
Morphological Characterization and Failure Analysis of the Ultrasonic Welded Single-Lap Joints

Abstract
1. Introduction
2. Experimental
2.1. Material
2.2. Ultrasonic Welding
2.3. Micro-CT and Mechanical Tests
3. Modeling Method
3.1. Continuous Damage Model for the TPC Adherends
3.1.1. Constitutive Relationship of UD-TPC Lamina
3.1.2. Damage Initiation Criteria
3.1.3. Damage Evolution
3.2. Cohesive Model for the Welding Interface
3.3. FE Model
4. Results and Discussion
4.1. Experimental Results
4.1.1. Mechanical Test
4.1.2. Morphological Characterization of the Welding Interface
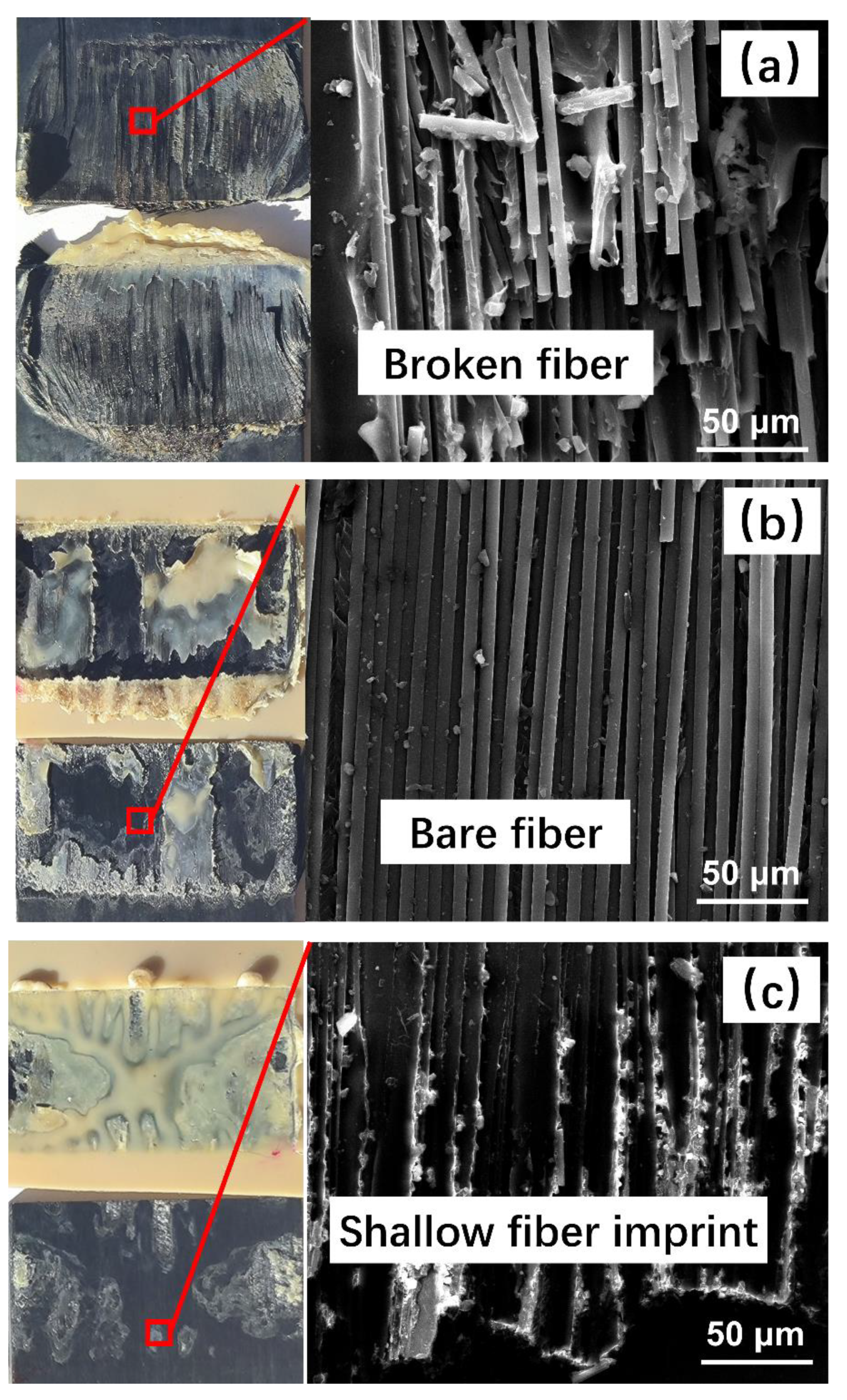
4.1.3. Fracture Surfaces Characterization
4.2. Numerical Result
5. Conclusions
- Under the same control method, welding with HA-LF pressure parameters resulted in better welding quality. the average tensile strength of the thermoplastic composite joints welded with the welding parameters of HA-LF was the highest, with an average value of 41.57 MPa. Among the control methods, displacement control achieved the lowest strength dispersion in the specimens, indicating a more stable and quality process compared to energy control and time control.
- The strength of the welded joint was highly correlated with the porosity content at the welded interface. The presence of porosity affects the integrity of the welding joint, emphasizing the importance of minimizing void formation during the welding process as an effective means to improving welding quality.
- A finite element model, grounded on a cohesive approach, was successfully established and adeptly predicted the strength and failure modes of ultrasonically welded joints. The failure mode of the welding joint was associated with the strength of the welding interface, i.e., the welding quality. When the welding interface had high strength, the failure involved fiber failure, matrix failure, and interface failure. In contrast, when the interface strength was low, the joint failure was primarily attributed to interface failure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, H.R.; Sha, J.W.; Zhao, D.D.; He, F.; Ma, Z.Q.; He, C.N.; Shi, C.S.; Zhao, N.Q. Defects control of aluminum alloys and their composites fabricated via laser powder bed fusion: A review. J. Mater. Process. Technol. 2023, 319, 118064. [Google Scholar] [CrossRef]
- Matsuoka, S.; Kato, F.; Yoshimura, T.; Ijiri, M.; Kikuchi, S. Effect of multifunction cavitation using phosphoric acid on fatigue and surface properties of AZ31 magnesium alloy. J. Magnes. Alloys 2023, 11, 1996–2005. [Google Scholar] [CrossRef]
- Meng, C.; Du, X.; Zhu, M.; Ren, Y.; Fang, K. The static and dynamic carbon emission efficiency of transport industry in China. Energy 2023, 274, 127297. [Google Scholar] [CrossRef]
- Yang, Y.D.; Liu, Z.W.; Wang, Y.F.; Li, Y. Numerical Study of Contact Behavior and Temperature Characterization in Ultrasonic Welding of CF/PA66. Polymers 2022, 14, 683. [Google Scholar] [CrossRef]
- Li, W.; Frederick, H.; Palardy, G. Multifunctional films for thermoplastic composite joints: Ultrasonic welding and damage detection under tension loading. Compos. Part A Appl. Sci. Manuf. 2021, 141, 106221. [Google Scholar] [CrossRef]
- Ageorges, C.; Ye, L.; Hou, M. Advances in fusion bonding techniques for joining thermoplastic matrix composites: A review. Compos. Part A Appl. Sci. Manuf. 2001, 32, 839–857. [Google Scholar] [CrossRef]
- Tolunay, M.N.; Dawson, P.R.; Wang, K. Heating and bonding mechanisms in ultrasonic welding of thermoplastics. Polym. Eng. Sci. 1983, 23, 726–733. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, X.; Luo, Y.; Zhang, Z.; Wang, L. Study on heating process of ultrasonic welding for thermoplastics. J. Thermoplast. Compos. Mater. 2010, 23, 647–664. [Google Scholar] [CrossRef]
- Fu, X.; Yuan, X.; Li, G.; Wu, Y.; Tong, H.; Kang, S.; Luo, J.; Pan, Z.; Lu, W. A study on ultrasonic welding of thermoplastics with significant differences in physical properties under different process parameters. Mater. Today Commun. 2022, 33, 105009. [Google Scholar] [CrossRef]
- Brito, C.B.G.; Teuwen, J.; Dransfeld, C.A.; Villegas, I.F. The effects of misaligned adherends on static ultrasonic welding of thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2022, 155, 106810. [Google Scholar] [CrossRef]
- Palardy, G.; Villegas, I.F. On the effect of flat energy directors thickness on heat generation during ultrasonic welding of thermoplastic composites. Compos. Interfaces 2016, 24, 203–204. [Google Scholar] [CrossRef]
- Villegas, I.F.; Palardy, G. Ultrasonic welding of CF/PPS composites with integrated triangular energy directors: Melting, flow and weld strength development. Compos. Interfaces 2017, 24, 515–528. [Google Scholar] [CrossRef]
- Harras, B.; Cole, K.C.; Vu-Khanh, T. Optimization of the Ultrasonic Welding of PEEK-Carbon Composites. J. Reinf. Plast. Compos. 1996, 15, 174–182. [Google Scholar] [CrossRef]
- Villegas, I.F. In situ monitoring of ultrasonic welding of thermoplastic composites through power and displacement data. J. Thermoplast. Compos. Mater. 2013, 28, 66–85. [Google Scholar] [CrossRef]
- Villegas, I.F. Strength development versus process data in ultrasonic welding of thermoplastic composites with flat energy directors and its application to the definition of optimum processing parameters. Compos. Part A Appl. Sci. Manuf. 2014, 65, 27–37. [Google Scholar] [CrossRef]
- Wang, K.; Shriver, D.; Li, Y.; Banu, M.; Hu, S.J.; Xiao, G.; Arinez, J.; Fan, H.T. Characterization of weld attributes in ultrasonic welding of short carbon fiber reinforced thermoplastic composites. J. Manuf. Process. 2017, 29, 124–132. [Google Scholar] [CrossRef]
- Levy, A.; Corre, S.L.; Poitou, A.; Soccard, E. Ultrasonic welding of thermoplastic composites, modeling of the process using time homogenization. Int. J. Multiscale Comput. Eng. 2011, 9, 53–72. [Google Scholar] [CrossRef]
- Levy, A.; Corre, S.L.; Poitou, A.; Soccard, E. Ultrasonic Welding of Thermoplastic Composites, Modeling of the Process. Int. J. Mater. Form. 2008, 1, 887–890. [Google Scholar] [CrossRef]
- Levy, A.; Le Corre, S.; Chevaugeon, N. A level set based approach for the finite element simulation of a forming process involving multiphysics coupling: Ultrasonic welding of thermoplastic composites. Eur. J. Mech.-A/Solids 2011, 30, 501–509. [Google Scholar] [CrossRef]
- Levy, A.; Corre, S.L.; Poitou, A. Ultrasonic welding of thermoplastic composites: A numerical analysis at the mesoscopic scale relating processing parameters, flow of polymer and quality of adhesion. Int. J. Mater. Form. 2014, 7, 39–51. [Google Scholar] [CrossRef]
- Görick, D.; Larsen, L.; Engelschall, M.; Schuster, A. Quality Prediction of Continuous Ultrasonic Welded Seams of High-Performance Thermoplastic Composites by means of Artificial Intelligence. Procedia Manuf. 2021, 55, 116–123. [Google Scholar] [CrossRef]
- Li, Y.; Li, Y.; Liu, Z.; Yang, Y.D.; Ao, S.; Luo, Z. Investigation of ultrasonic welding of CF/PA66 using stainless steel mesh energy directors. Thin-Walled Struct. 2023, 188, 110795. [Google Scholar] [CrossRef]
- Jongbloed, B.; Vinod, R.; Teuwen, J.; Benedictus, R.; Villegas, I.F. Improving the quality of continuous ultrasonically welded thermoplastic composite joints by adding a consolidator to the welding setup. Compos. Part A Appl. Sci. Manuf. 2022, 155, 106808. [Google Scholar] [CrossRef]
- Zhao, T.; Zhao, Q.; Wu, W.; Xi, L.; Li, Y.; Wan, Z.; Villegas, I.F.; Benedictus, R. Enhancing weld attributes in ultrasonic spot welding of carbon fibre-reinforced thermoplastic composites: Effect of sonotrode configurations and process control. Compos. Part B Eng. 2021, 211, 108648. [Google Scholar] [CrossRef]
- Koutras, N.; Benedictus, R.; Villegas, I.F. Thermal effects on the performance of ultrasonically welded CF/PPS joints and its correlation to the degree of crystallinity at the weldline. Compos. Part C Open Access 2021, 4, 100093. [Google Scholar] [CrossRef]
- Blundell, D.J.; Osborn, B.N. The morphology of poly(aryl-ether-ether-ketone). Polymer 1983, 24, 953–958. [Google Scholar] [CrossRef]
- Tijs, B.H.A.H.; Doldersum, M.H.J.; Turon, A.; Waleson, J.E.A.; Bisagni, C. Experimental and numerical evaluation of conduction welded thermoplastic composite joints. Compos. Struct. 2022, 281, 114964. [Google Scholar] [CrossRef]
- Junhua PEEK Home Page. Available online: https://www.chinapeek.com/ (accessed on 18 August 2023).
- Hu, H.C.; Wei, Q.; Liu, B.Y.; Liu, Y.; Hu, N.; Ma, Q.J.; Wang, C.C. Progressive Damage Behaviour Analysis and Comparison with 2D/3D Hashin Failure Models on Carbon Fibre-Reinforced Aluminium Laminates. Polymers 2022, 14, 2946. [Google Scholar] [CrossRef]
- Divse, V.; Marla, D.; Joshi, S.S. 3D progressive damage modeling of fiber reinforced plastics laminates including drilling-induced damage. Compos. Part A Appl. Sci. Manuf. 2022, 163, 107230. [Google Scholar] [CrossRef]
- Hillerborg, A.; Modéer, M.; Petersson, P.E. Analysis of crack formation and crack growth in concrete by means of fracture mechanics and finite elements. Cem. Concr. Res. 1976, 6, 773–781. [Google Scholar] [CrossRef]
- Bažant, Z.P.; Oh, B.H. Crack band theory for fracture of concrete. Matériaux Constr. 1983, 16, 155–177. [Google Scholar] [CrossRef]
- Mukhopadhyay, S.; Hallett, S.R. An augmented cohesive element for coarse meshes in delamination analysis of composites. Compos. Struct. 2020, 254, 112890. [Google Scholar] [CrossRef]
- Pranavi, D.; Rajagopal, A.; Reddy, J.N. Interaction of anisotropic crack phase field with interface cohesive zone model for fiber reinforced composites. Compos. Struct. 2021, 270, 114038. [Google Scholar] [CrossRef]
- Liu, P.F.; Gu, Z.P.; Peng, X.Q. Finite element analysis of the influence of cohesive law parameters on the multiple delamination behaviors of composites under compression. Compos. Struct. 2015, 131, 975–986. [Google Scholar] [CrossRef]
- Mohammadi, B.; Shahabi, F. On computational modeling of postbuckling behavior of composite laminates containing single and multiple through-the-width delaminations using interface elements with cohesive law. Eng. Fract. Mech. 2016, 152, 88–104. [Google Scholar] [CrossRef]
- Zhao, Q.; Wu, H.; Chen, X.; Wu, W.W.; Zhao, T. Insights into the structural design strategies of multi-spot ultrasonic welded joints in thermoplastic composites: A finite element analysis. Compos. Struct. 2022, 299, 115996. [Google Scholar] [CrossRef]
- Hu, P.; Pulungan, D.; Lubineau, G. An enriched cohesive law using plane-part of interfacial strains to model intra/inter laminar coupling in laminated composites. Compos. Sci. Technol. 2020, 200, 108460. [Google Scholar] [CrossRef]
- Truong, V.-H.; Kwak, B.-S.; Roy, R. Cohesive zone method for failure analysis of scarf patch-repaired composite laminates under bending load. Compos. Struct. 2019, 222, 110895. [Google Scholar] [CrossRef]
- Heidari, M.; Salimi-Majd, D.; Mohammadi, B. Failure analysis of composite wing adhesive joints using 3D cohesive interface element. J. Sci. Technol. Compos. 2015, 2, 31–40. [Google Scholar]
- Falcó, O.; Ávila, R.L.; Tijs, B.; Lopes, C.S. Modelling and simulation methodology for unidirectional composite laminates in a Virtual Test Lab framework. Compos. Struct. 2018, 190, 137–159. [Google Scholar] [CrossRef]
- Ge, L.; Li, H.; Zhong, J.; Zhang, C.; Fang, D. Micro-CT based trans-scale damage analysis of 3D braided composites with pore defects. Compos. Sci. Technol. 2021, 211, 108830. [Google Scholar] [CrossRef]
- Zhao, Q.; Gao, Z.; Wang, H.; Wu, H.; Chen, X. On accurate characterization of interfacial morphology and damage evolution of thermoplastic composite welded joints: A microscale study via in-situ micro-CT. Compos. Sci. Technol. 2023, 236, 110004. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Description | Value | Unit |
|---|---|---|---|
| E1 | Young’s modulus in longitudinal direction | 130,000 | MPa |
| E2 | Young’s modulus in transverse direction | 15,000 | MPa |
| G12 | Out-of-plane shear modulus | 4085 | MPa |
| G23 | In-plane shear modulus | 3478 | MPa |
| ν12 | Poisson ratio | 0.258 | |
| ν23 | Poisson ratio | 0.286 | |
| XT | Longitudinal tensile strength | 2200 | MPa |
| XC | Longitudinal compressive strength | 1200 | MPa |
| YT | Transverse tensile strength | 100 | MPa |
| YC | Transverse compressive strength | 260 | MPa |
| S12 | Out-of-plane shear strength | 107 | MPa |
| S23 | In-plane shear strength | 40 | MPa |
| Fiber tensile fracture toughness | 125 | N/mm | |
| Fiber compressive fracture toughness | 61 | N/mm | |
| Matrix tensile fracture toughness | 2 | N/mm | |
| Matrix compressive fracture toughness | 5 | N/mm |
| HA-LF (40 μm-500 N) | HA-HF (40 μm-1500 N) | LA-HF (25 μm-1500 N) | |
|---|---|---|---|
| Displacement (mm) | 0.3 | 0.3 | 0.3 |
| Energy (J) | 1550 | 850 | 2160 |
| Time (s) | 2.4 | 0.38 | 1.17 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Q.; Wu, H.; Chen, X.; Chen, X.; Xu, S.; He, C.; Zhao, T. Morphological Characterization and Failure Analysis of the Ultrasonic Welded Single-Lap Joints. Polymers 2023, 15, 3555. https://doi.org/10.3390/polym15173555
Zhao Q, Wu H, Chen X, Chen X, Xu S, He C, Zhao T. Morphological Characterization and Failure Analysis of the Ultrasonic Welded Single-Lap Joints. Polymers. 2023; 15(17):3555. https://doi.org/10.3390/polym15173555
Chicago/Turabian StyleZhao, Quanyue, Hantai Wu, Xinyu Chen, Xiaoxuan Chen, Shuaiheng Xu, Chunwang He, and Tian Zhao. 2023. "Morphological Characterization and Failure Analysis of the Ultrasonic Welded Single-Lap Joints" Polymers 15, no. 17: 3555. https://doi.org/10.3390/polym15173555
APA StyleZhao, Q., Wu, H., Chen, X., Chen, X., Xu, S., He, C., & Zhao, T. (2023). Morphological Characterization and Failure Analysis of the Ultrasonic Welded Single-Lap Joints. Polymers, 15(17), 3555. https://doi.org/10.3390/polym15173555