
Changing the Paradigm-Controlling Polymer Morphology during 3D Printing Defines Properties

 ,
, 
 , , ,
, , , 
 and
and 
Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
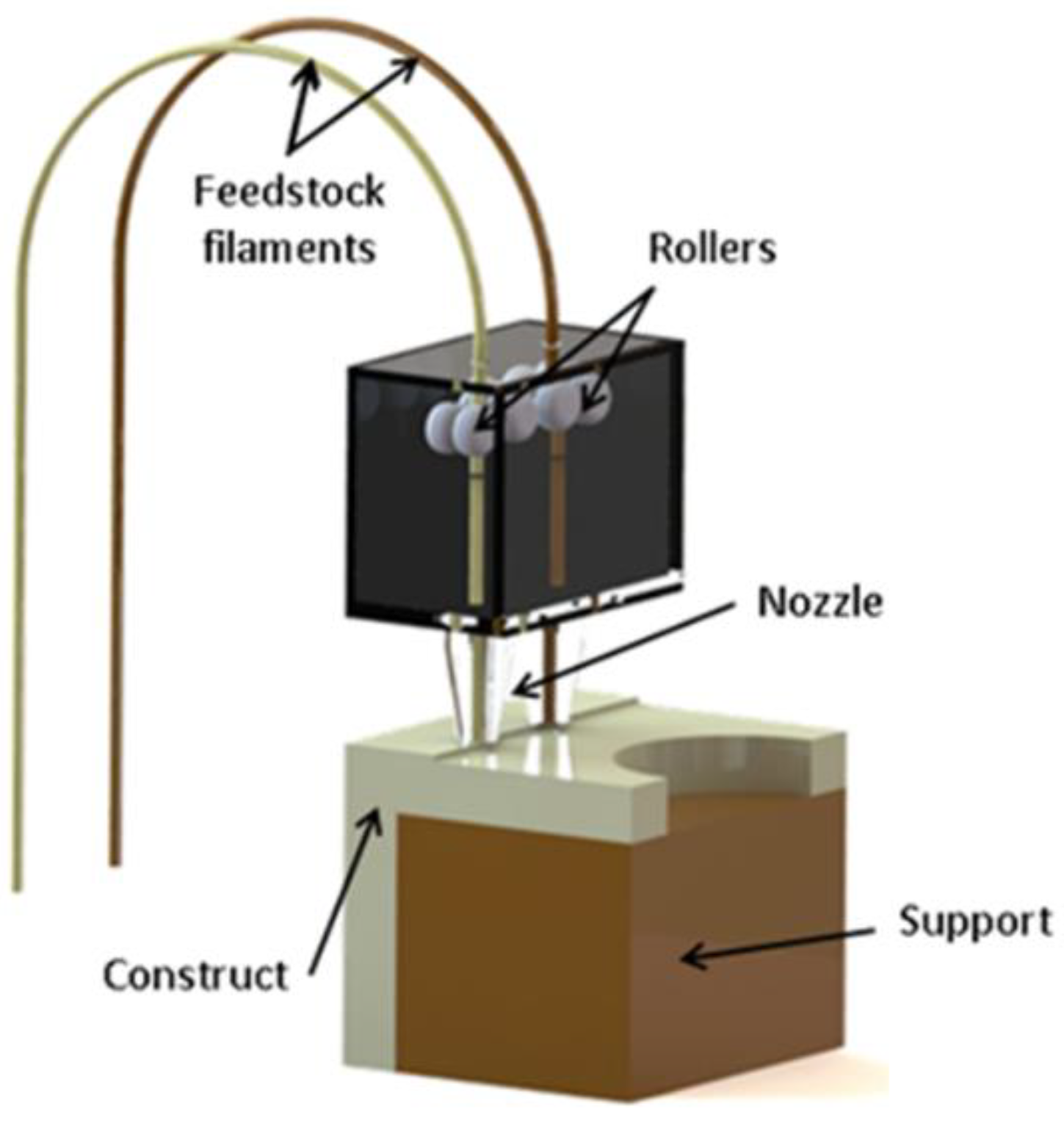
2. Three-Dimensional Printing
3. Materials and Methods
4. Results and Discussion
4.1. Thermal Analysis
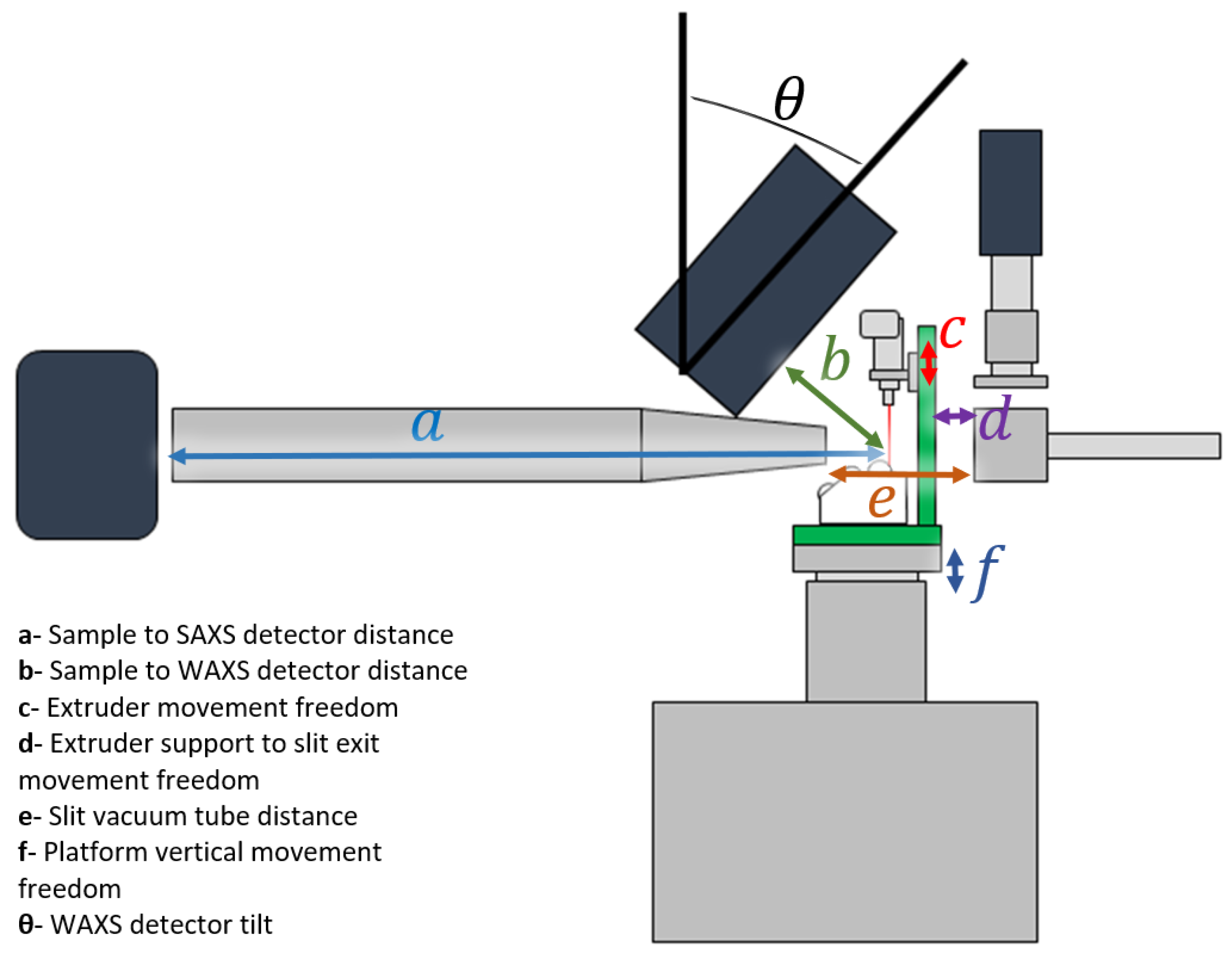
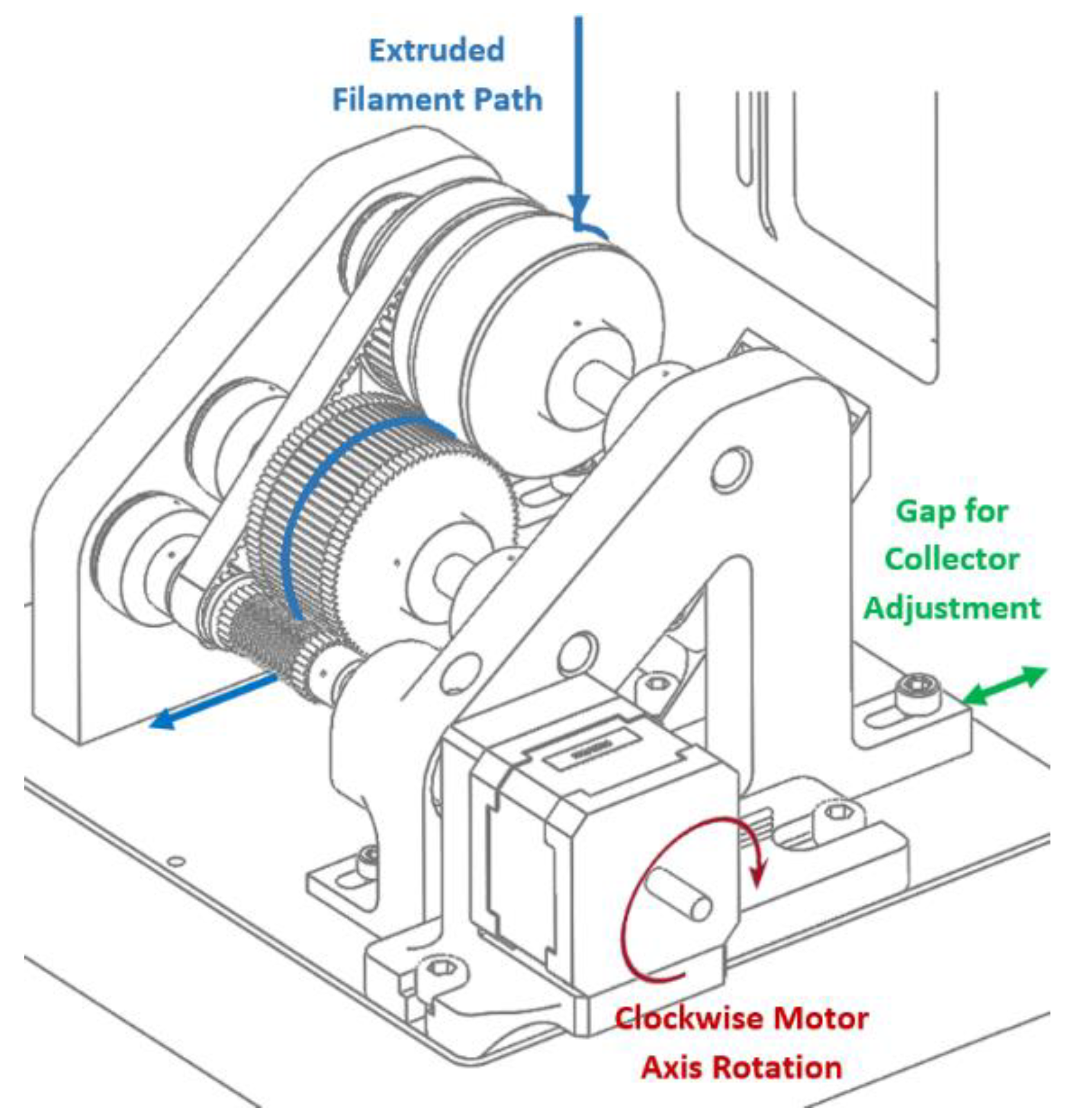
4.2. Three-Dimensional Printer
- The boundaries of the mounting platform;
- The operability at the beamline;
- The process stability;
- The extruder and collector positioning;
- The range of extrusion rate;
- The thermal insulation.
4.3. Three-Dimensional Printer Evaluation
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: Berlin/Heidelberg, Germany, 2015; ISBN 978-1-4939-2113-3. [Google Scholar]
- Rezaie, R.; Badrossamay, M.; Ghaie, A.; Moosavi, H. Topology optimization for fused deposition modelling process. Proc. CIRP 2013, 6, 521–526. [Google Scholar] [CrossRef] [Green Version]
- Chua, C.K.; Leong, K.F.; Lim, C.S. Rapid Prototyping: Principles and Applications; World Scientific: Singapore, 2003; p. 124. ISBN 9789812381170. [Google Scholar]
- Almeida, H.A.; Bártolo, P.J.; Mota, C.M.; Mateus, A. Processo e Equipamento de Fabrico Rápido por Bioextrusão. Portuguese Patent 104247, 4 March 2010. [Google Scholar]
- Annappa, V.; Gaspar, F.; Mateus, A.; Vitorino, J. 3D Printing for Construction Using Stone Sludge. In Sustainability and Automation in Smart Constructions: Proceedings of the International Conference on Automation Innovation in Construction (CIAC-2019), Leiria, Portugal; Rodrigues, H., Gaspar, F., Fernandes, P., Mateus, A., Eds.; Springer International Publishing: Berlin/Heidelberg, Germany, 2019; ISBN 978-3-030-35533-3. [Google Scholar]
- Wu, G.; Langrana, N.A.; Sadanji, R.; Danforth, S. Solid freeform fabrication of metal components using fused deposition of metals. Mater. Des. 2002, 23, 97–105. [Google Scholar] [CrossRef]
- Tojeira, A.; Biscaia, S.S.; Viana, T.Q.; Sousa, I.S.; Mitchell, G.R. Controlling Morphology in 3-D Printing. In Controlling the Morphology of Polymers: Multiple Scales of Structure and Processing; Springer: Berlin/Heidelberg, Germany, 2016; ISBN 978-3-319-39320-9. [Google Scholar]
- De Vicente, J. Viscoelasticity: From Theory to Biological Applications; BoD—Books on Demand: Norderstedt, Germany, 2012; pp. 1–372. [Google Scholar]
- Rubinstein, M.; Colby, R. Polymer Physics; Oxford University Press: Oxford, UK, 2003; Chapter 9; ISBN 019852059X. [Google Scholar]
- Mitchell, G.R.; Windle, A.H. Orientation in Liquid Crystal Polymers. In Developments in Crystalline Polymers; Bassett, D.C., Ed.; Springer: Dordrecht, The Netherlands, 1988. [Google Scholar] [CrossRef]
- Zhang, T.; Wayne Johnson, T.; Farrell, B.; St Lawrence, M. Advanced Packaging Using Liquid Crystalline Polymer (LCP) Substrates. In Proceedings of the International Symposium on Microelectronics, Denver, CO, USA, 4–6 September 2002. [Google Scholar]
- Pople, J.A.; Mitchell, G.R.; Chai, C.K. In-situ time-resolving wide-angle X-ray scattering study of crystallization from sheared polyethylene melts. Polymer 1996, 37, 4187–4191. [Google Scholar] [CrossRef]
- Mitchell, G.R.; Tojeira ADuraccio, D.; Pezzuto, M.; Silvestre, C.; Holt JOlley, R.H.; Peace, M.H.K.; Harris, P. Nanocomposites: Controlling the morphology of polymers on multiple scales. In Proceedings of the International Conference on Advanced Polymeric Materials Proceedings, Mahatma Ghandi University, Kottayam, India, 11–13 October 2013. [Google Scholar]
- An, Y.; Holt, J.J.; Mitchell, G.R.; Vaughan, A.S. Influence of molecular composition on the development of microstructure from sheared polyethylene melts: Molecular and lamellar templating. Polymer 2006, 47, 5643–5656. [Google Scholar] [CrossRef]
- Ghodbane, S.A.; Murthy, N.S.; Dunn, M.G.; Kohn, J. Achieving molecular orientation in thermally extruded 3D printed objects. Biofabrication 2019, 11, 045004. [Google Scholar] [CrossRef] [PubMed]
- Mirihanage, W.; Da Silva Bartolo, P.J.; Poologasundarampilla, G.; Hinduja, S.; Vyas, C.; Liu, F.; Pape, I. Structural evolution of PCL during melt extrusion 3D printing. Macromolec. Mater. Eng. 2018, 303, 1700494–1700500. [Google Scholar] [CrossRef] [Green Version]
- Patrício, T.; Domingos, M.; Gloria, A.; Bártolo, P. Characterisation of PCL and PCL/PLA scaffolds for tissue engineering. Proc. CIRP 2013, 5, 110–114. [Google Scholar] [CrossRef]
- González, J.B.; González, N.; Colldelram, C.; Ribó, L.; Fontserè, A.; Jover-Manas, G.; Villanueva, J.; Llonch, J.; Peña, G.; Gevorgyan, A.; et al. MEDSI2018. In Proceedings of the 10th Mechanical Engineering Design of Synchrotron Radiation Equipment and Instrumentation, Paris, France, 25–29 June 2018. [Google Scholar] [CrossRef]
- Lovell, R.; Mitchell, G.R. Molecular orientation distribution derived from an arbitrary reflection. Acta Cryst. Sect. A 1981, 37, 135–137. [Google Scholar] [CrossRef]
- Mitchell, G.R.; Saengsuwan, S.; Bualek-Limcharoen, S. Evaluation of preferred orientation in multi-component polymer systems using X-ray scattering procedures. Prog. Colloid Polym. Sci. 2005, 130, 149–159. [Google Scholar]
- Mohan, S.D.; Olley, R.H.; Vaughan, A.S.; Mitchell, G.R. Evaluating scales of structure in polymers. In Controlling the Morphology of Polymers: Multiple Scales of Structure and Processing; Springer: Berlin/Heidelberg, Germany, 2016; ISBN 978-3-319-39320-9. [Google Scholar]
- Pinheiro, J.; Abdulghani, S.; Pascoal-Faria, P.; Sousa, D.; Carreira, P.; Viana, T.; Kamma-Lorger, C.S.; Mitchell, G.R. Tools to define and evaluate morphology mapping, a route to complex structures using direct digital manufacturing. In AIP Conference Proceedings; AIP Publishing LLC.: Baltimore, MD, USA, 2019; p. 230003. [Google Scholar] [CrossRef]
- Hsiao, B.S. Role of chain entanglement network on formation of flow-induced crystallisation precusor structures. Lec. Notes Phys. 2007, 714, 133–149. [Google Scholar] [CrossRef]
- Duong, T.H.; Jaksic, N.I.; DePalma, J.; Ansaf, B.; Daniel, M.; Armijo, J.; Galaviz, M. G-code visualization and editing program for inexpensive metal 3D printing. Proc. Manuf. 2018, 17, 22–28. [Google Scholar] [CrossRef]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
da Silva, D.P.; Pinheiro, J.; Abdulghani, S.; Kamma Lorger, C.; Martinez, J.C.; Solano, E.; Mateus, A.; Pascoal-Faria, P.; Mitchell, G.R. Changing the Paradigm-Controlling Polymer Morphology during 3D Printing Defines Properties. Polymers 2022, 14, 1638. https://doi.org/10.3390/polym14091638
da Silva DP, Pinheiro J, Abdulghani S, Kamma Lorger C, Martinez JC, Solano E, Mateus A, Pascoal-Faria P, Mitchell GR. Changing the Paradigm-Controlling Polymer Morphology during 3D Printing Defines Properties. Polymers. 2022; 14(9):1638. https://doi.org/10.3390/polym14091638
Chicago/Turabian Styleda Silva, Daniel P., João Pinheiro, Saba Abdulghani, Christina Kamma Lorger, Juan Carlos Martinez, Eduardo Solano, Artur Mateus, Paula Pascoal-Faria, and Geoffrey R. Mitchell. 2022. "Changing the Paradigm-Controlling Polymer Morphology during 3D Printing Defines Properties" Polymers 14, no. 9: 1638. https://doi.org/10.3390/polym14091638
APA Styleda Silva, D. P., Pinheiro, J., Abdulghani, S., Kamma Lorger, C., Martinez, J. C., Solano, E., Mateus, A., Pascoal-Faria, P., & Mitchell, G. R. (2022). Changing the Paradigm-Controlling Polymer Morphology during 3D Printing Defines Properties. Polymers, 14(9), 1638. https://doi.org/10.3390/polym14091638