

Material Extrusion 3D Printing of PEEK-Based Composites

 ,
,
Abstract
1. Introduction
- (a)
- Binder Jetting (BJT);
- (b)
- Directed Energy Deposition (DED);
- (c)
- Material Extrusion (MEX);
- (d)
- Material Jetting (MJT);
- (e)
- Powder Bed Fusion (PBF);
- (f)
- Sheet Lamination (SHL);
- (g)
- Vat Photopolymerization (VPP).
2. Materials and Methods
2.1. Material Selection and Composite Generation
2.2. Printing Parameter Selection
2.3. Printed Sample Characterization
3. Results and Discussion
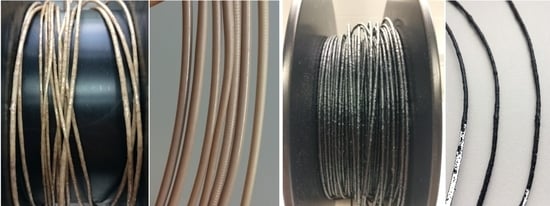
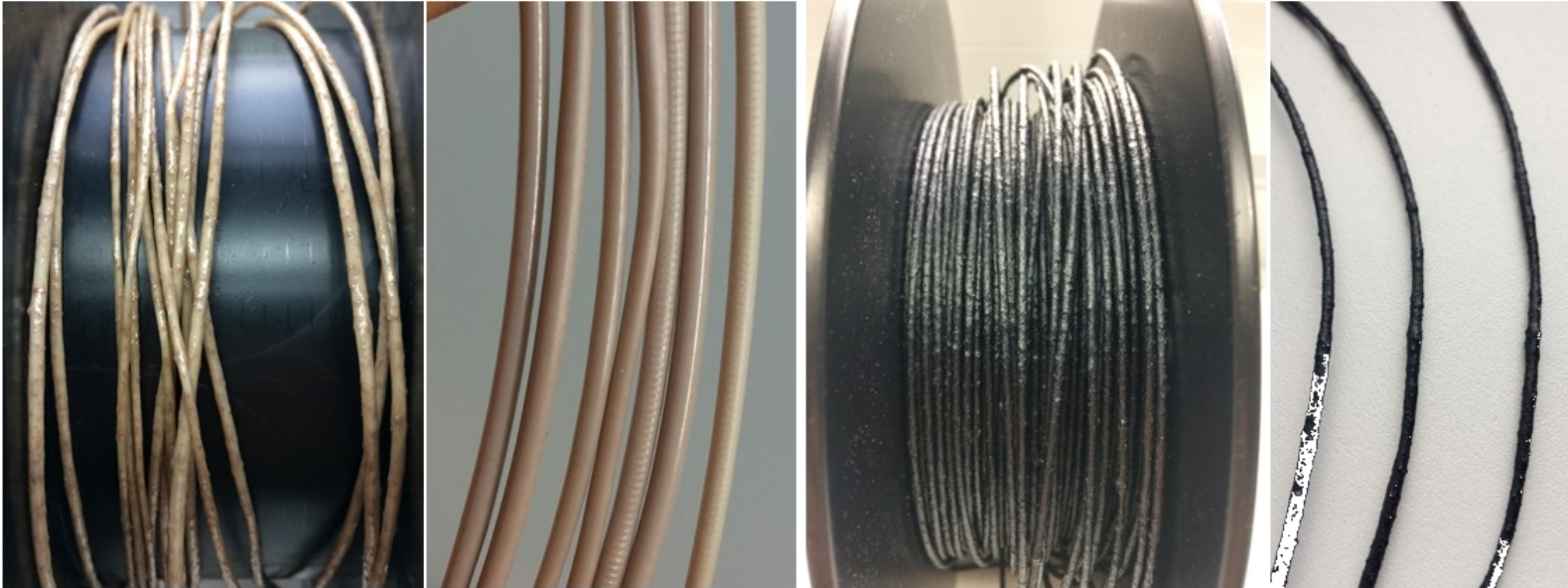
3.1. Composite Formation and Filament Extrusion
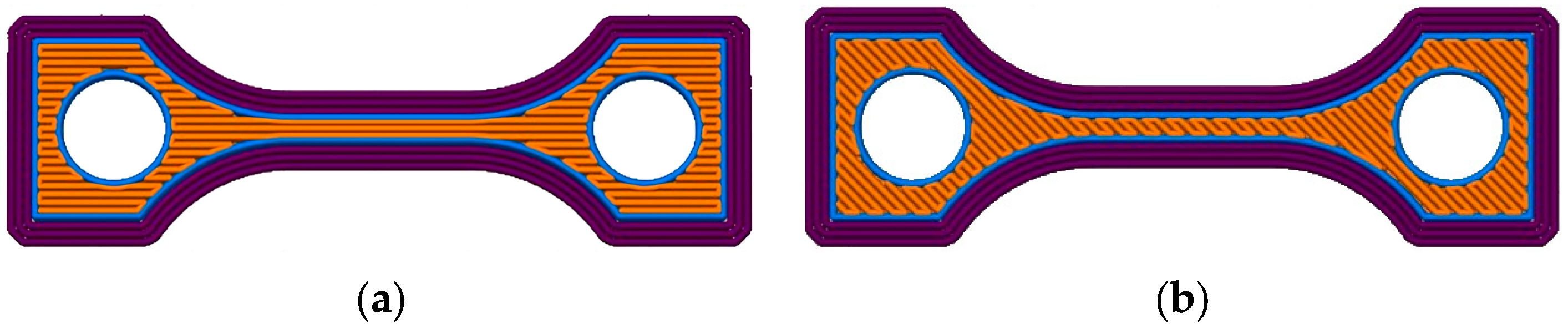
3.2. MEX Printing of Tensile Test Specimen
3.3. Surface Roughness of the MEX Printed Samples
3.3.1. Commercially Available Filaments: PEEK and CF30 PEEK
3.3.2. New PEEK-Based Composites
3.4. Mechanical Characterization
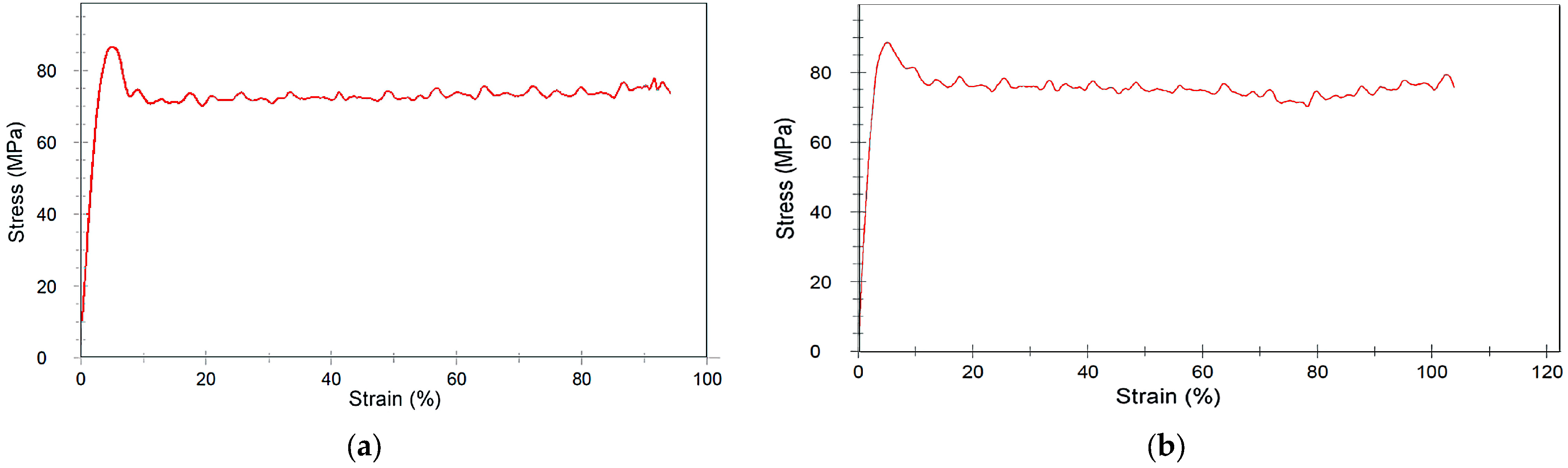
3.4.1. Influence of the Printing Orientation on Tensile Strength
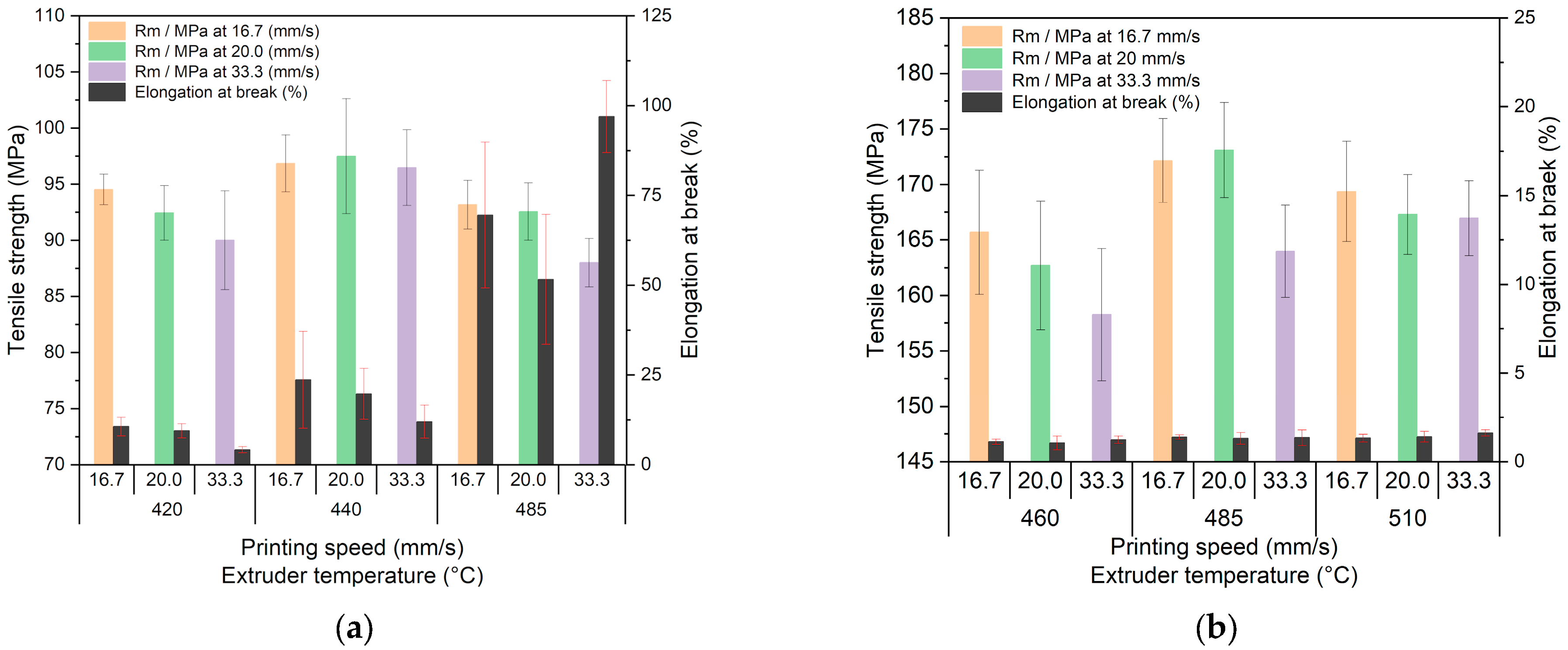
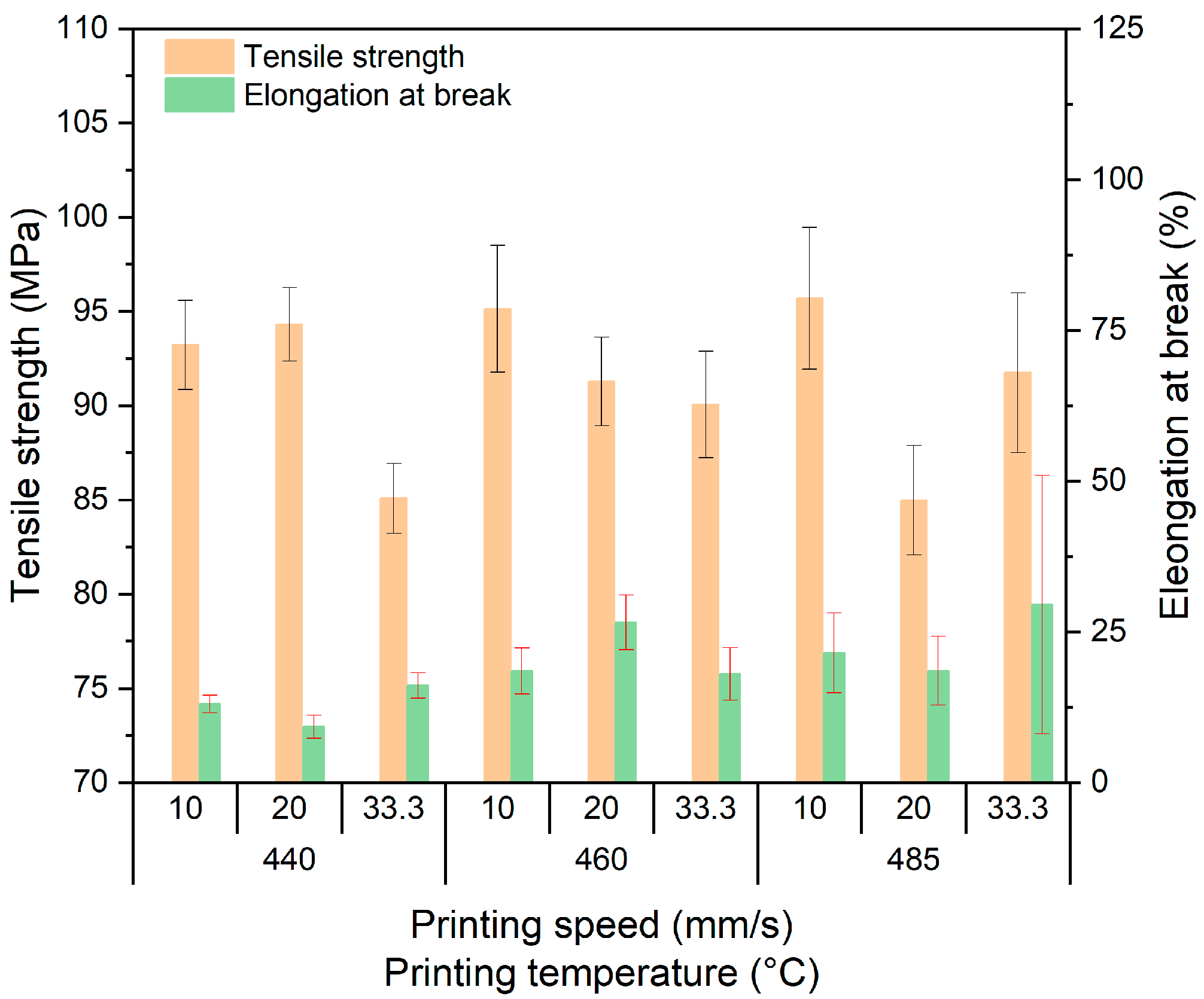
3.4.2. Influence of Printing Temperature and Speed on Tensile Strength
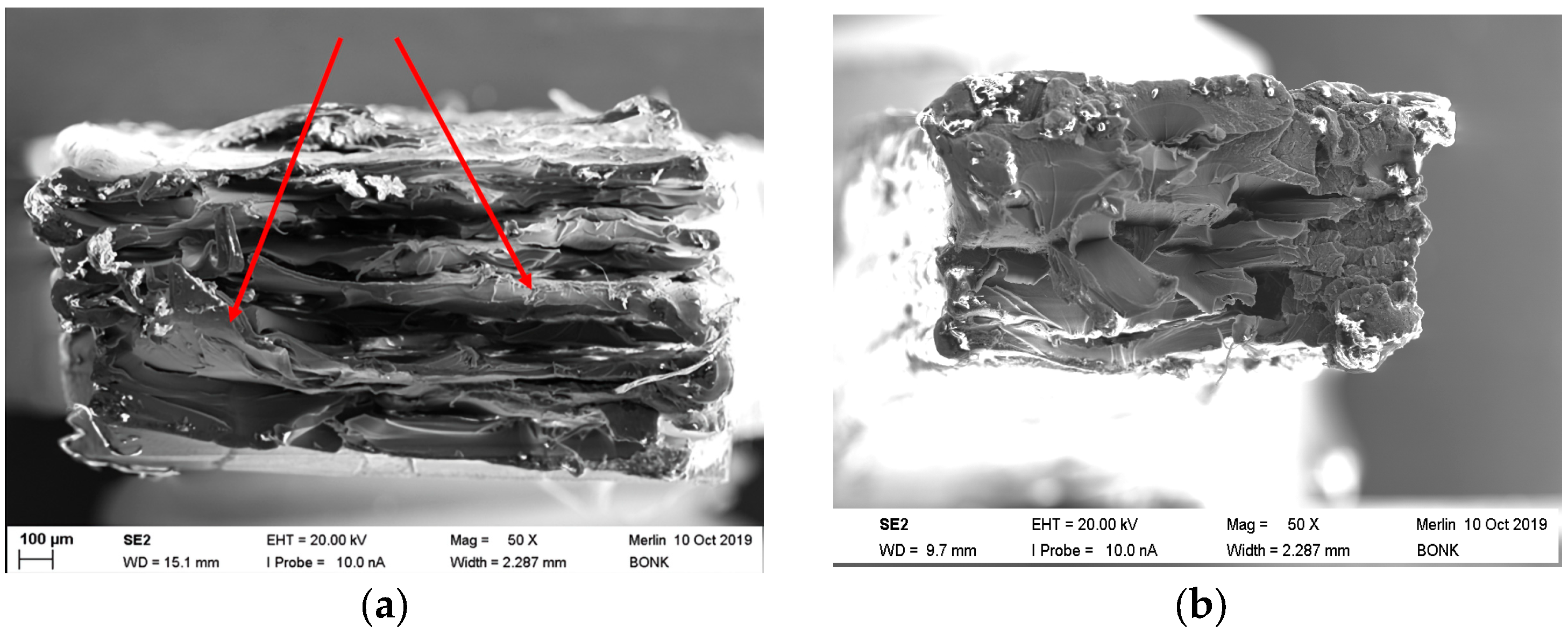
3.4.3. Fracture Imaging of PEEK
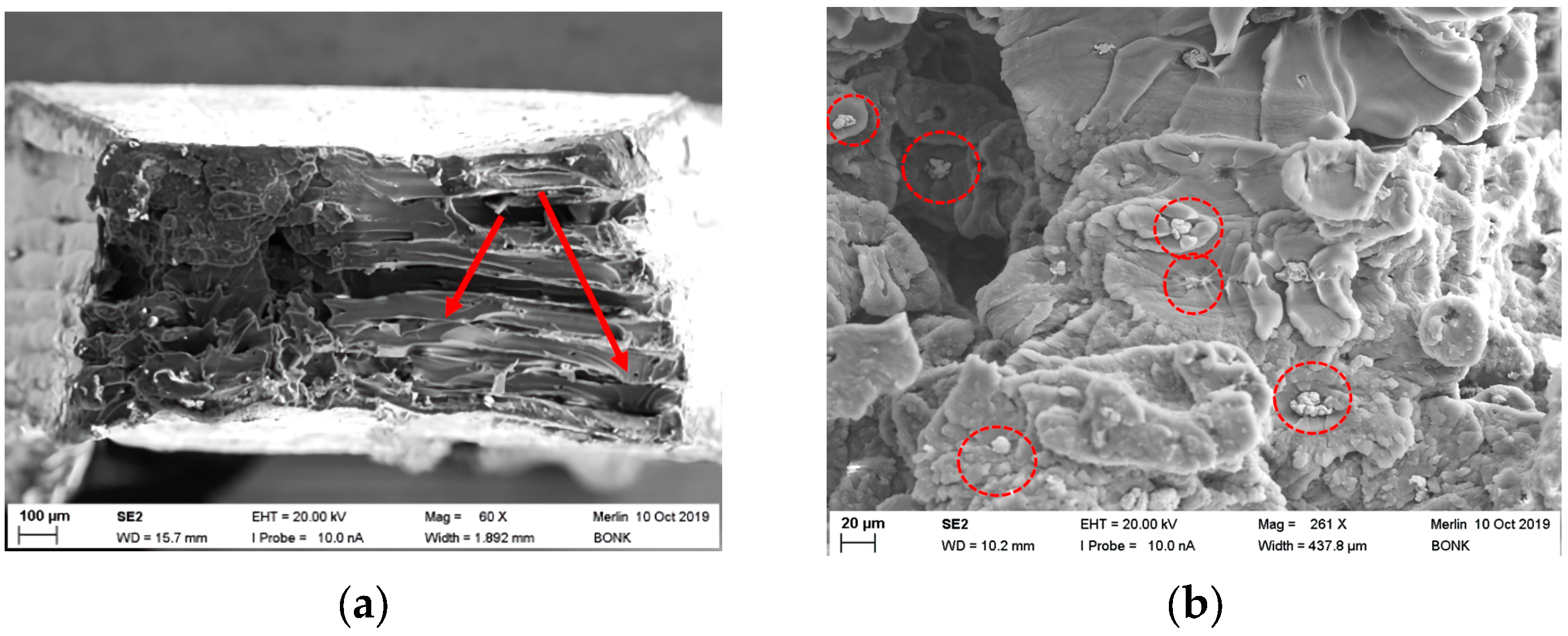
3.4.4. Fracture Imaging of PEEK-Based Composites
3.5. Thermal Conductivity
4. Conclusions and Outlook
- The combined compounding and filament fabrication suffered from the poor mixing and compounding capability of the used commercial equipment, delivering inhomogeneous filaments, poor filler wetting and a reduced printability.
- The addition of fillers like CNT and copper particles in combination with incomplete compounding may cause a poorer filament quality. A filament postprocessing, like surface grinding, can improve the filament quality.
- Increasing printing temperatures are favorable for smoother part surfaces and a more ductile behavior.
- The measured tensile strength of printed samples made out the two commercial filaments were close to the bulk values supported by the vendor. This is a strong hint for the absence of voids in the printed specimen and the provided optimized printing parameters.
- It is possible to enhance the thermal conductivity by the addition of suitable fillers, in this case, CNT. The generation of voids in the printed samples must be strictly avoided.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ranjan, R.; Kumar, D.; Kundu, M.; Chandra Moi, S. A critical review on Classification of materials used in 3D printing process. Mater. Today Proc. 2022, 61, 43–49. [Google Scholar] [CrossRef]
- Cramer, C.L.; Ionescu, E.; Graczyk-Zajac, M.; Nelson, A.T.; Katoh, Y.; Haslam, J.J.; Wondraczek, L.; Aguirre, T.G.; LeBlanc, S.; Wang, H.; et al. Additive manufacturing of ceramic materials for energy applications: Road map and opportunities. J. Eur. Ceram. Soc. 2022, 42, 3049–3088. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Kluck, S.; Hambitzer, L.; Luitz, M.; Mader, M.; Sanjaya, M.; Balster, A.; Milich, M.; Greiner, C.; Kotz-Helmer, F.; Rapp, B.E. Replicative manufacturing of metal moulds for low surface roughness polymer replication. Nat. Commun. 2022, 13, 5048. [Google Scholar] [CrossRef] [PubMed]
- Sarabia-Vallejos, M.A.; Rodríguez-Umanzor, F.E.; González-Henríquez, C.M.; Rodríguez-Hernández, J. Innovation in Additive Manufacturing Using Polymers: A Survey on the Technological and Material Developments. Polymers 2022, 14, 1351. [Google Scholar] [CrossRef]
- Saleh Alghamdi, S.; John, S.; Roy Choudhury, N.; Dutta, N.K. Additive Manufacturing of Polymer Materials: Progress, Promise and Challenges. Polymers 2021, 13, 753. [Google Scholar] [CrossRef] [PubMed]
- Gohn, A.M.; Brown, D.; Mendis, G.; Forster, S.; Rudd, N.; Giles, M. Mold inserts for injection molding prototype applications fabricated via material extrusion additive manufacturing. Addit. Manuf. 2022, 51, 102595. [Google Scholar] [CrossRef]
- Lakhdar, Y.; Tuck, C.; Binner, J.; Terry, A.; Goodridge, R. Additive manufacturing of advanced ceramic materials. Prog. Mater. Sci. 2021, 116, 100736. [Google Scholar] [CrossRef]
- DIN EN ISO/ASTM 52900:2021. Additive Manufacturing—General Principles—Fundamentals and Vocabulary. ISO: Geneva, Switzerland, 2021.
- Lithoz Company. Available online: lithoz.com/en (accessed on 2 June 2023).
- Clemens, F.J.; Kerber, A. FDM/FFF an Alternative to CIM Manufacturing of Prototype and Small Quantities of Ceramic Part? Ceram Appl. 2020, 8, 27–31. [Google Scholar]
- Noetzel, D.; Eickhoff, R.; Hanemann, T. Fused Filament Fabrication of Small Ceramic Components. Materials 2018, 11, 1463. [Google Scholar] [CrossRef]
- Noetzel, D.; Hanemann, T. New Feedstock System for Fused Filament Fabrication of Sintered Alumina Parts. Materials 2020, 13, 4461. [Google Scholar] [CrossRef] [PubMed]
- Cano, S.; Gonzalez-Gutierrez, J.; Sapkota, J.; Spoerk, M.; Arbeiter, F.; Schuschnigg, S.; Holzer, C.; Kukla, C. Additive manufacturing of zirconia parts by fused filament fabrication and solvent debinding: Selection of binder formulation. Addit. Manuf. 2019, 26, 117–128. [Google Scholar] [CrossRef]
- Eickhoff, R.; Antusch, S.; Baumgärtner, S.; Noetzel, D.; Hanemann, T. Feedstock Development for Material Extrusion-Based Printing of Ti6Al4V Parts. Materials 2022, 15, 6442. [Google Scholar] [CrossRef] [PubMed]
- Eickhoff, R.; Antusch, S.; Noetzel, D.; Hanemann, T. New Partially Water-Soluble Feedstocks for Additive Manufacturing of Ti6Al4V Parts by Material Extrusion. Materials 2023, 16, 3162. [Google Scholar] [CrossRef] [PubMed]
- Apium P220. Available online: http://apiumtec.com/en/industrial-3d-printer (accessed on 2 June 2023).
- Zheng, J.; Zhao, H.; Ouyang, Z.; Zhou, X.; Kang, J.; Yang, C.; Sun, C.; Xiong, M.; Fu, M.; Jin, D.; et al. Additively-manufactured PEEK/HA porous scaffolds with excellent osteogenesis for bone tissue repairing. Compos. Part B Eng. 2022, 232, 109508. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, M.; Wang, Z.; Wang, Y.; Dong, W.; Ma, W.; Zhao, S.; Sun, D. 3D-printed porous PEEK scaffold combined with CSMA/POSS bioactive surface: A strategy for enhancing osseointegration of PEEK implants. Compos. Part B Eng. 2022, 230, 109512. [Google Scholar] [CrossRef]
- Wang, Y.; Muller, W.D.; Rumjahn, A.; Schmidt, F.; Schwitalla, A.D. Mechanical properties of fused filament fabricated PEEK for biomedical applications depending on additive manufacturing parameters. J. Mech. Behav. Biomed. Mater. 2021, 115, 104250. [Google Scholar] [CrossRef] [PubMed]
- Medesi, A.J.; Noetzel, D.; Pursche, K.; Hanemann, T.; Franzreb, M.; Wohlgemuth, J. Ceramic Injection Moulding with 3D-printed Mold Inserts. Ceram. Mod. Technol. 2019, 1, 104–110. [Google Scholar] [CrossRef]
- Hanemann, T.; Antusch, S.; Baumgaertner, S.; Bonk, S.; Klein, A.; Walter, H.; Wilhelm, D. 3D-gedruckte PEEK Formeinsätze für das Mikropulverspritzgießen. In Proceedings of the MikroSystemTechnik Kongress 2021, Ludwigsburg, Germany, 8–10 November 2021; VDE Verlag GmbH: Berlin, Germany, 2021; pp. 60–63, ISBN 978-3-8007-5656-8. [Google Scholar]
- Hanemann, T.; Szabó, D.V. Polymer-Nanoparticle Composites: From Synthesis to Modern Applications. Materials 2010, 3, 3468–3517. [Google Scholar] [CrossRef]
- Fakirov, S. Fundamentals of Polymer Science for Engineers; Wiley-VCH: Weinheim, Germany, 2017; pp. 325–341. [Google Scholar]
- Khatri, B.; Lappe, K.; Habedank, M.; Mueller, T.; Megnin, C.; Hanemann, T. Fused Deposition Modeling of ABS-Barium Titanate Composites: A Simple Route towards Tailored Dielectric Devices. Polymers 2018, 10, 666. [Google Scholar] [CrossRef]
- Hanemann, T.; Syperek, D.; Noetzel, D. 3D Printing of ABS Barium Ferrite Composites. Materials 2020, 13, 1481. [Google Scholar] [CrossRef]
- Sam-Daliri, O.; Ghabezi, P.; Steinbach, J.; Flanagan, T.; Finnegan, W.; Mitchell, S.; Harrison, N. Experimental study on mechanical properties of material extrusion additive manufactured parts from recycled glass fibre-reinforced polypropylene composite. Compos. Sci. Technol. 2023, 241, 110125. [Google Scholar] [CrossRef]
- Doagou-Rad, S.; Islam, A.; Antusch, S.; Jung, J.; Klein, A.; Plewa, K.; Piotter, V. Investigation of conductive hybrid polymer composites reinforced with copper micro fibers and carbon nanotubes produced by injection molding. Mater. Today Commun. 2019, 20, 100566. [Google Scholar] [CrossRef]
- DIN EN ISO 4287; Surface Texture: Profile Method. ISO: Geneva, Switzerland, 2010.
- DIN EN ISO 527-1; Plastics—Determination of Tensile Properties—Part 1: General Principles. ISO: Geneva, Switzerland, 2019.
- Zhen, H.; Zhao, B.; Quan, L.; Fu, J. Effect of 3D Printing Process Parameters and Heat Treatment Conditions on the Mechanical Properties and Microstructure of PEEK Parts. Polymers 2023, 15, 2209. [Google Scholar] [CrossRef] [PubMed]
- Rahmatabadi, D.; Soltanmohammadi, K.; Aberoumand, M.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. Development of Pure Poly Vinyl Chloride (PVC) with Excellent 3D Printability and Macro- and Micro-Structural Properties. Macromol. Mater. Eng. 2022, 5, 308. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Xiao, H.; Ding, S.; Huang, C. Effects of printing parameters of fused deposition modeling on mechanical properties, surface quality, and microstructure of PEEK. J. Mater. Process. Technol. 2019, 271, 62–74. [Google Scholar] [CrossRef]
- Ding, S.; Zou, B.; Wang, P.; Ding, H. Effects of nozzle temperature and building orientation on mechanical properties and microstructure of PEEK and PEI printed by 3D-FDM. Polym. Test. 2019, 78, 105948. [Google Scholar] [CrossRef]
- Wu, W.; Geng, P.; Li, G.; Zhao, D.; Zhang, H.; Zhao, J. Influence of Layer Thickness and Raster Angle on the Mechanical Properties of 3D-Printed PEEK and a Comparative Mechanical Study between PEEK and ABS. Materials 2015, 8, 5834–5846. [Google Scholar] [CrossRef]
- Arif, M.F.; Alhashmi, H.; Varadarajan, K.M.; Koo, J.H.; Hart, A.J.; Kumar, S. Multifunctional performance of carbon nanotubes and graphene nanoplatelets reinforced PEEK composites enabled via FFF additive manufacturing. Compos. Part B Eng. 2020, 184, 107625. [Google Scholar] [CrossRef]
- Li, L.; Liu, W.; Wang, Y.; Zhao, Z. Mechanical performance and damage monitoring of CFRP thermoplastic laminates with an open hole repaired by 3D printed patches. Compos. Struct. 2023, 303, 116308. [Google Scholar] [CrossRef]
- Sanada, K.; Tada, Y.; Shindo, Y. Thermal conductivity of polymer composites with close-packed structure of nano and micro fillers. Compos. Part A Appl. Sci. Manuf. 2009, 40, 724–730. [Google Scholar] [CrossRef]
- Graf, D.; Jung, J.; Hanemann, T. Formulation of a Ceramic Ink for 3D Inkjet Printing. Micromachines 2021, 12, 1136. [Google Scholar] [CrossRef]
- Pfeifer, C.; Jung, J.; Gläser, K.; Hanemann, T. Additive Fertigung, Laserdirektstrukturierung und chemische Metallisierung von Duroplasten: Material- und Prozessentwicklung. In Proceedings of the MikroSystemTechnik Kongress 2021, Ludwigsburg, Germany, 8–10 November 2021; VDE Verlag GmbH: Berlin, Germany, 2021; pp. 372–375, ISBN 978-3-8007-5656-8. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ITEM | PEEK 1 | CF30 PEEK 2 |
|---|---|---|
| Filament vendor | Apium | Ensinger |
| Type | 450 natural, identical with Ensinger Tecafil VX natural 450 | Tecapeek CF30 black |
| Glass transition temperature (°C) | 143 | 143 |
| Melting temperature (°C) | 343 | 343 |
| Young´s modulus (GPa) | 3.6 | 17.5 |
| Tensile strength (MPa) | 100 | 190 |
| Elongation at break (%) | 25 | 2 |
| Thermal conductivity (W/(m K)) | 0.25 | 0.66 |
| ITEM | CNT 1 | Copper Powder 1 | Copper Fibers 1 |
|---|---|---|---|
| Vendor | Nanocyl S.A. | Atlantic Equipment Engineers | Deutsches Metallfaserwerk |
| Vendor’s affiliation | Sambreville, Belgium | Upper Saddle River, NJ, USA | Neidenstein, Germany |
| Type | NC7000 | CU-110 | STAX Cu99 |
| Particle size | 10.4 nm | 8–11 µm | ~60 µm |
| Fiber length | 1.5 µm | n.a. | 0.5–5 mm |
| Morphology | Fiber | Spherical | Fiber |
| Density (g/cm3) | 1.7 | 8.9 | 8.9 |
| Thermal conductivity (W/(m K)) | 3000 | 383 | 383 |
| ITEM | CNT | Copper Powder | Copper Fibers |
|---|---|---|---|
| Solid load (wt%) | 6 | 10 | 10 |
| Solid load (vol%) | 2.3 | 1.6 | 1.6 |
| Drying conditions | 3 h, 150 °C | 5 h, 120 °C | 5 h, 120 °C |
| Extrusion temperature (°C) | 385–405 | 390–410 | 390–410 |
| Extrusion speed (rpm) | 6 | 5.7 | 5.7 |
| ITEM | PEEK | CF30 PEEK | PEEK Copper | PEEK CNT |
|---|---|---|---|---|
| Extruder temperature (°C) | 485 | 510 | 485 | 440 |
| 440 | 485 | 460 | ||
| 420 | 460 | 440 | ||
| Printing speed (mm/s) | 33.3 | 33.3 | 33.3 | 10 |
| 20 | 20 | 20 | ||
| 16.7 | 16.7 | 10 | ||
| Infill orientation (°) | 0 | 0 | 0 | 0 |
| 45 | 45 | 45 |
| Material | Extrusion Temperature (°C) | Printing Speed (mm/s) |
|---|---|---|
| PEEK | 485 | 20 |
| CF30 PEEK | 510 | 20 |
| PEEK/CNT | 460 | 10 |
| PEEK/copper | 440 | 10 |
| Printing Temperature (°C) | 420 | 440 | 485 |
|---|---|---|---|
| Ra (µm) | 16 | 18 | 17 |
| Rz (µm) | 122 | 122 | 107 |
| Rmax (µm) | 141 | 152 | 139 |
| Printing Temperature (°C) | 460 | 485 | 510 |
|---|---|---|---|
| Ra (µm) | 10 | 9 | 7 |
| Rz (µm) | 69 | 65 | 56 |
| Rmax (µm) | 95 | 82 | 72 |
| Material (Sample Amount) | Ra (µm) | Rz (µm) | Rmax |
|---|---|---|---|
| PEEK (10) | 17 | 107 | 139 |
| CF30 PEEK (5) | 7 | 56 | 72 |
| PEEK CNT (3) | 22 | 115 | 135 |
| PEEK copper (3) | 8 | 28 | 75 |
| Printing Parameters | Tensile Strength (MPa) 0° Orientation | Youngs Modulus (Gpa) 0° Orientation | Tensile Strength (Mpa) 45° Orientation | Youngs Modulus (Gpa) 45° Orientation |
|---|---|---|---|---|
| 420/16.7 | 91 | 3.1 | 95 | 3.4 |
| 420/20.0 | 91 | 4.3 | 94 | 3.6 |
| 420/33.3 | 87 | 3.6 | 93 | 3.5 |
| 440/16.7 | 95 | 3.5 | 99 | 3.6 |
| 440/20.0 | 97 | 3.9 | 98 | 3.6 |
| 440/33.3 | 95 | 3.8 | 98 | 3.5 |
| 485/16.7 | 94 | 3.5 | 96 | 3.0 |
| 485/20.0 | 91 | 3.2 | 94 | 3.4 |
| 485/33.3 | 87 | 3.0 | 89 | 4.0 |
| Printing Parameters | Tensile Strength (MPa) 0° Orientation | Youngs Modulus (GPa) 0° Orientation | Tensile Strength (MPa) 45° Orientation | Youngs Modulus (GPa) 45° Orientation |
|---|---|---|---|---|
| 460/16.7 | 174 | 22 | 157 | 17 |
| 460/20.0 | 170 | 20 | 155 | 17 |
| 460/33.3 | 157 | 19 | 159 | 17 |
| 485/16.7 | 174 | 18 | 170 | 17 |
| 485/20.0 | 178 | 19 | 168 | 17 |
| 485/33.3 | 163 | 18 | 165 | 15 |
| 510/16.7 | 172 | 19 | 167 | 18 |
| 510/20.0 | 173 | 20 | 161 | 16 |
| 510/33.3 | 170 | 23 | 164 | 16 |
| PEEK CNT Parameter Set | Tensile Strength (MPa) | Elongation at Break (%) |
|---|---|---|
| 440/10/0 | 75.0 ± 2.8 | 2.0 ± 0.7 |
| 440/10/45 | 69.2 ± 2.7 | 1.5 ± 0.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hanemann, T.; Klein, A.; Baumgärtner, S.; Jung, J.; Wilhelm, D.; Antusch, S. Material Extrusion 3D Printing of PEEK-Based Composites. Polymers 2023, 15, 3412. https://doi.org/10.3390/polym15163412
Hanemann T, Klein A, Baumgärtner S, Jung J, Wilhelm D, Antusch S. Material Extrusion 3D Printing of PEEK-Based Composites. Polymers. 2023; 15(16):3412. https://doi.org/10.3390/polym15163412
Chicago/Turabian StyleHanemann, Thomas, Alexander Klein, Siegfried Baumgärtner, Judith Jung, David Wilhelm, and Steffen Antusch. 2023. "Material Extrusion 3D Printing of PEEK-Based Composites" Polymers 15, no. 16: 3412. https://doi.org/10.3390/polym15163412
APA StyleHanemann, T., Klein, A., Baumgärtner, S., Jung, J., Wilhelm, D., & Antusch, S. (2023). Material Extrusion 3D Printing of PEEK-Based Composites. Polymers, 15(16), 3412. https://doi.org/10.3390/polym15163412