
Numerical Study of Contact Behavior and Temperature Characterization in Ultrasonic Welding of CF/PA66


Abstract
:1. Introduction
2. Numerical Methodology
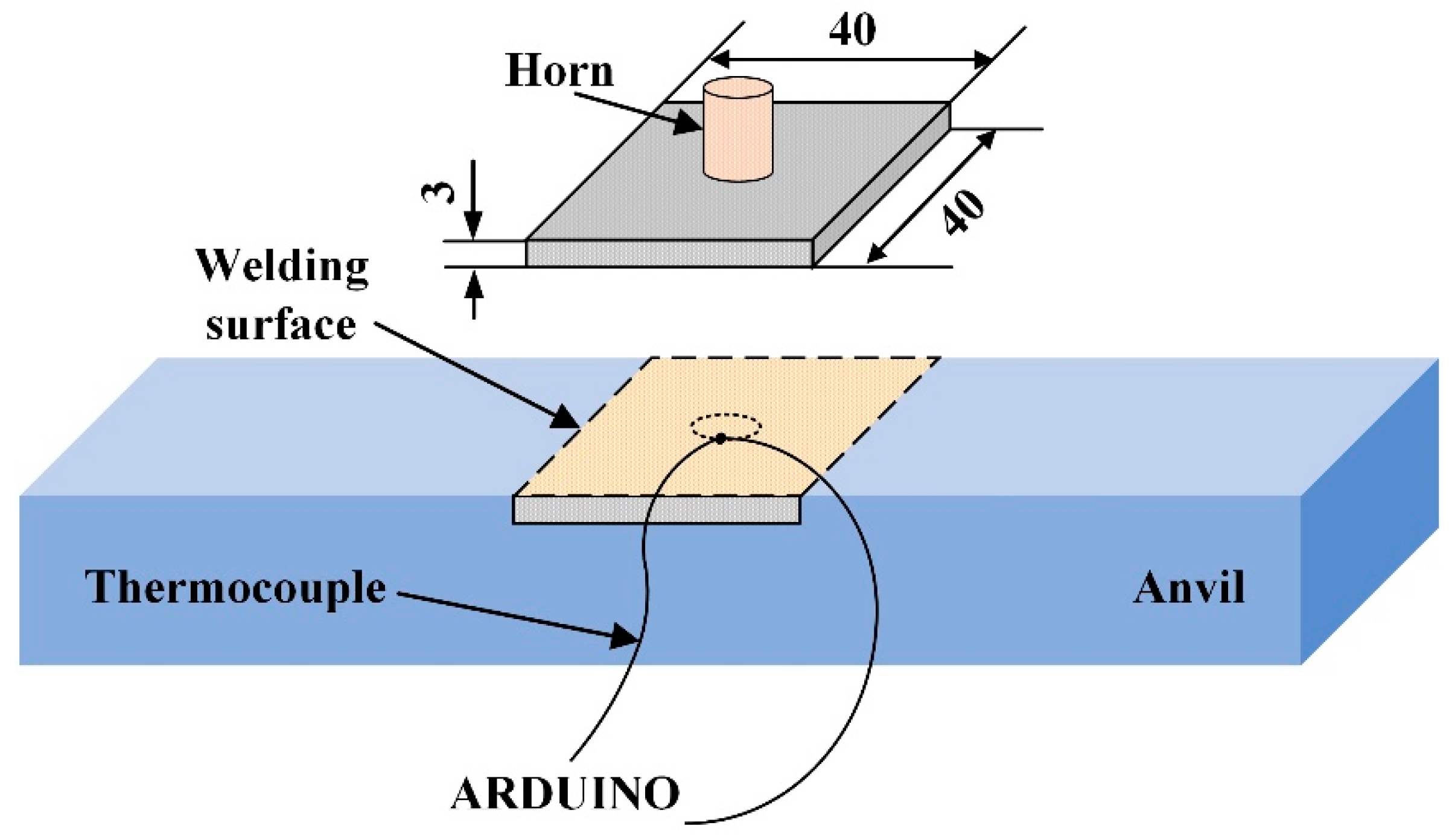
2.1. Physical System and the Numerical Analysis Procedure
2.2. Structure Dynamics
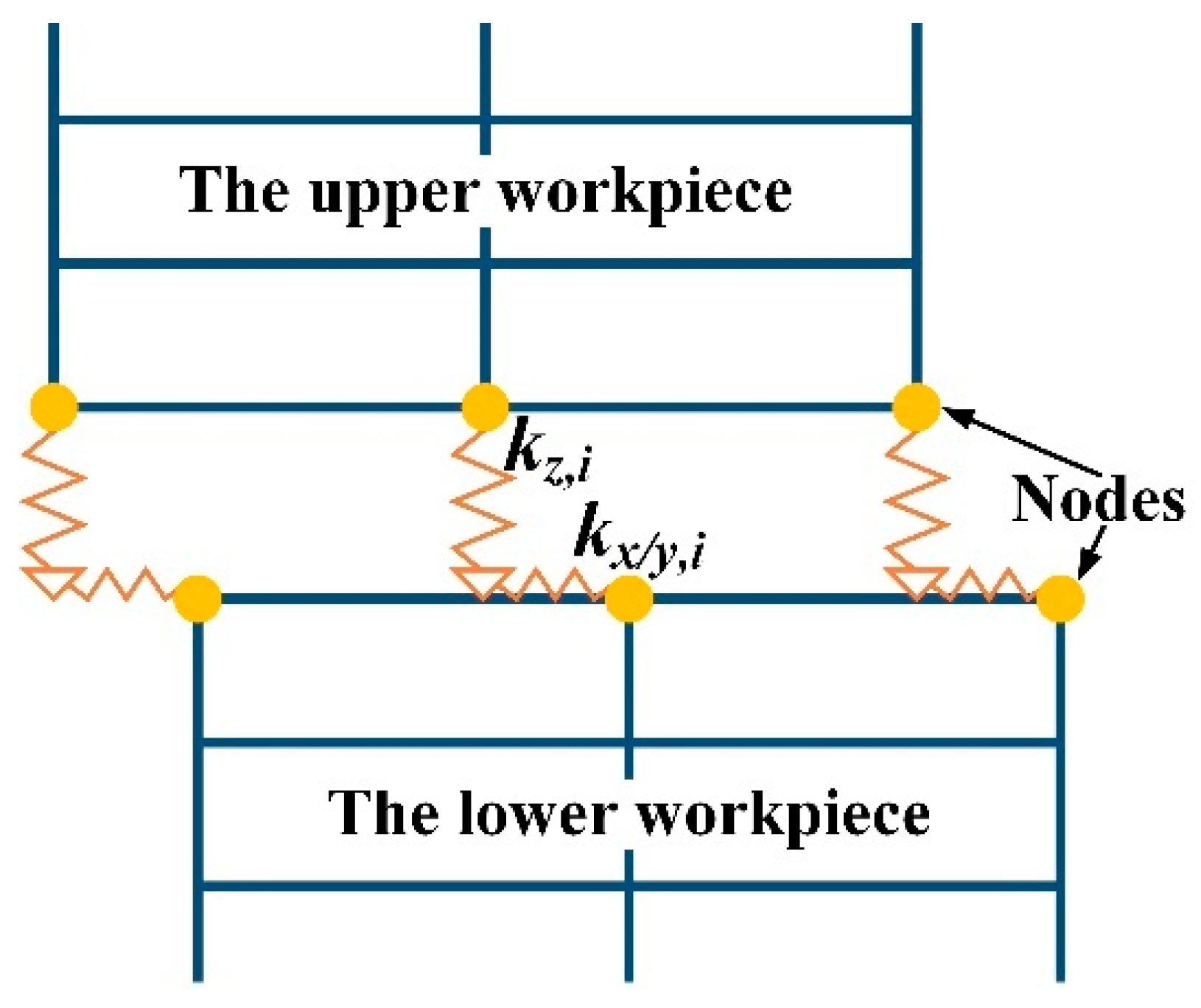
2.3. Nonlinear Contact Model
2.4. Calculation of Heating Generation
2.4.1. Viscoelastic Heating
2.4.2. Friction Heating
2.5. Solution Using the Harmonic Balance Method (HBM)
2.6. Heating Conduction
3. Experiments and Numerical Simulations
3.1. Experiments
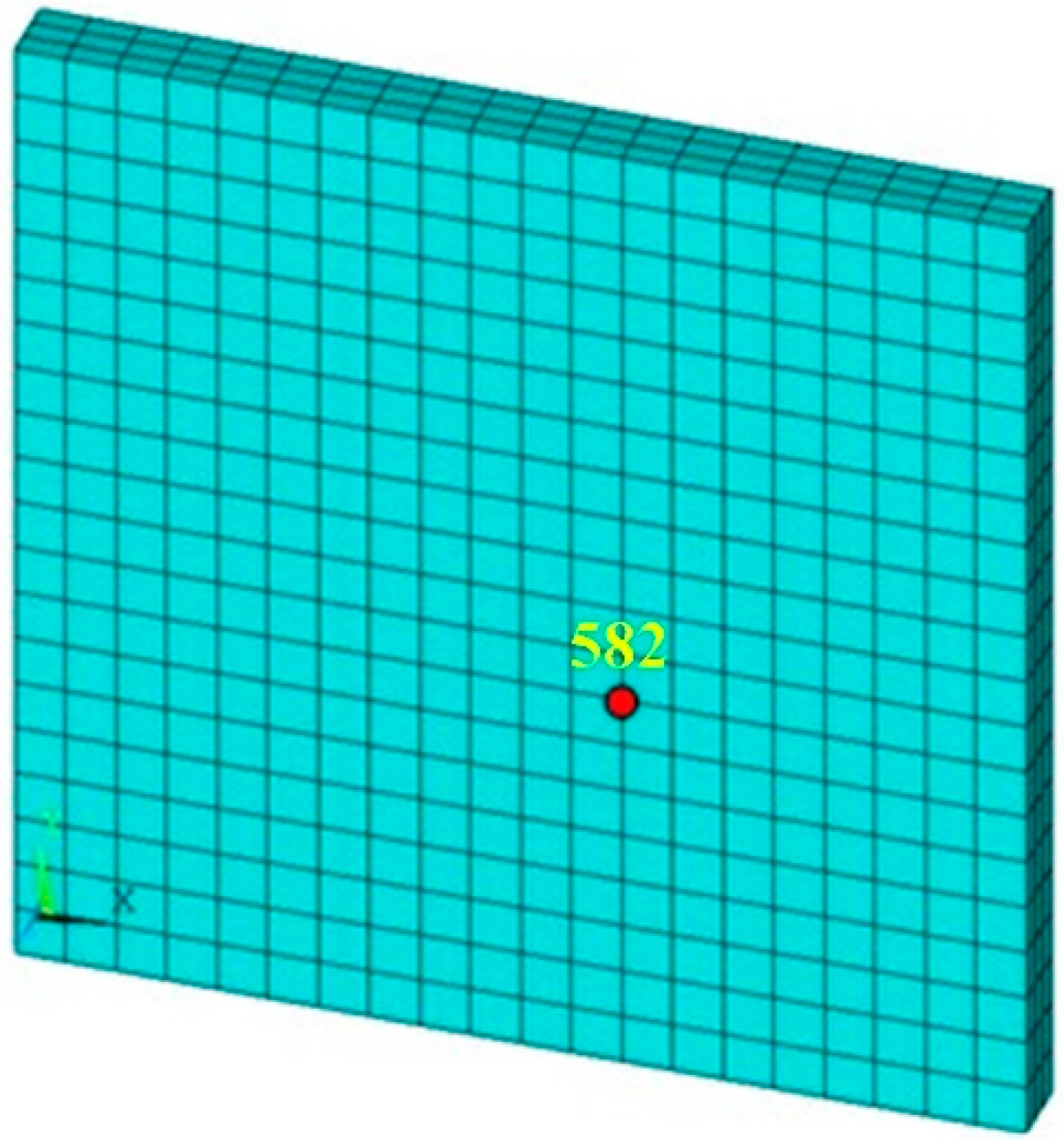
3.2. Finite Element Modeling
4. Results and Discussion
4.1. Contact Behavior at the Welding Interface
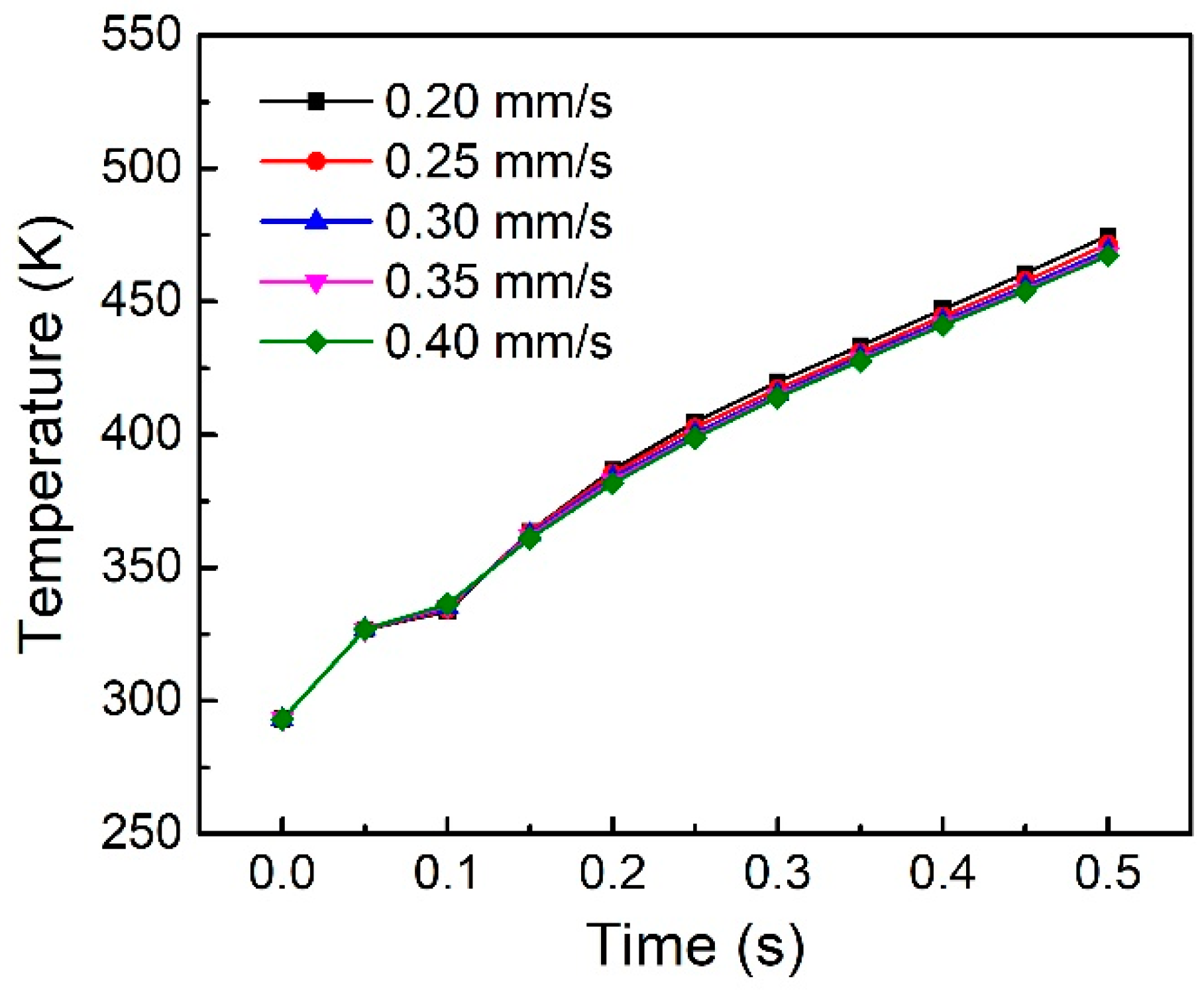
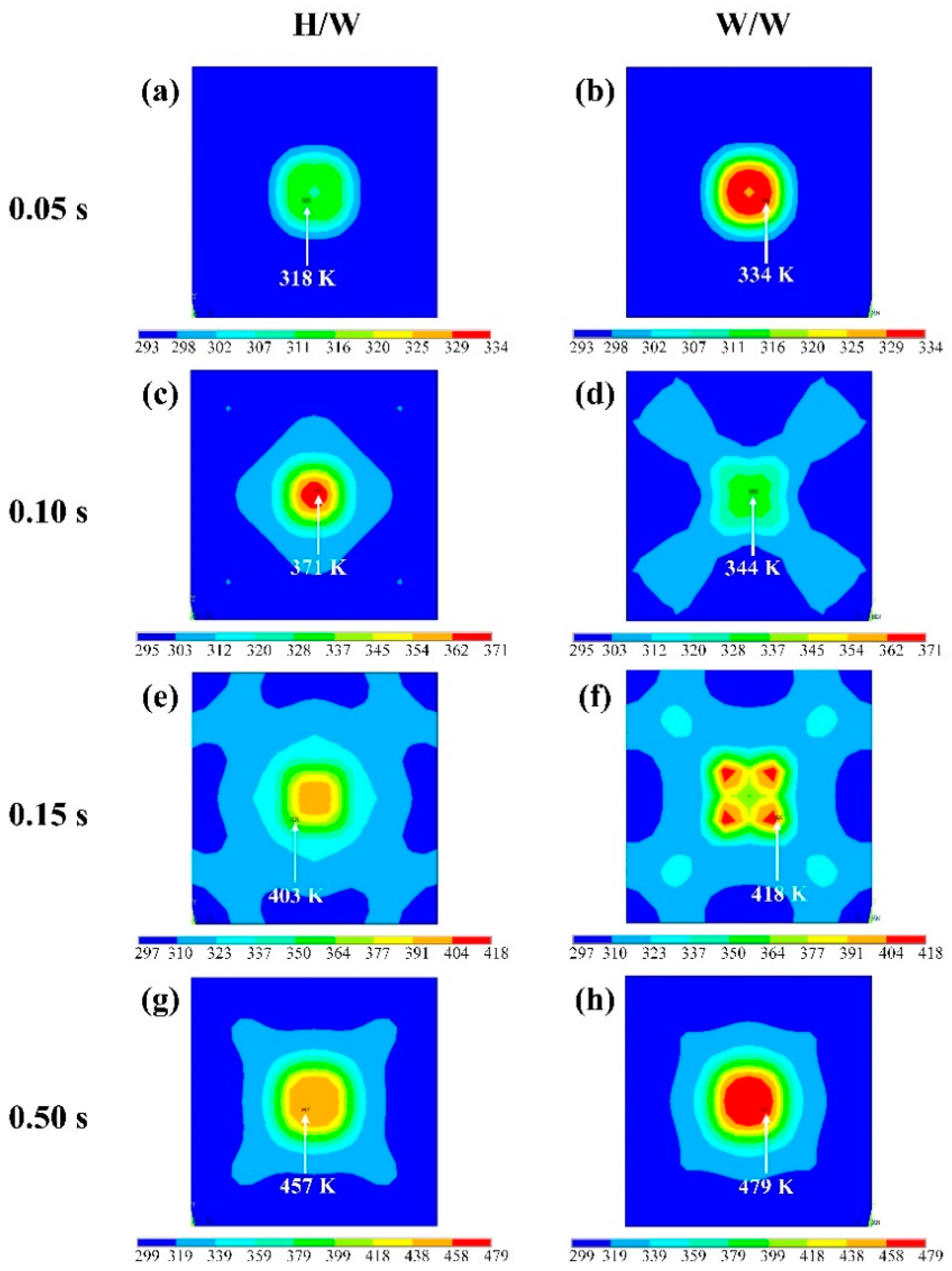
4.2. Temperature Characterization at the Welding Interface
4.3. Heating Generation Evolution
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wegmann, S.; Rytka, C.; Diaz-Rodenas, M.; Werlena, V.; Schneeberger, C.; Ermanni, P.; Caglar, B.; Gomez, C.; Michaud, V. A life cycle analysis of novel lightweight composite processes: Reducing the environmental footprint of automotive structures. J. Clean. Prod. 2022, 330, 129808. [Google Scholar] [CrossRef]
- Khalil, Y.F. Eco-efficient lightweight carbon-fiber reinforced polymer for environmentally greener commercial aviation industry. Sustain. Prod. Consum. 2017, 12, 16–26. [Google Scholar] [CrossRef]
- Vieille, B.; Aucher, J.; Taleb, L. Comparative study on the behavior of woven-ply reinforced thermoplastic or thermosetting laminates under severe environmental conditions. Mater. Des. 2012, 35, 707–719. [Google Scholar] [CrossRef]
- Jongbloed, B.; Teuwen, J.; Benedictus, R.; Villegas, I.F. On differences and similarities between static and continuous ultrasonic welding of thermoplastic composites. Compos. B Eng. 2020, 203, 108466. [Google Scholar] [CrossRef]
- Ageorges, C.; Ye, L.; Hou, M. Advances in fusion bonding techniques for joining thermoplastic matrix composites: A review. Compos. Part A Appl. Sci. Manuf. 2001, 32, 839–857. [Google Scholar] [CrossRef]
- Rashli, R.; Bakar, E.A.; Kamaruddin, S.; Othman, A.R. A Review of Ultrasonic Welding of Thermoplastic Composites. Casp. J. Appl. Sci. Res. 2013, 2, 1–16. [Google Scholar]
- Bhudolia, S.K.; Gohel, G.; Leong, K.F.; Islam, A. Advances in ultrasonic welding of thermoplastic composites: A review. Materials 2020, 13, 1284. [Google Scholar] [CrossRef] [Green Version]
- Villegas, I.F. Process and performance evaluation of ultrasonic, induction and resistance welding of advanced thermoplastic composites. J. Thermoplast. Compos. Mater. 2013, 26, 1007–1024. [Google Scholar] [CrossRef]
- Villegas, I.F. In Situ monitoring of ultrasonic welding of thermoplastic composites through power and displacement data. J. Thermoplast. Compos. Mater. 2015, 28, 66–85. [Google Scholar] [CrossRef]
- Zhao, T.; Rans, C.; Villegas, I.F.; Benedictus, R. On sequential ultrasonic spot welding as an alternative to mechanical fastening in thermoplastic composite assemblies: A study on single-column multi-row single-lap shear joints. Compos. Part A Appl. Sci. Manuf. 2019, 120, 1–11. [Google Scholar] [CrossRef]
- Zhao, T.; Zhao, Q.Y.; Wu, W.W.; Xi, L.; Li, Y.; Wan, Z.S.; Villegas, I.F.; Benedictus, R. Enhancing weld attributes in ultrasonic spot welding of carbon fibre-reinforced thermoplastic composites: Effect of sonotrode configurations and process control. Compos. B Eng. 2021, 211, 108648. [Google Scholar] [CrossRef]
- Görick, D.; Larsen, L.; Engelschall, M.; Schuster, A. Quality prediction of continuous ultrasonic welded seams of high-Performance thermoplastic composites by means of artificial intelligence: Effect of sonotrode configurations and process control. Procedia Manuf. 2021, 55, 116–123. [Google Scholar] [CrossRef]
- Frankel, E.J.; Wang, K.K. Energy transfer and bond strength in ultrasonic welding of thermoplastics. Polym. Eng. Sci. 1980, 20, 396–401. [Google Scholar] [CrossRef]
- Khmelev, V.N.; Slivin, A.N.; Abramov, A.D. Model of Process and Calculation of Energy for a Heat Generation of a Welded Joint at Ultrasonic Welding Polymeric Thermoplastic Materials. In Proceedings of the 8th International Siberian Workshop and Tutorial on Electron Devices and Material, Novosibirsk, Russia, 1–5 July 2007. [Google Scholar]
- Suresh, K.S.; Rani, M.R.; Prakasan, K.; Rudramoorthy, R. Modeling of temperature distribution in ultrasonic welding of thermoplastics for various joint designs. J. Mater. Process. Technol. 2007, 186, 138–146. [Google Scholar] [CrossRef]
- Zhang, Z.B.; Wang, X.D.; Luo, Y.; Zhang, Z.Q.; Wang, L.D. Study on heating process of ultrasonic welding for thermoplastics. J. Thermoplast. Compos. Mater. 2010, 23, 647–664. [Google Scholar] [CrossRef]
- Wang, X.L.; Yan, J.C.; Li, R.Q.; Yang, S.Q. FEM investigation of the temperature field of energy director during ultrasonic welding of PEEK composites. J. Thermoplast. Compos. Mater. 2006, 19, 593–607. [Google Scholar] [CrossRef]
- Levy, A.; Le Corre, S.; Poitou, A. Ultrasonic welding of thermoplastic composites: A numerical analysis at the mesoscopic scale relating processing parameters, flow of polymer and quality of adhesion. Int. J. Mater. Form. 2012, 7, 39–51. [Google Scholar] [CrossRef]
- Levy, A.; Le Corre, S.; Chevaugeon, N.; Poitou, A. A level set based approach for the finite element simulation of a forming process involving multiphysics coupling: Ultrasonic welding of thermoplastic composites. Eur. J. Mech. A/Solids 2011, 30, 501–509. [Google Scholar] [CrossRef] [Green Version]
- Levy, A.; Le Corre, S.; Villegas, I.F. Modeling of the heating phenomena in ultrasonic welding of thermoplastic composites with flat energy directors. J. Mater. Process. Technol. 2014, 214, 1361–1371. [Google Scholar] [CrossRef]
- Liu, Z.W.; Li, Y.; Wang, Y.F.; Epureanu, B.I.; Banu, M. Nonlinear dynamics of friction heating in ultrasonic welding. J. Manuf. Sci. Eng. 2019, 141, 061011. [Google Scholar] [CrossRef]
- Liu, Z.W.; Li, Y.; Wang, Y.F.; Epureanu, B.I.; Banu, M. Nonlinear friction behavior in ultrasonic welding of aluminum alloy to carbon fiber reinforced PA6 composite. J. Mater. Process. Technol. 2021, 296, 117230. [Google Scholar] [CrossRef]
- Tolunay, M.N.; Dawson, P.R.; Wang, K.K. Heating and bonding mechanisms in ultrasonic welding of thermoplastics. Polym. Eng. Sci. 1983, 23, 726–733. [Google Scholar] [CrossRef]
- Palardy, G.; Shi, H.; Levy, A.; Le Corre, S.; Villegas, I.F. A study on amplitude transmission in ultrasonic welding of thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2018, 113, 339–349. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.F.; Liu, Z.W. Numerical scheme for period-M motion of second-order nonlinear dynamical systems based on generalized harmonic balance method. Nonlinear Dyn. 2016, 84, 323–340. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Amplitude/µm | Trigger Force/N | Plunging Speed/mm·s−1 | Welding Time/s |
|---|---|---|---|---|
| 1 | 35 | 200 | 0.30 | 0.5 |
| 2 | 20 | 200 | 0.30 | 0.5 |
| 3 | 25 | 200 | 0.30 | 0.5 |
| 4 | 30 | 200 | 0.30 | 0.5 |
| 5 | 40 | 200 | 0.30 | 0.5 |
| 6 | 35 | 100 | 0.30 | 0.5 |
| 7 | 35 | 150 | 0.30 | 0.5 |
| 8 | 35 | 250 | 0.30 | 0.5 |
| 9 | 35 | 300 | 0.30 | 0.5 |
| 10 | 35 | 200 | 0.20 | 0.5 |
| 11 | 35 | 200 | 0.25 | 0.5 |
| 12 | 35 | 200 | 0.35 | 0.5 |
| 13 | 35 | 200 | 0.40 | 0.5 |
| 14 | 35 | 200 | 0.30 | 0.3 |
| 15 | 35 | 200 | 0.30 | 0.4 |
| 16 | 35 | 200 | 0.30 | 0.6 |
| 17 | 35 | 200 | 0.30 | 0.7 |
| Properties | Value |
|---|---|
| Density (kg·m−3) | 1290 |
| Specific heat (J·kg−1·K−1) | 1950 |
| Thermal conductivity (W·m−1·K−1) | 13.4 |
| Poisson ratio | 0.44 |
| Friction coefficient | 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Liu, Z.; Wang, Y.; Li, Y. Numerical Study of Contact Behavior and Temperature Characterization in Ultrasonic Welding of CF/PA66. Polymers 2022, 14, 683. https://doi.org/10.3390/polym14040683
Yang Y, Liu Z, Wang Y, Li Y. Numerical Study of Contact Behavior and Temperature Characterization in Ultrasonic Welding of CF/PA66. Polymers. 2022; 14(4):683. https://doi.org/10.3390/polym14040683
Chicago/Turabian StyleYang, Yuanduo, Zhiwei Liu, Yuefang Wang, and Yang Li. 2022. "Numerical Study of Contact Behavior and Temperature Characterization in Ultrasonic Welding of CF/PA66" Polymers 14, no. 4: 683. https://doi.org/10.3390/polym14040683
APA StyleYang, Y., Liu, Z., Wang, Y., & Li, Y. (2022). Numerical Study of Contact Behavior and Temperature Characterization in Ultrasonic Welding of CF/PA66. Polymers, 14(4), 683. https://doi.org/10.3390/polym14040683