


Joint Durability of Steam-Treated Beech Wood



Abstract
:
1. Introduction
- Determine the strength of the joints of modified beech wood depending on the different steaming processes;
- Investigate and define different adhesives to achieve sufficient joint strength in modified beech wood;
- Define the types of joint durability of modified beech wood related to different adhesives;
- Determine the optimal steaming process for beech wood.
2. Materials and Methods
2.1. Method to Measure the Strength of the Bonded Joint
- Samples bonded with Multibond EZ-1 adhesive (PVAc adhesive) intended for dry conditions, i.e., samples immersed in water at 20 °C for 24 h prior to testing;
- Samples bonded with PUR 501 adhesive (PUR adhesive) were intended for humid conditions, that is, the samples were cooked in distilled water for 6 h and then immersed in water at 20 °C for 1 h before testing.
2.2. Testing the Durability of the Bonded Joint According to ISO 9142 Standard [33]—Cycle D6
- (a)
- Impregnation of samples by distilled water using vacuum pressure (Laboratory Impregnation Chamber, Kambič, Metliška cesta 16, 8333 Semič, Slovenia—EU) at a temperature of 23 ± 2 °C;
- (b)
- Exposure of the samples to climate conditions, that is, a relative air humidity of 30 ± 5% and a temperature of 23 ± 2 °C, for ten days.
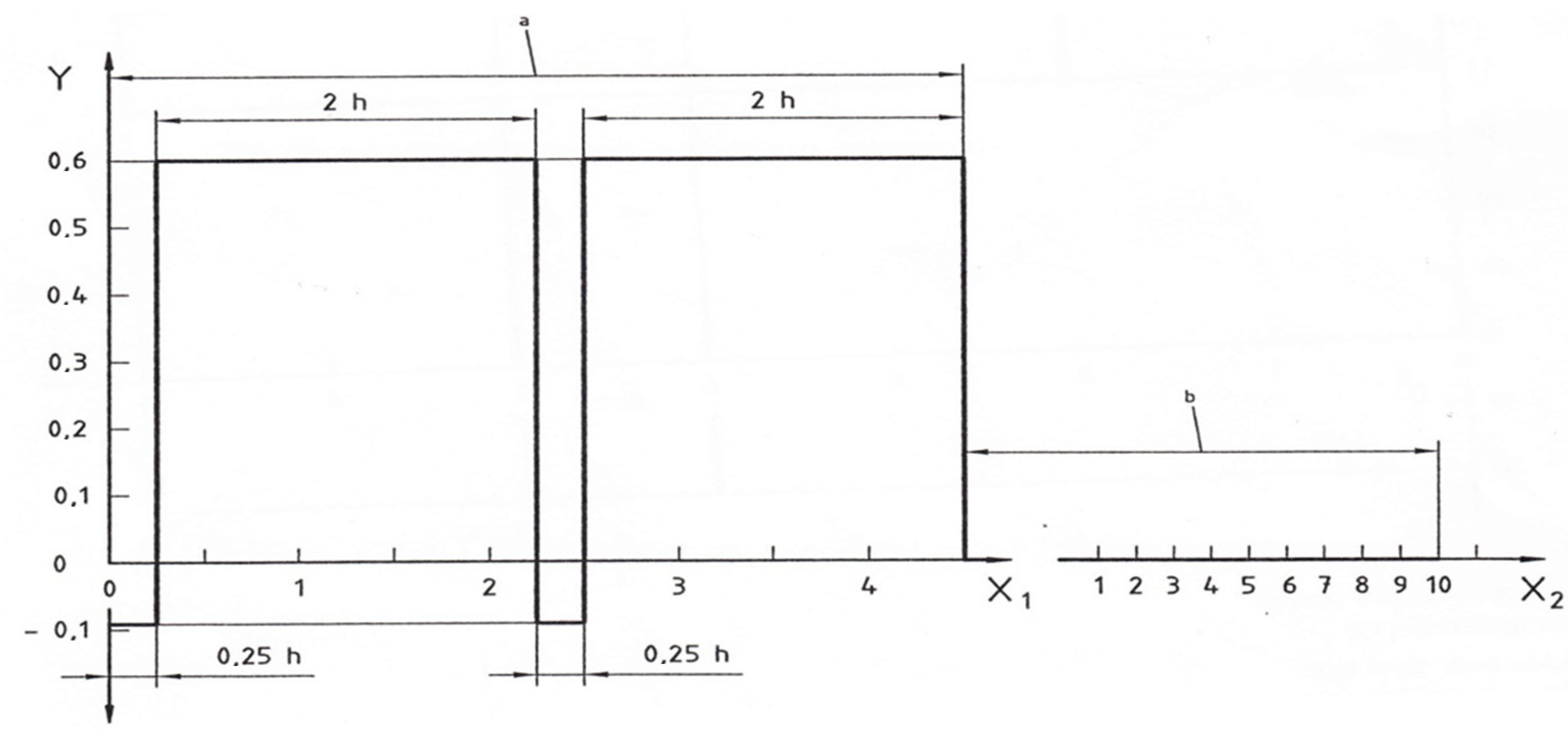
- Submersion of the samples in distilled water and vacuum under a pressure of 0.092 MPa for 15 min;
- Change in pressure in the cylinder, that is, samples were placed under a pressure of 0.6 MPa for two hours;
- Change in pressure to 0.092 MPa for 15 min;
- Change in pressure to 0.6 MPa for two hours.
2.3. Testing the Durability of the Bonded Joint Using the Simulation of Environmental Conditions Method
2.4. Statistical Analysis
3. Results and Discussion
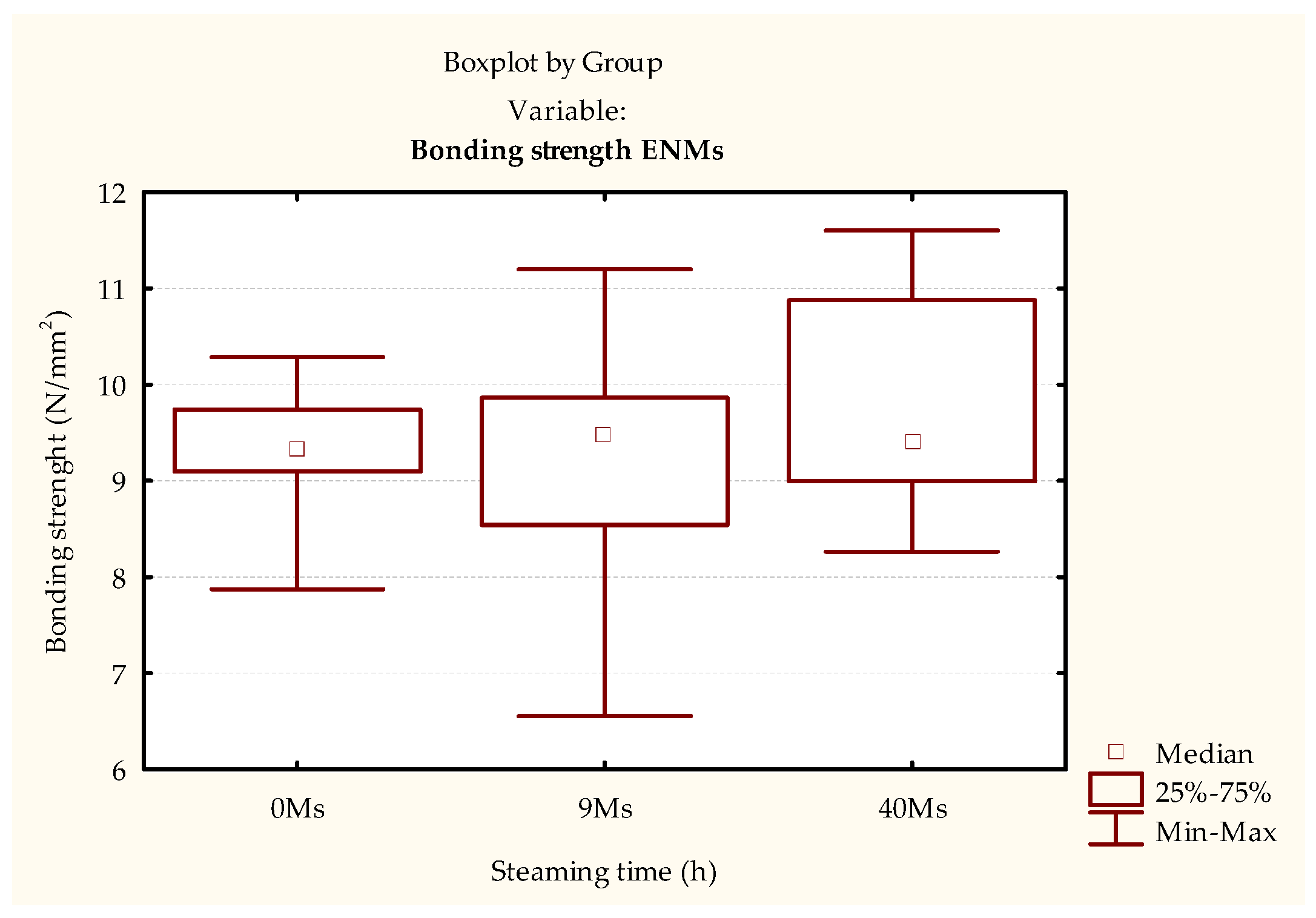
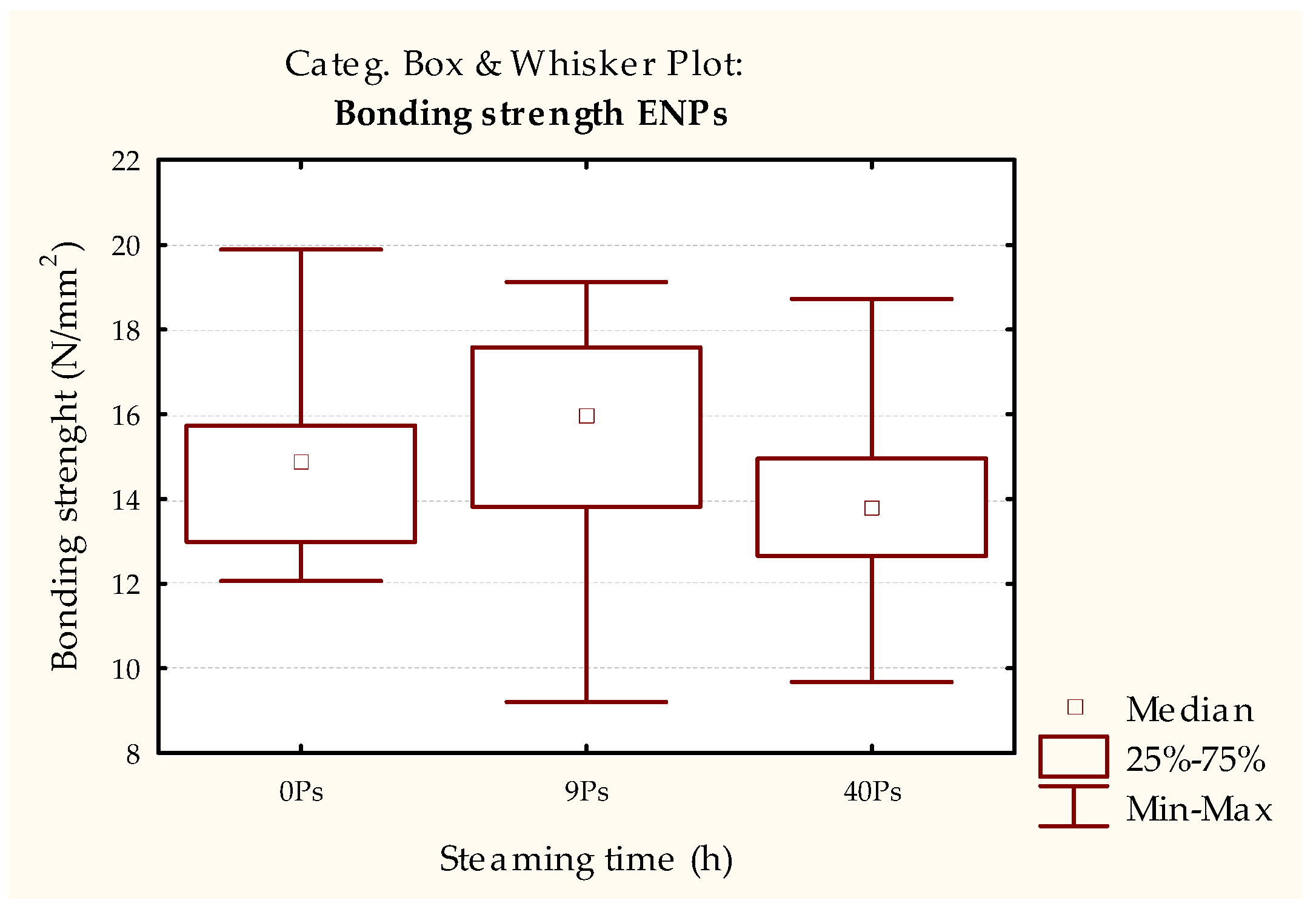
3.1. Bonding Strength
3.2. Durability of the Bonded Joint
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Kamke, F.A.; Lee, J.N. Adhesive Penetration in Wood—A Review. Wood Fiber Sci. 2007, 39, 205–220. [Google Scholar]
- Hussin, M.H.; Latif, N.H.A.; Hamidon, T.S.; Idris, N.N.; Hashim, R.; Appaturi, J.N.; Brosse, N.; Ziegler-Devin, I.; Chrusiel, L.; Fatriasari, W.; et al. Latest advancements in high performance bio-based wood adhesives: A critical review. J. Mater. Res. Technol. 2022, 21, 3909–3946. [Google Scholar] [CrossRef]
- Zhao, Y.; Ma, Y.; Lou, Z.; Li, Y. Study on the Effect of Flattening Modification on Bamboo Cutting Board and Corresponding Carbon Footprint Evaluation. Forests 2023, 14, 809. [Google Scholar] [CrossRef]
- Timar, M.C.; Varodi, A.; Hacibektasoglu, M.; Campean, M. Color and FTIR Analysis of Chemical Changes in Beech Wood (Fagus sylvatica L.) after Light Steaming and Heat Treatment in Two Different Environments. BioResources 2016, 11, 8325–8343. [Google Scholar] [CrossRef] [Green Version]
- Trübswetter, T. Holztrocknung: Verfahren zur Trocknung von Schnittholz—Planung von Trocknungsanlagen; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2006. [Google Scholar]
- Bekhta, P.; Niemz, P. Effect of high temperature on the change in color, dimensional stability and mechanical properties of spruce wood. Holzforschung 2003, 57, 539–546. [Google Scholar] [CrossRef]
- Yıldız, S. Physical, Mechanical, Technological and Chemical properties of BEECH and Spruce Wood Treated by Heating. Ph.D. Dissertation, Karadeniz Technical University, Trabzon, Turkey, 2002; 200p. [Google Scholar]
- Percın, O.; Peker, H.; Atılgan, A. The effect of heat treatment on the some physical and mechanical properties of beech (Fagus orientalis Lipsky) wood. Wood Res. 2016, 61, 443–455. [Google Scholar]
- Ferrari, S.; Cuccui, I.; Allegretti, O. Thermo-vacuum modification of some European softwood and hardwood species treated at different conditions. BioResources 2013, 8, 1930–2126. [Google Scholar] [CrossRef] [Green Version]
- Dzurenda, L. Range of color changes of beech wood in the steaming process. BioResources 2022, 17, 1690–1702. [Google Scholar] [CrossRef]
- Tolvaj, L.; Papp, G.; Varga, D.; Lang, E. Effect of steaming on the colour change of softwoods. BioResources 2012, 7, 2799–2808. [Google Scholar] [CrossRef]
- Dzurenda, L.; Dudiak, M. Colour Change of Steamed Alder Wood Caused by UV Radiation. Drv. Ind. 2022, 73, 289–297. [Google Scholar] [CrossRef]
- Lou, Z.; Yuan, T.; Wang, Q.; Wu, X.; Hu, S.; Hao, X.; Liu, X.; Li, Y. Fabrication of Crack-Free Flattened Bamboo and Its Macro-/Micro-Morphological and Mechanical Properties. J. Renew. Mater. 2021, 9, 959–977. [Google Scholar] [CrossRef]
- Lohmann, U. Holz Handbuch; DRW-Verlag: Leinfelden, Germany, 1998. [Google Scholar]
- Poljak, D. Effects of Steam Stabilisation Process on Glue Joint Properties of Beech Wood. Ph.D. Dissertation, University of Zagreb, Faculty of Forestry and Wood Technology, Zagreb, Croatia, 2011. [Google Scholar]
- Babicki, R.; Grzeczyński, T.; Wróblewska, H. Effect of Hydro-Thermal Treatment of Green Beech Wood on its Chemical and Physico-Mechanical Properties. Wood Sci. Technol. 1997, 11, 125–131. [Google Scholar] [CrossRef]
- Yilgor, N.; Unsal, O.; Kartal, S.N. Physical, mechanical, and chemical properties of steamed beech wood. Forest Prod. J. 2001, 51, 89–93. [Google Scholar]
- Dzurenda, L.; Dudiak, M.; Kučerová, V. Differences in Some Physical and Chemical Properties of Beechwood with False Heartwood, Mature Wood and Sapwood. Forests 2023, 14, 1123. [Google Scholar] [CrossRef]
- Hillis, W.E. High temperature and chemical effects on wood stability. Wood Sci. Technol. 1984, 18, 281–293. [Google Scholar] [CrossRef]
- LeVan, S.L.; Ross, R.J.; Winandy, J.E. Effects of Fire Retardant Chemicals on Bending Properties of Wood at Elevated Temperatures; U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 1990; 24p. [Google Scholar]
- Winandy, J.E. Effects of Fire Retardant Treatments after 18 Months of Exposure at 150 °F (66 °C); U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 1995; 13p. [Google Scholar]
- Koning, J.W. Forest Products Laboratory, 1910–2010; University of Wisconsin Press: Madison, WI, USA, 2010. [Google Scholar]
- Li, W.; Liu, C.; Wang, X.; Shi, J.; Mei, C.; Van den Bulcke, J.; Van Acker, J. Understanding the impact of wood type and moisture on the bonding strength of glued wood. Wood Mater. Sci. Eng. 2023, 18, 303–313. [Google Scholar] [CrossRef]
- Baier, R.E.; Shafrin, E.G.; Zisman, W.A. Adhesion: Mechanisms that assist or impede it: An interdisciplinary approach relates present knowledge of adhesion to bioadhesional problems. Science 1968, 162, 1360–1368. [Google Scholar] [CrossRef]
- Hunt, C.G.; Frihart, C.R.; Dunky, M.; Rohumaa, A. Understanding wood bonds-going beyond what meets the eye: A critical review. Rev. Adhes. Adhes. 2018, 6, 369–440. [Google Scholar] [CrossRef]
- Govorčin, S. Properties of Juvenile and Adult Beech Wood from Bjelolasica Region. Ph.D. Dissertation, University of Zagreb, Faculty of Forestry and Wood Technology, Zagreb, Croatia, 1996. [Google Scholar]
- Ross, R.J. Wood Handbook: Wood as an Engineering Material; Centennial Edition; U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2010; p. 508. [Google Scholar]
- Feng, X.; Chen, J.; Yu, S.; Wu, Z.; Huang, Q. Mild hydrothermal modification of beech wood (Zelkova schneideriana Hand-Mzt): Its physical, structural, and mechanical properties. Eur. J. Wood Wood Prod. 2022, 80, 933–945. [Google Scholar] [CrossRef]
- Wagenführ, R. Holzatlas; Fachbuchverlag Leipzig im Carl Hanser Verlag: Leipzig, Germany, 2000. [Google Scholar]
- EN 13354; Solid Wood Panels (SWP)—Bonding Quality—Test Method. European Committee for Standardization: Brussels, Belgium, 2008.
- ISO 6238; Adhesives–Wood-to-Wood Adhesive Bonds—Determination of Shear Strength by Compressive Loading. International Organization for Standardization: Geneva, Switzerland, 2018.
- EEN 13353; Solid wood panels (SWP)—Requirements; European Committee for Standardization: Brussels, Belgium, 2008.
- ISO 9142; Adhesives—Guide to the Selection of Standard Laboratory Ageing Conditions for Testing Bonded Joints. International Organization for Standardization: Geneva, Switzerland, 2003.
- Hailwood-Horrobin EMC graph.svg. (Equilibrium Moisture CONTENT of Wood VERSUS Relative Humidity of the Surrounding air.) Wikimedia Commons, the Free Media Repository. Available online: https://commons.wikimedia.org/wiki/File:Hailwood-Horrobin_EMC_graph.svg (accessed on 28 October 2022).
- Troendle, J.F. A Stepwise Resampling Method of Multiple hypothesis Testing. J. Am. Stat. Assoc. 1995, 90, 370–378. [Google Scholar] [CrossRef]
- Sokal, R.R.; Rohlf, F.J. Biometry; Freeman and Company: New York, NY, USA, 1995. [Google Scholar]
- Milliken, G.A.; Johnson, D.E. Analysis of Messy Data; CRC Press: Boca Raton, FL, USA, 1993; pp. 35–36. ISBN 0-412-99081-4. [Google Scholar]
- Pervan, S. Technology of Wood Processing by Water Vapor; University of Zagreb, Faculty of Forestry and Wood Technology: Zagreb, Croatia, 2009. [Google Scholar]
- Brewis, D.M.; Comyn, J.; Phanopoulos, C. Durability and Surface Analytical Studies of Adhesive Bonding to Wood. J. Adhes. 1987, 21, 303–311. [Google Scholar] [CrossRef]
- Krpan, J. Drying and Steaming of Wood; University of Zagreb, Faculty of Forestry and Wood Technology: Zagreb, Croatia, 1965. [Google Scholar]
- Bastani, A.; Adamopoulos, S.; Koddenberg, T.; Militz, H. Study of adhesive bondlines in modified wood with fluorescence microscopy and X-ray micro-computed tomography. Int. J. Adhes. Adhes. 2016, 68, 351–358. [Google Scholar] [CrossRef]
- Mihulja, G.; Bogner, A. Dependence of Strength Values of Adhesive-Wood Bonds on Specimen Geometry. In Proceedings of the International Conference on Wood Adhesives, Lake Tahoe, NV, USA, 28–30 September 2009; Forest Products Society: Madison, WI, USA; pp. 377–388. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TYPE OF EXAMINATION | MARK |
|---|---|
| 1. Test of bonding strength | |
| Bonding quality—Test method EN 13354 [30] | EN |
| 2. Durability of the bonded joint | |
| (a) Testing of durability by standard | ISO |
| (b) Testing the durability by simulating conditions | SIM |
| 3. Steaming time | |
| (a) Not steamed samples | 0 |
| (b) Samples steamed for 9 h | 9 |
| (f) Samples steamed for 40 h | 40 |
| 4. Type of adhesive | |
| (a) PVAc adhesive | M |
| (b) PUR adhesive | P |
| 5. Other terminology | |
| (a) Mass | m |
| (b) Volume | v |
| (c) Conditioned samples (50 ± 5% r.h., 23 ± 2 °C) | s |
| (d) Samples of the dry condition | S |
| (e) Impregnated samples and immersed in water for 24 h | V |
| (f) Samples exposed to a relative humidity of 70% (NaCl) | 7 |
| (g) Samples exposed to a relative humidity of 30% (MgCl2 + 6H2O) | 3 |
| (h) Samples exposed to relative humidity 85 ± 3% | 8 |
| (i) Samples immersed in water for 24 h | p |
| Dependent: ENMs | Multiple Comparisons p-Values (2-Tailed); ENMs (Bonding Strength (N/mm2)) Independent (Grouping) Variable: Designation Kruskal-Wallis Test: H (2, N = 60) = 1.206397 p = 0.5471 | ||
|---|---|---|---|
| 0 Ms R: 28.650 | 9 Ms R: 28.850 | 40 Ms R: 34.000 | |
| 0 Ms | 1.000000 | 0.998036 | |
| 9 Ms | 1.000000 | 1.000000 | |
| 40 Ms | 0.998036 | 1.000000 | |
| Designation | Scheffe Test; Variable: ENMp (Bonding Strength (N/mm2)) The Marked Differences Are Significant at p < 0.0500 | ||
|---|---|---|---|
| (1) M = 2.7673 | (2) M = 1.1218 | (3) M = 3.2644 | |
| 0 Mp (1) | 0.000000 | 0.010002 | |
| 9 Mp (2) | 0.000000 | 0.000000 | |
| 40 Mp (3) | 0.010002 | 0.000000 | |
| Variable | Analysis of Variance (Bonding Strength (N/mm2)) Marked Effect Are Significant at p < 0.0500 | |||||||
|---|---|---|---|---|---|---|---|---|
| SS Effect | df Effect | MS Effect | SS Error | df Error | MS Error | F | p | |
| ENPs | 18.94624 | 2 | 9.473118 | 312.1804 | 56 | 5.574651 | 1.699320 | 0.192098 |
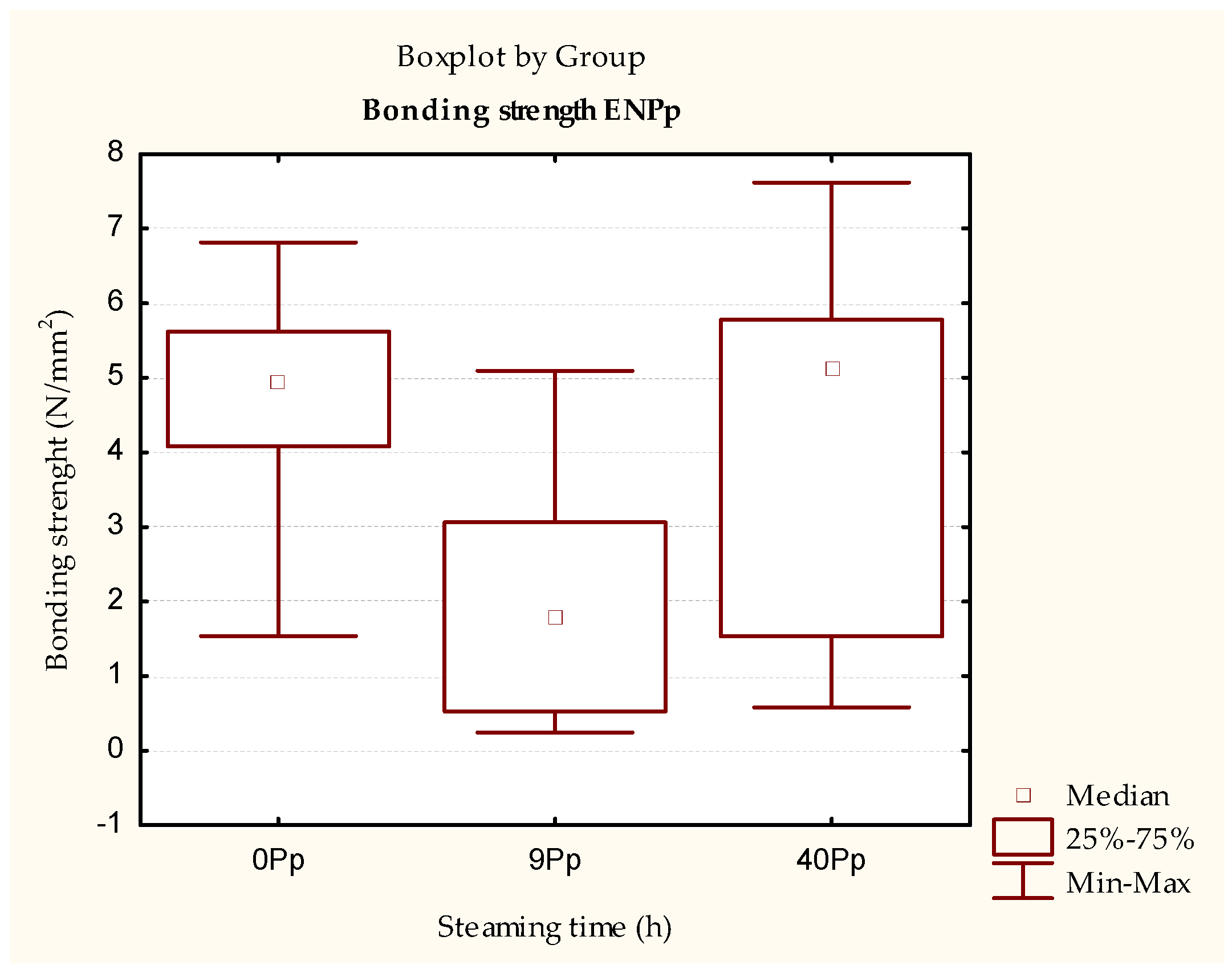
| Dependent: ENPp | Multiple Comparisons p-Values (2-Tailed); ENPp (Bonding Strength (N/mm2)) Independent (Grouping) Variable: Designation Kruskal-Wallis Test: H (2, N = 81) = 23.58860 p = 0.000 | ||
|---|---|---|---|
| 0 Pp R: 50.464 | 9 Pp R: 22.040 | 40 Pp R: 48.464 | |
| 0 Pp | 0.000034 * | 1.000000 | |
| 9 Pp | 0.000034 * | 0.000134 * | |
| 40 Pp | 1.000000 | 0.000134 * | |
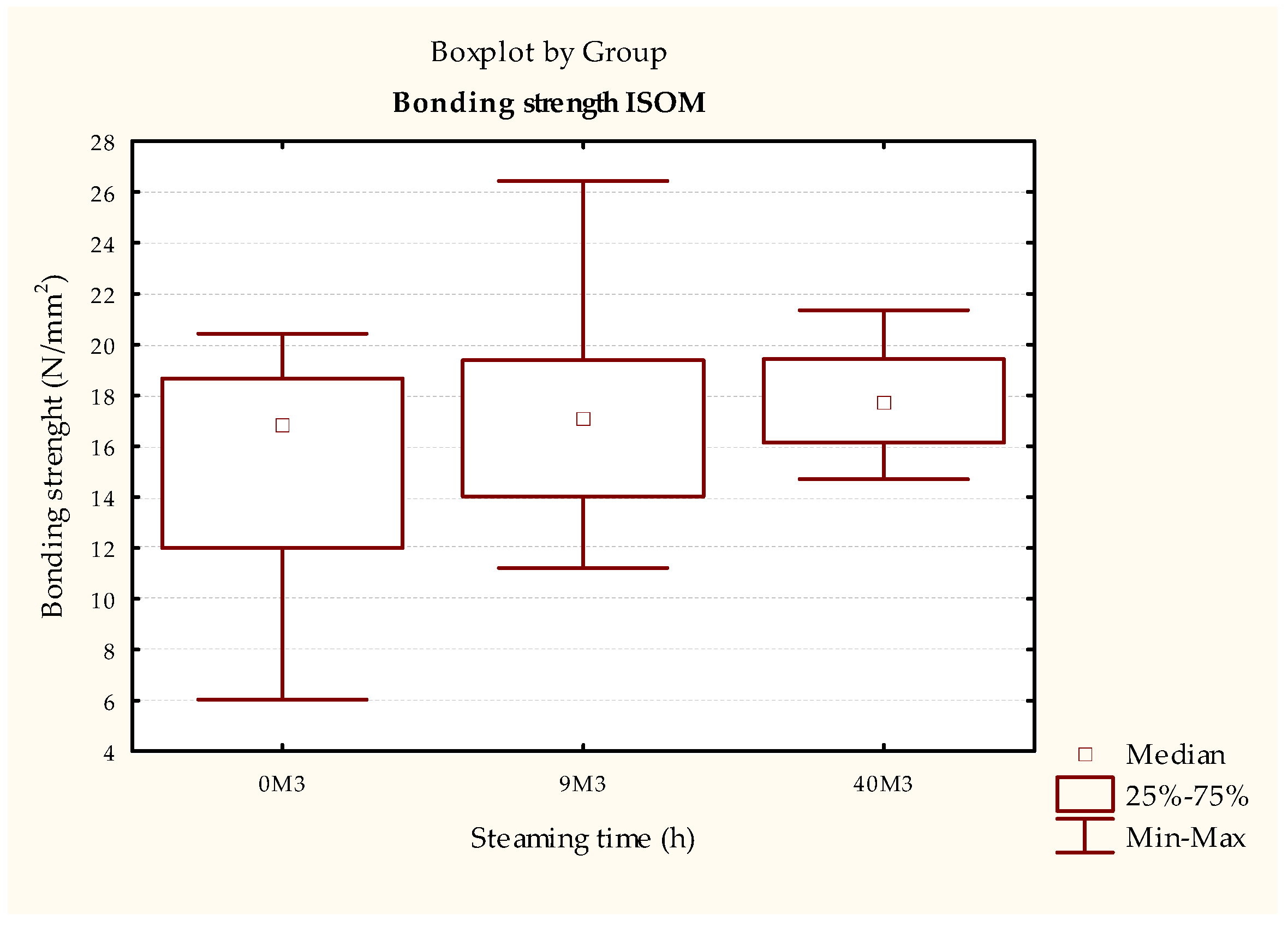
| Dependent: ISOM | Multiple Comparisons p-Values (2-Tailed); ISOM (Bonding Strength (N/mm2)) Independent (Grouping) Variable: Designation Kruskal-Wallis Test: H (2, N = 73) = 3.550398 p = 0.1695 | ||
|---|---|---|---|
| 0M3 R: 30.960 | 9M3 R: 38.296 | 40M3 R: 42.524 | |
| 0M3 | 0.638539 | 0.196751 | |
| 9M3 | 0.638539 | 1.000000 | |
| 40M3 | 0.196751 | 1.000000 | |
| Dependent: SIMM | Multiple Comparisons p Values (2-Tailed); SIMM (Bonding Strength (N/mm2)) Independent (Grouping) Variable: Designation Kruskal–Wallis Test: H (2, N = 73) = 8.917836 p = 0.0116 | ||
|---|---|---|---|
| 0M3 R: 34.333 | 9M3 R: 46.680 | 40M3 R: 28.000 | |
| 0M3 | 0.094932 | 0.950187 | |
| 9M3 | 0.094932 | 0.013192 * | |
| 40M3 | 0.950187 | 0.013192 * | |
| Dependent: ISOP | Multiple Comparisons p-Values (2-Tailed); ISOP (Bonding Strength (N/mm2)) Independent (Grouping) Variable: Designation Kruskal-Wallis Test: H (2, N = 86) = 15.24246 p = 0.0005 | ||
|---|---|---|---|
| 0P3 R: 30.033 | 9P3 R: 46.500 | 40P3 R: 55.577 | |
| 0P3 | 0.031941 * | 0.000404 * | |
| 9P3 | 0.031941 * | 0.524660 | |
| 40P3 | 0.000404 * | 0.524660 | |
| Dependent: SIMP | Multiple Comparisons p-Values (2-Tailed); SIMP (Bonding Strength (N/mm2)) Independent (Grouping) Variable: Designation Kruskal–Wallis Test: H (2, N = 82) = 34.22592 p = 0.0000 | ||
|---|---|---|---|
| 0P3 R: 21.867 | 9P3 R: 48.077 | 40P3 R: 57.577 | |
| 0P3 | 0.000120 * | 0.000000 * | |
| 9P3 | 0.000120 * | 0.451074 | |
| 40P3 | 0.000000 * | 0.451074 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mihulja, G.; Poljak, D.; Sedlar, T. Joint Durability of Steam-Treated Beech Wood. Polymers 2023, 15, 3318. https://doi.org/10.3390/polym15153318
Mihulja G, Poljak D, Sedlar T. Joint Durability of Steam-Treated Beech Wood. Polymers. 2023; 15(15):3318. https://doi.org/10.3390/polym15153318
Chicago/Turabian StyleMihulja, Goran, Dominik Poljak, and Tomislav Sedlar. 2023. "Joint Durability of Steam-Treated Beech Wood" Polymers 15, no. 15: 3318. https://doi.org/10.3390/polym15153318
APA StyleMihulja, G., Poljak, D., & Sedlar, T. (2023). Joint Durability of Steam-Treated Beech Wood. Polymers, 15(15), 3318. https://doi.org/10.3390/polym15153318