Enhancement of Mechanical Properties of Multilayer Ceramic Capacitors through a BaTiO3/polydopamine Cover Layer

Abstract
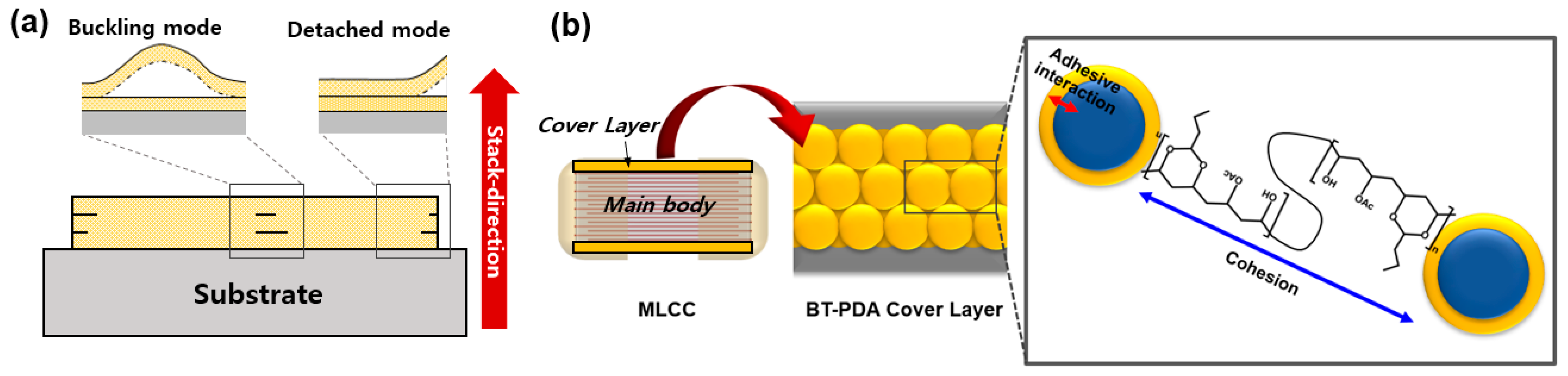
:1. Introduction
2. Materials and Methods
2.1. Materials
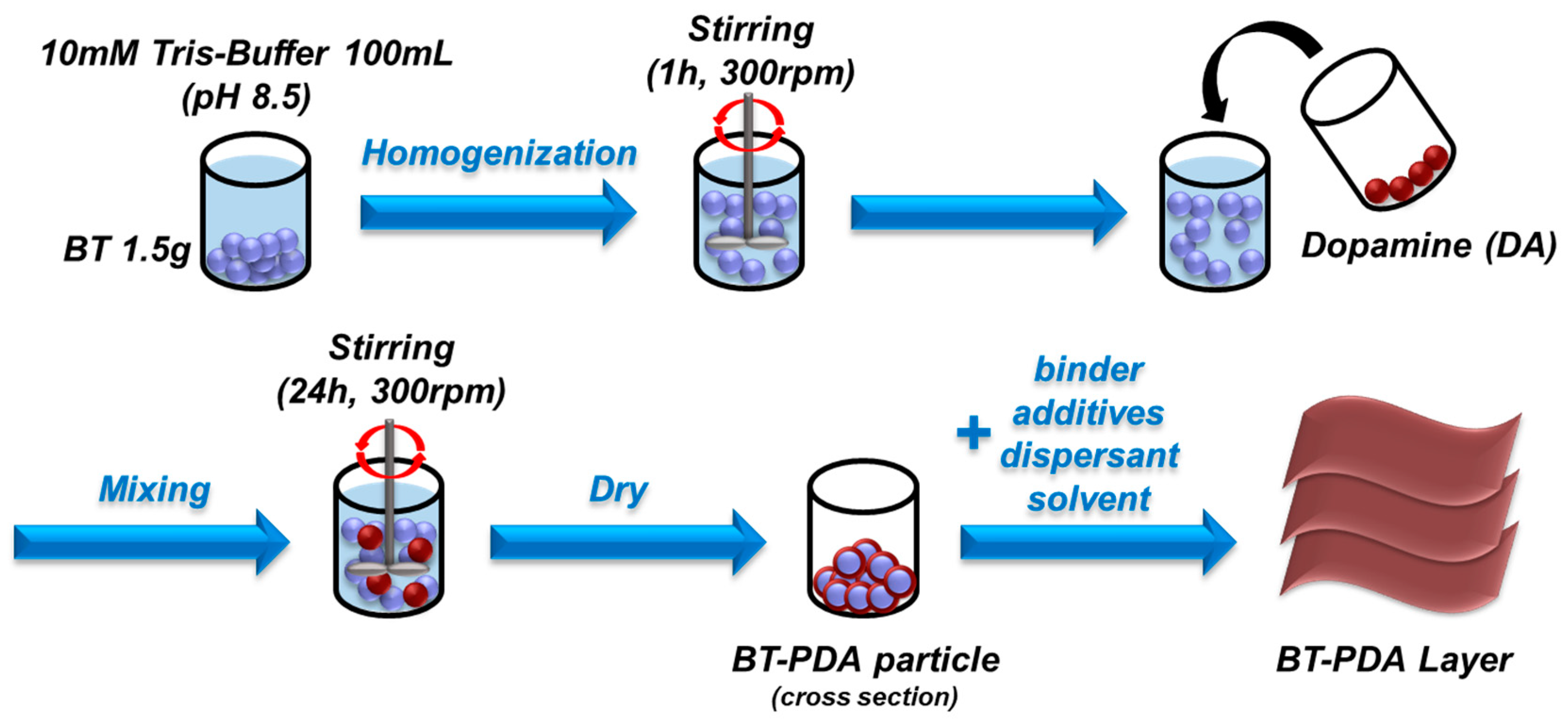
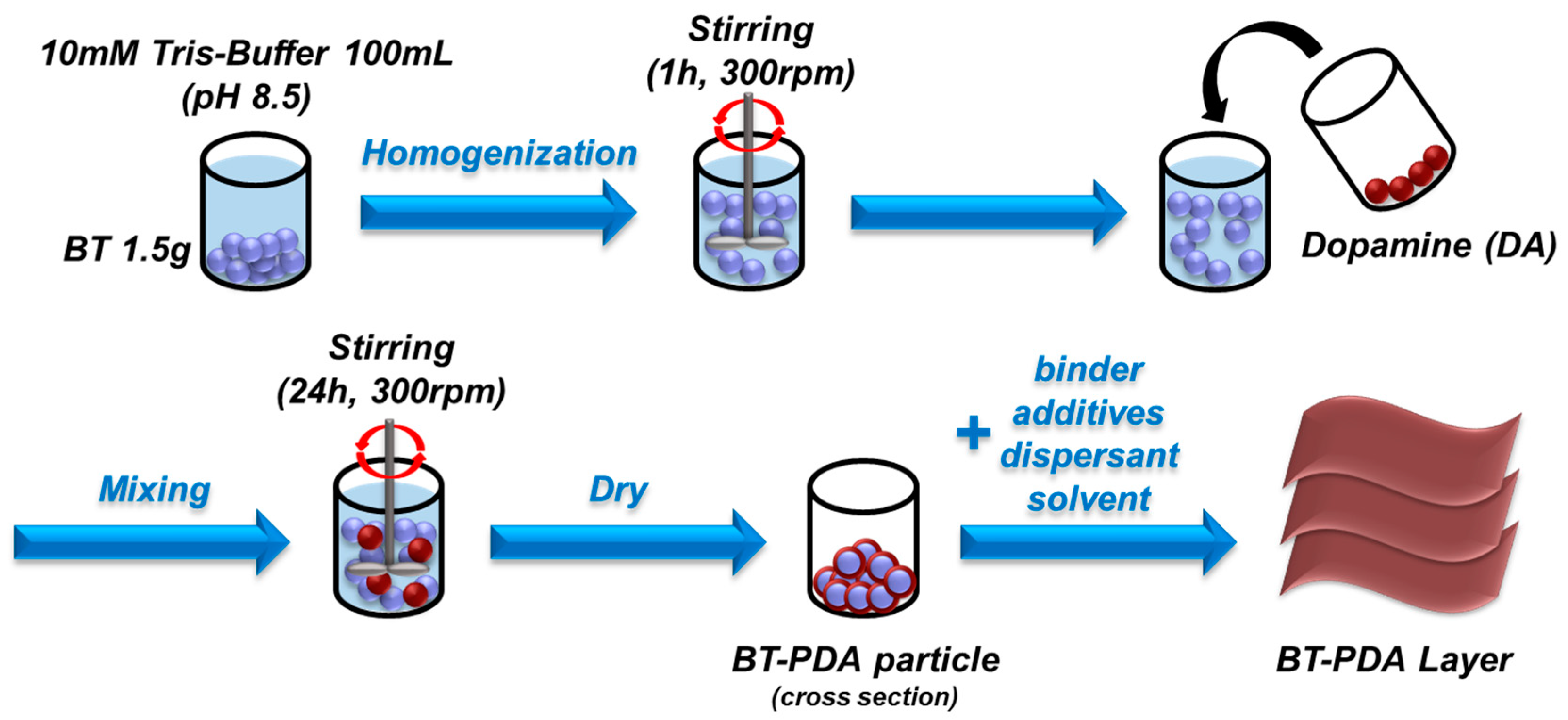
2.2. Fabrication of BT and BT/PDA Cover Layer
2.3. Surface Analysis
2.4. Characteristics of Dielectric Sheets for the Cover Layer
2.5. Characteristics and Performances after Firing
3. Results and Discussion
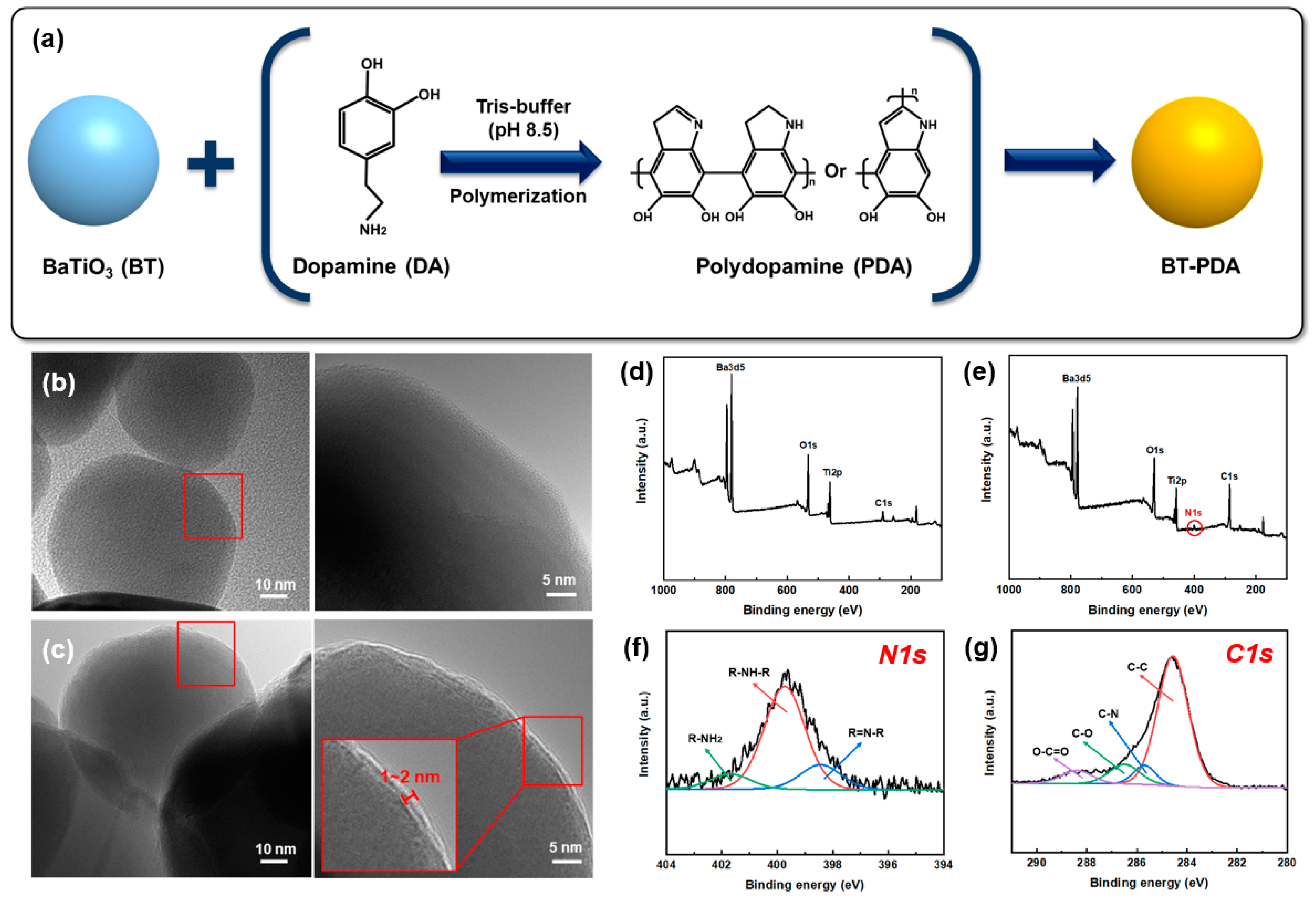
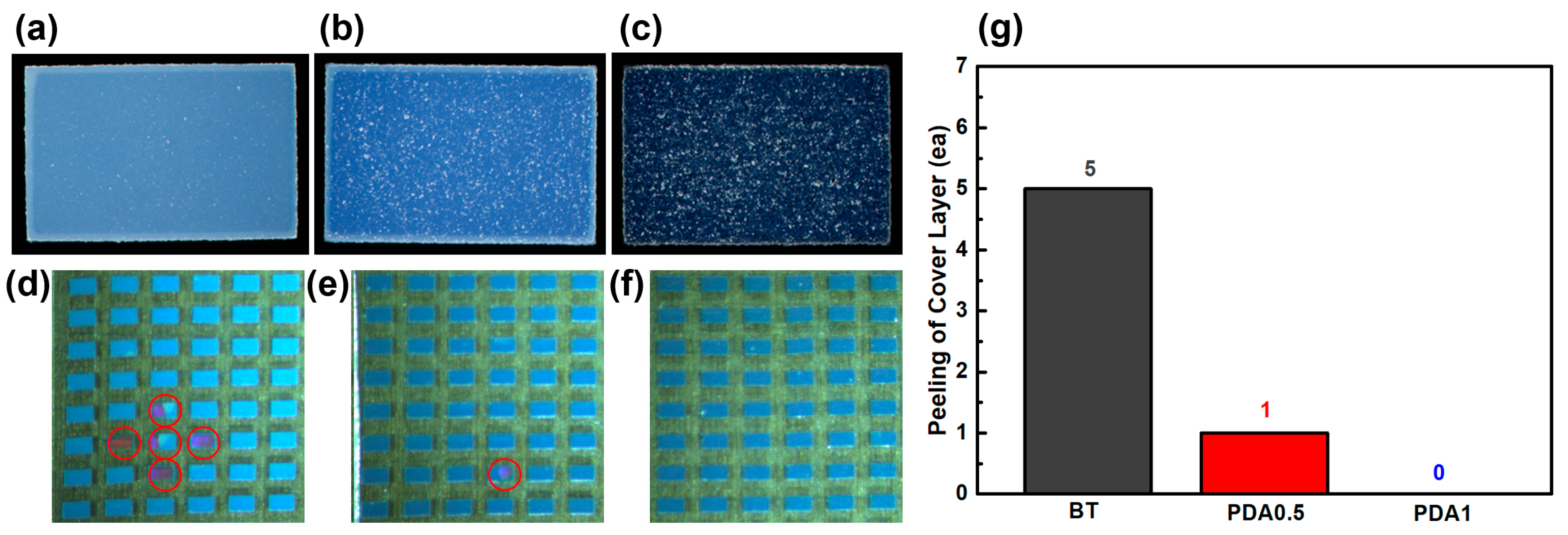
3.1. Surface Characteristics
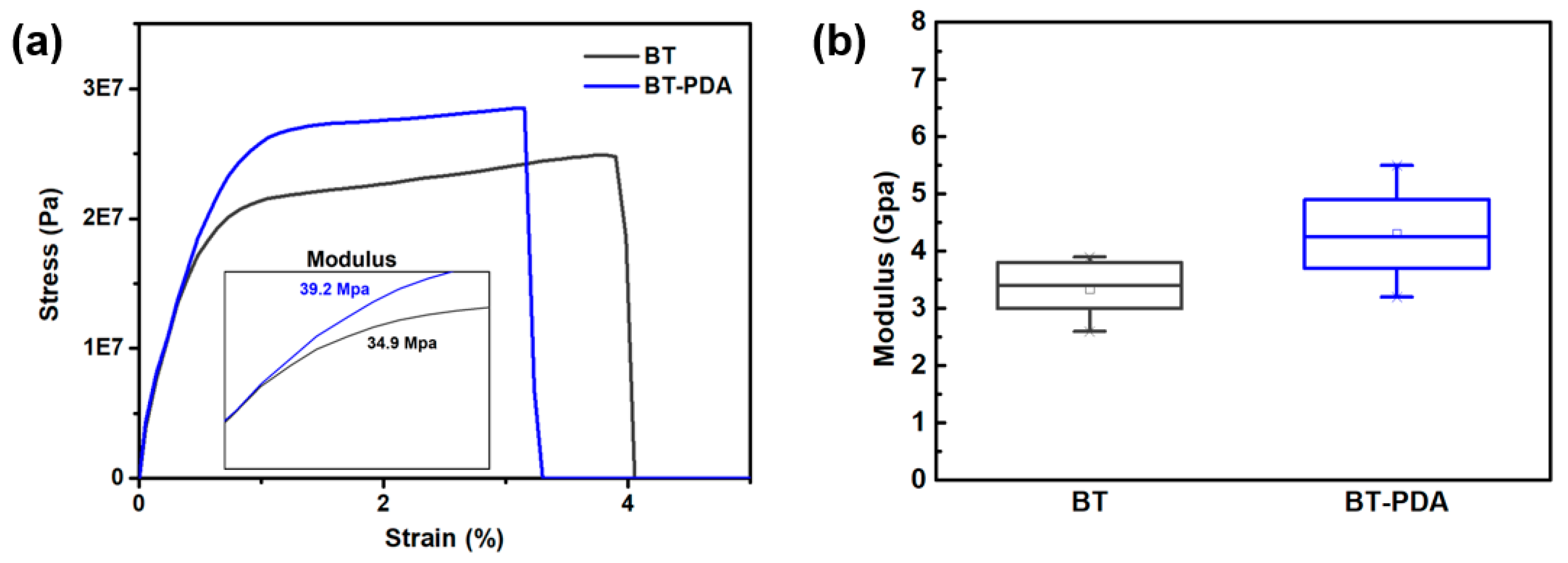
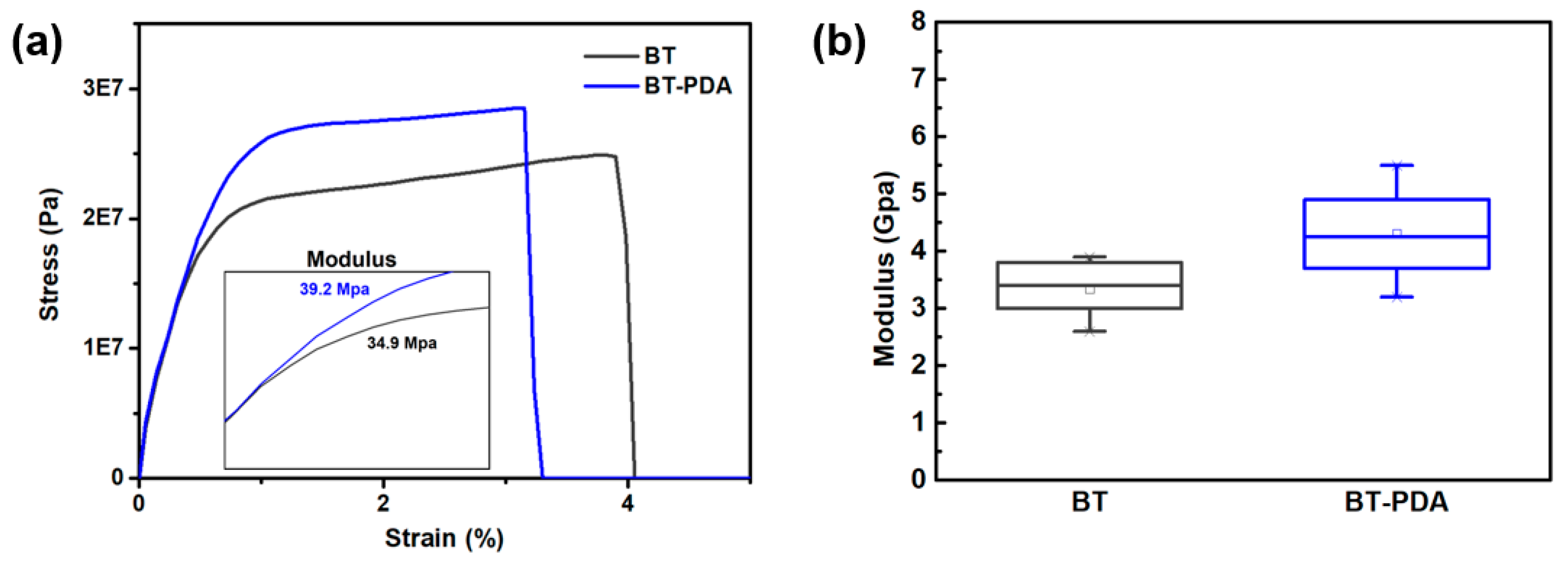
3.2. Properties of Dielectric Sheets for the Cover Layer
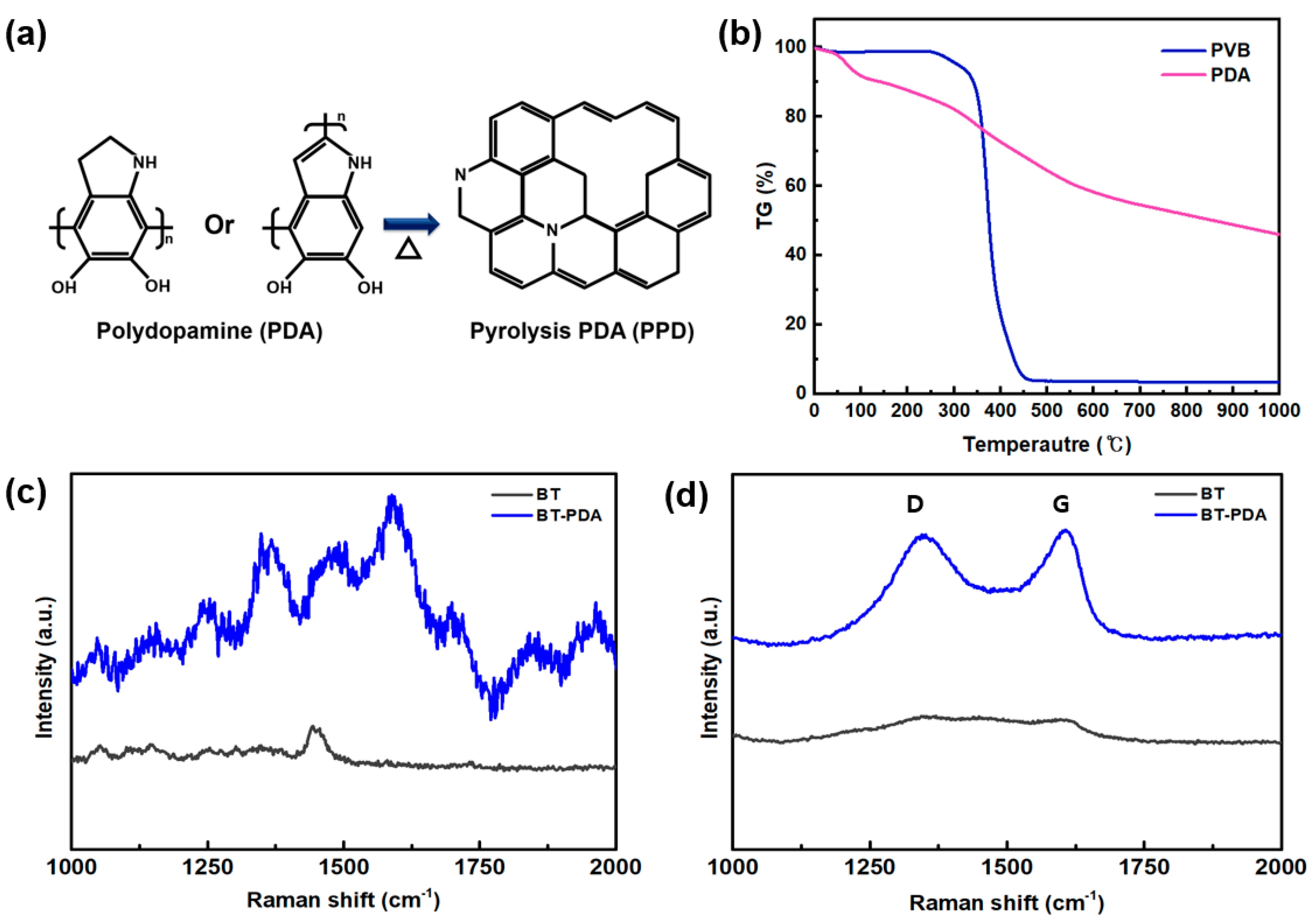
3.3. Structure of PDA after Firing
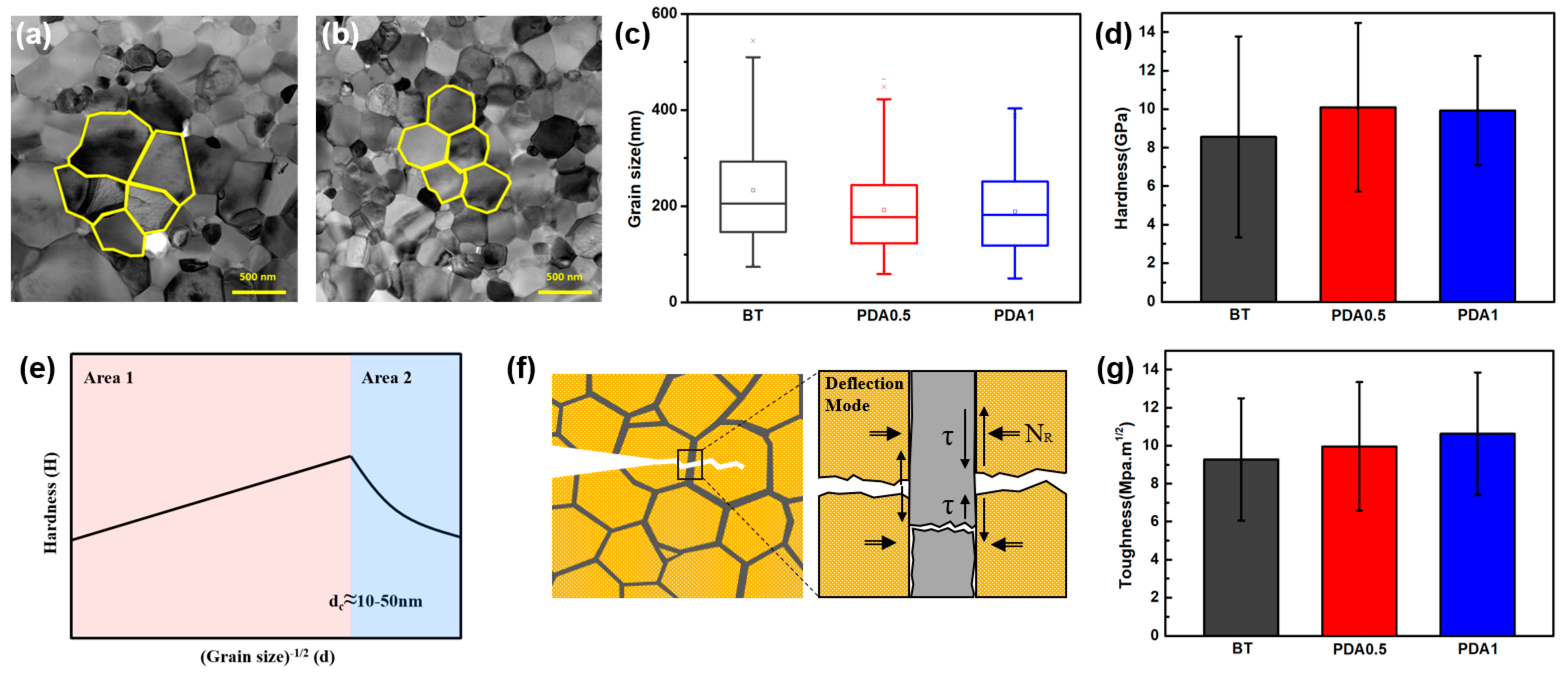
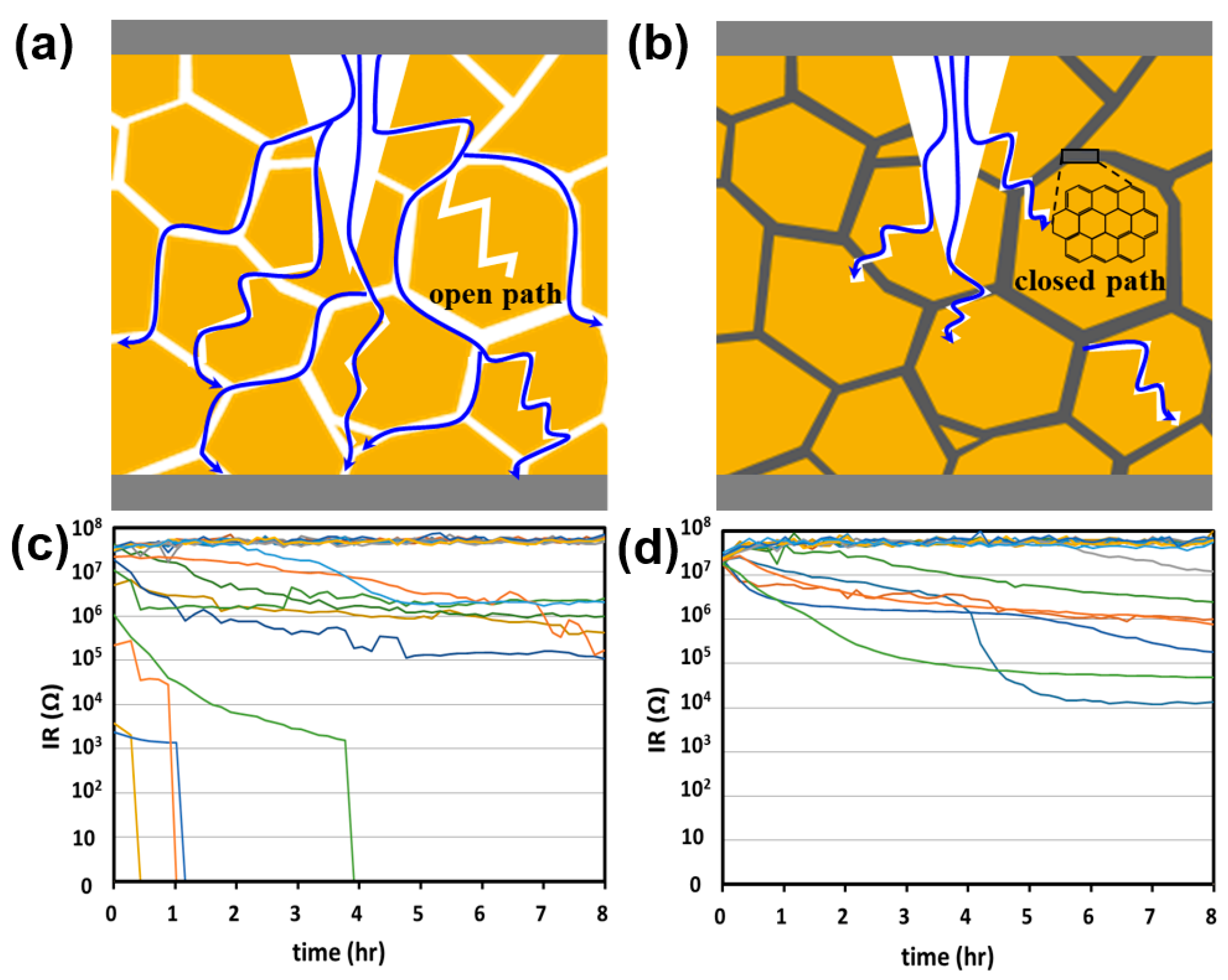
3.4. Performances of MLCC
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Hong, J.O.; Kim, S.Y.; Hur, K.H. Development history and trend of high-capacitance multi-layer ceramic capacitor in Korea. J. Korean Ceram. Soc. 2008, 46, 161–169. [Google Scholar] [CrossRef]
- Cui, Z.; Guo, J.G. Theoretical investigations of the interfacial sliding and buckling of graphene on a flexible substrate. AIP. Adv. 2016, 6, 125110. [Google Scholar] [CrossRef]
- Teverovsky, A. Cracking Problems in Low-Voltage Chip Ceramic Capacitors; NEPP: Washington, DC, USA, 2018; pp. 42–45.
- Nguyen, F.N.; Berg, J.C. The effect of vinyl alcohol content on adhesion performance in poly (vinyl butyral)/glass systems. J. Adhes. Sci. Technol. 2012, 18, 1011–1026. [Google Scholar] [CrossRef]
- Terziyan, T.V.; Safronov, A.P.; Beketov, I.V.; Medvedev, A.I.; Armas, S.F.; Kurlyandskaya, G.V. Adhesive and magnetic properties of polyvinyl butyral composites with embedded metallic nanoparticles. Sensors 2021, 21, 8311. [Google Scholar] [CrossRef]
- Georgopanos, P.; Eichner, E.; Filiz, V.; Handge, U.A.; Schneider, G.A.; Heinrich, S.; Abetz, V. Improvement of mechanical properties by a polydopamine interface in highly filled hierarchical composites of titanium dioxide particles and poly (vinyl butyral). Compos. Sci. Technol. 2017, 146, 73–82. [Google Scholar] [CrossRef]
- Wenjea, J.T.; Lin, C.L. Effect of polyvinyl butyral on the rheological properties of BaTiO3 powder in ethanol–isopropanol mixtures. Mater. Lett. 2002, 57, 223–228. [Google Scholar]
- Bhattacharjee, S.; Paria, M.K.; Maiti, H.S. Polyvinyl butyral as a dispersant for barium titanate in a non-aqueous suspension. J. Mater. Sci. 1993, 28, 6490–6495. [Google Scholar] [CrossRef]
- Yang, D.; Kong, X.; Ni, Y.; Xu, Y.; Huang, S.; Shang, G.; Xue, H.; Guo, W.; Zhang, L. Enhancement of dielectric performance of polymer composites via constructing BaTiO3−poly(dopamine)−Ag nanoparticles through mussel-inspired surface functionalization. ACS Omega 2018, 3, 14087–14096. [Google Scholar] [CrossRef]
- Kishi, H.; Mizuno, Y.; Chazono, H. Base-metal electrode-multilayer ceramic capacitors: Past, present and future perspectives. Jpn. J. Appl. Phys. 2003, 42, 1–15. [Google Scholar] [CrossRef]
- Li, Z.; Zhao, J.; Sun, J.; Gong, F.; Ni, X. Reinforcement of Al2O3/TiC ceramic tool material by multi-layer graphene. Ceram. Int. 2017, 43, 11421–11427. [Google Scholar] [CrossRef]
- Kim, J.M.; Song, S.H.; Im, H.G.; Yoon, G.B.; Lee, D.J.; Choi, C.Y.; Kim, J.; Bae, B.S.; Kang, K.S.; Jeon, S.W. Moisture barrier composites made of non-oxidized graphene flakes. Small 2015, 11, 3124–3129. [Google Scholar] [CrossRef] [PubMed]
- Kabel, J.; Hosemann, P.; Zayachuk, Y.; Armstrong, D.E.J.; Koyanagi, T.; Katoh, Y.; Deck, C. Ceramic composites: A review of toughening mechanisms and demonstration of micropillar compression for interface property extraction. J. Mater. Res. 2018, 33, 424–439. [Google Scholar] [CrossRef]
- Markandan, K.; Chin, J.K.; Tan, M.T.T. Recent progress in graphene based ceramic composites: A review. J. Mater. Res. 2017, 32, 84–106. [Google Scholar] [CrossRef]
- Eom, S.M.; Park, H.K.; Park, J.H.; Hong, S.K.; Lee, H.S. Recent progress on polydopamine surface chemistry. J. Adhes. Interface. 2018, 19, 19–29. [Google Scholar]
- Jiang, X.; Wang, Y.; Li, M. Selecting water-alcohol mixed solvent for synthesis of polydopamine nano-spheres using solubility parameter. Sci. Rep. 2014, 4, 6070. [Google Scholar] [CrossRef]
- Li, R.; Parvez, K.; Hinkel, F.; Feng, X.; Müllen, K. Bioinspired wafer-scale production of highly stretchable carbon films for transparent conductive electrodes. Angew. Chem. Int. Ed. 2013, 52, 5535–5538. [Google Scholar] [CrossRef]
- Mrówczyński, R.; Bunge, A.; Liebscher, J. Polydopamine—an organocatalyst rather than an innocent polymer. Chem. Eur. J. 2014, 20, 8647–8653. [Google Scholar] [CrossRef]
- Lee, G.S.; Yun, T.Y.; Kim, H.R.; Kim, I.H.; Choi, J.W.; Lee, S.H.; Lee, H.J.; Hwang, H.S.; Kim, J.G.; Kim, D.W.; et al. Mussel inspired highly aligned Ti3C2Tx mxene film with synergistic enhancement of mechanical strength and ambient stability. ACS Nano. 2020, 14, 11722–11732. [Google Scholar] [CrossRef]
- Liu, T.; Kim, K.C.; Lee, B.Y.; Chen, Z.; Noda, S.; Jang, S.S.; Lee, S.W. Self-polymerized dopamine as an organic cathode for Li- and Na-ion batteries. Energy Environ. Sci. 2017, 10, 205–215. [Google Scholar] [CrossRef]
- Handge, U.A.; Wolff, M.F.H.; Abetz, V.; Heinrich, S. Viscoelastic and dielectric properties of composites of poly (vinyl butyral) and alumina particles with a high filling degree. Polymer 2016, 82, 337–348. [Google Scholar] [CrossRef]
- Janosik, W.; Randall, C.A.; Lanagan, M. Thermodynamic and electrical effects of residual carbon in glass–barium titanate composites for MLCC applications. J. Am. Ceram. Soc. 2007, 90, 2415–2419. [Google Scholar] [CrossRef]
- Seo, J.; Kuk, S.T.; Kim, K. Thermal decomposition of PVB (polyvinyl butyral) and Ni green sheet. J. Korean Chem. Soc. 1996, 40, 180–186. [Google Scholar]
- Kim, I.H.; Yun, T.Y.; Kim, J.E.; Yu, H.Y.; Sasikala, S.P.; Lee, K.E.; Koo, S.H.; Hwang, H.S.; Jung, H.J.; Park, J.Y.; et al. Mussel-inspired defect engineering of graphene liquid crystalline fibers for synergistic enhancement of mechanical strength and electrical conductivity. Adv. Mater. 2018, 30, 1803267. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, T.P.; Pazhouhanfar, Y.; Delbari, S.A.; Le, Q.V.; Shaddel, S.; Pazhouhanfar, M.; Namini, A.S.; Shokouhimehr, M.; Asl, M.S. Characterization of spark plasma sintered TiC ceramics reinforced with graphene nano-platelets. Ceram. Int. 2020, 46, 18742–18749. [Google Scholar] [CrossRef]
- Conrad, H.; Narayan, J. On the grain size softening in nanocrystalline materials. Scr. Mater. 2000, 42, 1025–1030. [Google Scholar] [CrossRef]
- Lu, K. Nanocrystalline metals crystallized from amorphous solids: Nanocrystallization, structure, and properties. Mater. Sci. Eng. R Rep. 1996, 16, 161–221. [Google Scholar] [CrossRef]
- Deng, X.Y.; Wang, X.H.; Gui, Z.L.; Li, L.T.; Chen, I.W. Grain-size effects on the hardness of nanograin BaTiO3 ceramics. J. Electroceram. 2008, 21, 238–241. [Google Scholar] [CrossRef]
- Ai, Y.; Liu, Y.; Zhang, Q.; Gong, Y.; He, W.; Zhang, J. Microwave sintering of graphene-nanoplatelet-reinforced Al2O3-based composites. J. Korean Ceram. Soc. 2018, 55, 556–561. [Google Scholar] [CrossRef]
- Lengvarský, P.; Bocko, J. Prediction of young’s modulus of graphene sheets by the finite element method. Am. J. Mech. Eng. 2015, 3, 225–229. [Google Scholar]
- Trzepiecinski, T.; Gromada, M. Characterization of mechanical properties of barium titanate ceramics with different grain sizes. Mater. Sci. Pol. 2018, 36, 151–156. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions, and data contained in all publications are solely those of the individual author(s) and contributor(s), not of the MDPI and/or editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions, or products referred to in the content. |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | BT (at%) | PDA1 (at%) |
|---|---|---|
| O | 43.22 | 42.83 |
| C | 1.52 | 3.12 |
| N | 0 | 2.73 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, Y.; Park, J.J.; Park, K.S.; Hong, Y.M.; Lee, E.J.; Kim, S.O.; Lee, J.H. Enhancement of Mechanical Properties of Multilayer Ceramic Capacitors through a BaTiO3/polydopamine Cover Layer. Polymers 2023, 15, 4014. https://doi.org/10.3390/polym15194014
Park Y, Park JJ, Park KS, Hong YM, Lee EJ, Kim SO, Lee JH. Enhancement of Mechanical Properties of Multilayer Ceramic Capacitors through a BaTiO3/polydopamine Cover Layer. Polymers. 2023; 15(19):4014. https://doi.org/10.3390/polym15194014
Chicago/Turabian StylePark, Yong, Jung Jin Park, Kwan Soo Park, Yong Min Hong, Eun Jung Lee, Sang Ouk Kim, and Jong Ho Lee. 2023. "Enhancement of Mechanical Properties of Multilayer Ceramic Capacitors through a BaTiO3/polydopamine Cover Layer" Polymers 15, no. 19: 4014. https://doi.org/10.3390/polym15194014
APA StylePark, Y., Park, J. J., Park, K. S., Hong, Y. M., Lee, E. J., Kim, S. O., & Lee, J. H. (2023). Enhancement of Mechanical Properties of Multilayer Ceramic Capacitors through a BaTiO3/polydopamine Cover Layer. Polymers, 15(19), 4014. https://doi.org/10.3390/polym15194014