
Melt Conveying in Single-Screw Extruders: Modeling and Simulation




Abstract
:
1. Introduction
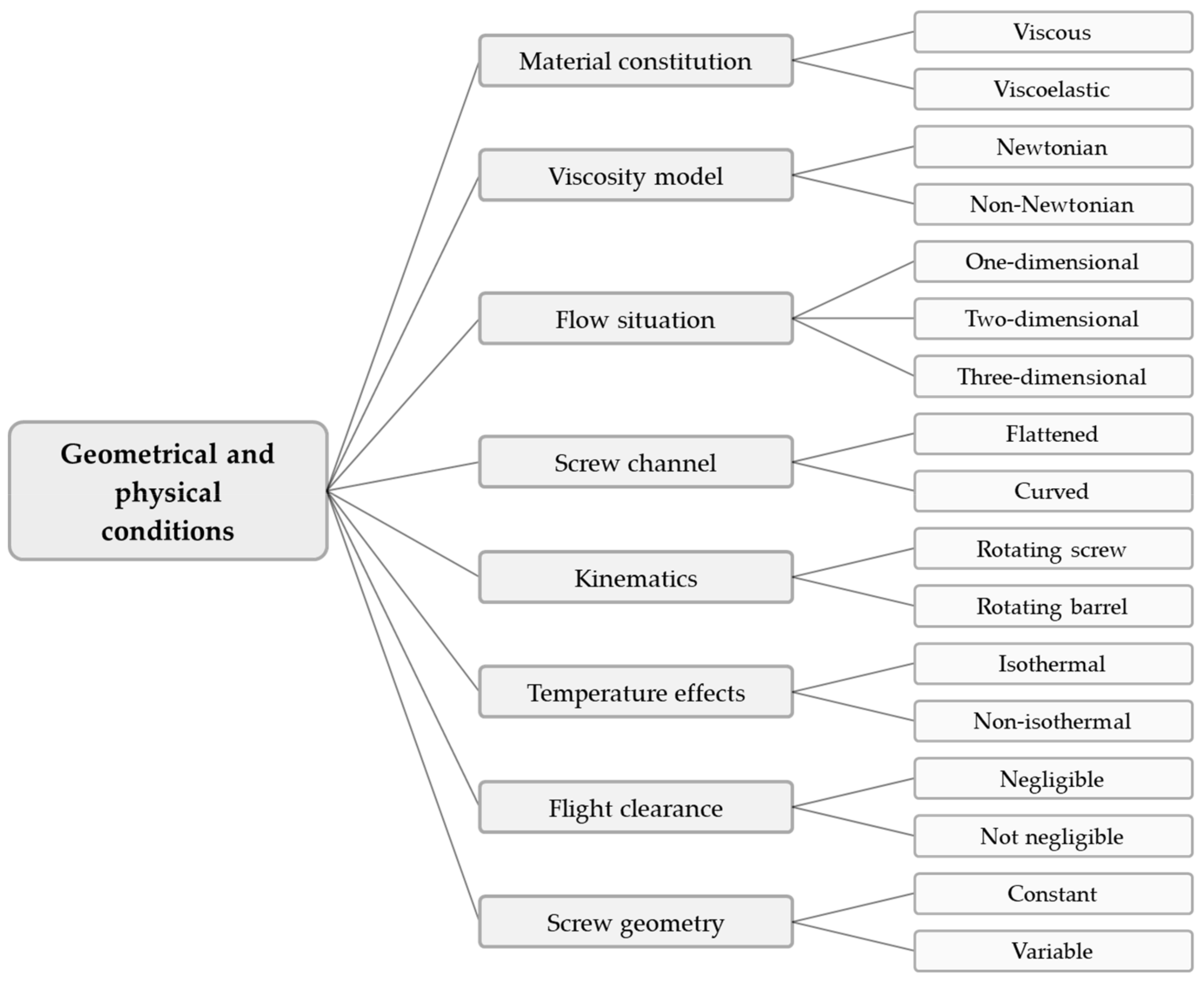
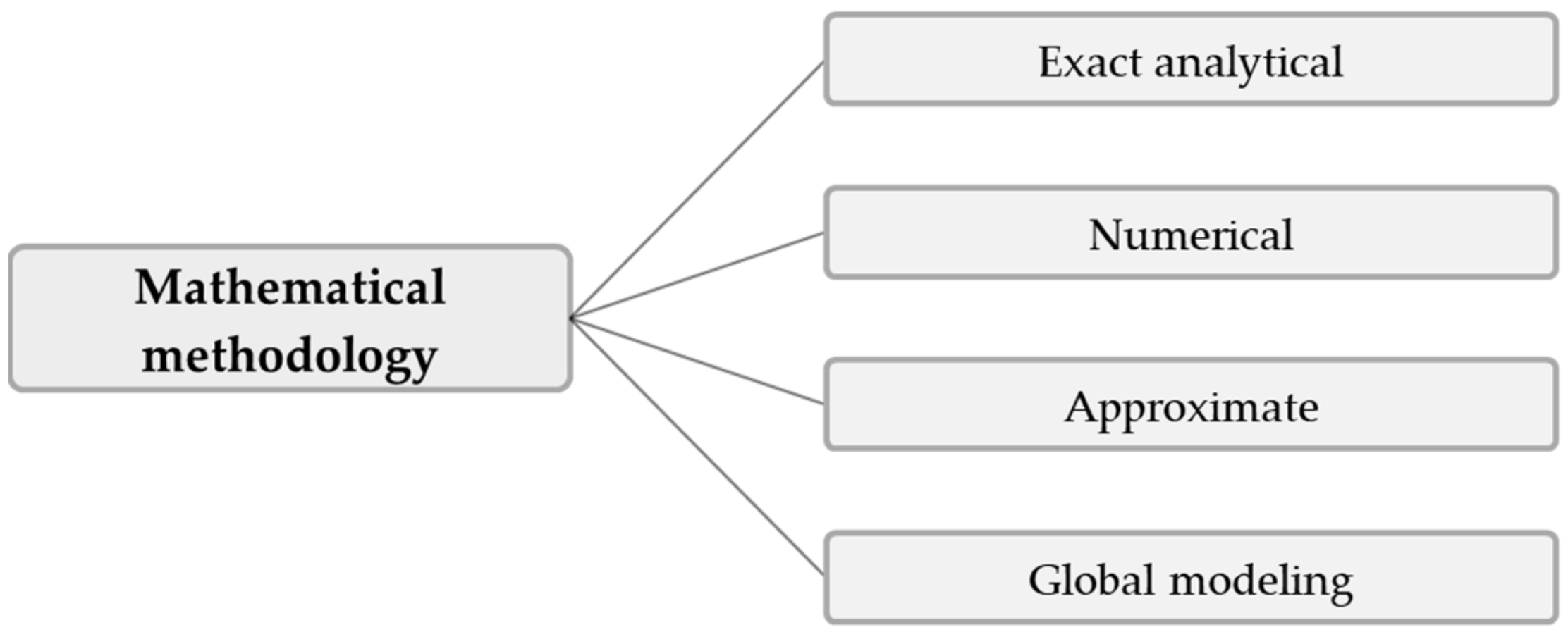
2. Modeling Fundamentals
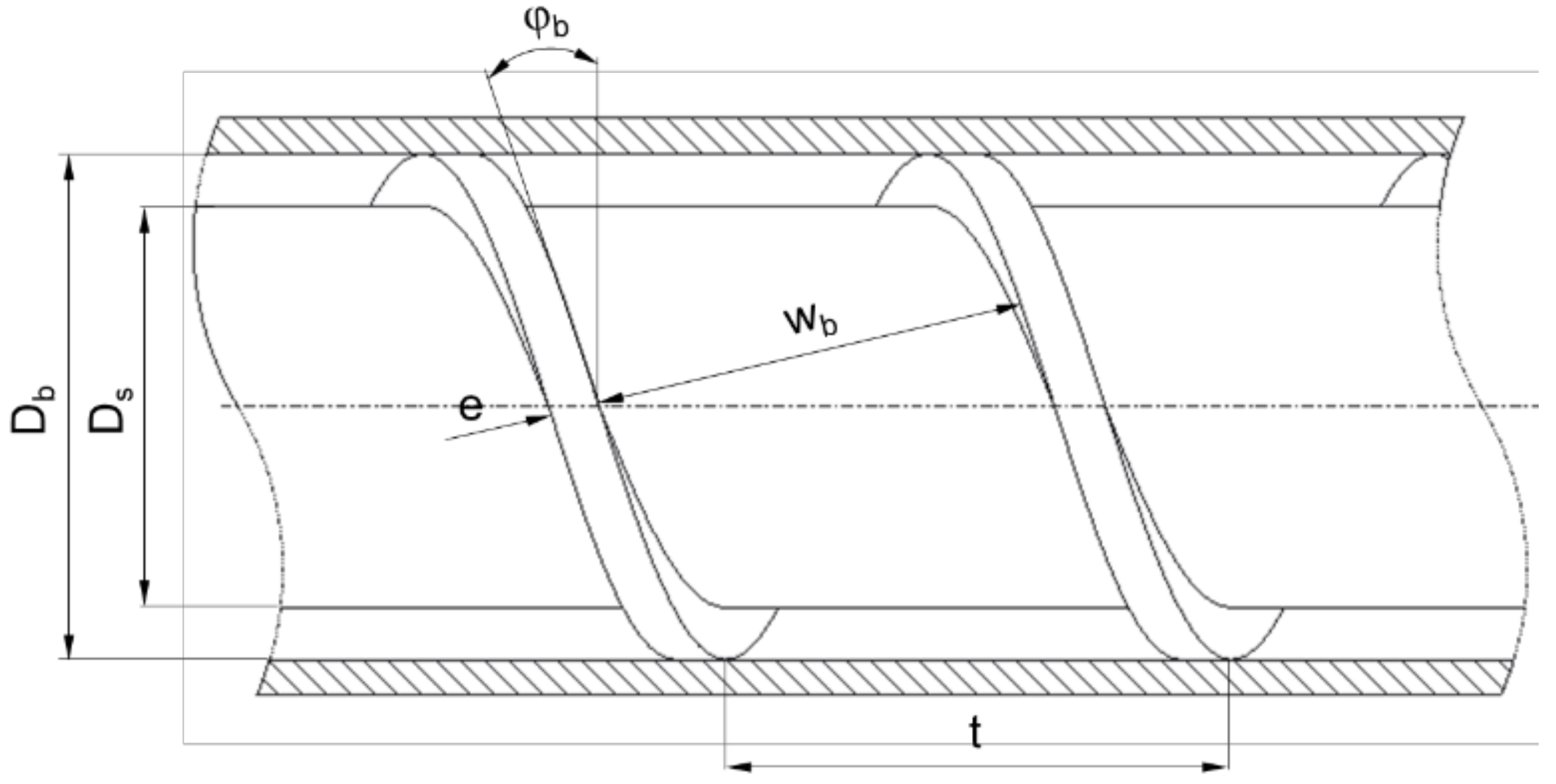
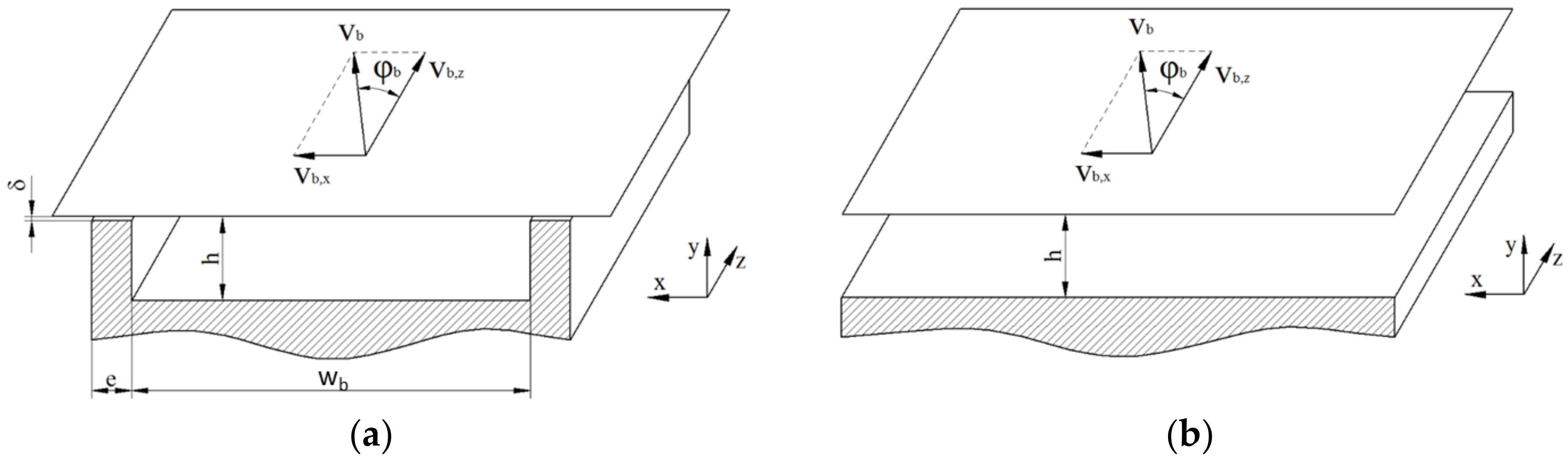
2.1. Screw Geometry
2.2. Conservation Equations
2.3. Constitutive Equations
2.4. Fully Developed Flows
2.5. Developing Flows
2.6. Boundary Conditions and Mathematical Constraints
3. Exact Analytical Approaches
3.1. Flow Pattern and Pumping Capability
3.2. Dissipation and Power Consumption
4. Numerical Approaches
4.1. One-Dimensional Non-Newtonian Down-Channel Flows
4.2. Two-Dimensional Non-Newtonian Flows in Screw Channels of Infinite Width
4.2.1. Fully Developed Flows
4.2.2. Developing Flows
4.3. Three-Dimensional Non-Newtonian Flows in Screw Channels of Finite Width
4.3.1. Fully Developed Flows
4.3.2. Developing Flows
5. Approximate Methods
6. Leakage Flow
7. Curved Channel Systems
8. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Temperature shift factor | Characteristic velocity | ||
| Specific heat capacity (constant pressure) | Barrel velocity | ||
| Specific heat capacity (constant volume) | Barrel velocity in the x-direction | ||
| Brinkman number | Barrel velocity in the z-direction | ||
| Barrel diameter | Velocities | ||
| Screw core diameter | Velocity vector | ||
| Rate-of-deformation tensor | Volume flow rate | ||
| Flight width | Drag flow rate | ||
| Degree of filling | Pressure flow rate | ||
| Correction factor for leakage flow | Channel width at barrel surface | ||
| Shape factor (drag flow) | Width of filled channel | ||
| Shape factor (drag flow), partially filled | Width of unfilled channel | ||
| Shape factor (pressure flow) | Cross-channel coordinate | ||
| Gravity vector | Up-channel coordinate | ||
| Channel depth | Down-channel coordinate | ||
| Number of screw flights | Unwound length | ||
| Consistency | Temperature coefficient | ||
| Characteristic length | Flight clearance | ||
| Velocity gradient tensor | Shear rate | ||
| Mean absolute error | Viscosity | ||
| Power-law index | Viscosity in the flight clearance | ||
| Screw speed | Heat conductivity | ||
| Coefficient of determination | Dimensionless velocity (drag flow) | ||
| Reynolds number | Dimensionless velocities | ||
| Pressure | Dimensionless velocity (pressure flow) | ||
| Drive power | Dimensionless pressure gradients | ||
| Péclet number | Dimensionless dissipation | ||
| Viscous dissipation | Dimensionless flow rate | ||
| Screw pitch | Density | ||
| Temperature | Shear stresses | ||
| Reference temperature | Stress tensor | ||
| Barrel temperature | Pitch angle | ||
| Screw temperature |
References
- Tadmor, Z.; Klein, I. Engineering Principles of Plasticating Extrusion; Van Nostrand Reinhold: New York, NY, USA, 1970; ISBN 9780882756981. [Google Scholar]
- Hensen, F.; Knappe, W.; Potente, H. Handbuch der Kunststoff-Extrusionstechnik: Grundlagen; Hanser Publishers: Munich, Germany, 1989; ISBN 9783446143395. [Google Scholar]
- White, J.L.; Potente, H. Screw Extrusion; Hanser Publishers: Munich, Germany, 2001; ISBN 9783446196247. [Google Scholar]
- Tadmor, Z.; Gogos, Z.G. Principles of Polymer Processing, 2nd ed.; Wiley and Sons: Hoboken, NJ, USA, 2002; ISBN 9780471387701. [Google Scholar]
- Chung, C.I. Extrusion of Polymers: Theory and Practice, 2nd ed.; Hanser Publishers: Munich, Germany, 2010; ISBN 9783446424098. [Google Scholar]
- Campbell, G.A.; Spalding, M.A. Analyzing and Troubleshooting Single-Screw Extruders; Hanser Publishers: Munich, Germany, 2013; ISBN 9783446413719. [Google Scholar]
- Rauwendaal, C. Polymer Extrusion, 5th ed.; Hanser Publishers: Munich, Germany, 2014; ISBN 9783446217744. [Google Scholar]
- Kohlgrüber, K. Co-Rotating Twin-Screw Extruders: Fundamentals; Hanser Publishers: Munich, Germany, 2020; ISBN 9781569907474. [Google Scholar]
- Bernhardt, E.C. Processing of Thermoplastic Materials; Van Nostrand Reinhold: New York, NY, USA, 1959; ISBN 9780278916333. [Google Scholar]
- Jacobi, H.R. Screw Extrusion of Plastics; Iliffe Book Ltd.: London, UK, 1963. [Google Scholar]
- McKelvey, J.M. Polymer Processing; Wiley and Sons: New York, NY, USA, 1962; ISBN 9780471584438. [Google Scholar]
- Schenkel, G. Kunststoff-Extrudertechnik; Hanser Publishers: Munich, Germany, 1963. [Google Scholar]
- Pearson, J.R.A. Mechanical Principles of Polymer Melt Processing; Pergamon Press: Oxford, UK, 1966; ISBN 9780080131504. [Google Scholar]
- Fenner, R.T. Extruder Screw Design; Iliffe Book Ltd.: London, UK, 1970; ISBN 9780592000466. [Google Scholar]
- Middleman, S. Fundamentals of Polymer Processing; McGraw Hill Professional: New York, NY, USA, 1977; ISBN 9780070418516. [Google Scholar]
- Manas-Zloczower, I. Mixing and Compounding of Polymers: Theory and Practice, 2nd ed.; Hanser Publishers: Munich, Germany, 2002; ISBN 9781569901564. [Google Scholar]
- Osswald, T.A.; Hernández-Ortiz, J.P. Polymer Processing: Modeling and Simulation; Hanser Publishers: Munich, Germany, 2002; ISBN 978-1-569-90398-8. [Google Scholar]
- Agassant, J.F.; Avenas, P.; Carreau, P.J.; Vergnes, B.; Vincent, M. Polymer Processing: Principles and Modelling, 2nd ed.; Hanser Publishers: Munich, Germany, 2017; ISBN 9781569906057. [Google Scholar]
- Carley, J.F.; Strub, R.A. Basic Concepts of Extrusion. Ind. Eng. Chem. 1953, 45, 970–973. [Google Scholar] [CrossRef]
- Squires, P.H. Screw Extrusion–Flow Patterns and Recent Theoretical Developments. SPE Trans. 1964, 4, 7–16. [Google Scholar] [CrossRef]
- Fenner, R.T. Developments in the analysis of steady screw extrusion of polymers. Polymer 1977, 18, 617–635. [Google Scholar] [CrossRef]
- Bruin, S.; Zuilichem, D.J.; Stolp, W. A Review of Fundamental and Engineering Aspects of Extrusion of Biopolymers in a Single-Screw Extruder. Food Process. Eng. 1978, 2, 1–37. [Google Scholar] [CrossRef]
- Jaluria, Y. Heat and Mass Transfer in the Extrusion of Non-Newtonian Materials. Adv. Heat Transf. 1996, 28, 145–230. [Google Scholar] [CrossRef]
- Ariffin, A.; Ahmad, M.S.B. Review: Single Screw Extruder in Particulate Filler Composite. Polym. Plast. Technol. 2011, 50, 395–403. [Google Scholar] [CrossRef]
- Wilczyńnski, K.; Nastaj, A.; Lewandowski, A.; Wilczyńnski, K.J.; Buziak, K. Fundamentals of global modeling for polymer extrusion. Polymers 2019, 11, 2106. [Google Scholar] [CrossRef] [Green Version]
- Hyvärinen, M.; Jabeen, R.; Kärki, T. The Modelling of Extrusion Processes for Polymers—A Review. Polymers 2020, 12, 1306. [Google Scholar] [CrossRef]
- Zamodits, H.J. Extrusion of Thermoplastics. Ph.D. Thesis, University of Cambridge, Cambridge, UK, 1968. [Google Scholar]
- Tung, T.T. A Coordinate Frame for Helical Flows. Polym. Eng. Sci. 1975, 15, 401–405. [Google Scholar] [CrossRef]
- Nebrensky, J.; Pittman, J.F.T.; Smith, J.M. Flow and Heat Transfer in Screw Extruders: I. A Variational Analysis Applied in Helical Coordinates. Polym. Eng. Sci. 1973, 16, 209–215. [Google Scholar] [CrossRef]
- Hami, M.L.; Pittman, J.F.T. Finite Element Solutions for Flow in a Single-Screw Extruder, Including Curvature Effects. Polym. Eng. Sci. 1980, 20, 339–348. [Google Scholar] [CrossRef]
- Choo, K.P.; Hami, M.L.; Pittman, J.F.T. Deep Channel Operating Characteristics of a Single Screw Extruder: Finite Element Predictions and Experimental Results for Isothermal Non-Newtonian Flow. Polym. Eng. Sci. 1981, 21, 100–104. [Google Scholar] [CrossRef]
- Wang, J.W.; Andrews, J.R.G. Numerical Simulation of Flow in Helical Ducts. AlChE J. 1995, 41, 1071–1080. [Google Scholar] [CrossRef]
- Blyth, M.G.; Pozrikidis, C. Stokes Flow Through a Single-Screw Extruder. AlChE J. 2007, 53, 69–77. [Google Scholar] [CrossRef]
- Sanjabi, F.; Upreti, S.R.; Lohi, A.; Ein-Mozaffari, F. Helical Flow of Polymer Melts in Extruders, Part 1: Model Development. Adv. Polym. Technol. 2010, 29, 249–260. [Google Scholar] [CrossRef]
- Sanjabi, F.; Upreti, S.R.; Lohi, A.; Ein-Mozaffari, F. Helical Flow of Polymer Melts in Extruders, Part 2: Model Simulation and Validation. Adv. Polym. Technol. 2010, 29, 261–279. [Google Scholar] [CrossRef]
- Vachagina, E.K.; Kadyirov, A.; Karaeva, J. Simulation of Giesekus fluid flow in extruder using helical coordinate system. IOP Conf. Ser. Mater. Sci. Eng. 2020, 733, 1–5. [Google Scholar] [CrossRef]
- Roland, W.; Marschik, C.; Loew-Baselli, B.; Miethlinger, J. The Effect of Channel Curvature on the Flow Rate and Viscous Dissipation of Power-Law Fluids; SPE ANTEC Technical Papers; Society of Plastics Engineers: Bethel, CT, USA, 2018. [Google Scholar]
- Campbell, G.A.; Sweeney, P.A.; Felton, P.A. Analysis of an Alternative Extruder Screw Pump Design. Int. Polym. Process. 1992, 5, 320–326. [Google Scholar] [CrossRef]
- Tamura, M.S.; Henderson, J.M.; Powell, R.L.; Shoemaker, C.F. Analysis of the Helical Screw Rheometer. J. Food Process. Eng. 1993, 16, 93–126. [Google Scholar] [CrossRef]
- Li, Y.; Hsieh, F. Modeling of Flow in a Single Screw Extruder. J. Food Eng. 1996, 27, 353–375. [Google Scholar] [CrossRef]
- Campbell, G.A.; Sweeney, P.A.; Dontula, N.; Wang, C. Frame Indifference: Fluid Flow in Single Screw Pumps and Extruders. Int. Polym. Process. 1996, 3, 199–207. [Google Scholar] [CrossRef]
- Sikora, R.; Sasimowski, E. Polymer Flow Velocity in the Helical Channel in Dependence of a Coordinate System. Int. Polym. Process. 2000, 3, 221–232. [Google Scholar] [CrossRef]
- Rauwendaal, C.; Osswald, T.A.; Tellez, G.; Gramann, P.J. Flow Analysis in Screw Extruders-Effect of Kinematic Conditions. Int. Polym. Process. 1998, 13, 327–333. [Google Scholar] [CrossRef]
- Sun, J.; Rauwendaal, C. Analysis of Flow in Single Screw Extruders; SPE ANTEC Technical Papers; Society of Plastics Engineers: Bethel, CT, USA, 2002. [Google Scholar]
- Bird, R.B.; Stewart, W.E.; Lightfoot, E.M. Transport Phenomena, 2nd ed.; Wiley and Sons: New York, NY, USA, 2002; ISBN 9780470115398. [Google Scholar]
- Neofytou, P.; Drikakis, D. Non-Newtonian flow instability in a channel with sudden expansion. J. Non-Newton. Fluid Mech. 2003, 111, 127–150. [Google Scholar] [CrossRef]
- Luo, X.-L.; Tanner, R.I. A pseudo-time integral method for non-isothermal viscoelastic flows and its application to extrusion simulation. Rheol. Acta 1987, 26, 499–507. [Google Scholar] [CrossRef]
- Yuan, X.F.; Ball, R.C.; Edwards, S.F. Dynamical modelling of viscoelastic extrusion flows. J. Non-Newton. Fluid Mech. 1994, 54, 423–435. [Google Scholar] [CrossRef]
- Mu, Y.; Zhao, G. Numerical Study of Nonisothermal Polymer Extrusion Flow with a Differential Viscoelastic Model. Polym. Eng. Sci. 2008, 48, 316–328. [Google Scholar] [CrossRef]
- Cruz, D.O.A.; Pinho, F.T. Analysis of isothermal flow of a Phan-Thien-Tanner fluid in a simplified model of a single-screw extruder. J. Non-Newton. Fluid Mech. 2012, 167–168, 95–105. [Google Scholar] [CrossRef]
- Khalifeh, A.; Clermont, J.R. Numerical simulations of non-isothermal three-dimensional flows in an extruder by a finite-volume method. J. Non-Newton. Fluid Mech. 2005, 126, 7–22. [Google Scholar] [CrossRef]
- Braun, A.; Dressler, M.; Windhab, E.J. Extrusion flow of complex viscoelastic polymer blend model. J. Non-Newton. Fluid Mech. 2008, 149, 93–103. [Google Scholar] [CrossRef]
- Ostwald, W. Über die rechnerische Darstellung des Strukturgebietes der Viskosität. Kolloid–Z. 1929, 47, 179–187. [Google Scholar] [CrossRef]
- De Waele, A. Viscometry and Plastometry. J. Oil Colour Chem. Assoc. 1923, 6, 33–69. [Google Scholar]
- Hunter, W.B.; Zienkiewicz, O.C. Effect of Temperature Variations Across the Lubricant Films in the Theory of Hydrodynamic Lubrication. J. Mech. Eng. Sci. 1960, 2, 52–58. [Google Scholar] [CrossRef]
- Yates, B. Temperature Developments in Single Screw Extruders. Ph.D. Thesis, University of Cambridge, Cambridge, UK, 1968. [Google Scholar]
- Syrjälä, S. Numerical Study of Fully Developed Non-Newtonian Fluid Flow and Heat Transfer in a Rectangular Channel with a Moving Wall. Int. Comm. Heat Mass Transf. 1997, 24, 11–25. [Google Scholar] [CrossRef]
- Worth, R.A.; Parnaby, J.; Helmy, H.A. Wall Slip and its Implications in the Design of Single Screw Melt-Fed Extruders. Polym. Eng. Sci. 1977, 17, 257–265. [Google Scholar] [CrossRef]
- Meijer, H.E.H.; Verbraak, C.P.J.M. Modeling of Extrusion with Slip Boundary Conditions. Polym. Eng. Sci. 1988, 28, 758–771. [Google Scholar] [CrossRef] [Green Version]
- Lawal, A.; Kalyon, D.M.; Yilmazer, U. Extrusion and Lubrication Flows of Viscoplastic Fluids with Wall Slip. Chem. Eng. Commun. 1993, 122, 127–150. [Google Scholar] [CrossRef]
- Lawal, A.; Kalyon, D.M. Single Screw Extrusion of Viscoplastic Fluids Subject to Different Slip Coefficients at Screw and Barrel Surfaces. Polym. Eng. Sci. 1994, 34, 1471–1479. [Google Scholar] [CrossRef]
- Potente, H.; Ridder, H. Pressure/Throughput Behavior of a Single-Screw Plasticising Unit in Consideration of Wall Slippage. Int. Polym. Process. 2002, 17, 102–107. [Google Scholar] [CrossRef]
- Potente, H.; Kurte, M.; Ridder, H. Influence of Non-Newtonian Behaviour on the Processing Characteristics of Wall-Slipping Materials. Int. Polym. Process. 2003, 18, 115–121. [Google Scholar] [CrossRef]
- Potente, H.; Kurte–Jardin, M.; Klus, S.; Timmermann, K. Two Dimensional Description of Pressure-Throughput Behaviour of Newtonian Materials Considering Wall Slippage Effects. Int. Polym. Process. 2005, 20, 312–321. [Google Scholar] [CrossRef]
- Potente, H.; Timmermann, K.; Kurte-Jardin, M. Description of the Pressure/Throughput Behavior of a Single-Screw Plasticating Unit in Consideration ofWall Slippage Effects for Non-Newtonian Material and 1-D Flow. Int. Polym. Process. 2006, 21, 272–282. [Google Scholar] [CrossRef]
- Lewandowski, A.; Wilczyńnski, K. Global Modeling of Single Screw Extrusion with Slip Effects. Int. Polym. Process. 2019, 34, 81–90. [Google Scholar] [CrossRef]
- Boussinesq, M.J.J. Mémoire sur l’influence des frottements dans les mouvements réguliers des fluids. J. Math. Pures Appl. 1868, 13, 377–424. [Google Scholar]
- Anonymous. Screw Viscosity Pumps. Engineering 1922, 114, 606–607. [Google Scholar]
- Rowell, H.S.; Finlayson, D. Screw viscosity pumps. Engineering 1928, 126, 249–250. [Google Scholar]
- Maillefer, C. Etude Theorique et Experimentale sur le Fonctionnement des Boudineuses. Ph.D. Thesis, University of Lausanne, Lausanne, Switzerland, 1952. [Google Scholar]
- Carley, J.F.; Mallouk, R.S.; McKelvey, J.M. Simplified flow theory for screw extruder. Ind. Eng. Chem. 1953, 45, 974–978. [Google Scholar] [CrossRef]
- Mallouk, R.S.; McKelvey, J.M. Power Requirements of Melt Extruders. Ind. Eng. Chem. 1953, 45, 987–989. [Google Scholar] [CrossRef]
- McKelvey, J.M. Theory of Adiabatic Extruder Operation. Ind. Eng. Chem. 1954, 46, 660–664. [Google Scholar] [CrossRef]
- Mohr, W.D.; Saxton, R.L.; Jepson, C.H. Theory of mixing in the single-screw extruder. Ind. Eng. Chem. 1957, 49, 1857–1862. [Google Scholar] [CrossRef]
- Mohr, W.D.; Mallouk, R.S. Flow, power requirement, and pressure distribution of fluid in a screw extruder. Ind. Eng. Chem. 1959, 51, 765–770. [Google Scholar] [CrossRef]
- Meskat, W. Theorie der Stoffbewegung in Schneckenmaschinen. Kunststoffe 1955, 45, 87–92. [Google Scholar]
- Squires, P.H. Screw-Extruder Pumping Efficiency. SPIE J. 1958, 14, 24–30. [Google Scholar]
- Kaufmann, M. Advection and Mixing in a Single-Screw Extruder–An Analytical Model. In Proceedings of the AlChE Annual Technical Conference Meeting Proceedings, San Francisco, CA, USA, 16–21 November 2003. [Google Scholar]
- Burggraf, O.R. Analytical and numerical studies of the structure of steady separated flows. J. Fluid Mech. 1966, 24, 113–151. [Google Scholar] [CrossRef]
- Rubin, S.G.; Khosla, P.K. Polynomial Interpolation Methods for Viscous Flow Calculations. J. Comp. Phys. 1977, 24, 217–244. [Google Scholar] [CrossRef]
- Ghia, U.; Ghia, K.N.; Shin, C.T. High-Re Solutions for Incompressible Flow Using the Navier-Stokes Equations and a Multigrid Method. J. Comput. Phys. 1982, 48, 387–411. [Google Scholar] [CrossRef]
- Marschik, C.; Loew-Baselli, C.; Miethlinger, J. Analyzing the Influence of Surface Renewal on Diffusive Mass Transport in Vented Single-Screw Extruders. Int. Polym. Process. 2017, 32, 387–393. [Google Scholar] [CrossRef]
- Gore, W.L.; McKelvey, J.M. Theory of Screw Extruders. In Rheology: Theory and Applications, 3rd ed.; Eirich, F.R., Ed.; Academic Press: New York, NY, USA, 1959. [Google Scholar]
- Campbell, G.A.; Wang, C.; Cheng, H.; Bullwinkel, M.; Te-Riele, M.A. Investigation of Flow Rate and Viscous Dissipation in a Single Screw Pump-Extruder. Int. Polym. Process. 2001, 4, 323–333. [Google Scholar] [CrossRef]
- Mori, Y.; Matsumoto, T.K. Analytical Study of Plastics Extrusion. Rheol. Acta 1958, 1, 240–242. [Google Scholar] [CrossRef]
- Rotem, Z.; Shinnar, R. Non-newtonian flow between parallel boundaries in linear movements. Chem. Eng. Sci. 1961, 15, 130–149. [Google Scholar] [CrossRef]
- Glyde, B.S.; Holmes-Walker, W.A. Screw Extrusion of Thermoplastics: Part 1. Intern. Plast. Eng. 1962, 2, 338–344. [Google Scholar]
- Weeks, D.J.; Allen, W.J. Screw Extrusion of Plastics. J. Mech. Eng. Sci. 1962, 4, 380–400. [Google Scholar] [CrossRef]
- Krüger, H. Extruder für nicht-newtonsche Schmelzen-Analyse und Vorausberechnung des Betriebsverhaltens. Kunststoffe 1963, 53, 711–722. [Google Scholar]
- Kroesser, F.W.; Middleman, S. The Calculation of Screw Characteristics for the Extrusion of non-Newtonian Melts. Polym. Eng. Sci. 1965, 5, 230–234. [Google Scholar] [CrossRef]
- Flumerfelt, R.W.; Pierick, M.W.; Cooper, S.L.; Bird, R.B. Generalized Plan Couette Flow of a Non-Newtonian Fluid. Ind. Eng. Chem. Fundam. 1969, 8, 354–357. [Google Scholar] [CrossRef]
- Steller, R.; Iwko, J. New Approach to Melt Pressure Determination during Screw Channel Flow. Int. Polym. Process. 2021, 2, 185–192. [Google Scholar] [CrossRef]
- Roland, W.; Miethlinger, J. Heuristic Analysis of Viscous Dissipation in Single-Screw Extrusion. Polym. Eng. Sci. 2018, 58, 2055–2070. [Google Scholar] [CrossRef] [Green Version]
- Böhme, G. Strömungsmechanik Nichtnewtonscher Fluide, 2nd ed.; B.G. Teubner: Stuttgart, Germany, 2000; ISBN 9783322801401. [Google Scholar]
- DeHaven, E.S. Extruder Design for a Pseudoplastic Fluid. Ind. Eng. Chem. 1959, 51, 813–816. [Google Scholar] [CrossRef]
- Narkis, M.; Ram, A. Extrusion Discharge Rate Equations for Non-Newtonian Fluids. Polym. Eng. Sci. 1967, 7, 161–167. [Google Scholar] [CrossRef]
- Wheeler, J.A.; Wissler, E.H. The Friction Factor–Reynolds Number Relation for the Steady Flow of Pseudoplastic Fluids through Rectangular Ducts. AlChE J. 1965, 11, 207–212. [Google Scholar] [CrossRef]
- Palit, K.; Fenner, R.T. Finite Element Analysis of Slow Non-Newtonian Channel Flow. AlChE J. 1972, 18, 628–633. [Google Scholar] [CrossRef]
- Middleman, S. Flow of Power Law Fluids in Rectangular Ducts. Trans. Soc. Rheol. 1965, 9, 83–93. [Google Scholar] [CrossRef]
- Colwell, R.E.; Nickolls, K.R. The Screw Extruder. Ind. Eng. Chem. 1959, 51, 841–843. [Google Scholar] [CrossRef]
- Griffith, R.M. Fully developed flow in screw extruders. Ind. Eng. Chem. Fundam. 1962, 1, 180–187. [Google Scholar] [CrossRef]
- Zamodits, H.J.; Pearson, J.R.A. Flow of polymer melts in extruders. Part I. The effect of transverse flow and of a superpose steady temperature profile. Trans. Soc. Rheol. 1969, 13, 357–385. [Google Scholar] [CrossRef]
- Steller, R.T. Theoretical Model for Flow of Polymer Melts in the Screw Channel. Polym. Eng. Sci. 1990, 30, 400–407. [Google Scholar] [CrossRef]
- Steller, R.T.; Iwko, J. Generalized Flow of Ellis Fluid in the Screw Channel. Int. Polym. Process. 2001, 3, 241–248. [Google Scholar] [CrossRef]
- Roland, W.; Miethlinger, J. Analyzing the Viscous Dissipation of a Two-Dimensional Flow of Non-Newtonian Fluids in Single-Screw Extruders; SPE ANTEC Technical Papers; Society of Plastics Engineers: Bethel, CT, USA, 2017. [Google Scholar]
- Roland, W.; Kommenda, M.; Marschik, C.; Miethlinger, J. Extended regression models for predicting the pumping capability and viscous dissipation of two-dimensional flows in single-screw extrusion. Polymers 2019, 11, 334. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fenner, R.T. The design of large hot melt extruders. Polymer 1975, 16, 298–304. [Google Scholar] [CrossRef]
- Agur, E.E.; Vlachopoulos, J. Numerical Simulation of a Single-Screw Plasticating Extruder. Polym. Eng. Sci. 1982, 22, 1084–1094. [Google Scholar] [CrossRef]
- Bruker, I.; Miaw, C.; Hasson, A.; Balch, G. Numerical Analysis of the Temperature Profile in the Melt Conveying Section of a Single Screw Extruder: Comparison with Experimental Data. Polym. Eng. Sci. 1987, 27, 504–509. [Google Scholar] [CrossRef]
- Karwe, M.V.; Jaluria, Y. Numerical simulation of fluid flow and heat transfer in a single-screw extruder for non-newtonian fluids. Numer. Heat Transf. Part A 1990, 17, 167–190. [Google Scholar] [CrossRef]
- Chiruvella, R.V.; Jaluria, Y.; Abib, A.H. Numerical Simulation of Fluid Flow and Heat Transfer in a Single-Screw Extruder with Different Dies. Polym. Eng. Sci. 1995, 35, 261–273. [Google Scholar] [CrossRef]
- Lekakou, C.; Brandao, J. Extrusion of Polypropylene. Part 2: Process Analysis of the Metering Zone. Polym. Eng. Sci. 1996, 36, 56–64. [Google Scholar] [CrossRef]
- Elbirli, B.; Lindt, J.T. A Note on the Numerical Treatment of the Thermally Developing Flow in Screw Extruders. Polym. Eng. Sci. 1984, 24, 482–487. [Google Scholar] [CrossRef]
- Chiruvella, R.V.; Jaluria, Y.; Sernas, V. Extrusion on non-Newtonian Fluids in a Single-Screw Extruder with Pressure Back Flow. Polym. Eng. Sci. 1996, 36, 358–367. [Google Scholar] [CrossRef]
- Martin, B. Numerical Studies of Steady-State Extrusion Processes. Ph.D. Thesis, University of Cambridge, Cambridge, UK, 1969. [Google Scholar]
- Marschik, C.; Roland, W.; Loew-Baselli, B.; Miethlinger, J. A heuristic method for modeling three-dimensional non-Newtonian flows of polymer melts in single-screw extruders. J. Non-Newton. Fluid Mech. 2017, 248, 27–39. [Google Scholar] [CrossRef]
- Roland, W.; Marschik, C.; Krieger, M.; Löw-Baselli, B.; Miethlinger, J. Symbolic regression models for predicting viscous dissipation of three-dimensional non-Newtonian flows in single-screw extruders. J. Non-Newton. Fluid Mech. 2019, 268, 12–19. [Google Scholar] [CrossRef]
- Syrjälä, S. On the Analysis of Fluid Flow and Heat Transfer in the Melt Conveying Section of a Single-Screw Extruder. Numer. Heat Transf. 1999, 35, 25–47. [Google Scholar] [CrossRef]
- Syrjälä, S. Numerical Simulation of Nonisothermal Flow of Polymer Melt in a Single-Screw Extruder: A Validation Study. Numer. Heat Transf. 2000, 37, 897–915. [Google Scholar] [CrossRef]
- Lawal, A.; Kalyon, D.M. Nonisothermal Model of Single Screw Extrusion of Generalized Newtonian Fluids. Numer. Heat Transf. 1994, 26, 103–121. [Google Scholar] [CrossRef]
- Sastrohartono, T.; Jaluria, Y.; Essghir, M.; Sernas, V. A numerical and experimental study of three-dimensional transport in the channel of an extruder for polymeric materials. Int. J. Heat Mass Transf. 1995, 38, 1957–1973. [Google Scholar] [CrossRef]
- Ghoreishy, M.H.R.; Razavi-Nouri, M. Finite Element Analysis of a Thermoplastic Melts Flow through the Metering and Die Regions of Single Screw Extruders. J. Appl. Polym. Sci. 1999, 74, 676–689. [Google Scholar] [CrossRef]
- Ghoreishy, M.H.R.; Razavi-Nouri, M.; Naderi, G. Finite element analysis of a thermoplastic elastomer melt flow in the metering region of a single screw extruder. Comput. Mater. Sci. 2005, 34, 389–396. [Google Scholar] [CrossRef]
- Booy, M.L. The Influence of Non-Newtonian Flow on Effective Viscosity and Channel Efficiency in Screw Pumps. Polym. Eng. Sci. 1981, 21, 93–99. [Google Scholar] [CrossRef]
- Rauwendaal, C. Throughput-pressure relationships for power law fluids in single screw extruders. Polym. Eng. Sci. 1986, 26, 1240. [Google Scholar] [CrossRef]
- Spalding, M.A.; Campbell, G.A. An Engineering Approach to the Correction of Rotational Flow Calculations for Single-Screw Extruders-Equation Correction; SPE ANTEC Technical Paper; Society of Plastics Engineers: Bethel, CT, USA, 2011; pp. 1211–1216. [Google Scholar]
- Kim, S.J.; Kwon, T.H. A Simple Approach to Determining Three-Dimensional Screw Characteristics in the Metering Zone of Extrusion Processes Using a Total Shape Factor. Polym. Eng. Sci. 1995, 35, 274–283. [Google Scholar] [CrossRef]
- Potente, H. Auslegung von Schmelzeextrudern für Kunststoffschmelzen mit Potenzgesetzverhalten. Kunststoffe 1981, 71, 474–478. [Google Scholar]
- Potente, H. Approximationsgleichungen für Schmelzeextruder. Rheol. Acta 1983, 22, 387–395. [Google Scholar] [CrossRef]
- Effen, N. Theoretische und Experimentelle Untersuchungen zur Rechnergestützten Auslegung und Optimierung von Spritzgießplastifiziereinheiten. Ph.D. Thesis, Paderborn University, Paderborn, Germany, 1996. [Google Scholar]
- Potente, H.; Obermann, C. Screw Drive Power of Single Screw Plasticating Units with Smooth Barrels. Int. Polym. Process. 1999, 14, 21–27. [Google Scholar] [CrossRef]
- Obermann, H. Theoretische und Experimentelle Untersuchungen zum Durchsatz- und Leistungsverhalten von Glattrohr-Plastifiziereinheiten. Ph.D. Thesis, Paderborn University, Paderborn, Germany, 1999. [Google Scholar]
- Marschik, C.; Roland, W.; Loew-Baselli, B.; Steinbichler, G. Application of Hybrid Modeling in Polymer Processing; SPE ANTEC Technical Papers; Society of Plastics Engineers: Bethel, CT, USA, 2020. [Google Scholar]
- Pachner, S.; Roland, W.; Aigner, M.; Marschik, C.; Stritzinger, U.; Miethlinger, J. Using Symbolic Regression Models to Predict the Pressure Loss of Non-Newtonian Polymer-Melt Flows through Melt-Filtration Systems with Woven Screens. Int. Polym. Process. 2021, 4, 435–450. [Google Scholar] [CrossRef]
- Hammer, A.; Roland, W.; Marschik, C.; Steinbichler, G. Predicting the co-extrusion flow on non-Newtonian fluids through rectangular ducts—A hybrid modeling approach. J. Non-Newton. Fluid Mech. 2021, 295, 104618. [Google Scholar] [CrossRef]
- Roland, W. Selected Topics of Modeling Transport Phenomena in Single-Screw Extrusion: Viscous Dissipation, Melt-Conveying, and Mixing. Ph.D. Thesis, Johannes Kepler University Linz, Linz, Austria, 2019. [Google Scholar]
- Pachner, S.; Löw-Baselli, B.; Affenzeller, M.; Miethlinger, J. A Generalized 2d output model of polymer melt flow in single-screw extrusion. Int. Polym. Process. 2017, 32, 209. [Google Scholar] [CrossRef]
- Marschik, C.; Roland, W.; Loew-Baselli, B.; Miethlinger, J. Modeling Three-Dimensional Non-Newtonian Flows in Single-Screw Extruders; SPE ANTEC Technical Papers; Society of Plastics Engineers: Bethel, CT, USA, 2017; pp. 1125–1130. [Google Scholar]
- Marschik, C.; Osswald, T.; Roland, W.; Loew-Baselli, B.; Miethlinger, J. A Heuristic Model for Predicting Three-Dimensional Non-Newtonian Flows in Metering Channels; SPE ANTEC Technical Papers; Society of Plastics Engineers: Bethel, CT, USA, 2018. [Google Scholar]
- Marschik, C.; Roland, W.; Miethlinger, J. A network-theory-based comparative study of melt-conveying models in single-screw extrusion: A. Isothermal flow. Polymers 2018, 10, 929. [Google Scholar] [CrossRef] [Green Version]
- Marschik, C.; Roland, W.; Loew-Baselli, B.; Miethlinger, J. An Experimental Validation of a Heuristic Melt-Conveying Model for Single-Screw Extruders; SPE ANTEC Technical Papers; Society of Plastics Engineers: Bethel, CT, USA, 2019. [Google Scholar]
- Marschik, C.; Roland, W.; Dörner, M.; Schaufler, S.; Schöppner, V.; Steinbichler, G. Application of network analysis to flow systems with alternating wave channels: Part B (superimposed drag-pressure flows in extrusion). Polymers 2020, 12, 1900. [Google Scholar] [CrossRef]
- Roland, W.; Marschik, C.; Kommenda, M.; Haghofer, A.; Dorl, S.; Winkler, S. Predicting the Non-Linear Conveying Behavior in Single-Screw Extrusion: A Comparison of Various Data-Based Modeling Approaches used with CFD Simulations. Int. Polym. Process. 2021, 36, 529–544. [Google Scholar] [CrossRef]
- Derezinski, S.J. Dimensionless Curves for Extruder Melt Temperature and Flow. J. Plast. Film Sheet. 1987, 3, 274–289. [Google Scholar] [CrossRef]
- Derezinski, S.J. Heat Transfer Coefficients in Extruder Melt Sections; SPE ANTEC Technical Papers; Society of Plastics Engineers: Bethel, CT, USA, 1996; pp. 417–421. [Google Scholar]
- Derezinski, S.J. Universal Melt Temperature Diagram; SPE ANTEC Technical Papers; Society of Plastics Engineers: Bethel, CT, USA, 2013. [Google Scholar]
- Sbarski, I.; Kosior, E.; Bhattacharya, S.N. Temperature Rise in the Extrusion of Highly Viscous Composite Materials. Int. Polym. Process. 1997, 4, 341–345. [Google Scholar] [CrossRef]
- Rauwendaal, C.; Ingen Housz, J.F. Leakage flow of an isothermal power law fluid. Adv. Polym. Technol. 1988, 8, 289–316. [Google Scholar] [CrossRef]
- Rauwendaal, C.; Ortega, R. Extruder Output-Pressure Relationships for Power Law Fluids Including Leakage Flow; SPE ANTEC Technical Papers; Society of Plastics Engineers: Bethel, CT, USA, 2002. [Google Scholar]
- Meyer, H.E.H.; Ingen Housz, J.F.; Gorissen, W.C.M. temperature development in the leakage flow of screw extruders. Polym. Eng. Sci. 1978, 18, 288. [Google Scholar] [CrossRef] [Green Version]
- Pittman, J.F.T.; Rashid, K. Heat transfer in recirculating extruder channel flow. J. Polym. Eng. 1985, 5, 1. [Google Scholar] [CrossRef]
- Rauwendaal, C. Finite element studies of flow and temperature evolution in single screw extruder. Plast. Rubber Compos. 2004, 33, 390. [Google Scholar] [CrossRef]
- Marschik, C.; Roland, W.; Dörner, M.; Steinbichler, G.; Schöppner, V. Leakage-Flow Models for Screw Extruders. Polymers 2021, 13, 1919. [Google Scholar] [CrossRef]
- Marschik, C.; Roland, W. Predicting the Pumping Capability of Single-Screw Extruders: A Comparison of Two- and Three-Dimensional Modeling Approaches. AIP Conf. Proc. 2021; to be submitted. [Google Scholar]
- Booy, M.L. Influence of Channel Curvature on Flow, Pressure Distribution, and Power Requirements of Screw Pumps and Melt Extruders. SPE Trans. 1963, 3, 176–185. [Google Scholar] [CrossRef]
- Dyer, D.F. A Numerical Solution for the Single-Screw Extrusion of a Polymer Melt. AlChE J. 1969, 15, 823–828. [Google Scholar] [CrossRef]
- Steller, R.T.; Iwko, J. Generalized Flow of Ellis Fluid in the Screw Channel, Part II: Curved Channel Model. Int. Polym. Process. 2001, 3, 249–256. [Google Scholar] [CrossRef]
- Lim, K.H.; Hwang, W.R.; Kim, S.J. A finite-element technique for flows in the single screw extruder using a partial periodic unit. Korea-Aust. Rheol. J. 2019, 31, 59–67. [Google Scholar] [CrossRef]
- Spalding, M.A.; Dooley, J.; Hyun, K.S.; Strand, S.R. Three-Dimensional Numerical Analysis of a Single-Screw Extruder; SPE ANTEC Technical Papers; Society of Plastics Engineers: Bethel, CT, USA, 1993; pp. 1533–1541. [Google Scholar]
- Conzen, C. Numerische und Experimentelle Untersuchungen zu Transportvorgängen in Schneckenmaschine. Ph.D. Thesis, University of Kassel, Kassel, Germany, 2008. [Google Scholar]
- Kadyirov, A.; Gataullin, R.; Karaeva, J. Numerical Simulation of Polymer Solutions in a Single-Screw Extruder. Appl. Sci. 2019, 9, 5423. [Google Scholar] [CrossRef] [Green Version]
- Mosey, P.A.; Thompson, M.R. Investigation of Solids Transport in a Single-Screw Extruder Using a 3-D Discrete Particle Simulation. Polym. Eng. Sci. 2004, 44, 2203–2215. [Google Scholar] [CrossRef]
- Mosey, P.A.; Thompson, M.R. Discrete Particle Simulations of Solids Compaction and Conveying in a Single-Screw Extruder. Polym. Eng. Sci. 2008, 48, 62–73. [Google Scholar] [CrossRef]
- Roland, W.; Marschik, C.; Hammer, A.; Steinbichler, G. Modeling the Non-Isothermal Conveying Characteristics in Single-Screw Extrusion by Application of Network Analysis; SPE ANTEC Technical Papers; Society of Plastics Engineers: Bethel, CT, USA, 2020. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Flow | Equations | Boundary Conditions |
|---|---|---|---|
| 1D_a | One-dimensional isothermal down-channel flow of a Newtonian fluid | (27) () | (37) |
| 1D_b | One-dimensional isothermal down-channel flow of a Newtonian fluid with wall effects | (22) () | (37) |
| 1D_c | One-dimensional isothermal cross-channel flow of a Newtonian fluid | (25) () | (35), (42) |
| 2D_a | Two-dimensional isothermal recirculating cross-channel flow of a Newtonian fluid | (19)–(21) () | (35), (36), (42) |
| No. | Flow | Equations | Boundary Conditions |
|---|---|---|---|
| 1D_d | One-dimensional isothermal down-channel flow of a power-law fluid | (16), (27), (31) | (37) |
| 1D_e | One-dimensional isothermal down-channel flow of a power-law fluid with wall effects | (37) | |
| 1D_f | One-dimensional non-isothermal down-channel flow of a power-law fluid | (16), (18), (27), (30), (31) | (37), (39), (40) or (41) |
| No. | Flow | Equations | Boundary Conditions |
|---|---|---|---|
| 2D_b | Fully developed two-dimensional isothermal flow of a power-law fluid in a screw channel of infinite width | (16), (25)–(27), (29) | (35), (37), (42) |
| 2D_c | Fully developed two-dimensional non-isothermal flow of a power-law fluid in a screw channel of infinite width | (16), (18), (25)–(29) | (35), (37), (39), (40) or (41), (42) |
| 2D_d | Developing two-dimensional flow of a power-law fluid in a screw channel of infinite width | (16), (18), (25)–(27), (29), (34) | (35), (37), (39), (40) or (41), (42) |
| No. | Flow | Equations | Boundary Conditions |
|---|---|---|---|
| 3D_a | Fully developed three-dimensional isothermal flow of a power-law fluid in a screw channel of finite width | (16), (19)–(22), (23) | (35)–(37), (42) |
| 3D_b | Fully developed three-dimensional non-isothermal flow of a power-law fluid in a screw channel of finite width | (16), (18), (19)–(23) | (35)–(37), (39), (40) or (41), (42) |
| 3D_c | Developing three-dimensional flow of a power-law fluid in a screw channel of finite width | (16), (18), (19)–(22), (23), (33) | (35)–(37), (39), (40) or (41), (42) |
| Year | Author | Target Variables | Flow Situation | Section |
|---|---|---|---|---|
| 1969 | Krüger | Flow rate | 1D_d | Section 4.1 |
| 1981 | Potente | Flow rate and power consumption | 1D_d | Section 4.1 |
| 1981 | Booy | Flow rate | 2D_b | Section 4.2.1 |
| 1983 | Potente | Flow rate and power consumption | 2D_b | Section 4.2.1 |
| 1986 | Rauwendaal | Flow rate | 2D_b | Section 4.2.1 |
| 1995 | Kim and Kwon | Flow rate | 3D_a | Section 4.3.1 |
| 1996 | Effen | Flow rate | 2D_b | Section 4.2.1 |
| 1999 | Obermann | Power consumption | 3D_a | Section 4.3.1 |
| 2011 | Spalding and Campbell | Flow rate | 3D_a | Section 4.3.1 |
| 2017 | Pachner et al. | Flow rate | 2D_b | Section 4.2.1 |
| 2017 | Marschik et al. | Flow rate | 3D_a | Section 4.3.1 |
| 2018 | Roland and Miethlinger | Viscous dissipation | 1D_d and 2D_b | Section 4.1/Section 4.2.1 |
| 2019 | Roland | Flow rate | 1D_d | Section 4.1 |
| 2019 | Roland et al. | Flow rate and viscous dissipation | 2D_b | Section 4.2.1 |
| 2019 | Roland et al. | Viscous dissipation | 3D_a | Section 4.3.1 |
| No. | Model | Literature | Flow Situation | Section | Modifications |
|---|---|---|---|---|---|
| 1 | Marschik et al. | [116] | 3D_a | Section 4.3.1 | - |
| 2 | Rauwendaal | [125] | 2D_b | Section 4.2.1 | Shape factors |
| 3 | Effen | [130] | 2D_b | Section 4.2.1 | Shape factors |
| 4 | Roland et al. | [106] | 2D_b | Section 4.2.1 | Shape factors |
| 5 | Roland | [136] | 1D_d | Section 4.1 | Shape factors |
| 6 | Newtonian pumping model | [1] | 1D_b | Section 3.1 | Shape factors |
| No. | Models | |||||
|---|---|---|---|---|---|---|
| Dataset 1 | 0.2–1.0 | 0.6–2.0 | 0.05–0.5 | –var. | - | 1, 4, 5, 6 |
| Dataset 2 | 0.2–1.0 | 0.8–2.0 | 0.05–0.5 | –var. | 0.1–2.0 | 1, 3, 4, 5, 6 |
| Dataset 3 | 0.2–1.0 | 0.84–1.46 | 0.05–0.5 | –var. | 0.1–2.0 | 1–6 |
| No. | Model | Dataset 1 | Dataset 2 | Dataset 3 | |
|---|---|---|---|---|---|
| 1 | Marschik et al. | 0.00719 | 0.00673 | 0.00555 | |
| 0.99973 | 0.99967 | 0.99980 | |||
| 2 | Rauwendaal | - | - | 0.05290 | |
| - | - | 0.97291 | |||
| 3 | Effen | - | 0.10934 | 0.18908 | |
| - | 0.02351 | −1.07304 | |||
| 4 | Roland et al. | 0.02681 | 0.02465 | 0.02363 | |
| 0.99433 | 0.99244 | 0.99344 | |||
| 5 | Roland | 0.11079 | 0.09800 | 0.09974 | |
| 0.90623 | 0.90105 | 0.99344 | |||
| 6 | Newtonian pumping model | 0.17595 | 0.14418 | 0.14149 | |
| 0.83683 | 0.84890 | 0.85426 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marschik, C.; Roland, W.; Osswald, T.A. Melt Conveying in Single-Screw Extruders: Modeling and Simulation. Polymers 2022, 14, 875. https://doi.org/10.3390/polym14050875
Marschik C, Roland W, Osswald TA. Melt Conveying in Single-Screw Extruders: Modeling and Simulation. Polymers. 2022; 14(5):875. https://doi.org/10.3390/polym14050875
Chicago/Turabian StyleMarschik, Christian, Wolfgang Roland, and Tim A. Osswald. 2022. "Melt Conveying in Single-Screw Extruders: Modeling and Simulation" Polymers 14, no. 5: 875. https://doi.org/10.3390/polym14050875
APA StyleMarschik, C., Roland, W., & Osswald, T. A. (2022). Melt Conveying in Single-Screw Extruders: Modeling and Simulation. Polymers, 14(5), 875. https://doi.org/10.3390/polym14050875