
The Influence of Thermoplastic Composite Recycling on the Additive Manufacturing Process and In-Use Phase as Candidate Materials for Wearable Devices Applications

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
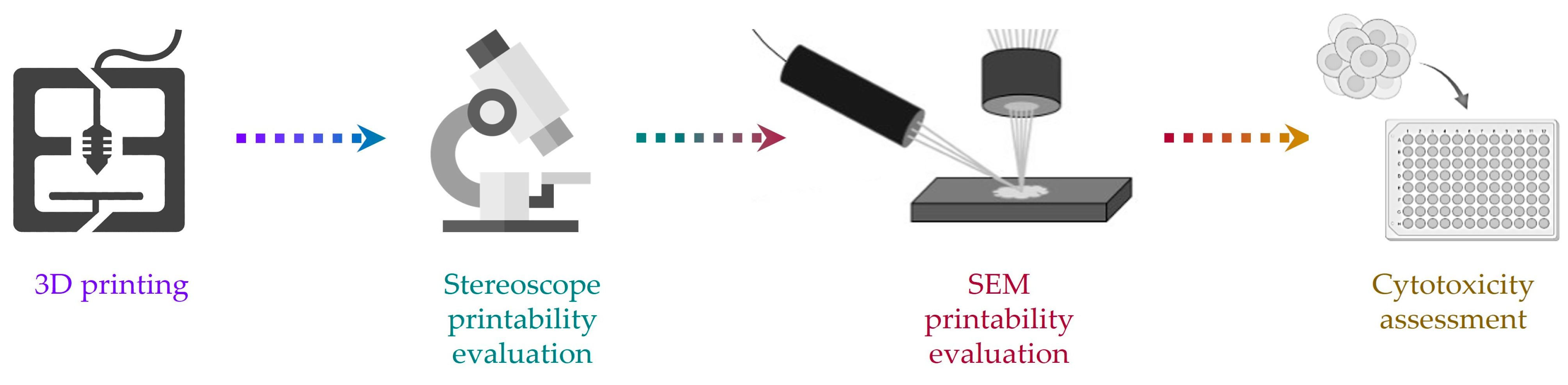
2.2. Workflow and Methods
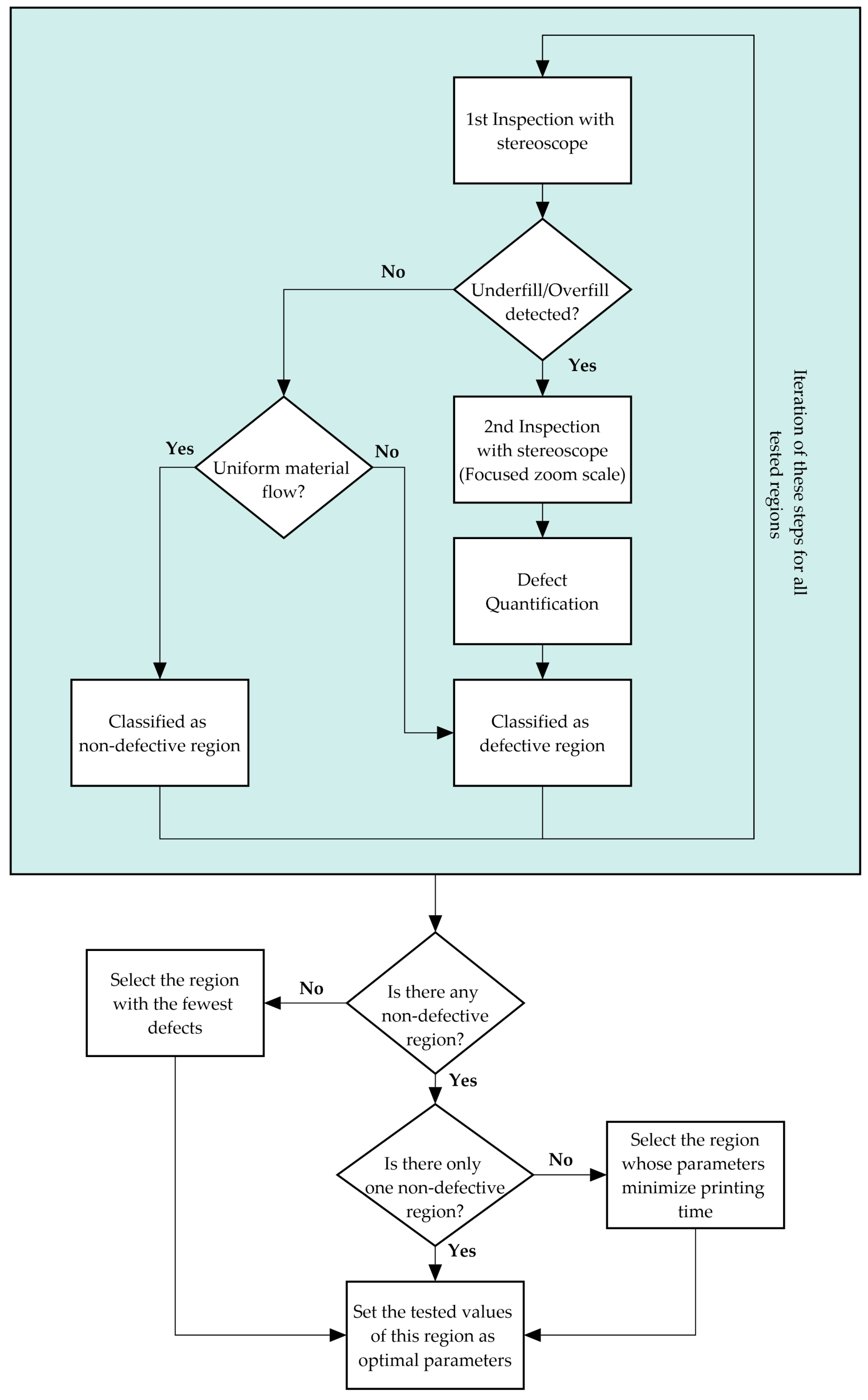
2.2.1. Printability Assessment
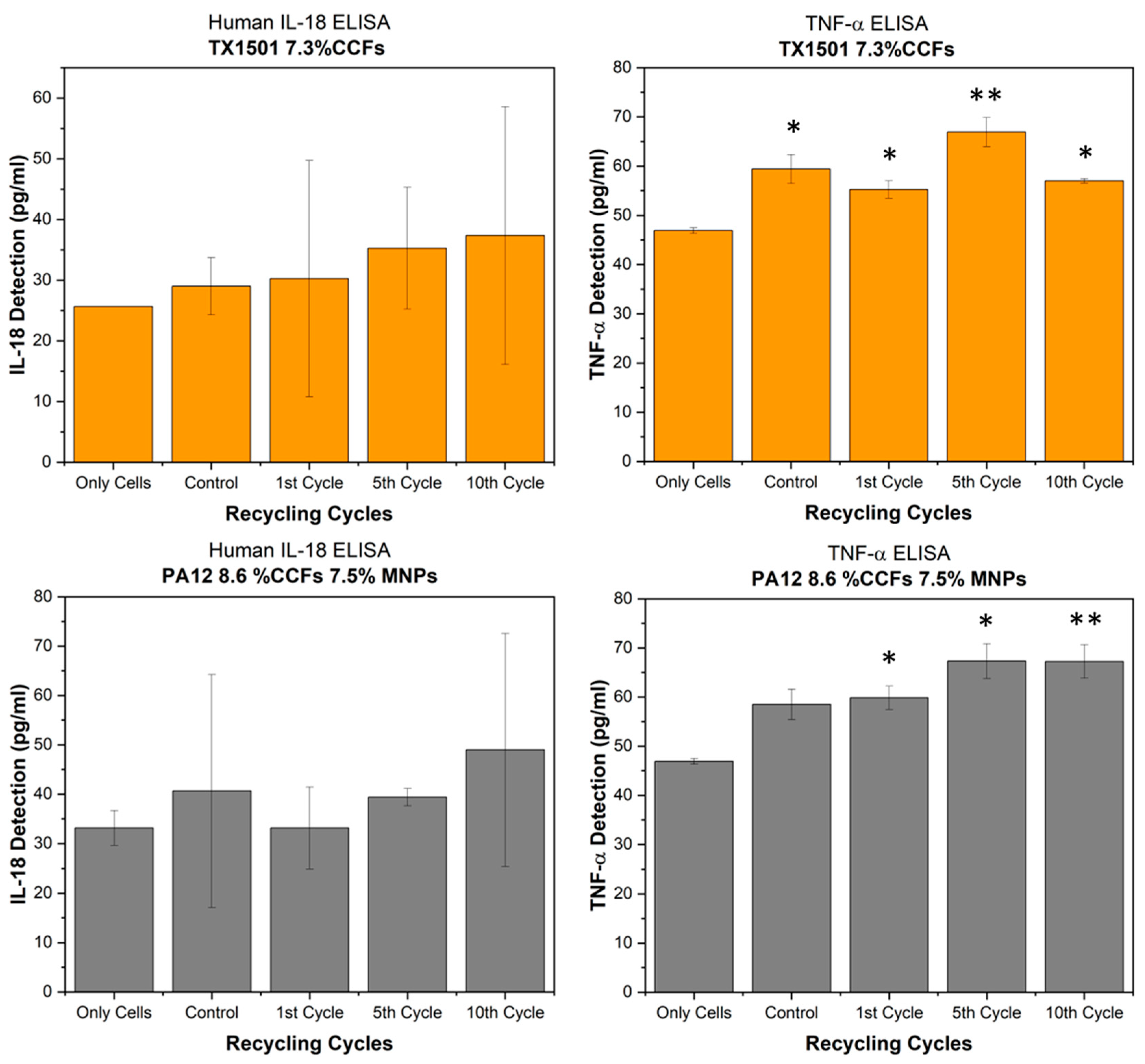
2.2.2. In Vitro Toxicity Assessment of the Recycled Materials
3. Results
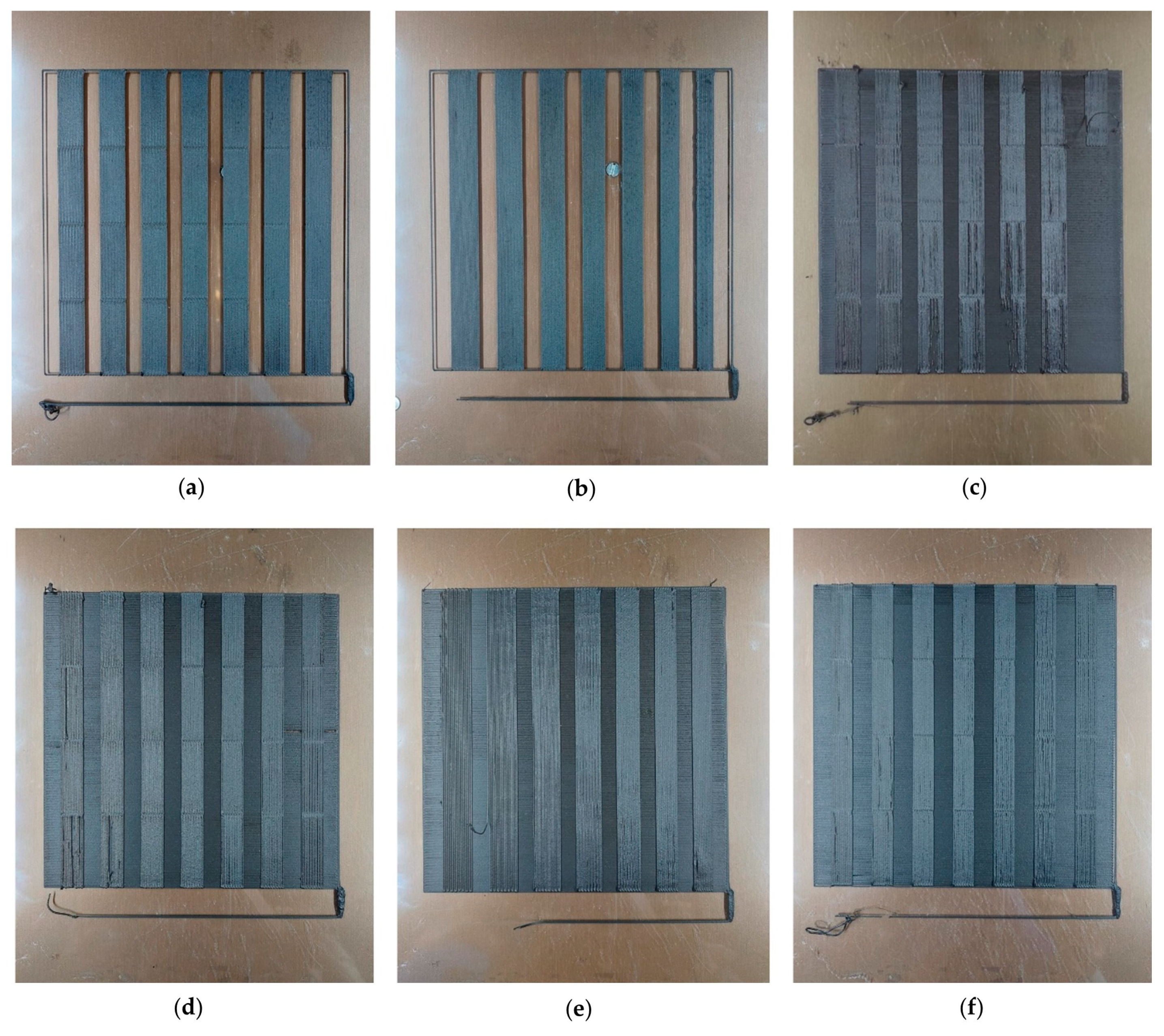
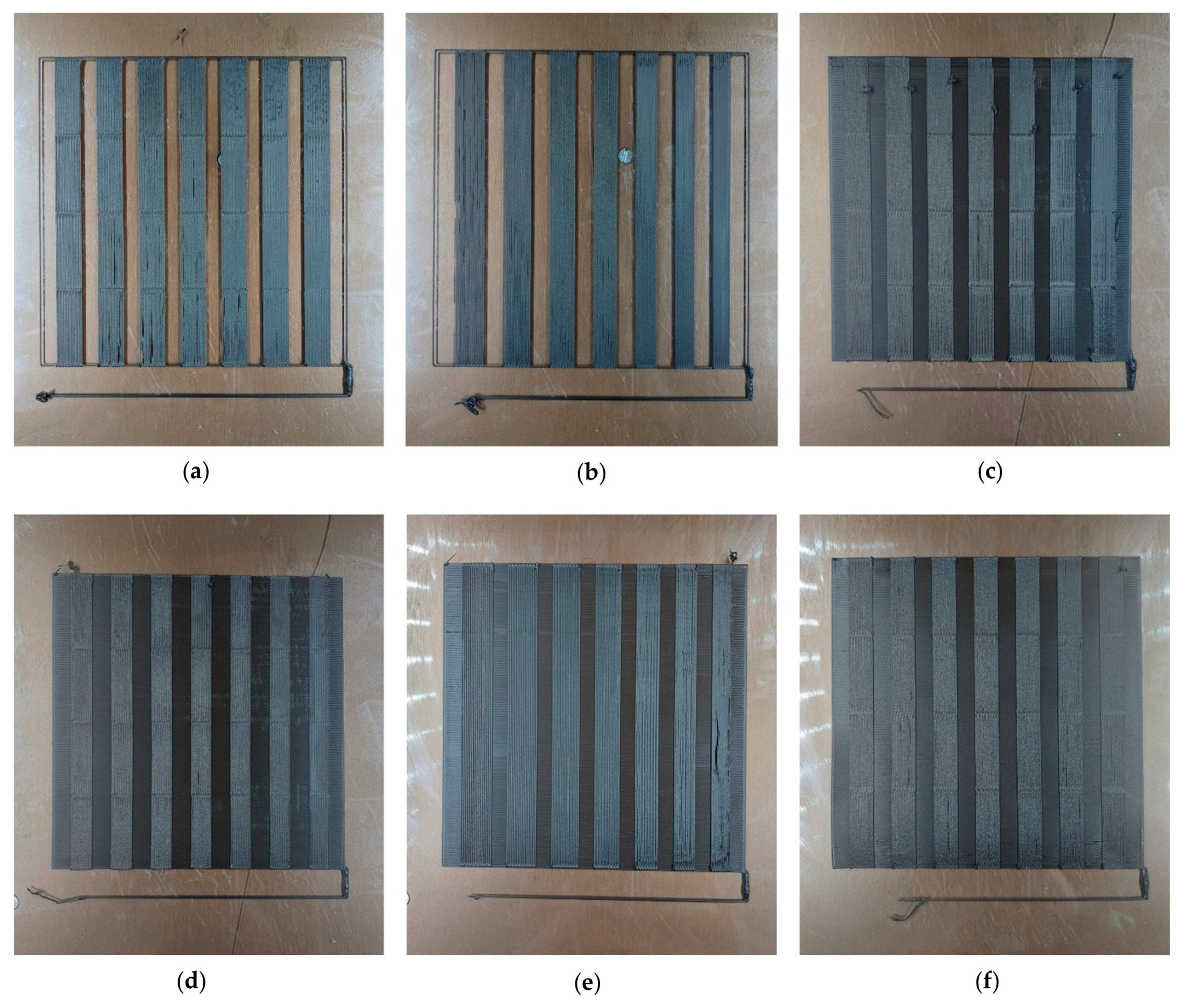
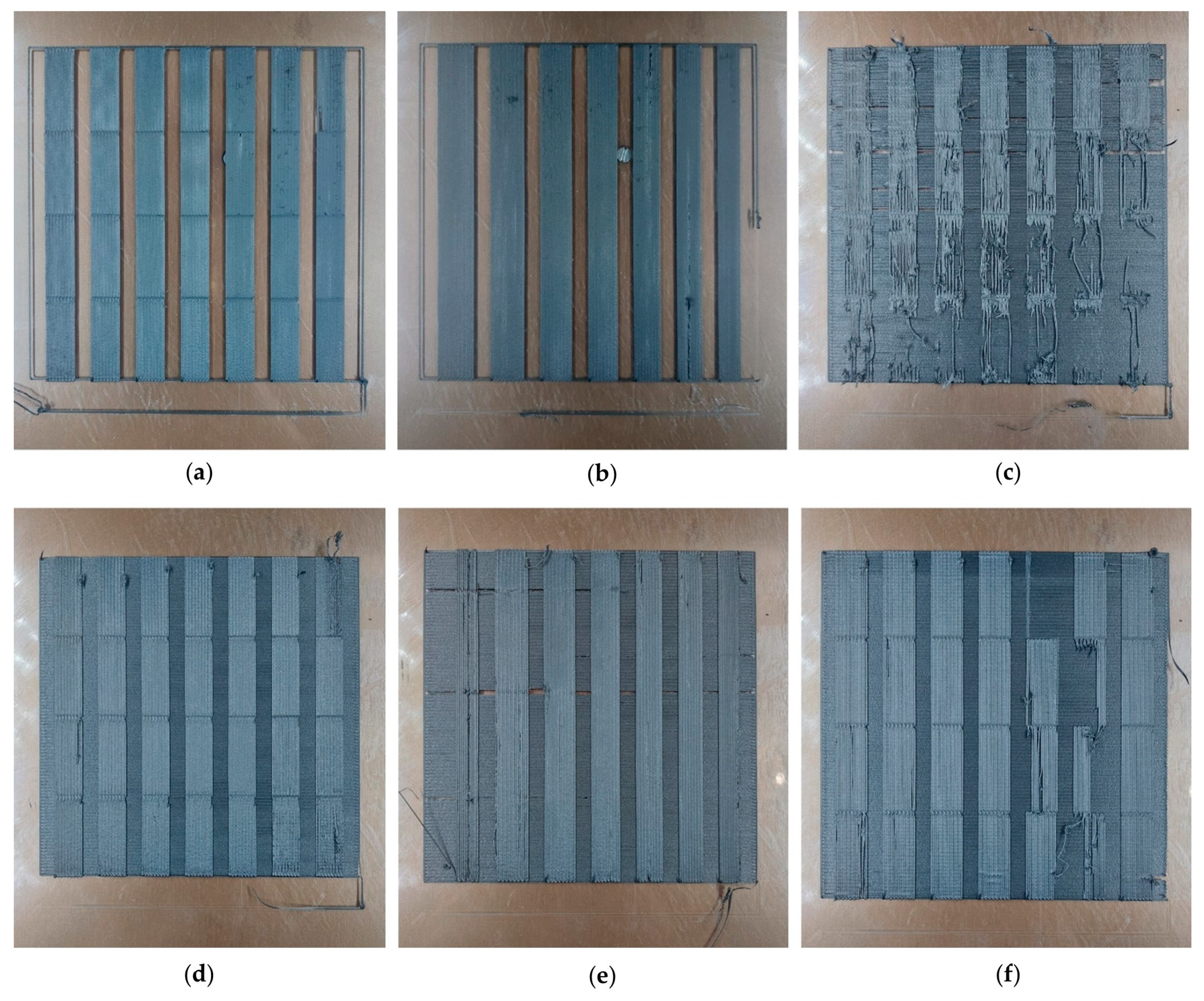
3.1. Printability Assessment
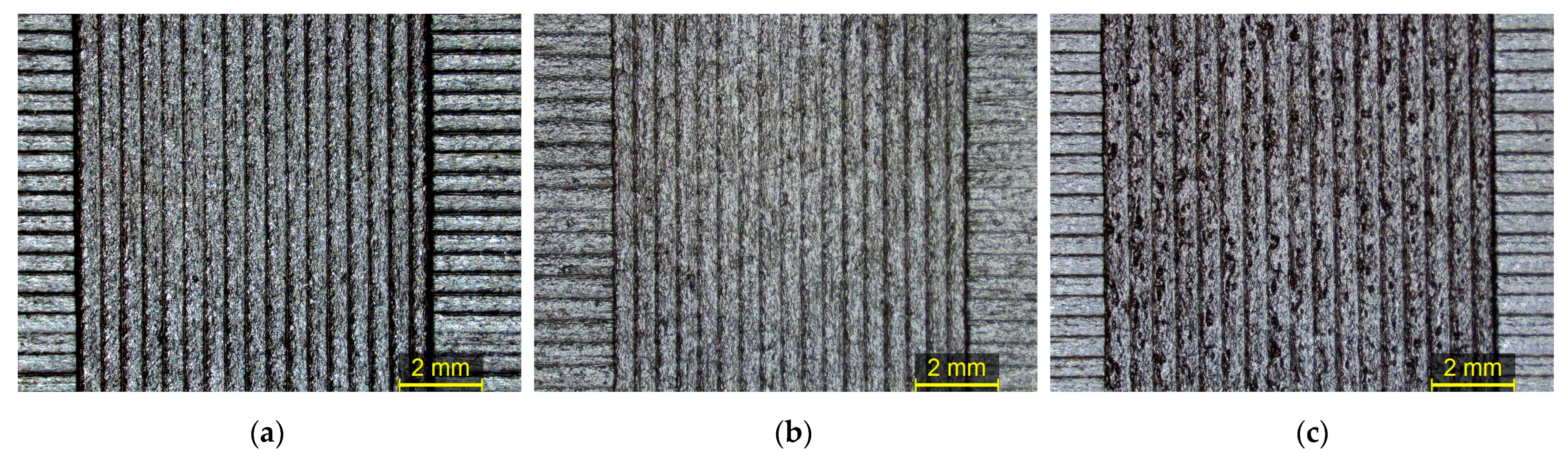
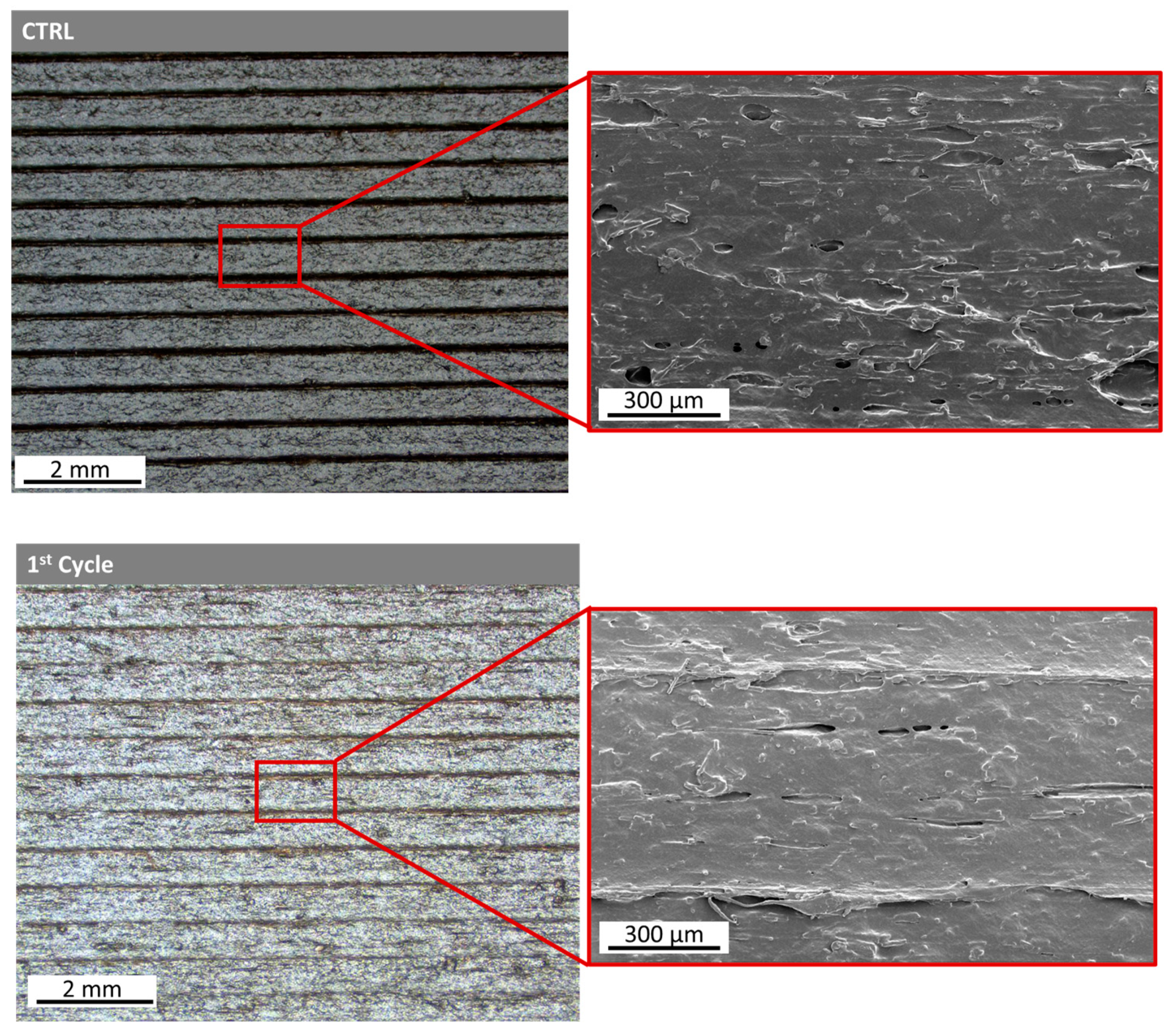
3.1.1. PA12 8.6%cCFs and 7.5%MNPs
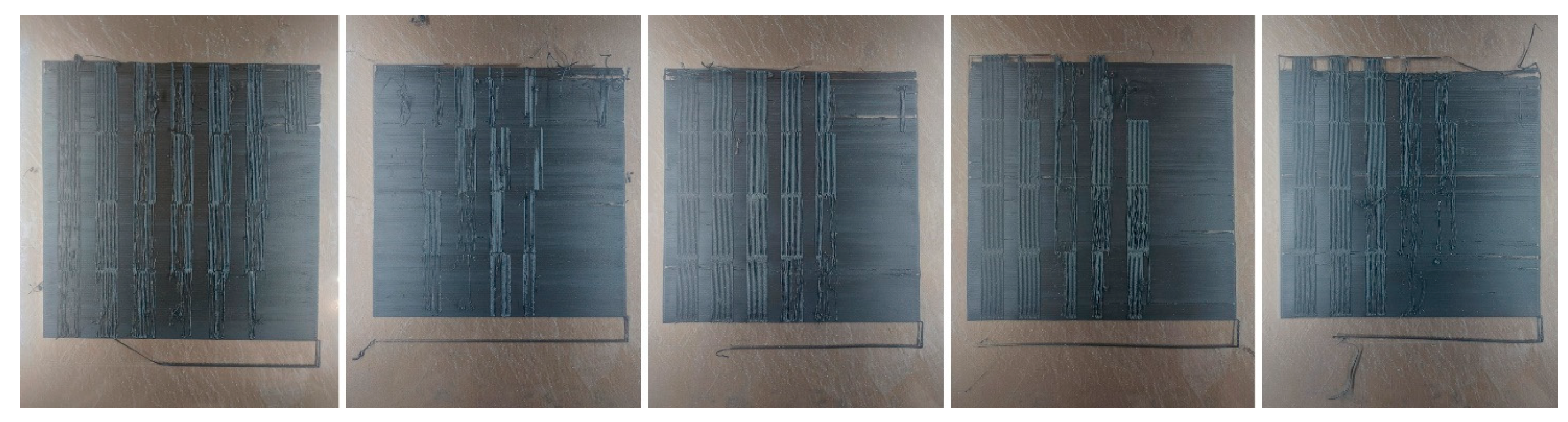
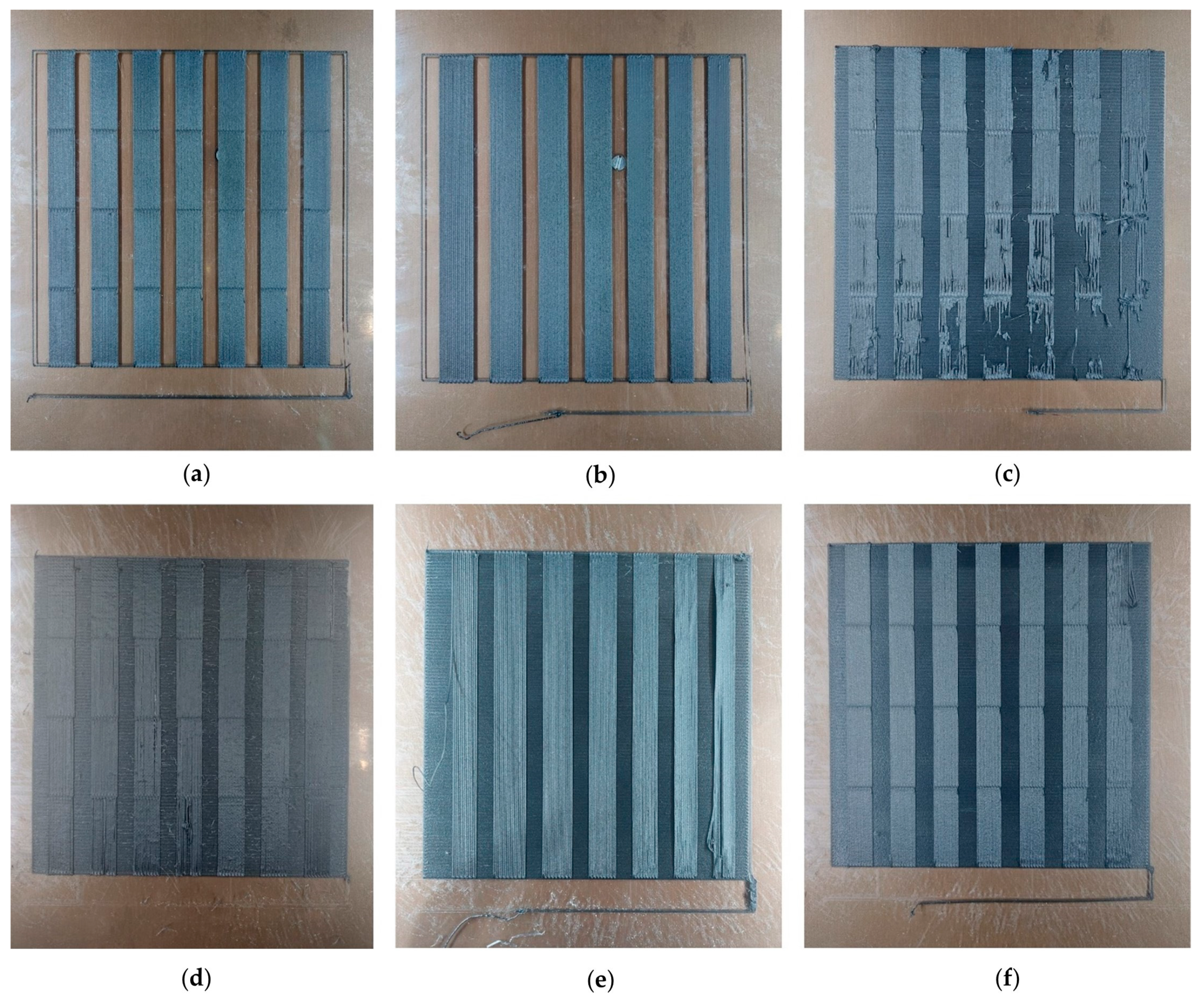
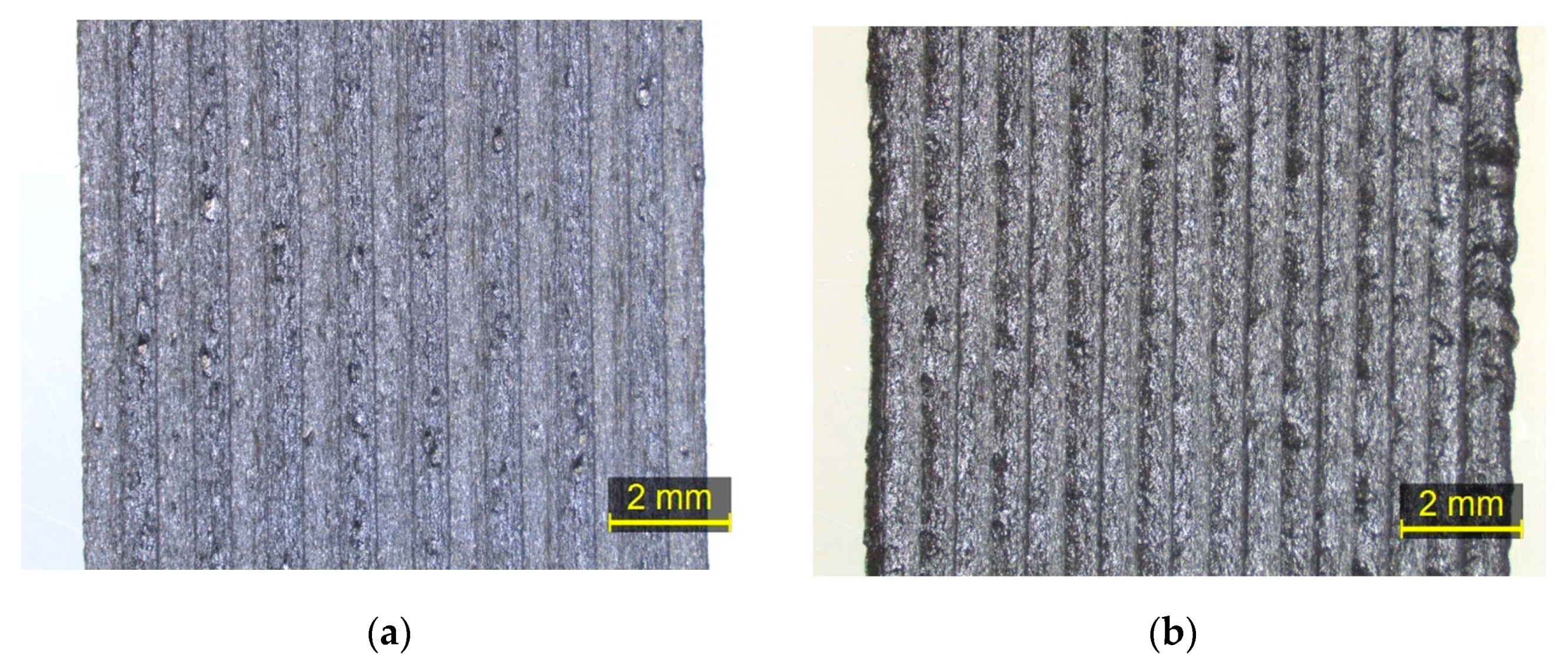
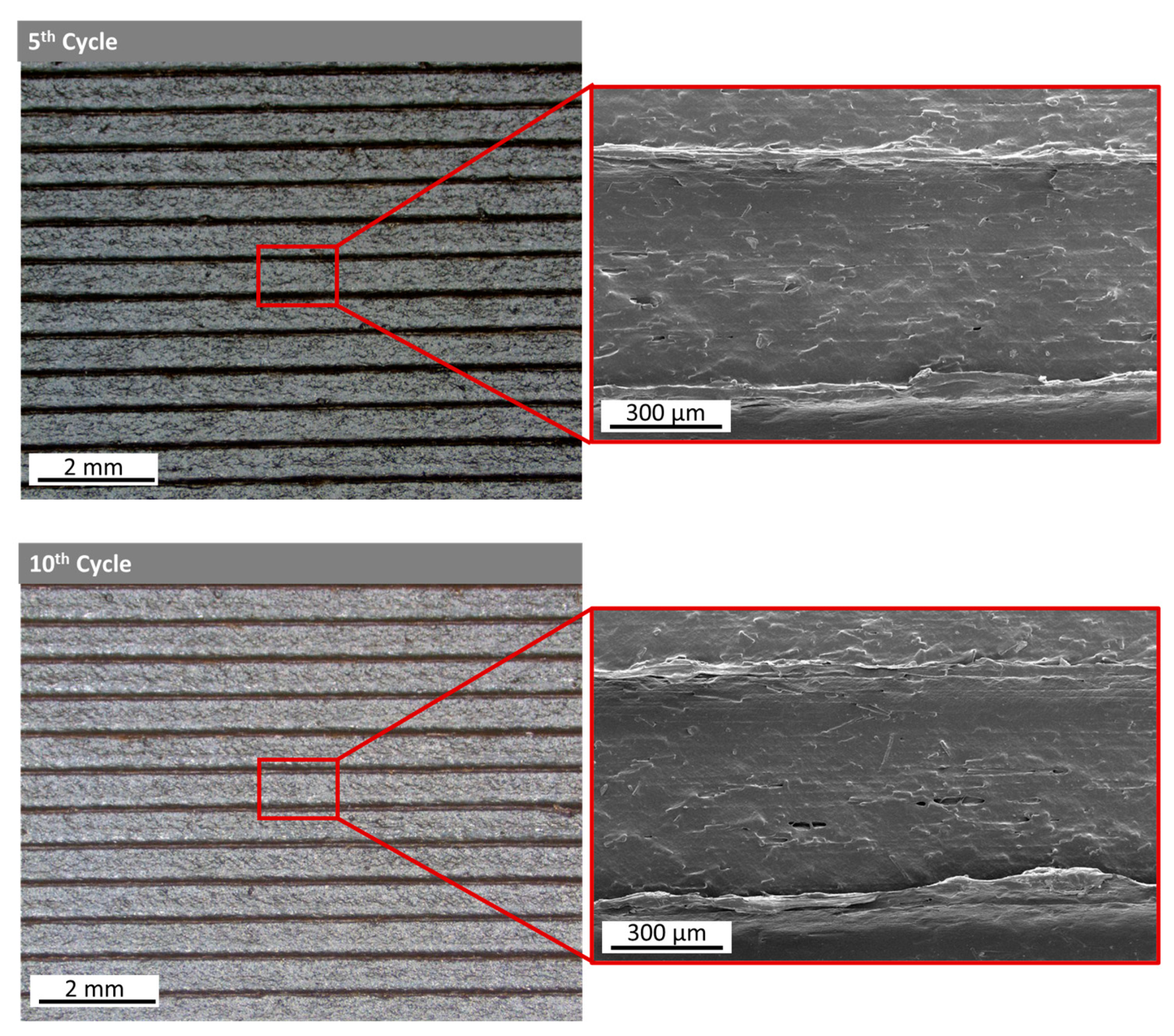
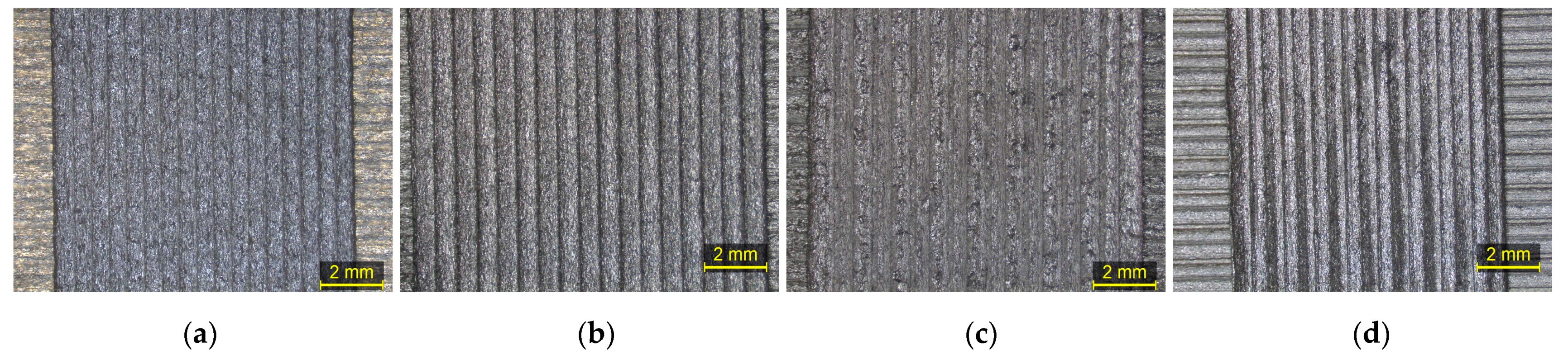
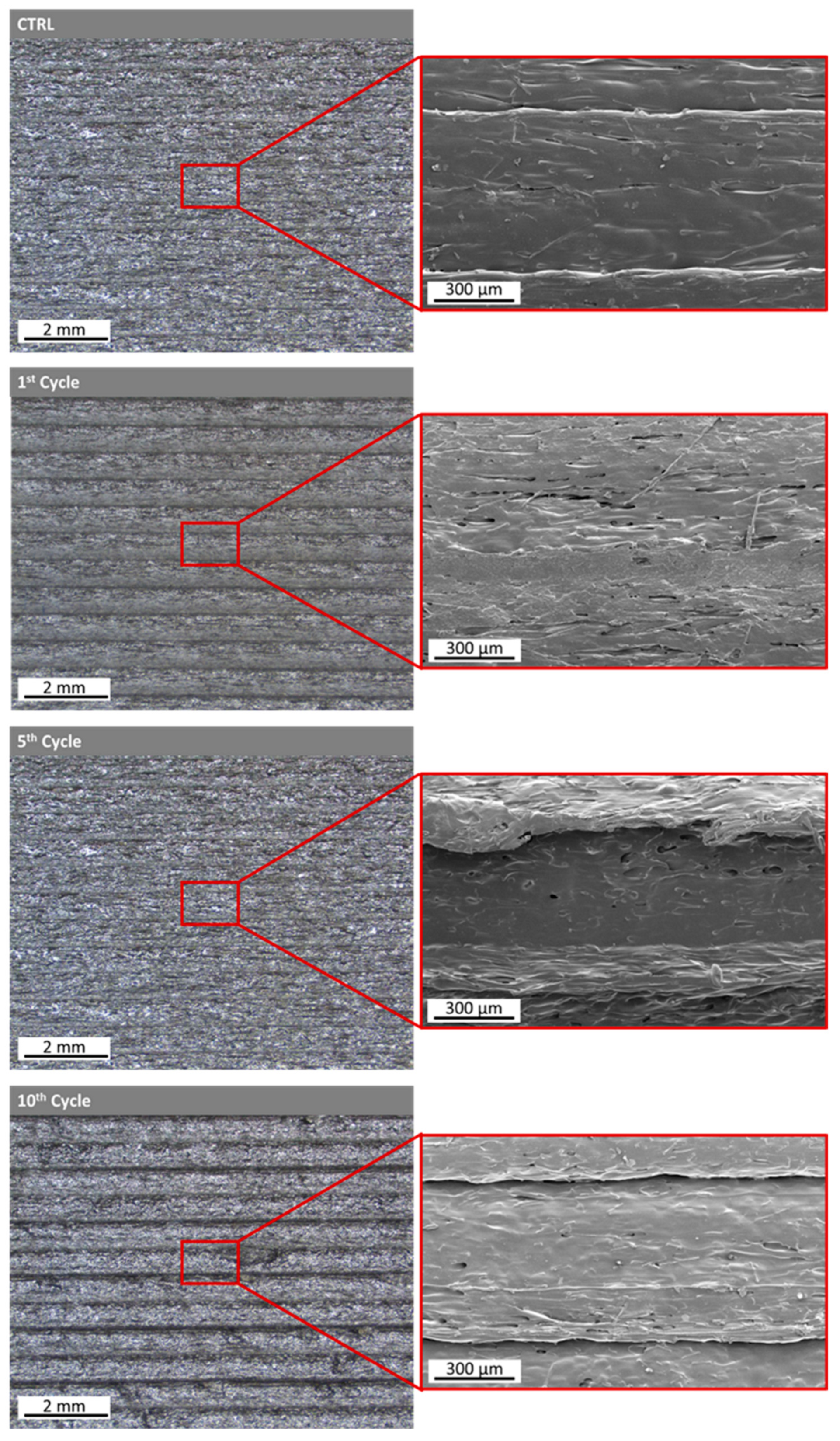
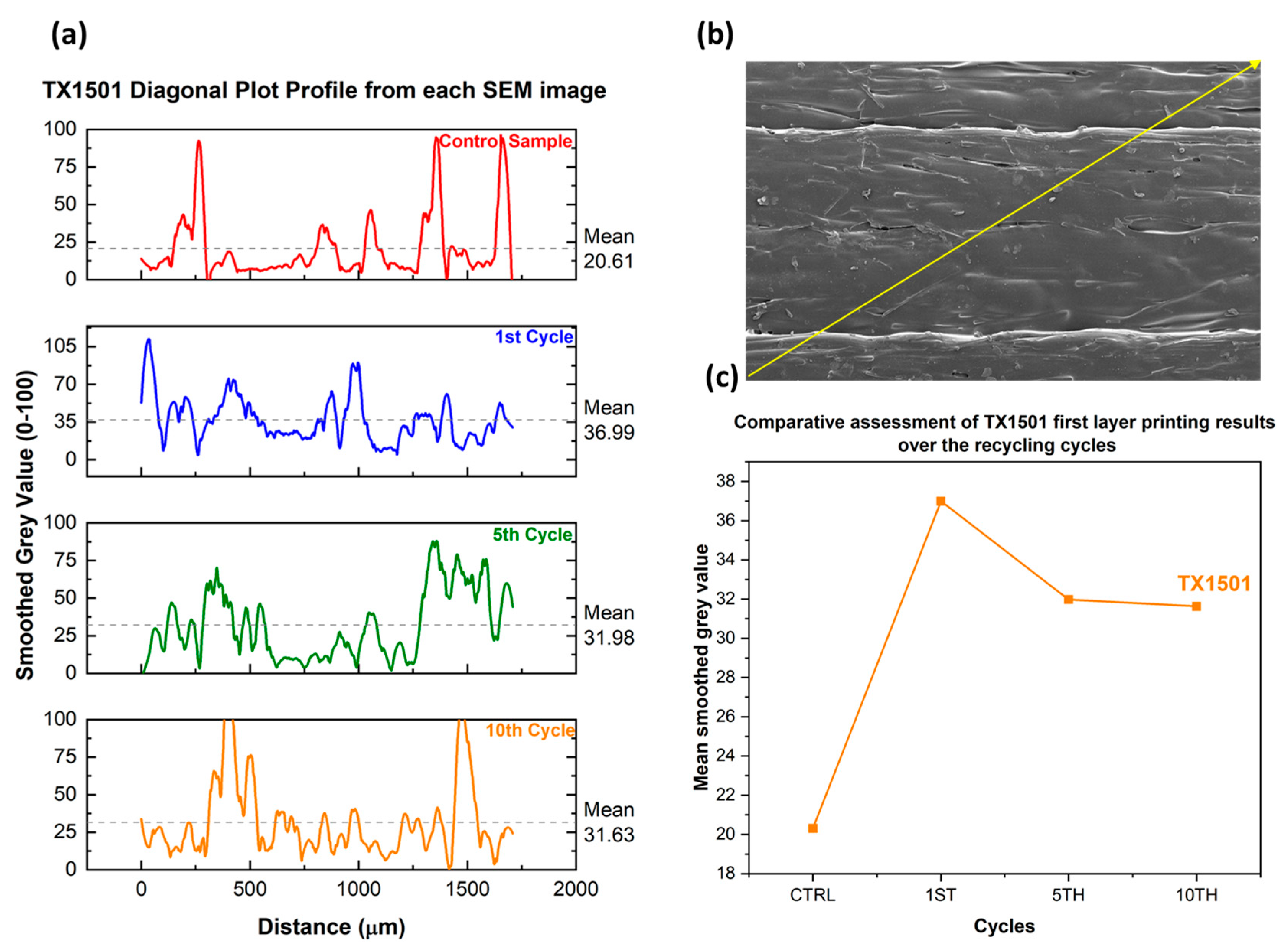
3.1.2. TX1501 with 7.3%cCFs
3.2. In Vitro Toxicity of the Recycled Materials
3.2.1. Cell Viability upon Exposure to the Recycled Materials
3.2.2. Skin-Sensitizing Potential of the Recycled Materials
4. Discussion
5. Conclusions
- TX1501 with 7.3%cCFs exhibited consistent printability performance even after 10 cycles of recycling, producing parts with limited defects, acceptable material uniformity, and interlayer adhesion;
- PA12 with 8.6%cCFs and 7.5%MNPs was printable only as a Control Material and in the 1st and 5th Cycles of recycling;
- Optimal printing parameters, specifically extrusion temperature, extrusion multiplier, and printing speed, exhibited slight deviations or remained consistent throughout the recycling cycles.
- Both TX1501 and PA12 nanocomposite filaments displayed higher roughness compared to the Control Material after the 1st recycling cycle, with subsequent variations in roughness levels as recycling progressed;
- The difference in roughness values between 5th and 10th recycling cycles converged toward a constant value, implying minimal changes in surface roughness due to thermal degradation of the polymeric matrix;
- TX1501 presented higher roughness than PA12, which was attributed to the higher process temperature and cCF loading.
- TX1501 negatively affected the viability of human skin fibroblast cells, particularly after the 1st and 10th recycling cycles, whereas PA12 did not significantly influence cell viability;
- The importance of considering cell viability and inflammatory responses in evaluating recycled materials’ potential applications was highlighted.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| Abbreviation | Meaning |
| AFM | Atomic Force Microscopy |
| AM | Additive Manufacturing |
| ANOVA | Analysis of Variance |
| CFs | Carbon Fibers |
| cCFs | Chopped Carbon Fibers |
| vCFs | Virgin Carbon Fibers |
| rCFs | Recycled Carbon fibers |
| CO2 | Carbon Dioxide |
| DMEM | Dulbecco’s Modified Eagle Medium |
| DRAM | Distributed Recycling via Additive Manufacturing |
| DSC | Differential Scanning Calorimetry |
| ELISA | Enzyme-linked Immunosorbent Assay |
| FBS | Fetal Bovine Serum |
| FDM | Fused Deposition Modeling |
| FFF | Fused Filament Fabrication |
| FTIRGFRPPrGFs | Fourier Transform Infrared SpectroscopyGlass-fiber-reinforced PolypropyleneRecycled Glass Fiber |
| HDPE | High-density Polyethylene |
| IL | Interleukin |
| ISO | International Organization for Standardization |
| LCA | Life Cycle Assessment |
| MNP | Magnetic Nanoparticles |
| PA12 | Polyamide 12 |
| PBS | Phosphate-buffered Saline |
| PET | Poly (ethylene terephthalate) |
| PET-G | Polyethylene Terephthalate Glycol |
| PLA | Polylactic Acid |
| PP | Polypropylene |
| SEM | Scanning Electron Microscopy |
| STP | Standard Temperature and presSsure |
| TNF | Tumor Necrosis Factor |
| TX1501 | Tritan Copolyester TX1501 |
| USA | United States of America |
Appendix A




References
- Calignano, F.; Lorusso, M.; Roppolo, I.; Minetola, P. Investigation of the Mechanical Properties of a Carbon Fibre-Reinforced Nylon Filament for 3D Printing. Machines 2020, 8, 52. [Google Scholar] [CrossRef]
- Abderrafai, Y.; Hadi Mahdavi, M.; Sosa-Rey, F.; Hérard, C.; Otero Navas, I.; Piccirelli, N.; Lévesque, M.; Therriault, D. Additive Manufacturing of Short Carbon Fiber-Reinforced Polyamide Composites by Fused Filament Fabrication: Formulation, Manufacturing and Characterization. Mater. Des. 2022, 214, 110358. [Google Scholar] [CrossRef]
- Yasa, E.; Ersoy, K. Dimensional Accuracy and Mechanical Properties of Chopped Carbon Reinforced Polymers Produced by Material Extrusion Additive Manufacturing. Materials 2019, 12, 3885. [Google Scholar] [CrossRef] [PubMed]
- Valente, M.; Sambucci, M.; Rossitti, I.; Abruzzese, S.; Sergi, C.; Sarasini, F.; Tirillò, J. Carbon-Fiber-Recycling Strategies: A Secondary Waste Stream Used for PA6,6 Thermoplastic Composite Applications. Materials 2023, 16, 5436. [Google Scholar] [CrossRef]
- Rahimizadeh, A.; Kalman, J.; Fayazbakhsh, K.; Lessard, L. Recycling of Fiberglass Wind Turbine Blades into Reinforced Filaments for Use in Additive Manufacturing. Compos. B Eng. 2019, 175, 107101. [Google Scholar] [CrossRef]
- Rahimizadeh, A.; Kalman, J.; Henri, R.; Fayazbakhsh, K.; Lessard, L. Recycled Glass Fiber Composites from Wind Turbine Waste for 3D Printing Feedstock: Effects of Fiber Content and Interface on Mechanical Performance. Materials 2019, 12, 3929. [Google Scholar] [CrossRef]
- Sam-Daliri, O.; Ghabezi, P.; Steinbach, J.; Flanagan, T.; Finnegan, W.; Mitchell, S.; Harrison, N. Experimental Study on Mechanical Properties of Material Extrusion Additive Manufactured Parts from Recycled Glass Fibre-Reinforced Polypropylene Composite. Compos. Sci. Technol. 2023, 241, 110125. [Google Scholar] [CrossRef]
- Ghabezi, P.; Flanagan, T.; Harrison, N. Short Basalt Fibre Reinforced Recycled Polypropylene Filaments for 3D Printing. Mater. Lett. 2022, 326, 132942. [Google Scholar] [CrossRef]
- Giani, N.; Mazzocchetti, L.; Benelli, T.; Picchioni, F.; Giorgini, L. Towards Sustainability in 3D Printing of Thermoplastic Composites: Evaluation of Recycled Carbon Fibers as Reinforcing Agent for FDM Filament Production and 3D Printing. Compos. Part A Appl. Sci. Manuf. 2022, 159, 107002. [Google Scholar] [CrossRef]
- Fico, D.; Rizzo, D.; Casciaro, R.; Corcione, C.E. A Review of Polymer-Based Materials for Fused Filament Fabrication (FFF): Focus on Sustainability and Recycled Materials. Polymers 2022, 14, 465. [Google Scholar] [CrossRef]
- Mishra, V.; Negi, S.; Kar, S. FDM-Based Additive Manufacturing of Recycled Thermoplastics and Associated Composites. J. Mater. Cycles Waste Manag. 2023, 25, 758–784. [Google Scholar] [CrossRef] [PubMed]
- Cruz Sanchez, F.A.; Boudaoud, H.; Camargo, M.; Pearce, J.M. Plastic Recycling in Additive Manufacturing: A Systematic Literature Review and Opportunities for the Circular Economy. J. Clean. Prod. 2020, 264, 121602. [Google Scholar] [CrossRef]
- Fico, D.; Rizzo, D.; De Carolis, V.; Montagna, F.; Palumbo, E.; Corcione, C.E. Development and Characterization of Sustainable PLA/Olive Wood Waste Composites for Rehabilitation Applications Using Fused Filament Fabrication (FFF). J. Build. Eng. 2022, 56, 104673. [Google Scholar] [CrossRef]
- Sasse, J.; Pelzer, L.; Schön, M.; Ghaddar, T.; Hopmann, C. Investigation of Recycled and Coextruded PLA Filament for Additive Manufacturing. Polymers 2022, 14, 2407. [Google Scholar] [CrossRef]
- Van de Voorde, B.; Katalagarianakis, A.; Huysman, S.; Toncheva, A.; Raquez, J.M.; Duretek, I.; Holzer, C.; Cardon, L.; Bernaerts, K.V.; Van Hemelrijck, D.; et al. Effect of Extrusion and Fused Filament Fabrication Processing Parameters of Recycled Poly(Ethylene Terephthalate) on the Crystallinity and Mechanical Properties. Addit. Manuf. 2022, 50, 102518. [Google Scholar] [CrossRef]
- Arrigo, R.; Battegazzore, D.; Bernagozzi, G.; Cravero, F.; Ribero Pedraza, D.N.; Frache, A. Recycled PP for 3D Printing: Material and Processing Optimization through Design of Experiment. Appl. Sci. 2022, 12, 10840. [Google Scholar] [CrossRef]
- Chong, S.; Pan, G.T.; Khalid, M.; Yang, T.C.K.; Hung, S.T.; Huang, C.M. Physical Characterization and Pre-Assessment of Recycled High-Density Polyethylene as 3D Printing Material. J. Polym. Environ. 2017, 25, 136–145. [Google Scholar] [CrossRef]
- Mägi, P.; Krumme, A.; Pohlak, M. Recycling of PA-12 in Additive Manufacturing and the Improvement of Its Mechanical Properties. Key Eng. Mater. 2016, 674, 9–14. [Google Scholar] [CrossRef]
- Ferretti, P.; Leon-Cardenas, C.; Santi, G.M.; Sali, M.; Ciotti, E.; Frizziero, L.; Donnici, G.; Liverani, A. Relationship between FDM 3D Printing Parameters Study: Parameter Optimization for Lower Defects. Polymers 2021, 13, 2190. [Google Scholar] [CrossRef]
- Kechagias, J.; Chaidas, D.; Vidakis, N.; Salonitis, K.; Vaxevanidis, N.M. Key Parameters Controlling Surface Quality and Dimensional Accuracy: A Critical Review of FFF Process. Mater. Manuf. Process. 2022, 37, 963–984. [Google Scholar] [CrossRef]
- García, E.; Núñez, P.J.; Caminero, M.A.; Chacón, J.M.; Kamarthi, S. Effects of Carbon Fibre Reinforcement on the Geometric Properties of PETG-Based Filament Using FFF Additive Manufacturing. Compos. B Eng. 2022, 235, 109766. [Google Scholar] [CrossRef]
- Gavalas, I.; Ntenekou, D.; Karatza, A.; Damilos, S.; Saliakas, S.; Koumoulos, E.P. Leaching of Nano-Additives as a Method for Life-Cycle Suitability: A Study on 3D-Printed Nanocomposites for Wearables Applications. Processes 2023, 11, 2053. [Google Scholar] [CrossRef]
- Gorlachova, M.; Mahltig, B. 3D-Printing on Textiles—An Investigation on Adhesion Properties of the Produced Composite Materials. J. Polym. Res. 2021, 28, 207. [Google Scholar] [CrossRef]
- Cerdan, K.; Moya, C.; Van Puyvelde, P.; Bruylants, G.; Brancart, J. Magnetic Self-Healing Composites: Synthesis and Applications. Molecules 2022, 27, 3796. [Google Scholar] [CrossRef] [PubMed]
- Kanidi, M.; Loura, N.; Frengkou, A.; Milickovic, T.K.; Trompeta, A.F.; Charitidis, C. Inductive Thermal Effect on Thermoplastic Nanocomposites with Magnetic Nanoparticles for Induced-Healing, Bonding and Debonding On-Demand Applications. J. Compos. Sci. 2023, 7, 74. [Google Scholar] [CrossRef]
- Zhang, C.; Li, X.; Jiang, L.; Tang, D.; Xu, H.; Zhao, P.; Fu, J.; Zhou, Q.; Chen, Y. 3D Printing of Functional Magnetic Materials: From Design to Applications. Adv. Funct. Mater. 2021, 31, 2102777. [Google Scholar] [CrossRef]
- Tsiokou, V.; Papatheodorou, A.; Ntenekou, D.; Zouboulis, P.; Karatza, A. An Integrative Computational Design Workflow and Validation Methodology for 3D-Printed Personalized Orthopedic Devices: Case Study of a Wrist–Hand Orthosis (WHO). Processes 2023, 11, 2204. [Google Scholar] [CrossRef]
- Kumar, N.; Gangwar, A.K.; Sangeeta Devi, K.; Kumar, N.; Gangwar, A.K.; Sangeeta Devi, K. Carbon Fibers in Biomedical Applications. Recent Dev. Field Carbon Fibers 2018, 83–102. [Google Scholar] [CrossRef]
- Fu, Y.F.; Yi, F.L.; Liu, J.R.; Li, Y.Q.; Wang, Z.Y.; Yang, G.; Huang, P.; Hu, N.; Fu, S.Y. Super Soft but Strong E-Skin Based on Carbon Fiber/Carbon Black/Silicone Composite: Truly Mimicking Tactile Sensing and Mechanical Behavior of Human Skin. Compos. Sci. Technol. 2020, 186, 107910. [Google Scholar] [CrossRef]
- Pervaiz, S.; Qureshi, T.A.; Kashwani, G.; Kannan, S. 3D Printing of Fiber-Reinforced Plastic Composites Using Fused Deposition Modeling: A Status Review. Materials 2021, 14, 4520. [Google Scholar] [CrossRef]
- Bakradze, G.; Arājs, E.; Gaidukovs, S.; Thakur, V.K. On the Heuristic Procedure to Determine Processing Parameters in Additive Manufacturing Based on Materials Extrusion. Polymers 2020, 12, 3009. [Google Scholar] [CrossRef] [PubMed]
- Siller, I.G.; Enders, A.; Steinwedel, T.; Epping, N.M.; Kirsch, M.; Lavrentieva, A.; Scheper, T.; Bahnemann, J. Real-Time Live-Cell Imaging Technology Enables High-Throughput Screening to Verify In Vitro Biocompatibility of 3D Printed Materials. Materials 2019, 12, 2125. [Google Scholar] [CrossRef] [PubMed]
- Processing Guide. Available online: https://www.formerra.com/sites/default/files/2021-07/sp-mbs-1465-tritan-durables-processing-guide.pdf (accessed on 10 August 2023).
- Ogunsona, E.O.; Codou, A.; Misra, M.; Mohanty, A.K. A Critical Review on the Fabrication Processes and Performance of Polyamide Biocomposites from a Biofiller Perspective. Mater. Today Sustain. 2019, 5, 100014. [Google Scholar] [CrossRef]
- Bakas, G.; Bei, K.; Skaltsas, I.; Gkartzou, E.; Tsiokou, V.; Papatheodorou, A.; Karatza, A.; Koumoulos, E.P. Object Detection: Custom Trained Models for Quality Monitoring of Fused Filament Fabrication Process. Processes 2022, 10, 2147. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test No | Printing Parameters Examined |
|---|---|
| 1 | First-layer track height vs. First-layer printing speed |
| 2 | First-layer track width |
| 3 | Extrusion temperature vs. Printing speed |
| 4 | Track height vs. Printing speed |
| 5 | Track width |
| 6 | Extrusion multiplier vs. Printing speed |
| Printing Parameter | PA12 with 8.6%cCFs and 7.5%MNPs | TX1501 with 7.3%cCFs |
|---|---|---|
| Extrusion temperature | 230 °C | 260 °C |
| Bed temperature | 100 °C | 60 °C |
| First-layer track width | 0.6 mm | 0.6 mm |
| Extrusion multiplier | 1.00 | 1.00 |
| Test No | Printing Parameter | Values Tested | ||||||
|---|---|---|---|---|---|---|---|---|
| Test01 | First-layer track height (mm) | 0.2 | 0.25 | 0.3 | 0.35 | 0.4 | 0.45 | 0.5 |
| First-layer printing speed (mm/s) | 5 | 10 | 15 | 20 | ||||
| Test02 | First-layer track width (mm) | 0.38 | 0.43 | 0.48 | 0.53 | 0.58 | 0.63 | 0.68 |
| Test03 | Extrusion temperature (°C) | 210 | 220 | 230 | 240 | 250 | 260 | 270 |
| Printing speed (mm/s) | 15 | 30 | 45 | 60 | ||||
| Test04 | Track height (mm) | 0.2 | 0.25 | 0.3 | 0.35 | 0.4 | 0.45 | 0.5 |
| Printing speed (mm/s) | Speed1 | Speed2 | Speed3 | Speed4 | ||||
| Test05 | Track width (mm) | 0.45 | 0.5 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 |
| Test06 | Extrusion multiplier | 0.9 | 0.95 | 1 | 1.05 | 1.1 | 1.15 | 1.2 |
| Printing speed (mm/s) | Speed1′ | Speed2′ | Speed3′ | Speed4′ | ||||
| Recycling Cycles | Test No | Printing Speed Values Tested (mm/s) | Selected Value (mm/s) | |||
|---|---|---|---|---|---|---|
| Control Material | Test04 | 15 | 20 | 25 | 30 | 20 |
| Test06 | 15 | 17.5 | 20 | 22.5 | 17.5 | |
| 1st Cycle | Test04 | 25 | 30 | 35 | 40 | 25 |
| Test06 | 22.5 | 25 | 27.5 | 30 | 22.5 | |
| 5th Cycle | Test04 | 25 | 30 | 35 | 40 | 35 |
| Test06 | 30 | 32.5 | 35 | 37.5 | 30 | |
| Printing Parameter | Control Material | 1st Cycle | 5th Cycle | 10th Cycle |
|---|---|---|---|---|
| First-layer track height | 0.25 mm | 0.4 mm | 0.25 mm | 0.4 mm |
| First-layer printing speed | 10 mm/s | 5 mm/s | 15 mm/s | 10 mm/s |
| First-layer track width | 0.48 mm | 0.53 mm | 0.48 mm | 0.48 mm |
| Extrusion Temperature | 250 °C | 250 °C | 250 °C | - |
| Track height | 0.40 mm | 0.3 mm | 0.3 mm | - |
| Track width | 0.50 mm | 0.55 mm | 0.55 mm | - |
| Printing speed | 17.5 mm/s | 22.5 mm/s | 30 mm | - |
| Extrusion multiplier | 1.15 | 1.15 | 1.1 | - |
| Test No | Printing Parameter | Values Tested | ||||||
|---|---|---|---|---|---|---|---|---|
| Test01 | First-layer track height (mm) | 0.2 | 0.25 | 0.3 | 0.35 | 0.4 | 0.45 | 0.5 |
| First-layer printing speed (mm/s) | 5 | 10 | 15 | 20 | ||||
| Test02 | First-layer track width (mm) | 0.45 | 0.5 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 |
| Test03 | Extrusion temperature (°C) | 250 | 255 | 260 | 265 | 270 | 275 | 280 |
| Printing speed (mm/s) | 20 | 40 | 60 | 80 | ||||
| Test04 | Track height (mm) | 0.2 | 0.25 | 0.3 | 0.35 | 0.4 | 0.45 | 0.5 |
| Printing speed (mm/s) | Speed1 | Speed2 | Speed3 | Speed4 | ||||
| Test05 | Track width (mm) | 0.45 | 0.5 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 |
| Test06 | Extrusion multiplier | 0.85 | 0.9 | 0.95 | 1 | 1.05 | 1.1 | 1.15 |
| Printing speed (mm/s) | Speed1′ | Speed2′ | Speed3′ | Speed4′ | ||||
| Recycling Cycles | Test No | Printing Speed Values Tested (mm/s) | Selected Value (mm/s) | |||
|---|---|---|---|---|---|---|
| Control Material | Test04 | 10 | 20 | 30 | 40 | 20 |
| Test06 | 17.5 | 20 | 22.5 | 25 | 20 | |
| 1st Cycle | Test04 | 10 | 20 | 30 | 40 | 20 |
| Test06 | 17.5 | 20 | 22.5 | 25 | 20 | |
| 5th Cycle | Test04 | 40 | 50 | 60 | 70 | 60 |
| 10th Cycle | Test04 | 40 | 50 | 60 | 70 | 50 |
| Test06 | 47.5 | 50 | 52.5 | 55 | 52.5 | |
| Printing Parameter | Control Material | 1st Cycle | 5th Cycle | 10th Cycle |
|---|---|---|---|---|
| First-layer track height | 0.4 mm | 0.35 mm | 0.3 mm | 0.3 mm |
| First-layer printing speed | 10 mm/s | 15 mm/s | 20 mm/s | 10 mm/s |
| First-layer track width | 0.6 mm | 0.6 mm | 0.75 mm | 0.55 mm |
| Extrusion temperature | 270 °C | 270 °C | 275 °C | 275 °C |
| Track height | 0.3 mm | 0.4 mm | 0.35 mm | 0.4 mm |
| Track width | 0.55 mm | 0.65 mm | 0.6 mm | 0.5 mm |
| Printing speed | 20 mm/s | 20 mm/s | 60 mm/s | 52.5 mm/s |
| Extrusion multiplier | 1.15 | 1.05 | - | 1.05 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Papatheodorou, A.; Gavalas, I.; Ntenekou, D.; Karatza, A. The Influence of Thermoplastic Composite Recycling on the Additive Manufacturing Process and In-Use Phase as Candidate Materials for Wearable Devices Applications. Polymers 2023, 15, 3775. https://doi.org/10.3390/polym15183775
Papatheodorou A, Gavalas I, Ntenekou D, Karatza A. The Influence of Thermoplastic Composite Recycling on the Additive Manufacturing Process and In-Use Phase as Candidate Materials for Wearable Devices Applications. Polymers. 2023; 15(18):3775. https://doi.org/10.3390/polym15183775
Chicago/Turabian StylePapatheodorou, Alexandra, Iakovos Gavalas, Despoina Ntenekou, and Anna Karatza. 2023. "The Influence of Thermoplastic Composite Recycling on the Additive Manufacturing Process and In-Use Phase as Candidate Materials for Wearable Devices Applications" Polymers 15, no. 18: 3775. https://doi.org/10.3390/polym15183775
APA StylePapatheodorou, A., Gavalas, I., Ntenekou, D., & Karatza, A. (2023). The Influence of Thermoplastic Composite Recycling on the Additive Manufacturing Process and In-Use Phase as Candidate Materials for Wearable Devices Applications. Polymers, 15(18), 3775. https://doi.org/10.3390/polym15183775