
Optimization of Thermal and Mechanical Properties of Polypropylene-Wollastonite Composite Drawn Fibers Based on Surface Response Analysis


 ,
, 
Abstract
:
1. Introduction
2. Experimental
2.1. Materials
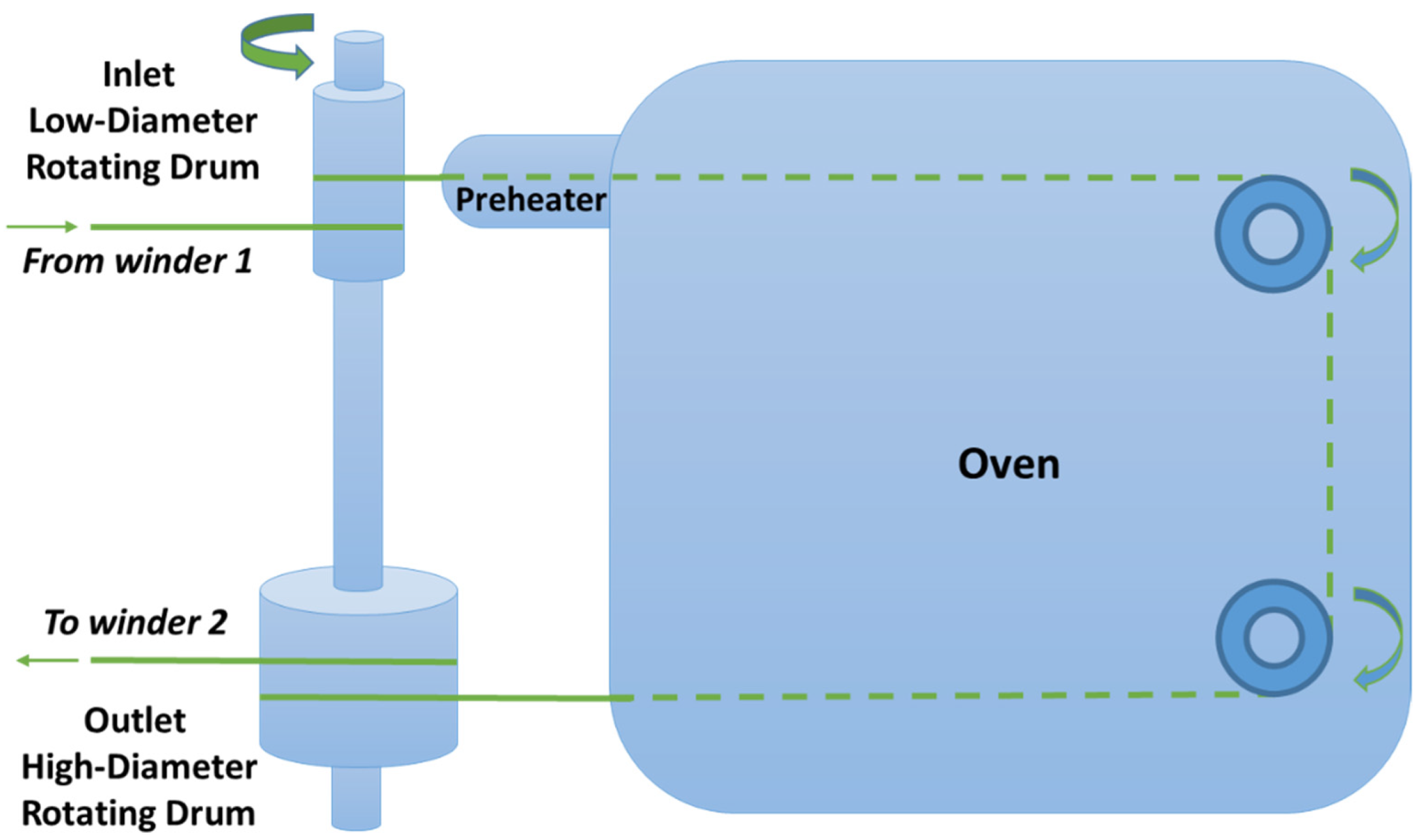
2.2. Experimental Apparatus and Procedure
2.3. Characterization
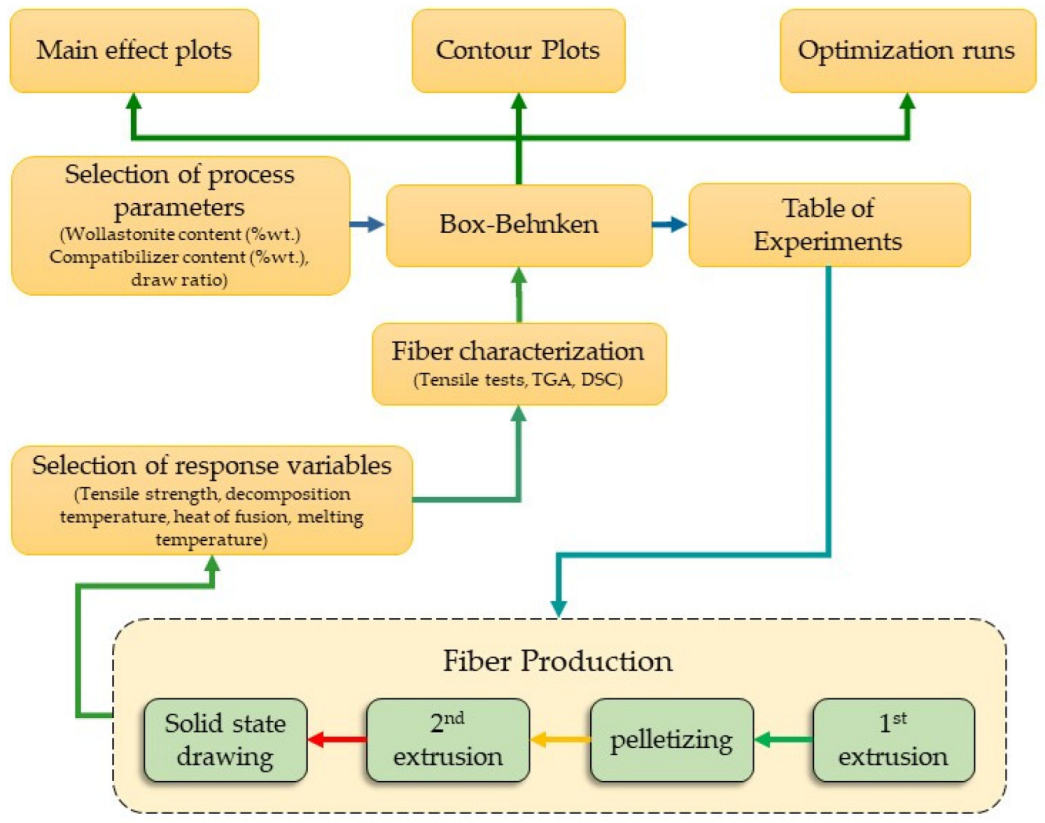
3. Design of Experiments
4. Results and Discussion
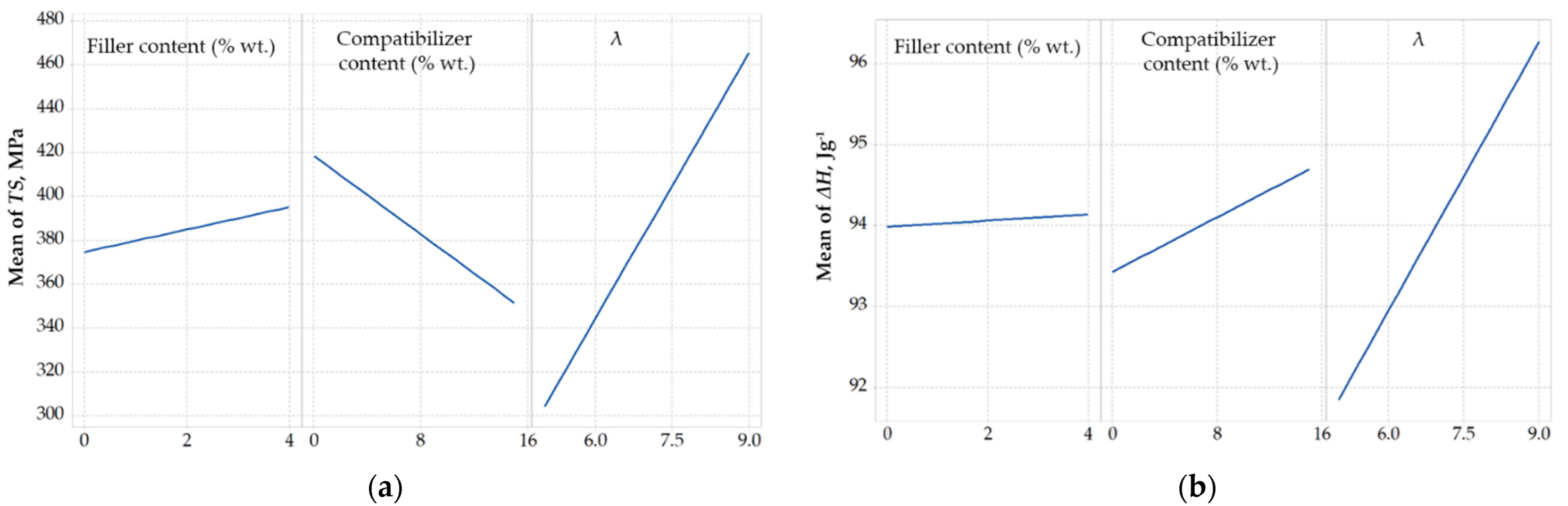
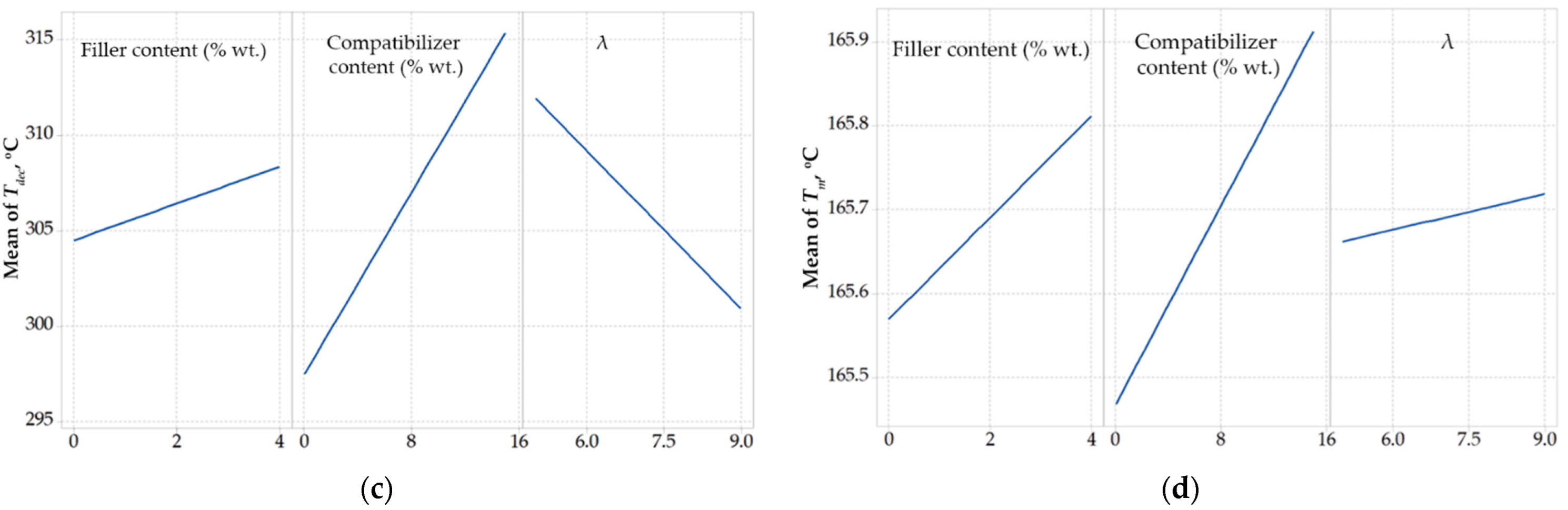
4.1. Single Design Variable Effect on Response Variables
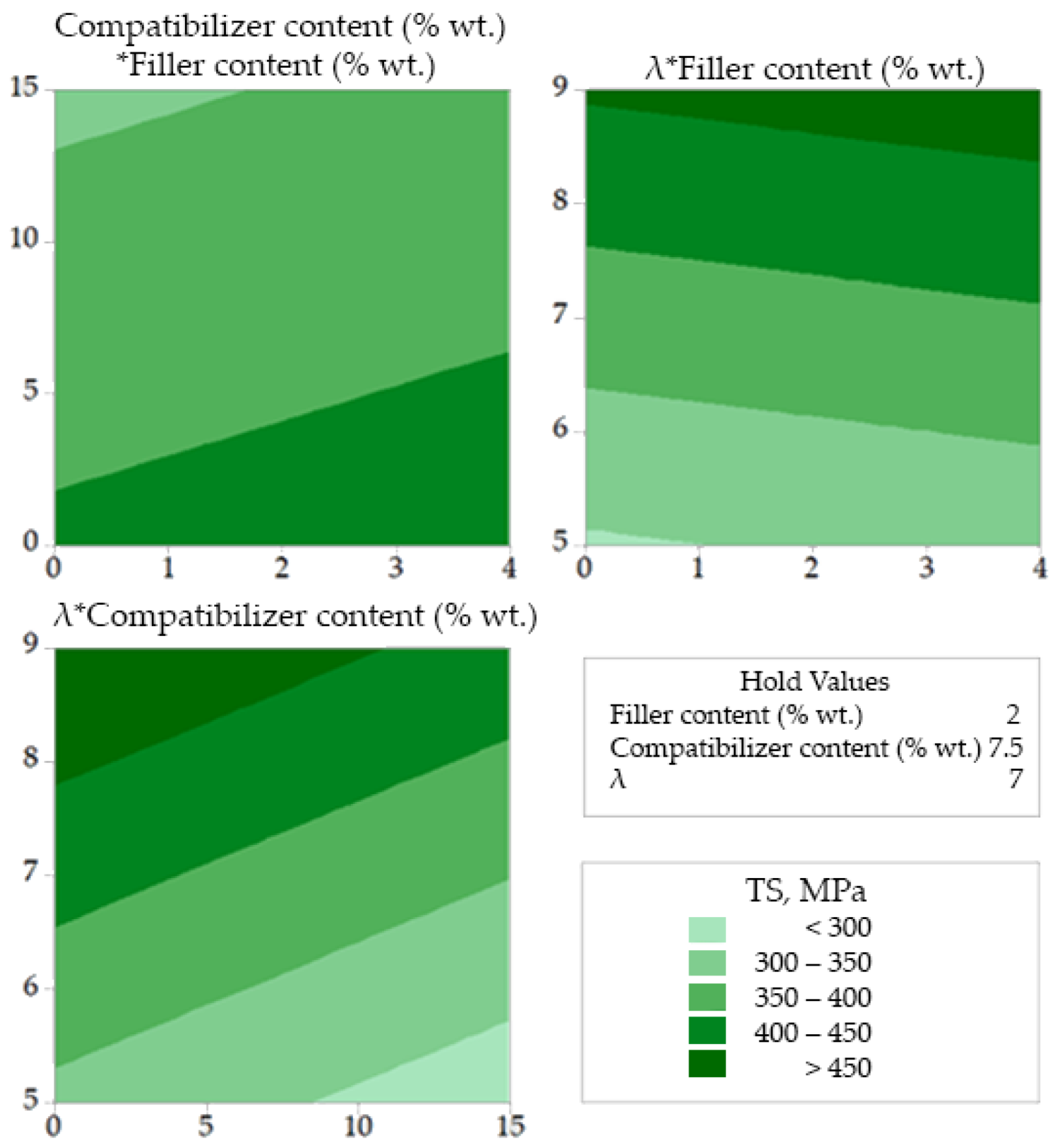
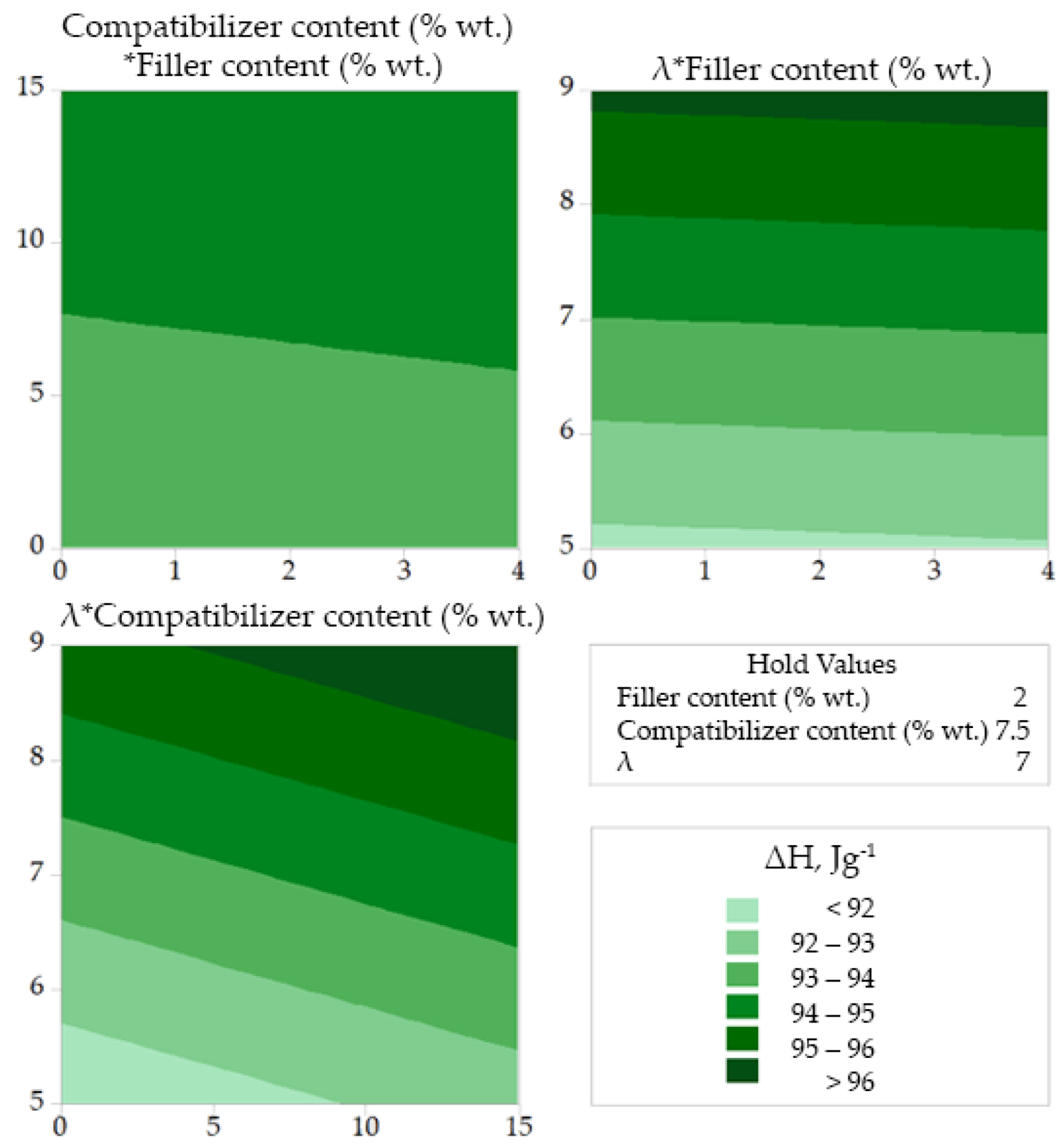
4.2. Combined Effect of Design Variables on Response Variables
4.3. Optimization Based on Overlaid Contour plots
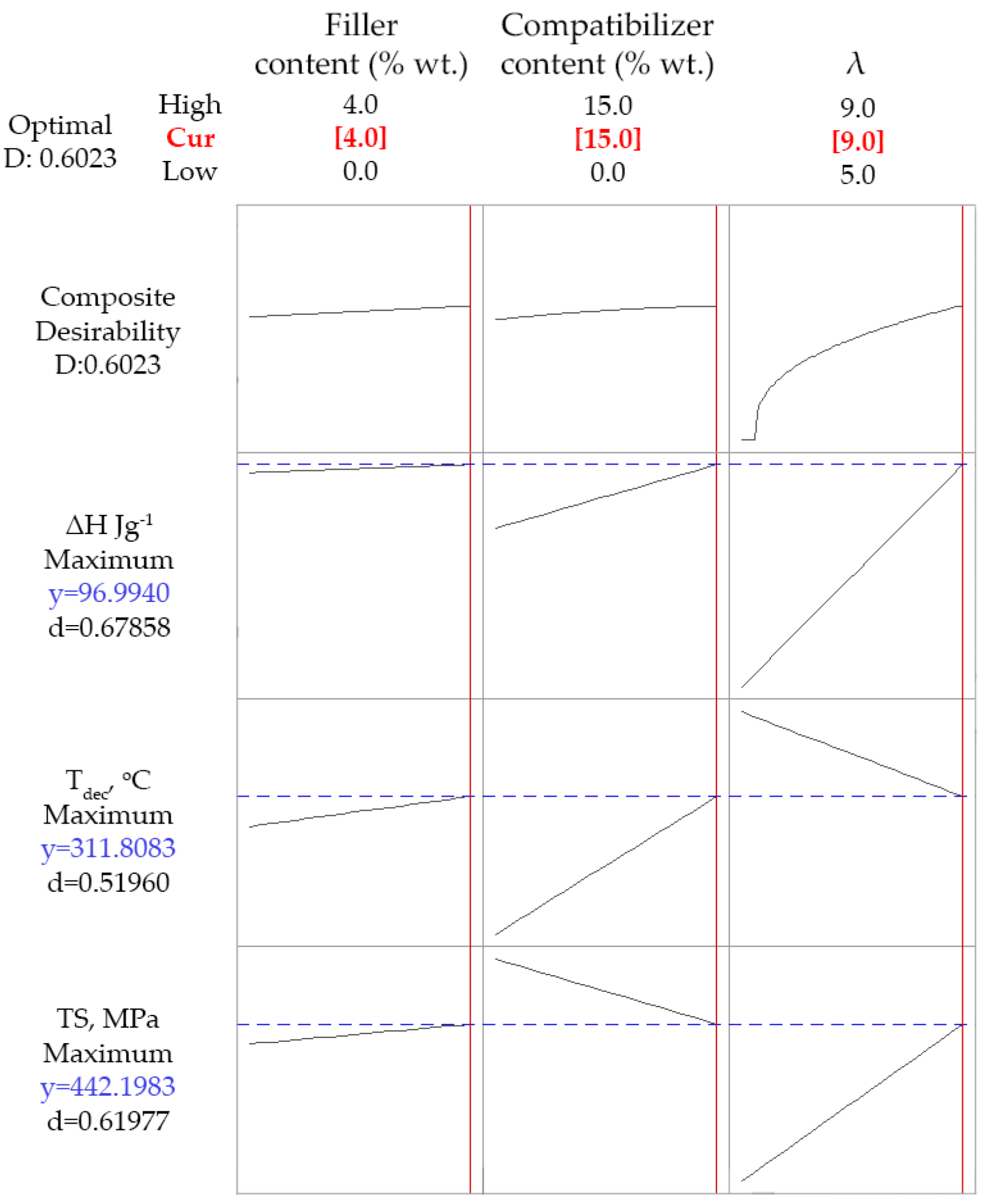
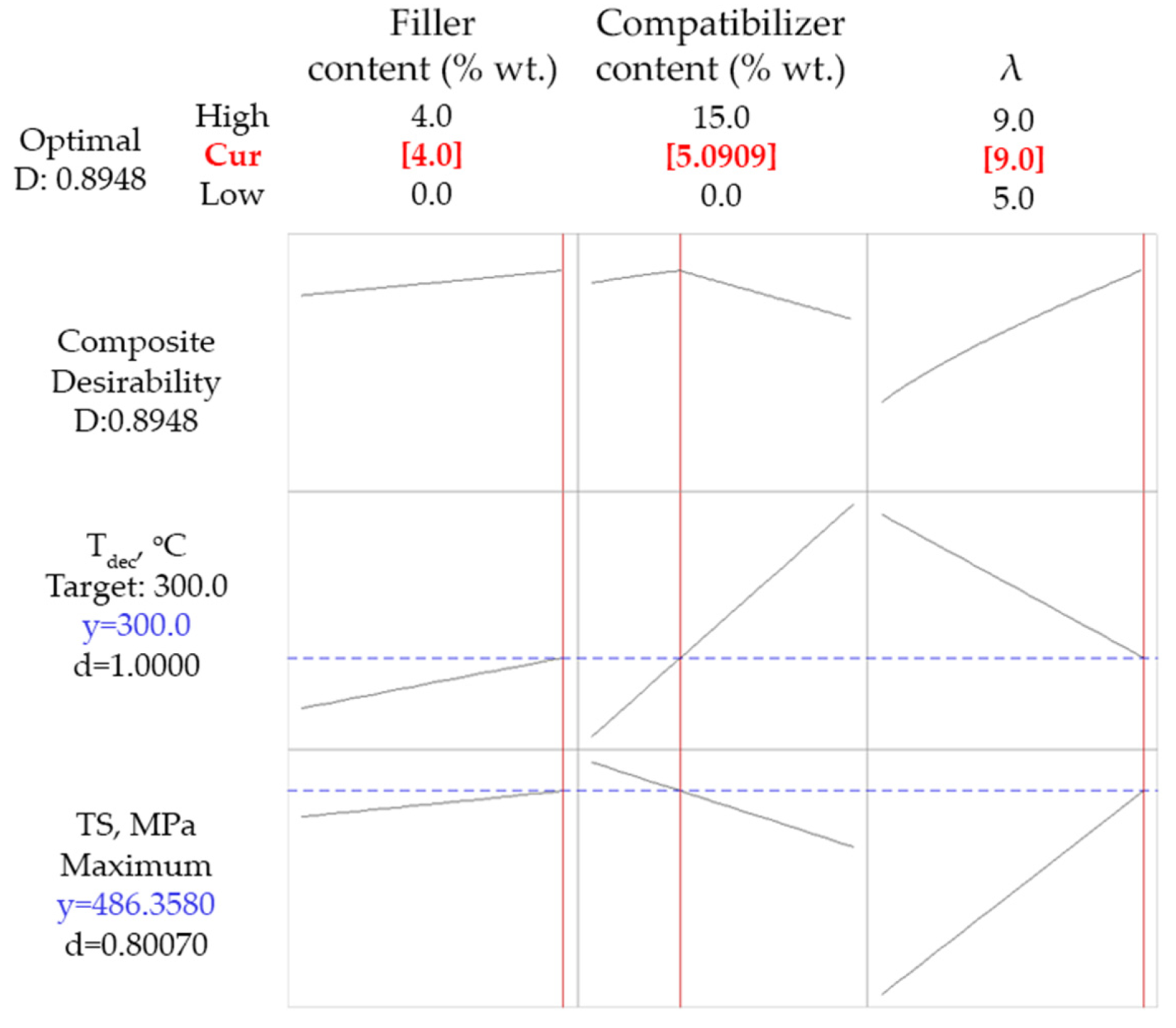
4.4. Optimization Based on Specific Target Values
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ryberg, M.; Laurent, A.; Hauschild., M. Mapping of Global Plastics Value Chain and Plastics Losses to the Environment (with a Particular Focus on Marine Environment); United Nations Environment Programme: Nairobi, Kenya, 2018. [Google Scholar]
- Xiao, B.; Wang, W.; Zhang, X.; Long, G.; Fan, J.; Chen, H.; Deng, L. A novel fractal solution for permeability and Kozeny-Carman constant of fibrous porous media made up of solid particles and porous fibers. Powder Technol. 2019, 349, 92–98. [Google Scholar] [CrossRef]
- Liang, M.; Fu, C.; Xiao, B.; Luo, L.; Wang, Z. A fractal study for the effective electrolyte diffusion through charged porous media. Int. J. Heat Mass Transf. 2019, 137, 365–371. [Google Scholar] [CrossRef]
- Luyt, A.; Dramicanin, M.; Antic, Z.; Djokovic, V. Morphology, mechanical and thermal properties of composites of polypropylene and nanostructured wollastonite filler. Polym. Test. 2009, 28, 348–356. [Google Scholar] [CrossRef]
- Hadal, R.; Dasari, A.; Rohrmann, J.; Misra, R.D.K. Effect of wollastonite and talc on the micromechanisms of tensile deformation in polypropylene composites. Mater. Sci. Eng. A 2004, 372, 296–315. [Google Scholar] [CrossRef]
- Chen, M.; Wan, C.; Shou, W.; Zhang, Y.; Zhang, Y.; Zhang, J. Effects of Interfacial Adhesion on Properties of Polypropylene/Wollastonite Composites. J. Appl. Polym. Sci. 2008, 107, 1718–1723. [Google Scholar] [CrossRef]
- Meng, M.-R.; Dou, Q. Effect of pimelic acid on the crystallization, morphology and mechanical properties of polypropylene/wollastonite composites. Mater. Sci. Eng. A 2008, 492, 177–184. [Google Scholar] [CrossRef]
- Dasari, A.; Misra, R. The role of micrometric wollastonite particles on stress whitening behavior of polypropylene composites. Acta Mater. 2004, 52, 1683–1697. [Google Scholar] [CrossRef]
- Ding, Q.; Zhang, Z.; Dai, X.; Li, M.; Mai, K. Crystalline Morphology and Mechanical Properties of Isotactic Polypropylene Composites Filled by Wollastonite With β-Nucleating Surface. Polym. Compos. 2014, 35, 1445–1452. [Google Scholar] [CrossRef]
- Li, L.; Dou, Q. Effects of Malonic Acid Treatment on Crystal Structure, Melting Behavior, Morphology, and Mechanical Properties of Isotactic Poly(propylene)/Wollastonite Composites. Polym. Compos. 2010, 31, 966–973. [Google Scholar] [CrossRef]
- Liang, J.-Z. Impact and Flexural Properties of PP/CaSiO3 Composites. Polym. Compos. 2018, 39, 398–404. [Google Scholar] [CrossRef]
- Liang, J.; Li, B.; Ruan, J. Crystallization properties and thermal stability of polypropylene composites filled with wollastonite. Polym. Test. 2015, 42, 185–191. [Google Scholar] [CrossRef]
- Chan, J.X.; Wong, J.F.; Hassan, A.; Mohamad, Z.; Othman, N. Mechanical properties of wollastonite reinforced thermoplastic composites: A review. Polym. Compos. 2020, 41, 395–429. [Google Scholar] [CrossRef]
- Tsioptsias, C.; Leontiadis, K.; Messaritakis, S.; Terzaki, A.; Xidas, P.; Mystikos, K.; Tzimpilis, E.; Tsivintzelis, I. Experimental investigation of polypropylene composite drawn fibers with talc, wollastonite, attapulgite and single wall carbon nanotubes. Polymers 2022, 14, 260. [Google Scholar] [CrossRef] [PubMed]
- Hamza, A.; Belal, A.; Sokkar, T.; El-Bakary, M.; Yassien, K. Interferometric detection of structure deformation due to cold drawing of polypropylene fibres at high draw ratios. J. Opt. A Pure Appl. Opt. 2007, 9, 820–827. [Google Scholar] [CrossRef]
- Chen, J.; Si, X.; Hu, S.; Wang, Y.; Wang, Y. The preparation and study on ultrahigh molecular weight polypropylene gel-spun fibers. J. Macromol. Sci. Phys. 2008, 47, 192–200. [Google Scholar] [CrossRef]
- El-Dessouky, H.M.; Mahmoudi, M.R.; Lawrence, C.A.; Yassien, K.M.; Sokkar, T.Z.N.; Hamza, A.A. On the physical behavior of isotactic polypropylene fibers extruded at different draw-down ratios I. Optical properties and cold drawing. Polym. Eng. Sci. 2009, 49, 2116–2124. [Google Scholar] [CrossRef]
- Larin, B.; Lyashenko, T.; Harel, H.; Marom, G. Flow induced orientated morphology and properties of nanocomposites of polypropylene/vapor grown carbon fibers. Compos. Sci. Technol. 2011, 71, 177–182. [Google Scholar] [CrossRef]
- Tambe, P.B.; Bhattacharyya, A.R.; Kamath, S.S.; Kulkarni, A.R.; Sreekumar, T.V.; Srivastav, A.; Bhasker Rao, K.U.; Liu, Y.; Kumar, S. Structure–Property Relationship Studies in Amine Functionalized Multiwall Carbon Nanotubes Filled Polypropylene Composite Fiber. Polym. Eng. Sci. 2011, 52, 1183–1194. [Google Scholar] [CrossRef]
- Li, Y.; Wang, X.; Mu, X.; Zhang, S. The performance of barium sulfate nanoparticles/polypropylene hybrid multifilament. Int. J. Nanosci. 2012, 11, 1240039. [Google Scholar] [CrossRef]
- Avci, H.; Kotek, R.; Yoon, J. Developing an ecologically friendly isothermal bath to obtain a new class high-tenacity and high-modulus polypropylene fibers. J. Mater. Sci. 2013, 48, 7791–7804. [Google Scholar] [CrossRef]
- Yin, S.; Tuladhar, R.; Shanks, R.A.; Collister, T.; Combe, M.; Jacob, M.; Tian, M.; Sivakugan, N. Fiber preparation and mechanical properties of recycled polypropylene for reinforcing concrete. J. Appl. Polym. Sci. 2015, 132, 41866. [Google Scholar] [CrossRef]
- Butola, B.S.; Joshi, M.; Kumar, S. Hybrid organic-inorganic POSS (polyhedral oligomeric silsesquioxane)/polypropylene nanocomposite filaments. Fibers Polym. 2010, 11, 1137–1145. [Google Scholar] [CrossRef]
- Wang, M.H.; Ruan, W.H.; Huang, Y.F.; Ye, L.; Rong, M.Z.; Zhang, M.Q. A strategy for significant improvement of strength of semi-crystalline polymers with the aid of nanoparticles. J. Mater. Chem. 2012, 22, 4592–4598. [Google Scholar] [CrossRef]
- Deng, H.; Bilotti, E.; Zhang, R.; Peijs, T. Effective reinforcement of carbon nanotubes in polypropylene matrices. J. Appl. Polym. Sci. 2010, 118, 30–41. [Google Scholar] [CrossRef]
- Polec, I.; Hine, P.J.; Bonner, M.J.; Ward, I.M.; Barton, D.C. Die drawn wood polymer composites. II. Micromechanical modelling of tensile modulus. Compos. Sci. Technol. 2010, 70, 53–60. [Google Scholar] [CrossRef]
- Tsioptsias, C.; Leontiadis, K.; Tzimpilis, E.; Tsivintzelis, I. Polypropylene nanocomposite fibers: A review of current trends and new developments. J. Plast. Film Sheeting 2021, 37, 283–311. [Google Scholar] [CrossRef]
- Nilsson, E.; Oxfall, H.; Wandelt, W.; Rychwalski, R.; Hagstrom, B. Melt Spinning of Conductive Textile Fibers with Hybridized Graphite Nanoplatelets and Carbon Black Filler. J. Appl. Polym. Sci. 2013, 130, 2579–2587. [Google Scholar] [CrossRef]
- Kalantari, B.; Mohaddes Mojtahedi, M.R.; Sharif, F.; Rahbar, R.S. Effect of Graphene Nanoplatelets Presence on the Morphology, Structure, and Thermal Properties of Polypropylene in Fiber Melt-Spinning Process. Polym. Compos. 2015, 36, 367–375. [Google Scholar] [CrossRef]
- Dondero, W.E.; Gorga, R.E. Morphological and mechanical properties of carbon nanotube/Polymer Composites via melt compounding. J. Polym. Sci. Part B Polym. Phys. 2006, 44, 864–878. [Google Scholar] [CrossRef] [Green Version]
- Skrifvars, M.; Soroudi, A. Melt Spinning of Carbon Nanotube Modified Polypropylene for Electrically Conducting Nanocomposite Fibres. Solid State Phenom. 2009, 151, 43–47. [Google Scholar] [CrossRef]
- Youssefi, M.; Safaie, B. Effect of Multi Walled Carbon Nanotube on the Crystalline Structure of Polypropylene Fibers. Fibers Polym. 2013, 14, 1602–1607. [Google Scholar] [CrossRef]
- Cao, L.; Su, D.; Su, Z.; Chen, X. Fabrication of Multiwalled Carbon Nanotube/Polypropylene Conductive Fibrous Membranes by Melt Electrospinning. Ind. Eng. Chem. Res. 2014, 53, 2308–2317. [Google Scholar] [CrossRef]
- Fabia, J.; Janicki, J.; Slusarczyk, C.; Rom, M.; Graczyk, T.; Gawlowski, A. Study of structure of polypropylene microfibres modified with multi-walled carbon nanotubes. Fibres Text. East. Eur. 2015, 23, 38–44. [Google Scholar] [CrossRef]
- O’Haire, T.; Rigout, M.; Russell, S.J.; Carr, C.M. Influence of nanotube dispersion and spinning conditions on nanofiber nanocomposites of polypropylene and multi-walled carbon nanotubes produced through ForcespinningTM. J. Thermoplast. Compos. Mater. 2015, 27, 205–214. [Google Scholar] [CrossRef]
- Lee, B.; Cho, J.; Kim, K. Crystallization, orientation, and mechanical properties of laser-heated photothermally drawn polypropylene/multi-walled carbon nanotube fibers. Eur. Polym. J. 2017, 91, 70–80. [Google Scholar] [CrossRef]
- Youssefi, M.; Safaie, B. The Study on the Mechanical Properties of Multi-walled Carbon Nanotube/Polypropylene Fibers. J. Inst. Eng. 2018, 99, 37–42. [Google Scholar] [CrossRef]
- Zhang, F.; Liu, X.; Zheng, G.; Guo, Z.; Liu, C.; Shen, C. Facile route to improve the crystalline memory effect: Electrospun composite fiber and annealing. Macromol. Chem. Phys. 2018, 219, 1800236. [Google Scholar] [CrossRef]
- McIntosh, D.; Khabashesku, V.N.; Barrera, E.V. Nanocomposite Fiber Systems Processed from Fluorinated Single-Walled Carbon Nanotubes and a Polypropylene Matrix. Chem. Mater. 2006, 18, 4561–4569. [Google Scholar] [CrossRef]
- Acierno, S.; Barretta, R.; Luciano, R.; Marotti de Sciarra, F.; Russo, P. Experimental evaluations and modeling of the tensile behavior of polypropylene/single-walled carbon nanotubes fibers. Compos. Struct. 2017, 174, 12–18. [Google Scholar] [CrossRef]
- Chatterjee, A.; Deopura, B.L. High modulus and high strength PP nanocomposite filament. Compos. Part A Appl. 2006, 37, 813–817. [Google Scholar] [CrossRef]
- Joshi, M.; Shaw, M.; Butola, B.S. Studies on Composite Filaments from Nanoclay Reinforced Polypropylene. Fibers Polym. 2004, 5, 59–67. [Google Scholar] [CrossRef]
- Joshi, M.; Viswanathan, V. High-Performance Filaments from Compatibilized Polypropylene/Clay Nanocomposites. J. Appl. Polym. Sci. 2006, 102, 2164–2174. [Google Scholar] [CrossRef]
- Lorenzi, D.; Sartori, G.; Ferrara, G.; Fambri, L. Spinnability of Nanofilled Polypropylene. Macromol. Symp. 2011, 301, 73–81. [Google Scholar] [CrossRef]
- Houphouët-Boigny, C.; Plummer, C.G.; Wakeman, M.D.; Månson, J.-A.E. Towards Textile-Based Fiber-Reinforced Thermoplastic Nanocomposites: Melt Spun Polypropylene-Montmorillonite Nanocomposite Fibers. Polym. Eng. Sci. 2007, 47, 1122–1132. [Google Scholar] [CrossRef]
- Mohan, T.P.; Kanny, K. Preparation and characteristics of polypropylene-clay nanocomposite fibers. J. Polym. Eng. 2015, 35, 773–784. [Google Scholar] [CrossRef]
- Borsig, E.; Ujhelyiova, A.; Mlynarcikova, Z.; Kaemfer, D.; Mulhaupt, R.; Marcincin, A.; Berek, D. DSC study of syndiotactic polypropylene/organoclay nanocomposite fibers: Crystallization and melting behavior. Int. J. Polym. Mater. 2007, 56, 771–788. [Google Scholar] [CrossRef]
- Škovranová, L.; Borsig, E.; Streller, R.; Thomann, R.; Mülhaupt, R.; Ujhelyová, A.; Berek, D.; Patsiga, R.A. Polypropylene + boehmite nanocomposite fibers. J. Polym. Eng. 2012, 32, 445–451. [Google Scholar] [CrossRef]
- Esthappan, S.K.; Kuttappan, S.K.; Joseph, R. Thermal and mechanical properties of polypropylene/titanium dioxide nanocomposite fibers. Mater. Des. 2012, 37, 537–542. [Google Scholar] [CrossRef]
- Rodicheva, Y.A.; Belov, N.V.; Burmistrov, V.A.; Koifman, O.I. Heterogenous catalysts based on polypropylene and polyamide fibers. Fibre. Chem. 2012, 44, 161–163. [Google Scholar] [CrossRef]
- Dabrowska, I.; Fambri, L.; Pegoretti, A.; Slouf, M.; Vackova, T.; Kolarik, J. Spinning, drawing and physical properties of polypropylene nanocomposite fibers with fumed nanosilica. eXPRESS Polym. Lett. 2015, 9, 277–290. [Google Scholar] [CrossRef]
- Fambri, L.; Dabrowska, I.; Ceccato, R.; Pegoretti, A. Effects of fumed silica and draw ratio on nanocomposite polypropylene fibers. Polymers 2017, 9, 41. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fakoori, E.; Karami, H. Preparation and characterization of ZnO-PP nanocomposite fibers and non-woven fabrics. J. Text. Inst. 2018, 109, 1152–1158. [Google Scholar] [CrossRef]
- Ding, Q.; Zhang, Z.; Wang, C.; Jiang, J.; Li, G.; Mai, K. The β-nucleating effect of wollastonite-filled isotactic polypropylene composites. Polym. Bull. 2013, 70, 919–938. [Google Scholar] [CrossRef]
- Ding, Q.; Zhang, Z.; Wang, C.; Jiang, J.; Dai, X.; Mai, K. Preparation and characterization of wollastonite with a β-nucleating surface and its filled isotactic polypropylene composites. J. Mater. Sci. 2013, 48, 5225–5235. [Google Scholar] [CrossRef]
- Ding, Q.; Zhang, Z.; Wang, C.; Jiang, J.; Li, G.; Mai, K. Crystallization behavior and melting characteristics of wollastonite filled β-isotactic polypropylene composites. Thermochim. Acta 2012, 536, 47–54. [Google Scholar] [CrossRef]
- Ding, Q.; Zhang, Z.; Dai, X.; Li, M.; Mai, K. Effect of Hybrid Wollastonite with Different Nucleation and Morphology on the Crystallization and Mechanical Properties of Polypropylene. Polym. Compos. 2019, 638–646. [Google Scholar] [CrossRef]
- Ding, Q.; Zhang, Z.; Wang, C.; Jiang, J.; Li, G.; Mai, K. Non-isothermal crystallization kinetics and morphology of wollastonite-filled β-isotactic polypropylene composites. J. Therm. Anal. Calorim. 2014, 115, 675–688. [Google Scholar] [CrossRef]
- Salas-Papayanopolos, H.; Morales, A.; Lozano, T.; Laria, J.; Sanchez, S.; Rodriguez, F.; Martinez, G.; Cerino, F. Improvement of Toughness Properties of Polypropylene/Wollastonite Composites Using an Interface Modifier. Polym. Compos. 2014, 1184–1192. [Google Scholar] [CrossRef]
- Li, Z.; Shen, S.Y.; Peng, J.; Yang, C. Mechanochemical Modification of Wollastonite and Its application to Polypropylene. Key Eng. Mater. 2003, 249, 409–412. [Google Scholar] [CrossRef]
- Manias, E.; Touny, A.; Wu, L.; Strawhecker, K.; Lu, B.; Chung, T.C. Polypropylene/Montmorillonite Nanocomposites. Review of the Synthetic Routes and Materials Properties. Chem. Mater. 2001, 13, 3516–3523. [Google Scholar] [CrossRef] [Green Version]
- Montgomery, D.C. Design and Analysis of Experiments, 9th ed.; John Wiley and Sons, Inc.: Hoboken, NJ, USA, 2017; pp. 490–513. [Google Scholar]
- Bakhtiari, A.; Ghasemi, F.A.; Naderi, G.; Nakhaei, M.R. An approach to the optimization of mechanical properties of polypropylene/nitrile butadiene rubber/halloysite nanotybe/polypropylene-g-maleic anhydride nanocomposites using response surface methodology. Polym. Compos. 2020, 41, 2330–2343. [Google Scholar] [CrossRef]
- Sukriti; Sharma, J.; Pruthi, V.; Anand, P.; Chaddha, A.P.S.; Bhatia, J.; Kaith, B.S. Surface response methodology-central composite design screening for the fabrication of a Gx-psy-g-polyacrylicacid adsorbent and sequestration of auramine-O dye from a textile effluent. RSC Adv. 2016, 6, 74300–74311. [Google Scholar] [CrossRef]
- El Shahawy, A.; Mohamadien, R.H.; El-Fawal, E.M.; Moustafa, Y.M.; Dawood, M.M.K. Hybrid Photo-Fenton oxidation and biosorption for petroleum wastewater treatment and optimization using Box–Behnken Design. Environ. Technol. Innov. 2021, 24, 101834. [Google Scholar] [CrossRef]
- Vargas, A.F.; Orozco, V.H.; Rault, F.; Giraud, S.; Devaux, E.; Lopez, B.L. Influence of fiber-like nanofillers on the rheological, mechanical, thermal and fire properties of polypropylene: An application to multifilament yarn. Compos. Part A Appl. 2010, 41, 1797–1806. [Google Scholar] [CrossRef]
- Varga, J. β-modification of polypropylene and its two-component systems. J. Therm. Anal. 1989, 35, 1891–1912. [Google Scholar] [CrossRef]
- Siebert, O.; Brooks, K.; Craigie, L.; Hodge, G.; Hutton, T.; Laronge, T.; Munro, I.; Pope, D.; Scott, S.; Stoecker, J., II. Perry’s Chemical Engineers’ Handbook, 8th ed.; McGraw-Hill: New York, NY, USA, 2008; pp. 25–30. [Google Scholar]
- van Erp, T.B.; Reynolds, C.T.; Bilotti, E.; Peijs, T. Nanoclay assisted ultra-drawing of polypropylene tapes. Nanocomposites 2019, 5, 114–123. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Abbreviation | Characteristics 1,2,3,4 | Supplier |
|---|---|---|---|
| Isotactic PP (ECOLEN HZ42Q) | PP | MFI = 18 g/10min, TS = 33 MPa, Tm = 168–171 °C | Hellenic Petroleum S.A. |
| Masterbatch with combatibilizer (Bondyram 1001) | MA | PP grafted with maleic anhydride (PP-g-MA). MA content 1%, MFI = 100 g/10 min, Tm = 160 °C | Polyram Plastic Industries LTD |
| Masterbatch with antioxidant (KRITILEN® AO PP9216) | AO | PP with 20.5% wt. antioxidant (combination of phosphite and phenolic types) | Plastika Kritis S.A. |
| Masterbatch with wollastonite (KRITILEN® D05-00047) | WO | PP with 30% wt. wollastonite of high aspect ratio (D50 = 3 μm) MFI 5 = 25 g/10 min | Plastika Kritis S.A. |
| Composite | Filler Content (%wt.) | Antioxidant Content (%wt.) | Compatibilizer Content a (%wt) |
|---|---|---|---|
| C0 | - | 0.82 | - |
| C1 | 4 | 0.82 | - |
| C2 | - | 0.82 | 15 |
| C3 | 4 | 0.82 | 15 |
| C4 | - | 0.82 | 7.5 |
| C5 | 4 | 0.82 | 7.5 |
| C6 | 2 | 0.82 | - |
| C7 | 2 | 0.82 | 15 |
| C8 | 2 | 0.82 | 7.5 |
| ID | Wollastonite Content (%wt.) | Compatibilizer Content a (%wt.) | λ | Composite b |
|---|---|---|---|---|
| 1 | 0 | 0 | 7 | C0 |
| 2 | 4 | 0 | 7 | C1 |
| 3 | 0 | 15 | 7 | C2 |
| 4 | 4 | 15 | 7 | C3 |
| 5 | 0 | 7.5 | 5 | C4 |
| 6 | 4 | 7.5 | 5 | C5 |
| 7 | 0 | 7.5 | 9 | C4 |
| 8 | 4 | 7.5 | 9 | C5 |
| 9 | 2 | 0 | 5 | C6 |
| 10 | 2 | 15 | 5 | C7 |
| 11 | 2 | 0 | 9 | C6 |
| 12 | 2 | 15 | 9 | C7 |
| 13 | 2 | 7.5 | 7 | C8 |
| 14 | 2 | 7.5 | 7 | C8 |
| 15 | 2 | 7.5 | 7 | C8 |
| DOE ID | EM (ΜΡa) | TS (ΜΡa) | % EatB | Tdec (°C) | ΔH (J g−1) | Tm (°C) |
|---|---|---|---|---|---|---|
| 1 | 1929 | 296 | 164 | 271 | 86.8 | 166.7 |
| 2 | 2611 | 390 | 178 | 329 | 91.8 | 165.1 |
| 3 | 1791 | 299 | 182 | 350 | 92.6 | 167.3 |
| 4 | 1621 | 291 | 188 | 297 | 86.3 | 167.3 |
| 5 | 1928 | 347 | 214 | 295 | 92.6 | 164.6 |
| 6 | 2016 | 336 | 182 | 300 | 92.9 | 166.4 |
| 7 | 2911 | 521 | 153 | 291 | 95.3 | 167.6 |
| 8 | 3323 | 527 | 150 | 296 | 96.9 | 168.3 |
| 9 | 2111 | 383 | 180 | 304 | 87.2 | 164.6 |
| 10 | 1678 | 310 | 190 | 342 | 98.9 | 164.9 |
| 11 | 3305 | 535 | 148 | 312 | 102.1 | 163.0 |
| 12 | 2921 | 438 | 154 | 298 | 95.1 | 161.8 |
| 13 | 2449 | 360 | 178 | 302 | 96.8 | 166.9 |
| 14 | 2286 | 341 | 188 | 305 | 96.4 | 166.2 |
| 15 | 2203 | 400 | 174 | 305 | 99.4 | 164.6 |
| Tensile Strength, TS/MPa | Onset Decomposition Temperature, Tdec/°C | |
|---|---|---|
| Verification Sample | 476 | 302 |
| Optimization prediction | 486 | 300 |
| % Average Absolute Deviation | 2.1% | 0.7% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leontiadis, K.; Tsioptsias, C.; Messaritakis, S.; Terzaki, A.; Xidas, P.; Mystikos, K.; Tzimpilis, E.; Tsivintzelis, I. Optimization of Thermal and Mechanical Properties of Polypropylene-Wollastonite Composite Drawn Fibers Based on Surface Response Analysis. Polymers 2022, 14, 924. https://doi.org/10.3390/polym14050924
Leontiadis K, Tsioptsias C, Messaritakis S, Terzaki A, Xidas P, Mystikos K, Tzimpilis E, Tsivintzelis I. Optimization of Thermal and Mechanical Properties of Polypropylene-Wollastonite Composite Drawn Fibers Based on Surface Response Analysis. Polymers. 2022; 14(5):924. https://doi.org/10.3390/polym14050924
Chicago/Turabian StyleLeontiadis, Konstantinos, Costas Tsioptsias, Stavros Messaritakis, Aikaterini Terzaki, Panagiotis Xidas, Kyriakos Mystikos, Evangelos Tzimpilis, and Ioannis Tsivintzelis. 2022. "Optimization of Thermal and Mechanical Properties of Polypropylene-Wollastonite Composite Drawn Fibers Based on Surface Response Analysis" Polymers 14, no. 5: 924. https://doi.org/10.3390/polym14050924
APA StyleLeontiadis, K., Tsioptsias, C., Messaritakis, S., Terzaki, A., Xidas, P., Mystikos, K., Tzimpilis, E., & Tsivintzelis, I. (2022). Optimization of Thermal and Mechanical Properties of Polypropylene-Wollastonite Composite Drawn Fibers Based on Surface Response Analysis. Polymers, 14(5), 924. https://doi.org/10.3390/polym14050924