

Investigation of Erosion/Corrosion Behavior of GRP under Harsh Operating Conditions

 ,
,  , and
, and
Abstract
1. Introduction
2. Materials and Methods
2.1. Glass-Fiber-Reinforced Pipe (GRP)
2.2. Erosion and Corrosion Test
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fukushima, K.; Cai, H.; Nakada, M.; Miyano, Y. Determination of time-temperature shift factor for long-term life prediction of polymer composites. In Proceedings of the ICCM-17-17th International Conference on Composite Materials, Edinburgh, UK, 27–31 July 2009. [Google Scholar]
- Plota, A.; Masek, A. Lifetime Prediction Methods for Degradable Polymeric Materials—A Short Review. Materials 2020, 13, 4507. [Google Scholar] [CrossRef] [PubMed]
- Abdellah, M.Y. Comparative study on prediction of fracture toughness of CFRP laminates from size effect law of open hole specimen using cohesive zone model. Eng. Fract. Mech. 2018, 191, 277–285. [Google Scholar] [CrossRef]
- Julius, M.J. Time, Temperature and Frequency Viscoelastic Behavior of Commercial Polymers; West Virginia University ProQuest Dissertations Publishing: Morgantown, WV, USA, 2003. [Google Scholar]
- Wang, J.; Parvatareddy, H.; Chang, T.; Iyengar, N.; Dillard, D.; Reifsnider, K. Physical aging behavior of high-performance composites. Compos. Sci. Technol. 1995, 54, 405–415. [Google Scholar] [CrossRef]
- Yao, J.; Ziegmann, G. Equivalence of moisture and temperature in accelerated test method and its application in prediction of long-term properties of glass-fiber reinforced epoxy pipe specimen. Polym. Test. 2006, 25, 149–157. [Google Scholar] [CrossRef]
- Barbero, E.J.; Julius, M.J. Time-temperature-age viscoelastic behavior of commercial polymer blends and felt filled polymers. Mech. Adv. Mater. Struct. 2004, 11, 287–300. [Google Scholar] [CrossRef]
- Feng, C.-W.; Keong, C.-W.; Hsueh, Y.-P.; Wang, Y.-Y.; Sue, H. Modeling of long-term creep behavior of structural epoxy adhesives. Int. J. Adhes. Adhes. 2005, 25, 427–436. [Google Scholar] [CrossRef]
- Chen, M. Accelerated Viscoelastic Characterization of E-glass/Epoxy Composite; Northwestern Univ.: Evanston, IL, USA, 1991. [Google Scholar]
- Goertzen, W.; Kessler, M. Creep behavior of carbon fiber/epoxy matrix composites. Mater. Sci. Eng. A 2006, 421, 217–225. [Google Scholar] [CrossRef]
- Miyano, Y.; Nakada, M.; Sekine, N. Accelerated testing for long-term durability of FRP laminates for marine use. J. Compos. Mater. 2005, 39, 5–20. [Google Scholar] [CrossRef]
- Nishizaki, I.; Meiarashi, S. Long-term deterioration of GFRP in water and moist environment. J. Compos. Constr. 2002, 6, 21–27. [Google Scholar] [CrossRef]
- Bergman, G. Managing corrosion on plastics-an analysis of experience from industrial applications. In Proceedings of the 55th NACE International Annual Corrosion Conference and Exposition, Orlando, FL, USA, 26–31 March 2000. [Google Scholar]
- Ahmad, M.G.; Hoa, S. Flexural stiffness of thick walled composite tubes. Compos. Struct. 2016, 149, 125–133. [Google Scholar] [CrossRef]
- Hassan, M.K.; Mohamed, A.F.; Khalil, K.A.; Abdellah, M.Y. Numerical and Experimental Evaluation of Mechanical and Ring Stiffness Properties of Preconditioning Underground Glass Fiber Composite Pipes. J. Compos. Sci. 2021, 5, 264. [Google Scholar] [CrossRef]
- Farshad, M.; Necola, A. Effect of aqueous environment on the long-term behavior of glass fiber-reinforced plastic pipes. Polym. Test. 2004, 23, 163–167. [Google Scholar] [CrossRef]
- Hojo, H.; Tsuda, K.; Kubouchi, M.; Kim, D.S. Corrosion of plastics and composites in chemical environments. Met. Mater. 1998, 4, 1191–1197. [Google Scholar] [CrossRef]
- Farshad, M.; Necola, A. Strain corrosion of glass fibre-reinforced plastics pipes. Polym. Test. 2004, 23, 517–521. [Google Scholar] [CrossRef]
- Stoia, D.I.; Marsavina, L.; Linul, E. Mode I Fracture Toughness of Polyamide and Alumide Samples obtained by Selective Laser Sintering Additive Process. Polymers 2020, 12, 640. [Google Scholar] [CrossRef]
- GÜNÖZ, A.; Kepir, Y.; Memduh, K. The investigation of hardness and density properties of GFRP composite pipes under seawater conditions. Turk. J. Eng. 2022, 6, 34–39. [Google Scholar]
- Shi, H.; An, Z.; Gao, R. Simulation of Mechanical Behavior and Structural Analysis of Glass Fiber Reinforced Mortar Pipes. Rev. Romana De Mater. 2020, 50, 198–204. [Google Scholar]
- Srinivasan, T.; Suresh, G.; Ramu, P.; Vignesh, R.; Harshan, A.V.; Vignesh, K. Effect of hygrothermal ageing on the compressive behavior of glass fiber reinforced IPN composite pipes. Mater. Today Proc. 2021, 45, 1354–1359. [Google Scholar] [CrossRef]
- Abdellah, M.Y.; Hassan, M.K.; Alsoufi, M.S. Fracture and Mechanical Characteristics Degradation of Glass Fiber Reinforced Petroleum epoxy Pipes. J. Manuf. Sci. Prod. 2016, 16, 33–40. [Google Scholar] [CrossRef]
- Seleem, A.-E.H.A. Failure and Corrosion Analysis of Composite Glass Fiber Reinforced Pipe Lines. Ph.D. Thesis, Mechaincal Engineering Department, South Valley University, Qena, Egypt, 2015. [Google Scholar]
- Kim, A.; Kim, I. Solid particle erosion of CFRP composite with different laminate orientations. Wear 2009, 267, 1922–1926. [Google Scholar] [CrossRef]
- Fouad, Y.; El-Meniawi, M.; Afifi, A. Erosion behaviour of epoxy based unidirectionl (GFRP) composite materials. Alex. Eng. J. 2011, 50, 29–34. [Google Scholar] [CrossRef]
- Pani, B.; Chandrasekhar, P.; Singh, S. A study on erosion wear behavior of iron-mud/glass fiber reinforced epoxy composite. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018. [Google Scholar]
- Nouri, M.; Ashenai-Ghasemi, F.; Rahimi-Sherbaf, G.; Kashyzadeh, K.R. Experimental and Numerical Study of the Static Performance of a Hoop-Wrapped CNG Composite Cylinder Considering Its Variable Wall Thickness and Polymer Liner. Mech. Compos. Mater. 2020, 56, 339–352. [Google Scholar] [CrossRef]
- Sülü, İ.Y.; Temiz, Ş. Mechanical behavior of pressurized composite pipes made of various materials. Mater. Test. 2020, 62, 389–394. [Google Scholar] [CrossRef]
- Sharma, P.; Bera, T.; Semwal, K.; Badhe, R.M.; Sharma, A.; Ramakumar, S.; Neogi, S. Theoretical analysis of design of filament wound type 3 composite cylinder for the storage of compressed hydrogen gas. Int. J. Hydrogen Energy 2020, 45, 25386–25397. [Google Scholar] [CrossRef]
- Atalay, O.; Toktas, I. Notch (stress concentration) factor estimation of a cylinder under internal pressure using different approaches. Mater. Test. 2021, 63, 430–435. [Google Scholar] [CrossRef]
- Rafiee, R.; Rashedi, H.; Rezaee, S. Theoretical study of failure in composite pressure vessels subjected to low-velocity impact and internal pressure. Front. Struct. Civ. Eng. 2020, 14, 1349–1358. [Google Scholar] [CrossRef]
- Alderson, K.; Evans, K. Failure mechanisms during the transverse loading of filament-wound pipes under static and low velocity impact conditions. Composites 1992, 23, 167–173. [Google Scholar] [CrossRef]
- Guades, E.; Aravinthan, T.; Manalo, A.; Islam, M. Experimental investigation on the behaviour of square FRP composite tubes under repeated axial impact. Composite Structures 2013, 97, 211–221. [Google Scholar] [CrossRef]
- Gemi, L.; Kara, M.; Avci, A. Low velocity impact response of prestressed functionally graded hybrid pipes. Compos. Part B Eng. 2016, 106, 154–163. [Google Scholar] [CrossRef]
- Velosa, J.; Nunes, J.P.; Antunes, P.; Silva, J.; Marques, A. Development of a new generation of filament wound composite pressure cylinders. Compos. Sci. Technol. 2009, 69, 1348–1353. [Google Scholar] [CrossRef]
- Almeida, J.H.S., Jr.; Ribeiro, M.L.; Tita, V.; Amico, S.C. Damage and failure in carbon/epoxy filament wound composite tubes under external pressure: Experimental and numerical approaches. Mater. Des. 2016, 96, 431–438. [Google Scholar] [CrossRef]
- Huang, Z.; Qian, X.; Su, Z.; Pham, D.C.; Sridhar, N. Experimental investigation and damage simulation of large-scaled filament wound composite pipes. Compos. Part B Eng. 2020, 184, 107639. [Google Scholar] [CrossRef]
- Abdellah, M.; Alfattani, R.; Alnaser, I.; Abdel-Jaber, G. Stress Distribution and Fracture Toughness of Underground Reinforced Plastic Pipe Composite. Polymers 2021, 13, 2194. [Google Scholar] [CrossRef] [PubMed]
- Faria, H.Q.d. Failure analysis of GRP pipes under compressive ring loads. Master’s Thesis, Faculdade de Engenharia da Universidade do Porto, Porto, Portugal, 2005. [Google Scholar]
- ASTM-D3171-99; Standard Test Methods for Constituent Content of Composite Materials. ASTM International: West Conshohocken, PA, USA, 1999.
- Prasojo, B.; Kurniyanto, H.B.; Azis, R.T.; So’Im, S.; Haqin, A.R. Effect of Flow Rate and Temperature on Erosion Corrosion Rate of Crude Palm Oil Against Elbow A53 Grade B Carbon Steel Material. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2019. [Google Scholar]
- Blue, M.-L. How to Calculate Erosion Rate. Available online: https://sciencing.com/calculate-erosion-rate-6118473.html (accessed on 24 October 2022).
- Abdellah, M.Y. Delamination modeling of double cantilever beam of unidirectional composite laminates. J. Fail. Anal. Prev. 2017, 17, 1011–1018. [Google Scholar] [CrossRef]
- Patel, C. 2022. Available online: https://melezy.com/erosion-corrosion-mechanism-factors-prevention/ (accessed on 6 December 2022).
- Abouel-Kasem, A. Particle size effects on slurry erosion of 5117 steels. J. Tribol. 2011, 133, 014502. [Google Scholar] [CrossRef]
- Frosell, T.; Fripp, M.; Gutmark, E. Investigation of slurry concentration effects on solid particle erosion rate for an impinging jet. Wear 2015, 342, 33–43. [Google Scholar] [CrossRef]
- Ramajo, D.; Raviculé, M.; Benini, R.; Damian, S.M.; Storti, M.; Nigro, N. Diagnose and Prediction of Erosion-Corrosion Damage in a Pipeline Transporting Reduced Crude Oil from the Heater to the Vacuum Distillation Tower. Mecánica Comput. 2009, 28, 1621–1639. [Google Scholar]
- Mazumder, Q.H.; Shirazi, S.A.; McLaury, B.S.; Shadley, J.R.; Rybicki, E.F. Development and validation of a mechanistic model to predict solid particle erosion in multiphase flow. Wear 2005, 259, 203–207. [Google Scholar] [CrossRef]
- Hazuku, T.; Takamasa, T.; Hibiki, T.; Ishii, M. Interfacial area concentration in annular two-phase flow. Int. J. Heat Mass Transf. 2007, 50, 2986–2995. [Google Scholar] [CrossRef]
- Wen, D.-C. Erosion–corrosion behavior of plastic mold steel in solid/aqueous slurry. J. Mater. Sci. 2009, 44, 6363–6371. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
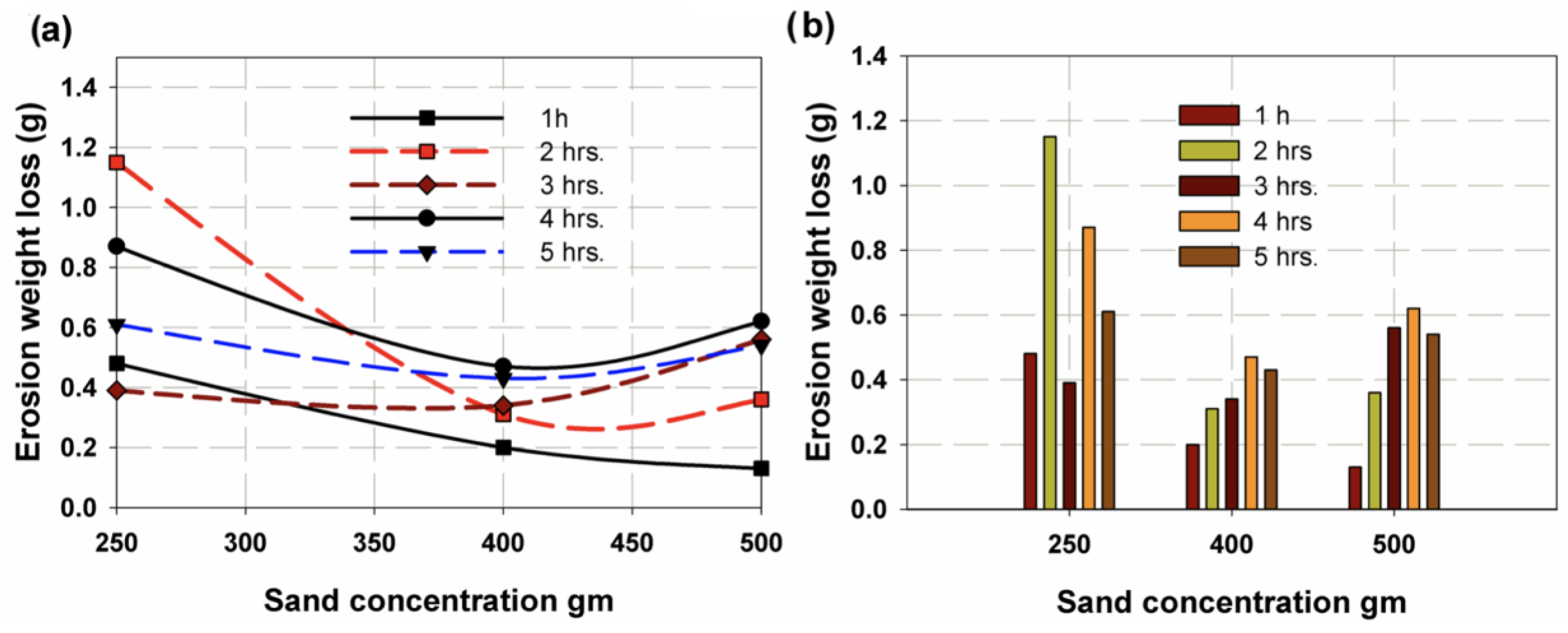
| Sand Conc. | Time (H) | Weight Before | Weight After | Weight Difference (g) | Weight Difference % |
|---|---|---|---|---|---|
| 250 | 1 | 4.00 | 3.98 | 0.02 | 0.48 |
| 250 | 2 | 4.00 | 3.95 | 0.05 | 1.15 |
| 250 | 3 | 5.62 | 5.60 | 0.02 | 0.39 |
| 250 | 4 | 3.35 | 3.32 | 0.03 | 0.87 |
| 250 | 5 | 5.11 | 5.08 | 0.03 | 0.61 |
| 400 | 1 | 4.00 | 3.99 | 0.01 | 0.20 |
| 400 | 2 | 5.54 | 5.52 | 0.02 | 0.31 |
| 400 | 3 | 6.82 | 6.80 | 0.02 | 0.34 |
| 400 | 4 | 6.17 | 6.14 | 0.03 | 0.47 |
| 400 | 5 | 6.26 | 6.23 | 0.03 | 0.43 |
| 500 | 1 | 3.12 | 3.12 | 0.00 | 0.13 |
| 500 | 2 | 3.61 | 3.59 | 0.01 | 0.36 |
| 500 | 3 | 3.38 | 3.36 | 0.02 | 0.56 |
| 500 | 4 | 3.41 | 3.39 | 0.02 | 0.62 |
| 500 | 5 | 4.61 | 4.59 | 0.03 | 0.54 |
| Sand Conc. | Time (H) | Weight Before | Weight After | Weight Difference (g) | Weight Difference % |
|---|---|---|---|---|---|
| 250 | 1 | 5.621 | 5.618 | 0.003 | 0.053 |
| 250 | 2 | 4.704 | 4.699 | 0.005 | 0.106 |
| 250 | 3 | 3.003 | 2.993 | 0.010 | 0.333 |
| 250 | 4 | 3.705 | 3.693 | 0.012 | 0.324 |
| 250 | 5 | 3.220 | 3.205 | 0.015 | 0.466 |
| 400 | 1 | 3.230 | 3.227 | 0.003 | 0.093 |
| 400 | 2 | 3.223 | 3.220 | 0.003 | 0.093 |
| 400 | 3 | 4.491 | 4.487 | 0.004 | 0.089 |
| 400 | 4 | 5.192 | 5.187 | 0.005 | 0.096 |
| 400 | 5 | 6.851 | 6.843 | 0.008 | 0.117 |
| 500 | 1 | 4.590 | 4.586 | 0.004 | 0.087 |
| 500 | 2 | 6.941 | 6.931 | 0.010 | 0.144 |
| 500 | 3 | 3.054 | 3.038 | 0.016 | 0.524 |
| 500 | 4 | 4.347 | 4.338 | 0.009 | 0.207 |
| 500 | 5 | 4.026 | 4.000 | 0.026 | 0.646 |
| Sand Conc. | Time (H) | Weight Before | Weight After | Weight Difference (g) | Weight Difference % |
|---|---|---|---|---|---|
| 250 | 1 | 3.558 | 3.568 | −0.010 | −0.281 |
| 250 | 2 | 5.922 | 5.928 | −0.006 | −0.101 |
| 250 | 3 | 4.311 | 4.318 | −0.007 | −0.162 |
| 250 | 4 | 4.615 | 4.618 | −0.003 | −0.065 |
| 250 | 5 | 5.575 | 5.571 | 0.004 | 0.072 |
| 400 | 1 | 4.854 | 4.854 | 0.000 | 0.000 |
| 400 | 2 | 4.557 | 4.554 | 0.003 | 0.066 |
| 400 | 3 | 4.661 | 4.650 | 0.011 | 0.236 |
| 400 | 4 | 4.864 | 4.847 | 0.017 | 0.350 |
| 400 | 5 | 5.621 | 5.583 | 0.038 | 0.676 |
| 500 | 1 | 4.638 | 4.623 | 0.015 | 0.323 |
| 500 | 2 | 3.602 | 3.580 | 0.022 | 0.611 |
| 500 | 3 | 6.170 | 6.132 | 0.038 | 0.616 |
| 500 | 4 | 6.247 | 6.190 | 0.057 | 0.912 |
| 500 | 5 | 5.870 | 5.792 | 0.078 | 1.329 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hassan, M.K.; Redhwi, A.M.N.; Mohamed, A.F.; Backar, A.H.; Abdellah, M.Y. Investigation of Erosion/Corrosion Behavior of GRP under Harsh Operating Conditions. Polymers 2022, 14, 5388. https://doi.org/10.3390/polym14245388
Hassan MK, Redhwi AMN, Mohamed AF, Backar AH, Abdellah MY. Investigation of Erosion/Corrosion Behavior of GRP under Harsh Operating Conditions. Polymers. 2022; 14(24):5388. https://doi.org/10.3390/polym14245388
Chicago/Turabian StyleHassan, Mohamed K., Ahmad Muhammad N. Redhwi, Ahmed F. Mohamed, Ahmed H. Backar, and Mohammed Y. Abdellah. 2022. "Investigation of Erosion/Corrosion Behavior of GRP under Harsh Operating Conditions" Polymers 14, no. 24: 5388. https://doi.org/10.3390/polym14245388
APA StyleHassan, M. K., Redhwi, A. M. N., Mohamed, A. F., Backar, A. H., & Abdellah, M. Y. (2022). Investigation of Erosion/Corrosion Behavior of GRP under Harsh Operating Conditions. Polymers, 14(24), 5388. https://doi.org/10.3390/polym14245388