
Tapered Waist Tensile Specimens for Evaluating Butt Fusion Joints of Polyethylene Pipes—Part 1: Development



Abstract
:1. Introduction
2. Materials and Methods
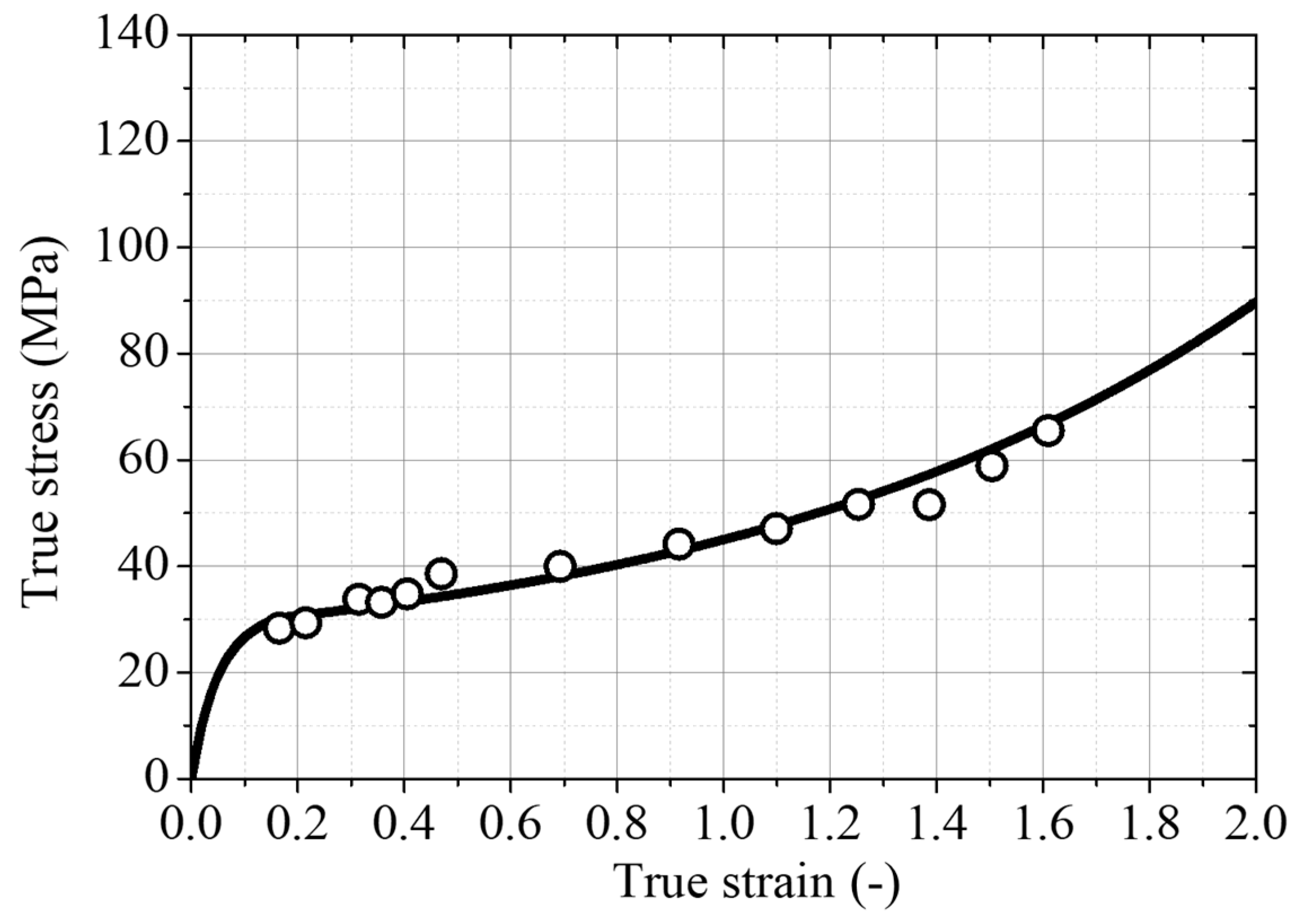
2.1. Material
2.2. Butt Fusion (BF) Jointing
2.3. TWT and WT Specimen Preparation
2.4. TWT and WT Test
3. Results and Discussion
3.1. TWT Specimen Development
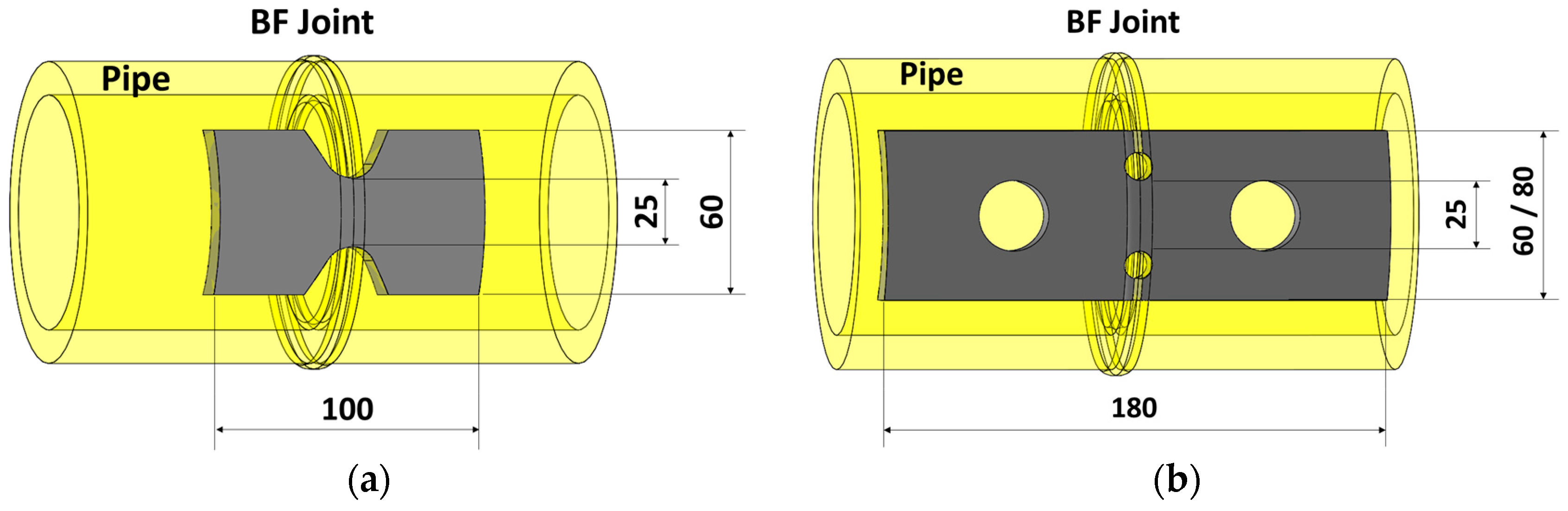
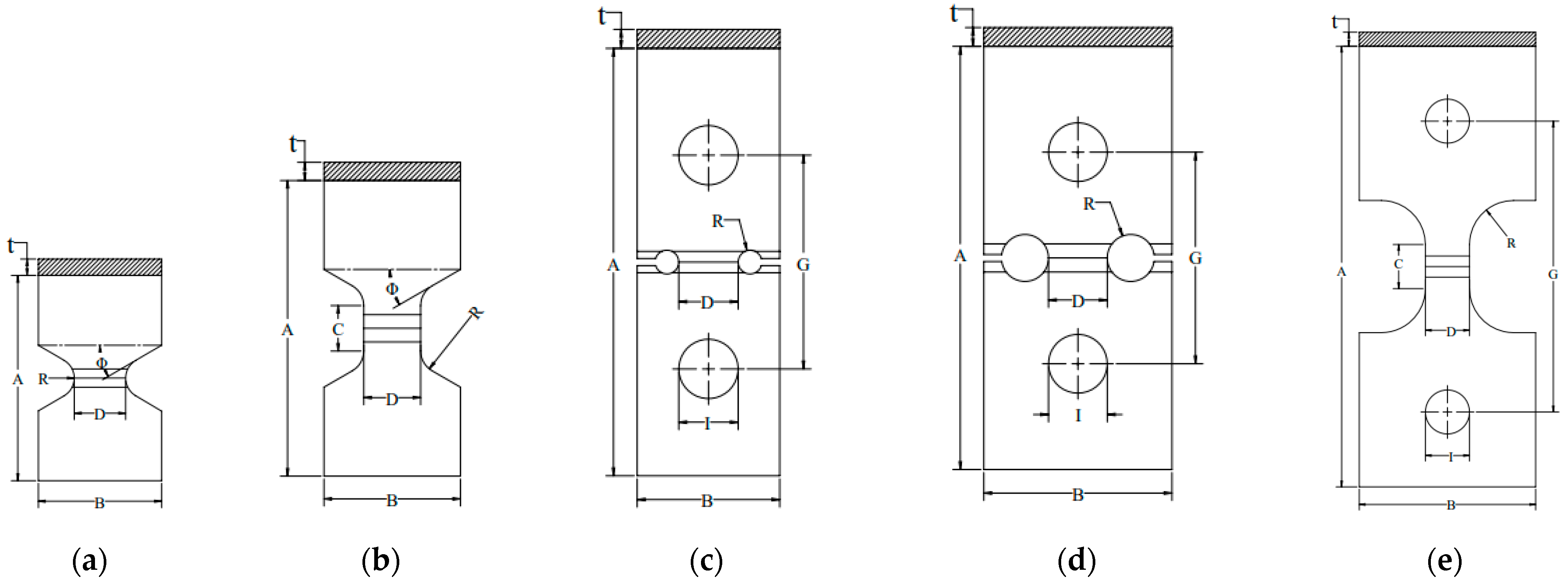
3.1.1. Specimen Geometry and Dimensions
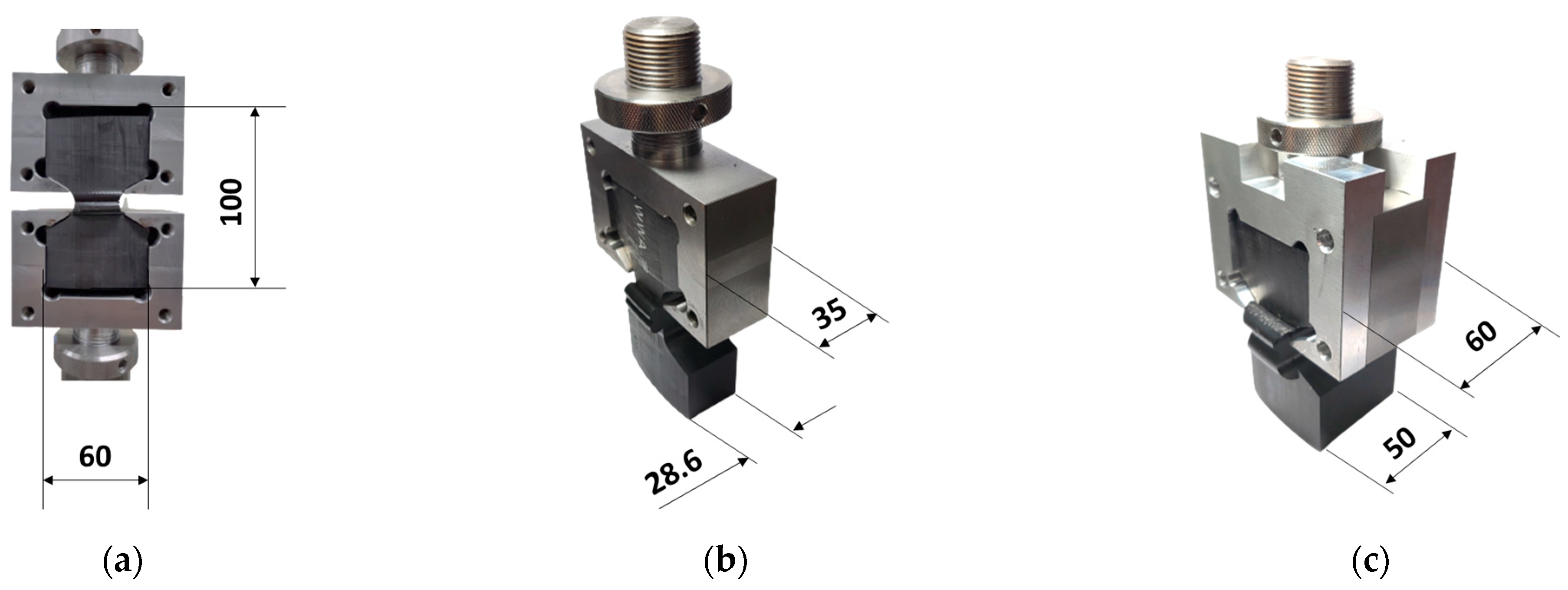
3.1.2. Tapered Support Angle Grip Design
3.1.3. Experimental Development of TWT Specimen
3.1.4. Test Speed Determination
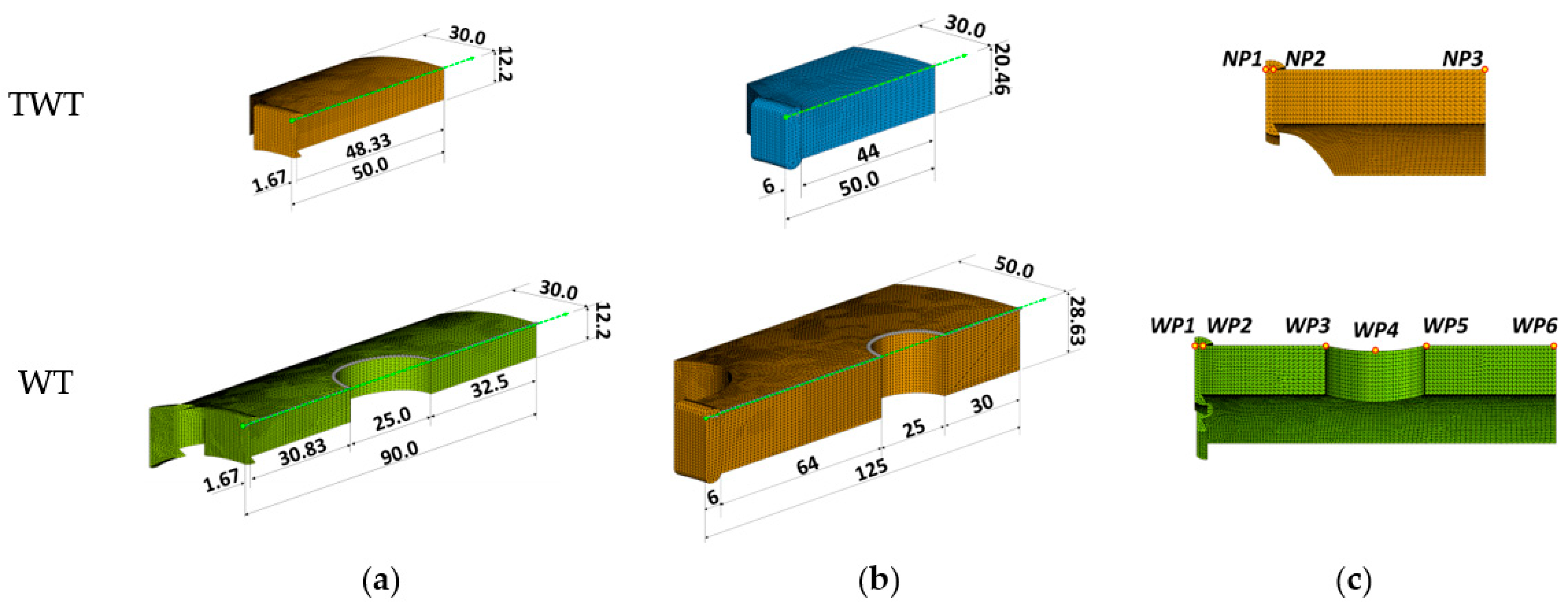
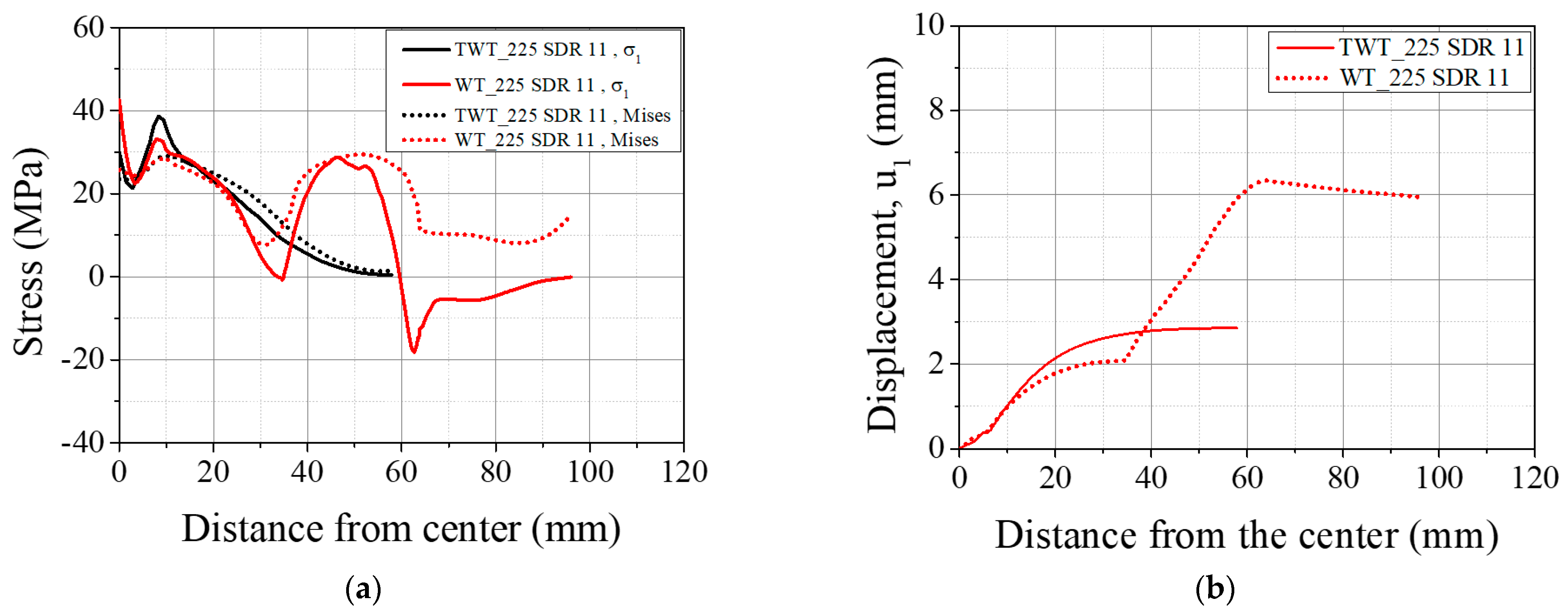
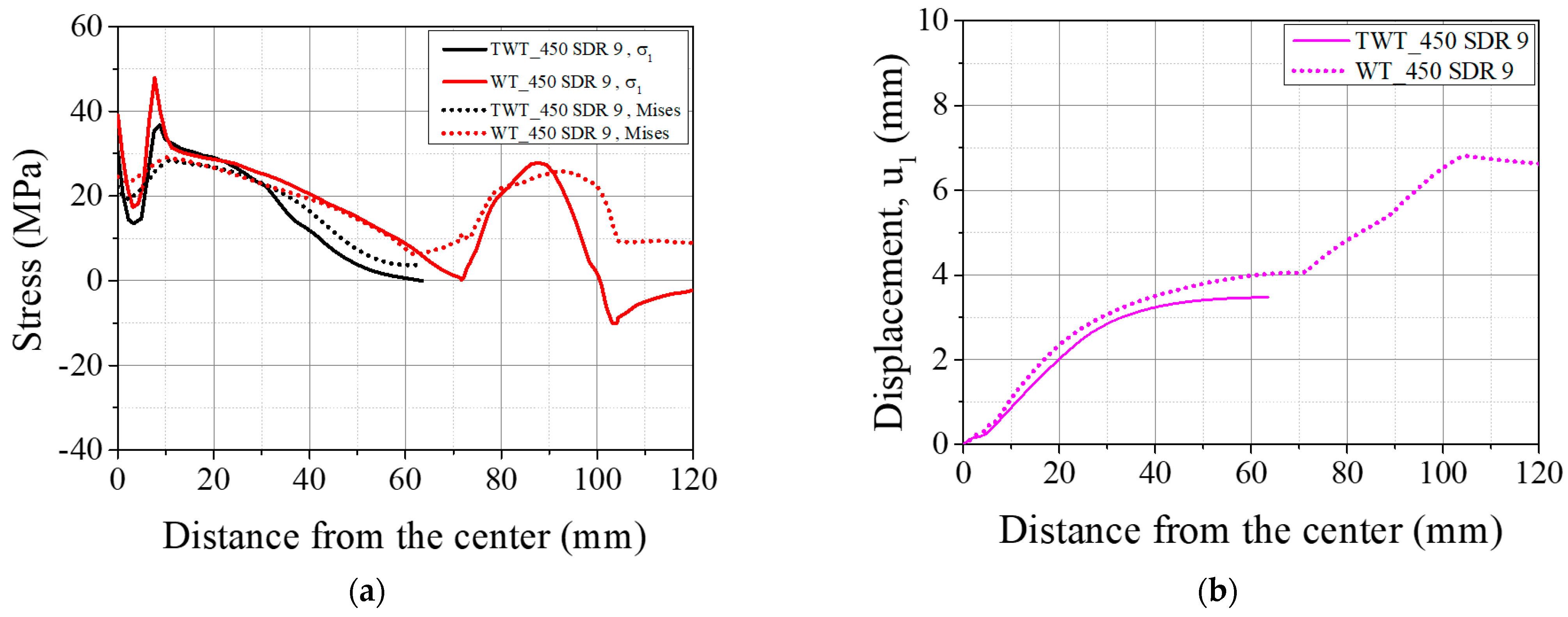
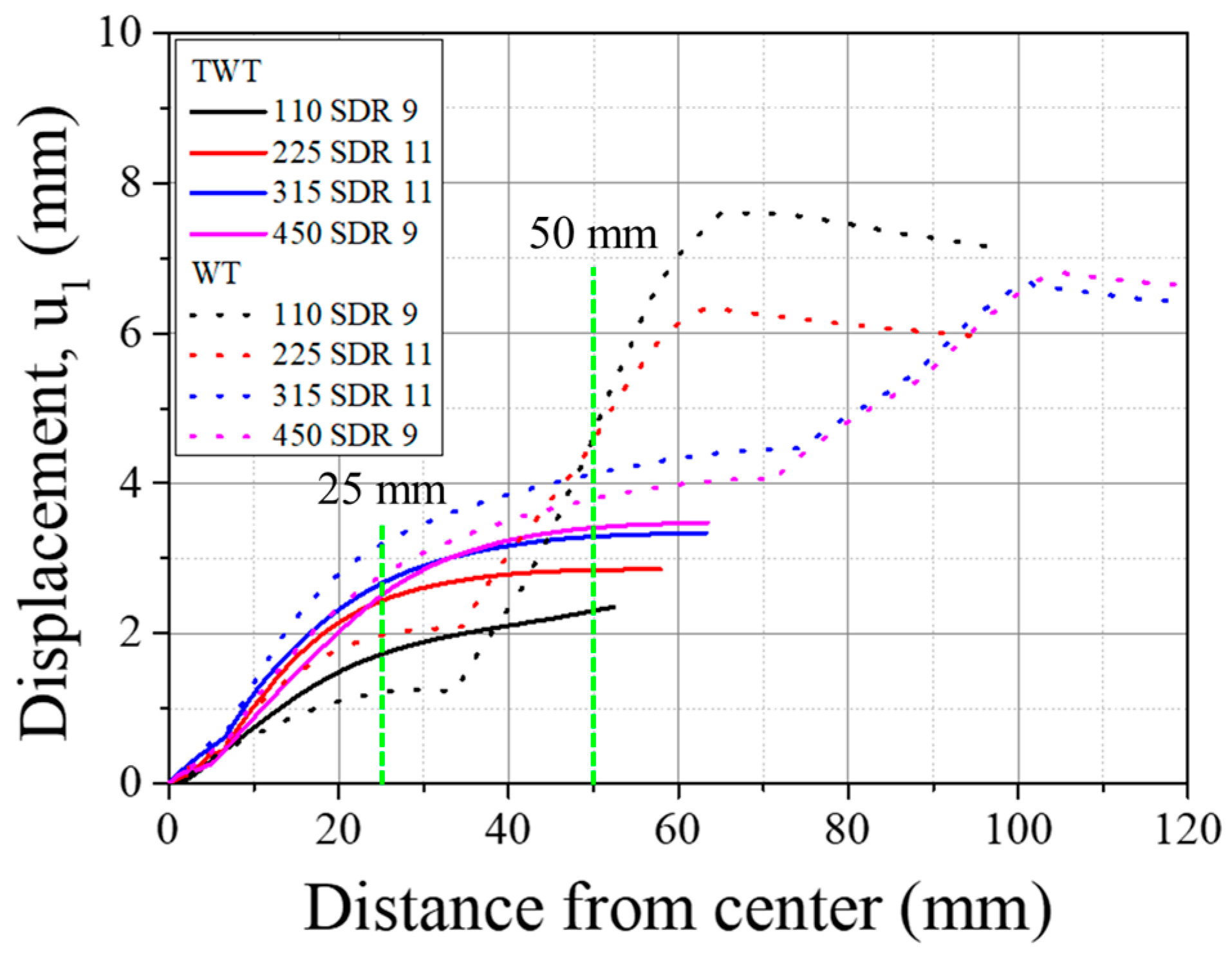
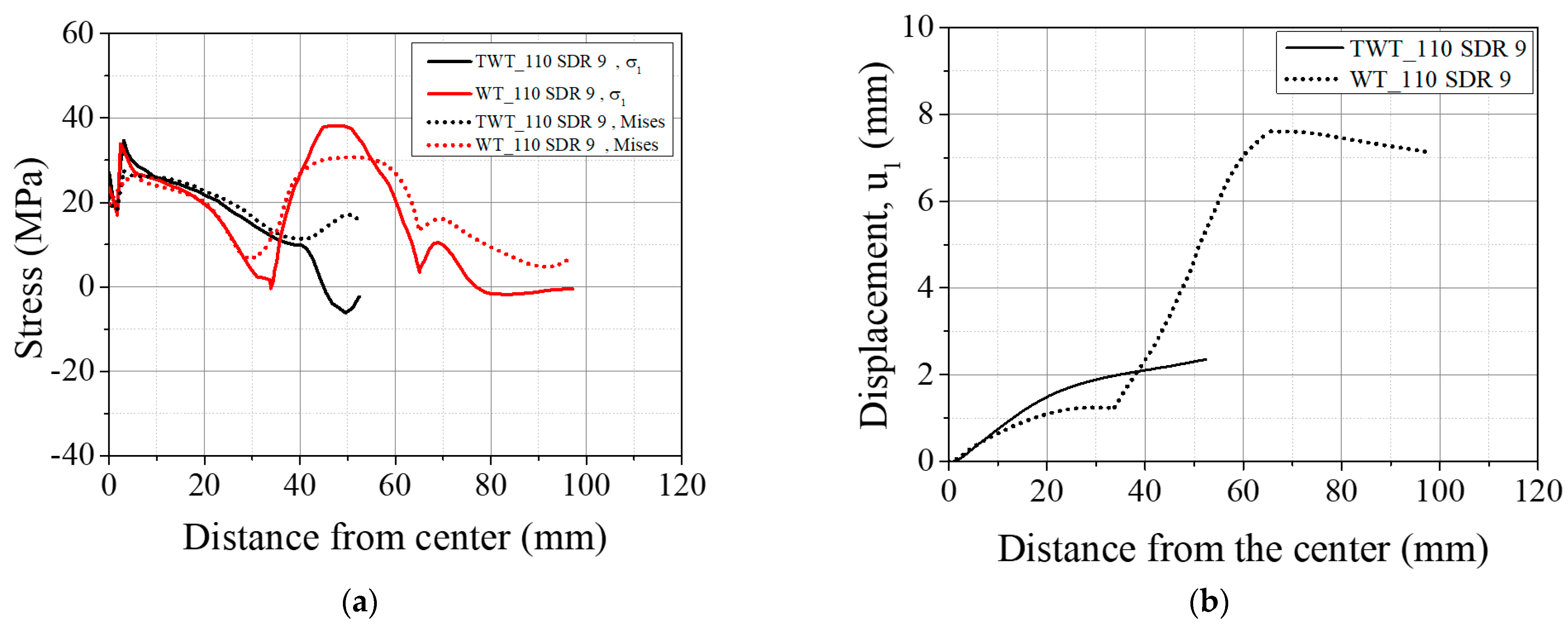
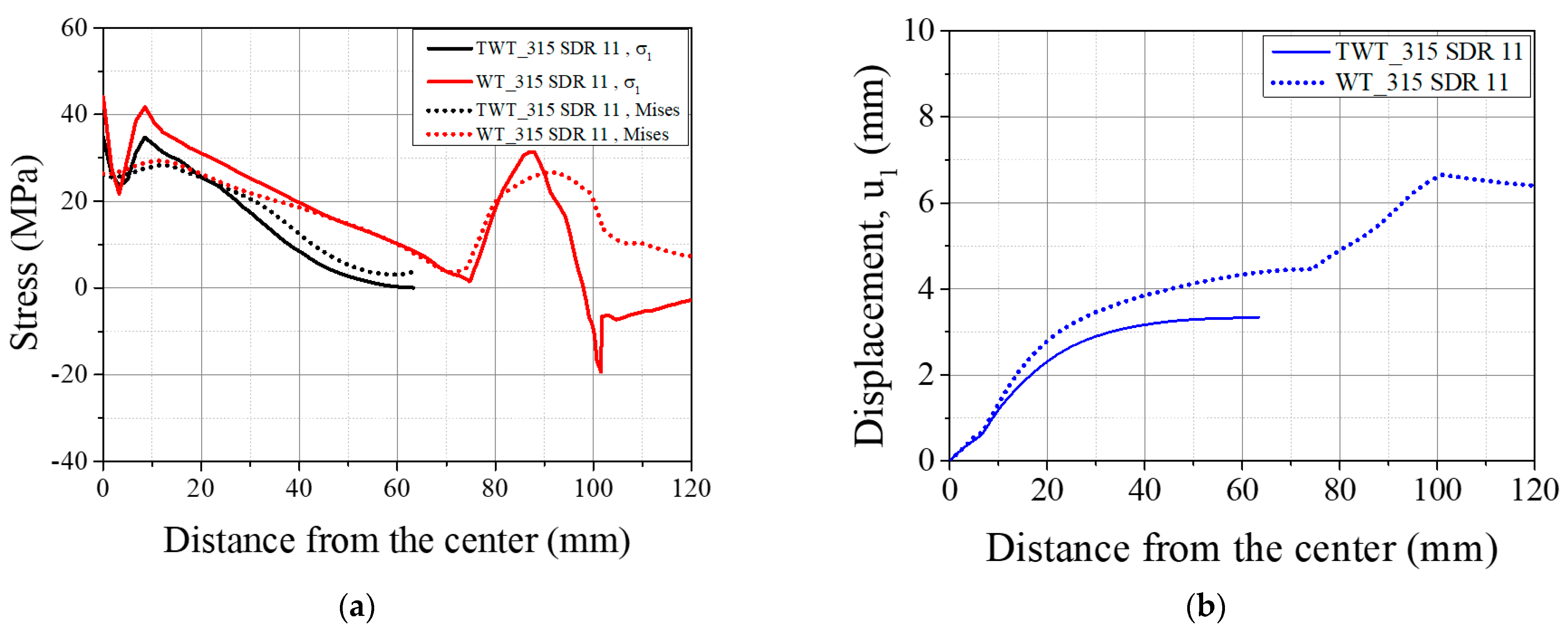
3.2. FE Analysis of TWT Specimen
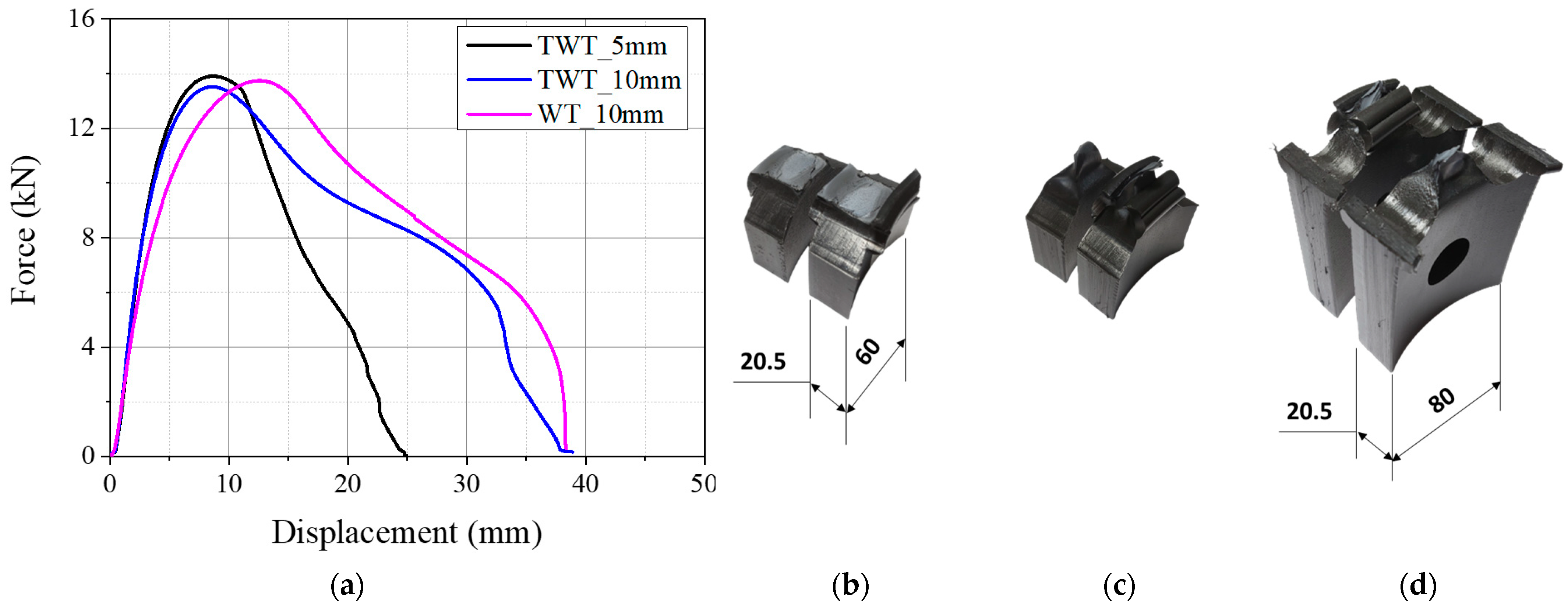
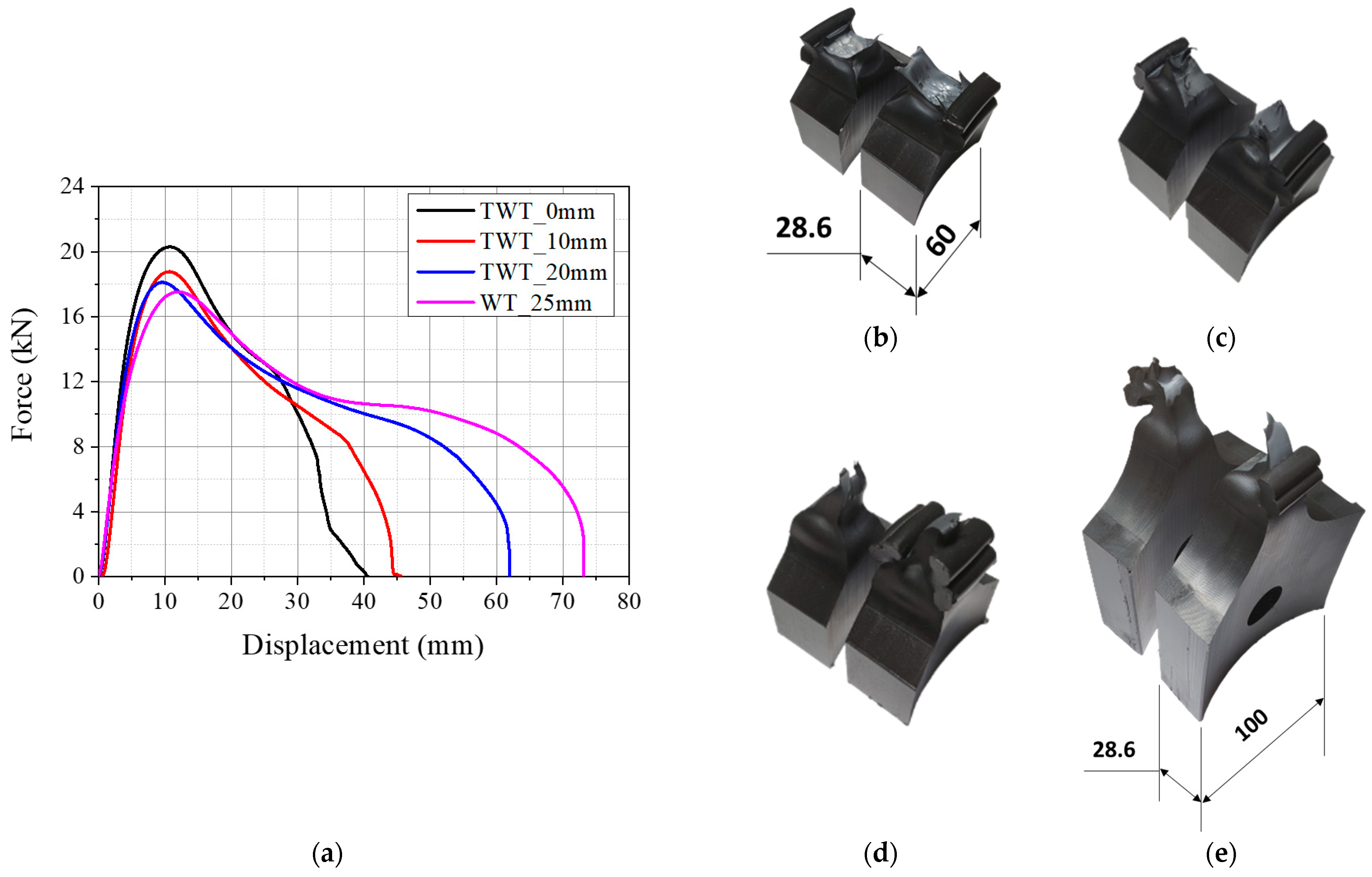
3.3. Comparison of TWT and WT Specimens
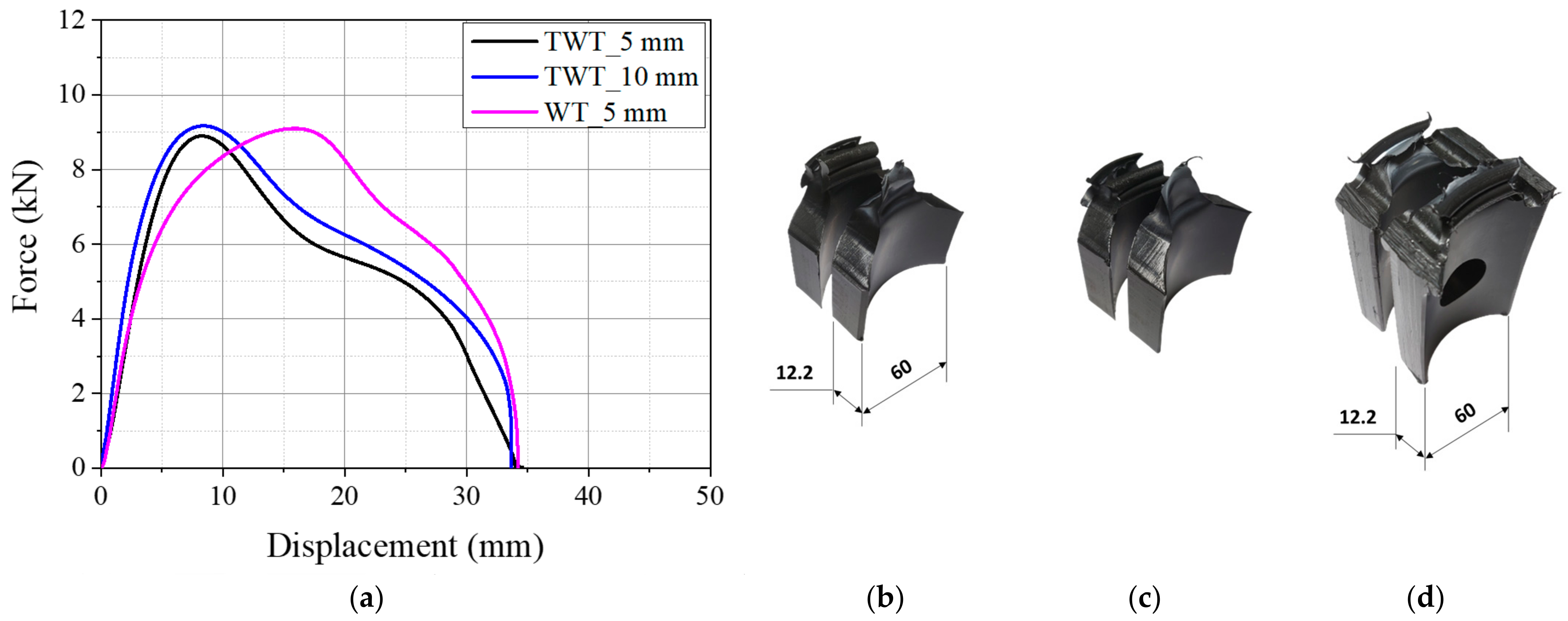
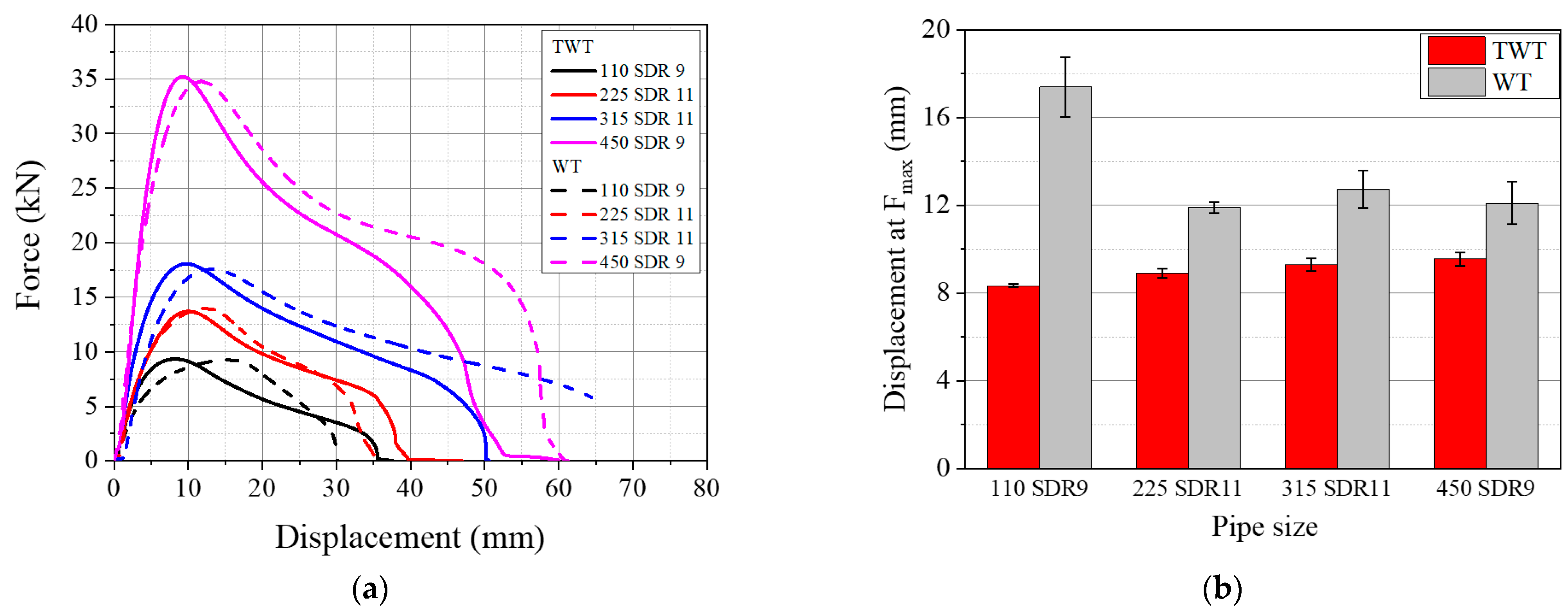
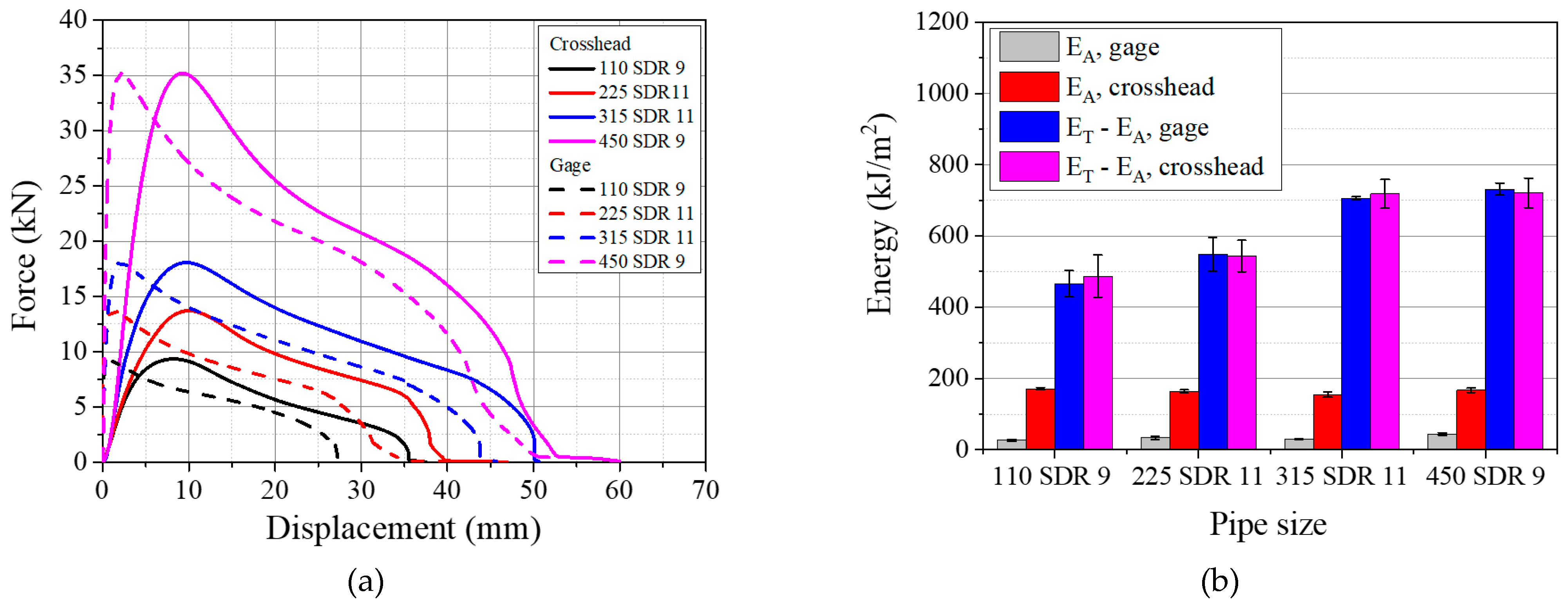
3.3.1. Load–Displacement Behavior Based on Crosshead Displacement
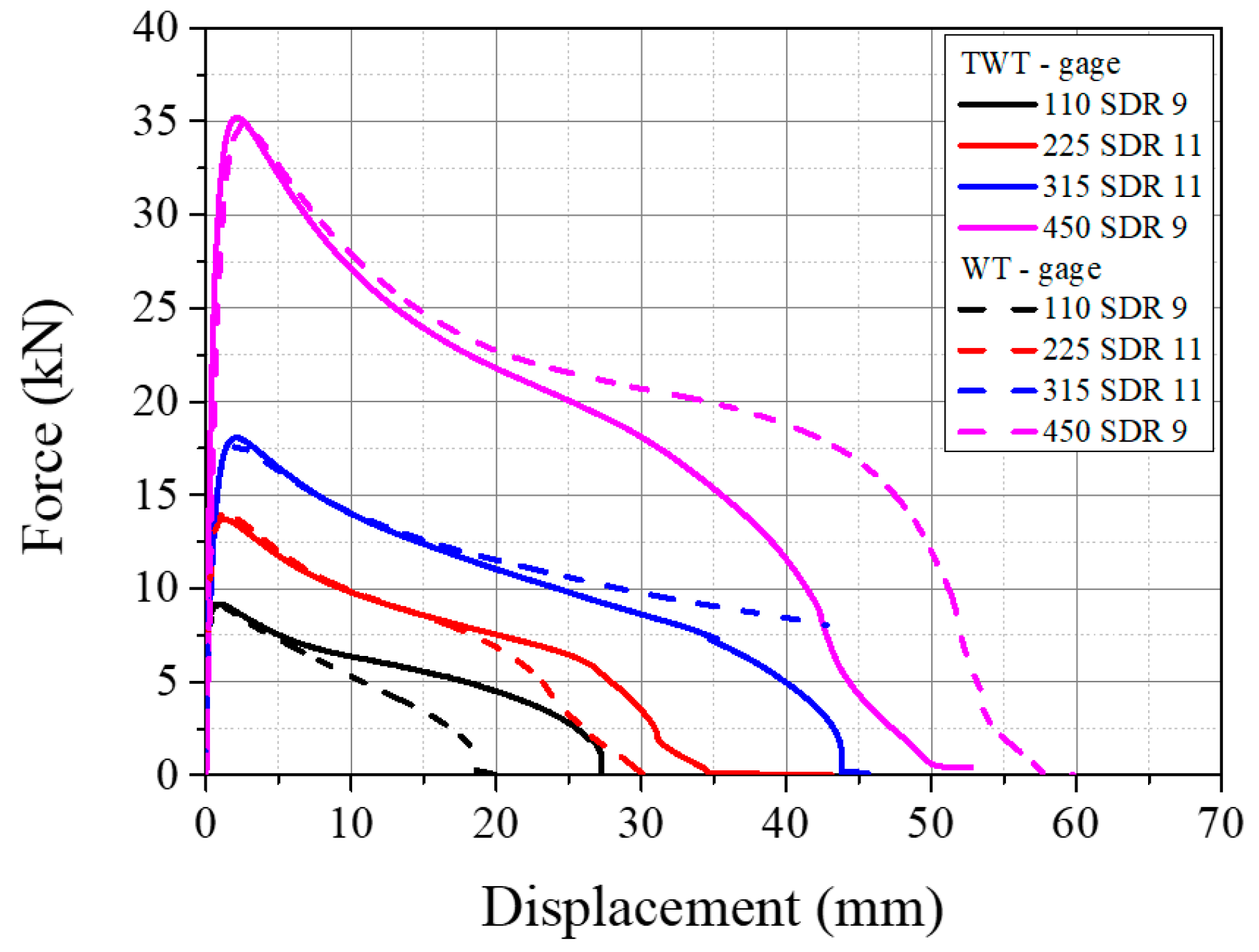
3.3.2. Load-Displacement Behavior Based on Gage Length of 20 mm
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hammadi, A.A.; Schuessler, S.R.; Jaber, M.A.A. High density polyethylene (HDPE): An overview of the first ever ASME BPVC Section III, class 3 nuclear piping installation. In Proceedings of the Plastic Pipes Conference PPXIX, Las Vegas, NV, USA, 24–26 September 2018. [Google Scholar]
- Troughton, M.; Wermelinger, J.; Choi, S. Heated Tool Bonding of Plastic Pipes. J. Adhes. Interface 2020, 21, 1–5. [Google Scholar]
- Bowman, J. A review of the electrofusion joining process for polyethylene pipe systems. Polym. Eng. Sci. 1997, 37, 674–691. [Google Scholar] [CrossRef]
- ISO 13953:20010; Polyethylene (PE) Pipes and Fittings—Determination of the Tensile Strength and Failure Mode of Test Pieces from a Butt-Fused Joint. International Organization for Standardization: Geneva, Switzerland, 2001.
- WIS 4-32-08; Specification for the Fusion Jointing of Polyethylene Pressure Pipeline Systems Using PE80 and PE100 Materials. Water Industry Specification, Water UK: London, UK, 2016.
- DVS 2203-2; Testing of Welded Joints between Panels and Pipes Made of Thermoplastics—Tensile Test. Deutsches Institut fur Normung, E.V.: Berlin, Germany, 2010.
- EN 12814-6:2000; Testing of Welded Joints of Thermoplastics Semi-Finished Products. Low Temperature Tensile Test. European Standard: Brussels, Belgium, 2000.
- Decourcy, D.; Atkinson, J. The use of tensile tests to determine the optimum conditions for butt welding polyethylene pipes of different melt flow index. J. Mater. Sci. 1977, 12, 1535–1551. [Google Scholar] [CrossRef]
- Barber, P.; Atkinson, J. The use of tensile tests to determine the optimum conditions for butt fusion welding certain grades of polyethylene, polybutene-1 and polypropylene pipes. J. Mater. Sci. 1974, 9, 1456–1466. [Google Scholar] [CrossRef]
- DVS 2203-4; Testing of Welded Joints of Thermoplastics Plates and Tubes—Tensile Creep Test. Deutsches Institut fur Normung, E.V.: Berlin, Germany, 1997.
- ISO 21307:2017; Plastics Pipes and Fittings—BUTT Fusion Jointing Procedures for Polyethylene (PE) Piping Systems. International Organization for Standardization: Geneva, Switzerland, 2017.
- Beech, S.; Salles, C.; Schulte, U. Harmonisation of polyethylene pipe butt fusion procedures and test methods—Final conclusions. In Proceedings of the Plastic Pipes Conference XVI, Barcelona, Spain, 24–26 September 2012. [Google Scholar]
- ASTM F1473-18; Standard Test Method for Notch Tensile Test to Measure the Resistance to Slow Crack Growth of Polyethylene Pipes and Resins. American Society for Testing and Materials: West Conshohocken, PA, USA, 2018.
- Lu, X.; Zhou, Z.; Brown, N. A sensitive mechanical test for slow crack growth in polyethylene. Polym. Eng. Sci. 1997, 37, 1896–1900. [Google Scholar] [CrossRef]
- ISO 16770:2019; Plastics—Determination of Environmental Stress Cracking (ESC) of Polyethylene—Full-Notch Creep Test. International Organization for Standardization: Geneva, Switzerland, 2019.
- Nishio, N.; Iimura, S.; Yasuhara, M.; Nagatani, F. Standard full notch creep test method and some test results on MDPE pipes. In Proceedings of the Ninth Plastic Fuel Gas Pipe Symposium, New Orleans, LA, USA, 12 November 1985. [Google Scholar]
- Munson, D. Pennsylvania Edge Notched Tensile Resistance of High Density Polyethylene Butt Fusion Joints; Report No: 3002003089; Electric Power Research Institute: Palo Alto, CA, USA, 2016. [Google Scholar]
- Kim, J.-S.; Oh, Y.-J.; Choi, S.-W.; Jang, C. Investigation on the thermal butt fusion performance of the buried high density polyethylene piping in nuclear power plant. Nucl. Eng. Technol. 2019, 51, 1142–1153. [Google Scholar] [CrossRef]
- ISO 23228:2011; Thermoplastics Pipes for the Conveyance of Fluids—Determination of the Stress-Rupture Resistance of Moulding Materials Using Plain Strain Grooved Tensile (PSGT) Specimens. International Organization for Standardization: Geneva, Switzerland, 2011.
- Choi, S.; Broutman, L.J. Predicting long term pipe strength by uniaxial tensile testing. In Proceedings of the Plastics Pipes Conference IX, Edinburgh, UK, 18–21 September 1995. [Google Scholar]
- Choi, S.; Lim, H.; Kim, J.; Ahn, K. HDPE Pipe Fusion Jointing and Non-Destructive Evaluation Method Development for Nuclear Power; Final Report-20131510200400; Nuclear Power Core Technology Development Program of the KETEP: Seoul, Korea, 2017. [Google Scholar]
- Kim, J.S.; Lee, Y.J.; Oh, Y.J. Study on Tensile Fatigue Behavior of Thermal Butt Fusion in Safety Class III High-Density Polyethylene Buried Piping in Nuclear Power Plants. Trans. Korean Soc. Mech. Eng. A 2015, 39, 11–17. [Google Scholar] [CrossRef]
- Kim, J.S.; Lee, Y.J.; Oh, Y.J. Investigation of Bending Fatigue Behaviors of Thermal Butt Fusion in Safety Class III High-Density Polyethylene Buried Piping in Nuclear Power Plants. Trans. Korean Soc. Press. Vessel. Pip. 2015, 11, 40–44. [Google Scholar]
- Adams, T.M.; Nickholds, S.; Munson, D.; Andrasik, J. Determination of Updated Fatigue Properties of PE 4710 Cell Classification 445574C High Density Polyethylene. In Proceedings of the Pressure Vessels and Piping Conference, Anaheim, CA, USA, 20–24 July 2014; p. V003T003A033. [Google Scholar]
- Crawford, S.; Doctor, S.; Cinson, A.; Watts, M.; Cumblidge, S.; Hall, T.; Anderson, M. Assessment of NDE Methods on Inspection of HDPE Butt Fusion Piping Joints for Lack of Fusion; NUREG/CR-7136, PNNL-20300, US Nuclear Regulatory Commission: Washington, DC, USA, 2011. [Google Scholar]
- Wermelinger, J. Round Robin Test for NDT on PE Butt Fusion Joints: PAUT, TOFD MW and BBBT (Incl. Destructive Tests)—Final Report. ISO/TC138/SC5/WG17 Document N323; International Organization for Standardization: Geneva, Switzerland, 2021. [Google Scholar]
- DVS 2203-5; Testing of Welded Joints of Thermoplastics Plates and Tubes—Technological Bend Test. Deutsches Institut fur Normung, E.V.: Berlin, Germany, 1999.
- ASTM F3183-21; Standard Practice for Guided Side Bend Evaluation of Polyethylene Pipe Butt Fusion Joint. American Society for Testing and Materials: West Conshohocken, PA, USA, 2021.
- Lee, P.A.; Kim, S.; Stakenborghs, B.; Suh, Y.; Choi, S. Development of hydro-axial tension method for whole pipe butt-fusion joint tensile test. Polym. Test. 2021; Submitted. [Google Scholar]
- Troughton, M.; Khamsehnezhad, A. Short-term and long-term mechanical testing to evaluate the effect of flaws in butt fusion joints in polyethylene pipes. In Proceedings of the Pressure Vessels and Piping Conference, Vancouver, BC, Canada, 17–21 July 2016; p. V06BT06A050. [Google Scholar]
- Choi, S. Hydro-Axial Tension (HAT) Method Presentation; ISO/TC138/SC5/WG17 Document N208; International Organization for Standardization: Geneva, Switzerland, 2017. [Google Scholar]
- Wermelinger, J.; Hein, O. Long term influence of defects in butt fusion joints on PE 100 pipes and NDT detection of them. In Proceedings of the Plastic Pipes Conference PPXVIII, Berlin, Germany, 12–14 September 2016. [Google Scholar]
- Troughton, M. A comparison of mechanical test methods for butt fusion joints in polyethylene pipes. In Proceedings of the Northern Area Western Conference, Calgary, AB, Canada, 15–18 February 2010. [Google Scholar]
- EN 12814-7:2003 European Standard; Testing of Welded Joints of Thermoplastics Semi-Finished Products—Part 7: Tensile Test with Waisted Test Specimens. European Standard: Brussels, Belgium, 2003.
- EN 12814-2:2021 European Standard; Testing of Welded Joints of Thermoplastics Semi-Finished Products—Part 2: Tensile Test. European Standard: Brussels, Belgium, 2021.
- El-Bagory, T.M.; Younan, M.Y.; Sallam, H.E. Mechanical behavior of welded and un-welded polyethylene pipe materials. In Proceedings of the Pressure Vessels and Piping Conference, Paris, France, 14–18 July 2013; pp. 14–18. [Google Scholar]
- Taghipourfard, M. Optimisation of Waisted Tensile Test Specimen Geometry and Determination of Tensile Energy Welding Factors for Different Polyethylene Pipe Wall Thicknesses; Brunel University London: London, UK, 2021. [Google Scholar]
- Eom, T. Development of Notched Fusion Zone Tensile (NFZT) Specimen for Evaluating PE Pipe Butt Fusion Joint. Master’s Thesis, Hannam University, Daejeon, Korea, 2022. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol (See Figure 3a,b) | Description (mm) | Type A (t < 25 mm) | Type B (t ≥ 25 mm) |
|---|---|---|---|
| A | Overall length | 100 | 120 |
| B | Width at ends | 60 | |
| C | Length of narrow parallel sided portion | NA | 20 |
| D | Width of narrow portion | 25 | |
| R | Tapered waist fusion zone notch radius | 10 | |
| Φ | Tapered (Grip) support angle | 30° | |
| Symbol (See Figure 3c–e) | Description (mm) | Type A (t < 25 mm) | Type B (t ≥ 25 mm) | |
|---|---|---|---|---|
| dn ≤ 160 | dn > 160 | |||
| A | Overall length | 180 | 250 | |
| B | Width at ends | 60 | 80 | 100 |
| C | Length of narrow parallel sided portion | NA | 25 | |
| D | Width of narrow portion | 25 | ||
| R | Radius | 5 | 10 | 25 |
| G | Initial distance between grips | 90 | 165 | |
| I | Diameter of the traction holes | 20 ± 5 | 30 ± 5 | |
| Pipe Size | Number of Samples from a Whole Pipe | BF Area Evaluated (%) | ||
|---|---|---|---|---|
| TWT | WT | TWT | WT | |
| 110 SDR 9 | 4 | 4 | 32.6 | 32.6 |
| 225 SDR 11 | 8 | 5 | 31.1 | 19.5 |
| 315 SDR 11 | 12 | 7 | 33.4 | 19.5 |
| 450 SDR 9 | 18 | 10 | 35.8 | 19.9 |
| 914 SDR 11 | 39 | 23 | 37.4 | 22.0 |
| Specimen Notch Radius (mm) | Fmax (kN) | Displacement @ Fmax (mm) |
|---|---|---|
| TWT_5 | 8.97 ± 0.14 | 8.1 ± 0.2 |
| TWT_10 | 9.08 ± 0.13 | 8.3 ± 0.1 |
| WT_5 | 8.79 ± 0.31 | 17.4 ± 1.4 |
| Specimen Notch Radius (mm) | Fmax (kN) | Displacement @ Fmax (mm) |
|---|---|---|
| TWT_5 | 14.28 ± 0.39 | 9.0 ± 0.2 |
| TWT_10 | 13.70 ± 0.12 | 8.9 ± 0.2 |
| WT_10 | 13.77 ± 0.31 | 12.4 ± 0.6 |
| Specimen Parallel Side (mm) | Fmax (kN) | Displacement @ Fmax (mm) |
|---|---|---|
| TWT_0 | 20.11 ± 0.12 | 9.9 ± 0.4 |
| TWT_10 | 18.65 ± 0.12 | 9.6 ± 0.8 |
| TWT_20 | 18.09 ± 0.15 | 9.6 ± 0.1 |
| WT_25 | 17.56 ± 0.04 | 12.7 ± 0.9 |
| Specimen-Parallel Side (mm) | Fmax (kN) | Displacement @ Fmax (mm) |
|---|---|---|
| TWT_10 | 37.37 ± 0.40 | 8.8 ± 0.6 |
| TWT_20 | 35.13 ± 0.09 | 9.6 ± 0.3 |
| WT_25 | 34.50 ± 0.87 | 12.1 ± 1.0 |
| WT Specimen | Position WP1 | Position WP2 | Position WP4 | Position (WP5-WP6) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
(mm) | (mm) | (mm) | (mm) | (mm) | |||||||
| 110 SDR 9 | 22.51 | 23.44 | 3.08 | 26.56 | 33.88 | 1.12 | 3.07 | 30.81 | 38.51 | 7.61 | 4.53 |
| 225 SDR 11 | 23.68 | 46.90 | 2.37 | 29.42 | 36.13 | 1.50 | 2.40 | 29.85 | 29.45 | 6.34 | 1.20 |
| 315 SDR 11 | 26.84 | 45.49 | 2.09 | 29.84 | 41.30 | 3.79 | 2.11 | 26.78 | 33.14 | 6.67 | 2.11 |
| 450 SDR 11 | 23.87 | 39.70 | 2.50 | 29.16 | 47.88 | 3.47 | 2.55 | 26.78 | 28.45 | 6.81 | 2.55 |
| TWT Specimen | Position NP1 | Position NP2 | Position NP3 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 110 SDR 9 | 21.44 | 29.67 | 1.09 | 26.60 | 34.05 | 1.52 | 1.08 | 2.39 | 0.51 |
| 225 SDR 11 | 24.06 | 30.23 | 1.56 | 29.41 | 40.03 | 2.63 | 1.52 | 2.85 | 0.51 |
| 315 SDR 11 | 25.99 | 33.77 | 1.88 | 29.26 | 34.91 | 3.12 | 1.91 | 3.34 | 0.51 |
| 450 SDR 11 | 22.34 | 32.28 | 2.51 | 28.00 | 38.62 | 3.27 | 2.55 | 3.47 | 0.25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, S.; Eom, T.; Lee, W.; Choi, S. Tapered Waist Tensile Specimens for Evaluating Butt Fusion Joints of Polyethylene Pipes—Part 1: Development. Polymers 2022, 14, 1187. https://doi.org/10.3390/polym14061187
Kim S, Eom T, Lee W, Choi S. Tapered Waist Tensile Specimens for Evaluating Butt Fusion Joints of Polyethylene Pipes—Part 1: Development. Polymers. 2022; 14(6):1187. https://doi.org/10.3390/polym14061187
Chicago/Turabian StyleKim, Sunwoo, Taemin Eom, Wonjae Lee, and Sunwoong Choi. 2022. "Tapered Waist Tensile Specimens for Evaluating Butt Fusion Joints of Polyethylene Pipes—Part 1: Development" Polymers 14, no. 6: 1187. https://doi.org/10.3390/polym14061187
APA StyleKim, S., Eom, T., Lee, W., & Choi, S. (2022). Tapered Waist Tensile Specimens for Evaluating Butt Fusion Joints of Polyethylene Pipes—Part 1: Development. Polymers, 14(6), 1187. https://doi.org/10.3390/polym14061187