
Abrasion-Induced Acceleration of Melt Crystallisation of Wet Comminuted Polybutylene Terephthalate (PBT)

 , and
, and
Abstract
1. Introduction
2. Theory
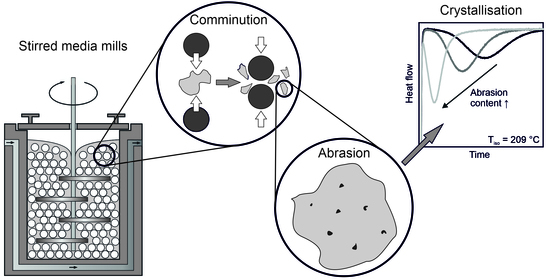
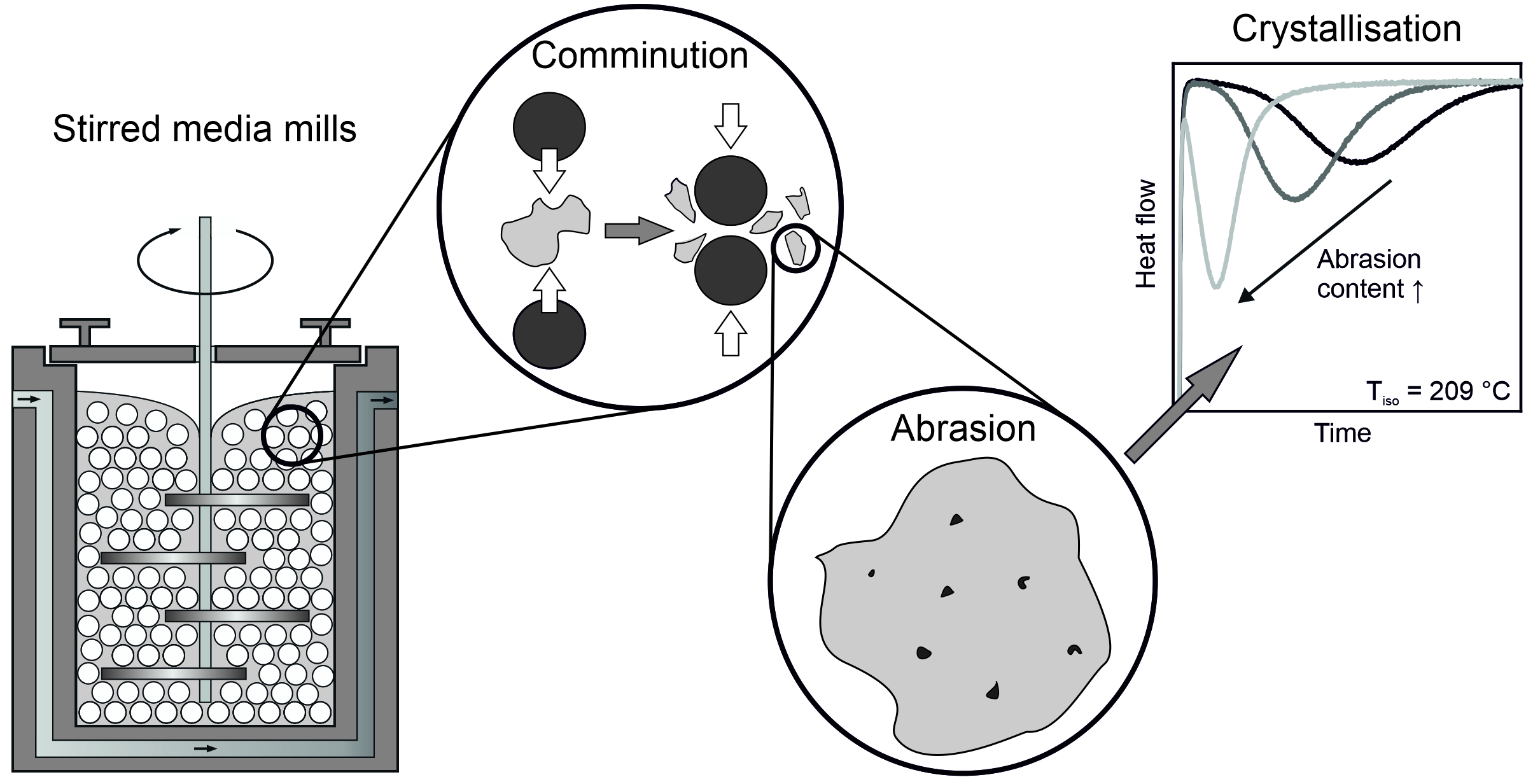
2.1. Wet Comminution in Stirred Media Mills
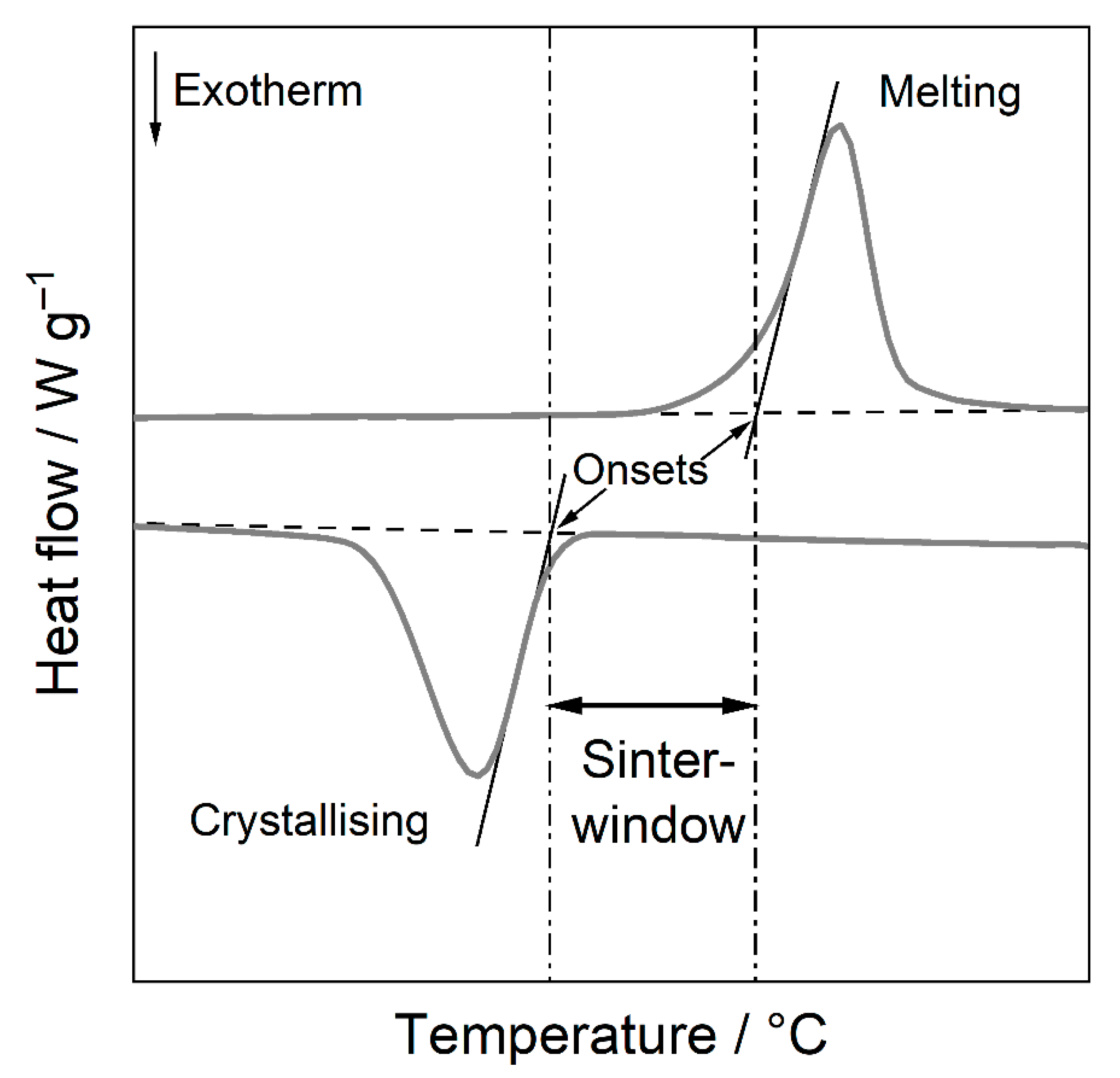
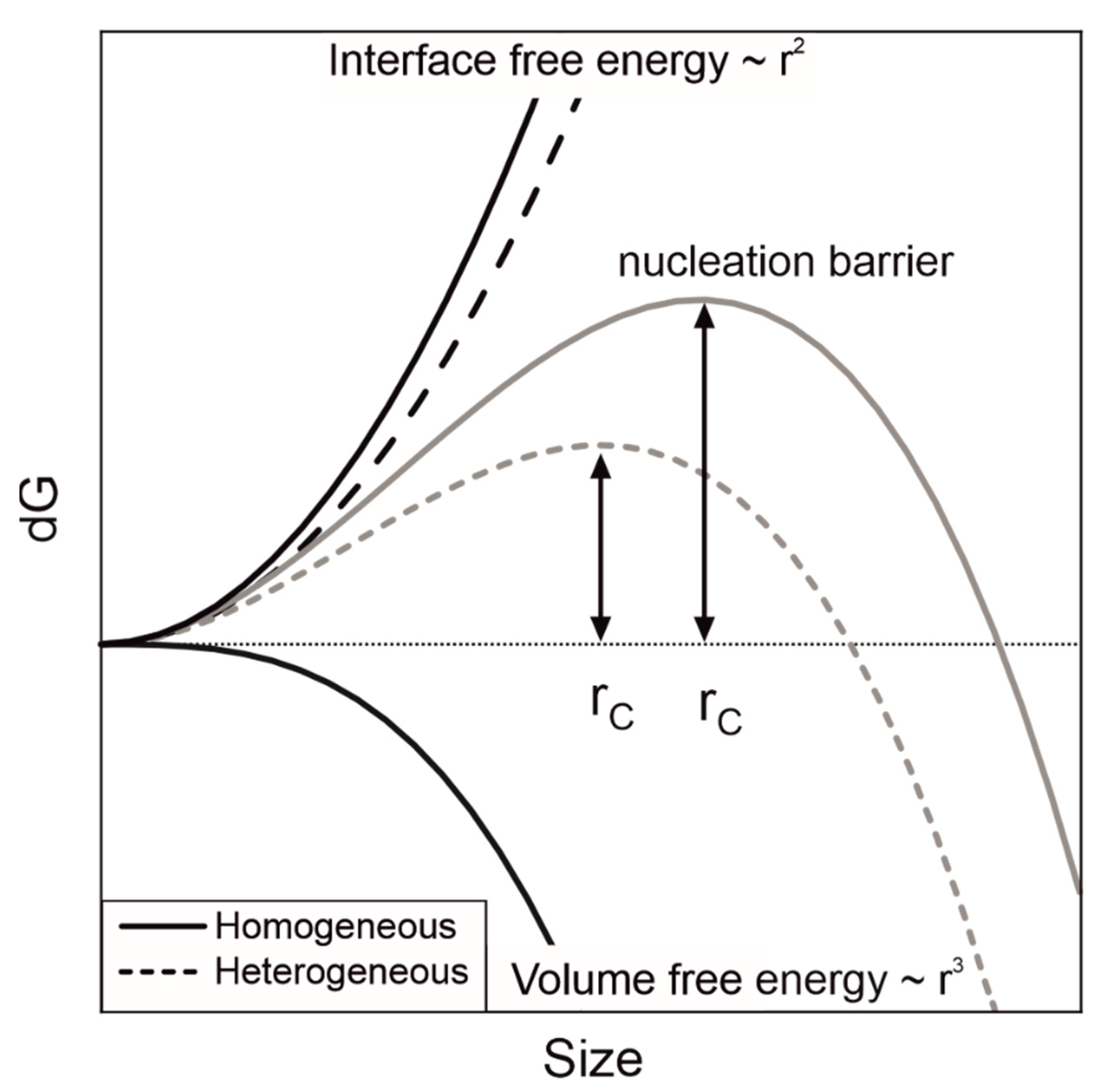
2.2. Polymer Melt Crystallisation
3. Materials and Methods
3.1. Materials
3.2. Comminution Experiments
3.3. Characterization
3.4. Scanning Electron Microscopy (SEM)
3.5. Differential Scanning Calorimetry (DSC)
3.6. Thermogravimetric Analysis (TGA)
3.7. X-ray Diffraction (XRD)
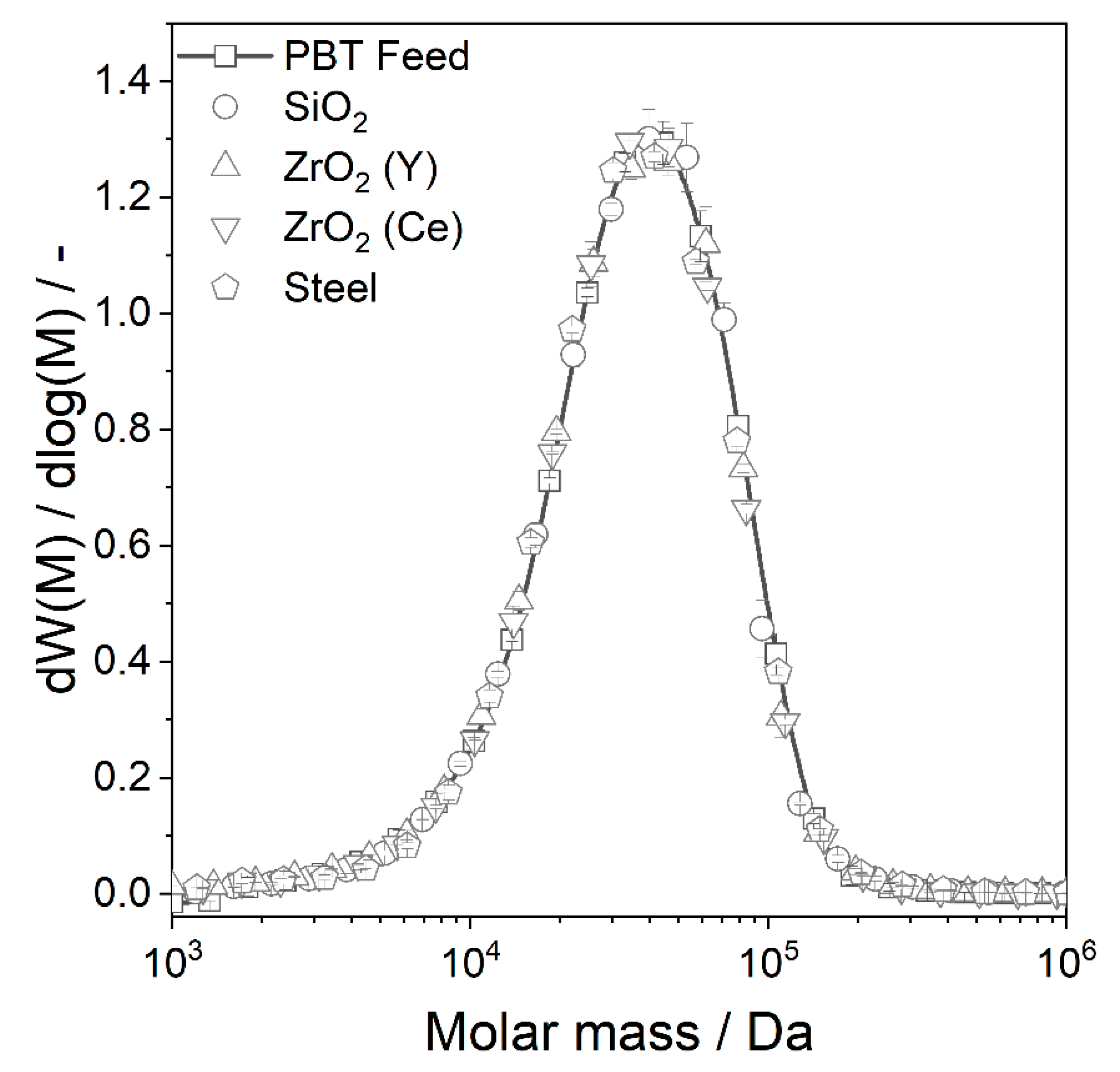
3.8. Gel Permeation Chromatography (GPC)
3.9. UV-Vis Remission Spectroscopy
4. Results
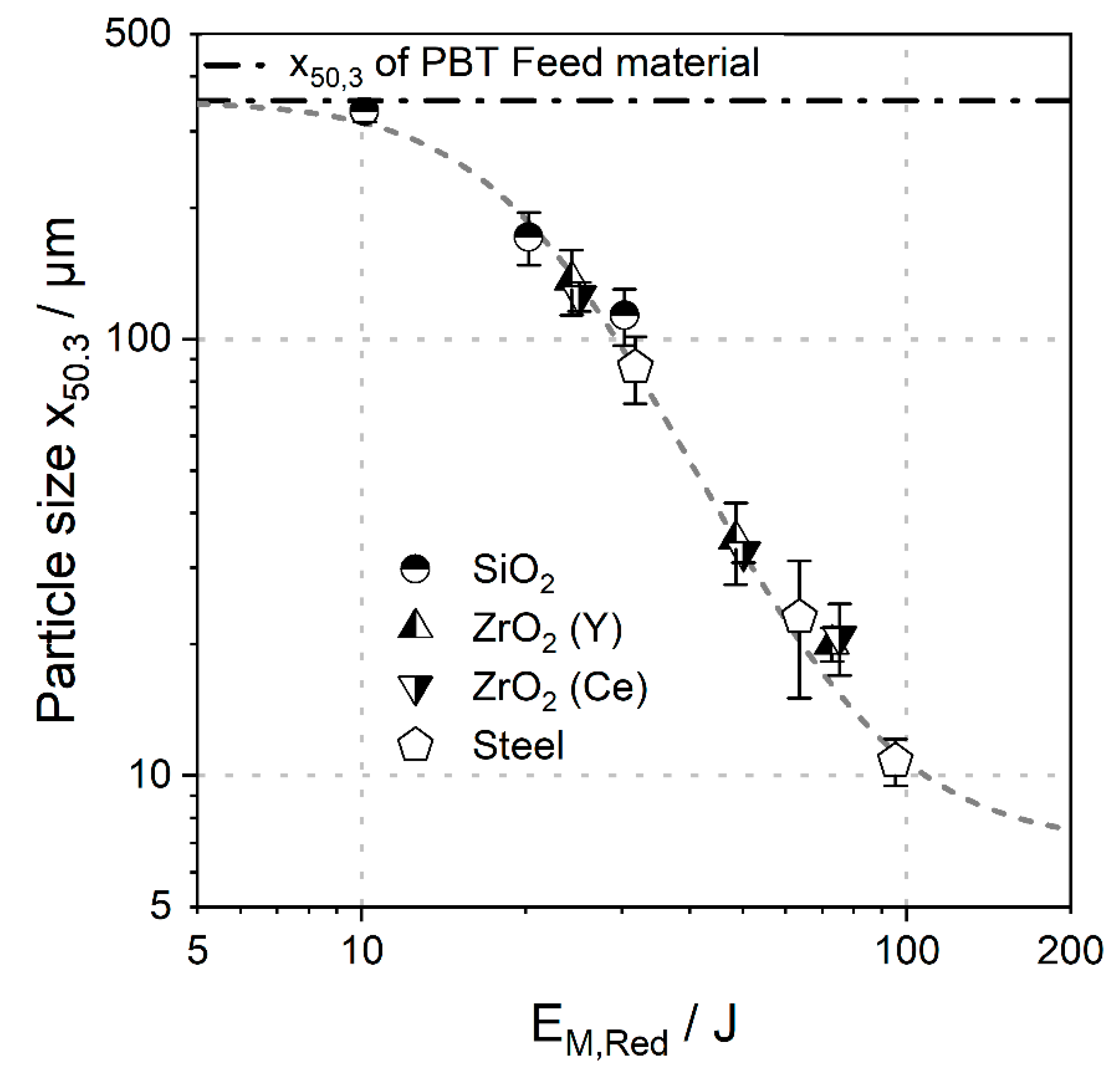
4.1. Comminution Kinetics of Polybutylene Terephthalate
4.2. Intrinsic Properties of Wet Ground PBT
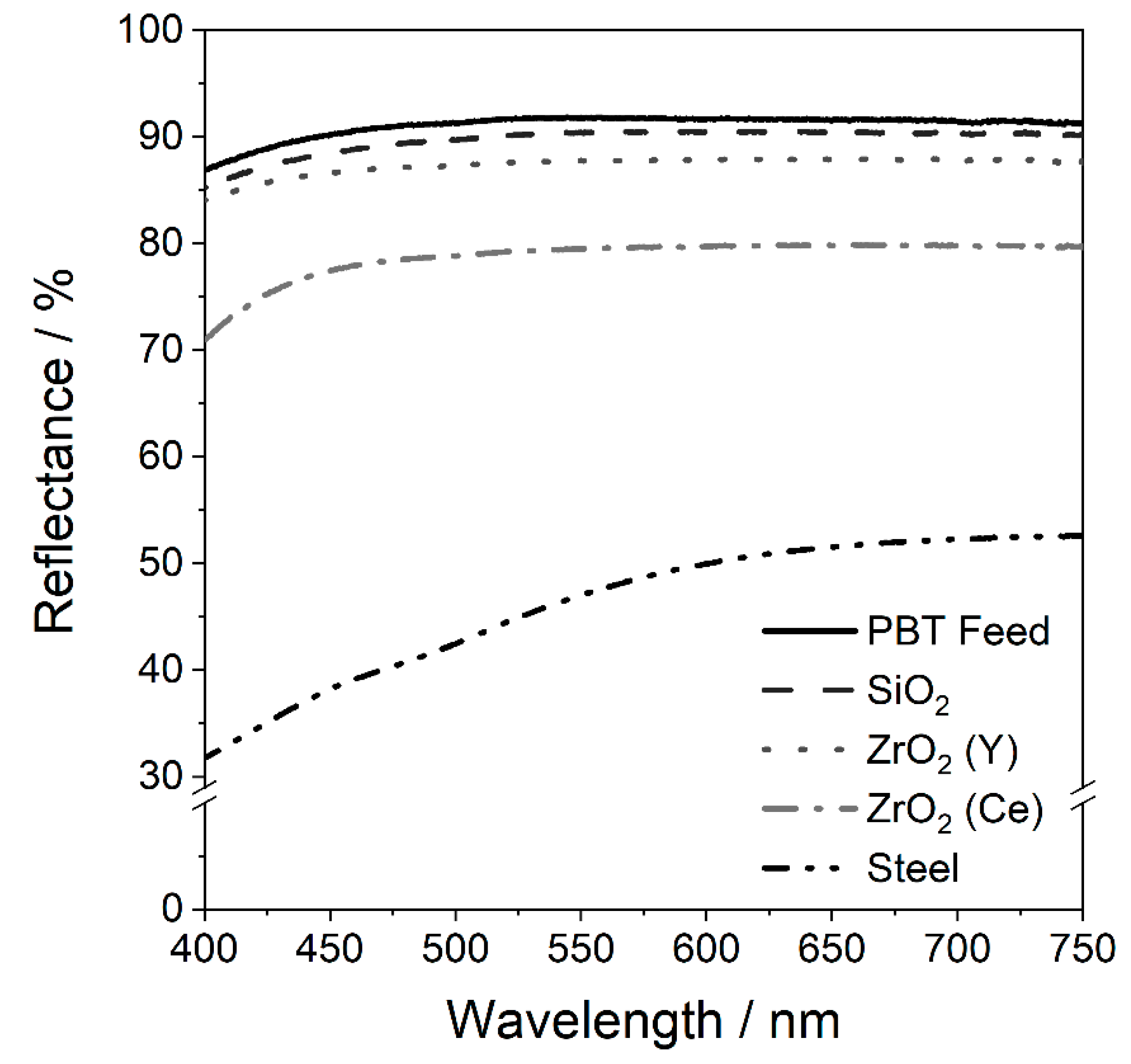
4.2.1. Optical Properties of Wet Ground PBT
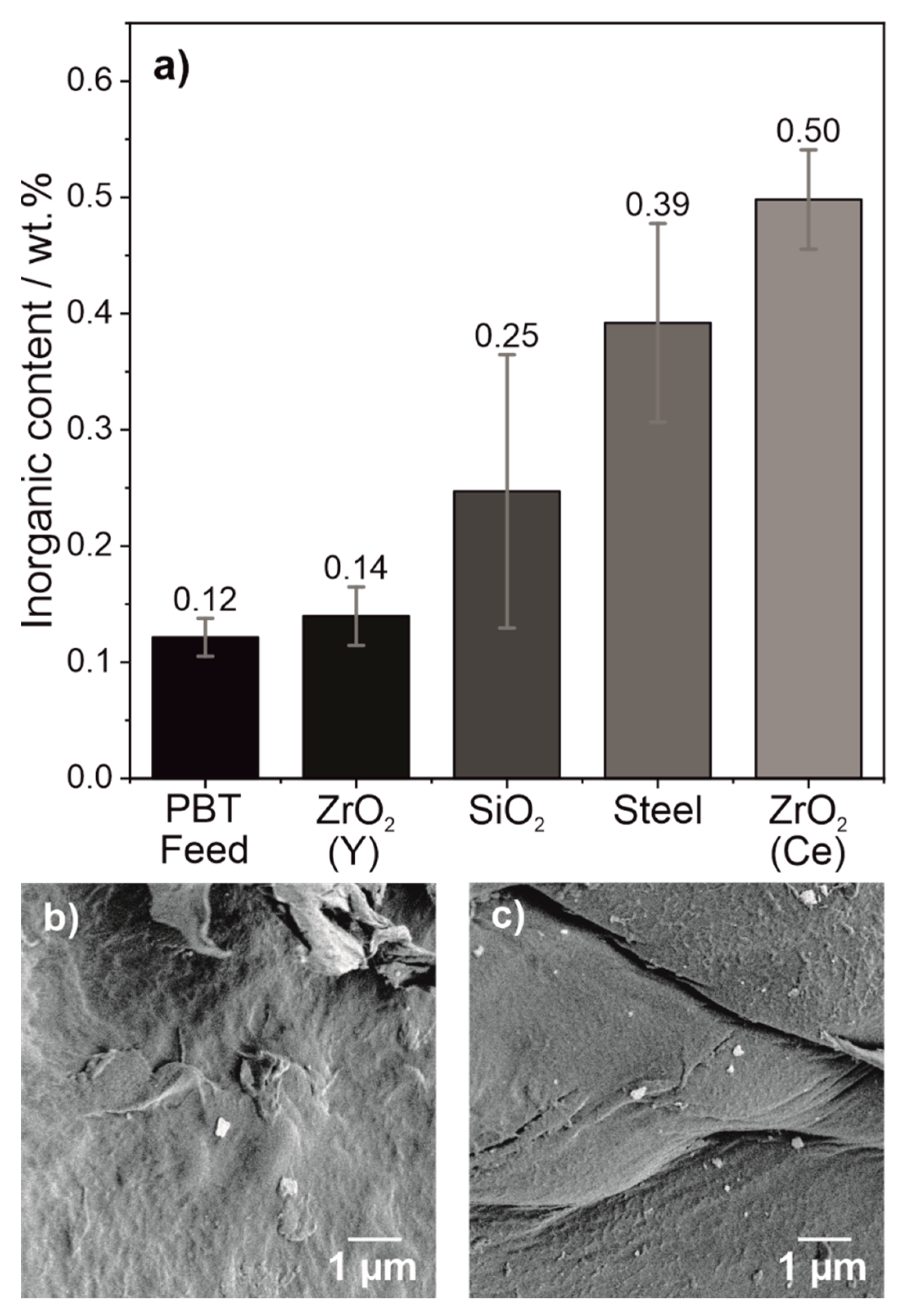
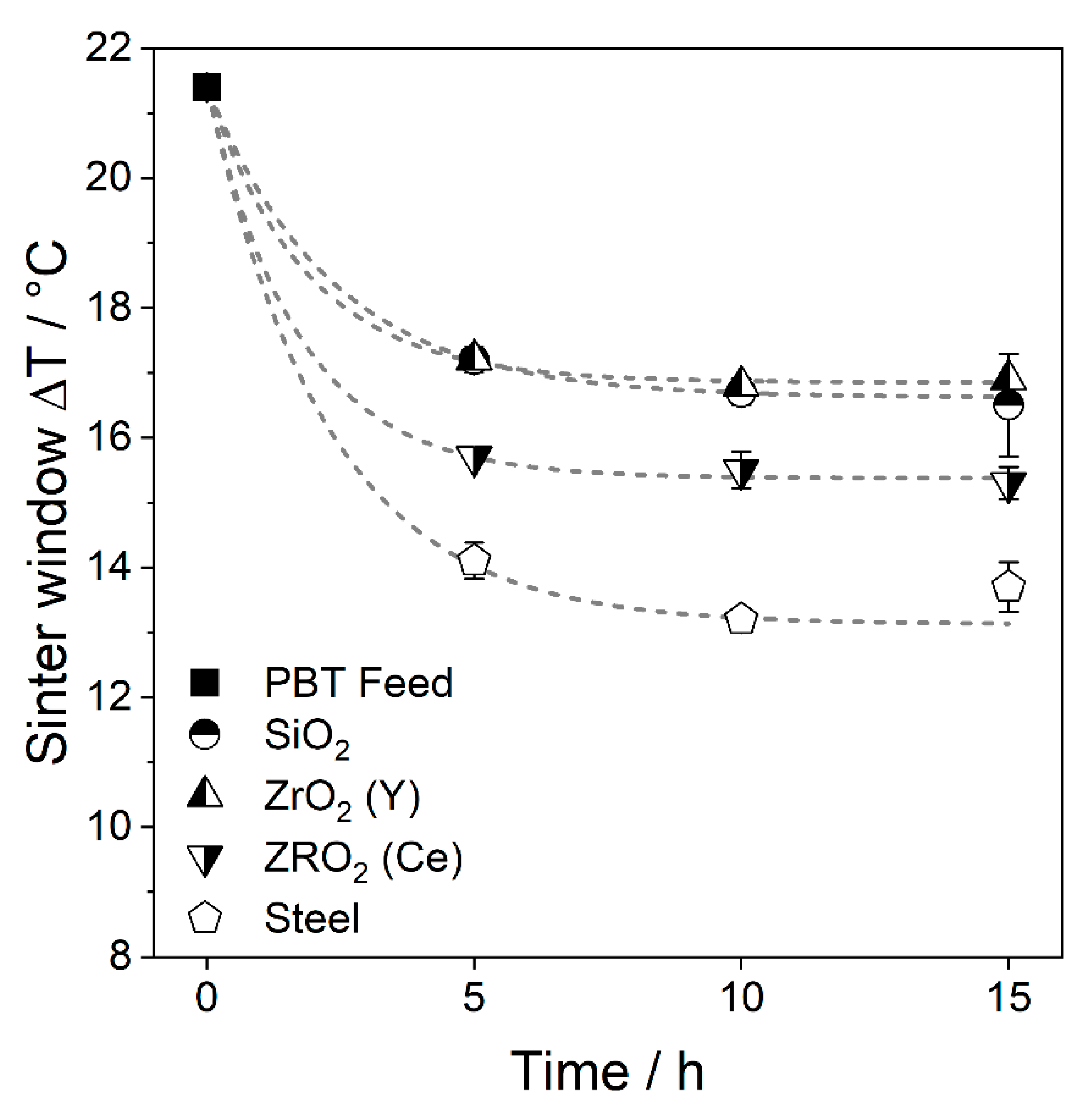
4.2.2. Analysis of the Abrasion
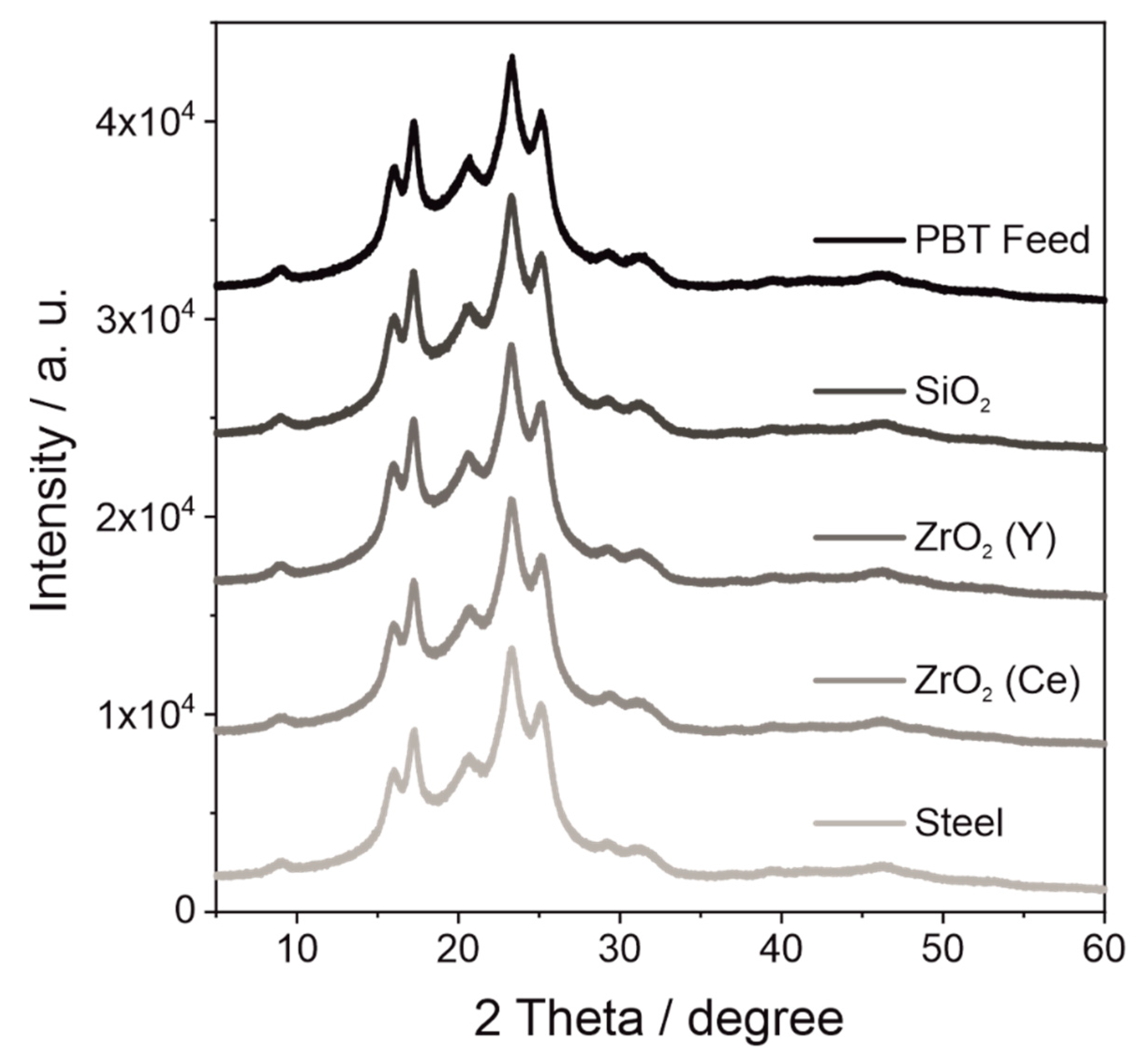
4.2.3. Diffractograms of Wet Ground PBT
4.2.4. Thermal Properties of Wet Ground PBT
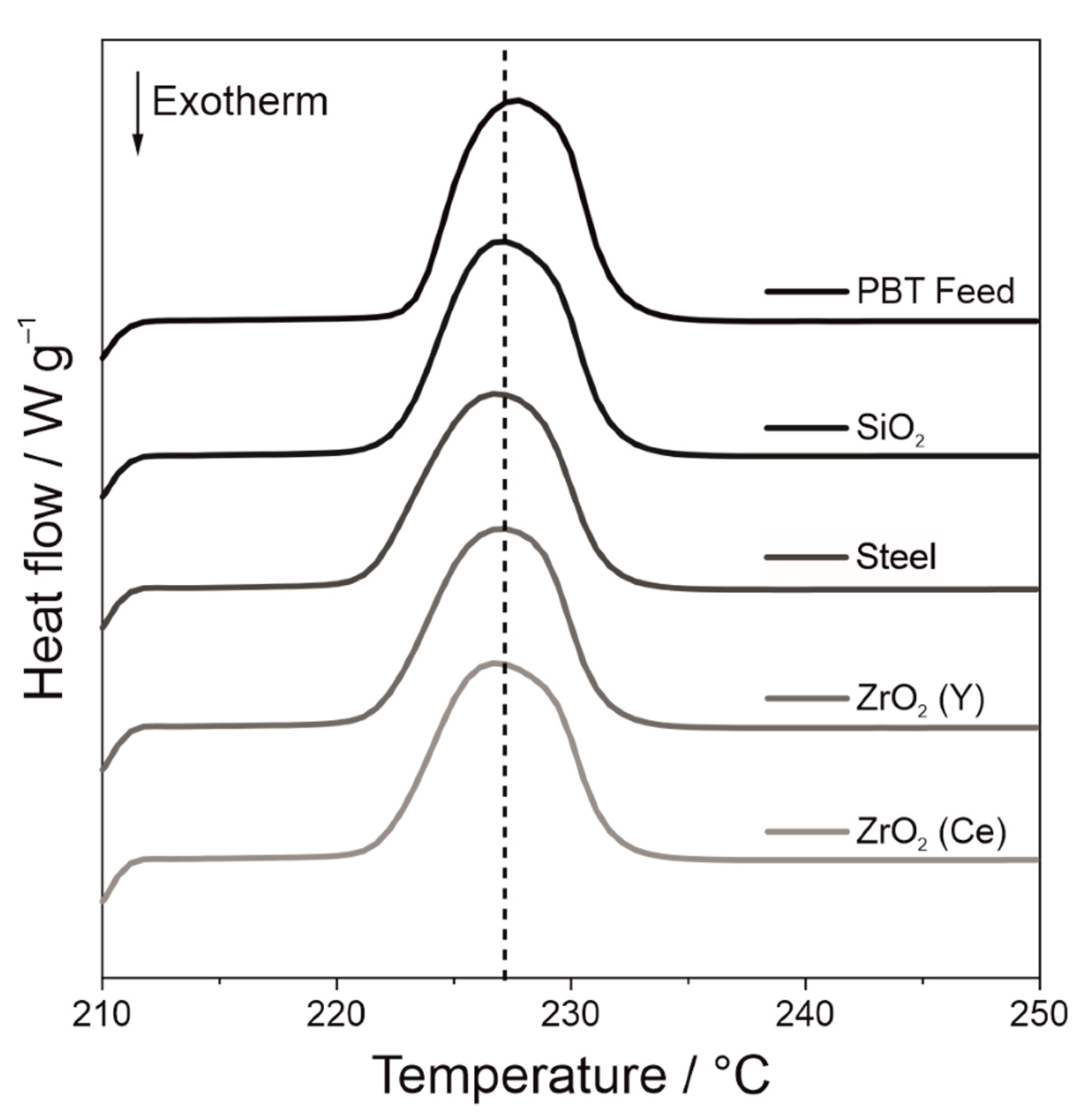
Dynamic DSC
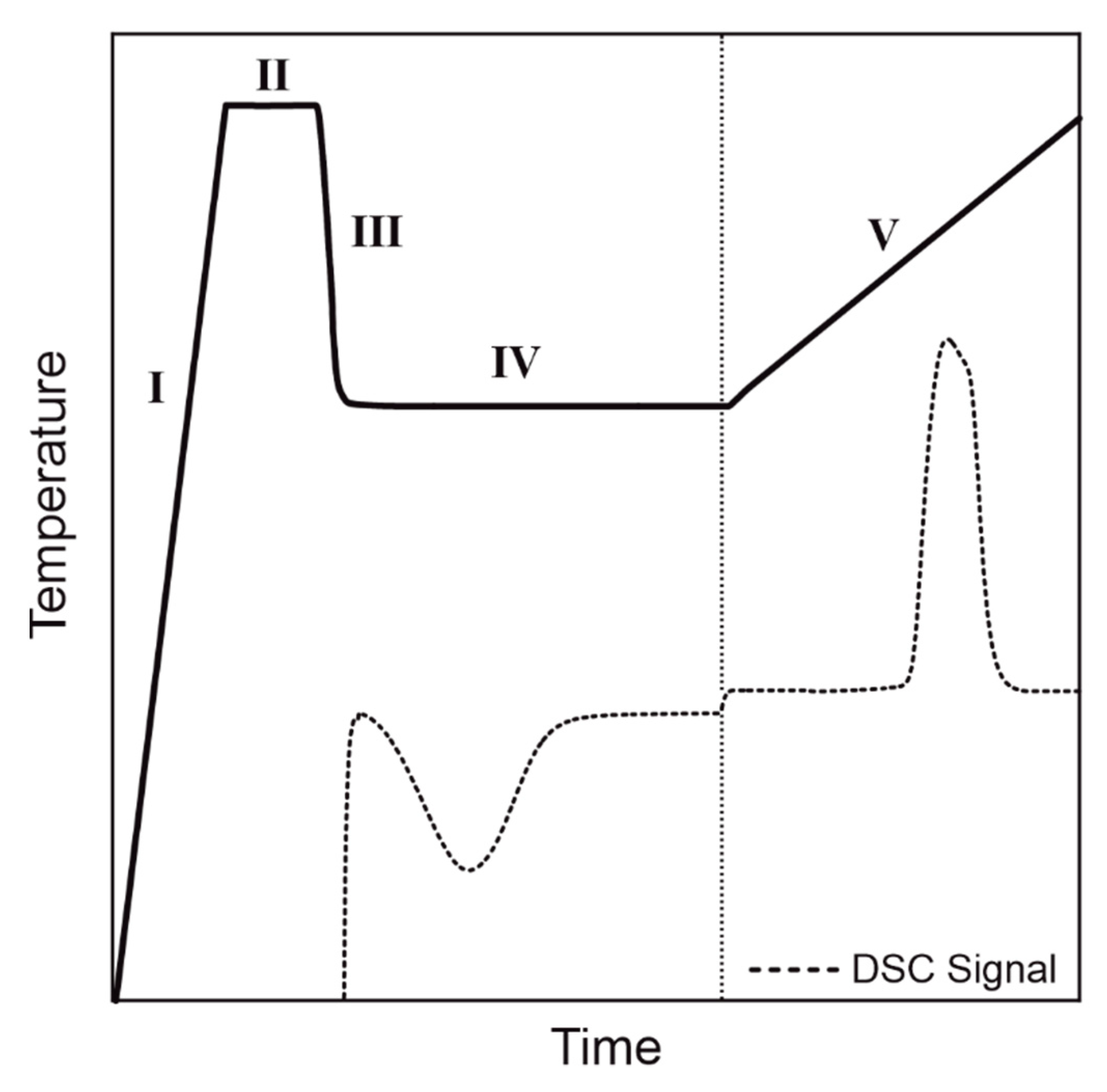
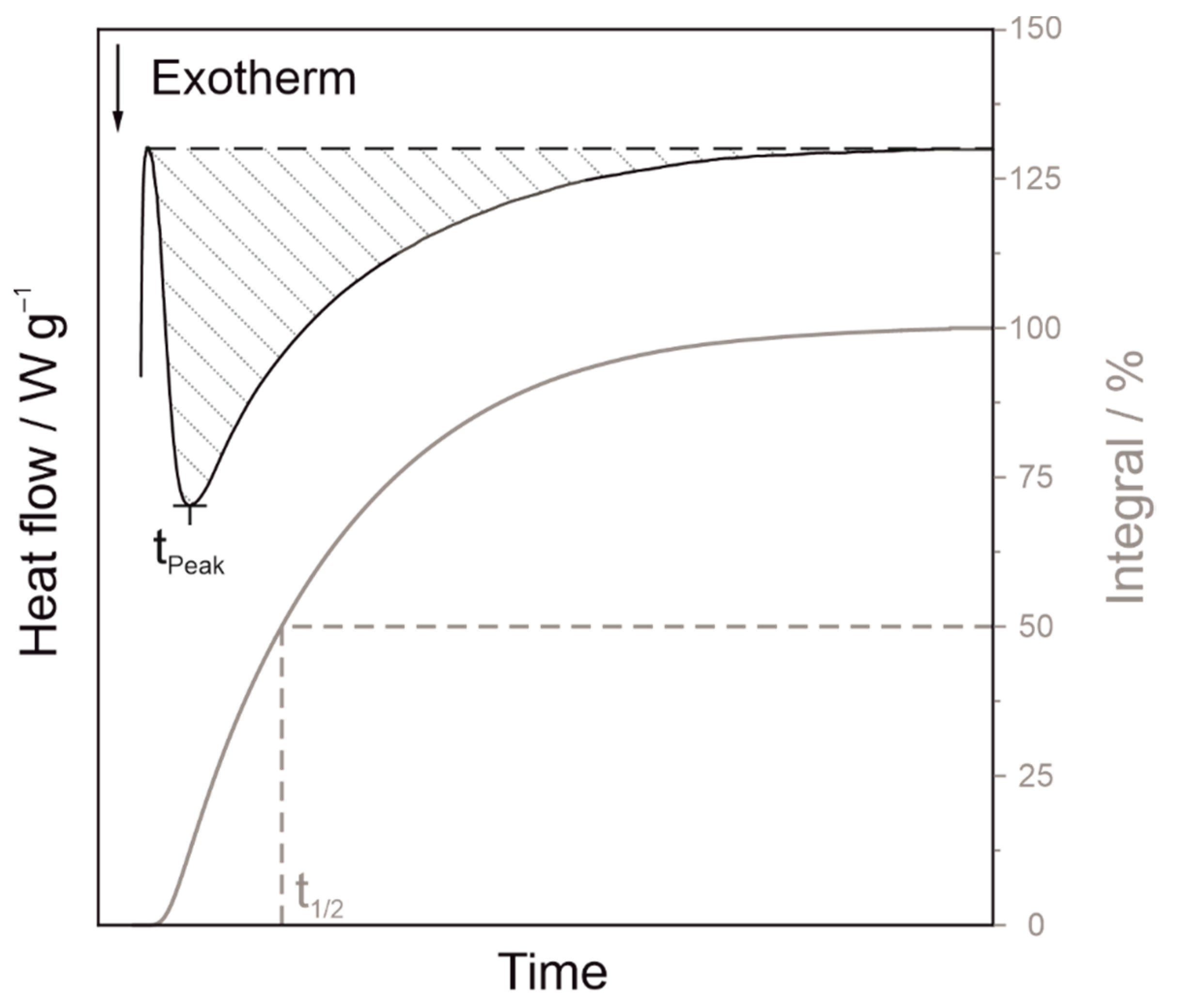
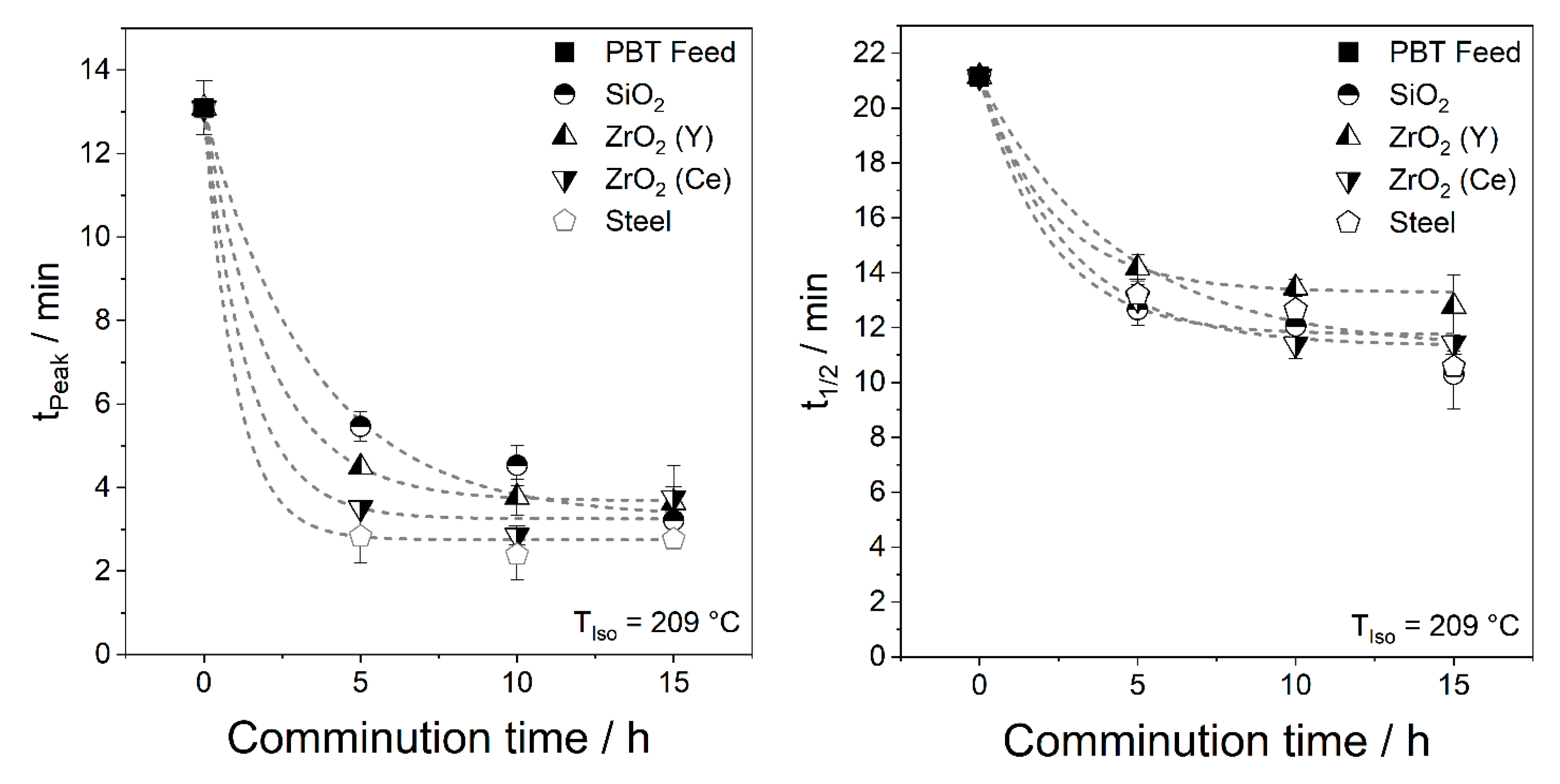
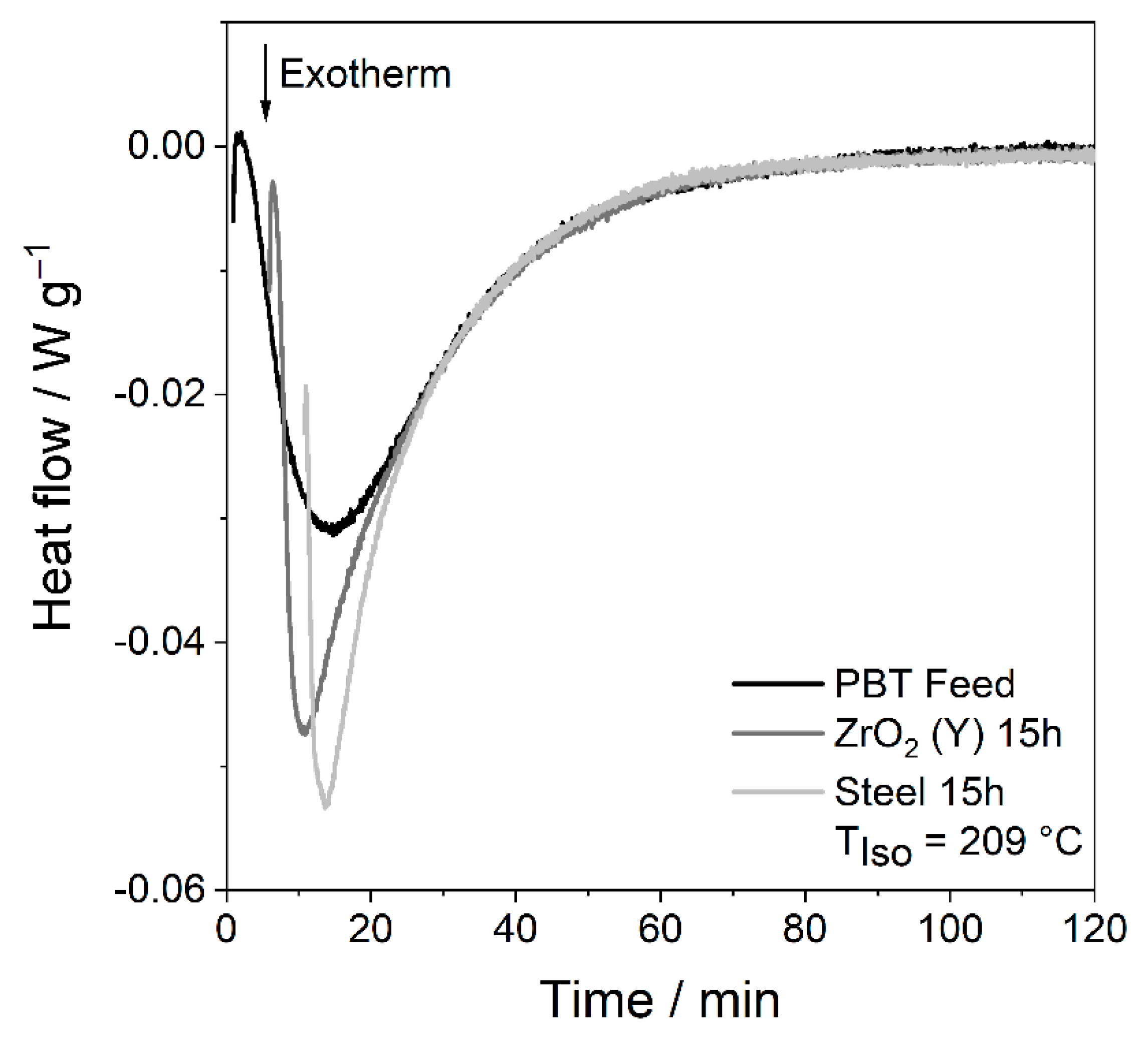
Isothermal DSC
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| A | Surface |
| A1 | Initial Value |
| A2 | Final value |
| cV | Solids concentration by volume |
| dGM | Diameter of the grinding media |
| dtip | Agitator diameter |
| EM | Mass-specific energy input |
| EM,Red | Reduced mass-specific energy input |
| GM | Change in free energy of melting |
| M | Elastic moduli |
| n | Agitator rotation speed |
| NC | Number of impacts between the grinding media |
| NP | Total number of particles in the medium |
| p | Power |
| PS | Probability that a particle is significantly stressed |
| SE | Stress energy |
| SEmax | Maximal stress energy |
| SM | Change in entropy of melting |
| SN | Average number of stress events |
| SNRED | Reduced number of stress events |
| t | Process time |
| t1/2 | Crystallisation halftime |
| TC | Crystallisation temperature |
| TM | Melting temperature |
| tPeak | Time to reach crystallisation peak |
| V | Volume |
| vtip | Speed of agitation |
| x0 | Center |
| x50.3 | Mean particle size by volume |
| xFeed | Characteristic particle size of the feed |
| Filling ratio | |
| Bulk porosity | |
| Density of the grinding media | |
| Equilibrium melting temperature | |
| Specific surface free energy | |
| g | Melting free energy of unit volume |
| h | Specific heat of fusion |
| HM | Chance in heat of fusion |
| s | Specific enthalpy of fusion |
| T | Supercooling |
References
- Wohlers, T.; Campbell, R.I.; Diegel, O.; Kowen, R.H.J. Wohlers Report 2020: 3D Printing and Additive Manufacturing State of the Industry; Wohlers Associates: Fort Collins, CO, USA, 2020. [Google Scholar]
- Schmid, M.; Amado, A.; Wegener, K. Polymer powders for selective laser sintering (SLS). In Proceedings of the 30th International Conference of the Polymer Processing Society–Conference Papers, Cleveland, OH, USA, 6–14 June 2014; p. 160009. [Google Scholar] [CrossRef]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [PubMed]
- Navarrete-Segado, P.; Frances, C.; Tourbin, M.; Tenailleau, C.; Duployer, B.; Grossin, D. Powder bed selective laser process (sintering/melting) applied to tailored calcium phosphate-based powders. Addit. Manuf. 2022, 50, 102542. [Google Scholar] [CrossRef]
- Schmid, M.; Wegener, K. Additive Manufacturing: Polymers Applicable for Laser Sintering (LS). Procedia Eng. 2016, 149, 457–464. [Google Scholar] [CrossRef]
- Schmid, M.; Amado, A.; Wegener, K. Materials perspective of polymers for additive manufacturing with selective laser sintering. J. Mater. Res. 2014, 29, 1824–1832. [Google Scholar] [CrossRef]
- Shi, Y.; Li, Z.; Sun, H.; Huang, S.; Zeng, F. Effect of the properties of the polymer materials on the quality of selective laser sintering parts. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2004, 218, 247–252. [Google Scholar] [CrossRef]
- Drummer, D.; Rietzel, D.; Kühnlein, F. Development of a characterization approach for the sintering behavior of new thermoplastics for selective laser sintering. Phys. Procedia 2010, 5, 533–542. [Google Scholar] [CrossRef]
- Hesse, N.; Winzer, B.; Peukert, W.; Schmidt, J. Towards a generally applicable methodology for the characterization of particle properties relevant to processing in powder bed fusion of polymers–From single particle to bulk solid behavior. Addit. Manuf. 2021, 41, 101957. [Google Scholar] [CrossRef]
- Zhao, M.; Wudy, K.; Drummer, D. Crystallization Kinetics of Polyamide 12 during Selective Laser Sintering. Polymers 2018, 10, 168. [Google Scholar] [CrossRef]
- Schmidt, J.; Parteli, E.J.; Uhlmann, N.; Wörlein, N.; Wirth, K.-E.; Pöschel, T.; Peukert, W. Packings of micron-sized spherical particles–Insights from bulk density determination, X-ray microtomography and discrete element simulations. Adv. Powder Technol. 2020, 31, 2293–2304. [Google Scholar] [CrossRef]
- Baumann, F.-E.; Wilczok, N. Herstellung von Polyamid-Fällpulvern mit enger Korngrößenverteilung und niedriger Porosität. Pat. DE 19708946A1 1998, 10. [Google Scholar]
- Meyer, K.-R.; Hornung, K.-H.; Feldmann, R.; Smigerski, H.-J. Verfahren zur Herstellung von pulverfoermigen Beschichtungsmitteln auf der Basis von Polyamiden mit mindestens 10 aliphatisch gebundenen Kohlenstoffatomen pro Carbonamidgruppe. 1979, DE2906647B1. Available online: https://register.dpma.de/DPMAregister/pat/PatSchrifteneinsicht?docId=DE2906647B1 (accessed on 23 January 2022).
- Schmid, M. Laser Sintering with Plastics: Technology, Processes, and Materials; Hanser Publishers: Munich, Germany, 2018. [Google Scholar]
- Schmidt, J.; Plata, M.; Tröger, S.; Peukert, W. Production of polymer particles below 5μm by wet grinding. Powder Technol. 2012, 228, 84–90. [Google Scholar] [CrossRef]
- Wilczek, M.; Bertling, J.; Hintemann, D. Optimised technologies for cryogenic grinding. Int. J. Miner. Process. 2004, 74, S425–S434. [Google Scholar] [CrossRef]
- Bruyère, D.; Simon, S.; Haas, H.; Conte, T.; Menad, N.-E. Cryogenic ball milling: A key for elemental analysis of plastic-rich automotive shedder residue. Powder Technol. 2016, 294, 454–462. [Google Scholar] [CrossRef]
- Bertling, J.; Eloo, C. Verdichtetes Kohlendioxid als Prozessadditiv zur Herstellung polymerer und mikronisierter Nanokomposite Schlussbericht: Schlussbericht “nanocrosser”; Förderzeitraum 01.01.2006–31.12.2008; ResearchGate: Berlin, Germany, 2009; pp. 33–59. [Google Scholar] [CrossRef]
- Schmidt, J.; Romeis, S.; Peukert, W. Production of PBT/PC particle systems by wet grinding. In Proceedings of the 32nd International Conference of the Polymer Processing Society-Conference Papers, Lyon, France, 25–27 July 2016; p. 50003. [Google Scholar] [CrossRef]
- Schmidt, J.; Sachs, M.; Fanselow, S.; Zhao, M.; Romeis, S.; Drummer, D.; Wirth, K.-E.; Peukert, W. Optimized polybutylene terephthalate powders for selective laser beam melting. Chem. Eng. Sci. 2016, 156, 1–10. [Google Scholar] [CrossRef]
- Wolff, M.; Antonyuk, S.; Heinrich, S.; Schneider, G. Attritor-milling of poly(amide imide) suspensions. Particuology 2014, 17, 92–96. [Google Scholar] [CrossRef][Green Version]
- Hedayati, M.; Salehi, M.; Bagheri, R.; Panjepour, M.; Maghzian, A. Ball milling preparation and characterization of poly (ether ether ketone)/surface modified silica nanocomposite. Powder Technol. 2011, 207, 296–303. [Google Scholar] [CrossRef]
- Molina-Boisseau, S.; Le Bolay, N. Fine grinding of polymers in a vibrated bead mill. Powder Technol. 1999, 105, 321–327. [Google Scholar] [CrossRef]
- Schäfer, M.; Kemtchou, V.T.; Peuker, U.A. The grinding of porous ion exchange particles. Powder Technol. 2016, 291, 14–19. [Google Scholar] [CrossRef]
- Bonilla, J.S.G.; Dechet, M.A.; Schmidt, J.; Peukert, W.; Bück, A. Thermal rounding of micron-sized polymer particles in a downer reactor: Direct vs indirect heating. Rapid Prototyp. J. 2020, 26, 1637–1646. [Google Scholar] [CrossRef]
- Santos, J.M.R.C.A.; Guthrie, J.T. Polymer blends: The PC–PBT case. J. Mater. Chem. 2006, 16, 237–245. [Google Scholar] [CrossRef]
- Azad, M.; Guner, G.; Afolabi, A.; Davé, R.; Bilgili, E. Impact of solvents during wet stirred media milling of cross-linked biopolymer suspensions. Adv. Powder Technol. 2021, 32, 4562–4575. [Google Scholar] [CrossRef]
- Kwade, A. Wet comminution in stirred media mills—research and its practical application. Powder Technol. 1999, 105, 14–20. [Google Scholar] [CrossRef]
- Stadler, R.; Polke, R.; Schwedes, J.; Vock, F. Naßmahlung in Rührwerksmühlen. Chem. Ing. Tech. 1990, 62, 907–915. [Google Scholar] [CrossRef]
- Bunge, F. Mechanischer Zellaufschluß in Rührwerkskugelmühlen in VDI-Verlag, Düsseldorf. Ph.D. Thesis, Technische Universität Braunschweig, Braunschweig, Germany, 1992. [Google Scholar]
- Kwade, A.; Schwedes, J. Breaking characteristics of different materials and their effect on stress intensity and stress number in stirred media mills. Powder Technol. 2002, 122, 109–121. [Google Scholar] [CrossRef]
- Becker, M.; Kwade, A.; Schwedes, J. Stress intensity in stirred media mills and its effect on specific energy requirement. Int. J. Miner. Process. 2001, 61, 189–208. [Google Scholar] [CrossRef]
- Greiner, S.; Jaksch, A.; Cholewa, S.; Drummer, D. Development of material-adapted processing strategies for laser sintering of polyamide 12. Adv. Ind. Eng. Polym. Res. 2021, 4, 251–263. [Google Scholar] [CrossRef]
- Luo, Z.; Zhao, Y.F. A survey of finite element analysis of temperature and thermal stress fields in powder bed fusion Additive Manufacturing. Addit. Manuf. 2018, 21, 318–332. [Google Scholar] [CrossRef]
- Hu, W.; Zha, L. Thermodynamics and Kinetics of Polymer Crystallization. In Polymer Morphology; Guo, Q., Ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2016; pp. 242–258. [Google Scholar] [CrossRef]
- Kelton, K.F. Crystal Nucleation in Liquids and Glasses. In Solid State Physics; Elsevier: Amsterdam, The Netherlands, 1991; Volume 45, pp. 75–177. [Google Scholar] [CrossRef]
- Dauwe, C. Size exclusion chromatography of polyamides, polyesters, and fluoropolymers. In Handbook of Size Exclusion Chromatography and Related Techniques, 2nd ed.; Wu, C.-S., Ed.; CRC Press: Boca Raton, FL, USA, 2003; p. 694. [Google Scholar]
- Breitung-Faes, S.; Kwade, A. Prediction of energy effective grinding conditions. Miner. Eng. 2013, 43-44, 36–43. [Google Scholar] [CrossRef]
- Flach, F.; Konnerth, C.; Peppersack, C.; Schmidt, J.; Damm, C.; Breitung-Faes, S.; Peukert, W.; Kwade, A. Impact of formulation and operating parameters on particle size and grinding media wear in wet media milling of organic compounds–A case study for pyrene. Adv. Powder Technol. 2016, 27, 2507–2519. [Google Scholar] [CrossRef]
- Glaser, R.E. Bathtub and Related Failure Rate Characterizations. J. Am. Stat. Assoc. 1980, 75, 667–672. [Google Scholar] [CrossRef]
- Bai, C. Structural changes in poly(ethylene terephthalate) induced by mechanical milling. Polymers 2000, 41, 7147–7157. [Google Scholar] [CrossRef]
- Tomar, N.; Maiti, S.N. Thermal and crystallization properties of PBT/ABAS blends. J. Appl. Polym. Sci. 2009, 113, 1657–1663. [Google Scholar] [CrossRef]
- Fillon, B.; Thierry, A.; Lotz, B.; Wittmann, J.C. Efficiency scale for polymer nucleating agents. J. Therm. Anal. 1994, 42, 721–731. [Google Scholar] [CrossRef]
- Righetti, M.C.; Di Lorenzo, M.L.; Angiuli, M.; Tombari, E.; La Pietra, P. Poly(butylene terephthalate)/poly(ε-caprolactone) blends: Influence of PCL molecular mass on PBT melting and crystallization behavior. Eur. Polym. J. 2007, 43, 4726–4738. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grinding Media | SiO2 | ZrO2 (Y) | ZrO2 (Ce) | Steel |
|---|---|---|---|---|
| /g cm−3 | 2.5 | 6.0 | 6.2 | 7.9 |
| n/min−1 | 2000 | 1290 | 1270 | 1130 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tischer, F.; Düsenberg, B.; Gräser, T.; Kaschta, J.; Schmidt, J.; Peukert, W. Abrasion-Induced Acceleration of Melt Crystallisation of Wet Comminuted Polybutylene Terephthalate (PBT). Polymers 2022, 14, 810. https://doi.org/10.3390/polym14040810
Tischer F, Düsenberg B, Gräser T, Kaschta J, Schmidt J, Peukert W. Abrasion-Induced Acceleration of Melt Crystallisation of Wet Comminuted Polybutylene Terephthalate (PBT). Polymers. 2022; 14(4):810. https://doi.org/10.3390/polym14040810
Chicago/Turabian StyleTischer, Florentin, Björn Düsenberg, Timo Gräser, Joachim Kaschta, Jochen Schmidt, and Wolfgang Peukert. 2022. "Abrasion-Induced Acceleration of Melt Crystallisation of Wet Comminuted Polybutylene Terephthalate (PBT)" Polymers 14, no. 4: 810. https://doi.org/10.3390/polym14040810
APA StyleTischer, F., Düsenberg, B., Gräser, T., Kaschta, J., Schmidt, J., & Peukert, W. (2022). Abrasion-Induced Acceleration of Melt Crystallisation of Wet Comminuted Polybutylene Terephthalate (PBT). Polymers, 14(4), 810. https://doi.org/10.3390/polym14040810