammi, A.M.N.; Sapuan, S.M.; Ishak, M.R.; Sultan, M.T.H. Mechanical and Thermal Properties of Kenaf Reinforced Thermoplastic Polyurethane (TPU)-Natural Rubber (NR) Composites. Fibers Polym. 2018, 19, 446–451. [Google Scholar] [CrossRef]
- Ren, L.; Ren, Y.; Zhang, Y.; Orzechowski, K.; Kułacz, K.; Pocheć, M.; Bai, S.-L. Graphite films/carbon fiber fabric/ polyurethane composites with ultrahigh in-plane thermal conductivity and enhanced mechanical properties. Nanotechnology 2020, 31, 475710. [Google Scholar] [CrossRef]
- Su, K.-H.; Su, C.-Y.; Chi, P.-W.; Chandan, P.; Cho, C.-T.; Chi, W.-Y.; Wu, M.-K. Generation of Self-Assembled 3D Network in TPU by Insertion of Al2O3/h-BN Hybrid for Thermal Conductivity Enhancement. Materials 2021, 14, 238. [Google Scholar] [CrossRef]
- Jiang, J.; Zhou, M.; Li, Y.; Chen, B.; Tian, F.; Zhai, W. Cell structure and hardness evolutions of TPU foamed sheets with high hardness via a temperature rising foaming process. J. Supercrit. Fluids 2022, 188. [Google Scholar] [CrossRef]
- Kore, S.; Theodore, M.; Vaidya, U. Effect of the Segmental Structure of Thermoplastic Polyurethane (Hardness) on the Interfacial Adhesion of Textile-Grade Carbon Fiber Composites. ACS Appl. Polym. Mater. 2021. [Google Scholar] [CrossRef]
- Niu, C.; Luan, C.; Shen, H.; Song, X.; Fu, J.; Zhang, L.; Sun, Y.; Xu, G.; Ruan, Z. Tunable soft–stiff hybridized fiber-reinforced thermoplastic composites using controllable multimaterial additive manufacturing technology. Addit. Manuf. 2022, 55. [Google Scholar] [CrossRef]
- Zhang, X.; Li, T.-T.; Wang, Z.; Peng, H.-K.; Lou, C.-W.; Lin, J.-H. Facile fabrication and mass production of TPU/Silica/STF coated aramid fabric with excellent flexibility and quasi-static stab resistance for versatile protection. Prog. Org. Coatings 2020, 151, 106088. [Google Scholar] [CrossRef]
- Lin, M.-C.; Lou, C.-W.; Lin, J.-Y.; Lin, T.A.; Lin, J.-H. Mechanical property evaluations of flexible laminated composites reinforced by high-performance Kevlar filaments: Tensile strength, peel load, and static puncture resistance. Compos. Part B Eng. 2018, 166, 139–147. [Google Scholar] [CrossRef]
- Zhang, X.; Li, T.-T.; Peng, H.-K.; Lou, C.-W.; Lin, J.-H. Enhanced sandwich structure composite with shear thickening fluid and thermoplastic polyurethanes for High-performance stab resistance. Compos. Struct. 2021, 280, 114930. [Google Scholar] [CrossRef]
- Bates, S.R.; Farrow, I.R.; Trask, R.S. Compressive behaviour of 3D printed thermoplastic polyurethane honeycombs with graded densities. Mater. Des. 2018, 162, 130–142. [Google Scholar] [CrossRef]
- Rizzo, F.; Cuomo, S.; Pinto, F.; Pucillo, G.; Meo, M. Thermoplastic polyurethane composites for railway applications: Experimental and numerical study of hybrid laminates with improved impact resistance. J. Thermoplast. Compos. Mater. 2019, 34, 1009–1036. [Google Scholar] [CrossRef]
- El-Shekeil, Y.A.; Salit, M.S.; Abdan, K.; Zainudin, E.S. Development of a new kenaf bast fiber-reinforced thermoplastic polyurethane composite. Bioresources 2011, 6, 4662–4672. [Google Scholar]
- Suresha, B. Friction and Dry Slide Wear of Short Glass Fiber Reinforced Thermoplastic Polyurethane Composites. J. Reinf. Plast. Compos. 2008, 29, 1055–1061. [Google Scholar] [CrossRef]
- Hu, J.; Zhang, Y.; Liang, C.; Wang, P.; Hu, D. The preparation and characteristics of high puncture resistant composites inspired by natural silk cocoon. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106537. [Google Scholar] [CrossRef]
- Hu, J.; Liang, C.; Zhang, Y.; Li, Y.; Wang, P. Preparation and characterization of flexible laminated composites impregnated with TPU/SiO2 for static puncture resistance. Int. J. Occup. Saf. Ergon. 2022, 24, 1–9. [Google Scholar] [CrossRef]











Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, Y.Y.; Lin, M.-C.; Lou, C.-W.; Chen, Y.-S.; Lin, J.-H. Thermoplastic Laminated Composites Applied to Impact Resistant Protective Gear: Structural Design and Development. Polymers 2023, 15, 292. https://doi.org/10.3390/polym15020292
Lin YY, Lin M-C, Lou C-W, Chen Y-S, Lin J-H. Thermoplastic Laminated Composites Applied to Impact Resistant Protective Gear: Structural Design and Development. Polymers. 2023; 15(2):292. https://doi.org/10.3390/polym15020292
Chicago/Turabian StyleLin, Yan Yu, Mei-Chen Lin, Ching-Wen Lou, Yueh-Sheng Chen, and Jia-Horng Lin. 2023. "Thermoplastic Laminated Composites Applied to Impact Resistant Protective Gear: Structural Design and Development" Polymers 15, no. 2: 292. https://doi.org/10.3390/polym15020292
APA StyleLin, Y. Y., Lin, M.-C., Lou, C.-W., Chen, Y.-S., & Lin, J.-H. (2023). Thermoplastic Laminated Composites Applied to Impact Resistant Protective Gear: Structural Design and Development. Polymers, 15(2), 292. https://doi.org/10.3390/polym15020292