
The Impact of Selected Laser-Marking Parameters and Surface Conditions on White Polypropylene Moldings


Abstract
:
1. Introduction
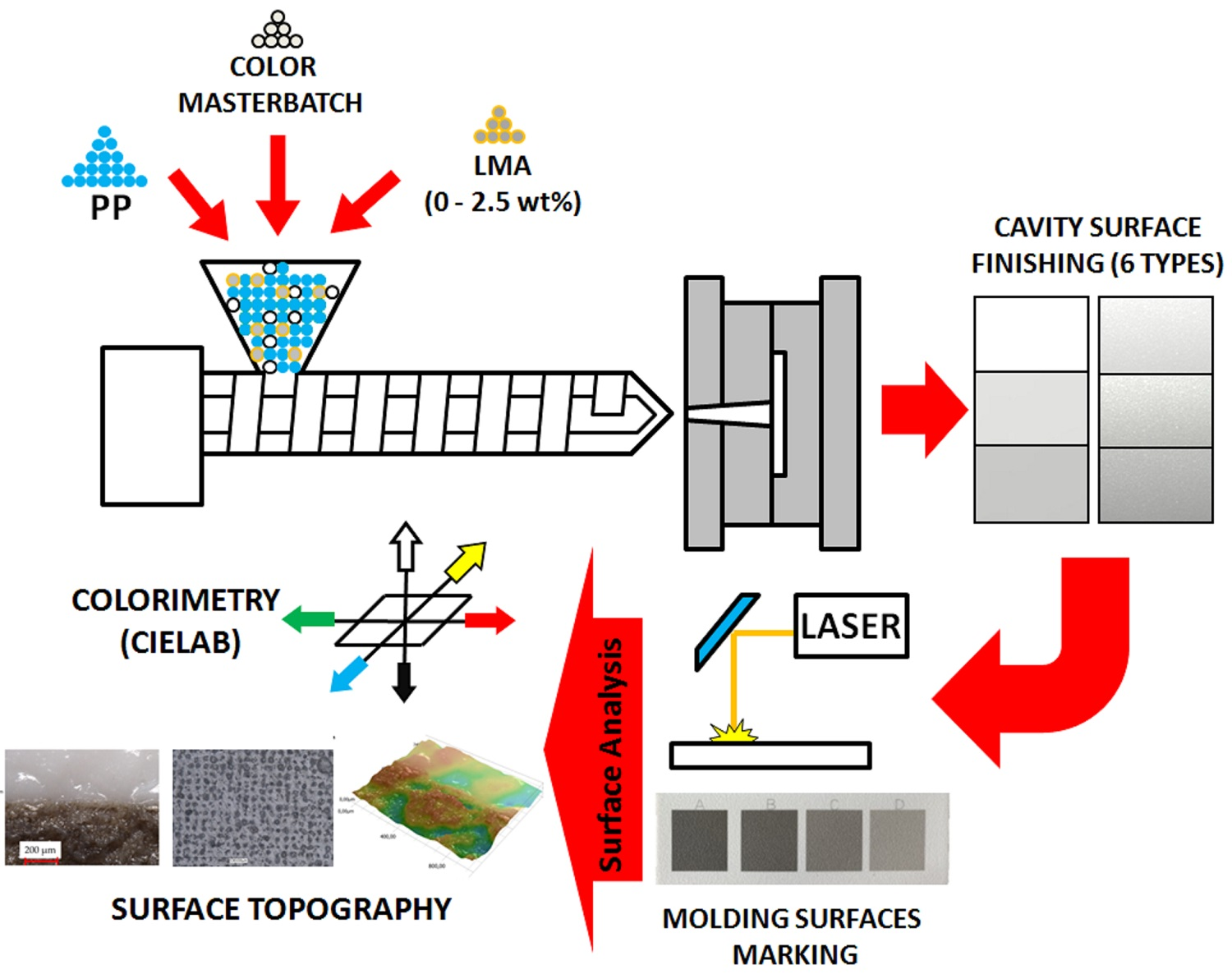
2. Materials and Methods
2.1. Materials
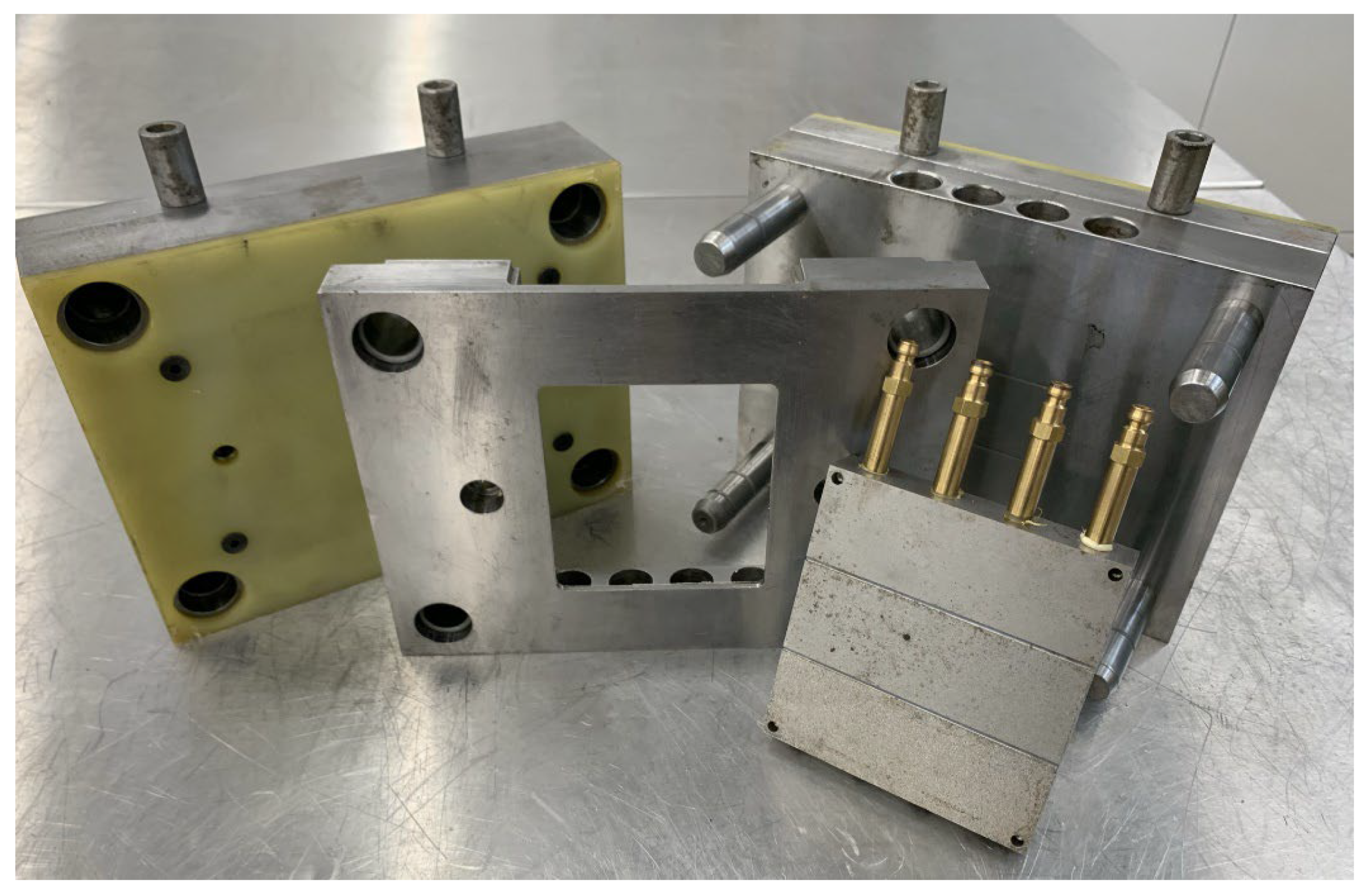
2.2. Samples Preparation
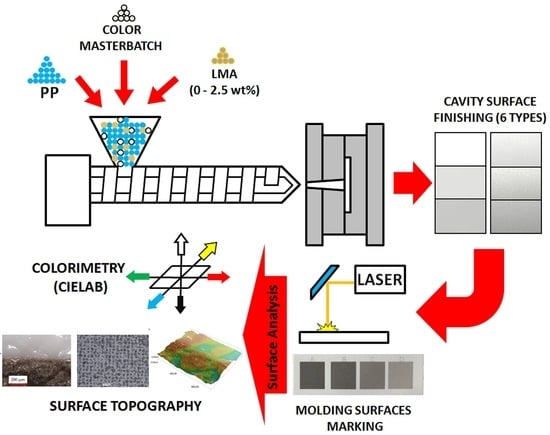
2.3. Laser Marking
2.4. Spectrophotometric Color Analysis
2.5. Surface State Analysis
3. Results
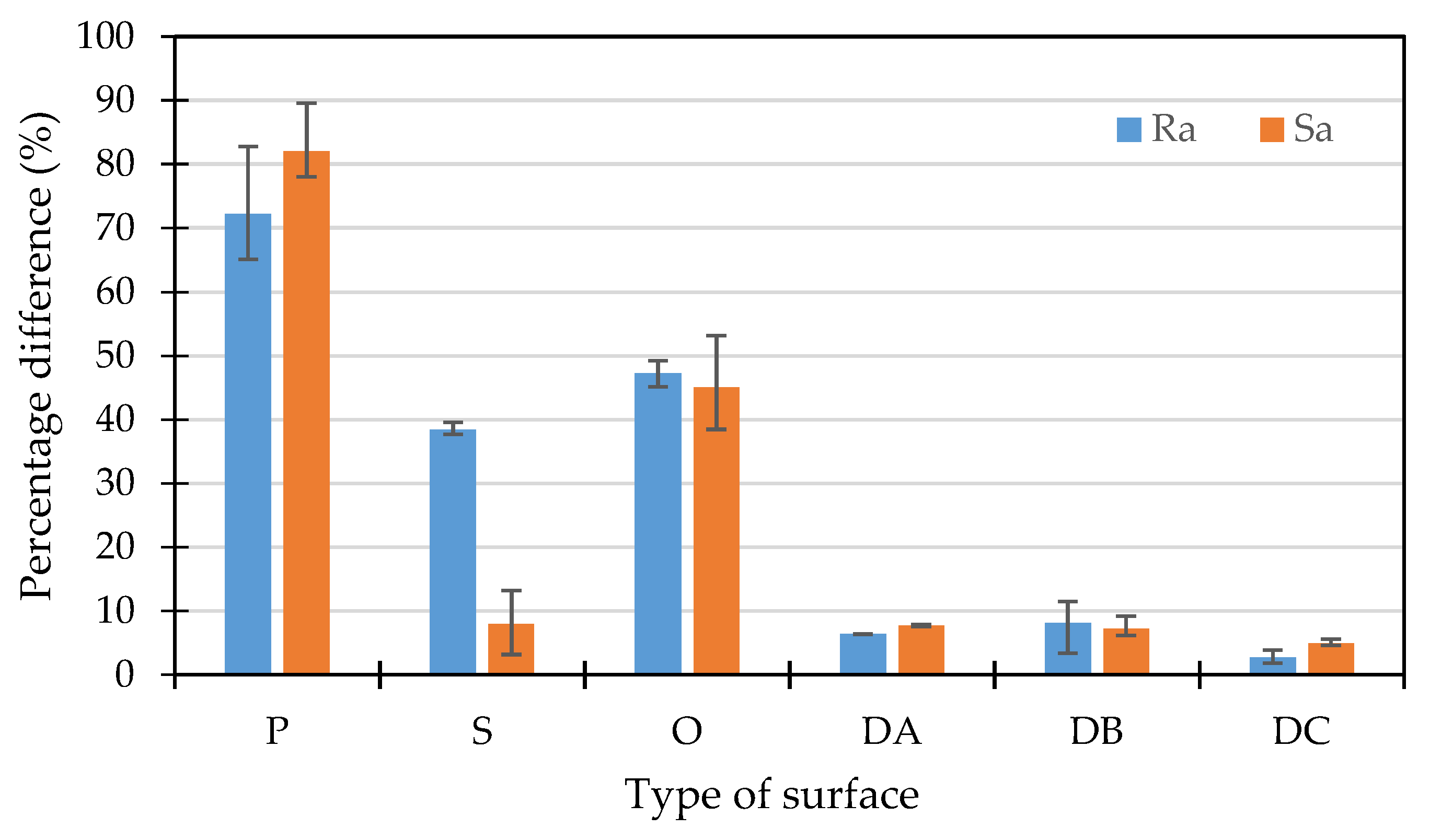
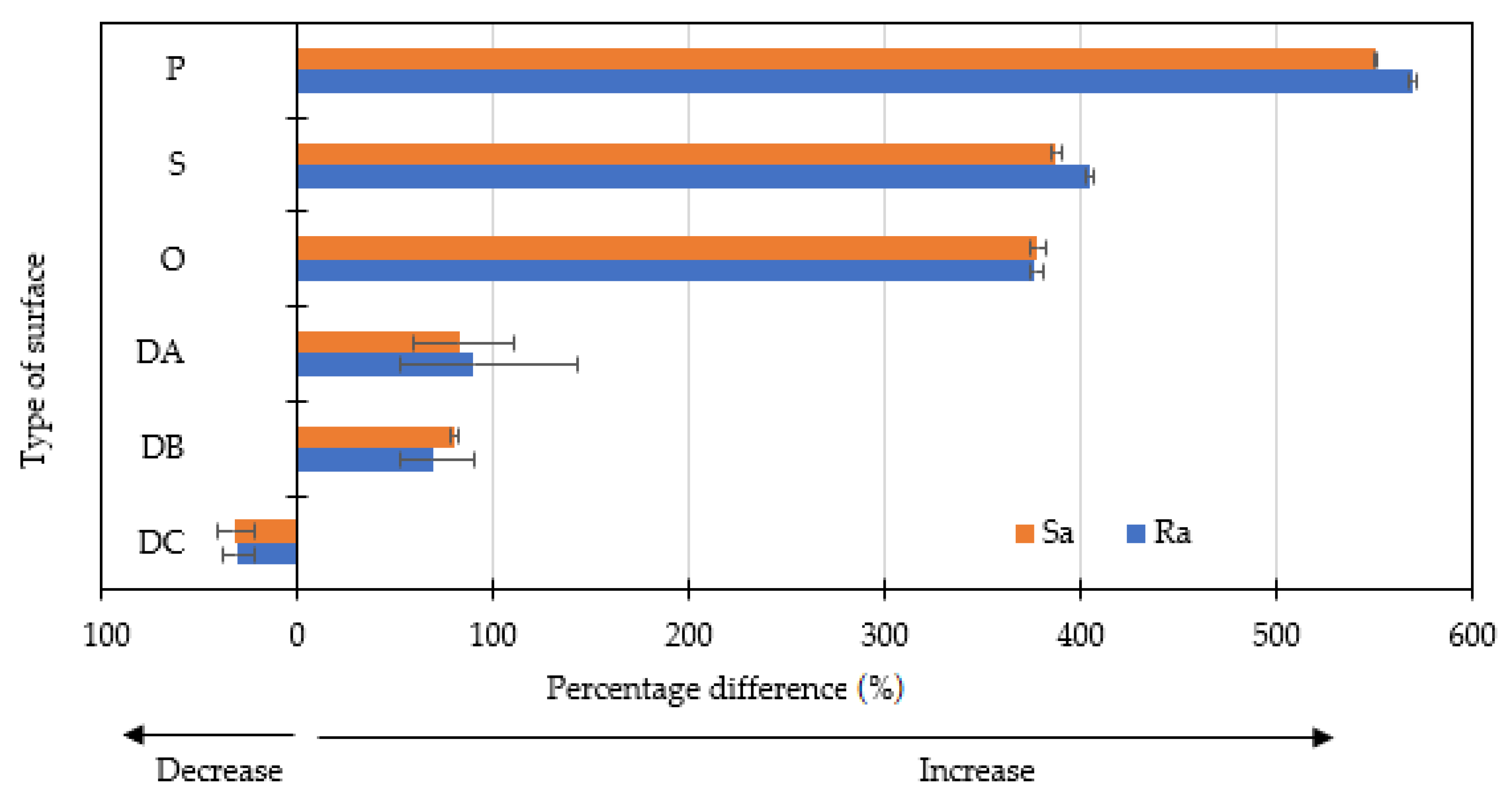
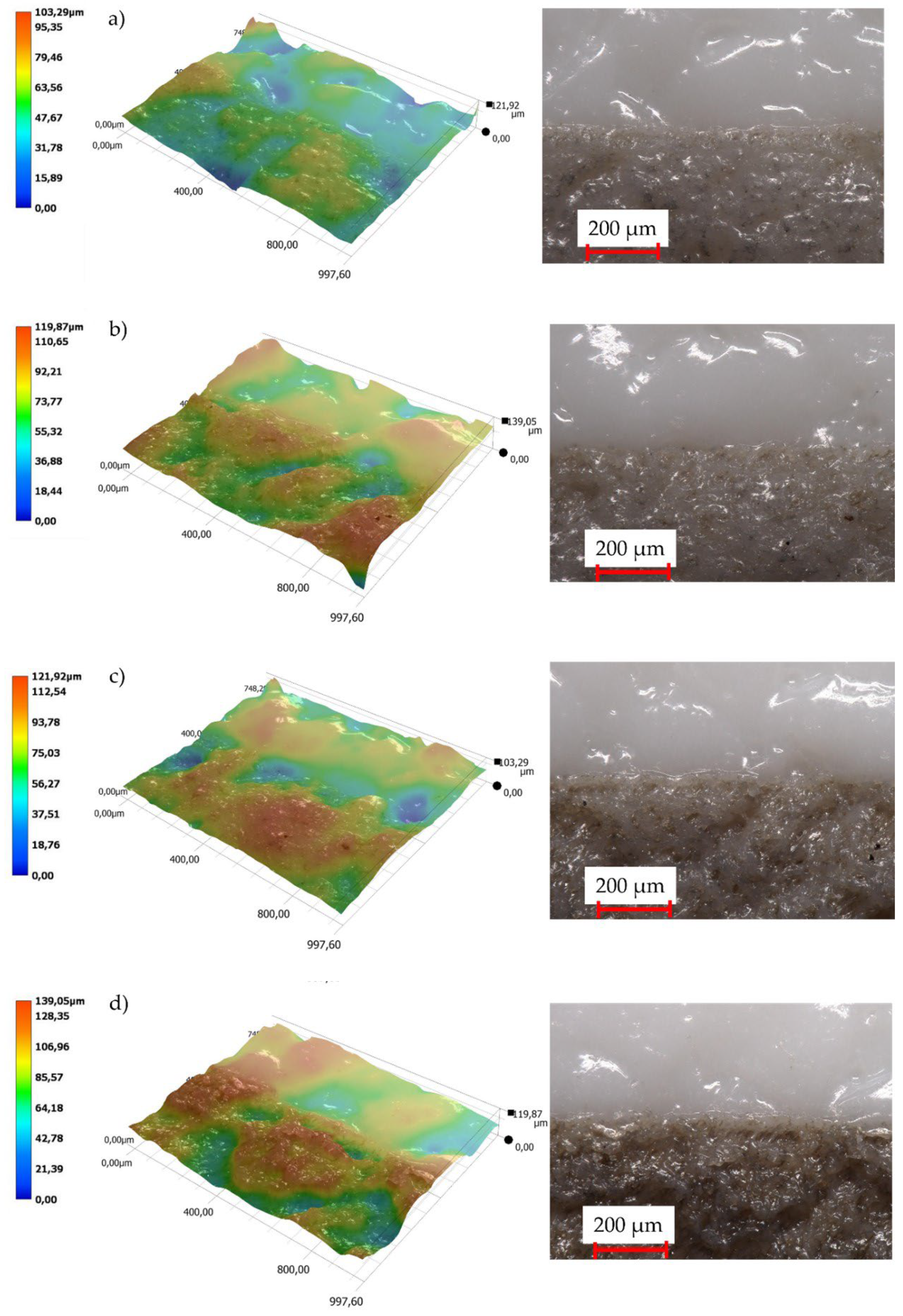
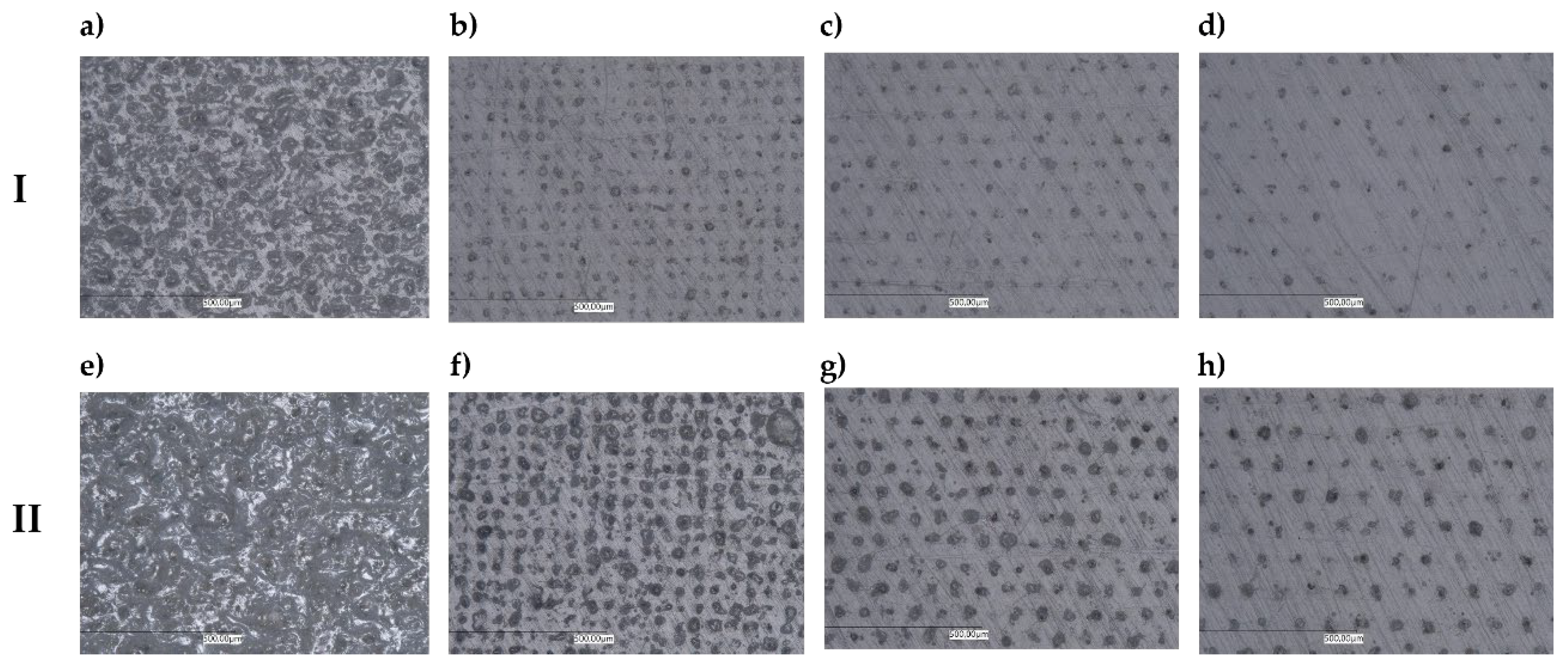
3.1. Analysis of Surface State Parameters
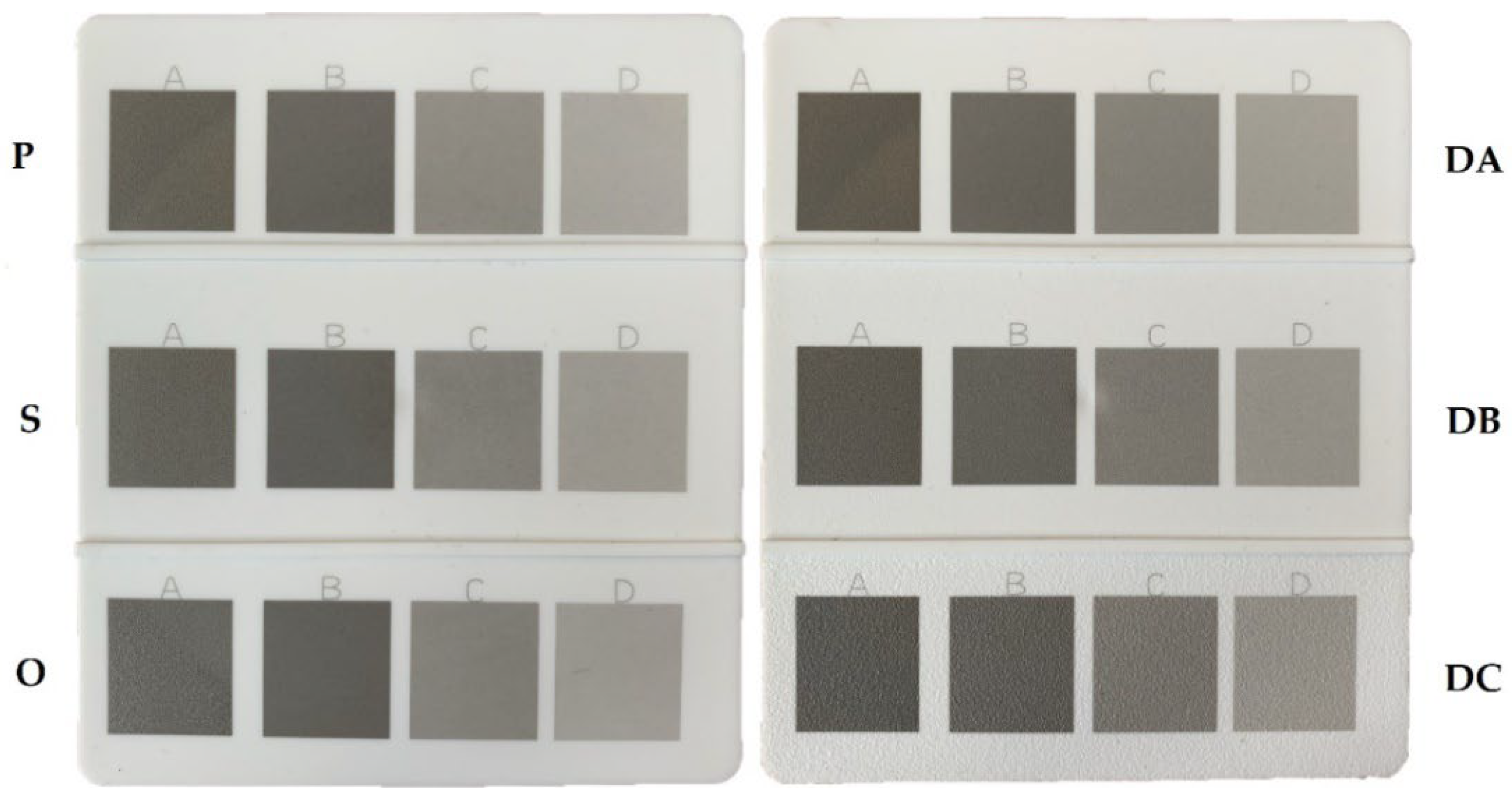
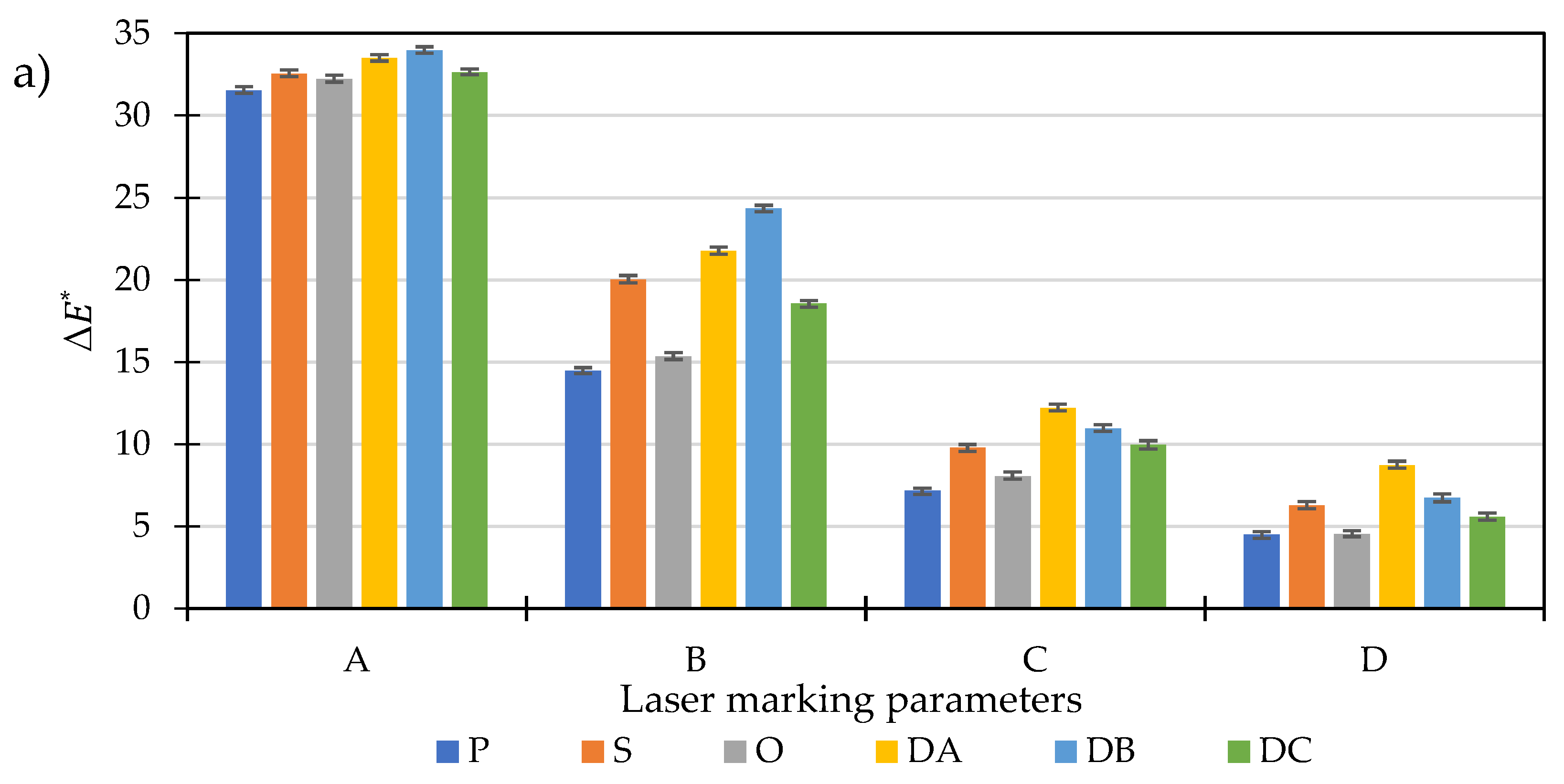
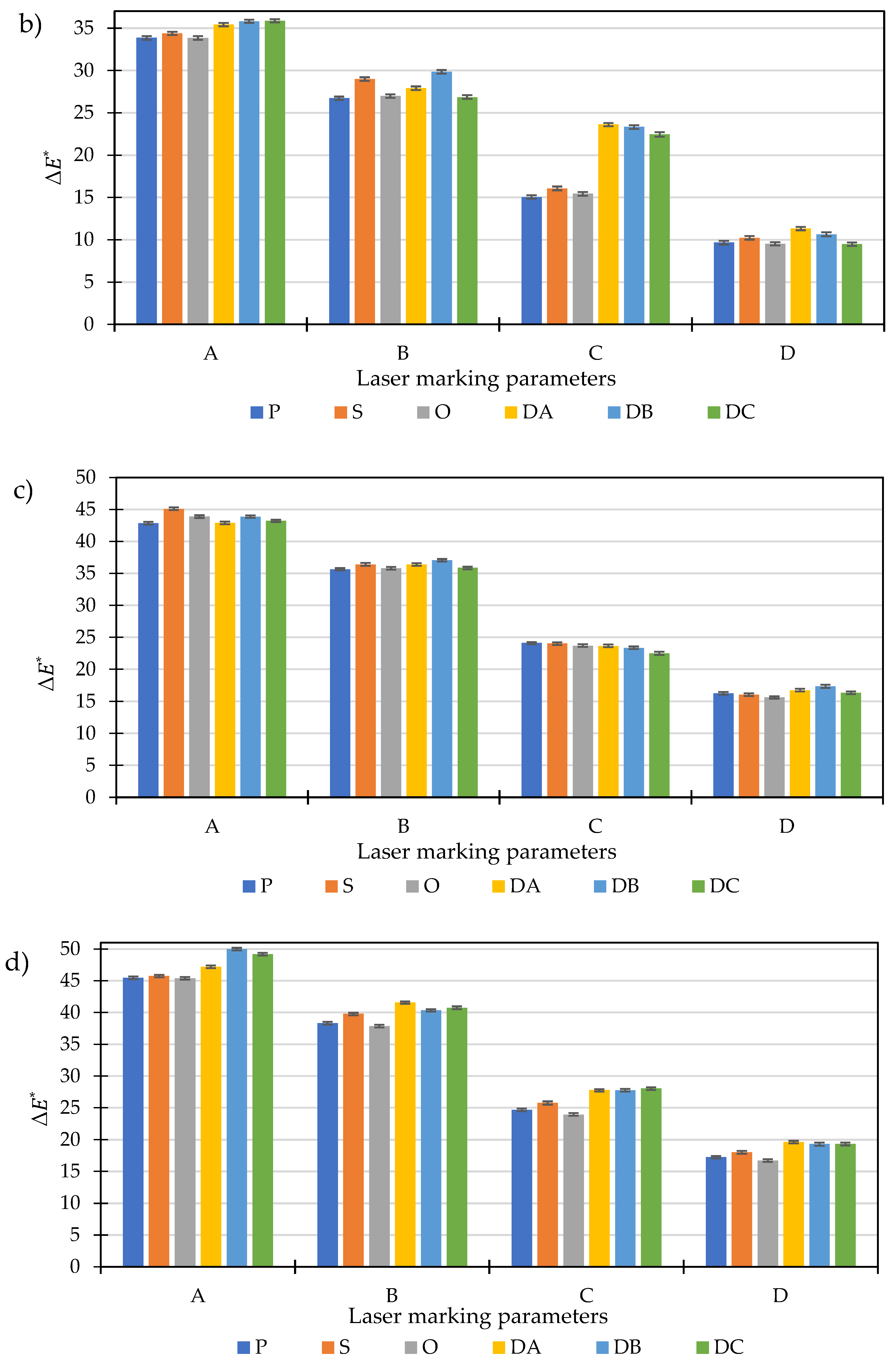
3.2. Color Changes Analysis
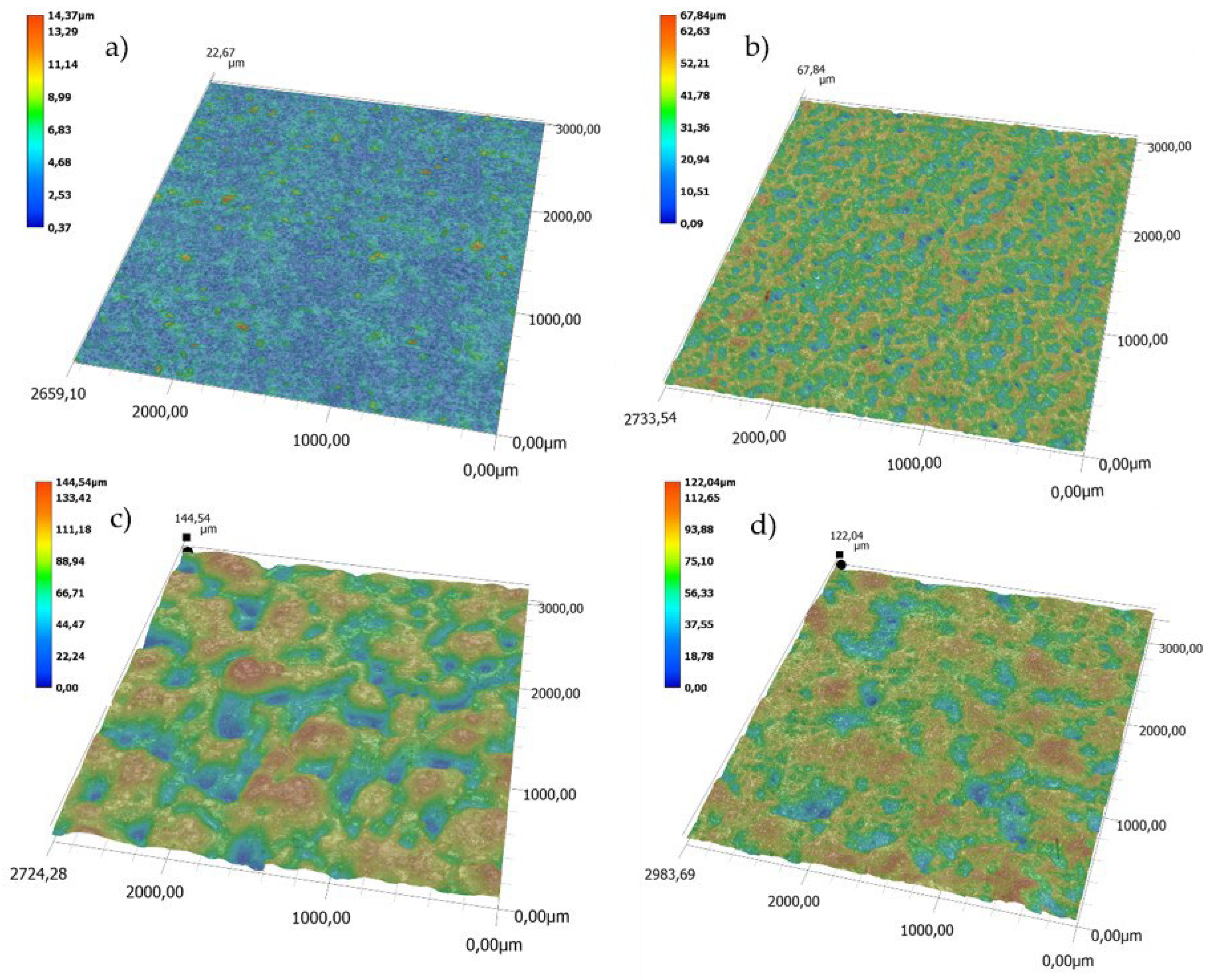
3.3. Laser Surface Modification
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kościuszko, A.; Marciniak, D.; Sykutera, D. Post-Processing Time Dependence of Shrinkage and Mechanical Properties of Injection-Molded Polypropylene. Materials 2021, 14, 22. [Google Scholar] [CrossRef] [PubMed]
- Kosciuszko, A.; Czyżewski, P.; Wajer, L.; Osciak, A.; Bielinski, M. Properties of polypropylene composites filled with microsilica waste. Polimery 2020, 65, 99–104. [Google Scholar] [CrossRef] [Green Version]
- Kościuszko, A.; Czyżewski, P.; Rojewski, M. Modification of Laser Marking Ability and Properties of Polypropylene Using Silica Waste as a Filler. Materials 2021, 14, 6961. [Google Scholar] [CrossRef] [PubMed]
- Barczewski, M.; Mysiukiewicz, O.; Andrzejewski, J.; Matykiewicz, D.; Medycki, D.; Kloziński, A.; Skórczewska, K.; Szostak, M. Thermo-mechanical and mechanical behavior of hybrid isotactic polypropylene glass fiber reinforced composites (GFRC) modified with calcium carbonate (CaCO3). Polym. Eng. Sci. 2020, 60, 1588–1603. [Google Scholar] [CrossRef]
- Sykutera, D.; Bielinski, M. Improving the effectiveness of the mechanical recycling processes of thermoplastics with a porous structure. Polimery 2019, 64, 795–802. [Google Scholar] [CrossRef]
- Park, S.H.; Jo, S.; Kwon, B.; Kim, F.; Ban, H.W.; Lee, J.E.; Gu, D.H.; Lee, S.H.; Hwang, Y.; Kim, J.-S.; et al. High-performance shape-engineerable thermoelectric painting. Nat. Commun. 2016, 7, 13403. [Google Scholar] [CrossRef] [Green Version]
- Czyzewski, P.; Skowroński, Ł.; Sykutera, D.; Rybarczyk, W.; Chorobinski, M.; Bielinski, M. Assessment of the effects of laser marking of surface layer of polypropylene molding. Polimery 2018, 63, 799–806. [Google Scholar] [CrossRef]
- Kiurski, J.; Maric, B.; Adamovic, D.; Mihailovic, A.; Grujic, S.; Oros, I.; Krstic, J. Register of hazardous materials in printing industry as a tool for sustainable development management. Renew. Sustain. Energy Rev. 2012, 16, 660–667. [Google Scholar] [CrossRef]
- Rytlewski, P. Studium Laserowego i Plazmowego Modyfikowania Warstwy Wierzchniej Materiałów Polimerowych; Wydawnictwo UKW: Bydgoszcz, Poland, 2015; ISBN 978-83-8018-017-8. [Google Scholar]
- Dywel, P.; Szczesny, R.; Domanowski, P.; Skowronski, L. Structural and Micromechanical Properties of Nd:YAG Laser Marking Stainless Steel (AISI 304 and AISI 316). Materials 2020, 13, 2168. [Google Scholar] [CrossRef]
- Liang, C.; Wang, H.; Yang, J.; Cai, Y.; Hu, X.; Yang, Y.; Li, B.; Li, H.; Li, H.; Li, C.; et al. Femtosecond Laser-Induced Micropattern and Ca/P Deposition on Ti Implant Surface and Its Acceleration on Early Osseointegration. ACS Appl. Mater. Interfaces 2013, 5, 8179–8186. [Google Scholar] [CrossRef]
- Zhong, W.; Cao, Z.; Qiu, P.; Wu, D.; Liu, C.; Li, H.; Zhu, H. Laser-Marking Mechanism of Thermoplastic Polyure-thane/Bi2O3Composites. ACS Appl. Mater. Interfaces 2015, 7, 24142–24149. [Google Scholar] [CrossRef]
- Zhang, C.; Dai, Y.; Lu, G.; Cao, Z.; Cheng, J.; Wang, K.; Wen, X.; Ma, W.; Wu, D.; Liu, C. Facile Fabrication of High-Contrast and Light-Colored Marking on Dark Thermoplastic Polyurethane Materials. ACS Omega 2019, 4, 20787–20796. [Google Scholar] [CrossRef] [Green Version]
- Penide, J.; Quintero, F.; Riveiro, A.; Fernández, A.; del Val, J.; Comesaña, R.; Lusquiños, F.; Pou, J. High contrast laser marking of alumina. Appl. Surf. Sci. 2015, 336, 118–128. [Google Scholar] [CrossRef]
- Zhang, J.; Zhou, T.; Wen, L.; Zhao, J.; Zhang, A. A Simple Way to Achieve Legible and Local Controllable Patterning for Polymers Based on a Near-Infrared Pulsed Laser. ACS Appl. Mater. Interfaces 2016, 8, 1977–1983. [Google Scholar] [CrossRef]
- Mohebbi, A.; Mighri, F.; Ajji, A.; Rodrigue, D. Current Issues and Challenges in Polypropylene Foaming: A Review. Cell. Polym. 2015, 34, 299–338. [Google Scholar] [CrossRef]
- Noor, Y.M.; Tam, S.; Lim, L.; Jana, S. A review of the Nd: YAG laser marking of plastic and ceramic IC packages. J. Mater. Process. Technol. 1994, 42, 95–133. [Google Scholar] [CrossRef]
- Scardaci, V.; Sun, Z.; Wang, F.; Rozhin, A.G.; Hasan, T.; Hennrich, F.; White, I.H.; Milne, W.I.; Ferrari, A.C. Carbon Nanotube Polycarbonate Composites for Ultrafast Lasers. Adv. Mater. 2008, 20, 4040–4043. [Google Scholar] [CrossRef]
- Zelenska, K.; Zelensky, S.; Poperenko, L.; Kanev, K.; Mizeikis, V.; Gnatyuk, V. Thermal mechanisms of laser marking in transparent polymers with light-absorbing microparticles. Opt. Laser Technol. 2016, 76, 96–100. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Wang, A.H.; Weng, Z.K.; Xia, H.B. Laser transmission welding of Clearweld-coated polyethylene glycol tereph-thalate by incremental scanning technique. Opt. Laser. Technol. 2016, 80, 153–161. [Google Scholar] [CrossRef]
- Cheng, J.; You, X.; Cao, Z.; Wu, D.; Liu, C.; Pu, H. Effective Control of Laser-Induced Carbonization Using Low-Density Polyethylene/Polystyrene Multilayered Structure via Nanolayer Coextrusion. Macromol. Mater. Eng. 2019, 304, 1800726. [Google Scholar] [CrossRef]
- Riveiro, A.; Soto, R.; del Val, J.; Comesaña, R.; Boutinguiza, M.; Quintero, F.; Lusquiños, F.; Pou, J. Texturing of polypropylene (PP) with nanosecond lasers. Appl. Surf. Sci. 2016, 374, 379–386. [Google Scholar] [CrossRef]
- Cao, Z.; Lu, G.; Gao, H.; Xue, Z.; Luo, K.; Wang, K.; Cheng, J.; Guan, Q.; Liu, C.; Luo, M. Preparation and Laser Marking Properties of Poly(propylene)/Molybdenum Sulfide Composite Materials. ACS Omega 2021, 6, 9129–9140. [Google Scholar] [CrossRef]
- Sabreen, S.R. New Technologies for High-Speed Color Laser Marking of Plastics; Peterson Publication; Plastics Decorating Magazine: Topeka, KS, USA, 2005. [Google Scholar]
- Liu, C.; Lu, Y.; Xiong, Y.; Zhang, Q.; Shi, A.; Wu, D.; Liang, H.; Chen, Y.; Liu, G.; Cao, Z. Recognition of laser-marked quick response codes on polypropylene surfaces. Polym. Degrad. Stab. 2018, 147, 115–122. [Google Scholar] [CrossRef]
- Cheng, J.; Zhou, J.; Zhang, C.; Cao, Z.; Wu, D.; Liu, C.; Zou, H. Enhanced laser marking of polypropylene induced by “core-shell” ATO@PI laser-sensitive composite. Polym. Degrad. Stab. 2019, 167, 77–85. [Google Scholar] [CrossRef]
- Wen, L.; Zhou, T.; Zhang, J.; Zhang, A. Local Controllable Laser Patterning of Polymers Induced by Graphene Material. ACS Appl. Mater. Interfaces 2016, 8, 28077–28085. [Google Scholar] [CrossRef]
- Yang, J.; Xiang, M.; Zhu, Y.; Yang, Z.; Ou, J. Influences of carbon nanotubes/polycarbonate composite on enhanced local laser marking properties of polypropylene. Polym. Bull. 2022, 29, 1–13. [Google Scholar] [CrossRef]
- Zhou, J.; Cheng, J.; Zhang, C.; Wu, D.; Liu, C.; Cao, Z. Controllable Black or White laser patterning of polypropylene induced by carbon nanotubes. Mater. Today Commun. 2020, 24, 100978. [Google Scholar] [CrossRef]
- Czyżewski, P.; Sykutera, D.; Bieliński, M.; Troszyński, A. The Impact of Laser Radiation on Polypropylene Molded Pieces Depending on Their Surface Conditions. Polymers 2019, 11, 1660. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameter | Value |
|---|---|
| Extrusion head temperature (°C) | 200 |
| Temperature of the plasticizing unit zones (°C) | I-135, II-180, III-200, IV-200 |
| Screw rotation speed (rpm/min) | 140 |
| Process Parameters | Value |
|---|---|
| Feed zone temperature (°C) | 200 |
| Transition zone temperature (°C) | 210 |
| Metering zone temperature (°C) | 230 |
| Nozzle temperature (°C) | 230 |
| Injection mold temperature (°C) | 20 |
| Holding time (s) | 6 |
| Cooling time (s) | 16 |
| Injection time (s) | 0.68 |
| Injection pressure (MPa) | 78.75 |
| Holding pressure (MPa) | 7.5 |
| Process Parameters | Value | |||
|---|---|---|---|---|
| Mode of work | pulse | |||
| Wavelength (nm) | 1064 | |||
| Pulse frequency (kHz) | 15 | |||
| Efficiency (%) | 100 | |||
| Head velocity (mm/s) | 450 | 750 | 1050 | 1350 |
| Path width (mm) | 0.03 | 0.05 | 0.07 | 0.09 |
| Energy density (J/mm2) | 0.37 | 0.13 | 0.07 | 0.04 |
| Description of marked area | A | B | C | D |
| Surface Type | Sign. | Surface of Cavity | Surface of Molding | ||||
|---|---|---|---|---|---|---|---|
| Ra (μm) | Sa (μm) | VDI 3400 | Ra (μm) | Sa (μm) | VDI 3400 | ||
| Polishing | P | 0.36 ± 0.07 | 0.39 ± 0.03 | CH 12 | 0.62 ± 0.09 | 0.71 ± 0.04 | CH 18 |
| Grinding | S | 0.52 ± 0.09 | 0.75 ± 0.03 | CH 15 | 0.72 ± 0.12 | 0.81 ± 0.07 | CH 18 |
| Honing | O | 0.55 ± 0.04 | 0.71 ± 0.07 | CH 15 | 0.81 ± 0.07 | 1.03 ± 0.05 | CH 19 |
| DA | 2.51 ± 0.17 | 2.98 ± 0.08 | CH 29 | 2.67 ± 0.18 | 3.21 ± 0.09 | CH 29 | |
| EDM | DB | 4.91 ± 0.41 | 5.84 ± 0.25 | CH 34 | 6.12 ± 0.63 | 6.26 ± 0.21 | CH 36 |
| DC | 13.89 ± 1.77 | 14.94 ± 0.41 | CH 44 | 14.27 ± 15.68 | 15.68 ± 0.48 | CH 44 | |
| Surface Type | Sign. | LMA Content | |||||
|---|---|---|---|---|---|---|---|
| 0 wt% | 2.5 wt% | ||||||
| Ra (μm) | Sa (μm) | VDI 3400 | Ra (μm) | Sa (μm) | VDI 3400 | ||
| Polishing | P | 0.82 ± 0.08 | 0.91 ± 0.05 | CH 12 | 5.49 ± 0.47 | 5.92 ± 0.24 | CH 35 |
| Grinding | S | 1.26 ± 0.17 | 1.34 ± 0.07 | CH 15 | 6.35 ± 0.62 | 6.53 ± 0.31 | CH 37 |
| Honing | O | 0.94 ± 0.16 | 0.99 ± 0.09 | CH 15 | 4.48 ± 0.35 | 4.73 ± 0.18 | CH 33 |
| DA | 2.13 ± 0.21 | 2.27 ± 0.12 | CH 27 | 4.04 ± 0.47 | 4.15 ± 0.13 | CH 33 | |
| EDM | DB | 5.72 ± 0.49 | 6.02 ± 0.24 | CH 36 | 9.67 ± 0.94 | 10.83 ± 0.61 | CH 41 |
| DC | 15.67 ± 2.21 | 17.08 ± 0.87 | CH 44 | 10.78 ± 1.21 | 11.56 ± 0.51 | CH 42 | |
| wt (%) | ΔL* | Δa* | Δb* | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sign. | Laser Beam Parameters | Laser Beam Parameters | Laser Beam Parameters | ||||||||||
| A | B | C | D | A | B | C | D | A | B | C | D | ||
| 0 | P | 31.35 | 14.29 | 7.01 | 4.34 | 1.52 | 0.93 | 0.49 | 0.29 | 1.91 | 1.44 | 0.93 | 0.71 |
| S | 32.55 | 20.05 | 9.81 | 6.32 | 1.54 | 1.14 | 0.67 | 0.45 | 1.58 | 1.04 | 0.91 | 0.64 | |
| O | 32.51 | 15.58 | 8.32 | 4.81 | 1.44 | 0.97 | 0.58 | 0.36 | 1.37 | 1.32 | 1.01 | 0.66 | |
| DA | 33.22 | 21.51 | 11.96 | 8.5 | 1.57 | 1.2 | 0.74 | 0.54 | 1.85 | 1.18 | 0.81 | 0.62 | |
| DB | 33.99 | 24.39 | 11.01 | 6.79 | 1.44 | 1.18 | 0.71 | 0.44 | 1.09 | 0.6 | 0.66 | 0.44 | |
| DC | 32.88 | 18.82 | 10.21 | 5.83 | 1.54 | 1.05 | 0.66 | 0.36 | 1.72 | 1.02 | 0.9 | 0.72 | |
| 2.5 | P | 44.77 | 37.78 | 24.07 | 16.64 | 2.34 | 1.76 | 1.49 | 1.14 | 3.72 | 0.87 | 1.64 | 1.43 |
| S | 45.01 | 39.13 | 25.06 | 17.29 | 2.07 | 1.7 | 1.52 | 1.17 | 2.64 | 0.38 | 1.45 | 1.23 | |
| O | 44.97 | 37.47 | 23.49 | 16.25 | 1.93 | 1.72 | 1.47 | 1.16 | 1.36 | 0.43 | 1.31 | 1.31 | |
| DA | 46.77 | 41.61 | 27.79 | 19.61 | 3.18 | 2.07 | 1.77 | 1.45 | 6.51 | 2.16 | 2.13 | 2.03 | |
| DB | 49.74 | 40.35 | 27.69 | 19.17 | 2.56 | 1.62 | 1.66 | 1.38 | 4.52 | 0.9 | 1.82 | 2.19 | |
| DC | 48.97 | 40.57 | 27.82 | 19.05 | 2.01 | 1.74 | 1.71 | 1.38 | 1.92 | 0.88 | 1.92 | 1.93 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Czyżewski, P.; Sykutera, D.; Rojewski, M. The Impact of Selected Laser-Marking Parameters and Surface Conditions on White Polypropylene Moldings. Polymers 2022, 14, 1879. https://doi.org/10.3390/polym14091879
Czyżewski P, Sykutera D, Rojewski M. The Impact of Selected Laser-Marking Parameters and Surface Conditions on White Polypropylene Moldings. Polymers. 2022; 14(9):1879. https://doi.org/10.3390/polym14091879
Chicago/Turabian StyleCzyżewski, Piotr, Dariusz Sykutera, and Mateusz Rojewski. 2022. "The Impact of Selected Laser-Marking Parameters and Surface Conditions on White Polypropylene Moldings" Polymers 14, no. 9: 1879. https://doi.org/10.3390/polym14091879
APA StyleCzyżewski, P., Sykutera, D., & Rojewski, M. (2022). The Impact of Selected Laser-Marking Parameters and Surface Conditions on White Polypropylene Moldings. Polymers, 14(9), 1879. https://doi.org/10.3390/polym14091879