1. Introduction
Polylactide (PLA) is a biodegradable polymer that is used as an alternative to petroleum-based polymers [
1,
2]. It is a thermoplastic obtained by the bioconversion and polymerization from natural raw materials such as corn meal [
3]. It has comparable tensile strength, stiffness and gas permeability to polymers derived from fossil fuels [
4,
5]. PLA is used in drug carriers, food packaging, film and 3D printing [
6,
7]. Three-dimensional printing is widely used in both research and commercial productions [
8,
9,
10]. The most widely known and used 3D printing method is fused filament fabrication (FFF)/fused deposition modelling (FDM) technology. Using this technique, shapes of standardized sizes can be printed and subjected to a series of tests to characterize their physical and FVchemical properties. In this work, molybdenum(II) sulfide was used as a modifier of the PLA matrix. Transition metal sulfides, i.e., MoS
2, are semiconductors with a two-dimensional structure, which, when introduced into the polymer matrix, improves the mechanical properties, elastic modulus, strength, creep and fatigue [
11,
12,
13]. MoS
2 has applications as a lubricant, due to its friction-reducing properties, and also as a catalyst [
14]. In recent years, studies have been conducted on the effects of MoS
2 in polymer composites. All studies have shown improved thermal and mechanical properties of the obtained systems [
15,
16]. The purpose of this work was to obtain and study MoS
2/PLA composites and determine the effect of the modifier on the physicochemical properties of the obtained systems.
Nowadays, almost every machine and device has parts made of plastic. The popularity of plastics is due to their numerous advantages such as low cost, high impact strength, low specific weight, ease of processing and colouring, and aesthetic appearance or resistance to chemical and physical agents, among others. It is estimated that about 370 million tons of plastics were produced in 2020, and experts indicate that this quantity may increase to 1.3 billion tons in 2060. This amount is increasing all the time, due to new applications for plastics continuing to be sought as well as the replacing of components made from other materials such as metals. Plastics are beginning to be used to make seals, chemical-resistant coatings or even machine hydraulic components [
17].
With the mass use of plastics, however, comes the serious problem of waste. Plastics that have entered the environment will remain in the environment for up to several hundred years before decomposing. Only a small portion of plastics is recycled; the rest is landfilled, or it lingers in the environment, harming people, animals and plants. Particularly dangerous is the so-called microplastic, which enters living organisms along with water [
18].
In view of the problems described, special emphasis is being placed on obtaining “environmentally friendly” plastics. This term is very broad and includes plastics that are recyclable, made from raw materials of natural origin or biodegradable. Particularly, the latter group is highly desirable since a plastic component that is no longer needed would biodegrade, i.e., degrade under the influence of atmospheric agents or microorganisms into low-molecular-weight products that pose no threat to the environment.
Plastics are also used for sliding components. In addition to the advantages already mentioned, it should be noted that they can work with steel without lubricant. This gives an almost completely maintenance-free operation and protects the environment since it is estimated that about 40% of lubricants (52 million tons per year) end up in the environment as a result of failures and leaks. Despite this positive touch for the environment, unneeded sliding components become a nuisance waste. Plastics used for sliding components usually contain additives (mainly to reduce wear) making them even less recyclable. In addition, wear products—small fragments of material detached from the sliding element—are produced during cooperation, which end up in the environment and contaminate it.
The authors of this article focused on polylactide, which is one of the most widely used biodegradable plastics. PLA is a thermoplastic linear polyester [
11]. It is biocompatible, easy to process and obtained from renewable raw materials. In addition, it is very suitable for 3D printing with FDM/FFF (a very popular, inexpensive and uncomplicated incremental technology) [
19,
20].
Recently 3D printed PLA has been noticed as a potential tribological material; therefore, the interest in this filed has emerged [
21,
22,
23,
24]. Research has also been conducted on 3D printed composites based on PLA, such as PLA/bronze composite [
25], PLA/carbon black and PLA/alumina nanocomposites [
26], and PLA/corn cob composite [
27]. The authors of this article described their first trials of enriching a PLA matrix with MoS
2 additions in one their previous publications, which proved higher content (above 1%) to be negative on the desired properties of lower friction coefficient and wear [
28].
Neat PLA has a significant coefficient of friction and high wear when working with steel. For this reason, it is necessary to create composites based on it with appropriate additives. The additives should provide improved tribological properties as well as be environmentally neutral so that PLA does not contaminate the environment after biodegradation. In our first work, PLA + graphite composite was produced and tested (the material was patented) [
20].
The very good results associated with the application of graphite to PLA prompted the authors of the publication to seek further additives. This lead the authors to MoS2, which has a layered structure (like graphite) and is environmentally harmless. This article presents the effect of the addition of molybdenum disulfide (MoS2) on the properties of PLA.
The goal of the research and creation of the compositions based on PLA and MoS2 addition is to ultimately design a material with improved mechanical, tribological and processing properties. On the one hand, it is important to decrease the wear, friction coefficient and tensile strength to assure long and failure-free work of even the prototype bearings; however, on the other hand, processing properties such as MFI should also be improved to ensure better lamination between the polymer layers when the 3D printing process is in progress. The design process of the said material requires the researchers to carefully investigate the influence of each type of additive used.
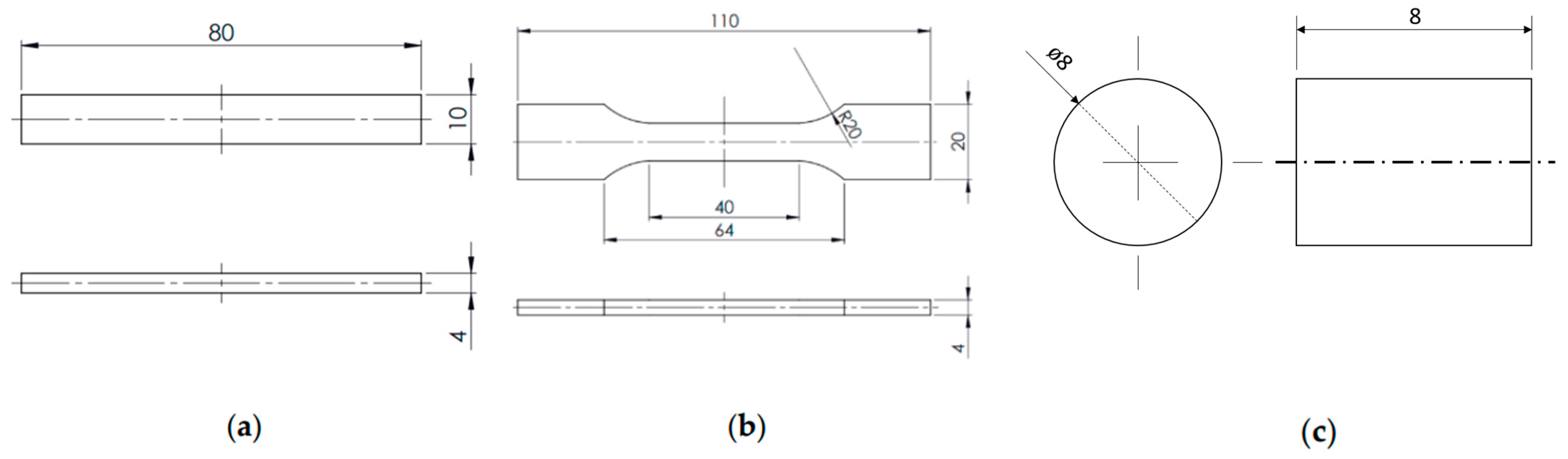
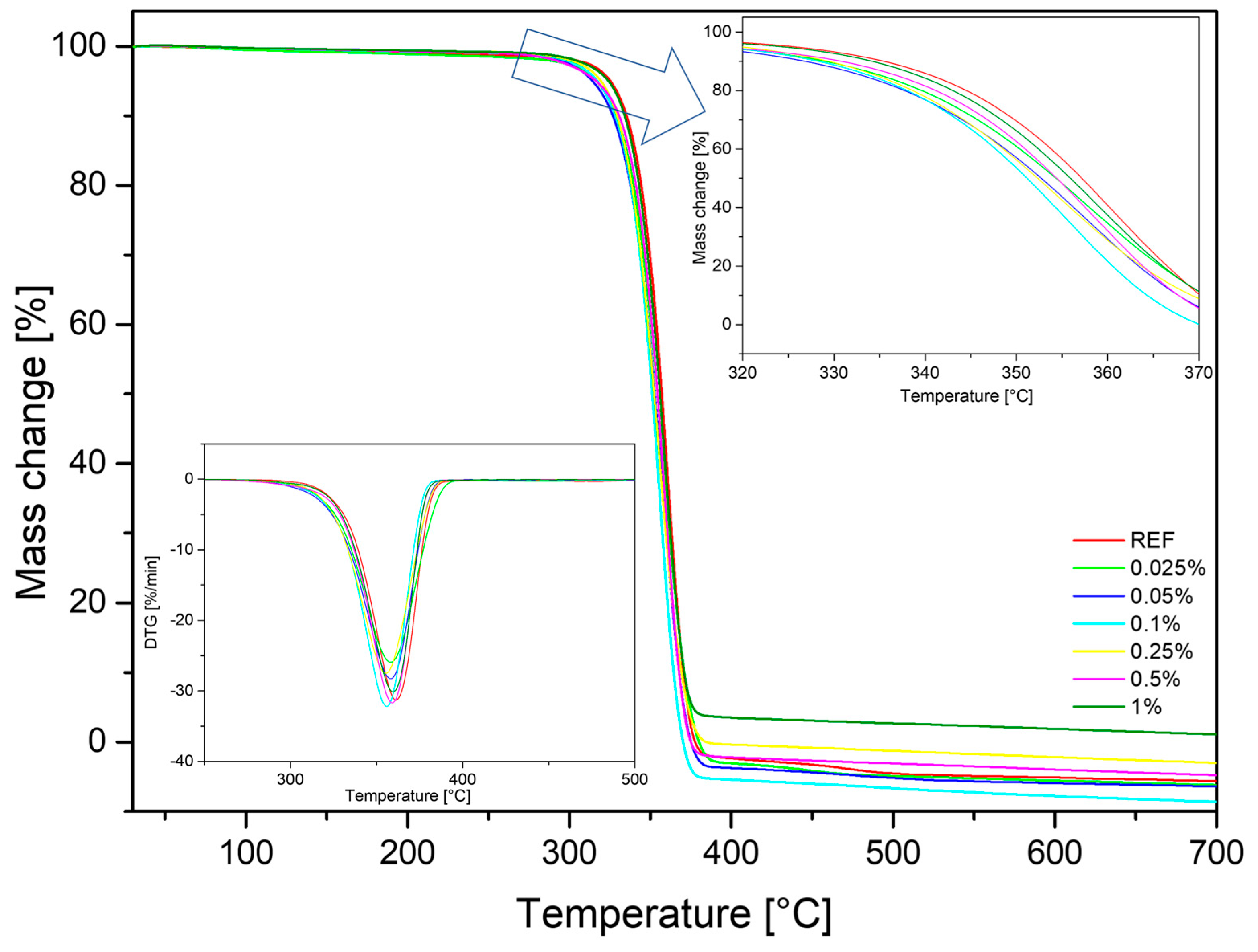
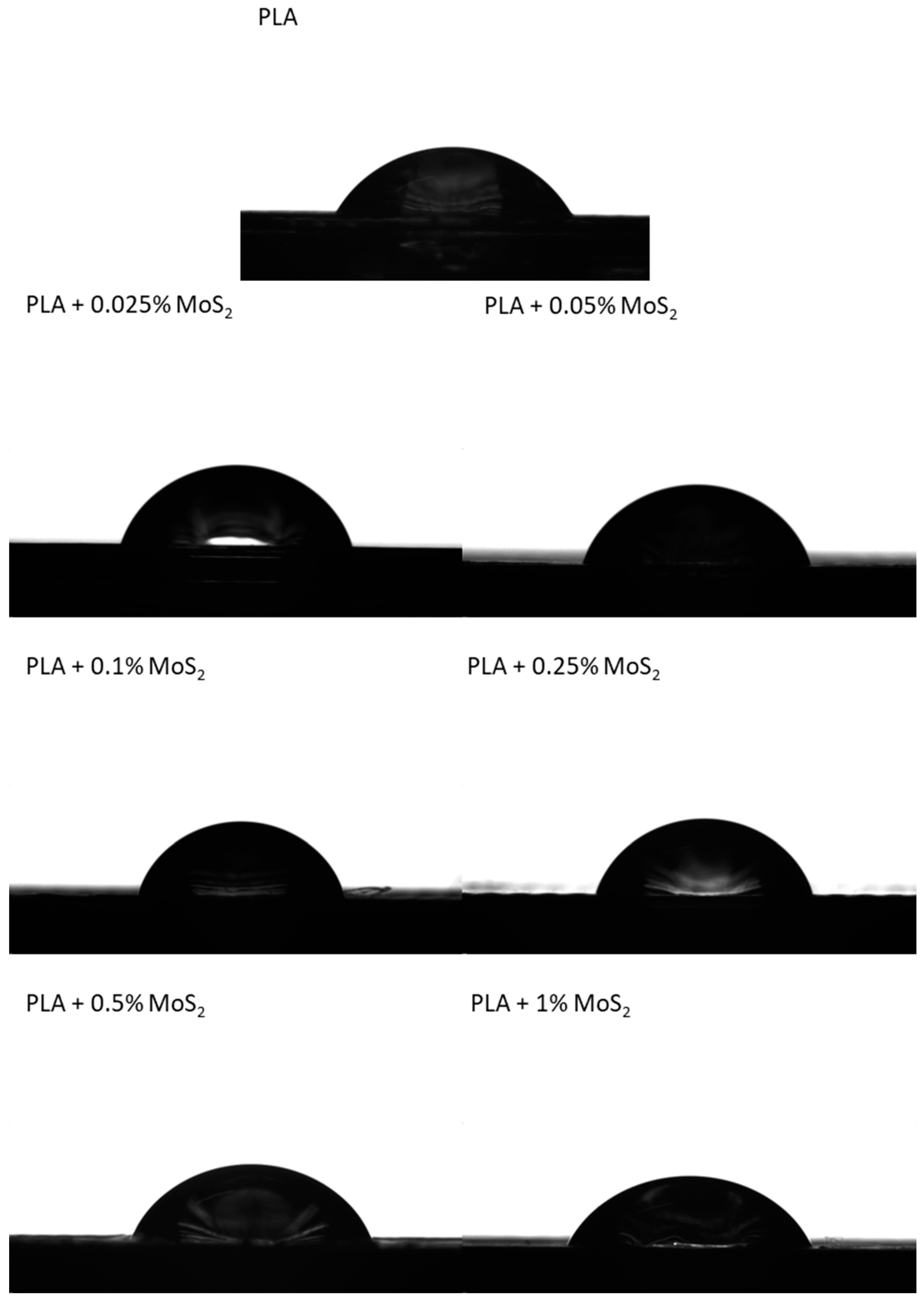
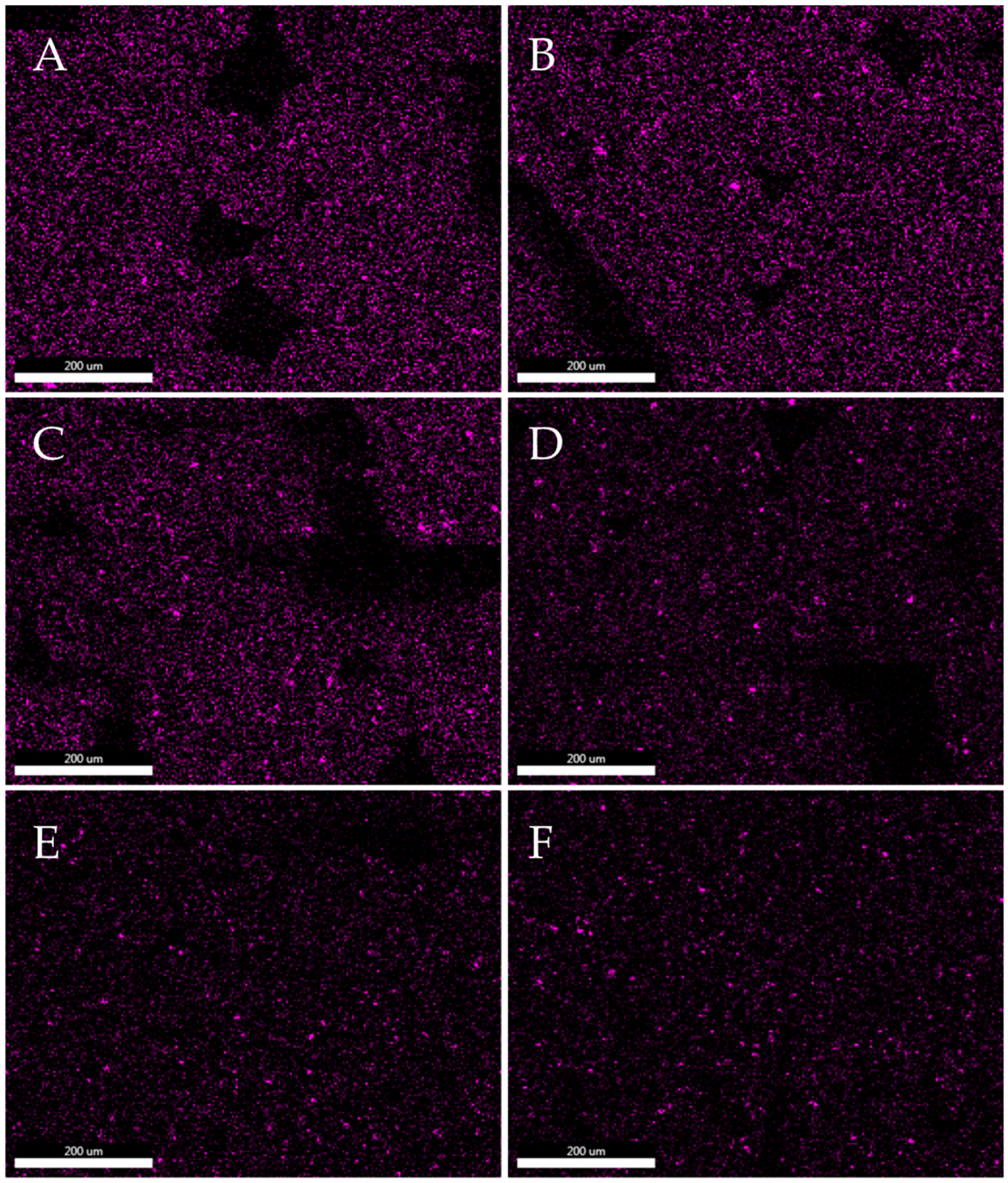
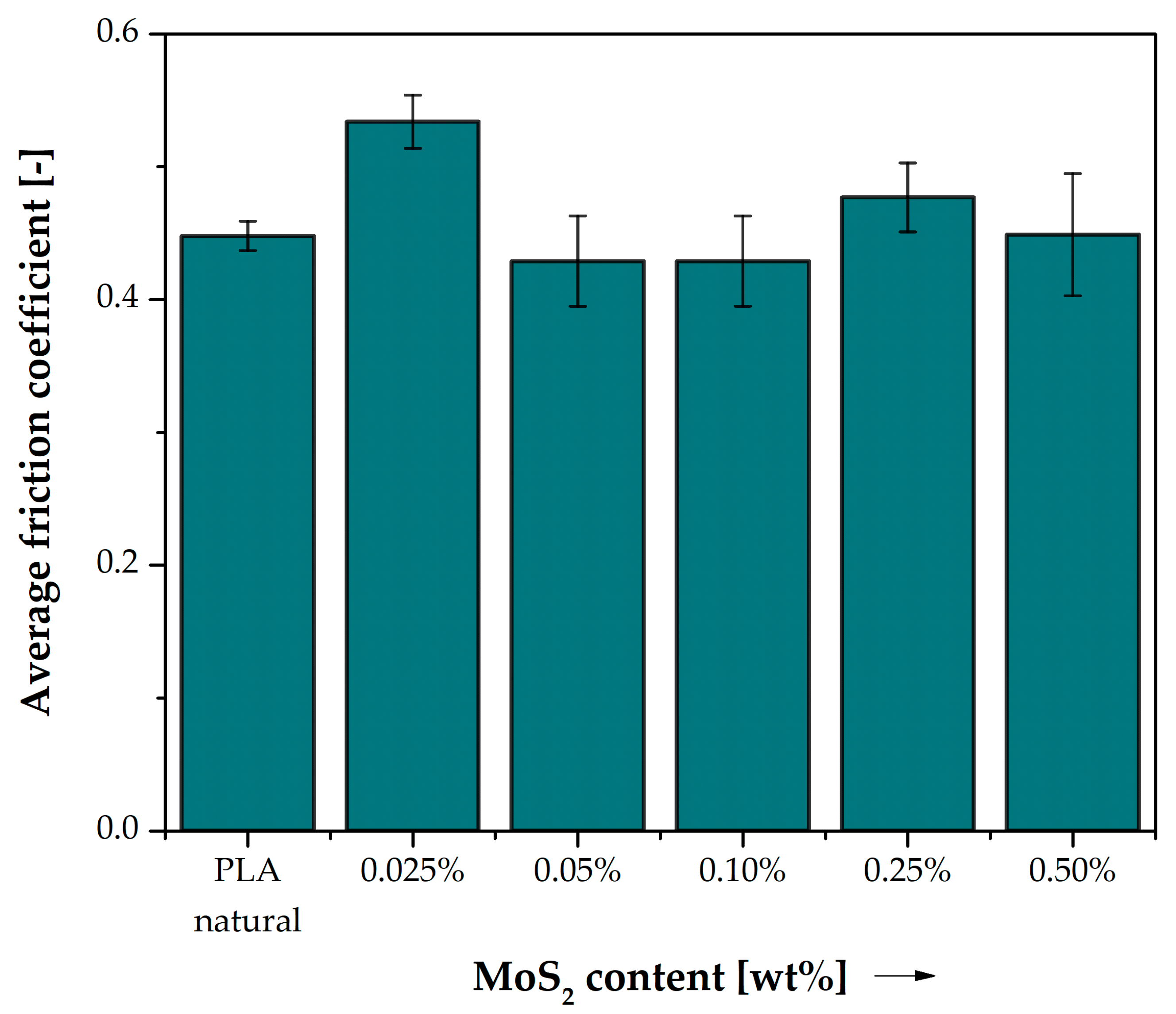
This paper presents MoS2/PLA composite materials, which were obtained by 3D printing with various infill patterns. The materials were subjected to physicochemical characterization in order to determine the effect of the additive on the properties of the polymer. A thermal analysis was conducted to determine thermal stability (TGA, HDT) and characteristic phase transition temperatures (DSC) as well as an analysis of hydrophilic–hydrophobic and rheological properties. Comparative mechanical tests (tensile strength, bending strength, impact strength) were carried out. The next step involved the determination of tribological properties. In order to determine the MoS2 dispersion in the matrix, SEM/EDS images and optical microscope images were taken. The obtained results allowed for the conclusion that the addition of MoS2, even at a low concentration, changes the properties of the polymer and facilitates its processing.
4. Conclusions
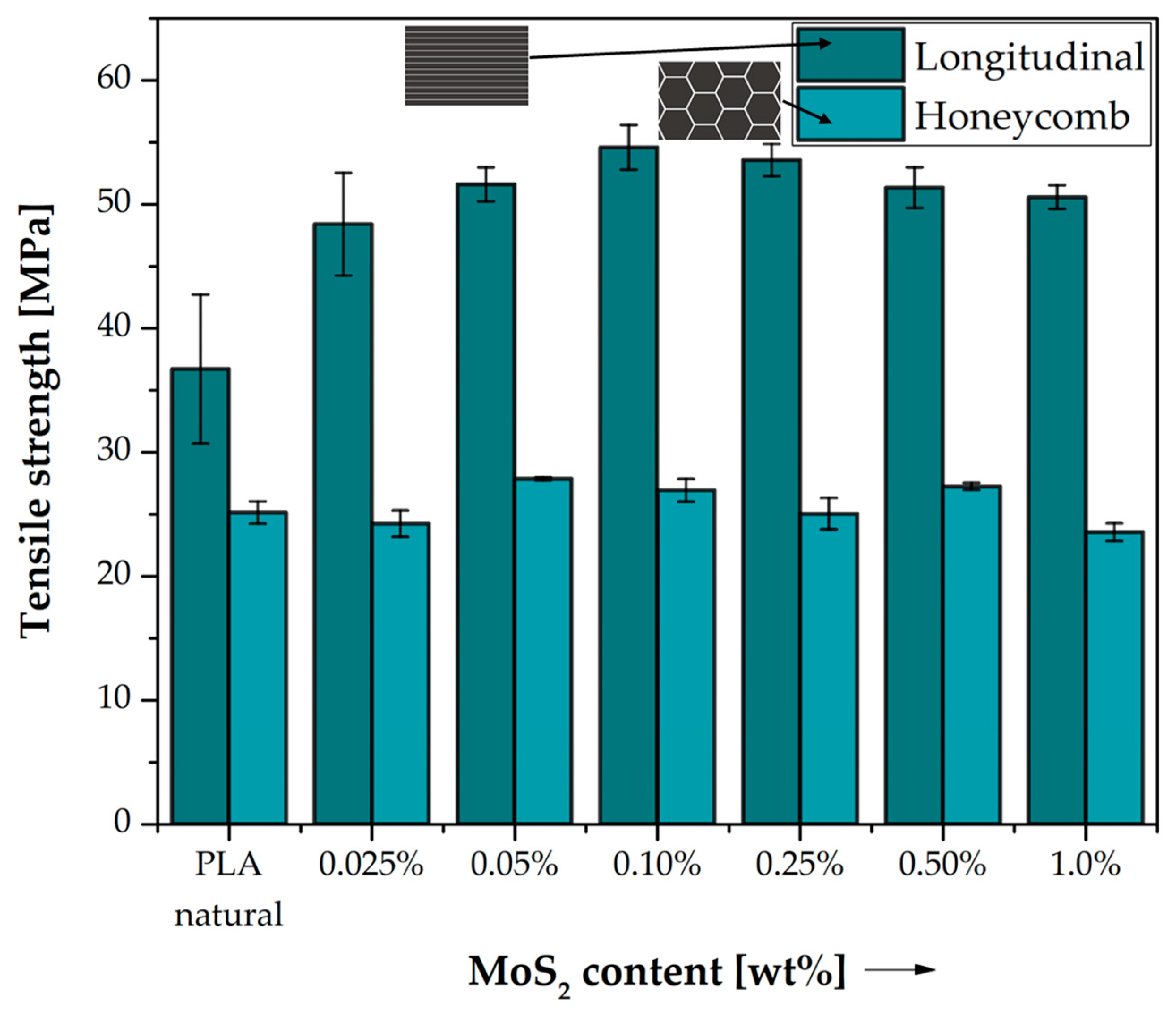
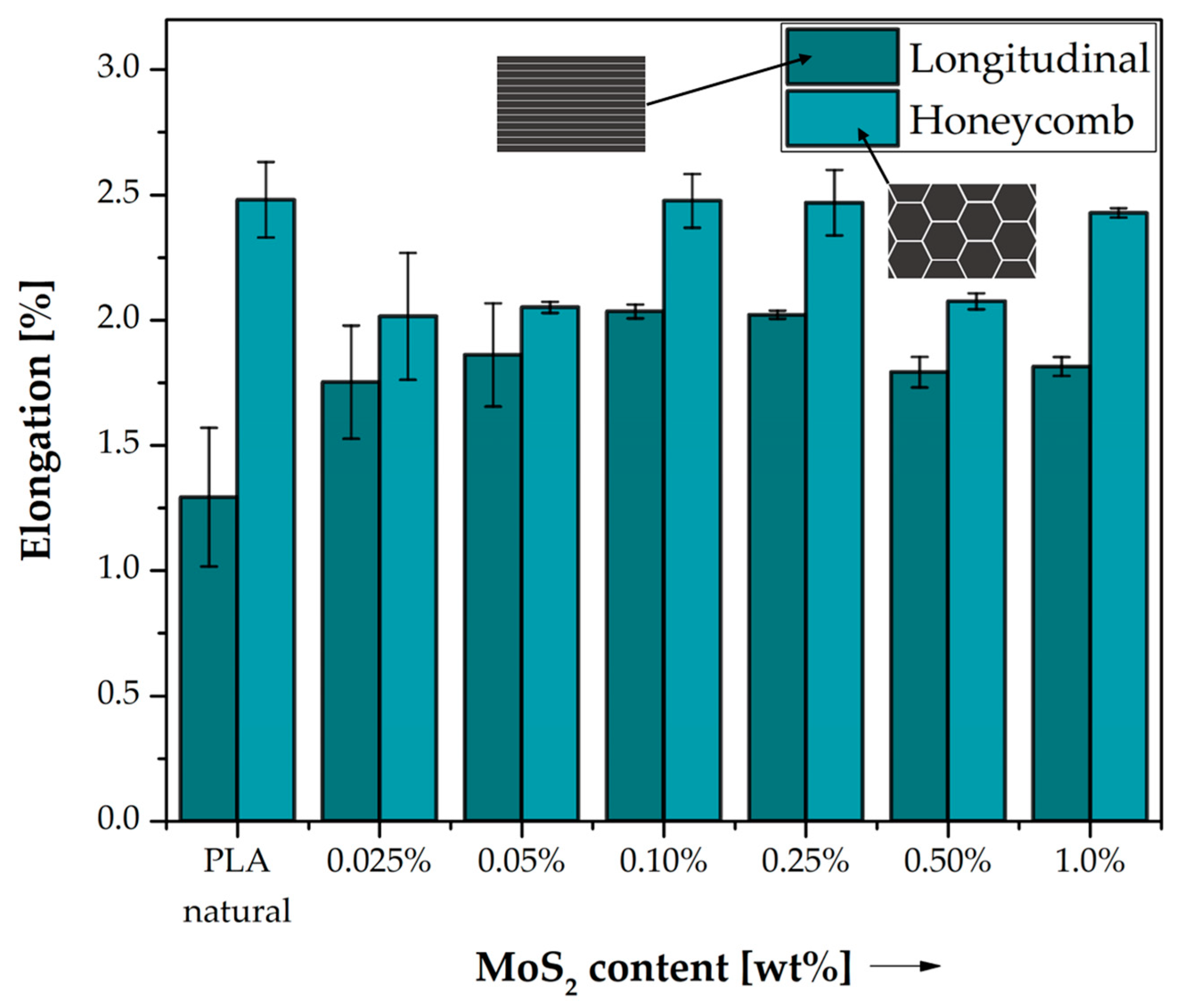
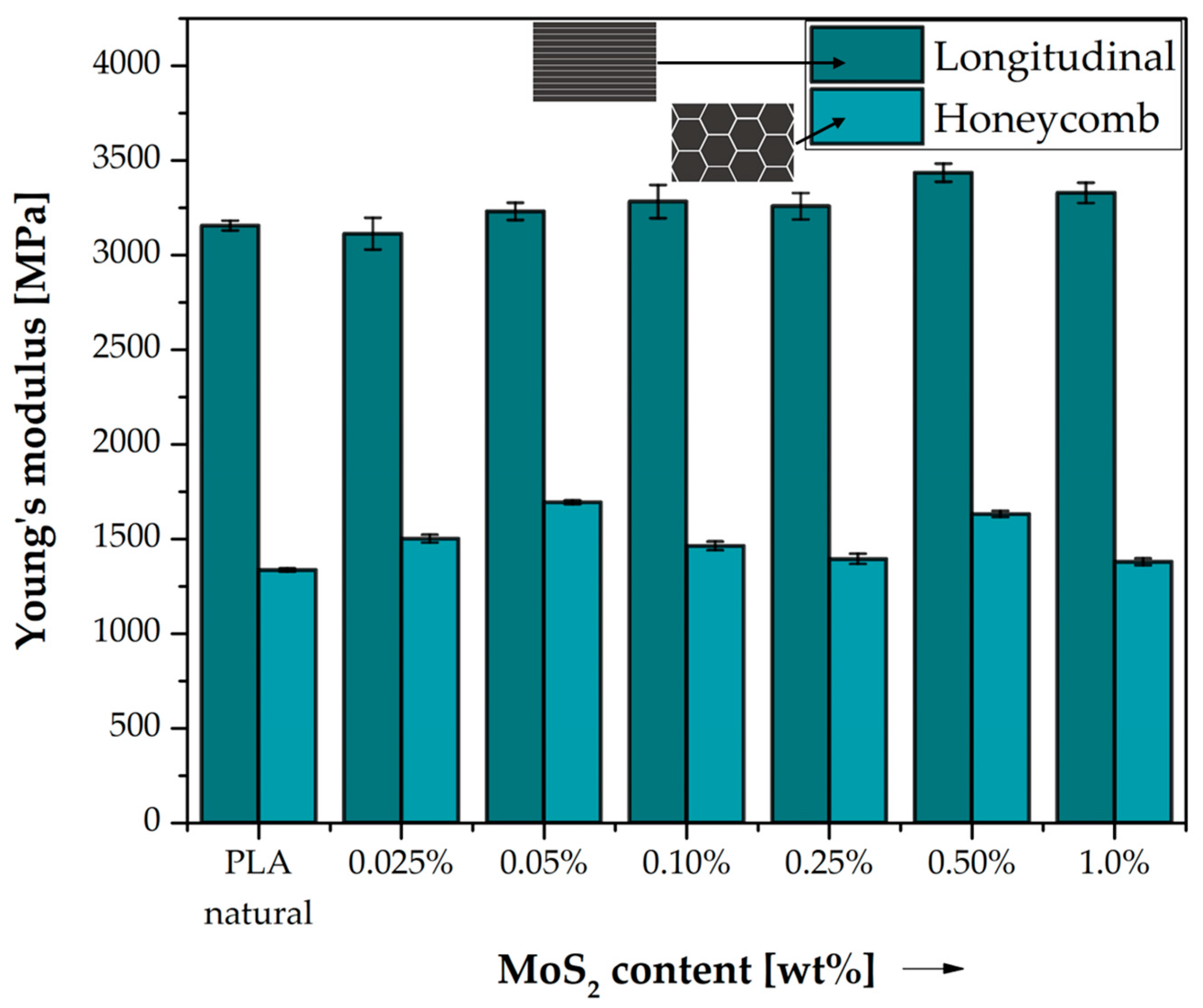
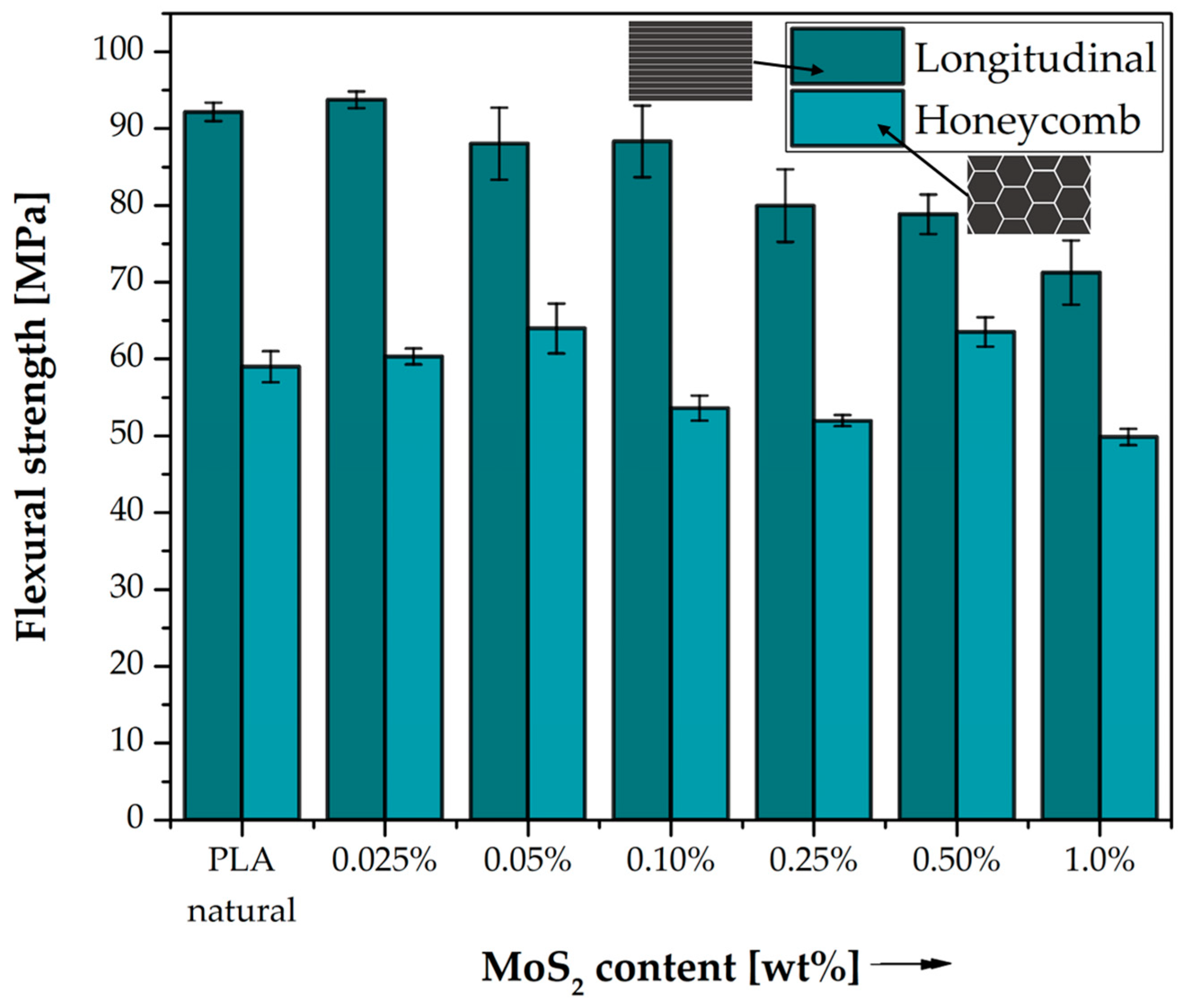
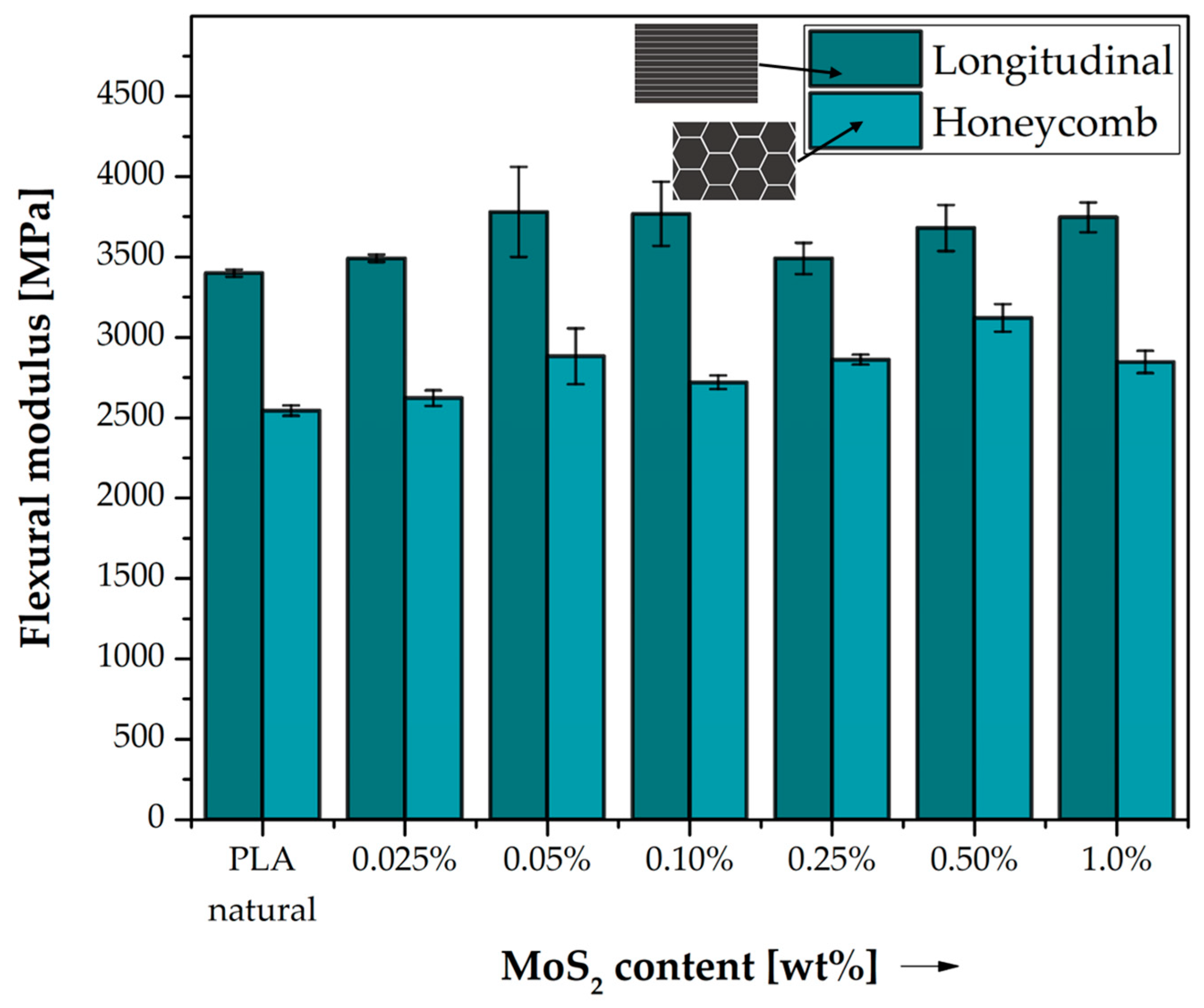
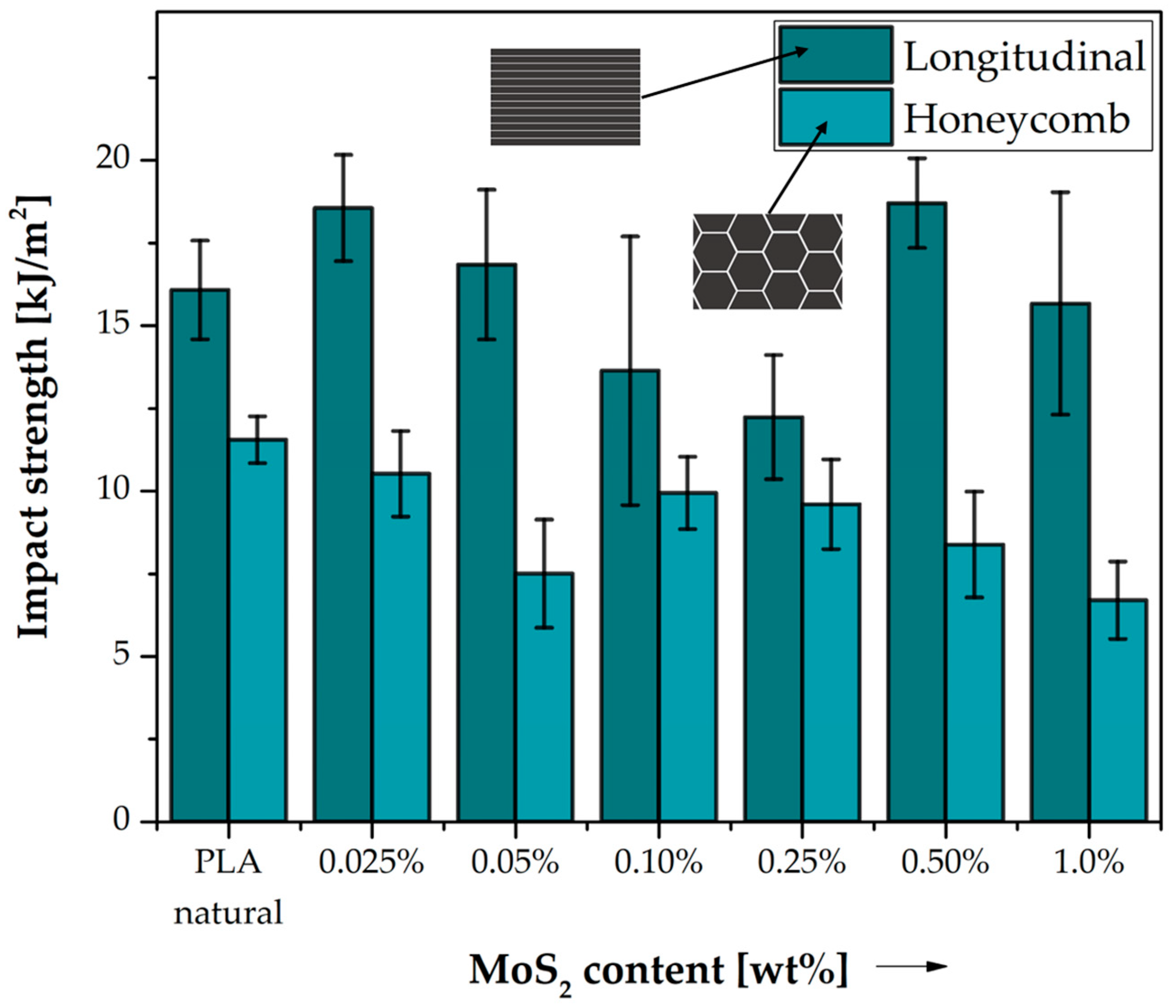
Based on the analyses carried out, it can be concluded that MoS2 is an additive that significantly increased PLA consumption when working with steel but improved other properties of the samples obtained in the 3D printing process, such as tensile strength, elongation at break and Young’s modulus. In addition, MoS2 is also advantageous in terms of material processing as it significantly increases the castability of the material. During bending tests, MoS2 samples obtained lower strength than unmodified PLA. During bending, shearing occurs between the layers of the material. MoS2, due to its layered structure, has low shear strength (in MoS2, only weak interatomic interactions occur between the layers, not strong chemical bonds). It is possible that the addition of MoS2 weakens the material under shear. The addition of MoS2 changed the nature of the DSC curves, which means that it affects the phase transformations in the material and, in particular, the cold crystallization. MoS2 is a frequently used additive that improves the tribological properties of plastics, but in the case of a PLA-based composite, it did not work out favourably. The addition of MoS2 to PLA significantly worsened the abrasion resistance when working with steel. The stick-slip phenomenon was observed during tribological tests. Static and kinetic friction appeared alternately between the sample and the disc. As a result, the cooperation proceeded with high vibrations and frictional resistance. When plastic and metal work together, the plastic is transferred to the metal, creating a thin layer. As a result, there is cooperation between the plastic sample and the layer applied to the disc. As research has shown, the addition of MoS2 increased the strength of PLA. Since the addition of MoS2 increases the cohesive strength of PLA, it is very possible that the addition of MoS2 also increases the force between the layer applied to the metal and the sample, and this causes an increase in frictional resistance and the stick-slip phenomenon. Further research will be continued in the area of improving the lubricating properties of systems based on molybdenum disulphide and graphite. The obtained results prompt us to undertake research on other polymer matrices, such as ABS, PET or polyamide.



 ,
, 



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}