



Synergistic Enhancement of Flame Retardancy Behavior of Glass-Fiber Reinforced Polylactide Composites through Using Phosphorus-Based Flame Retardants and Chain Modifiers


Abstract
1. Introduction
2. Experimental Section
2.1. Materials
2.2. Sample Preparation
2.3. Flame Retardancy Measurements
2.3.1. UL-94 Vertical Burning Test
2.3.2. LOI Test
2.4. Mechanical Performance
2.4.1. Tensile Test
2.4.2. Flexural Test
2.4.3. Impact Test
2.5. Melt Flow Index (MFI)
2.6. Dynamic Mechanical Analysis (DMA)
2.7. Scanning Electron Microscopy (SEM)
2.8. Thermogravimetric Analysis (TGA)
3. Results and Discussion
3.1. Performance of Neat PLA with Various FRs
3.1.1. Flame Retardancy Behavior
3.1.2. Mechanical Properties
3.2. Performance of PLA/GF Composites with P/N FR and with/without Chain Modifiers
3.2.1. MFI Results
3.2.2. Flame Retardancy
3.2.3. Mechanical Properties
3.2.4. DMA Results
3.2.5. TGA Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Bauer, F.; Nielsen, T.D.; Nilsson, L.J.; Palm, E.; Ericsson, K.; Fråne, A.; Cullen, J. Plastics and climate change breaking carbon lock-ins through three mitigation pathways. One Earth 2022, 5, 361–376. [Google Scholar] [CrossRef]
- Zheng, J.; Suh, S. Strategies to reduce the global carbon footprint of plastics. Nat. Clim. Chang. 2019, 9, 374–378. [Google Scholar] [CrossRef]
- Sangeetha, V.H.; Deka, H.; Varghese, T.O.; Nayak, S.K. State of the art and future prospectives of poly (lactic acid) based blends and composites. Polym. Compos. 2016, 39, 81–101. [Google Scholar] [CrossRef]
- Nofar, M.; Sacligil, D.; Carreau, P.J.; Kamal, M.R.; Heuzey, M.C. Poly (lactic acid) blends: Processing, properties and applications. Int. J. Biol. Macromol. 2019, 125, 307–360. [Google Scholar] [CrossRef]
- Rasal, R.M.; Janorkar, A.V.; Hirt, D.E. Poly (lactic acid) modifications. Prog. Polym. Sci. 2010, 35, 338–356. [Google Scholar] [CrossRef]
- Nofar, M. Multiphase Polylactide Blends: Toward a Sustainable and Green Environment; Elsevier: Amsterdam, The Netherlands, 2021. [Google Scholar]
- Yiga, V.A.; Lubwama, M.; Pagel, S.; Benz, J.; Olupot, P.W.; Bonten, C. Flame retardancy and thermal stability of agricultural residue fiber-reinforced polylactic acid: A Review. Polym. Compos. 2021, 42, 15–44. [Google Scholar] [CrossRef]
- Atalay, S.E.; Bezci, B.; Özdemir, B.; Göksu, Y.A.; Ghanbari, A.; Jalali, A.; Nofar, M. Thermal and environmentally induced degradation behaviors of amorphous and semicrystalline PLAs through rheological analysis. J. Polym. Environ. 2021, 29, 3412–3426. [Google Scholar] [CrossRef]
- Garlotta, D. A literature review of poly (lactic acid). J. Polym. Environ. 2001, 9, 63–84. [Google Scholar] [CrossRef]
- Bourbigot, S.; Fontaine, G. Flame retardancy of polylactide: An overview. Polym. Chem. 2010, 1, 1413–1422. [Google Scholar] [CrossRef]
- Tawiah, B.; Yu, B.; Fei, B. Advances in flame retardant poly (lactic acid). Polymers 2018, 10, 876. [Google Scholar] [CrossRef]
- Shaw, S. Halogenated flame retardants: Do the fire safety benefits justify the risks? Rev. Environ. Health 2010, 25, 261–306. [Google Scholar] [CrossRef] [PubMed]
- Shumao, L.; Jie, R.; Hua, Y.; Tao, Y.; Weizhong, Y. Influence of ammonium polyphosphate on the flame retardancy and mechanical properties of ramie fiber-reinforced poly (lactic wuwuacid) biocomposites. Polym. Int. 2009, 59, 242–248. [Google Scholar] [CrossRef]
- Reti, C.; Casetta, M.; Duquesne, S.; Bourbigot, S.; Delobel, R. Flammability properties of intumescent PLA including starch and lignin. Polym. Adv. Technol. 2008, 19, 628–635. [Google Scholar] [CrossRef]
- Lin, L.; Deng, C.; Lin, G.P.; Wang, Y.H. Mechanical properties, heat resistance and flame retardancy of glass fiber-reinforced PLA-PC alloys based on aluminum hypophosphite. Polym.-Plast. Technol. Eng. 2014, 53, 613–625. [Google Scholar] [CrossRef]
- Hazer, S.; Coban, M.; Aytac, A. Effects of ammonium polyphosphate and triphenyl phosphate on the flame retardancy, thermal, and mechanical properties of glass fiber–reinforced PLA/PC composites. Fire Mater. 2018, 43, 277–282. [Google Scholar] [CrossRef]
- Song, L.; Xuan, S.; Wang, X.; Hu, Y. Flame retardancy and thermal degradation behaviors of phosphate in combination with POSS in polylactide composites. Thermochim. Acta 2012, 527, 1–7. [Google Scholar] [CrossRef]
- Woo, Y.; Cho, D. Effect of aluminum trihydroxide on flame retardancy and dynamic mechanical and tensile properties of kenaf/poly (lactic acid) green composites. Adv. Compos. Mater. 2013, 22, 451–464. [Google Scholar] [CrossRef]
- Pack, S.; Bobo, E.; Muir, N.; Yang, K.; Swaraj, S.; Ade, H.; Rafailovich, M.H. Engineering biodegradable polymer blends containing flame retardant-coated starch/nanoparticles. Polymer 2012, 53, 4787–4799. [Google Scholar] [CrossRef]
- Tang, G.; Wang, X.; Xing, W.; Zhang, P.; Wang, B.; Hong, N.; Song, L. Thermal degradation and flame retardance of biobased polylactide composites based on aluminum hypophosphite. Ind. Eng. Chem. Res. 2012, 51, 12009–12016. [Google Scholar] [CrossRef]
- Chen, X.; Zhuo, J.; Jiao, C. Thermal degradation characteristics of flame retardant polylactide using TG-IR. Polym. Degrad. Stab. 2012, 97, 2143–2147. [Google Scholar] [CrossRef]
- Isitman, N.A.; Dogan, M.; Bayramli, E.; Kaynak, C. The role of nanoparticle geometry in flame retardancy of polylactide nanocomposites containing aluminium phosphinate. Polym. Degrad. Stab. 2012, 97, 1285–1296. [Google Scholar] [CrossRef]
- Sonnier, R.; Taguet, A.; Ferry, L.; Lopez-Cuesta, J.M. Flame retardant biobased polymers. In Towards Bio-Based Flame Retardant Polymers; Springer: Cham, Switzerland, 2018; pp. 1–32. [Google Scholar] [CrossRef]
- Chow, W.S.; Teoh, E.L.; Karger-Kocsis, J. Flame retarded poly (lactic acid): A review. Express Polym. Lett. 2018, 12, 396–417. [Google Scholar] [CrossRef]
- Alongi, J.; Han, Z.; Bourbigot, S. Intumescence: Tradition versus novelty. A comprehensive review. Prog. Polym. Sci. 2015, 51, 28–73. [Google Scholar] [CrossRef]
- Lewin, M.; Weil, E.D. Mechanisms and Modes of Action in Flame Retardancy of Polymers. In Fire Retardant Materials; Horrocks, A.R., Price, D., Eds.; Woodhead Publishing Limited: Cambridge, UK, 2001; Volume 2, pp. 31–68. [Google Scholar]
- Xue, Y.; Zuo, X.; Wang, L.; Zhou, Y.; Pan, Y.; Li, J.; Guo, Y. Enhanced flame retardancy of poly (lactic acid) with ultra-low loading of ammonium polyphosphate. Compos. Part B Eng. 2020, 196, 108124. [Google Scholar] [CrossRef]
- Ju, Y.; Wang, T.; Huang, Y.; Zhou, L.; Yang, Y.; Liao, F.; Wang, X. The flame-retardance polylactide nanocomposites with nano attapulgite coated by resorcinol bis (diphenyl phosphate). J. Vinyl Addit. Technol. 2016, 22, 506–513. [Google Scholar] [CrossRef]
- Fontaine, G.; Bourbigot, S. Intumescent polylactide: A nonflammable material. J. Appl. Polym. Sci. 2009, 113, 3860–3865. [Google Scholar] [CrossRef]
- Hu, X.; Sun, J.; Li, X.; Qian, L.; Li, J. Effect of phosphorus–nitrogen compound on flame retardancy and mechanical properties of polylactic acid. J. Appl. Polym. Sci. 2021, 138, 49829. [Google Scholar] [CrossRef]
- Costes, L.; Laoutid, F.; Aguedo, M.; Richel, A.; Brohez, S.; Delvosalle, C.; Dubois, P. Phosphorus and nitrogen derivatization as efficient route for improvement of lignin flame retardant action in PLA. Eur. Polym. J. 2016, 84, 652–667. [Google Scholar] [CrossRef]
- Gao, D.; Wen, X.; Guan, Y.; Czerwonko, W.; Li, Y.; Gao, Y.; Tang, T. Flame retardant effect and mechanism of nanosized NiO as synergist in PLA/APP/CSi-MCA composites. Compos. Commun. 2020, 17, 170–176. [Google Scholar] [CrossRef]
- Ke, C.; Li, J.; Fang, K.; Zhu, Q.; Yan, Q.; Wang, Y. Synergistic effect between a novel hyperbranched charring agent and ammonium polyphosphate on the flame retardant and anti-dripping properties of polylactide. Polym. Degrad. Stab. 2010, 95, 763–770. [Google Scholar] [CrossRef]
- Wei, L.L.; Wang, D.Y.; Chen, H.B.; Chen, L.; Wang, X.L.; Wang, Y.Z. Effect of a phosphorus-containing flame retardant on the thermal properties and ease of ignition of poly (lactic acid). Polym. Degrad. Stab. 2011, 96, 1557–1561. [Google Scholar] [CrossRef]
- Zhang, R.; Xiao, X.; Tai, Q.; Huang, H.; Yang, J.; Hu, Y. Preparation of lignin–silica hybrids and its application in intumescent flame-retardant poly (lactic acid) system. High Perform. Polym. 2012, 24, 738–746. [Google Scholar] [CrossRef]
- Shi, X.; Ju, Y.; Zhang, M.; Wang, X. The intumescent flame-retardant biocomposites of poly (lactic acid) containing surface-coated ammonium polyphosphate and distiller’s dried grains with solubles (DDGS). Fire Mater. 2018, 42, 190–197. [Google Scholar] [CrossRef]
- Lin, Z.; Chen, C.; Guan, Z.; Xu, B.; Li, X.; Huang, Z. Polypropylene/poly (lactic acid) semibiocomposites modified with two kinds of intumescent flame retardants. Polym. -Plast. Technol. Eng. 2012, 51, 991–997. [Google Scholar] [CrossRef]
- Ran, G.; Liu, X.; Guo, J.; Sun, J.; Li, H.; Gu, X.; Zhang, S. Improving the flame retardancy and water resistance of polylactic acid by introducing polyborosiloxane microencapsulated ammonium polyphosphate. Compos. Part B Eng. 2019, 173, 106772. [Google Scholar] [CrossRef]
- Decsov, K.; Bocz, K.; Szolnoki, B.; Bourbigot, S.; Fontaine, G.; Vadas, D.; Marosi, G. Development of bioepoxy resin microencapsulated ammonium-polyphosphate for flame retardancy of polylactic acid. Molecules 2019, 24, 4123. [Google Scholar] [CrossRef]
- Hapuarachchi, T.D.; Peijs, T. Multiwalled carbon nanotubes and sepiolite nanoclays as flame retardants for polylactide and its natural fibre reinforced composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 954–963. [Google Scholar] [CrossRef]
- Jasinski, E.; Bounor-Legaré, V.; Taguet, A.; Beyou, E. Influence of halloysite nanotubes onto the fire properties of polymer based composites: A review. Polym. Degrad. Stab. 2021, 183, 109407. [Google Scholar] [CrossRef]
- Stoclet, G.; Sclavons, M.; Lecouvet, B.; Devaux, J.; Van Velthem, P.; Boborodea, A.; Sallem-Idrissi, N. Elaboration of poly (lactic acid)/halloysite nanocomposites by means of water assisted extrusion: Structure, mechanical properties and fire performance. RSC Adv. 2014, 4, 57553–57563. [Google Scholar] [CrossRef]
- Ye, L.; Ren, J.; Cai, S.Y.; Wang, Z.G.; Li, J.B. Poly (lactic acid) nanocomposites with improved flame retardancy and impact strength by combining of phosphinates and organoclay. Chin. J. Polym. Sci. 2016, 34, 785–796. [Google Scholar] [CrossRef]
- Li, S.; Yuan, H.; Yu, T.; Yuan, W.; Ren, J. Flame-retardancy and anti-dripping effects of intumescent flame retardant incorporating montmorillonite on poly (lactic acid). Polym. Adv. Technol. 2009, 20, 1114–1120. [Google Scholar] [CrossRef]
- Zhan, J.; Wang, L.; Hong, N.; Hu, W.; Wang, J.; Song, L.; Hu, Y. Flame-retardant and anti-dripping properties of intumescent flame-retardant polylactide with different synergists. Polym. Plast. Technol. Eng. 2014, 53, 387–394. [Google Scholar] [CrossRef]
- Chen, Y.; He, J.; Xu, L.; Xu, B.; Qian, L. Mechanical properties and flame retardancy of PLA composites containing zinc oxide and chain extender. J. Appl. Polym. Sci. 2021, 138, 50987. [Google Scholar] [CrossRef]
- Standau, T.; Nofar, M.; Dörr, D.; Ruckdäschel, H.; Altstädt, V. A review on multifunctional epoxy-based Joncryl® ADR chain extended thermoplastics. Polym. Rev. 2022, 62, 296–350. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, D.; Wan, G.; Li, B.; Zhao, G. Glass fiber reinforced PLA composite with enhanced mechanical properties, thermal behavior, and foaming ability. Polymer 2019, 181, 121803. [Google Scholar] [CrossRef]
- Ghanbari, A.; Sadat Jalili, N.; Haddadi, S.A.; Arjmand, M.; Nofar, M. Mechanical properties of extruded glass fiber reinforced thermoplastic polyolefin composites. Polym. Compos. 2020, 41, 3748–3757. [Google Scholar] [CrossRef]
- Levchik, S.V.; Weil, E.D. Combustion and fire retardancy of aliphatic nylons. Polym. Int. 2000, 49, 1033–1073. [Google Scholar] [CrossRef]
- Liu, L.; Liu, Y.; Han, Y.; Liu, Y.; Wang, Q. Interfacial charring method to overcome the wicking action in glass fiber-reinforced polypropylene composite. Compos. Sci. Technol. 2015, 121, 9–15. [Google Scholar] [CrossRef]
- Zhao, C.S.; Huang, F.L.; Xiong, W.C.; Wang, Y.Z. A novel halogen-free flame retardant for glass-fiber-reinforced poly (ethylene terephthalate). Polym. Degrad. Stab. 2008, 93, 1188–1193. [Google Scholar] [CrossRef]
- Sun, Q.; Ding, Y.; Stoliarov, S.I.; Sun, J.; Fontaine, G.; Bourbigot, S. Development of a pyrolysis model for an intumescent flame retardant system: Poly (lactic acid) blended with melamine and ammonium polyphosphate. Compos. Part B Eng. 2020, 194, 108055. [Google Scholar] [CrossRef]
- Akaradechakul, K.; Chanthot, P.; Kerddonfag, N.; Pattamaprom, C. The effect of polycarbodiimide chain extender on thermal stability and mechanical properties of biobased poly (lactic acid)/natural rubber blown films. J. Plast. Film Sheeting 2022, 38, 396–415. [Google Scholar] [CrossRef]
- Yang, L.; Chen, X.; Jing, X. Stabilization of poly (lactic acid) by polycarbodiimide. Polym. Degrad. Stab. 2008, 93, 1923–1929. [Google Scholar] [CrossRef]
- Chen, Y.; Wu, X.; Li, M.; Qian, L.; Zhou, H. Mechanically Robust and Flame-Retardant Polylactide Composites Based on In Situ Formation of Crosslinked Network Structure by DCP and TAIC. Polymers 2022, 14, 308. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; Zhang, W.; Qiu, Y.; Xu, M.; Li, B.; Liu, L. Preparation and mechanism study of a high efficiency bio-based flame retardant for simultaneously enhancing flame retardancy, toughness and crystallization rate of poly (lactic acid). Compos. Part B Eng. 2022, 238, 109913. [Google Scholar] [CrossRef]
- Velencoso, M.M.; Battig, A.; Markwart, J.C.; Schartel, B.; Wurm, F.R. Molecular Firefighting—How Modern Phosphorus Chemistry Can Help Solve the Challenge of Flame Retardancy. Angew. Chem. 2018, 57, 10450. [Google Scholar] [CrossRef] [PubMed]
- Kimura, R.; Murase, H.; Nagahama, M.; Kamimoto, T.; Nakano, S. High Purity Piperazine Pyrophosphate and Process of Producing Same. U.S. Patent 7449577B2, 2008. [Google Scholar]
- Najafi, N.; Heuzey, M.C.; Carreau, P.J. Polylactide (PLA)-clay nanocomposites prepared by melt compounding in the presence of a chain extender. Compos. Sci. Technol. 2012, 72, 608–615. [Google Scholar] [CrossRef]
- Khankrua, R.; Pivsa-Art, S.; Hiroyuki, H.; Suttiruengwong, S. Effect of chain extenders on thermal and mechanical properties of poly(lactic acid) at high processing temperatures: Potential application in PLA/Polyamide 6 blend. Polym. Degrad. Stab. 2014, 108, 232–240. [Google Scholar] [CrossRef]
- Jalali, A.; Huneault, M.A.; Nofar, M.; Lee, P.C.; Park, C.B. Effect of branching on flow-induced crystallization of poly (lactic acid). Eur. Polym. J. 2019, 119, 410–420. [Google Scholar] [CrossRef]
- Li, X.; Ai, X.; Pan, H. The morphological, mechanical, rheological, and thermal properties of PLA/PBAT blown films with chain extender. Polym. Adv. Technol. 2018, 29, 1706–1717. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | PLA (wt%) | MP (wt%) | APP/N (wt%) | P/N (wt%) | APP/Mel (wt%) | APP (wt%) | APPcoated (wt%) |
|---|---|---|---|---|---|---|---|
| PLA | 100 | ||||||
| PLA-MP5 | 95 | 5 | |||||
| PLA-APP/N5 | 95 | 5 | |||||
| PLA-P/N5 | 95 | 5 | |||||
| PLA-APP/Mel5 | 95 | 5 | |||||
| PLA-APP5 | 95 | 5 | |||||
| PLA-APPCoated5 | 95 | 5 | |||||
| PLA-MP3 | 97 | 3 | |||||
| PLA-APP/N3 | 97 | 3 | |||||
| PLA-P/N3 | 97 | 3 | |||||
| PLA-APP/Mel3 | 97 | 3 | |||||
| PLA-APP3 | 97 | 3 | |||||
| PLA-APPCoated3 | 97 | 3 |
| Samples | PLA (wt%) | GF (wt%) | P/N (wt%) | PCDI (wt%) | CE (wt%) |
|---|---|---|---|---|---|
| PLA | 100 | ||||
| PLAGF | 80 | 20 | |||
| PLAGF-FR15 | 65 | 20 | 15 | ||
| PLAGF-FR20 | 60 | 20 | 20 | ||
| PLAGF-FR25 | 55 | 20 | 25 | ||
| PLAGF-FR30 | 50 | 20 | 30 | ||
| PLAGF-FR24-PCD1 | 55 | 20 | 24 | 1 | |
| PLAGF-FR29-PCD1 | 50 | 20 | 29 | 1 | |
| PLAGF-FR24-CE1 | 55 | 20 | 24 | 1 | |
| PLAGF-FR29-CE1 | 50 | 20 | 29 | 1 |
| Samples | Dripping | Ignition of Cotton | UL-94 Rating |
|---|---|---|---|
| PLA | Yes | Yes | V2 |
| PLA-MP5 | Yes | Yes | V2 |
| PLA-APP/N5 | Yes | No | V0 |
| PLA-P/N5 | Yes | No | V0 |
| PLA-APP/Mel5 | Yes | No | V0 |
| PLA-APP5 | Yes | No | V0 |
| PLA-APPCoated5 | Yes | No | V0 |
| PLA-MP3 | Yes | Yes | V2 |
| PLA-APP/N3 | Yes | Yes | V2 |
| PLA-P/N3 | Yes | No | V0 |
| PLA-APP/Mel3 | Yes | No | V0 |
| PLA-APP3 | Yes | Yes | V2 |
| PLA-APPCoated3 | Yes | No | V0 |
| Samples | Tensile Strength (MPa) | Tensile Modulus (MPa) | Flexural Strength (MPa) | Flexural Modulus (MPa) | Izod Notched Impact Strength (kJ/m2) |
|---|---|---|---|---|---|
| PLA | 69 (±1.2) | 3552 (±150) | 102.45 (±1.35) | 3025 (±20) | 3.08 (±0.3) |
| PLA-MP20 | 55.96 (±1.42) | 3961 (±218) | 94.3 (±1.42) | 4070 (±12) | 2.77 (±0.49) |
| PLA-APP/N20 | 47,46 (±2.17) | 3578 (±147) | 59.1 (±1.16) | 3710 (±91) | 2.07 (±0.38) |
| PLA-P/N20 | 53.87 (±1.77) | 4292 (±160) | 92.2 (±2.05) | 4080 (±75) | 3.35 (±0.35) |
| PLA-APP/Mel20 | NR | NR | 30.4 (±3.22) | 3810 (±136) | NR |
| PLA-APP20 | 41.32 (±1.58) | 3971 (±158) | 74.5 (±1.86) | 3900 (±120) | 3.32 (±0.14) |
| PLA-APPCoated20 | 47.96 (±1.09) | 4326 (±90) | 69.4 (±0.8) | 4070 (±63) | 2.9 (±0.21) |
| Samples | t1 (s) | t2 (s) | Dripping | Ignition of Cotton | UL-94 Rating | LOI (%) |
|---|---|---|---|---|---|---|
| PLA | Burn-to-clamp | - | Yes | Yes | NR | 20.2 |
| PLAGF | Burn-to-clamp | - | Yes | Yes | NR | 22 |
| PLAGF-FR15 | Burn-to-clamp | - | Yes | Yes | NR | - |
| PLAGF-FR20 | Burn-to-clamp | - | Yes | Yes | NR | 43.5 |
| PLAGF-FR25 | 0 | >30 | Yes | Yes | NR | 44 |
| PLAGF-FR30 | 0 | 30 | Yes | No | V1 | 49.7 |
| PLAGF-FR24-PCD1 | 0 | 0 | No | No | V0 | 46.4 |
| PLAGF-FR29-PCD1 | 0 | 0 | No | No | V0 | 50.6 |
| PLAGF-FR24-CE1 | 0 | 0 | No | No | V0 | 45.3 |
| PLAGF-FR29-CE1 | 0 | 0 | No | No | V0 | 49.9 |
| Samples | Tensile Strength (MPa) | Tensile Modulus (MPa) | Flexural Strength (MPa) | Flexural Modulus (MPa) | Izod Notched Impact Strength (kJ/m2) |
|---|---|---|---|---|---|
| PLA | 69 (±0.88) | 3551 (±190) | 102.5 (±3.8) | 3025 (±310) | 3.08 (±0.16) |
| PLAGF | 59.15 (±0.64) | 6420 (±145) | 93.7 (±2.8) | 6980 (±215) | 4.4 (±0.14) |
| PLAGF-FR25 | 49.88 (±0.74) | 8197 (±206) | 69.4 (±6.49) | 9700 (±305) | 2.78 (±0.11) |
| PLAGF-FR24 PCDI1 | 51.55 (±0.94) | 7709 (±181) | 77.8 (±1.8) | 10,100 (±269) | 2.93 (±0.11) |
| PLAGF-FR24-CE1 | 54.07 (±0.59) | 7578 (±113) | 79 (±1.28) | 9700 (±208) | 2.98 (±0.13) |
| PLAGF-FR30 | 46.6 (±0.74) | 8471 (±166) | 53.3 (±4,86) | 10,000 (±335) | 2.48 (±0.08) |
| PLAGF-FR29-PCDI1 | 52.61 (±0.85) | 8046 (± 84) | 70.4 (±2.45) | 10,300 (±158) | 2.7 (±0.06) |
| PLAGF-FR29-CE1 | 58.68 (±0.47) | 8332 (±129) | 76.3 (±2.57) | 9540 (±346) | 2.72 (±0.09) |
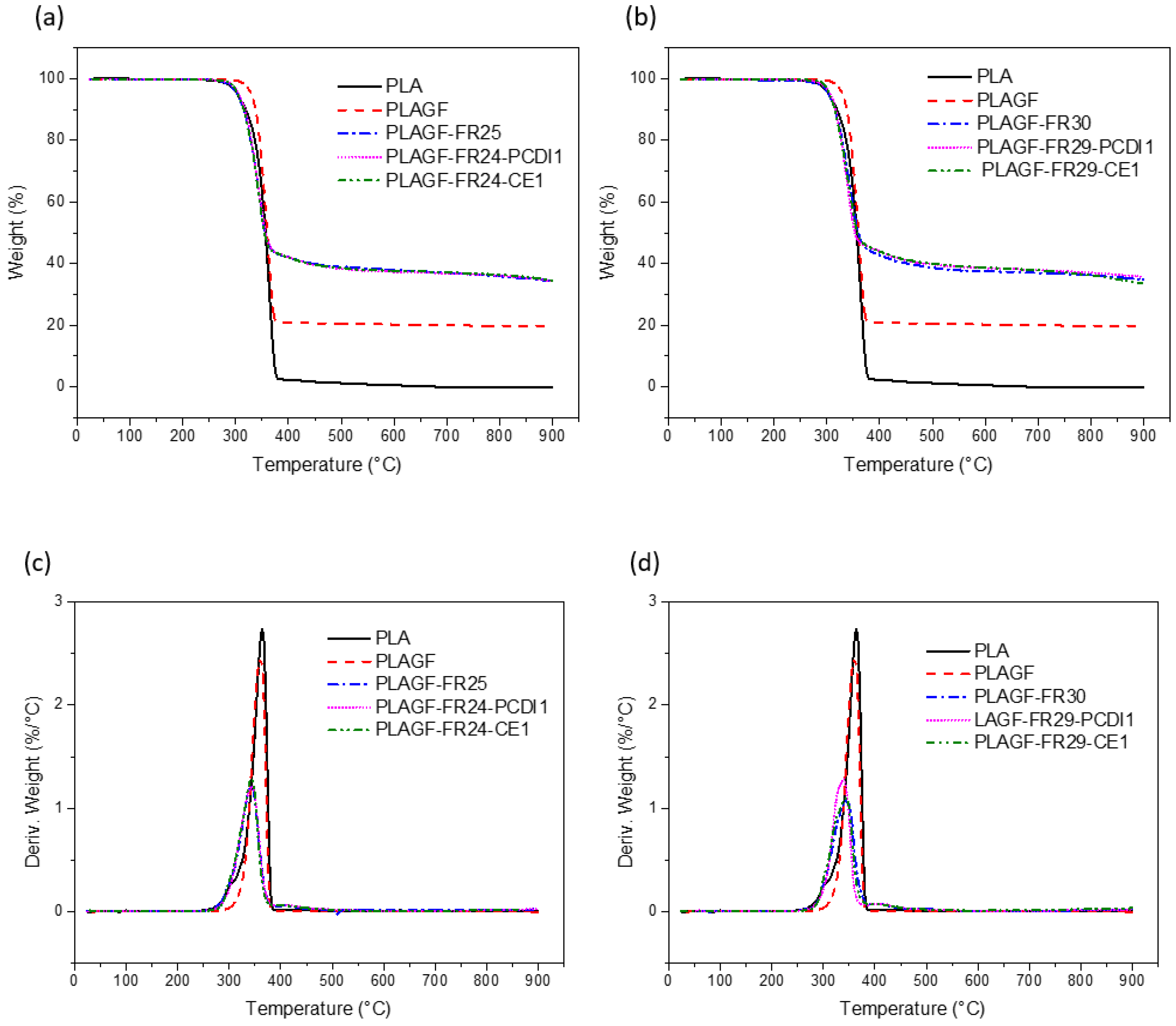
| Tonset (°C) | Tmax (°C) | Residue at 600 °C (%) | |
|---|---|---|---|
| PLA | 281.1 | 363.9 | 0.4 |
| PLAGF | 318.4 | 360.8 | 20.3 |
| PLAGF-FR20 | 294.4 | 350.3 | 34.6 |
| PLAGF-FR25 | 285.5 | 342.7 | 38.0 |
| PLAGF-FR24-PCDI1 | 290.1 | 344.1 | 37.4 |
| PLAGF-FR24-CE1 | 290.9 | 342.9 | 37.7 |
| PLAGF-FR30 | 288.4 | 345.2 | 37.5 |
| PLAGF-FR29-PCDI1 | 292.1 | 338.7 | 38.6 |
| PLAGF-FR29-CE1 | 292.4 | 343.4 | 38.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yargici Kovanci, C.; Nofar, M.; Ghanbari, A. Synergistic Enhancement of Flame Retardancy Behavior of Glass-Fiber Reinforced Polylactide Composites through Using Phosphorus-Based Flame Retardants and Chain Modifiers. Polymers 2022, 14, 5324. https://doi.org/10.3390/polym14235324
Yargici Kovanci C, Nofar M, Ghanbari A. Synergistic Enhancement of Flame Retardancy Behavior of Glass-Fiber Reinforced Polylactide Composites through Using Phosphorus-Based Flame Retardants and Chain Modifiers. Polymers. 2022; 14(23):5324. https://doi.org/10.3390/polym14235324
Chicago/Turabian StyleYargici Kovanci, Ceren, Mohammadreza Nofar, and Abbas Ghanbari. 2022. "Synergistic Enhancement of Flame Retardancy Behavior of Glass-Fiber Reinforced Polylactide Composites through Using Phosphorus-Based Flame Retardants and Chain Modifiers" Polymers 14, no. 23: 5324. https://doi.org/10.3390/polym14235324
APA StyleYargici Kovanci, C., Nofar, M., & Ghanbari, A. (2022). Synergistic Enhancement of Flame Retardancy Behavior of Glass-Fiber Reinforced Polylactide Composites through Using Phosphorus-Based Flame Retardants and Chain Modifiers. Polymers, 14(23), 5324. https://doi.org/10.3390/polym14235324