
Optimization of the Spinneret Rotation Speed and Airflow Parameters for the Nozzleless Forcespinning of a Polymer Solution


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Solution Preparation
2.2. Forcespinning Device and Spinning Parameters
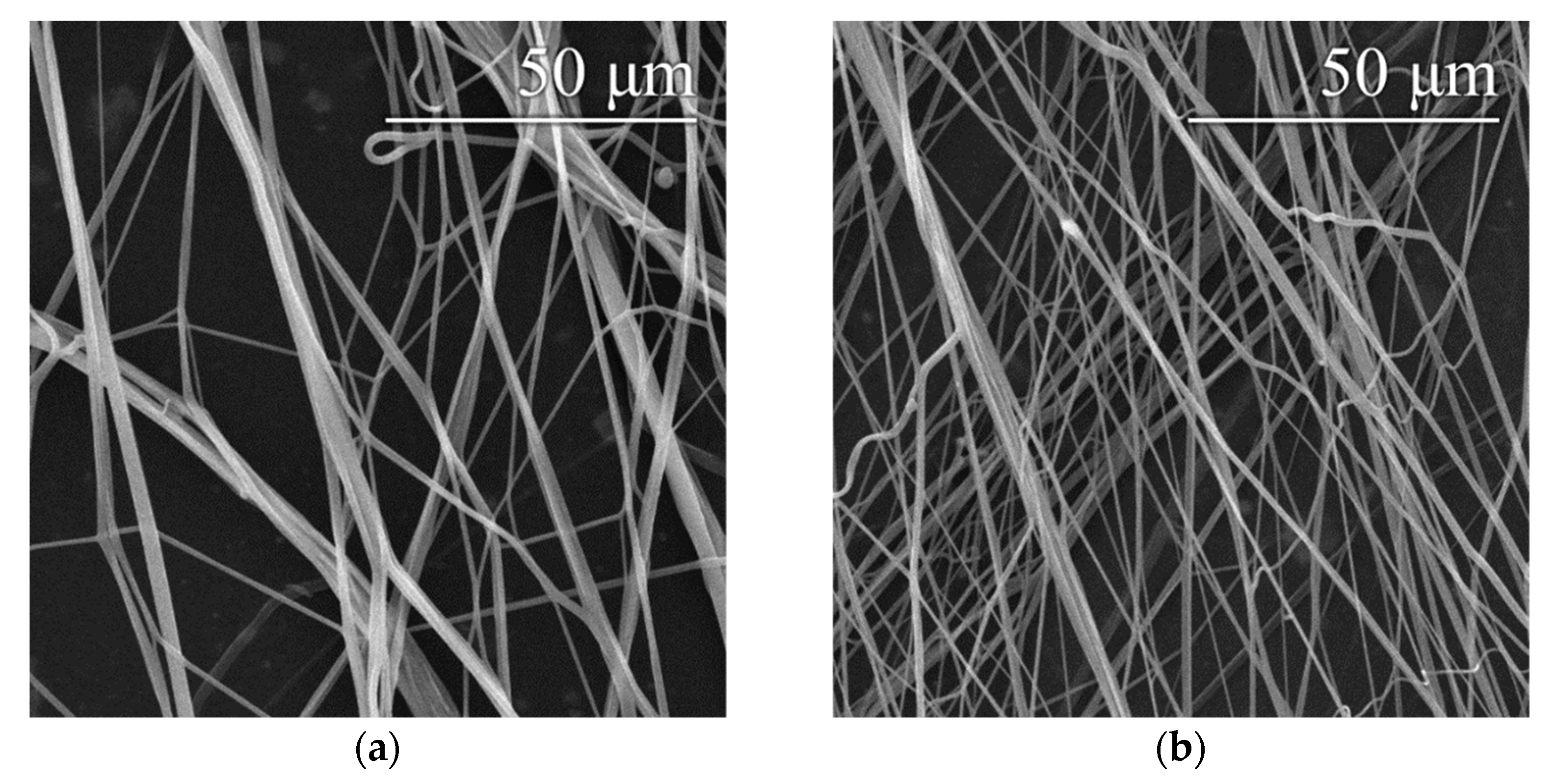
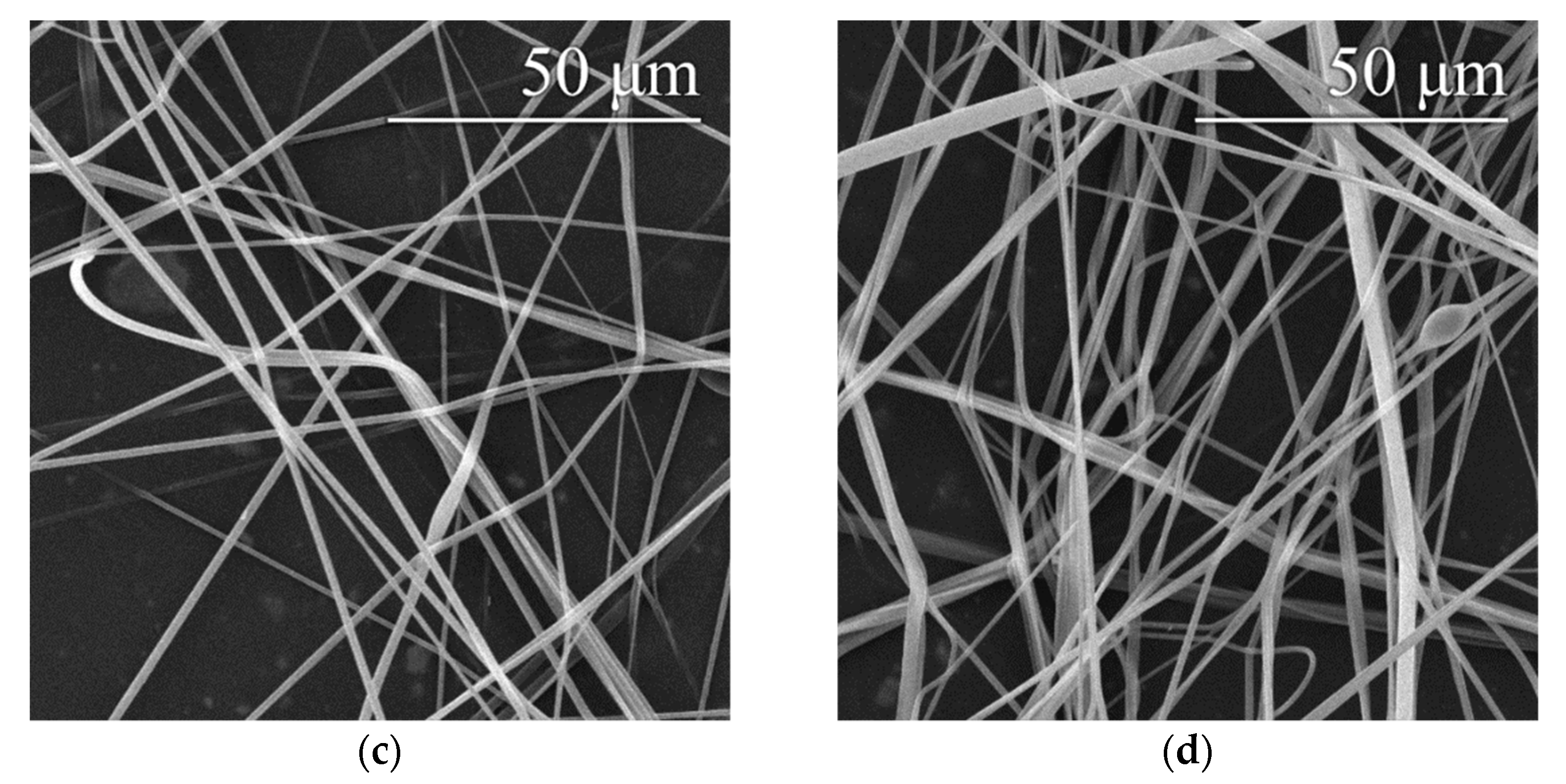
2.3. Scanning Electron Microscopy
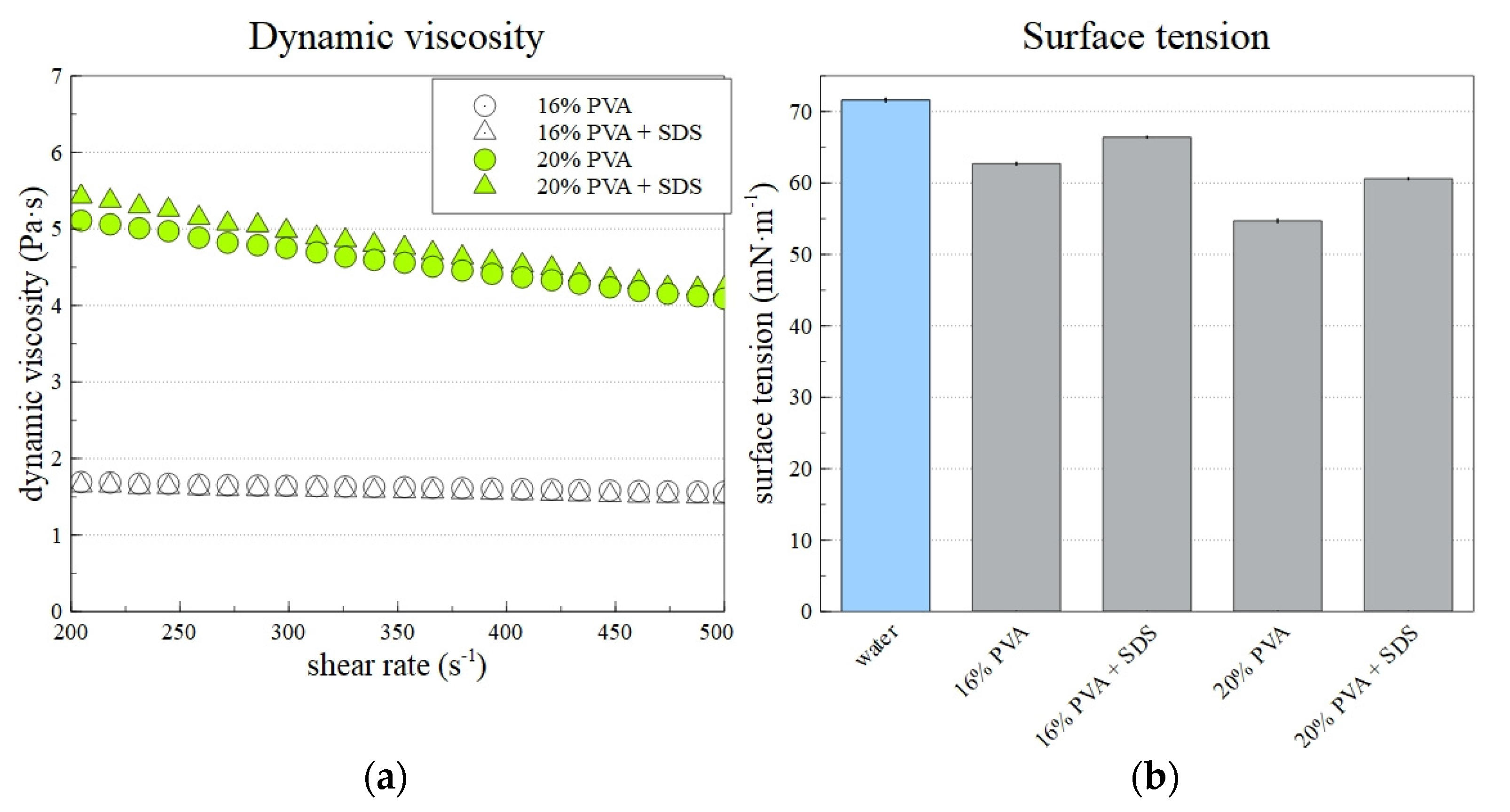
2.4. Viscosity and Surface Tension Measurements
3. Results and Discussion
3.1. Determination of the Production Potential of the Equipment and the Solution Properties
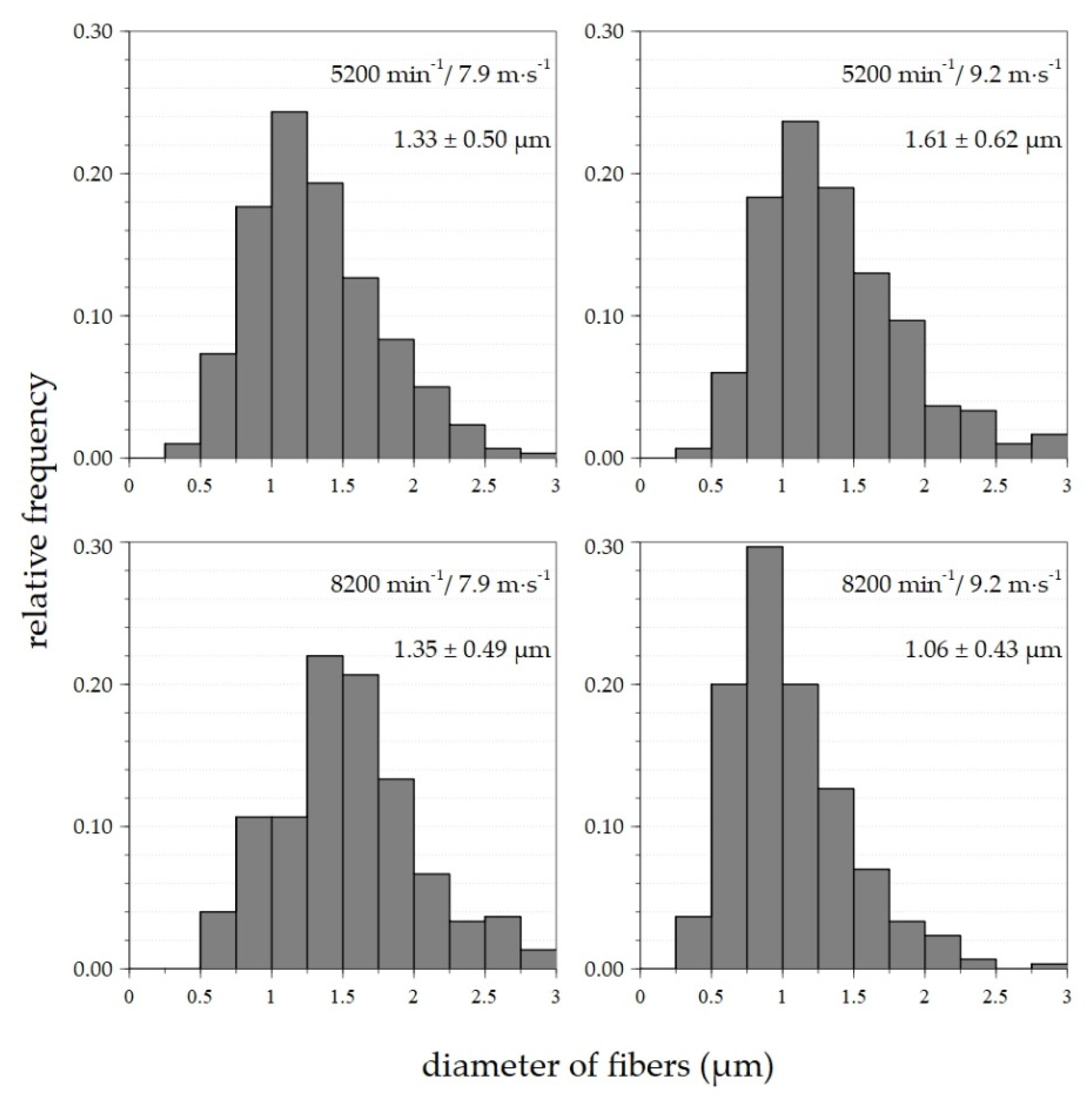
3.2. Production of Fibrous Structures
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Krifa, M.; Yuan, W. Morphology and Pore Size Distribution of Electrospun and Centrifugal Forcespun Nylon 6 Nanofiber Membranes. Text. Res. J. 2016, 86, 1294–1306. [Google Scholar] [CrossRef]
- Mehta, P.; Rasekh, M.; Patel, M.; Onaiwu, E.; Nazari, K.; Kucuk, I.; Wilson, P.B.; Arshad, M.S.; Ahmad, Z.; Chang, M.-W. Recent Applications of Electrical, Centrifugal, and Pressurised Emerging Technologies for Fibrous Structure Engineering in Drug Delivery, Regenerative Medicine and Theranostics. Adv. Drug Deliv. Rev. 2021, 175, 113823. [Google Scholar] [CrossRef] [PubMed]
- Yao, T.; Baker, M.B.; Moroni, L. Strategies to Improve Nanofibrous Scaffolds for Vascular Tissue Engineering. Nanomaterials 2020, 10, 887. [Google Scholar] [CrossRef] [PubMed]
- Pelipenko, J.; Kocbek, P.; Kristl, J. Critical Attributes of Nanofibers: Preparation, Drug Loading, and Tissue Regeneration. Int. J. Pharm. 2015, 484, 57–74. [Google Scholar] [CrossRef] [PubMed]
- Jiang, Y.; Ma, D.; Ji, T.; Sameen, D.E.; Ahmed, S.; Li, S.; Liu, Y. Long-Term Antibacterial Effect of Electrospun Polyvinyl Alcohol/Polyacrylate Sodium Nanofiber Containing Nisin-Loaded Nanoparticles. Nanomaterials 2020, 10, 1803. [Google Scholar] [CrossRef] [PubMed]
- Yang, C.; Wang, X.; Liu, G.; Yu, W.; Dong, X.; Wang, J. Porous Mo2C Nanofibers with High Conductivity as an Efficient Sulfur Host for Highly-Stable Lithium-Sulfur Batteries. J. Phys. Chem. Solids 2021, 156, 110193. [Google Scholar] [CrossRef]
- Widiyandari, H.; Ade Putra, O.; Purwanto, A.; Abidin, Z. Synthesis of PVDF/SiO2 Nanofiber Membrane Using Electrospinning Method as a Li-Ion Battery Separator. Mater. Today Proc. 2021, 44, 3245–3248. [Google Scholar] [CrossRef]
- Wei, Z.; Su, Q.; Yang, J.; Zhang, G.; Long, S.; Wang, X. High-Performance Filter Membrane Composed of Oxidized Poly (Arylene Sulfide Sulfone) Nanofibers for the High-Efficiency Air Filtration. J. Hazard Mater. 2021, 417, 126033. [Google Scholar] [CrossRef]
- Yu, X.; Li, C.; Tian, H.; Yuan, L.; Xiang, A.; Li, J.; Wang, C.; Rajulu, A.V. Hydrophobic Cross-Linked Zein-Based Nanofibers with Efficient Air Filtration and Improved Moisture Stability. Chem. Eng. J. 2020, 396, 125373. [Google Scholar] [CrossRef]
- Ji, S.-M.; Tiwari, A.P.; Oh, H.J.; Kim, H.-Y. ZnO/Ag Nanoparticles Incorporated Multifunctional Parallel Side by Side Nanofibers for Air Filtration with Enhanced Removing Organic Contaminants and Antibacterial Properties. Colloids Surf. A Physicochem. Eng. Asp. 2021, 621, 126564. [Google Scholar] [CrossRef]
- Fahimirad, S.; Fahimirad, Z.; Sillanpää, M. Efficient Removal of Water Bacteria and Viruses Using Electrospun Nanofibers. Sci. Total Environ. 2021, 751, 141673. [Google Scholar] [CrossRef] [PubMed]
- Jalalian, N.; Nabavi, S.R. Electrosprayed Chitosan Nanoparticles Decorated on Polyamide6 Electrospun Nanofibers as Membrane for Acid Fuchsin Dye Filtration from Water. Surf. Interfaces 2020, 21, 100779. [Google Scholar] [CrossRef]
- Ozbey Unal, B.; Gezmiş Yavuz, E.; Eryıldız, B.; Koseoglu-Imer, D.; Keskinler, B.; Koyuncu, I. Boron Removal from Geothermal Water by Nanofiber-Based Membrane Distillation Membranes with Significantly Improved Surface Hydrophobicity. J. Environ. Chem. Eng. 2020, 8, 104113. [Google Scholar] [CrossRef]
- Zhang, B.-T.; Liu, H.; Liu, Y.; Teng, Y. Application Trends of Nanofibers in Analytical Chemistry. Trends Anal. Chem. 2020, 131, 115992. [Google Scholar] [CrossRef]
- Srivastava, Y.; Loscertales, I.; Márquez, M.; Thorsen, T. Electrospinning of Hollow and Core/Sheath Nanofibers Using a Microfluidic Manifold. Microfluid. Nanofluidics 2008, 4, 245–250. [Google Scholar] [CrossRef]
- Miao, X.; Lin, J.; Bian, F. Utilization of Discarded Crop Straw to Produce Cellulose Nanofibrils and Their Assemblies. J. Bioresour. Bioprod. 2020, 5, 26–36. [Google Scholar] [CrossRef]
- Brennan, D.A.; Jao, D.; Siracusa, M.C.; Wilkinson, A.R.; Hu, X.; Beachley, V.Z. Concurrent Collection and Post-Drawing of Individual Electrospun Polymer Nanofibers to Enhance Macromolecular Alignment and Mechanical Properties. Polymer 2016, 103, 243–250. [Google Scholar] [CrossRef] [Green Version]
- Ramakrishna, S.; Fujihara, K.; Teo, W.-E.; Lim, T.-C.; Ma, Z. An Introduction to Electrospinning and Nanofibers; World Scientific: Singapore, 2005; ISBN 978-981-256-415-3. [Google Scholar]
- Hassan, M.A.; Yeom, B.Y.; Wilkie, A.; Pourdeyhimi, B.; Khan, S.A. Fabrication of Nanofiber Meltblown Membranes and Their Filtration Properties. J. Membr. Sci. 2013, 427, 336–344. [Google Scholar] [CrossRef]
- Dadol, G.C.; Kilic, A.; Tijing, L.D.; Lim, K.J.A.; Cabatingan, L.K.; Tan, N.P.B.; Stojanovska, E.; Polat, Y. Solution Blow Spinning (SBS) and SBS-Spun Nanofibers: Materials, Methods, and Applications. Mater. Today Commun. 2020, 25, 101656. [Google Scholar] [CrossRef]
- Kulichikhin, V.G.; Skvortsov, I.Y.; Subbotin, A.V.; Kotomin, S.V.; Malkin, A.Y. A Novel Technique for Fiber Formation: Mechanotropic Spinning—Principle and Realization. Polymers 2018, 10, 856. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Wen, J.; Chen, B.; Zheng, M.; Liu, D.; Liu, Y.; Tang, W.; Liu, J.; Nan, D.; Wang, Z.L. Electro-Blown Spinning Driven by Cylindrical Rotating Triboelectric Nanogenerator and Its Applications for Fabricating Nanofibers. Appl. Mater. Today 2020, 19, 100631. [Google Scholar] [CrossRef]
- Sarkar, K.; Gomez, C.; Zambrano, S.; Ramirez, M.; de Hoyos, E.; Vasquez, H.; Lozano, K. Electrospinning to ForcespinningTM. Mater. Today 2010, 13, 12–14. [Google Scholar] [CrossRef]
- Chang, W.M.; Wang, C.C.; Chen, C.Y. The Combination of Electrospinning and Forcespinning: Effects on a Viscoelastic Jet and a Single Nanofiber. Chem. Eng. J. 2014, 244, 540–551. [Google Scholar] [CrossRef]
- Chen, H.; Li, X.; Li, N.; Yang, B. Electrostatic-Assisted Centrifugal Spinning for Continuous Collection of Submicron Fibers. Text. Res. J. 2017, 87, 2349–2357. [Google Scholar] [CrossRef]
- Xu, H.; Chen, H.; Li, X.; Liu, C.; Yang, B. A Comparative Study of Jet Formation in Nozzle- and Nozzle-Less Centrifugal Spinning Systems. J. Polym. Sci. Part B Polym. Phys. 2014, 52, 1547–1559. [Google Scholar] [CrossRef]
- Bhardwaj, N.; Kundu, S.C. Electrospinning: A Fascinating Fiber Fabrication Technique. Biotechnol. Adv. 2010, 28, 325–347. [Google Scholar] [CrossRef] [PubMed]
- Salehhudin, H.; Mohamad, E.; Mahadi, W.; Afifi, A. Simulation and Experimental Study of Parameters in Multiple-Nozzle Electrospinning: Effects of Nozzle Arrangement on Jet Paths and Fiber Formation. J. Manuf. Processes 2021, 62, 440–449. [Google Scholar] [CrossRef]
- Bavatharani, C.; Muthusankar, E.; Wabaidur, S.M.; Alothman, Z.A.; Alsheetan, K.M.; Mana AL-Anazy, M.; Ragupathy, D. Electrospinning Technique for Production of Polyaniline Nanocomposites/Nanofibres for Multi-Functional Applications: A Review. Synth. Met. 2021, 271, 116609. [Google Scholar] [CrossRef]
- Kessick, R.; Fenn, J.; Tepper, G. The Use of AC Potentials in Electrospraying and Electrospinning Processes. Polymer 2004, 45, 2981–2984. [Google Scholar] [CrossRef]
- Maheshwari, S.; Chang, H.-C. Assembly of Multi-Stranded Nanofiber Threads through AC Electrospinning. Adv. Mater. 2009, 21, 349–354. [Google Scholar] [CrossRef]
- Padron, S.; Fuentes, A.; Caruntu, D.; Lozano, K. Experimental Study of Nanofiber Production through Forcespinning. J. Appl. Phys. 2013, 113, 024318. [Google Scholar] [CrossRef] [Green Version]
- Vazquez, B.; Vasquez, H.; Lozano, K. Preparation and Characterization of Polyvinylidene Fluoride Nanofibrous Membranes by ForcespinningTM. Polym. Eng. Sci. 2012, 52, 2260–2265. [Google Scholar] [CrossRef]
- Badrossamay, M.R.; McIlwee, H.A.; Goss, J.A.; Parker, K.K. Nanofiber Assembly by Rotary Jet-Spinning. Nano Lett. 2010, 10, 2257–2261. [Google Scholar] [CrossRef] [Green Version]
- Zhiming, Z.; Boya, C.; Zilong, L.; Jiawei, W.; Yaoshuai, D. Spinning Solution Flow Model in the Nozzle and Experimental Study of Nanofibers Fabrication via High Speed Centrifugal Spinning. Polymer 2020, 205, 122794. [Google Scholar] [CrossRef]
- Chandrappa, H.; Bhajantri, R.F.; Prarthana, N. Simple Fabrication of PVA-ATE (Amaranthus Tricolor Leaves Extract) Polymer Biocomposites: An Efficient UV-Shielding Material for Organisms in Terrestrial and Aquatic Ecosystems. Opt. Mater. 2020, 109, 110204. [Google Scholar] [CrossRef]
- Al Sharabati, M.; Abokwiek, R.; Al-Othman, A.; Tawalbeh, M.; Karaman, C.; Orooji, Y.; Karimi, F. Biodegradable Polymers and Their Nano-Composites for the Removal of Endocrine-Disrupting Chemicals (EDCs) from Wastewater: A Review. Environ. Res. 2021, 202, 111694. [Google Scholar] [CrossRef] [PubMed]
- Rai, P.K.; Lee, J.; Brown, R.J.C.; Kim, K.-H. Micro- and Nano-Plastic Pollution: Behavior, Microbial Ecology, and Remediation Technologies. J. Clean. Prod. 2021, 291, 125240. [Google Scholar] [CrossRef]
- Costa, L.M.; Molina de Olyveira, G.; Cherian, B.; Leao, A.; Souza, S.; Ferreira, M. Bionanocomposites from Electrospun PVA/Pineapple Nanofibers/Stryphnodendron Adstringens Bark Extract for Medical Applications. Industrial Crops and Products 2013, 41, 198–202. [Google Scholar] [CrossRef]
- Teodorescu, M.; Bercea, M.; Morariu, S. Biomaterials of PVA and PVP in Medical and Pharmaceutical Applications: Perspectives and Challenges. Biotechnol. Adv. 2019, 37, 109–131. [Google Scholar] [CrossRef]
- Hou, T.; Li, X.; Lu, Y.; Yang, B. Highly Porous Fibers Prepared by Centrifugal Spinning. Mater. Des. 2017, 114, 303–311. [Google Scholar] [CrossRef]
- Jun, Z.; Hou, H.; Wendorff, J.H.; Greiner, A. Poly(Vinyl Alcohol) Nanofibres by Electrospinning: Influence of Molecular Weight on Fibre Shape. e-Polymers 2005, 5. [Google Scholar] [CrossRef] [Green Version]
- Akgul, Y.; Kilic, A. Novel Approach for the Production of Poly (Vinyl Alcohol) Nanofibers: Centrifugal Spinning. Tekst. Ve Muhendis 2018, 25, 30–36. [Google Scholar] [CrossRef]
- Samani, F.; Kokabi, M.; Valojerdi, M.R. Optimising the Electrospinning Process Conditions to Produce Polyvinyl Alcohol Nanofibres. Int. J. Nanotechnol. 2009, 6, 1031–1040. [Google Scholar] [CrossRef]
- Malkin, A.Y.; Subbotin, A.V.; Kulichikhin, V.G. Stability of Polymer Jets in Extension: Physicochemical and Rheological Mechanisms. Russ. Chem. Rev. 2020, 89, 811. [Google Scholar] [CrossRef]
- Munir, M.M.; Fauzi, A.; Nuryantini, A.Y.; Nursuhud; Sofiari, E.; Khairurrijal, K. Optimization of Solvent System and Polymer Concentration for Synthesis of Polyvinyl Alcohol (PVA) Fiber Using Rotary Forcespinning Technique. Adv. Mater. Res. 2015, 1123, 20–23. [Google Scholar] [CrossRef]
- Naghibzadeh, M.; Adabi, M.; Rahmani, H.; Mirali, M.; Adabi, M. Evaluation of the Effective Forcespinning Parameters Controlling Polyvinyl Alcohol Nanofibers Diameter Using Artificial Neural Network. Adv. Polym. Technol. 2017, 37. [Google Scholar] [CrossRef]
- Gutschmidt, D.; Hazra, R.S.; Zhou, X.; Xu, X.; Sabzi, M.; Jiang, L. Electrospun, Sepiolite-Loaded Poly(Vinyl Alcohol)/Soy Protein Isolate Nanofibers: Preparation, Characterization, and Their Drug Release Behavior. Int. J. Pharm. 2021, 594, 120172. [Google Scholar] [CrossRef]
- Nataraj, D.; Reddy, R.; Reddy, N. Crosslinking Electrospun Poly (Vinyl) Alcohol Fibers with Citric Acid to Impart Aqueous Stability for Medical Applications. Eur. Polym. J. 2020, 124, 109484. [Google Scholar] [CrossRef]
- Muchová, M.; Münster, L.; Capáková, Z.; Mikulcová, V.; Kuřitka, I.; Vícha, J. Design of Dialdehyde Cellulose Crosslinked Poly(Vinyl Alcohol) Hydrogels for Transdermal Drug Delivery and Wound Dressings. Mater. Sci. Eng. C 2020, 116, 111242. [Google Scholar] [CrossRef]
- Zheng, X.; Li, A.; Hua, J.; Zhang, Y.; Li, Z. Crown Ether Grafted Graphene Oxide/Chitosan/Polyvinyl Alcohol Nanofiber Membrane for Highly Selective Adsorption and Separation of Lithium Ion. Nanomaterials 2021, 11, 2668. [Google Scholar] [CrossRef]
- Wu, X.; Li, P.; Cong, L.; Yu, H.; Zhang, D.; Yue, Y.; Xu, H.; Xu, K.; Zheng, X.; Wang, X. Electrospun Poly(Vinyl Alcohol) Nanofiber Films Containing Menthol/β-Cyclodextrin Inclusion Complexes for Smoke Filtration and Flavor Retention. Colloids Surf. A Physicochem. Eng. Asp. 2020, 605, 125378. [Google Scholar] [CrossRef]
- Chen, Y.; Cao, J.; Wei, H.; Wu, Z.; Wang, X.; Pei, Y. Synthesis of Polyvinyl Alcohol/Ag Electrospun Nanofibers as Highly Efficient Flexible SERS Substrates. Vib. Spectrosc. 2021, 114, 103246. [Google Scholar] [CrossRef]
- Pokorný, P.; Blažková, L.; Skřivánek, J.; Kalous, T.; Kuželová-Košťáková, E.; Beran, J.; Diblík, M.; Lukáš, D. Apparatus for Producing Nanofibers and/or Microfibers by Polymer Solution or Melt Centrifugal Spinning. Utility model No. 30004, published 08.09.2016, Industrial Property Office of the Czech Republic. Available online: https://upv.gov.cz/en (accessed on 25 January 2022).
- Alothmany, N.; Aljehani, A.; Hussaini, M.; Hussain, M.; Aldhaheri, R. Effect of Electrospinning Parameters on Nanofiber Diameter Made of Poly (Vinyl Alcohol) as Determined by Atomic Force Microscopy. In Proceedings of the 2nd Middle East Conference on Biomedical Engineering, Doha, Qatar, 17–20 February 2014; pp. 379–381. [Google Scholar]
- Khajavi, R.; Damerchely, R. Effect of Polyvinyl Alcohol Concentration in Spinning Dope on Diameter, Beads and HHS of Produced Nanofibers. Pak. J. Biol. Sci. 2007, 10, 314–317. [Google Scholar] [CrossRef] [PubMed] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spinneret Rotation (rpm) | Airflow Speed (m·s−1) | Beads | Fiber Mesh | Branches | Ribbons | Fiber Diameter (μm) |
|---|---|---|---|---|---|---|
| 2000 | 7.9 | yes | - | - | - | 2 |
| 9.2 | yes | - | - | - | 2 | |
| 10.3 | yes | - | - | - | 2 | |
| 11 | yes | yes | - | - | 1.5 | |
| 5200 | 7.9 | yes | - | - | - | 1.5 |
| 9.2 | - | yes | - | - | 1.5 | |
| 10.3 | - | yes | - | - | 2 | |
| 11 | yes | yes | - | yes | 2.5 | |
| 8200 | 7.9 | yes | yes | - | - | 1.5 |
| 9.2 | - | yes | - | - | 1.5 | |
| 10.3 | yes | - | - | - | 1.5 | |
| 11 | yes | - | - | - | 1 | |
| 10,000 | 7.9 | yes | yes | - | - | 2.5 |
| 9.2 | yes | - | - | - | 2 | |
| 10.3 | yes | - | - | - | 2.5 | |
| 11 | - | yes | - | - | 2.5 | |
| 12,000 | 7.9 | yes | - | - | - | 3 |
| 9.2 | yes | - | yes | - | 3.5 | |
| 10.3 | yes | yes | yes | - | 3 | |
| 11 | yes | - | - | - | 2.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skrivanek, J.; Holec, P.; Batka, O.; Bilek, M.; Pokorny, P. Optimization of the Spinneret Rotation Speed and Airflow Parameters for the Nozzleless Forcespinning of a Polymer Solution. Polymers 2022, 14, 1042. https://doi.org/10.3390/polym14051042
Skrivanek J, Holec P, Batka O, Bilek M, Pokorny P. Optimization of the Spinneret Rotation Speed and Airflow Parameters for the Nozzleless Forcespinning of a Polymer Solution. Polymers. 2022; 14(5):1042. https://doi.org/10.3390/polym14051042
Chicago/Turabian StyleSkrivanek, Josef, Pavel Holec, Ondrej Batka, Martin Bilek, and Pavel Pokorny. 2022. "Optimization of the Spinneret Rotation Speed and Airflow Parameters for the Nozzleless Forcespinning of a Polymer Solution" Polymers 14, no. 5: 1042. https://doi.org/10.3390/polym14051042
APA StyleSkrivanek, J., Holec, P., Batka, O., Bilek, M., & Pokorny, P. (2022). Optimization of the Spinneret Rotation Speed and Airflow Parameters for the Nozzleless Forcespinning of a Polymer Solution. Polymers, 14(5), 1042. https://doi.org/10.3390/polym14051042